國立臺灣大學工學院機械工程學研究所 碩士論文
Department of Mechanical Engineering College of Engineering
National Taiwan University Master Thesis
陽極氧化鋁奈米結構模具應用於氣體輔助熱壓製程 之研究與應用
Study on Development and Application of Gas-Assisted Hot Embossing Process using Anodic Aluminum Oxide Templates
鄧偉志 Deng, Wei-Chih
指導教授:楊申語 博士 Advisor: Yang, Sen-Yeu, Ph.D.
中華民國 98 年 7 月
July, 2009
致謝
感謝天父上帝的慈愛與恩典,讓我在塑膠加工實驗室中學習成長,隨著碩士 論文的完成使在求學碩士學歷劃下完美個句點,雖然過程是辛苦艱難,最後順利 修得台灣大學碩士學位。在這兩年求學過程中,特別感謝指導教授 楊申語博士,
無論是研究上或為人處事上,都給予深深的教誨,隨時提醒面對任何困難時,要 勇敢面對,師恩深長,永誌難忘。
感謝口試委員於白忙之中前來參予學生的論文口試,承蒙您們的寶貴建議 與指教,使本論文之內容更加的完整與豐富,於此線上誠摯的謝意。另外感謝畢 業學長黃子健博士,時時給予實驗上寶貴的意見,以及實驗室博士班學長吳景棠 學長,於研究上遇到任何困難時,一同解決問題,因為有您們的建議與幫忙,才 能夠突破各階段的瓶頸,使得研究順利完成。也感謝上一屆的志隆學長、秉達學 長、柏勳學長的關心;碩二的映達、冠男、建瑋、昕駿同學們,於研究上不斷的 給予對方不同意見供給參考,並互相合作,使我們能夠一起攜手共同完成碩士學 位;特別感謝信傑同學、景翔同學熱心的協助量測;也感謝維毅學弟在實驗上的 幫忙,減少我的負擔,以及定緯、慧文、聲鑫、奕豪、振中在各方面的協助;讓 我們碩二能夠專心於研究論文。
最後,感謝一直支持我的家人,多年來在求學中對我的包容與關愛,從小至 今給予無虞的環境,使得能夠專心求學,並獲得碩士學業,衷心感謝每位曾經幫 助過我的人,感恩之心溢於言詞,希望大家身體健康,願將這份畢業的喜悅與大 家分享。
摘要
本研究結合陽極氧化鋁模具製作及氣體輔助成型之技術,將陽極 氧化鋁上的結構複製於 PC 塑膠薄膜上。陽極氧化鋁製作方式簡單、
便宜;氣體輔助成型製程利用氣體等向、等壓的物理特性,可達到均 勻分佈壓力。
本研究以 40V 與 80V 之外加電壓製作陽極氧化鋁模具,獲得間 距為 80nm 和 170nm 之奈米孔洞,而孔洞大小(10nm~100nm)可藉由 擴孔時間或擴孔溫度來決定。使用氣體輔助壓印製程,調整塑膠材料 於不同溫度及壓力下,控制塑膠均勻地充填進入模具孔洞,成功製造 具有奈米結構於塑膠元件,其高度(50nm~570nm)亦可調整參數控制。
本實驗結果顯示,具有次微米結構其反射率明顯改善,氣體壓力 為 25kg/cm2、溫度為 150℃,其複製之結構高度約為 350nm 在波長範 圍為 400nm~600nm 時其反射率為 3.16%。利用陽極氧化鋁當作 PDMS 翻製的模具,使 PDMS 於表面具有凸出的奈米結構,接觸角由 114°
增加至 145°,具有表面疏水之效果。
結果證實,利用氣體輔助熱壓成型技術與陽極氧化鋁模具來製作 抗反射元件是可行的。另外,次微米結構之高度可藉由製程參數來控 制,獲得最佳的抗反射效果。
abstract
This paper reports the development of a gas-assisted hot embossing process using anodic aluminum oxide templates for fabricating nano-holes structures on polycarbonate (PC) film. In the gas-assisted hot embossing process, N2 is used as the pressing medium. The distribution of gas pressure is uniform, the process is advantageous to large-area imprint. The Si and glass-based materials can be used as embossing mold. The fabrication of AAO template is easy.
In this thesis, the alumina membranes with 80nm and 170nm pitches were fabricated via a two-step anodization, employing 0.1 M oxalic acid as an electrolyte with an anodization voltage of 40 V and 80V. The pore diameter(10nm~100nm) can be controlled by adjusting time and temperature of pore enlargement. By using gas-assisted hot embossing process, the nanostructures can be uniformly fabricated onto the surface of polymer substrates. The filling height of nanostructure can be controlled by controlling the temperature and pressure.
The results show that the reflection rate is significantly affected by height of submicron structures. The reflection rate of average 3.16% in the wavelength range from 400 to 600nm is the lowest. In this situation, the height is 350nm, which is fabricated under the processing parameter of 25kg/cm2 gas pressure and 150℃
temperature. The contact angle of PDMS mold, replicated from AAO template, is increased from 114°to 145°The results prove that the gas-assisted hot embossing process with AAO templates is a practicable method to fabricate submicron structures for AR applications in the visible spectral range. In addition, the submicron structures height with the best anti-reflection performance can be obtained by controlling the processing parameter.
目錄
致謝... I 摘要...II abstract ...III 目錄... IV 表目錄... VII 圖目錄...VIII
第一章 導 論 ...1
