國 立 交 通 大 學
機 械 工 程 學 系
碩 士 論 文
金屬薄板液壓膨脹實驗結合成形極限之
設備研發與研究
Development and Study on Integrated Apparatus of
Metal Sheet Bulge Test with Forming Limit Diagram
研 究 生:陳彥佑
指導教授:洪景華 教授
金屬薄板液壓膨脹實驗結合成形極限之設備研發與研究
Development and Study on Integrated Apparatus of Metal Sheet Bulge Test with Forming Limit Diagram
研 究 生:陳彥佑 Student:Yan-Yo Chen 指導教授:洪景華 Advisor:Ching-Hua Hung
國 立 交 通 大 學
機 械 工 程 學 系
碩 士 論 文
A ThesisSubmitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
in
Mechanical Engineering
June 2012
Hsinchu, Taiwan, Republic of China
金屬薄板液壓膨脹實驗結合成形極限之
設備研發與研究
研究生:陳彥佑 指導教授:洪景華 教授國立交通大學機械工程學系
摘要
為了能夠更便利、更準確並更完整地得金屬薄板的材料性質,如 薄板之應力-應變曲線(stress-strain curve)和成形極限圖(forming limit diagram),本研究設計製作一整合的薄板材料實驗設備。首先建立液 壓膨脹實驗(bulge test)設備,取得薄板之應力-應變曲線,並與單軸拉 伸實驗做比較,驗證薄板液壓膨脹實驗之可行性。再以液壓膨脹實驗 設備為基礎,發展一金屬薄板液壓成形極限實驗。使用液壓膨脹實驗 的圓形模具,規劃不同的試片幾何,提出一使用橡膠做為液壓傳遞壓 力的概念,用以取得完整的成形極限圖,並與傳統的衝壓成形極限實 驗比較,驗證薄板液壓成形極限實驗之可行性。最後整合成一薄板材 料實驗之設備,以單一設備並更便利地取得應力-應變關係曲線與成 形極限圖。 關鍵字:液壓膨脹實驗、應力-應變曲線、成形極限圖Development and Study on Integrated Apparatus of
Metal Sheet Bulge Test with Forming Limit Diagram
Student:Yan-Yo Chen Adviser:Dr. Ching-Hua Hung
Department of Mechanical Engineering
National Chiao Tung University
Abstract
To obtain sheet metal’s material properties such as stress-strain curve and fomring limit diagram. A more convenient and accurate apparatus of material test for sheet metal has been designed and manufactured. Firstly, a device of hydraulic bulge test was constructed to obtain the stress-strain curve and compared with that from uniaxial tension test to verify the feasibility of hydraulic bulge test. Secondly, hydraulic forming limit test was conducted based on a modified bulge test apparatus with a circular die. A new concept that using a PU layer to uniformly transfer the hydraulic pressure to the sheet matel was proposed so both the left side and part of the right side of forming limit diagram(FLD) can be obtained. And the limit strain of the right side of FLD under equal biaxial tension was also obtained after the bulge test. The complete forming limit diagram was then compared with that from traditional drawing test to verify the feasibility of hydraulic forming limit test. Finally, an integrated testing apparatus for sheet metal with capabilities to obtain both stress-strain curve and FLD has been completed and verified.
Keywords:hydraulic bulge test, stress-strain curve, forming limit diagram.(FLD)
誌謝
首先感謝洪景華老師在兩年來的細心指導,雖然有時會不小心讓 老師出現脫下眼鏡並皺眉的表情,最後還是順利完成了論文。感謝實 驗事的學長們在有問題時都能給予試時的解答,還有很多歡樂的聚餐 與出遊。感謝一同努力的同學們,我們畢業拉!感謝學弟妹幫忙實驗 事的瑣事,讓我們可以專心做研究。最後感謝我的家人,讓我能無憂 無慮地念完兩年的碩士生活,最後的最後,感謝所有幫助過我的每一 個人。目錄
摘要 ... I ABSTRACT ... II 誌謝 ... III 目錄 ... IV 表目錄 ... VIII 圖目錄 ... IX 第一章 緒論 ... 1 1.1 簡介 ... 1 1.2 文獻回顧 ... 3 1.3 研究動機與目的 ... 7 1.4 研究方法 ... 9 1.5 論文架構 ... 10 第二章材料實驗之理論分析 ... 11 2.1 單軸拉伸實驗之理論分析 ... 11 2.2 液壓膨脹實驗之理論分析 ... 13 2.2.1薄殼理論
(membrane theory) ... 142.2.2
曲率半徑之分析
... 17 2.2.3圓頂厚度之分析
... 17 2.3 成形極限實驗之理論分析 ... 18 2.3.1成形極限圖
... 18 2.3.2網格分析法
... 20 2.3.3應變圖
... 20 第三章 實驗規劃 ... 22 3.1 液壓膨脹實驗 ... 22 3.1.1實驗設備之建立
... 22 3.1.2實驗規劃
... 37 3.1.3實驗流程
... 38 3.2 單軸拉伸實驗 ... 39 3.3 成形極限實驗 ... 42 3.3.1液壓成形極限實驗
... 44 3.3.2衝壓成形極限實驗
... 47 第四章 實驗結果與討論 ... 49 4.1 液壓膨脹實驗 ... 49 4.1.1曲率半徑之分析與量測驗證
... 494.1.2
圓頂厚度公式之分析與量測驗證
... 50 4.1.3應力
-應變曲線
... 51 4.1.4應變硬化係數
... 52 4.1.5模具尺寸之影響
... 53 4.2 單軸拉伸實驗 ... 55 4.2.1金屬薄板之方向性
... 56 4.2.2應變硬化係數
... 56 4.3 液壓膨脹實驗與單軸拉伸實驗之結果比較 ... 57 4.4 液壓成形極限實驗 ... 59 4.4.1模具幾何之影響
... 59 4.4.2液壓成形極限實驗之結果
... 61 4.5 衝壓成形極限實驗 ... 63 4.6 液壓成形極限實驗與衝壓成形極限實驗之結果比較 ... 66 第五章 結論與未來工作 ... 67 5.1 結論 ... 67 5.2 未來工作 ... 68 參考文獻 ... 70 附錄 A 夾具系統之設計規格圖 ... 73附錄 B 模具組之設計規格圖 ... 77
附錄 C 不銹鋼薄板 316L 之完整材料性質 ... 80
C.1 液壓膨脹實驗 ... 80
C.2 金屬薄板之方向性 ... 81
表目錄
表 2.1 液壓膨脹實驗之相關參數 ... 14 表 2.2 曲率半徑之分析 ... 17 表 2.3 圓頂厚度之分析 ... 18 表 3.1 系統間各元件規格 ... 25 表 4.1 不銹鋼薄板 SUS304 之材料性質(液壓膨脹實驗) ... 52 表 4.2 不銹鋼薄板 SUS304 之材料性質(單軸拉伸實驗) ... 57 表 4.3 不銹鋼薄板 SUS304 之材料性質(液壓膨脹實驗與單軸拉伸實 驗) ... 58圖目錄