1.1 前言 ...1
1.2 陽極氧化鋁(AAO)之發展 ...1
1.3 次波長結構抗反射膜片發展現況 ...2
1.4 傳統微熱壓成型 ...4
1.5 流體微熱壓成型 ...5
1.6 具體研究方向與目標 ...6
1.7 論文架構 ...7
第二章 文獻回顧 ...18
2.1 塑膠為熱壓成型文獻 ...18
2.2 奈米壓印技術文獻 ...20
2.3 複製塑膠奈米元件 ...21
2.4 抗反射層之製作及應用 ...23
2.5 奈米結構應用於表面能改質 ...24
2.6 陽極氧化鋁(AAO)發展之相關文獻 ...25
2.7 AAO 奈米孔洞結構製作...28
2.8 綜合歸納 ...30
第三章 實驗設置與實驗方法 ...35
3.1 實驗目的及整體流程規劃 ...35
3.2 製作陽極氧化鋁奈米結構之流程與設備 ...35
3.2.1 陽極氧化製程之原料 ...35
3.2.2 陽極氧化電解槽與低溫循環系統 ...35
3.2.3 壓克力箱 ...36
3.2.4 加溫磁石攪拌器 ...36
3.2.5 直流電壓供應器 ...36
3.3 陽極氧化鋁之製作流程 ...36
3.4 氣體輔助熱壓製程 ...38
3.4.1 氣體壓印設備 ...38
3.4.2 壓印製程步驟 ...39
3.5 PDMS 軟式模具之製備 ...40
3.5.1 PDMS 材料介紹 ...40
3.5.2 PDMS 翻模之流程 ...40
3.6 量測設備 ...42
3.6.1 場發射電子顯微鏡(FE-SEM) ...42
3.6.2 光譜儀 ...43
第四章 陽極氧化鋁模具製作及複製技術 ...52
4.1 陽極氧化鋁製作 ...52
4.1.1 試片準備 ...52
4.1.2 陽極氧化鋁奈米結構之製作 ...53
4.1.3 不同鋁片純度對於陽極氧化鋁製作之影響 ...54
4.1.4 以不同外加電壓製作陽極氧化鋁 ...55
4.2 氣體輔助熱壓複製奈米結構 ...57
4.2.1 製程目的 ...57
4.2.2 製程原理 ...57
4.2.3 製程用氣體 ...59
4.2.4 氣密膜 ...60
4.3 氣體輔助熱壓之製程參數探討 ...60
4.3.1 溫度對於成型結果之影響 ...61
4.3.2 壓力對於成型結果之影響 ...62
4.3.3 製程問題探討 - 脫膜問題 ...63
4.4 本章結論 ...64
第五章 陽極氧化鋁奈米結構模具複製之應用 ...81
5.1 抗反射光學元件製作 ...81
5.1.1 抗反射層製作方法 ...81
5.1.2 不同間距奈米結構對於抗反射率之影響 ...83
5.1.3 奈米結構高度對於抗反射率之影響 ...84
5.2 疏水性結構之應用 ...85
5.2.1 表面自由能 ...85
5.2.2 接觸角量測 ...86
5.3 本章結論 ...87
第六章 結論與未來研究方向 ...100
6.1 結論 ...100
6.2 未來研究方向 ...102
參考文獻...103
附錄 A 鋁材證明書...108
附錄 B 作者簡歷...109
表目錄
表 3-1、化學藥品之種類、濃度、成分與功用...44
表 4-1、試片經拋光處理前後之表面粗糙度。...65
表 4-2、氣體輔助熱壓製程參數表...65
表 4-3、PC 性質表 ...66
表 4-4、氣體輔助熱壓充填成型結果...66
表 5-1、PC 之反射率 ...88
表 5-2、40℃之反射率 ...88
表 5-3、150℃之反射率 ...89
表 5-4、160℃之反射率 ...89
圖目錄
圖 1-1 陽極氧化鋁結構 ...8
圖 1-2 典型微熱壓成型設備之構造[張 (2004)] ...8
圖 1-3 微熱壓成型步驟圖[張 (2004)]...9
圖 1-4 微熱壓製程之溫度與壓力設定曲線圖...10
圖 1-5 傳統微熱壓製程壓力分佈不均...11
圖 1-6 氣體熱壓成型步驟示意圖...12
圖 1-7 四英吋晶圓之感壓軟片受壓檢測圖...13
圖 1-8 四英吋矽晶圓尺寸面積的微熱壓成型...14
圖 1-9 十二英吋矽晶圓尺寸面積的薄膜熱壓成品...15
圖 1-10 微結構複製狀況[張 (2004)]...16
圖 1-11 微結構側壁之複製結果[張 (2004)]...17
圖 2-1 傳統壓板式熱壓裝設遠紅外線熱輻射加熱器...31
圖 2-2 超音波加熱壓印塑膠微結構...31
圖 2-3 滾輪式奈米壓印微影示意圖...32
圖 2-4 雷射輔助奈米壓印示意圖...32
圖 2-5 蓮葉表面超疏水奈米結構...33
圖 2-6 蝴蝶翅膀鱗粉三維光子晶體...33
圖 2-7 氧化鋁表面形成局部電場集中之過程示意圖...33
圖 2-8 陽極氧化鋁反應及製作流程...34
圖 3-1 整體流程 ...45
圖 3-2 純度 99.999%鋁片(100*100*0.25)...45
圖 3-3 自組裝陽極氧化電解槽 ...46
圖 3-4 低溫循環機 ...46
圖 3-5 位於電解槽內之冷卻管 ...47
圖 3-6 壓克力箱 ...47
圖 3-7 加熱攪拌機 ...48
圖 3-8 電源供應器 ...48
圖 3-9 熱壓實驗機器(Hot Press)...49
圖 3-10 熱壓印製程溫度與壓力曲線圖...49
圖 3-11 PDMS 翻模步驟示意圖 ...50
圖 3-12 場發射電子顯微鏡(FE-SEM) (台大高分子所) ...51
圖 3-13 光譜儀 (Perkin Elmer Lambda 900)...51
圖 4-1 99.7% 鋁片表面情況...67
圖 4-2 二次陽極處理流程示意圖...68
圖 4-3 二次陽極處理後之厚度 ...69
圖 4-4 以磁石攪拌移除之結果(純度 99.7%鋁片)...69
圖 4-5 以超音波振盪移除之結果(純度 99.7%鋁片)...69
圖 4-6 以磁石攪拌移除之結果 ...70
圖 4-7 陽極氧化處理 ( 0.1M 草酸、電壓 40V )...70
圖 4-8 陽極氧化處理 ( 0.3M 草酸、電壓 40V )...71
圖 4-9 陽極氧化處理 ( 0.1M 草酸、電壓 80V )...72
圖 4-10 成型示意圖(a)施壓前(b)施壓後...73
圖 4-11 氣體輔助熱壓成型方法之示意圖 ...74
圖 4-12 不同溫度下成型結果 (模具一,壓力 30kg/cm2)...75
圖 4-13 不同壓力下成型結果 (模具二,壓力 25kg/cm2)...76
圖 4-14 不同壓力下成型結果 (模具二,溫度為 140℃) ....77
圖 4-15 不同壓力下成型結果 (模具二,溫度為 150℃) ....78
圖 4-16 不同壓力下成型結果(溫度為 160℃) ...79
圖 4-17 拔模後之 PC 薄膜 ...80
圖 4-18 拔模後之模具 ...80
圖 5-1 PC 之反射率 ...90
圖 5-2 140℃之反射率(模具一,間距 80nm) ...91
圖 5-3 150℃之反射率(模具一,間距 80nm) ...92
圖 5-4 160℃之反射率(模具一,間距 80nm) ...93
圖 5-5 140℃之反射率(模具二,間距 170nm) ...94
圖 5-6 150℃之反射率(模具二,間距 170nm) ...95
圖 5-7 160℃之反射率(模具二,間距 170nm) ...96
圖 5-8 不同結構高度之反射率(模具二,間距 170nm) ...97
圖 5-9 液體滴入固相平面接觸表面張力關係...98
圖 5-10 PDMS 翻模之流程 ...98
圖 5-11 接觸角之量測 ...99
第一章 導 論
1.1 前言