圖 1.1 深衝成形[1] ... 2 圖 1.2 張出成形[1] ... 2 圖 1.3 伸緣成形[1] ... 2 圖 1.4 彎曲成形[1] ... 2 圖 1.5 KEELER-GOODWIN 之成形極限圖概念 ... 6 圖 1.6 理論之成形極限圖(HILL 理論和 SWIFT 理論)[14] ... 6 圖 1.7 MARCINIAK-KUCKZINSKY(Ψ0=0) 和 HUTCHINSON-NEALE(Ψ0≠0) ... 6 的缺陷模型[15] ... 6 圖 1.8NAKAZIMA 的成形極限實驗和試片設計[12] ... 7 圖 1.9 IFU 設計的成形極限實驗和試片設計[13] ... 7 圖 1.10 研究方法之流程圖 ... 10 圖 2.1 一般拉伸試片[1] ... 11 圖 2.2 荷重–伸長曲線圖[1] ... 11 圖 2.3 液壓膨脹示意圖 ... 13 圖 2.4 薄球殼上的應力與應變狀態[1] ... 15圖 2.5 決定應力-應變關係曲線之流程 ... 16 圖 2.6 成形極限圖 ... 19 圖 2.7 薄板的元素(A)薄板變形前,網格為圓形,初始厚度為 T0 (B) 薄板變形後,網格為橢圓形,厚度為 T [1] ... 20 圖 2.8 不同變形狀態下的應變圖 [1]... 21 圖 3.1 系統間的作用示意圖 ... 23 圖 3.2A 量測與控制系統 ... 24 圖 3.2B 液壓系統與夾具系統 ... 24 圖 3.3 夾具系統實際成品與電阻尺和壓力感測器 ... 26 圖 3.4 油路設計示意圖 ... 27 圖 3.5 油壓動力單元 ... 28 圖 3.6 電磁比例閥的控制系統示意圖 ... 28 圖 3.7 比例洩壓閥 ... 29 圖 3.8 比例洩壓閥特性曲線 ... 29 圖 3.9 電磁比例洩壓閥實際使用狀況 ... 29 圖 3.10 壓器感測器實體圖與使用接線圖 ... 31 圖 3.11 電阻尺實際圖與原理電路圖 ... 31
圖 3.12 電阻尺校準後之特性曲線 ... 32 圖 3.13 可程控電源供應器 ... 32 圖 3.14 AD 資料擷取卡 ... 33 圖 3.15 前端控制板面所示 ... 35 圖 3.16 功能圖塊 ... 36 圖 3.17 拉伸試驗試片尺寸圖(MM) ... 40 圖 3.18 SUS304 拉伸試驗試片配置圖 ... 40 圖 3.19 MTS-810 萬能試驗機 ... 41 圖 3.20 成形極限實驗之試片規劃 ... 42 圖 3.21 網格設計 ... 43 圖 3.22 金屬電印機 ... 44 圖 3.23 橡膠結合液壓成形實驗之概念圖 ... 45 圖 3.24 直接液壓成形極限實驗之概念圖 ... 45 圖 3.25 圓形模具 ... 46 圖 3.26 液壓成形極限圖之完整概念 ... 46 圖 3.27 萬能深引伸試驗機 ... 47
圖 3.28 模具組件與沖頭 ... 48 圖 4.1 連續實驗之試片 ... 49 圖 4.2 階段實驗之試片 ... 49 圖 4.3 曲率半徑之分析與量測驗證 ... 50 圖 4.4 圓頂厚度公式之分析與量測驗證 ... 51 圖 4.5 液壓膨脹實驗之應力-應變曲線(SUS304) ... 52 圖 4.6 液壓膨脹之擬合結果(SUS304) ... 53 圖 4.7 不銹鋼 304 厚度 0.051MM 薄板,不同之圓形模具尺寸(DC)[22] ... 54 圖 4.8 CUZN36 厚度 0.25 薄板,不同之圓形模具尺寸(D)[23] ... 54 圖 4.9 液壓膨脹實驗的模具尺寸之影響(SUS304) ... 55 圖 4.10 拉伸後之拉伸試片 ... 55 圖 4.11 單實軸拉伸實驗之結果(SUS304) ... 56 圖 4.12 單軸拉伸實驗之擬合結果(SUS304) ... 57 圖 4.13 液壓膨脹實驗與單軸拉伸實驗之比較圖(SUS304) ... 58 圖 4.14 橢圓形模具 ... 60 圖 4.15 模具幾何與極限應變狀況之影響(SUS304) ... 60
圖 4.16 液壓成形後的試片 ... 61 圖 4.17 薄板液壓成形極限圖(SUS304) ... 62 圖 4.18 液壓成形極限圖與橢圓形模具成形之結果比較 ... 63 圖 4.19 衝壓成形後的試片 ... 64 圖 4.20 薄板衝壓成形極限圖(SUS304) ... 65 圖 4.21 液壓成形極限實驗與衝壓成形極限實驗之比較圖(SUS304) . 66 圖 5.1 CUZN36 薄板,不同厚度尺寸(T0)[23] ... 69 圖 A.1 支架部件:電阻尺支架組件 ... 73 圖 A.2 支架部件:電路板支架組件與試片座支架組件 ... 74 圖 A.3 總底座部件 ... 75 圖 A.4 試片座部件 ... 76 圖 B.1 圓形模具 ... 77 圖 B.2 橢圓形模具 ... 78 圖 B.3 小徑之圓形模具 ... 79 圖 C.1 液壓膨脹實驗後之試片(SUS316L) ... 80 圖 C.2 液壓膨脹實驗之結果(SUS316L) ... 80
圖 C.3 單軸拉伸後之試片(SUS316L) ... 81 圖 C.4 單軸拉伸實驗之結果(SUS316L) ... 82 圖 C.5 液壓膨脹實驗與單軸拉伸實驗之比較 ... 83
-第一章 緒論
1.1 簡介
金屬薄板在工業製造上,已被廣泛地應用在不同的領域,如包裝、 汽車和電子消費性產品外殼等,在製造這些產品的過程中,材料花費 為主要的生產成本,為了降低生產成本,減少材料的使用是最直接的 方法,但是減少材料後,產品的機械強度必定會產生變化。因此為了 使產品達到所需的機械強度,並且能降低材料成本,首先就必須要瞭 解材料性質的資訊,才能決定其適用的範圍與使用狀況,並且找到最 適合之材料。 因此在研究發展新材料或設計開發新產品的過程中,材料的特性 與機械性質都是一件不可或缺的資訊。只有瞭解材料性質的資訊,才 能決定其應用範圍與使用狀況,是否符合需求標準。最簡單且常使用 來獲得材料機械性質的是拉伸實驗,可用以取得材料的應力-應變關 係曲線,瞭解材料破裂前得彈性與塑性性質。拉伸實驗可依金屬薄板 所受應力的形態分為單軸拉伸實驗與雙軸拉伸實驗,雙軸拉伸實驗除 了使用十字形試片進行的拉伸實驗外,還有本研究之液壓膨脹實驗也 是雙軸應力狀態下的拉伸實驗。金屬薄板在實際成形的過程中,主要可以分為四種形式:深衝成 形(deep drawing)、張出成形(stretching)、伸緣成形(stretch flange)、彎 曲成形(bending),而針對薄板的複雜成形狀態也可考慮以上四種形式 的組合。以上成形形式如圖 1.1 至圖 1.4 所示。 圖 1.1 深衝成形[1] 圖 1.2 張出成形[1] 圖 1.3 伸緣成形[1] 圖 1.4 彎曲成形[1] 在深衝成形上主要的變形為縮緣上的伸長-收縮變形。張出成形
則是藉由伸長-伸長的變形,而將成形體表面擴大的成形方式。伸緣 成形的變形形式及變形量則是有顯著的變化,在伸緣的邊緣為伸長-收縮變形(單軸拉伸),隨著離開邊緣時則變化為伸長-伸長的變形。彎 曲成形則以在板厚斷面內的變形量的分佈為特徵。 由於金屬薄板在成形的過程中,有著複雜的變形狀態,必須針對 不同的變形形式進行各種實驗,才可瞭解不同的變形狀態或其變形極 限。因此,為了能更有系統的得到各種變形狀態的成形極限,發展了 一模擬各種變形狀態的實驗,即成形極限實驗,用以取得材料的成形 極限圖(forming limit diagram,FLD),瞭解材料破裂時的成形狀態, 即極限應變值,可應用於設計產品,做為金屬成形極限的依據,並避 開可能破裂的成形設計。 為了取得不同的材料性質,必須使用不同的材料實驗,材料實驗 有拉伸、彎曲、硬度、成形極限等實驗,其中針對金屬薄板,最為廣 泛應用的是拉伸實驗與成形極限實驗。在傳統工程應用上,單軸拉伸 實驗與成形極限實驗需用到兩種不同的試驗機台及試片幾何。
1.2 文獻回顧