今日,許多光學與生醫元件需要奈米結構。舉例來說,光學抗反 射元件,目前一般使用鍍膜方式達到其抗反射之目的,而鍍膜需要多 道製程並且在部份場合不適合運用。而達到抗反射目的可藉由奈米結 構的不同,改變光的穿透率及反射率,其中奈米結構的尺寸、密度及 結構長短等不同可用於控制不同波長之光的穿透率;而抗反射層的鍍 膜製程,其塗佈一層具有抗反射效果的材料,可連續式生產,多使用 於大尺寸的顯示器上,但其反射率效果僅能降低至 2%。另一種抗反 射層的製作,於基材表面上製作抗反射結構,這些結構大小尺度必須 小於光的波長,以減少光通過此結構所產生的散射,因而達到降低反 射率的效果。
奈米結構的製作目前大多使用 E-Beam 等高能量束直寫與光干涉 法達到次微米之結構製作,但相關之設備、環境以及人員技術要求極 高,而且面積十分有限,成本很高。因此,尋找大面積奈米結構的製 造方法成為當務之急。
1.2 陽極氧化鋁(AAO)之發展
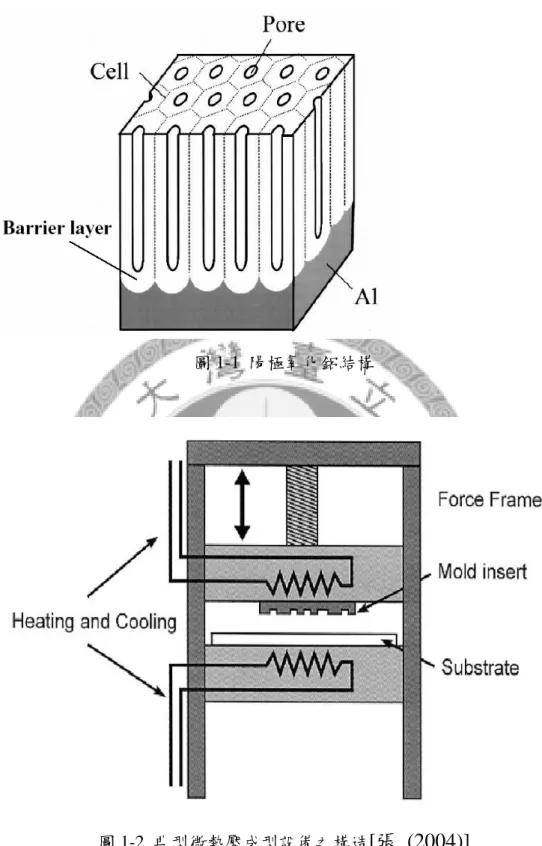
陽極氧化鋁(anodic aluminum oxide),簡稱為 AAO,是一種具有 六邊形(hexagon)高規則孔洞陣列結構之氧化鋁,孔道筆直均勻,如圖
1-1
所示。其孔洞直徑依其陽極反應條件的不同而有所變化。此為金 屬鋁在硫酸、磷酸或草酸中,經過陽極化氧化後所產生的多孔性氧化 鋁,由於 AAO 具有筆直的奈米通道,常被用來作為板模,轉印製作 出高規則排列的奈米結構材料。多孔陽極氧化鋁膜是使用金屬鋁在酸性溶液中,通過兩步陽極氧化法 (two-step anodization)製得的
[Wang(2003)]。多孔陽極氧化鋁膜是使用金屬鋁在酸性溶液中,常用 的電解液有硫酸、草酸、磷酸溶液。在陽極氧化過程中,金屬鋁作為 陽極,在外加電場作用下,使金屬鋁表面生成氧化膜。膜中含有六方 排列、直徑一致的圓柱形孔道,孔道幾乎垂直於膜表面且相互平行。
根據電解時所加的氧化電壓、電解液類型及電解時間的不同,可得到 不同孔徑的氧化鋁膜,孔道直徑最大為幾百奈米,最小可至 5nm [Firouzi(1995)],膜的厚度從 10μm 至 100μm 不等。多孔氧化鋁模 板還具有孔徑單分散、耐高溫、強度高的特點,是迄今應用最為廣泛 的模板。
1.3 次波長結構抗反射膜片發展現況
光學元件之抗反射處理具有提高光線的穿透率,使影像清晰度增 加,因大面積平面顯示器的蓬勃發展,所以抗反射處理之技術已被重 視,而目前有傳統的乾式製程(如蒸鍍、濺鍍)以及溼式製程(塗佈高分 子及無機材料)等方式,現今工業界經常運用鍍膜方式來改善光的穿 透率。
抗反射層(anti-reflection layer)除了可以提高光線的透光率,相對 的提昇顯示器之影像清晰度,也可以應用於太陽能電池集光效能。
降低反射率的方法有兩類:
ㄧ、利用多層膜光學干涉
此方法是利用入射波通過膜層表面時,光線會有穿透與反射,而 待光線到達另ㄧ端表面時,光線也會穿透與反射。若控制膜層的光學
厚度(膜層折射率與膜層厚度之乘積)為 1/4 入射波長的奇數倍,讓反 射的波長呈破壞性干涉,即可降低其反射率,且效果趨近於零。理論 上此類的抗反射膜,能夠使某ㄧ個波長的反射率趨近於零,但由於目 前材料中並無低折射率的材料存在。為了要在寬廣波段內得到很低的 反射率,於是利用度多層膜的結構,來達到特定波段更完整的抗反射 效果。乾式製程、溼式製程是運用此原理,所發展出來的技術。抗反 射鍍膜技術可將反射率降低至小於 1%,以真空蒸鍍的方式於基本上 有多層高低折射率不同的物質,如高折射率材料以 TiO2為主,低折 射率材料以 SiO2、MgF2為主,經設計鍍上多層的交替薄膜,即可將 反射率降低至 1%。因不是連續式生產,故單價較高且尺寸受限,主 要是應用於小型攜帶式的產品;而另ㄧ種 Low Reflecion Film(LR)主 要是塗佈具有抗反射的材料,可連續式生產,多使用於大尺寸的顯示 器上,但僅能將反射率降低至 2%。
二、非均質層(Inhomogeneous layer)
非均質層為基材表面上有依非均質層材料,此結構的設計使得折 射率能從空氣介質連續漸變到基板的情形,而且在基板上的這些結構 大小尺度必須小於光的波長,以減少光通過此結構所產生的散射,因 而達到降低反射率的效果。利用漸變折射率的方式,可以在一段寬廣 的波段中得到較低的反射率。此非均質結構擁有對入射角度不敏感的 特性,所以在設計寬廣入射角的抗反射膜也是另ㄧ個特點。相關的製 作技術如:次波長結構(Sub-wavelength structure)、表面奈米結構 (surface nano-corrugation)及奈米空隙薄膜(nano-porous film)。表面結 構光學特性由等效介質理論 EMT(effective medium theory)來分析解 釋,若是連續性表面結構變化,像是漸變或是梯度的折射率變化,可 藉由等效膜層的梯度折射率,可以達到更佳的反射效果。
1.4 傳統微熱壓成型
圖 1-2
為典型微熱壓成型機的構造示意圖,主要機台構造包括上下電熱壓板、冷卻系統與加壓系統,可利用高溫與高壓的方式將模具 上的微結構複製在塑膠基材上,經由冷卻脫模後得到成品。詳細的熱 壓操作步驟如圖 1-3 所示,首先為備料(將塑膠基材與模具置入加壓 與加熱系統中)、抽真空、加熱、熱壓、保壓冷卻、破真空、脫模、
取出成品。其中塑膠基材的準備方法又可分為兩種形式,第一種是將 適當大小之塑膠板或塑膠薄膜放在下壓板上作為壓印基材。第二種是 將高分子單體調配成為液態材料(如溶膠-凝膠溶液,sol-gel)並塗佈在 基板上。圖 1-4則為詳細的熱壓溫度與壓力設定曲線,首先為「加熱 與預壓階段」,主要藉由上下電熱壓板來進行材料與模具的加溫,在 加溫的同時,亦施加一微小的預壓力以減少材料的收縮與翹曲,待塑 膠基材之溫度高於玻璃轉化溫度(Glass Transition Temperature,Tg) 後,材料表面會軟化,再利用機台的壓力裝置於模具與塑膠基材上施 加一固定之壓力,則塑膠會因壓力產生流動變形而充填入模具上的微 模穴,此為「持溫與加壓階段」。待材料充填完畢後,則執行「冷卻 與保壓階段」,即開啟冷卻系統,將溫度降至塑膠的玻璃轉移溫度以 下,同時維持固定之壓印壓力,以避免材料於模穴內產生收縮與充填 不足的現象,最後進行脫模以得到成品,整個熱壓製程經歷了升溫、
持溫、加壓與降溫數個階段。
傳統微熱壓成型所使用的壓板加壓機構,由於壓板表面粗糙度不 佳與壓板不平行的因素,經常發生壓力分佈不均的問題,因而造成壓 板中心部分的複製效果優於壓板周邊,如圖 1-5 所示,同時施力不均 也會造成模具材料的選用受限,而無法使用晶圓、玻璃等硬脆材料作
為壓印模具。
除此之外,製程因需將溫度提升至玻璃轉化溫度(Glass Transition Temperature,Tg)以上,製程既耗時又耗費能源,且升降溫過程也會 使塑膠基板產生熱脹冷縮的現象,不僅會影響熱壓成品的尺寸精度,
還會有殘留內應力的產生。
1.5 流體微熱壓成型
為了解決傳統微熱壓使用壓板加壓造成施壓不均之缺陷,本實驗 室曾經開發流體輔助壓印技術(張哲豪[2004]),利用流體等向、等 壓的物理特性,以流體微加壓來取代傳統壓板式的施壓方式。其製程 原理與步驟如圖 1-6所示,首先將壓印模具與塑膠基板堆疊於一可加 熱與冷卻的平台板上,再利用一密閉模腔(Chamber)將模具與塑膠 基板密封起來,接著利用平台將模腔內的塑膠基板加熱至材料的 Tg 點以上,再由模腔側邊通入高壓流體(例如:氮體、蒸汽、熱煤油等)
加壓模具與塑膠基板,使融熔的塑膠填入模具表面的微模穴內,最後 利用平台將溫度降至室溫,洩除流體壓力、打開模腔、分離模具與塑 膠基板,即可獲得微熱壓成型品。
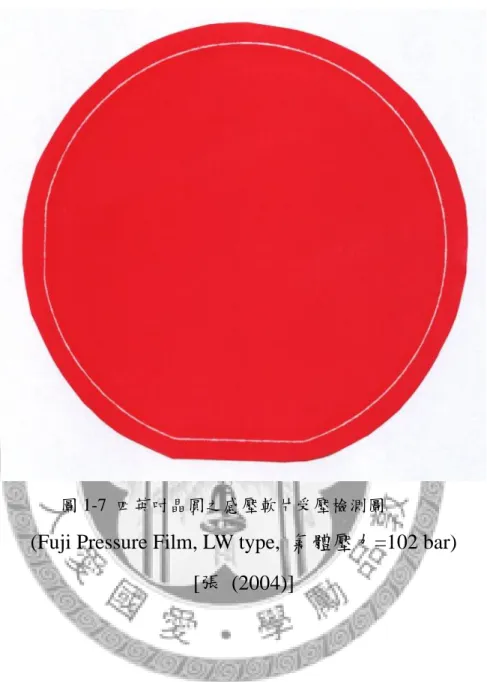
此法因使用流體直接進行加壓工作,因此可達到大面積的壓力均 勻分佈,即使用矽晶圓當作壓印模具也不會造成壓印碎裂的現象。
圖
1-7
為四英吋晶圓尺寸面積的壓力均勻性檢測結果,照片中的膠片為 一壓力感測薄膜(LW 型,感應範圍 25~100bar),此膠片受壓後會產 生深淺不一的顏色,可利用色度與壓力間的轉換關係進行實際壓力值 的量測與均勻性評估。因此由圖可觀察到流體施壓後的壓力感測膠片 之顯色非常均勻,且在 102bar 之高壓施壓下,晶圓沒被壓碎,此結 果可驗證流體微熱壓製程有極佳的壓力均勻分佈特性。圖 1-8、1-9
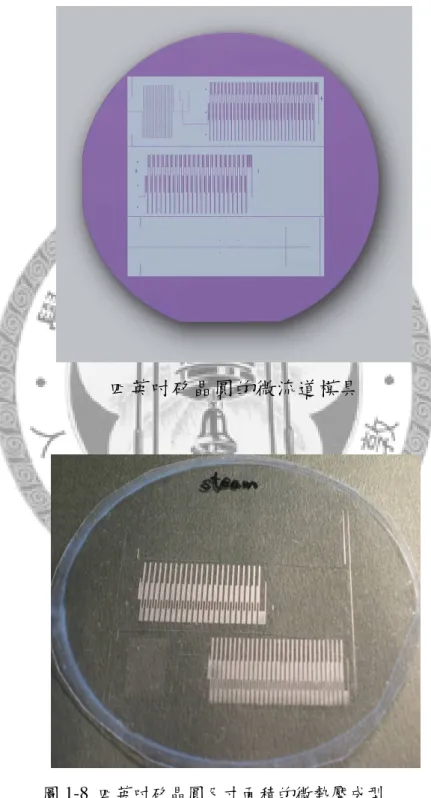
分別為四英吋與十二英吋晶圓面積的流體微熱壓成 品,量測結果發現微結構的複製效果良好(如圖 1-10所示),甚至連微 結構側壁的奈米結構都可以成功複製出來(如圖 1-11所示)。雖然流體 微熱壓製程可以克服傳統熱壓製程壓力分佈不均的缺失,但是在製程 原理上仍然擺脫不了高溫與高壓的製程特性,因此在損耗時間與能源 方面仍有很大的改善空間。1.6 具體研究方向與目標
多孔質氧化鋁在近年來被熱烈討論,鋁在酸性電解液中進行陽極 處理可產生大面積秩序排列之陣列奈米孔洞,而控制其電解參數則可 影響其孔洞間距、大小、以及厚度,成品之多孔質氧化鋁可當成模板 使用於沉積奈米點、奈米線、電鑄鎳、模造抗反射層或光子晶體等用 途。由於相對於半導體製程而言其成本相對低廉,製程速度快,當要 使用於工業上時,如何控制其孔洞參數為一大課題。
由於 AAO 成長速率很快,3~6 秒即會成長至數百奈米,因此難 以控制其成長高度,且由於奈米結構高度對於抗反射之效果具有相當 之影響。因此,本實驗提出以氣體輔助熱壓製程之方式複製 AAO 奈 米結構於 PC 膜上,可應用於抗反射光學元件及疏水性結構之應用。
此方法係藉由塑膠材料於不同溫度及壓力下,充填進入模具孔洞之高 度不同,以達到成型高度控制之目的,並證實此方法之可行性。
本研究採用氣體輔助熱壓複製奈米結構,利用流體等向、等壓的 物理特性,以流體微加壓來取代傳統壓板式的施壓方式,解決傳統微 熱壓使用壓板加壓造成施壓不均之缺陷,以達到提高塑膠光學之複製 效率與面積之目的。
1.7 論文架構
本論文共分為六個章節,第一章為研究背景,介紹微奈米結 構複製之研究背景、目的、重要性,以及陽極氧化鋁之研究背景及應 用。第二章為文獻回顧,針對目前所研究之微熱壓製程和 AAO 之相 關製作及應用的相關文獻,盡可能完整彙整與回顧。第三章為 AAO 處理之製程前置作業及設備、氣體輔助為熱壓製程前置作業及設備、
流程簡介。第四章為陽極氧化鋁模具製作之探討及使用氣體輔助熱壓 複製奈米孔洞結構,並探討製程參數對於充填高度之影響。第五章為 氣體輔助熱壓製程應用於抗反射元件之開發,並檢測複製精度,抗反 射效果,以及應用於疏水性結構之複製;最後,第六章結論部分,為 本研究之總結與未來研究發展方向。
圖 1-1 陽極氧化鋁結構
圖 1-2 典型微熱壓成型設備之構造[張 (2004)]
(a)備料
(b) 抽真空、預壓、加溫
(c)熱壓、保壓冷卻
(d)脫膜
(e) 取出成品
塑膠基材 模具
塑膠複製品
圖 1-3 微熱壓成型步驟圖[張 (2004)]
圖 1-4 微熱壓製程之溫度與壓力設定曲線圖
(此為說明範例,實際可多段變化)[張 (2004)]
圖 1-5 傳統微熱壓製程壓力分佈不均
(a)備料;(b)氣密;(c)加熱、加壓成型;(d)脫模取出成品 圖 1-6 氣體熱壓成型步驟示意圖
圖 1-7 四英吋晶圓之感壓軟片受壓檢測圖
(Fuji Pressure Film, LW type, 氣體壓力=102 bar) [張 (2004)]
四英吋矽晶圓的微流道模具
實際的微流道熱壓成品
圖 1-8 四英吋矽晶圓尺寸面積的微熱壓成型
(此結構為生物晶片微流道載具) [張 (2004)]
圖 1-9 十二英吋矽晶圓尺寸面積的薄膜熱壓成品 [張 (2004)]
圖 1-10 微結構複製狀況[張 (2004)]
(a) 矽晶圓母模
(b) 塑膠複製品
圖 1-11 微結構側壁之複製結果[張 (2004)]
第二章 文獻回顧
微熱壓成型技術不僅可應用於微結構元件的複製量產,近年來更 衍生出奈米壓印之製程應用,可製造奈米等級線寬的結構,甚至可能 取代傳統半導體光微影技術,而成為新一世代的微影技術之主流。本 章節將針對傳統微熱壓製程與奈米壓印技術作一通盤的文獻回顧,然 後再導入氣體輔助微熱壓製程、製程特色與相關文獻的探討,以及陽 極氧化鋁奈米孔洞結構製作及抗反射層製作之相關文獻的探討。
2.1 塑膠為熱壓成型文獻
美國普林斯頓大學 RCA 實驗室在 1970 年代[Bartolini; 1970],率 先研究電視光學像片元件成型,使用電鑄鎳板為模具,以滾壓的方式 在 Vinyl 膠片上製作微小結構,這是塑膠微熱壓成型最早的開始。後 來瑞士研究團隊[Gale; 1978]改用微熱壓的方式,在 PVC 膠板上製作 全彩繞射光學元件。
隨後德國 Karlsruhe 研究機構將塑膠微熱壓製程加以衍生,在 1980 年代,發展出一套用來製造微結構的技術稱之為 LIGA 製程 [Becker; 1986]。LIGA 是德文光微影(Lithography)、微電鑄
(Electroforming)、微成型(Micromolding)的縮寫。稱為「X 光深刻精 密電鑄模造成形」,原理是使用高能同步輻射光源(Synchrotron
Irradiation),結合了 X-Ray 深微影術、電鑄翻模及微射出和微熱壓成 型技術,適合製作高深寬比(High Aspect Ratio)、低表面粗糙度側壁的 微結構。可用來製作以金屬及塑膠為基材的表面微細結構。
但因前述所使用的模板皆經由電鑄而得,具強度不佳的弊病,因 此 Lin 及 Becker [1999],為解決電鑄模板硬度低,熱壓過程容易發生 磨耗及腐蝕,模具壽命較短,電鑄過程尚需使用多種重金屬酸溶液等
缺點,提及直接使用矽晶圓(Wafer)作為壓印模具,因矽晶圓具硬度 高、抗拉強度高、熱力性質佳、耐磨耗、易進行半導體製程加工、平 坦、表面品質佳、熱壓後容易脫模等優點。但也因矽晶圓材質硬脆,
壓板加壓容易產生破裂。Ong[2002]提出矽晶圓需達一定厚度,才不 會容易產生破裂。Heckele[2004]也提出將矽晶圓接合(Bond)在石英玻 璃上,可增加強韌度避免被壓碎。
電鑄鎳模及矽晶圓模具,因具製得方式較複雜、耗時且成本高等 缺點,Narasimhan 等人[2003]嘗試直接以 PDMS 翻鑄品為熱壓模具,
省去電鑄手續,提高產品快速原型(Prototype)之開發速度。然因 PDMS 材料強度不高,熱壓溫度、壓力、時間均需較傳統壓模大,模具壽命 約為二十次壓印。
前述微熱壓製程主要皆以油壓缸、氣壓缸或馬達/螺桿加壓機 構,驅動壓板加壓塑膠與模具來熱壓成型。因此熱壓面積及精度受 限。而針對壓板加壓無法達到均壓效果,Deguchi 等人[2001]使用感 壓軟片(Pressure Sensitive Film)來驗證,研究發現模具、基板與壓板之 間的平行/平整度會嚴重影響壓印力分佈。
之後Lin[2002]提及,即使模具、基板與壓板具有好的平行/平整
度,亦無法達到均勻分佈狀態,在壓板中間處壓力大,靠近壓板邊緣 處則壓力小。而熱壓力分佈不均會影響微結構複製成型精度。在充填 階段,不均勻的壓力會導致塑膠在各微模穴充填不一;在冷卻階段,
不均勻的保壓力則會造成塑膠收縮的不均勻,影響成品微結構轉寫後 的尺寸。
除了壓板加壓不均,傳統熱壓機另一缺陷為升降溫耗時。為解決 此缺陷,業界利用蒸汽預先加熱熱盤,塑膠與模板再放入預壓加熱;
加壓時,塑膠與模板須取出移至另一冷卻盤加壓及冷卻。但因須移動
待熱壓物,對於製作精密或要求對位的元件,此方法較不適宜。