由於實際的金屬薄板成形狀態多為受雙軸應力而產生不同變形 量(應變),所以為了能形容真實金屬薄板成形狀態,進行了為雙軸應 力狀態的液壓膨脹實驗,瞭解金屬薄板破裂前的彈性與塑性之性質。而為了瞭解破裂當下的變形情況,則藉由成形極限實驗所得到的極限 應變,構成一金屬薄板的成形極限圖,此部分相關的文獻如下。 (1)液壓膨脹實驗: Hill[2]假設膨脹球殼為圓球的一部分,提出液膨脹實驗的分析方 法,利用球殼之圓頂厚度與曲率半徑之關係式,得出材料之應力-應 變關係曲線。Kruglov et al.[3]也針對膨脹球殼發展出一圓頂厚度的計 算公式。Panknin [4]發展一液壓膨脹實驗,使用半徑規直接量測曲率 半徑;並比 Hill 多考慮壓力腔上模具的圓角半徑,也發展出一曲率半 徑的計算公式,經由與實驗比較,在膨脹高度(h)小於壓力腔半徑(R) 的 0.56 倍之前,分析與實驗有一致性;當膨脹高度更高時,其實驗 值會比分析值越來越小,最多會比分析值小 10%。Gologranc [5]的實 驗結論也與 Panknin 一致。 (2)成形極限實驗: 成形極限圖的概念最早由 Keeler 和 Backofen[6]對冷軋鋼板做雙 軸拉伸變形實驗而建立右半部份之成形極限圖,Goodwin [7]以拉壓變 形實驗而建立左半部份之成形極限圖,構成一成形極限圖的完整概念, 如圖 1.5 所示。成形極限圖的理論最早由 Hill [8]的局部頸縮理論 (localized necking theory)和 Swift [9]的擴散頸縮理論(diffused necking theory)作為基礎,如圖 1.6 所示。Marciniak 和 Kuckzinsky [10]假設材
料原本就有厚度不均勻的缺陷,即有一凹槽缺陷於薄板上,並且其凹 槽方向垂直於主應力與主應變的方向,如圖 1.7 所示,而材料是局部 頸縮,並發生於有缺陷的區域,提出一可行性的數學模型(M-K 模型) 形容雙軸拉伸的狀態,即成形極限圖的右半部分。Hutchinson 和 Neale [11]發展 Marciniak 和 Kuckzinsky 的模型,假設凹槽缺陷的方向與次 應力和次應變夾一個角度,如圖 1.7 所示,並應用於拉伸-壓縮的應變 狀態,即成形極限圖的左半部分。因此,M-K 模型可以完整的形容 成形極限圖。Nakazima[12]使用球形沖頭沖壓薄板,並設計不同的試 片幾何,對應其所需的應力與應變狀態,發展一薄板成形極限實驗, 如圖 1.8 所示。德國研究機構 The Institute of Metal Forming Technology of Stuttgart University(Institut fur Umformtechnik — IFU)[13]設計液壓 膨脹實驗的模具外型以達到成形極限圖右半部的應變狀態,並設計拉 伸實驗,搭配設計不同試片幾何以達到成形極限圖左半部的應變狀態, 提出一整合實驗之概念,如圖 1.9 所示。
圖 1.5 Keeler-Goodwin 之成形極限圖概念
圖 1.6 理論之成形極限圖(Hill 理論和 Swift 理論)[14]
圖 1.7 Marciniak-Kuckzinsky(ψ0=0) 和 Hutchinson-Neale(ψ0≠0)
圖 1.8Nakazima 的成形極限實驗和試片設計[12] 圖 1.9 IFU 設計的成形極限實驗和試片設計[13]
1.3 研究動機與目的
為了充分瞭解一金屬薄板材料的機械性質,主要進行的材料實驗 為拉伸實驗與成形極限實驗。由拉伸實驗取得一應力-應變曲線,瞭 解材料的彈性與塑性之性質。由成形極限實驗取得一成形極限圖,瞭解材料的成形極限,即材料何時破裂的情況。而為了進行此兩種實驗, 需使用到兩種不同的實驗設備與試片幾何,增加了材料性質取得的不 方便性與困難度,因此本研究欲研發一薄板的整合材料實驗設備,可 以單一套實驗設備取得應力-應變曲線與成形極限圖,能更便利地且 快速地瞭解金屬薄板的材料性質。 普遍進行的拉伸實驗,常用是使用單軸拉伸實驗,但由於單軸拉 伸實驗為單軸的應力狀態,而薄板金屬成形的應力狀況通常都為雙軸 應力,而液壓膨脹實驗的雙軸應力狀態,更適合於薄板金屬成形時的 真實應力狀態,所以本研究研發的薄板液壓膨脹實驗設備,可取得雙 軸應力下的應力-應變曲線。 傳統的成形極限實驗是以衝壓成形為主,近期則由一德國研究機 構 IFU 提出一新型的成形極限實驗之整合概念,以拉伸實驗搭配液壓 膨脹實驗,使用兩種不同的設備取得完整之成形極限圖,其中,右半 部分之成形極限圖藉由液壓膨脹實驗取得,左半部份之成形極限圖藉 由拉伸實驗取得。所以為了能夠更便利、更準確並更完整地得到薄板 的材料性質。本研究發展並使用液壓膨脹實驗設備,提出一使用橡膠 做為液壓傳遞壓力的概念,取得完整的成形極限圖。最後建立成一整 合的材料實驗設備,以單一實驗設備取得薄板之應力-應變曲線和成 形極限圖。
1.4 研究方法
本研究使用厚度為 0.1mm、面積為 100mm*100mm 且退火過的 不銹鋼板 SUS304 為試片來進行新式多目的液壓膨脹實驗設備的開發, 其研究方法之流程如圖 1.10 所示。 為了建立一多目的之薄板材料實驗設備,首先建立了液壓膨脹實 驗設備,並根據文獻之分析公式,經由初步實驗確定適合於本研究之 分析公式,再搭配分析公式進行液壓膨脹實驗,取得不銹鋼薄板 SUS304 之應力-應變關係曲線。 後續進行薄板單軸拉伸實驗,以 ASTM-E8 之拉伸規範,在同一 金屬薄板上,沿滾軋方向 0 度、45 度、90 度切割三片拉伸試片,取 得薄板的應力-應變關係曲線,瞭解薄板之方向性。再將液壓膨脹實 驗與單軸拉伸實驗之結果做比較,驗證液壓膨脹實驗的可行性。 接下來為了取得成形極限圖,本研究以液壓膨脹實驗設備為基礎, 使用液壓膨脹實驗的圓形模具,並規劃一系列不同幾何之金屬薄板試 片,發展液壓成形極限實驗。針對裁切過的試片,提出一使用橡膠做 為液壓傳遞壓力的概念,取得成形極限圖的左半部與部分右半部的資 訊。針對未裁切過的方形試片進行液壓膨脹實驗,取得等雙軸拉伸變 形下的極限應變值,即成形極限圖的右半部資訊。最後取得一完整的 成形極限圖後,再與傳統的衝壓成形極限實驗的成形極限圖做比較,驗證液壓成形極限實驗的可行性。最後整合成一薄板材料實驗之設備, 以單一套設備取得薄板的應力-應變曲線與完整的成形極限圖。 圖 1.10 研究方法之流程圖
1.5 論文架構
本論文第一章先介紹研究動機及文獻回顧。第二章針對單軸拉伸 實驗、液壓膨脹實驗和成形極限圖的理論分析。第三章首先建立液壓 膨脹實驗設備進行液壓膨脹實驗,進行單軸拉伸實驗,瞭解薄板之方 向性,並將液壓膨脹實驗與單軸拉伸實驗之結果做比較,驗證液壓膨 脹實驗之可行性。接著以液壓膨脹實驗設備為基礎,發展液壓成形極 限實驗,再與傳統的衝壓成形極限實驗之結果做比較,驗證液壓成形 極限實驗之可行性。在第四章則針對各個實驗之結果進行討論。最後 第五章為結論與未來工作。第二章材料實驗之理論分析
本章將介紹單軸拉伸實驗與液壓膨脹實驗所需之理論與分析,並 簡單介紹成形極限圖之理論,以瞭解後續實驗所需之理論分析。2.1 單軸拉伸實驗之理論分析
單軸拉伸實驗主要原理,係將試片夾持於萬能試驗機(material test system),然後施加拉力,則試片隨拉力之荷重增加而逐漸伸長, 若將每一荷重及其所對應之伸長量逐一記錄下來,便可得一荷重-伸 長曲線圖(load -elongation diagram),依所得之荷重-伸長曲線圖加以分 析材料之諸性質。圖 3.1 為一般拉伸試片,其中,l0為標點距離、w0 為寬度、t0為厚度、P 為荷重。圖 3.2 為鋼板拉伸試驗的荷重-伸長曲 線圖,其中,Py為降伏點之荷重、Pmax為材料所承受的最大荷重、Δlmax 為試片伸長極限。 圖 2.1 一般拉伸試片[1] 圖 2.2 荷重–伸長曲線圖[1] 從實驗中得到荷重與伸長關係後後,利用荷重與伸長量的資料,藉由數學關係式,可以轉換為工程應力(Engineering stress)與工程應變 (Engineering strain): 0 A P E (2-1) 1 0 0 0 0 l l l l l l l E (2-2) 其中,E為工程應力、E為工程應變、P 為試片所受的荷重、A0為 試片的原始截面積、Δl 為試片伸長量、l0 為試片初始長度。 藉由真實應力與真實應變之定義: A P T (2-3)
l l T l l l dl 0 ) ln( 0 (2-4) 其中,T為真實應力、T為真實應變。 與體積不變定率: A0l0 Al (2-5) 將工程應力與工程應變轉成真實應力(True stress)與真實應變(True strain)[16]: T E(1E) (2-6) T ln(1E) (2-7) 再將取得的真實應力-應變曲線取其彈性區域進行迴歸分析以取 得材料的彈性係數 E。求得彈性係數之後,將材料之真實應力-真實應變曲線扣除前段彈性部份,得到塑性區的應變(2-8),進而繪出材料 真實應力-塑性應變曲線,再找出一指數定律(power law)(2-9)與其趨 近,可利用此指數定律有效表示材料的機械性質。 E y T p T (2-8) y n p T T K ( ) (2-9) 其中, p T
:真實塑性應變、y:初始降伏應力、E:彈性係數、 n: 應變硬化係數(strain hardening exponent)、K:常數。2.2 液壓膨脹實驗之理論分析
液壓膨脹實驗為一等雙軸應力狀態下的拉伸實驗,針對於薄板材 料,在限制住薄板邊緣的情況下,假設薄板受液壓膨脹後之形狀為近 似球狀,如圖 2.3 所示,並利用理論分析與實驗量測,取得其應力-應變關係曲線。 圖 2.3 液壓膨脹示意圖以下各節將逐步介紹理論分析之細節,分析中將使用的相關參數如下 表所示: 表 2.1 液壓膨脹實驗之相關參數 變數 不變數 h:膨脹高度 P:液壓壓力 t:圓頂厚度