Lee 等人[2002]曾在傳統壓板式熱壓機器上,額外加裝遠紅外線 熱輻射加熱器(圖 2-1 所示)。先以熱輻射加熱塑膠基板,再進行壓印。
雖可大幅縮短製程時間(Cycle Time),並降低熱壓成品之雙折射 (Birefringence),但加熱階段無法保持預壓力,且有壓板機構先天上的 缺點。
羅金德[2002]以超音波(Ultrasonic)來加熱壓印塑膠微結構。作法 係利用一超音波熔接機器,將工具喇叭(Horn)壓住塑膠,導引超音波 至塑膠上(圖 2-2)。超音波發振後,工具喇叭快速摩擦加熱塑膠表面,
以達到微熱壓之目的。此法無法加熱凹面微結構,溫度控制不易,且 大面積薄件無法實施。
除了微米尺度的壓印,後續也提出奈米壓印製程來取代傳統光微 影製程,以下將對奈米壓印技術作一回顧。
2.2 奈米壓印技術文獻
美國普林斯頓大學周郁教授 [Chou (1996)]首先提出熱壓式奈米 壓印微影,主要是針對 100nm 以下線寬的微影技術,原理簡述如下:
利用一精密模仁壓印在一塗佈熱塑性高分子材料(如 PMMA)之基板 上,模仁的製作方法有電子束微影直寫、X 光微影、離子光微影技術 等,將溫度提高至玻璃轉化溫度點(Tg)以上,使得此熱塑性高分子材 料會隨著模具表面結構而成形,之後再將溫度冷卻,移開模仁,並以 乾蝕刻清除殘餘光阻,進而將模具上之圖案轉印至基板上。因模具可 重覆使用,因此具量產優勢,解決電子束直寫微影成本高、低產率之 缺點。此團隊也提出滾輪式壓印技術[Tana (1998)],目的在於加快生 產速度,如圖 2-3所示。目前已成功轉印圖案線寬至 5nm 以下[Chou
(1997)]。
為了彌補前述那些製程,需先將微結構定義到熱塑性塑膠材料或 阻劑,再經蝕刻到矽基板上,耗時又耗成本的缺陷,普林斯頓大學周 郁教授團隊[Chou (2002)]開發雷射輔助式奈米壓印技術,利用 KrF 248nm 高能準分子雷射脈衝透過透明模具對矽基板作曝照,可在奈秒 等級的時間內,將基材融化並成形,且不需使用到半導體製程中所需 之顯影、曝光、蝕刻等程序,因而可有效地降低成本。製程如圖 2-4。
奈米壓印的應用範圍相當廣,Li [2000, 2001]等人利用奈米壓印 微影方式配合金屬蒸鍍及掀舉的製程,製作出最小特徵尺寸為 75nm 的 Fresnel zone plates 及最小線寬 25nm 的環狀光柵。並藉由莫瑞疊紋 (Moire fringes)的比對,證明利用奈米壓印微影的方法可精密的複製出 結構,並可應用在光學元件的結構成型。此外還製作出 3-D 的 T-gate 及 air-bridge 結構,尺寸結構小於 40nm。元件的結構可應用在微波整 合電路、奈米機構等系統。
Heyderman [2002],利用壓印方法大量生產具奈米孔洞之隔膜晶 片,可用於細菌過濾、藥學分析、食品檢測等方面;Pepin [2002]等 人亦成功在矽基材及塑膠基材上製作出具微小流道的 DNA 電泳晶 片。
2.3 複製塑膠奈米元件
奈米結構的製作目前大多使用 E-Beam 等高能量束直寫與光干涉 法達到次微米之結構製作,但相關之設備、環境以及人員技術要求極 高,而且面積十分有限,成本很高。若能複製奈米結構於其他基材上,
不但能減少成本,亦能提高產能。
複製量產微結構的材料中,塑膠材料是很被看好,因為它具有質
量輕、容易加工成形的特性,用來量產複製出微結構,可大幅降低成 本。目前塑膠微結構複製量產常用的技術是微射出成形
(Micro-Injection Forming)與微熱壓成形(Hot Embossing)技術。
圖 2-3 為典型微熱壓成型機的構造示意圖,主要機台構造包括上 下電熱壓板、冷卻系統與加壓系統,可利用高溫與高壓的方式將模具 上的微結構複製在塑膠基材上,經由冷卻脫膜後得到成品。傳統微熱 壓操作步驟,首先為備料(將塑膠基材與模具置入加壓與加熱系統 中)、抽真空、加熱、熱壓、保壓冷卻、破真空、脫模、取出成品。
其中塑膠基材的準備方法又可分為兩種形式,第一種是將適當大小之 塑膠板或塑膠薄膜放在下壓板上作為壓印基材。第二種是將高分子單 體調配成為液態材料(如溶膠-凝膠溶液,sol-gel)並塗佈在基板上。
傳統微熱壓成型所使用的壓板加壓機構,由於壓板表面粗糙度不 佳與壓板不平行的因素,經常發生壓力分佈不均的問題,因而造成壓 板中心部分的複製效果優於壓板週邊(如圖 2-4所示),同時施力不 均也會造成模具材料的選用受限,而無法使用晶圓、玻璃等硬脆材料 作為壓印模具。
除此之外,製程因需將溫度提升至玻璃轉化溫度(Glass Transition Temperature,Tg)以上,製程既耗時又耗費能源,且升降溫過程也會 使塑膠基板產生熱脹冷縮的現象,不僅會影響熱壓成品的尺寸精度,
還會有殘留內應力的產生。
為了解決傳統微熱壓使用壓板加壓造成施壓不均之缺陷,本計劃 將利用本實驗室已開發之流體輔助熱壓係利用流體等向、等壓的物理 特性,以流體微加壓來取代傳統壓板式的施壓方式,解決傳統微熱壓 使用壓板加壓造成施壓不均之缺陷,以達到提高塑膠光學之複製效率 與面積之目的。本實驗提出以氣體輔助熱壓製程之方式複製 AAO 奈
米結構於 PC 膜上,可應用於抗反射光學元件及疏水性結構之應用。
此方法係藉由塑膠材料於不同溫度及壓力下,充填進入模具孔洞之高 度不同,以達到成型高度控制之目的。
2.4 抗反射層之製作及應用
抗反射的做法分成兩大類,第一類是利用折射率不同的物質互相 堆疊在一起形成多層結構,或藉由控制堆疊的厚度及材料的折射率,
當兩個相差四分之一波長的波碰在一起時,就會產生完全破壞性干 涉,把反射的光抵消掉。因此只要把抗反射膜的厚度控制在可見光波 長的四分之一,因而不會影響到人類之視覺感受。
傳統的抗反射塗層是以乾式製程的真空蒸鍍法進行,也有多種抗 反射膜作法,包括濺鍍、濕式製程塗布多層結構、溶膠凝膠法、奈米 粒子塗布、奈米孔洞高分子等。塗布的方法有許多種,如浸泡式塗布 是使基板浸泡在溶液中後再拉起,它的優點為可作雙面抗反射處理。
第二類稱為低反射膜,如果光線由空氣進入玻璃基板,已知空氣 的折射率(n=1)及玻璃的折射率(n=1.52),從空氣及基板界面發生 反射,則雙面玻璃造成的反射大約是 7 ∼ 8 %。欲避免反射使視覺 不佳,也就是使反射率趨近於零。想要得到較低折射率材料的方法就 是把材料做成多孔結構,孔洞處的折射率則是空氣的折射率 1 和所 使用材料的折射率的平均,而可得到較低的有效折射率。
由於多孔性氧化鋁具有高密度的奈米孔洞,孔洞間也呈現規則性 的排列,並可藉由陽極處理參數的改變控制孔洞的大小與密度,孔洞 大小可在 5-400nm 之間調整,密度更可高達每平方公分有 1012 個孔 洞,且具有良好的熱及化學穩定性、製程簡單、可大面積生產等特性,
因此常以多孔性氧化鋁當作模板,用各種方法將材料填入這種具有奈
米規則陣列的模板中來製備奈米結構的材料,如:奈米線、奈米管及 奈米點等,在熱學、光學、磁性、電性的領域裡已經被廣泛的研究與 應用;亦將週期排列之 AAO 奈米孔洞結構應用於抗反射層之製作。
本研究預計將 AAO 奈米孔洞結構週期均勻化,以應用抗反射效 果,可應用於太陽能板抗反射膜應用,液晶銀幕(Liquid Crystal Display,LCD)導光板應用。陽極處理所製作之結構雖可以將成本降 低,但礙於其成型之次微米結構不易控制其均勻性與週期性,在大面 積的模具製作尚未有較佳之成品產出。本研究將以探討 AAO 奈米結 構成長之最佳化成型條件,及利用預二次陽極氧化鋁處理,使第二次 陽極處理時,奈米孔洞會由第一次移除之凹痕上開始成長,以達到均 勻化之目的。
2.5 奈米結構應用於表面能改質
在奈米科技的蓬勃發展下,許多無法理解的自然現象被發現與解 釋,如蓮花效應:蓮花葉子表面含蠟質的奈米陣列結構具有超疏水性 (大於 150°),具有自潔效果(圖 2-5);蝴蝶以及甲蟲翅膀的二維排列 或三維排列的奈米陣列結構(圖 2-6),為具有反射特定波長光線的光 子晶體;蛾眼與蟬翼表面奈米陣列凸起結構有降低表層折射率之抗反 射層,以防止反射光吸引天敵啄食;壁虎手掌表面奈米陣列剛毛的超 黏性以利吸附於天花板上行走,因此奈米陣列結構具有廣泛的用途。