ρ
:曲率半徑 R:壓力腔半徑 rf:上模具的圓角徑 t0:薄板初始厚度2.2.1 薄殼理論(membrane theory)
在假設薄板受液壓膨脹變形後為薄球殼(球殼半徑必須大於 10 倍 厚度,ρ≧
10t )的情況下,可以忽略其彎曲應力(bending stress)與厚度 方向之應變,即薄板上的應力狀態可以平面應力表示[17]。 因此薄殼理論可以應用於薄板之液壓膨脹球殼,並取得其應力、 幾何與壓力關係[1]: t P 2 2 1 1 (2-10) 其中1與2為薄殼面上的主應力、1與2為曲面上的曲率半徑、t為 薄殼厚度、p 為液壓壓力。由於膨脹球殼的對稱性,並且塑性變形不會改變體積,所以球殼 圓頂上的應力與應變為: 應力:12,3 0 (2-11a) 應變:1 2, 1 0 3 ln( ) 2 t t (2-11b) 其中1,2,2為主應力,
1,
2,
3為主應為變,t0薄板初始厚度,t 為圓 頂厚度。 其薄殼應力與應變狀態如圖 2.4 所示: 圖 2.4 薄球殼上的應力與應變狀態[1] 所以 2-10 可以表示成: t p 2 2 1 (2-12) 根據 von Mises 對等效應力的定義[18]:
2 1 3 2 3 2 2 2 1 3 2
(2-13) 2 3 2 2 2 1 3 2 帶入 2-11 與 2-12 可以得到圓頂上的等效應力
與等效應變
:t p 2 (2-14) ln( ) 0 3 t t (2-15) 由式 2-14 與式 2-15,可以得知為了取得應力-應變關係,需要三 個變數[17,19]:(a) 液壓壓力 P;(b) 即時的曲率半徑 ρ;(c) 即時的 圓頂厚度 t。其中曲率半徑與圓頂厚度的即時量測較為不易,若為了 即時量測到此兩變數,則需要使用的量測設備會過於複雜,並且會導 致成本過高。因此本研究是利用分析方法來求得曲率半徑與圓頂厚度, 並即時量測較易取得的壓力與膨脹高度(h),再帶入式 2-14 與式 2-15, 取得應力-應變關係曲線,其流程如圖 2.5。 圖 2.5 決定應力-應變關係曲線之流程
2.2.2 曲率半徑之分析
由於在實驗的過程中,即時量測膨脹球殼之曲率半徑並不容易, 需要使用複雜之設備量測,而為了使實驗簡單化,本研究考慮以文獻 中分析之曲率半徑公式,如表 2.2,取代其複雜量測,使實驗更為便 利。並且後續會將此分析公式與實驗結果比較,驗證(2-16)式與(2-17) 式何者較為適用。其中,已知 Panknin 之曲率半徑公式有其限制,在 膨脹高度(h)大於壓力腔半徑(R)的 0.56 倍後,其分析公式與實驗情況 不符。 表 2.2 曲率半徑之分析 分析方法 曲率半徑 Hill(1950)[2] h h R 2 2 2 (2-16) Panknin(1959)[4] h h r h r R f f 2 2 ) ( 2 2 (2-17)2.2.3 圓頂厚度之分析
由於在實驗的過程中,無法即時量測膨脹球殼之圓頂厚度,必須 將試片取下後量測,只能分別使用不同試片,階段性的實驗,並無法 以一試片連續實驗取得量測資訊,因此本研究亦考慮文獻中以解析分 析之圓頂厚度之公式,如表 2.3,取代其階段量測,使實驗更為便利。並且後續會將此分析公式與實驗結果比較,驗證哪一公式較為準確。 表 2.3 圓頂厚度之分析 分析方法 圓頂厚度 Hill(1950)[2] 2 0 ) / ( 1 1 R h t t (2-18) Kruglov et al.(2002)[3]
2 1 0 / sin / R R t t (2-19)2.3 成形極限實驗之理論分析
成形極限實驗是為了調查薄板成形的難易或成形的極限,並瞭解 薄板在各種成形狀態的過程中,薄板變形所發生的成形不良現象或破 裂,而進一步將成形極限實驗的結果,即材料的極限特性關係,用體 系的方式以成形極限圖表示。2.3.1 成形極限圖
成形極限圖是以主應變ε1為縱座標,次應變ε2為橫座標,並將 薄板以各種成形狀態變形至破裂時之應變,即為薄板成形的極限應變, 以座標圖形的方式繪出,構成一成形極限圖,如圖 2.6 所示。成形極 限圖中的成形極限曲線為一帶狀,若ε1與ε2的組合,落於成形極限曲線之上,則代表工件已發生破裂;若ε1與 ε2的組合落在成形極 限曲線之下,則表示工件處於安全狀態;而中間的帶狀區域稱為臨界 區,表示工件在此部份有瀕臨破裂的危險,須加以注意。 圖 2.6 成形極限圖 成形極限圖為一判斷薄板之成形性的準則,薄板在不同的應力狀 態下變形,會產生不同的應變狀態,藉由成形極限圖可以得到薄板不 同成形狀態的應變的資訊,也包括破裂時的極限應變資訊。而為了瞭 解薄板變形後的應變狀態,主要是以網格分析法 (circle grid analysis) 進行解析。
2.3.2 網格分析法
係在金屬薄板上網印一均勻分布的圓形網格,將此薄板成形後, 測定薄板變形後所繪網格形狀變化的方法。網格原始直徑為 d0,在薄 板受一平面應力變形後,網格也隨之變形產生不同的大徑(d1)與小徑 (d2) ,如圖 2.7 所示,再藉由網格的變化量,計算求得其應變量,主 應變為ε1=ln (d1/ d0),次應變為ε2=ln (d2/ d0),進而瞭解薄板的變形 狀態。 圖 2.7 薄板的元素(a)薄板變形前,網格為圓形,初始厚度為 t0 (b)薄 板變形後,網格為橢圓形,厚度為 t [1]2.3.3 應變圖
在應變圖中,薄板的變形狀態以一座標點表示,而薄板的變形過 程通常都假設為線性的應變路徑,即應變比β=ε2 /ε1為一定值常數。 藉由不同的應變路徑,會在應變圖上顯示出不同的變形狀態,等雙軸拉伸(β=1),平面應變(β=0),單軸拉伸(β=-1/2),純剪應力(β=-1), 單軸壓縮(β=-2),如圖 2.8 所示。 圖 2.8 不同變形狀態下的應變圖 [1] 而薄板成形極限實驗的目的就是完成一薄板之極限應變圖,藉由 設計不同的模具幾何或試片幾何,使薄板由特定之應變路徑變形至破 裂,而得到成形極限圖所需的極限應變,最後經由多種的應變路徑產 生的極限應變構成完整的成形極限圖。
第三章 實驗規劃
本章首先建立了一液壓膨脹實驗設備,進行液壓膨脹實驗,再與 單軸拉伸實驗之結果比較,確定液壓膨脹實驗之可行性。再以液壓膨 脹實驗設備為基礎,發展液壓成形極限實驗,並與衝壓成形實驗之結 果進行比較,確定液壓成形極限實驗之可行性。3.1 液壓膨脹實驗
由於金屬薄板在成形時,主要的應力狀態並非只是受單軸應力, 通常是以平面應力為主,而液壓膨脹實驗為雙軸應力的狀態,相對於 單軸拉伸實驗,更適合於形容金屬薄板成形時的應力狀態。3.1.1 實驗設備之建立
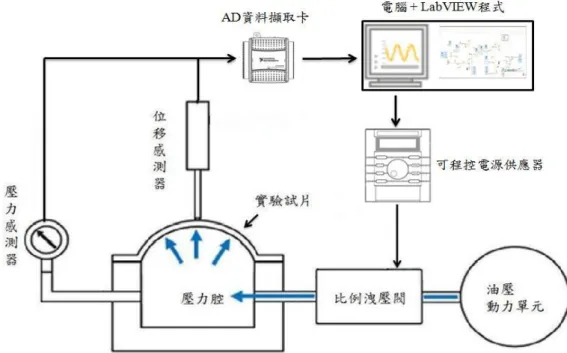
實驗設備的概略關係圖如圖 3.1 所示,步驟依箭頭方向順序進行, 使用比例洩壓閥控制油壓動力單元的出口壓力,並直接均勻施壓於薄 板,壓力感測器與位移感測器量測並產生類比訊號,經由 AD 資料擷 取卡轉成數位訊號後,再由撰寫的 LabVIEW 程式處理資料,並使用 LabVIEW 程式控制可程控電源供應器輸出類比信號至比例洩壓閥, 控制系統壓力。圖 3.1 系統間的作用示意圖
實驗設備主要包含夾具系統、液壓系統與量測與控制系統,其完 整的設備元件如圖 3.2 所示,實體圖如圖 3.2a 與 3.2b 所示,系統間 各元件規格如表 3.1,以下詳細說明系統各元件的基本原理與功能。
圖 3.2a 量測與控制系統
表 3.1 系統間各元件規格 元件 廠牌 規格 馬達 旭源馬達(台灣) 輸出馬力: 3HP 容許壓力:200bar 電磁比例洩壓閥 HydraForce(美國) TS58-20-50-6TD-N-12DG 容許壓力: 345 bar 電磁比例洩壓閥控制器 HydraForce (美國) Controller #4000165 操作電壓: 12V 輸入電壓: 0-10V 壓力感測器 久德電子(台灣) JPT-131 容許壓力: 0-400 bar 操作電壓: 24V 輸出訊號:0-10V 精度: 0.5% 位移感測器 MyTech(台灣) RP-TR-100 操作電壓: 0-42V 有效行程: 100 mm 輸出訊號: 電壓 精度: 0.01 mm 最大作業頻率: 10Hz AD 資料擷取卡 NATIONAL INSTRUMENTS (美國) NI USB-6009 通訊介面: USB 可識別電壓輸入: 0-10 V 取樣速率: 48 kHz 可程控電源供應器 固緯電子(台灣) PSH-3610A 通訊介面: RS232 輸出電壓: 0-36 V 精度: 0.005 V 最大作業頻率: 6.7Hz (1)夾具系統: 夾具系統為用來固定液壓膨脹實驗中各部件之空間幾何關係,夾 具系統主要分為三部件,支架部件、壓力腔與試片夾具。支架部件除 電阻尺支架組件與試片座支架外,亦有支架組件固定試片座與位移量 測系統,可對位移量測系統之中心點定位做微調整以修正準確性,並 包含固定所有組件相關位置之底座;試片座係用來固定試片,並使試
片與油體接觸面之周緣密封,進而建構出液壓膨脹實驗進行時可提供 均勻液壓之壓力腔。試片之固定方式係為以試片上十六個位置對稱之 孔洞來定位試片,再由十六根位置對稱之螺絲穿過孔洞,均勻施力鎖 附使試片底下油體密封產生壓力腔。夾具系統實體圖如圖 3.3,其詳 細尺寸規格請見附錄 A。 圖 3.3 夾具系統實際成品與電阻尺和壓力感測器 (2)液壓系統: 液壓系統為液壓膨脹實驗之動力源,主要是利用比例洩壓閥的特
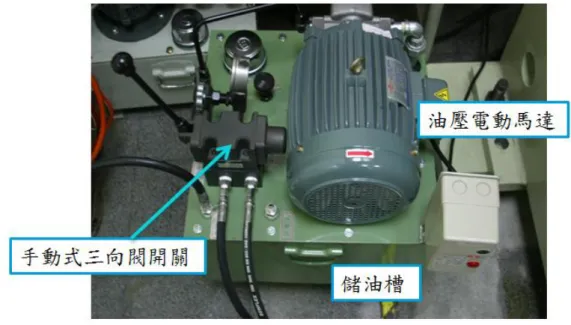
性,控制油壓動力單元的輸出壓力,以完成使試片膨脹之目的。液壓 系統總共分為六部件,為油壓動力單元、電磁比例洩壓閥、可變節流 閥、停止閥、過濾器與配接之硬/軟管,油路設計示意如圖 3.4 所示。 圖 3.4 油路設計示意圖 (a)油壓動力單元: 本研究液壓系統所使用之油壓動力單元分成四個部份,為電 動馬達、油壓幫浦、儲油槽與手動式三向閥開關,如圖 3.5 所示。 油壓幫浦是藉由電動馬達的旋轉,驅動輸入軸使機械能轉換成液 壓能的裝置,油壓幫浦的主要功能是提供整個液壓系統一個固定 的壓力及流量,為整個液壓設備的動力來源。
圖 3.5 油壓動力單元
(b)電磁式比例洩壓閥(electro-proportional relief valve):
電磁比例洩壓閥主要是透過比例放大器接受一可變的電流, 讓電流經直流式線圈而獲得與電流成比例關係之作用力擠壓彈 簧,使閥軸移動,藉而精確控制管路油壓的壓力[20],其控制系 統如圖 3.6 所示。
本實驗使用 HydraForce (TS58-20)比例洩壓閥如圖 3.7 所示, 其工作原理為:阻止從○1 到○2 的流量,直到○1 獲得足夠的壓力來 抵銷電磁驅動閥軸的力。如果電磁閥中無電流,則油液可以自由 從○1 流向○2 。輸入電流與壓力特性曲線如圖 3.8 所示,實際使用 狀控如圖 3.9。 圖 3.7 比例洩壓閥 圖 3.8 比例洩壓閥特性曲線 圖 3.9 電磁比例洩壓閥實際使用狀況
(c)濾油器: 液壓控制系統在長時間運轉後,壓油中可能含有灰塵、污垢、 填料碎片、鐵銹等污物,此些污物會造成液壓泵及各種液壓元件 之損壞,故一般在液壓迴路中需安裝過濾器,將污物去除。 (d)液壓油: 輸出液壓之流體媒介為中國石油公司出品的特級循環機油 CPC-R68,適用溫度範圍為 5-40℃。 (3)量測與控制系統: 量測與控制系統為控制液壓膨脹實驗進行與記錄數據之主幹,量 測與控制系統分為包含壓力感測器、位移感測器、可程控電源供應器、 AD 資料擷取卡、電子比例洩壓閥控制器與程式撰寫。 (a) 壓力感測器: 壓力感測器是利用元件之變形,來改變元件之電阻值,然後 將此一電阻值變化,利用電量方式測量,就可以量測到壓力的大 小。本實驗使用的壓力感測器,對應 0-400bar 壓力量測範圍,輸 出 0-10V 的電壓訊號(三線式輸出)。壓力感測器的特性曲線為一 線性關係,因此使用 AD 資料擷取卡量測到電壓量,以 40bar/1V 換算回壓力值資料,壓力感測器接線如圖 3.10 所示。
圖 3.10 壓器感測器實體圖與使用接線圖 (b) 位移感測器: 本實驗使用 MyTech(RP-TR-100)的電阻尺,其原理為等效於一 線性電位計,當位移產生時帶動簧片(wipers)改變電阻 Rx 之阻值, 將電阻尺線性的位移變化以電阻的變化輸出,藉由量測電阻改變 的電壓,推回實際的位移量,如圖 3.11 所示之電路圖,而 Vout 為量測之電壓,Vin為輸入之操作電壓;由於電位計的內部是利用 接觸式簧片改變電阻值,造成輸出電壓之改變,因此在使用壽命 方面有一定的年限。並使用片規校準電阻尺取得其特性曲線,做 為計算位移量的依據,如圖 3.12 所示。 圖 3.11 電阻尺實際圖與原理電路圖
圖 3.12 電阻尺校準後之特性曲線 (c) 可程控電源供應器: 本實驗使用台灣固緯電子的可程控電源供應器,為一可程式 交換式電源供應器,整個系統完全由微處理器(MPU)控制,可以 輕易的利用通訊介面(RS-232 或 GPIB)與電腦(PC)連線,再藉由所 撰寫的 Lab VIEW 程式,用電腦控制可程控電源供應器之輸出電 壓,而被輸入電壓端之比例洩壓閥控制器,便根據輸入電壓大小 來調整比例洩壓閥之流量,如圖 3.13 所示。 圖 3.13 可程控電源供應器
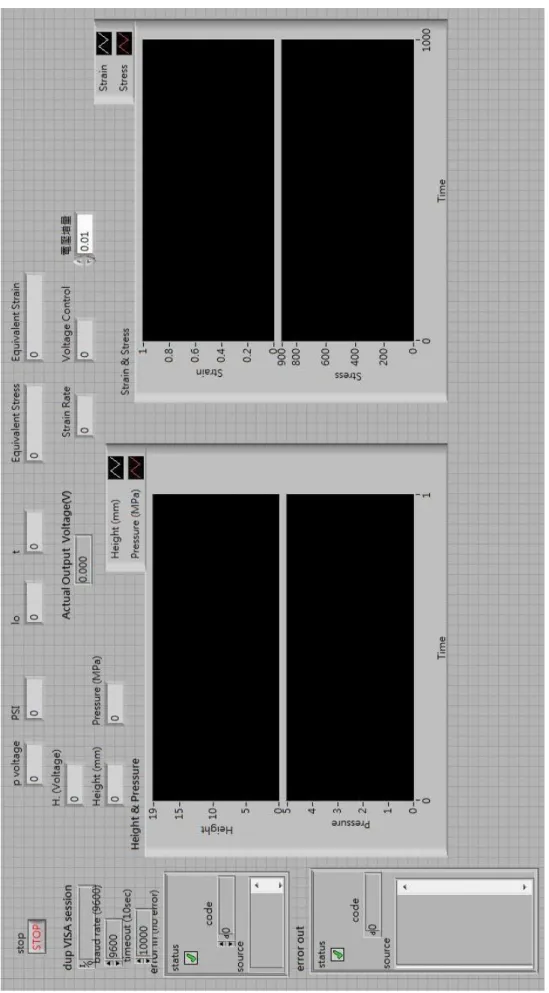
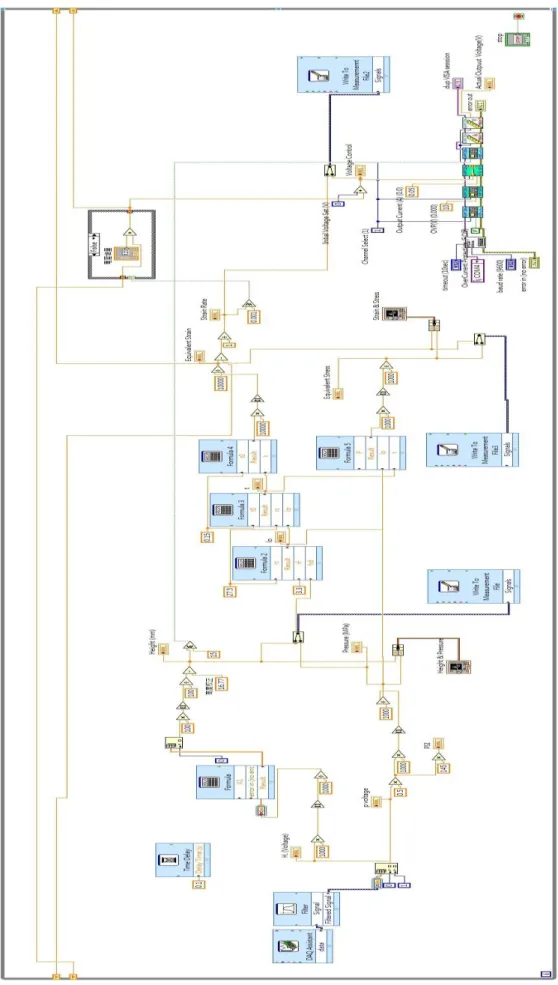
(d) AD 資料擷取卡: 擷取卡的功能是負責與外界訊號源(如:感測器)溝通的介面, 負責將訊號作轉換(A/D 及 D/A)及放大的功能[21]。本實驗使用的 資料擷取卡(DAQ),為 USB 通訊介面,如圖 3.14 所示。 圖 3.14 AD 資料擷取卡 (e) 程式撰寫: 本研究以 LabVIEW 做為基礎系統規劃實驗程式,用視覺化 之線路圖介面來進行程式設計,前端控制板面(Front Panel)如圖 3.15 所示,功能圖塊(Block Diagram)如圖 3.16 所示。程式主要工 作為擷取高度與壓力的數據並儲存後,控制可程控電源供應器之 輸出電壓,進而控制油壓壓力,並且使薄板變形時的變應變率小 於 10-3 s-1。其中所編寫之各模組可分為以下部份簡介: (e.1) AD 端輸入模組:啟動 AD 資料擷取卡之軟體媒介,將 外界之類比訊號轉讀入後換為數位訊號,可設定每秒讀
取資料數速率。 (e.2) 應力與應變式換算模組:主要由方程式功能塊組成,可 將整理完後之電壓數據換算成壓力與高度,再換算出等 效雙軸應力與雙軸應變值。 (e.3) 判斷控制模組:所使用之控制原理為微分控制,依據所 量得並換算後之數據資料,判斷所控制之液壓系統中比 例洩壓閥是否升或降流量,再將可程控電源供應器應調 整的電壓值傳送到 DA 端輸出模組,並且當膨脹高度超 過設定限制值時停止輸出控制電壓。 (e.4) DA 端輸出模組:啟動可程控電源供應器之軟體媒介, 透過 RS232 傳輸介面改變可程控電源供應器之輸出電 壓,而被輸入電壓端之比例洩壓閥控制器,便根據輸入 電壓大小來調整比例洩壓閥之流量。 (e.5) 數據文件編列模組:將資料寫入文件檔案之用,本研究 預設輸出之檔案類型為 EXCEL 之數據列檔案。
3.1.2 實驗規劃
本實驗的材料是使用厚度 0.1mm、面積 100mm*100mm 且退火 過的不銹鋼板(SUS304)。使用液壓直接作用薄板,使圓周被夾持固定 住的薄板進行軸向膨脹。並且為了確定圓頂厚度與曲率半徑分析公式 之選用,本研究除了使用圓頂厚度與曲率半徑分析公式進行連續實驗 外,也規畫了一階段實驗,將實際量測到的圓頂厚度與曲率半徑與分 析公式做比較驗證。以下詳細說明實驗的進行方式。 (1)連續實驗: 在薄板膨脹成形時,膨脹高度從低到高不間斷,連續量測高度與 壓力,並即時由分析公式計算圓頂厚度與曲率半徑,再帶入公式取得 真實應力-應變曲線。 (2) 階段實驗: 在薄板膨脹成形時,將膨脹高度從低到高,分成各個階段,一個 高度為一個階段,使用一片試片,所以整個實驗過程,一分成的階段 個數,需使用幾片試片,並在每一階段分別量測高度、壓力、厚度與 曲率半徑值。3.1.3 實驗流程
液壓膨脹實驗系統建立完後,標準之實驗作業流程分成三階段, 即為初始階段、動作階段與結束階段: a. 初始階段: (1)在實驗初始階段,以夾具系統固定試片,校準電阻尺指向試片 中心點。 (2)啟動油壓馬達使液壓系統開始空轉。 (3)開啟可程控電源供應器重設比例洩壓閥控制器,使比例洩壓閥 關閉。 (4)啟動量測與控制系統。 b. 動作階段: (5)實驗進入動作階段,切換油壓馬達三向閥使液壓系統之油體開 始流動。 (6)電子式壓感計與電阻尺透過放大器傳送類比訊號至 AD 資料擷 取卡。 (7)AD 資料擷取卡將類比資料轉換為數位資料。 (8)透過程式內部已編寫好之方程式,計算壓力與應變式。 (9)判斷是否超過膨脹高度限制,同時將量測所得資料寫入數據列 檔案。(10)未超過膨脹高度限制,則繼續判斷應變率是否超過標準。 (11)根據上述判斷結果,透過可程控電源供應器調整比例洩壓閥控 制器電壓。 (12)當試片膨脹達到實驗設定之最大高度時動作階段結束。 c. 結束階段: (13)實驗進入結束階段,降低比例洩壓閥控制器之電壓以關閉比例 洩壓閥。 (14)切換三向閥使油壓馬達恢復空轉狀態後關閉油壓馬達運作。 (15)開啟油管末端之停止閥使油體回流油槽。 (16)關閉可程控電源供應器,使其內部記憶體資料清除重設。 (17)待已成球體之試片洩壓完畢,移除試片後實驗完成。
3.2 單軸拉伸實驗
單軸拉伸實驗目的主要是取得材料的基本機械性質,如:彈性係 數、塑性性質及方向性等,並可應用於有限元素分析中所需之材料性 質。 本實驗的材料是使用厚度 0.1mm、面積 100mm*100mm 且退火 過的不銹鋼板(SUS304)。拉伸實驗之試片尺寸由 ASTM-E8 之拉伸規 範決定,然而考慮得到之試片的面積只有 100mm*100mm,故將試片大小依原始試片尺寸做等比例縮小,拉伸試片尺寸如圖 3.17 所示。 另外,考慮不銹鋼薄板的方向性,因此於同一片薄板上切割了三種方 向的拉伸試片,由滾軋方向為基準,做 0 度、45 度與 90 度三種方向 的拉伸試片,進行單軸拉伸實驗,其拉伸試片配置如圖 3.18 所示。 圖 3.17 拉伸試驗試片尺寸圖(mm) 圖 3.18 SUS304 拉伸試驗試片配置圖