奈米薄膜是近年來奈米材料科學研究中極重要的研究部分,奈米 薄膜是具有奈米結構的薄膜材料,其濃度範圍從幾奈米到幾百奈米,
可以由多種方法製得,例如濺鍍法、氣體沈積法。奈米薄膜與奈米材 料一樣,由於其晶粒尺寸非常小,原子大量處於晶界和晶粒的缺陷中 心,使它的性能與同組分的微米、次微米多晶體以及無定形薄膜有著
非常顯著的差異,奈米材料中的界面效應、量子尺寸效應等特殊效應 都會同樣存在於奈米薄膜中。這些效應使奈米薄膜表現出許多優異的 性能,如奈米金屬膜(氧化物,碳化物)表現出高硬度、良好的耐磨性 和耐腐蝕性;金剛石薄膜表現出高熱傳導率、高硬度;奈米矽薄膜具有 高的光吸收率、高導電率、發光穩定等優點。因此奈米薄膜已經成為 奈米材料科學研究中一個重要的組成部分。
2.6 陽極氧化鋁(AAO)發展之相關文獻
陽極氧化鋁(anodic aluminum oxide),簡稱為 AAO,是一種具有 六邊形(hexagon)高規則孔洞陣列結構之氧化鋁,孔道筆直均勻。其孔 洞直徑依其陽極反應條件的不同而有所變化。此為金屬鋁在硫酸、磷 酸或草酸中,經過陽極化氧化後所產生的多孔性氧化鋁,由於 AAO 具有筆直的奈米通道,常被用來作為板模,轉印製作出高規則排列的 奈米結構材料。多孔陽極氧化鋁膜是使用金屬鋁在酸性溶液中,通過 兩步陽極氧化法 (two-step anodization)製得的[Wang(2003)]。多孔陽 極氧化鋁膜是使用金屬鋁在酸性溶液中,常用的電解液有硫酸、草 酸、磷酸溶液。在陽極氧化過程中,金屬鋁作為陽極,在外加電場作 用下,使金屬鋁表面生成氧化膜。膜中含有六方排列、直徑一致的圓 柱形孔道,孔道幾乎垂直於膜表面且相互平行。根據電解時所加的氧 化電壓、電解液類型及電解時間的不同,可得到不同孔徑的氧化鋁 膜,孔道直徑最大為幾百奈米,最小可至 5nm[Firouzi(1995)],膜的 厚度從 10μm 至 100μm 不等。多孔氧化鋁模板還具有孔徑單分散、
耐高溫、強度高的特點,是迄今應用最為廣泛的模板。
有關多孔陽極氧化鋁膜架構模型的研究最早可以追溯到 1932 年,許多學者對此進行了研究,他們曾經提出了各式各樣的鋁陽極氧
化膜的結構模型[O’sullivan(1970)]。20 世紀 80 年代以來,人們對多 孔陽極氧化鋁膜的製備條件、結構以及形成原理進行了大量的研究。
關於氧化鋁多孔結構的生長機制比較流行的看法是電場支持下的溶 解模型,由 1970 年 O'Sullivan J.p.和 Wood G.C.等人[O’Sullivan(1970)]
提出,這一模型認為,鋁的陽極氧化過程包括陰極障壁層的形成、障 壁層溶解和多孔層穩定生長 3 個主要階段。當電壓加到電極兩端時,
電路中電阻很低,電流很高,在陽極鋁膜上形成一層堅固緻密的非晶 氧化鋁薄膜,稱為障壁層。由於從溶液中剛生成的氧化鋁易溶於酸液 中,因此部分氧化鋁發生化學溶解。當障壁層達到某一臨界值後,電 解液開始在阻擋層的表面規則排列的點處,溶解出最初的孔洞。孔洞 的形成將使原來均勻分佈的電場集中在孔底部區域,從而使孔底部障 壁層的溶解速率大大增強。同時由於孔底部局部電場增強,電流增 大,導致局部過熱,加速了這一溶解過程。在溶解的同時,障壁層/
鋁膜界面又開始形成新的障壁層。這時,在電場作用下,向外遷移或 向內遷移,從而不斷形成障壁層,障壁層的溶解速率和生成速率將達 到動態平衡,進入多孔層的穩定生長階段,最終得到連續的多孔層孔 壁結構。Jessensky 等人[Jessensky(1998)]則提出一個基於力學原理的 模型,認為在孔的底端瞬時發生的氧化反應使得材料的體積向垂直方 向迅速膨脹,由於體積的增大,使得在氧化物內部產生了機械應力,
不同孔道的機械應力相互排斥,導致了孔道之間距離相等,促進了孔 分佈的有序性,該模型能較合理地解釋孔生成過程中的有序形態的形 成原理,但是它忽略了電場力在孔形成過程中的作用。目前普遍接受 的是 KHR 結構模型。亦是最早提出有序多孔氧化鋁膜結構假設的理 論模型,他們建立的理論模型被稱為 Keller─Hunter─Robinson(KHR) [Keller(1953)]模型。他們提出的六角密排列分佈的多孔 有序陣列結
構已被實驗觀察所證實。該模型認為氧化鋁膜的結構及其形貌取決於 氧化鋁初始膜與電解液的反應以及氧化鋁膜的化學溶解性。這種有序 陣列結構的形成僅僅是由於幾何學的原因而與晶體學規律無關。但是 人們對於這種有序陣列結構的形成機制也沒有能夠給予足夠的解 釋。Keller 等人將經過表面適當處理的鋁在指定的電解液中施加恆電 壓進行陽極氧化,所得的膜用電子顯微鏡測定孔隙度,並且在磷酸中 將膜除去,觀察金屬/氧化物界面結構,然後考察不同成膜電壓的影 響。氧化膜的結構是由多孔層和障壁層構成。陽極氧化鋁首先生成一 層致密的非晶氧化鋁障壁層,障壁層將多孔層與單晶鋁分開,結構緊 密,組成成份為 和 Al[Laet(1992)],其厚度滿足 1.2nm/V 的線性關係 [Keller(1969)],主要用作絕緣層。多孔層為六角密排的氧化鋁晶胞結 構,每個晶胞中央包含一個圓柱孔,孔垂直鋁襯底表面,孔徑大小主 要決定於電解液類型、電解的溫度、時間及所加電壓。可以透過控制 製備參數,合成直徑從 5nm─400nm 的多孔陽極氧化鋁模板。
光學抗反射元件,目前多數使用鍍膜方式達到其抗反射之目的,
而鍍膜需要多道製程並且在部份場合不適合運用。使用模具大量生 產,可大幅降低成本與製作時間。而達到抗反射目的可藉由微奈米結 構的不同,改變光的穿透率及反射率,其中微奈米結構的尺寸、密度 及結構長短等不同可用於控制不同波長之光的穿透率。次微米結構的 製作目前大多使用 E-Beam 等高能量束直寫與光干涉法達到次微米之 結構製作,但相關之設備、環境以及人員技術要求極高。陽極處理所 製作之結構可以將成本降低,但礙於其成型之次微米結構不易控制其 均勻性與週期性,在大面積的模具製作與滾輪模具製作上尚未有較佳 之成品產出。
2.7 AAO 奈米孔洞結構製作
多孔性陽極氧化鋁(anodic aluminum oxide)不但製程成本低、生產 率高、面積大,且製程步驟簡單,可製作規則六邊形(hexagon)的奈米 結構之平板。
氧化處理技術在 1920 年就已被研究探討並應用於鋁合金之抗氧 化層及著色的處理上。在 1995 年Masuda (1995)發表了一篇陽極氧化 鋁關於其規則自組排列的論文而引起了眾大的討論,因此規則排列的 奈米級氧化鋁孔洞可以被多方面的運用。由 Jessensky (1995)等人首先 發表自組排列的陽極氧化鋁,其孔洞間距在 50~420nm 奈米級氧化鋁 孔洞可藉由不同的酸性溶液來當作電解液,如草酸、硫酸、磷酸或不 同比例的酸混合溶液得到六角孔洞結構陣列,不同的酸液亦會產生孔 洞效果。六角孔洞結構陣列是由於鋁在氧化時體積會膨脹,因而產生 機械應力進而造成孔洞之間有排斥力存在,此一排斥力就是造成規則 排列孔洞的主要原因。為了讓氧化鋁孔洞有一致的排列規則性,外加 電壓、陽極處理時間、鋁薄表面粗糙度、電解酸液的溫度、電解酸液 的濃度等等都是重要的參數,外加的電壓與孔洞間距
(interporedistance)呈線性關係,陽極氧化處理時間與氧化鋁膜厚度呈 線性關係,鋁箔表面粗糙度影響電場的一致性,電解液溫度則影響氧 化鋁的反應速率,電解液濃度更直接影響氧化鋁品質。規則排列的孔 洞結構。近幾年來它們可以被當作模板(template)製作出奈米結構。模 板上的奈米孔洞在電化學處理的時候就自己生成,所以就不需要額外 的微影製程來產生孔洞陣列。