本實驗在常溫下進行,並設定拉伸速率為 0.025mm/s 將試片拉伸 至斷裂,由擷取器擷取紀錄拉伸試驗機上荷重元(load cell)所量測之荷 重值(P)
、
位移量(l)及應變規之應變值(T),藉此取得材料的機械性 質,即應力-應變關係曲線。 本研究之拉伸試驗是採用本系之 MTS-810 萬能試驗機如圖 3.19 所示,並針對同一薄板的三種方向的拉伸試片進行一組單軸拉伸實 驗。 圖 3.19 MTS-810 萬能試驗機3.3 成形極限實驗
本研究除了發展一液壓成形實驗,以取得薄板的成形極限圖外, 也進行傳統使用圓形沖頭的衝壓成形實驗,並將兩實驗結果做比較, 驗證液壓成形實驗的可行性。 成形極限實驗的材料是使用厚度 0.1mm、面積 100mm*100mm 且 退火過的不銹鋼板(SUS304)。並藉由改變不同的試片形狀,以達到不 同的應變路徑,如圖 3.20 所示。 圖 3.20 成形極限實驗之試片規劃 為了瞭解薄板的成形性,在薄板上網印一均勻分布且直徑為 5mm 的圓形網格,如圖 3.21 所示,並經由不同應變路徑的薄板成形 極限實驗,使薄板受不同的平面應力變形至破裂後,量測破裂周圍的網格變化量,以求得材料在不同應變路徑下之極限應變值,即最大主 應變ε1與最大次應變ε2 ,進而建立一成形極限圖。 圖 3.21 網格設計 本實驗使用廣華電子的金屬電印機 HD-600,如圖 3.22 所示。可 適用於各系列鋼材、鋁、銅、合金、鎂、鉻...等。金屬材質凡工作母 機配件手工具軸承,汽車零件等金屬製品均可適用。 其工作原理為利用金屬電印機輸出電力,經印頭、網版(網格圖 形),再經化學電解液,向金屬製作加工物放電,將網格圖形鉻印於 金屬製品上,如此則可永久鉻印於金屬表面上,永不脫落,且沒有變 形,毛邊或應力等不良因素產生。因此為了瞭解金屬變形後的應變狀 態,可以鉻印圓型網格於未變形前的金屬上的,再觀察網格的變形狀 況,即可瞭解金屬真實的應變情形。
圖 3.22 金屬電印機
3.3.1 液壓成形極限實驗
本實驗與衝壓成形實驗最大的不同是以液壓為成形力來對金屬 薄板成形,並利用本研究自行研發的液壓膨脹實驗機台發展並進行一 金屬薄板液壓成形極限實驗。針對裁切過的試片,提出一使用橡膠做 為液壓傳遞壓力的概念,以取得左半部與部分右半部的成形極限圖。 針對未裁切過的試片直接進行液壓膨脹實驗,取得等雙軸拉伸變形的 成形狀態,即部分右半部的成形極限圖。 本實驗以分為兩部份: (1) 橡膠結合液壓成形實驗之概念: 使用圓形模具,並以裁切過的金屬薄板做為試片,在試片與 壓力腔中間,夾入一層厚度 10 mm 的 PU 橡膠,可以藉由橡 膠均勻地將壓力傳遞至試片,取得左半部與部分右半部的成形極限圖。此外,橡膠也提供一密封的功能,可以防止液壓 油在成形時外洩,如圖 3.23 所示。 圖 3.23 橡膠結合液壓成形實驗之概念圖 (2) 直接液壓成形極限實驗之概念: 以未裁切過的金屬薄板做為試片,中間不加橡膠,對金屬薄 板直接以液壓成形進行實驗,如圖 3.24 所示。並藉由使用圓 形的上模具,使金屬薄板以等雙軸拉伸的應力狀態成形,取 得成形極限圖右半部份之資訊,其模具組如圖 3.25 所,詳細 尺寸參見附錄 B。 圖 3.24 直接液壓成形極限實驗之概念圖
圖 3.25 圓形模具
最後將上述(1)與(2)的結果結合,即構成一完整的成形極限圖, 如圖 3.26 所示。
3.3.2 衝壓成形極限實驗
傳統的金屬薄板衝壓成形極限實驗,是藉由不同的試片規劃,圖 3.20 所示, 以達到不同的應變路徑,再使用一球型沖頭與模具組件, 對金屬薄板衝壓成形至破裂狀況後,觀察其網格變化,得到不同的極 限應變值,最後構成一成形極限圖。 本實驗使用台科大機械系提供之 50 噸萬能深引伸試(SAS-50-D , TOKYO TESTING MACHINE INC.),如圖 3.27 所示,模具組件與沖 頭如圖 3.28 所示,其沖頭直徑為 60mm。第四章 實驗結果與討論
4.1 液壓膨脹實驗
連續液壓膨脹實驗:針對單一試片,將其膨脹成形高度從 0 到 12mm 後停止,如圖 4.1 所示;階段液壓膨脹實驗:針對五片試片, 分別將其膨脹成形至 3、4、6、8、10mm 後停止,如圖 4.2 所示。 圖 4.1 連續實驗之試片 圖 4.2 階段實驗之試片4.1.1 曲率半徑之分析與量測驗證
藉由階段實驗,直接量球殼之曲率半徑,並與 Panknin 和 Hill 的 曲率半徑分析公式做比較,其結果如圖 4.3 所示。觀察圖中得知 Pan -knin 計算的曲率半徑與實驗量測具有相當的一致性。所以在後續液 壓膨脹實驗中,使用 Panknin 的曲率半徑分析公式。圖 4.3 曲率半徑之分析與量測驗證
4.1.2 圓頂厚度公式之分析與量測驗證
藉由階段實驗,直接量測球殼之圓頂厚度,並與 Kruglov 和 Hill 的厚度分析公式做比較,其結果如圖 4.4 所示。觀察圖中得知 Kruglov 計算的圓頂厚度與實驗量測具有相當的一致性。所以在後續液壓膨脹 實驗中,使用 Kruglov 的厚度分析公式。圖 4.4 圓頂厚度公式之分析與量測驗證
4.1.3 應力-應變曲線
實際量測膨脹高度與液壓壓力後,使用 Kruglov 的圓頂厚度分析 公式與 Panknin 的曲率半徑分析公式,並帶入式 2-14 與式 2-15,取 得應力-應變關係曲線,如圖 4.5 所示。
圖 4.5 液壓膨脹實驗之應力-應變曲線(SUS304)
4.1.4 應變硬化係數
將單軸拉伸實驗之結果以指數定律(式 2-9)擬合後,以剛塑性模 型表示於圖 4.6,並取得不銹鋼薄板 SUS304 之材料性質,如表 4.1 所示。 表 4.1 不銹鋼薄板 SUS304 之材料性質(液壓膨脹實驗) 初始降伏應力y 550MPa 應變硬化係數 n 0.7177 常數 K 2321圖 4.6 液壓膨脹之擬合結果(SUS304)
4.1.5 模具尺寸之影響
由文獻 [22]針對不銹鋼 304 厚度 0.051mm 之薄板進行液壓膨脹 實驗,可以知道圓形模具的大小(DC)由 10mm 增加至 100mm,應力-應變曲線會向上移動,應力值會變大,而 10mm 以下則有相反情況, 由 2.5mm 增加至 5mm,模具尺寸越大,應力值越小,如圖 4.7。而文 獻[23]針對 CuZn36 厚度 0.25 之薄板進行液壓膨脹實驗,在模具尺寸 (d)50mm 與 20mm 比較,可以發現模具尺寸越大不但應力值會上升外, 其應變值也會變大,如圖 4.8 所示。 而本實驗也針對模具尺寸,使用不銹鋼 304 厚度 0.1mm 之薄板, 設計一直徑為 35mm 之圓形模具,詳細尺寸如附錄 B 之圖 B.3 所示,並於液壓膨脹實驗後與直徑 55mm 的圓形模具之結果進行比較,如圖 4.9 所示,觀察圖中可以發現圓形模具 35mm,其應力值比 55mm 之 模具大,可以確定。但由於本實驗只進行一種不同的模具尺寸,並無 法完整瞭解模具尺寸與實驗結果的關係,只能確定模具尺寸的改變, 會影響液壓膨脹實驗之結果。 圖 4.7 不銹鋼 304 厚度 0.051mm 薄板,不同之圓形模具尺寸(DC)[22] 圖 4.8 CuZn36 厚度 0.25 薄板,不同之圓形模具尺寸(d)[23]
圖 4.9 液壓膨脹實驗的模具尺寸之影響(SUS304)
4.2 單軸拉伸實驗
沿滾軋方向為 0 度、45 度與 90 度三種方向的拉伸試片,經由 MTS 萬能試驗機拉伸至破裂後之試片如圖 4.10 所示。
4.2.1 金屬薄板之方向性
單軸拉伸實驗之結果為工程應力與工程應變,將其轉換成真實應 力與真實應變後,取得圖 4.11 結果。藉由觀察圖中可知三方向之應 力-應變曲線只有稍微不同,視為實驗操作上之誤差,因此由結果可 知,其試片並無異向性存在,後續亦將不考慮版材之方向性。 圖 4.11 單實軸拉伸實驗之結果(SUS304)4.2.2 應變硬化係數
將單軸拉伸實驗之結果以指數定律(式 2-9)擬合後,以剛塑性模 型表示於圖 4.12,並取得不銹鋼薄板 SUS304 之材料性質,如表 4.2所示。 表 4.2 不銹鋼薄板 SUS304 之材料性質(單軸拉伸實驗) 初始降伏應力y 520MPa 應變硬化係數 n 0.7743 常數 K 2316 圖 4.12 單軸拉伸實驗之擬合結果(SUS304)
4.3 液壓膨脹實驗與單軸拉伸實驗之結果比較