陽極氧化鋁孔洞結構主要包含兩部分,位在底部的氧化層一般稱 為阻障層(Barrier Layer),在阻障層上方則為多孔性氧化鋁層(Porous Anodic Alumina Oxide),氧化鋁層厚度可由陽極氧化處理時間控制。
陽極氧化處理的初期,首先電場將 O2-/OH-離子從電解液中推入 金屬電解液介面,即將 Al3+從金屬溶出至電解液介面中而形成緻密的 障壁層,如圖 2-7 (a)均勻的電位分佈,穿透路徑(penetration path)從表 面的裂縫開始形成,圖 2-7 (b),在路徑下方,電力線開始集中,圖
2-7 (c)顯示電場集中的現象。隨時間增長,穿透路徑數亦增加,集中
的電場有效的將 Al-O 鍵極化並產生局部的焦耳熱效應加速反應,使 高電場區相較於低電場區有更多的 Al3+離子被溶解,而導致電場集中 區之膜面產生局部溶解的現象。最後穿透路徑尖端下方的電場其側向 分量發生橫向擴張,於膜面產生最初始的孔洞。在接下來的孔洞成長裡,電場及電流大多集中在孔洞下方的障壁 層中,強大的電場持續將 O2-/OH-離子從溶液中推向障壁層,而 Al3+
從金屬溶出與氧離子結合成為氧化鋁,因此在電場集中區域,隨著反 應的進行,金屬-障壁層介面開始呈現半圓球型的凹槽,凹槽逐漸的 擴張成長直至凹槽與凹槽互相接觸在一起,而進入穩態成長多孔氧化 鋁膜。
陽極氧化鋁反應及製作流程製作流程,如圖 2-8 所示。陽極氧化 鋁其規則排列的孔洞結構特性可用來模板的製造,經過一次陽極處理 的鋁片,其表面生成一層氧化鋁,將此層氧化鋁移除,再進行第二次 的陽極處理;進行第二次陽極處理可以使排列更加規則整齊。二次陽 極處理後,將底部未生成氧化鋁之純鋁以氯化汞移除,之後移除底層 的阻礙層,再以磷酸將鋁板擴孔,即可獲得規則排列的奈米孔洞之模 板。
2.8 綜合歸納
本計劃提出以流體輔助熱壓複製奈米結構,係利用流體等向、等 壓的物理特性,以流體微加壓來取代傳統壓板式的施壓方式,解決傳 統微熱壓使用壓板加壓造成施壓不均之缺陷,以達到提高塑膠光學之 複製效率與面積之目的。本實驗提出以氣體輔助熱壓製程之方式複製 AAO 奈米結構於 PC 膜上,可應用於抗反射光學元件及疏水性結構之 應用。
由於 AAO 成長速率很快,3~6 秒即會成長至數百奈米,因此難 以控制其成長高度,且由於奈米結構高度對於抗反射之效果具有相當 之影響,因此,本實驗提出以氣體輔助熱壓製程之方式複製 AAO 奈 米結構於 PC 膜上。此方法係藉由塑膠材料於不同溫度及壓力下,充 填進入模具孔洞之高度不同,以達到成型高度控制之目的。
圖 2-1 傳統壓板式熱壓裝設遠紅外線熱輻射加熱器 [Lee (2002)]
圖 2-2 超音波加熱壓印塑膠微結構 [羅 (2002)]
圖 2-3 滾輪式奈米壓印微影示意圖 [Tana (1998)]
圖 2-4 雷射輔助奈米壓印示意圖 [Chou (2002)]
圖 2-5 蓮葉表面超疏水奈米結構
圖 2-6 蝴蝶翅膀鱗粉三維光子晶體
圖 2-7 氧化鋁表面形成局部電場集中之過程示意圖
圖 2-8 陽極氧化鋁反應及製作流程
第三章 實驗設置與實驗方法
本章主要介紹利用陽極氧化鋁之奈米結構製作模具之製程所需 設置的儀器及氣體輔助熱壓實驗所需設置的儀器。第一節首先介紹實 驗目的以及整體流程規劃;第二節介紹製作陽極氧化鋁奈米結構之實 驗設備儀器。第三節介紹陽極氧化鋁奈米結構模具之製造流程;第四 節介紹氣體輔助熱壓製程原理、壓印步驟與流程;第五節介紹 PDMS 翻模之流程以製作具有疏水性之模具;第六節介紹量測機台。
3.1 實驗目的及整體流程規劃
本實驗之最終目標為應用陽極氧化鋁奈米孔洞模具,使用氣體輔 助熱壓之方式,製作出具抗反射效果之光學元件,以及具輸水性之 PDMS 模具。主要實驗流程為陽極氧化鋁模具製作及氣體輔助熱壓複 製結構於 PC 膜上,如圖 3-1 所示。
3.2 製作陽極氧化鋁奈米結構之流程與設備
3.2.1 陽極氧化製程之原料
本實驗鋁片採 ADVENT 公司供應其純度為 5N(99.999%),如圖
3-2
與商業用鋁片 1070(99.7%),電極為石墨探棒,電解液為草酸 (C2H2O4‧2H2O)或磷酸(H3PO4)、及其他化學原料,如表 3-1。3.2.2 陽極氧化電解槽與低溫循環系統
本實驗採用自組裝的陽極氧化電解槽,如圖 3-3,利用抽水馬達 趨動使電解液達到循環效果。本實驗需要將電解液控制在低溫環境條 件下,故由一低溫循環冷卻系統,如圖 3-4,藉由循環幫浦將低溫液 體輸送冷卻管,以控制浴槽內達到均勻的溫度。冷卻管位於恆溫槽內
邊,如圖 3-5 所示。
3.2.3 壓克力箱
本實驗所使用的電解液為草酸與磷酸,為了不使這些氣體造成空 氣污染,故自組裝了封閉壓克力箱,如圖 3-6所示,頂端有兩個風扇,
將酸性氣體由抽風系統排出。
3.2.4 加溫磁石攪拌器
加溫攪拌器型號為 CORNING PC-400,如圖
3-7
所示。本實驗將 鋁片進行電解拋光,其拋光液為過氯酸與乙醇體積比為 1:4 之混合 液,並以磁石攪拌器均勻攪拌,轉速約為 400rpm。加溫磁石攪拌器為了穩定酸液(移除液、擴孔液)之濃度與溫度,
轉速約為 400rpm;其本實驗移除氧化鋁層與擴孔溫度皆為 32℃、濃 度為 6%wt 磷酸。
3.2.5 直流電壓供應器
此陽極處理所需之電壓由直流電源供應器(GPR-25H30D)提供,
如圖 3-8。最大可供應電壓為 250V。本實驗以定電壓的型式提供電壓 來源,電流值為 0.01~0.03A,而電壓值隨孔距的大小而調整,電解液 的不同,所使用的電壓值也不同。
3.3 陽極氧化鋁之製作流程
製作陽極氧化鋁之流程先將鋁片電化學拋光。鋁片為陽極,碳棒 為陰極,進行第一次陽極處理,經過數小時後,以磷酸將生成之氧化 層移除,再進行第二次陽極處理,接著再以磷酸將奈米孔洞擴孔。
製作陽極氧化鋁模板之流程詳細介紹如下:
(a)電解拋光
為了降低鋁片之表面粗糙度,以過氯酸與乙醇體積比為 1:4 之混 合液進行電化學拋光,得到光滑的表面,其電壓為 20V,約 3 分鐘,
將拋光後之鋁片以丙酮震洗去除表面雜質。
(b)第一次陽極處理
電解拋光後鋁片為陽極,石墨碳棒為陰極,放置自組裝的陽極氧 化電解槽,第一次陽極處理之電解液為草酸或磷酸混合去離子水,草 酸之莫耳濃度為 0.1M、0.3M。外加電壓為 40V、80V。以 5N 鋁片為 陽極第一次陽極處理時間為 4 小時。溫度為 3℃。
(c)移除氧化鋁
第一次陽極處理後,進行氧化層移除,移除液 6wt%磷酸,移除 溫度為 32℃,以磁石均勻攪拌。移除後之鋁片,放置丙酮震洗,約 10 分鐘。
(e)第二次陽極處理
進行第二次陽極處理,其參數條件同(b),但第二次陽極處理時 間為 5 分鐘。
(f)擴孔
將二次陽極處理後之鋁片,為了方便觀察孔洞的形態,放置 6wt%
磷酸進行擴孔,擴孔尺寸大小與擴孔時間成正比,擴孔溫度為 32℃,
以磁石均勻攪拌。
3.4 氣體輔助熱壓製程
3.4.1 氣體壓印設備
ㄧ般傳統壓板機構之施壓方式,會造成壓力不均,複製精度受 限,本實驗為為達均勻的壓印效果,使用氣體輔助熱壓印成型方法,
利用氣體等向、等壓之物理特性,直接施壓在模具與待壓印物上,可 達到完美均勻壓力分佈、大面積、不壓破矽晶圓之熱壓目的。
輔助氣體壓印機構的部分是利用傳統壓板式熱壓機(Hot Press)(雙榮公司,SHE-36)(圖 3-9) 配合一自製中碳鋼密閉模腔
(Chamber)所組成,其驅動裝置為油壓直壓式,最大鎖模力 35 噸。密 閉模腔包含高壓氣體之進、出閥口,加壓空間可依壓印面積而有不同 的設計大小,唯需計算加壓面積與最大加壓壓力,力量不得超過熱壓 機之最大鎖模力。加熱部分藉由熱壓機熱盤上的電熱管加熱,其單一 電熱管功率為 800W;冷卻部分則利用盤內水道搭配加壓馬達進行快 速冷卻。