在液壓膨脹實驗中,即時量測膨脹高度與液壓壓力,並搭配使用 Panknin 的曲率半徑分析公式和 Kruglov 的圓頂厚度分析公式,求得 雙軸拉伸下,應力-應變的關係曲線,並比較單軸拉伸實驗的結果,如圖 4.13 與表 4.3 所示。由圖 4.13 可知,液壓膨脹實驗與單軸拉伸 實驗之應力應變曲線的趨勢有一致性,並且由表 4.3 的結果可以得知 兩實驗之初始降伏應力沒有很大的落差,因此可以確定液壓膨脹實驗 之可行性。 圖 4.13 液壓膨脹實驗與單軸拉伸實驗之比較圖(SUS304) 表 4.3 不銹鋼薄板 SUS304 之材料性質(液壓膨脹實驗與單軸拉伸實驗) 液壓膨脹實驗 單軸拉伸實驗 初始降伏應力y 550MPa 520MPa
4.4 液壓成形極限實驗
4.4.1 模具幾何之影響
根據德國研究機構 IFU[13] 的整合實驗概念,改變液壓膨脹實驗 的模具外型可以達到成形極限圖右半部的不同應變狀態,因此本研究 除了使用液壓膨脹實驗的圓形模具外,也進行了橢圓形模具幾何對金 屬薄板應變狀態之探討,使用的試片皆為未裁切過的方形薄板,不銹 鋼 304,橢圓形模具如圖 4.14,詳細尺寸參考附錄 B,其實驗結果為 圖 4.15 所示。由圖 4.15 中發現使用橢圓形模具可以得到靠近主軸右 方的極限應變值,搭配使用原形模具得到等雙軸拉伸下之極限應變值, 最後得到完整的右半部之成形極限圖。但卻需要使用兩種不同的幾何 模具,使實驗有相當的不便利性,因此後續本研究提出一更便利的方 法,為結合橡膠進行液壓成形極限實驗,並只使用液壓膨脹實驗之單 一圓形模具,搭配不同的試片幾何,不但可以取得與橢圓形模具相同 之應變結果,並且可以得到左半部之成形極限圖,最後得到一完整的 成形極限圖。圖 4.14 橢圓形模具
4.4.2 液壓成形極限實驗之結果
使用液壓膨脹實驗的圓形的模具,針對裁切過的試片,使用橡膠 做為液壓傳遞壓力至薄板使之成形至破裂;針對未裁切過的方形試片 進行膨脹實驗,由液壓直接對薄板成形至破裂,而成形後的試片為圖 4.16。 圖 4.16 液壓成形後的試片 經由金屬薄板成形至破裂後,量測其 5mm 圓形網格之變形量, 計算取得其極限應變值,並建立一薄板液壓成形極限圖如圖 4.17 所 示。結合橡膠成形裁切過之薄板(1~3、5~8 號試片)至破裂的量測結果 為次應變-0.16~0.04,其中次應變-0.16~-0.03 為試片 1~3、5 和 6。次 應變-0.025~0.05 的極限應變值為試片 7 和 8 的量測結果。次應變 0.1~0.15 的極限應變為試片 4 的量測結果。結果液壓成形實驗可得到次應變-0.2 至 0.15 的極限應變狀態,構成一完整成形極限圖。 圖 4.17 薄板液壓成形極限圖(SUS304) 在圖 4.18 中可以發現本研究之液壓成形極限實驗,使用液壓膨 脹實驗之圓形模具,結合橡膠成形不同幾何之試片,也可達到使用橢 圓形模具成形方形試片之相同應變狀態。因此本研究之液壓膨脹實驗 不需替換模具,使實驗更具便利性,單純使用圓形模具即可取得完整 的成形極限圖。
圖 4.18 液壓成形極限圖與橢圓形模具成形之結果比較
4.5 衝壓成形極限實驗
本實驗規劃的試片經由一球型沖頭與模具衝壓成形後,如圖 4.19 所示,並藉由觀察薄板上直徑 5mm之圓形網格計算成形極限應變值, 而構成成形極限圖。
圖 4.19 衝壓成形後的試片 量測網格變形量後得到的成形極限圖如圖 4.20。由於本實驗之金 屬薄板比常見的板金較薄,厚度為 0.1mm,並且在衝壓成形時,試片 是由上模具與壓板以平面夾持,針對有裁切過(R 大於 0)的試片,試 片並沒有因夾持力不足而滑移,衝壓成形後試片邊緣仍保持變形前的 狀態,如圖 4.19 中的試片 1 至 6,最後得到預估的應變路徑,即落於 左半部的成形極限圖。 而針對沒有裁切過(R=0)的方形試片在衝壓成形時,式設計為雙 軸應力狀態下的應變路徑,即落於右半部的成形極限圖。但是由於試 片是以平面夾持,試片厚度又為 0.1mm 的薄板,在夾持情況不佳的 下,又無裁切的方形試片與沖頭的接觸面積較大,所以試片由沖頭所 施加的衝壓成形力較大於有裁切過的試片,也大於夾持力,以至於在
成形無裁切的方形試片時,無法完全夾緊試片,在衝壓成形時,使材 料產成滑移,如圖 4.19 中的試片 7,試片邊緣有明顯內縮,衝壓成形 後已不是原本的方形試片。使預估的等雙軸應變路徑無法達成,而成 為次應變上為零並落於主應變軸上的平面應變狀態。所以針對本實驗 之薄板衝壓實驗無法取得等雙軸拉伸的成形極限應變狀態,即缺少右 半部的成形極限圖的資訊。 圖 4.20 薄板衝壓成形極限圖(SUS304)
4.6
液壓成形極限實驗與衝壓成形極限實驗之結果比較
針對同一金屬薄板材料不銹鋼 304,使用同樣的試片幾何,並網 印同為 5mm 直徑的圓形網格,分別進行液壓成形極限實驗與衝壓成 形極限實驗後,其結果比較如圖 4.21 所示。觀察圖中可以發現新型 的液壓成形極限圖與傳統的衝壓成形極限實驗有一致的趨勢,因此可 以確定新型液壓成形極限實驗的可行性。 圖 4.21 液壓成形極限實驗與衝壓成形極限實驗之比較圖(SUS304)第五章 結論與未來工作
5.1 結論
本研究使用液壓系統為動力源,並設計製作一具有圓環上模具之 壓力腔固定薄板試片並限制其變形方式,再由本研究撰寫的 Labview 程式控制系統壓力使薄板之應變量小於 10-3 s-1 並截取量測數據後儲 存於電腦,最後整合以上設備並成功建立液壓膨脹實驗設備。並經由 實驗結果,驗證所選用薄板圓頂厚度與曲率半徑之分析公式的準確性。 並且本研究之薄板液壓膨脹實驗結果在與單軸拉伸實驗比較後,已驗 證薄板液壓膨脹實驗之可行性。 利用本研究自行研發的液壓膨脹實驗機台發展並進行一金屬薄 板液壓成形極限實驗。針對裁切過的試片,提出一使用橡膠做為液壓 傳遞壓力的概念,以取得左半部和部分右半部之成形極限圖。針對未 裁切過的方形試片,在進行液壓膨脹實驗時,成形至薄板破裂,取得 等雙軸拉伸下的極限應變,即部分的右半部之成形極限圖,最後構成 一完整的成形極限圖。並且在與傳統的衝壓成形極限實驗比較後,已 驗證薄板液壓成形極限實驗之可行性。5.2 未來工作
(1) 金屬薄板之夾持: 為了在金屬薄板成形時能有效的夾持試片,本研究的夾持力是由 十六根螺絲提供,並由人工鎖上,所以只能盡可能的鎖緊每個螺 絲,無法有效重現或量化一固定的夾持力,並且在實驗時,每做 一次實驗就必須鎖緊並鬆開十六個螺絲取下試片,過程相當費時 也費力。因此未來將考慮以液壓力做為夾持力的來源,可以迅速 的夾持並放開試片,也可以比螺絲提供更大的夾持力,並設計一 凸環於上模具與一凹環槽的壓力腔配合,可以使試片夾持的更緊, 防止試片在成形時因夾持力不足產生的材料滑移。 (2) 模具尺寸之影響: 由文獻[22,23]與本實驗發現圓形模具之尺寸會影響液壓膨脹實驗 之結果,後續將針對不銹鋼 304 之金屬薄板,設計一系列之緣形 模具尺寸,瞭解模具尺寸對液壓膨脹實驗結果之影響,找出一有 系統的影響關係。 (3) 金屬薄板厚度之影響: 文獻[23]針對 CuZn36 之薄板進行液壓膨脹實驗,探討改變試片厚 度(0.1mm 至 0.5mm)與實驗結果之影響,如圖 5.1 所示,可以發 現厚度 0.1mm 之結果應力值最低;而從厚度 0.2mm 增加至 0.5mm,應力值會下降,但下降量並不明顯。當厚度增加至一定程度後對 液壓膨脹實驗結果影響並不大,但在較薄的厚度時如 0.1mm 與 0.2mm 卻有明顯的不同。因此後續也將針對不銹鋼 304 之金屬薄 板,改變其厚度進行液壓膨脹實驗,瞭解其薄板厚度與液壓膨脹 實驗之影響。 圖 5.1 CuZn36 薄板,不同厚度尺寸(t0)[23] (4) 應力-應變曲線之可用範圍: 後續也將利用本研究的整合材料實驗設備,針對不同材料的金屬 薄板進行實驗,瞭解其完整的材料性質,建構一金屬薄板材料性質之 資料庫。本研究現階段已針對不銹鋼 316L,使用本研究之設備進行 一初步的材料實驗,詳細的實驗結果與材料性質參照附錄 C。
參考文獻
[1] Z. Marciniak, J.L. Duncan and S.J. Hu. “Mechanics of Sheet Metal Forming”, Second edition, Butterworth-Heinemann, 2002.
[2] R. Hill, “A theory of the plastic bulging of a metal diaphragm by lateral pressure”, Philosophical Magazine Series 7, Volume 41, Issue 322, 1950.
[3] A.A. Kruglov, F.U. Enikeev and R.Ya. Lutfullin, “Superplastic forming of a spherical shell out a welded envelope” , Materials Science and Engineering A323:pp.416–426, 2002.
[4] W. Panknin, “Der hydraulische Tiefungsversuch und die Ermittlung von Fließkurven (The hydraulic bulge test and the determination of the flow stress curves)” , Dissertation, Institute for Metal Forming Technology, University of Stuttgart, Germany, 1959.
[5] F. Gologranc, “Beitrag zur Ermittlung von Fließkurven im kontinuier-lichen hydraulischen Tiefungsversuch (Evaluation of the flow stress curve with the continuous hydraulic bulge test)” , Dissertation, Institute for Metal Forming Technology, University of Stuttgart, Germany, 1975.
[6] S.P. Keeler and W.A. Backofen, “Plastic instability and fracture in sheets stretched over rigid punches”, ASM TRANS Q, Vol. 56, no. 1, pp. 25-48, 1963.
[7] G.M. Goodwin, “Application of strain analysis to sheet metal forming problems in press shop”, SAE Paper No. 680093, 1968. [8] R. Hill, “On discontinuous plastic states, with special reference to
localized necking in thin sheets”, Journal of the Mechanics and Physics of Solids Volume 1, Issue 1, pp.19-30, 1952.
[9] H.W. Swift, “Plastic instability under plane stress Journal of the Mechanics and Physics of Solids”, vol. 1, issue 1, pp.1-18, 1952. [10] Z. Marciniak and K. Kuckzinsky, “Limit strains in the processes of
stretch-forming sheet metal”, International Journal of Mechanical Sciences Volume: 9, Issue: 9, pp.609-620 , 1967.
[11] J.W. Hutchinson and K.W. Neale, "Sheet Necking- II. Time-
Independent Behavior.", Mechanics of Sheet Metal Forming edited by D. P. Koistinen and N.M. Wang, Plenum Publishing Corporation, pp. 127-153, 1978.
[12] Sebastian Dziallach, Wolfgang Bleck, Michael Blumbach and Torsten Hallfeldt, “Sheet Metal Testing and Flow Curve Determination under Multiaxial Conditions”, ADVANCED ENGINEERING MATERIALS , No. 11, 2007.
[13] L. P r ianu , D.S. Com¸sa, J.J. Gracio and D. Banabic, “Modelling of the Forming Limit Diagrams Using the Finite Element Method”, Advanced Methods in Material Forming, Dorel Banabic, 2007. [14] Marilena Carmen Butuc, FORMING LIMIT DIAGRAM SDEFINI-
TION OF PLASTIC INSTABILITY CRITERIA, Engineering Faculty of Porto University, 2004.
[15] A.Barata da Rocha, Abel D Santos and Pedro Teixeira, M.C. Butuc ,”Analysis of plastic flow localization under strain paths changes and its coupling with finite element simulation in sheet metal forming”, Journal of Material Processing Technology 209, 2009.
[16] 林進誠等編著,材料實驗,修訂版,高立圖書有限公司,台北, 民國 82 年。
[17] Muammer Koç , Eren Billur and Ömer Necati Cora “An experimental study on the comparative assessment of hydraulic bulge test analysis methods”, Journal of Materials & Design, Volume 32, Issue 1, pp.272-281, 2011.
[18] A.A. Kruglov, F.U. Enikeev and R.Ya. Lutfullin, “Superplastic forming of a spherical shell out a welded envelope”, Materials Science and Engineering A323 , pp.416–426, 2002.
[19] Gerhard Gutscher, Hsien-Chih Wu, Gracious Ngaile and Taylan Altan, ”Determination of flow stress for sheet metal forming using the viscous pressure bulge (VPB) test”, Journal of Materials Processing Technology Volume 146, Issue 1, pp.1-7, 2004.
[20] 歐陽渭城,『油壓基礎技術』,初版,全華圖書,民國 93 年。 [21] 陳瓊興,『LabVIEW 8.X 與感測電路應用』,二版,台科大圖書,
2009。
[22] Sasawat Mahabunphachai and Muammer Koc,” Investigation of size effects on material behavior of thin sheet metals using hydraulic bulge testing at micro/meso-scaled”,International Journal of Machine Tools & Manufacture 48, 2008.
[23] J.F. Michel and P.Picart,”Size effects on the constitutive behavior for brass in sheet metal forming”, Journal of Material Processing Technology 141, 2003.
![圖 1.6 理論之成形極限圖(Hill 理論和 Swift 理論)[14]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8745876.204993/22.892.262.676.113.395/圖16理論之成形極限圖Hill理論和Swift理論14.webp)
![圖 1.8Nakazima 的成形極限實驗和試片設計[12] 圖 1.9 IFU 設計的成形極限實驗和試片設計[13] 1.3 研究動機與目的 為了充分瞭解一金屬薄板材料的機械性質,主要進行的材料實驗 為拉伸實驗與成形極限實驗。由拉伸實驗取得一應力-應變曲線,瞭 解材料的彈性與塑性之性質。由成形極限實驗取得一成形極限圖,瞭](https://thumb-ap.123doks.com/thumbv2/9libinfo/8745876.204993/23.892.158.748.150.337/研究與目為了充分瞭解一金屬薄板材料的機械性質主要進行變曲線瞭.webp)