此外,壓印模腔與壓印物間必須有一密封膜,其功能主要目的是 使壓印模腔與壓印物間產生壓力差,待氣體灌進模腔後,能使氣體的 壓力施壓在壓印物之上。若沒有此層密封膜,則模具、基材、氣體皆 在同一模腔空間內,無法達到氣體加壓效果。密封膜之材質可以擇自 塑膠薄膜或金屬箔(如鋁箔)…等阻氣性良好材料,本實驗中所使用的 密封膜為塑膠材質的 PET 模,為日本東利公司(Toray)生產之 S-Type 型,厚度為 188μm。
而製程所使用的加壓氣體為氮氣,也可使用其它惰性氣體(如氬 氣),以避免材料在高溫狀態下氧化。本實驗氮氣,係利用一般工業 用高壓氮氣鋼瓶提供,最大輸出壓力約為 130 kgf/cm2,透過控制閥 (Needle Valve, Japan)將氣體壓力調節再灌入模腔內。若要操作更高的
氣體壓力,則須額外銜接高壓氣體幫浦升壓。另在實際操作中,由理 想氣體方程式得知,當體積固定時,壓力與溫度呈正比關係。因此,
高壓氣體的操作,必須注意升溫與降溫的階段,氣體壓印壓力會隨著 溫度的改變而變化,並進行必要的壓力控制調節。
3.4.2 壓印製程步驟
本實驗為達到均勻的加壓效果,使用氣體微熱壓成型原理,主要 是利用熱壓機台上的熱盤,將被壓物之塑膠材料(PC、PVC..等)加熱 至高於 Tg 以上達軟化可塑狀態時,灌入高壓氣體直接施壓,使模具 上的奈米結構複製至塑膠材料上,而不藉由傳統剛體(熱盤)對剛體施 壓機構。過程可分為備料、加熱、氣體加壓、氣體保壓冷卻、洩氣、
脫模取出成品。依序步驟說明如下(a)~(d):
(a)將壓印用模具與塑膠基材,依相對位置堆疊組合後,放置在熱 盤中央位置。
(b)接著使用一 PET 密閉膜覆蓋此模具/基材堆疊組合,並將模腔 降下,並施加鎖模壓力,使其成為一密閉空間。
(c)藉由熱盤加熱,將溫度提高至該塑膠材料之玻璃轉化溫度(Tg) 以上,使高分子阻劑處於軟化可塑性狀態,同時並通入高壓氣體,經 由壓力控制閥將此氣體壓力調至塑膠材料之成型壓力條件,此時塑膠 材料因受壓印力而開始模穴的充填,持保壓一段時間後,開始進行冷 卻,氣體並持續保壓。整個製程溫度與壓力設定曲線如圖 3-10所示。
(d)當完成熱轉印複製的過程後,經由壓力控制閥將氣體洩出,
再打開模腔,取出成品。
製程中壓印壓力、溫度、保壓時間等參數的設定,需要依模 具的尺度,塑膠材料的性質來決定圖樣轉印的成型操作窗。
3.5 PDMS 軟式模具之製備
3.5.1 PDMS 材料介紹
哈佛大學教授 George M. Whitesides 於 1980 年代初期首先利用軟 模進行壓印成型技術,此技術又稱微軟微影技術(soft lithography)。
Whitesides 也利用聚二甲基矽氧烷(polydimethylsiloxane, PDMS)製作 軟式模具,並利用為相偏移光罩在半圓球以及圓柱表面上進行微奈米 結構之複製,同時藉由真空系統提供 PDMS 軟式模具與曲面基材之 良好的接觸並且施壓。自此以後 PDMS 即被廣泛應用於翻製微小結 構之材料。
PDMS 做為模具好處在於可精密複製結構,精度甚至可達奈米等 級。同時對溶劑之抵抗能力高,並極不易被有機溶劑腐蝕,且由於 PDMS 為透明非導體,其光穿透率高達 95%,且表面能極低
(22dyn/cm),有利於光固化製程之使用,以其容易脫模。而 PDMS 軟 式模具則提供與基材良好的接觸,避免因為材料之翹曲,或者雜點導 致接觸不完整。
本實驗採用道康寧公司 SYLGARE 184 型號之 PDMS,由於 PDMS 未固化時黏滯度低,因此可充分充填於結構模穴,若結構尺寸 為奈米等級,可添加適當的稀釋液(如甲苯)增加其流動性。SYLGARE 184 型號之 PDMS 耐熱溫度範圍為-55℃至 200℃,屬於具有彈性之熱 固性膠體,因此因熱膨脹、壓力等因素而產生變形後,形變之回復能 力也極佳。
3.5.2 PDMS 翻模之流程
本實驗利用陽極氧化鋁奈米結構以氣體輔助成型的方式將結構 複製於 PDMS 表面上,即可獲得複製完整的結構。PDMS 翻模步驟 及參數如下,圖 3-11所示:
1.決定重量(Weigh):
SYLGARE 184 PDMS 由 A、B 劑兩種材料所組成,A 劑是主要 膠體,B 劑是含有白金觸媒的固化劑(Curing agent)。調配比例依照重 量比,A 劑與 B 劑的比例為 10:1。劑量比例容許些微誤差,並不影 響最後固化結果,但會影響固化後之 PDMS 之機械性質。若製程上 需不同硬度之 PDMS 模具,可改變調配比例。倘若欲增加 PDMS 其 流動性,可於此時添入釋當的稀釋液(如甲苯),提升充滿結構的完整 性。
2.混和(Mix):
利用塑膠攪拌棒,攪拌調配好重量比的 A 劑與 B 劑。攪拌的時 間依調配的量作改變,約為數分鐘左右,目的為讓兩者能充分混和並 產生反應。在攪拌混和的過程會產生大量的氣泡。
3.除氣(De-gas):
利用真空除氣機,可除去攪拌所產生的大量氣泡,避免影響翻鑄 的精度與效果。另外也可將調好劑體在空氣中靜置約 10-15 分鐘,氣 泡會自動上浮至表面消失,殘留的氣泡可用針尖將其戳破。
4.置液(Dispense)及塗佈(Spread):
將除氣後的膠體澆鑄到待翻印模具上,容易再度產生氣泡。避免 氣泡再次產生的方法為,先將待翻印模具保持水平,再以低角度慢慢 將膠體從中心位置倒入。待膠體全部倒入後,左右傾斜板面,讓膠體 均勻流動到各位置,之後保持水平。周圍安置罩子(Hood),可避免膠 體溢出。再者,亦可將膠體澆鑄至待翻印模具上後整體放置真空除氣 機,再度抽氣。
5.固化(Curing):
SYLGARE 184 PDMS 固化溫度從室溫到 150℃皆可。以烘箱烘
烤,溫度越高其固化的時間越短,但相對收縮量越大。技術手冊建議 以 25℃固化約需 24 小時,65℃固化時間約 4 小時,150℃固化時間 約 15 分鐘。因此本實驗固化參數為 25℃固化約需 24 小時。
6.剝離(Peal off):
待 PDMS 固化後,先以美工刀裁切周圍,再利用尖型鑷子慢慢 以水平方向從翻鑄物剝離 PDMS。翻鑄好的 PDMS 置放乾淨容器中,
並將具有翻鑄結構的面朝上。若 PDMS 所翻鑄模具深寬比(Aspect Ratio)太大,可能會在剝離的過程產生斷裂之現象,而殘留在基材上。
3.6 量測設備
3.6.1 場發射電子顯微鏡(FE-SEM)
本實驗所拍攝之 SEM 圖,由本校高分子系所提供之場發射電子 顯微鏡,型號為 JOEL JSM-6700F,如圖 3-12 所示,電子顯微鏡主要 是由電子槍 (Electron Gun) 發射出高加速電壓之入射電子束,經過一 組磁透鏡聚焦 (Condenser Lens) 聚焦後,用遮蔽孔徑 (Condenser Aperture) 選擇電子束的尺寸(Beam Size)後,通過一組控制電子束的 掃描線圈,再透過物鏡 (Objective Lens) 聚焦,打擊在試片後,產生 相關二次訊號來分析各種特性,一般的二次訊號包括直射電子、散射 電子、二次電子、背向散射電子、Auger 電子及 X 射線等訊號,然後 再將這些訊號經由適當之檢測器(Detector)接收後,經放大器
(Amplifier)放大,然後送到顯像管(Braun Tube)上成像。掃描式 電子顯微鏡由於景深(Depth of Focus)大,對於研究物體之表面結 構功效特別顯著,例如材料之斷口、磨損面、塗層結構、夾雜物等之 觀察研究。場發射掃描式電子顯微鏡除了跟傳統掃描式電子顯微鏡相
同地可觀察物體之微結構外,它由於高電場所發射之電子束徑小,亮 度高,具有傳統掃描式電子顯微鏡所明顯不及之高解析度,其解析度 可高達 1.0 nm(15 KV)、2.2 nm(KV),另可在低電壓(可低至 0.5 KV) 下操作,具直接觀察非導體之功能。本儀器之製造廠商及型號為日本 JEOL JSM-6700F 冷陰極(Cold Cathode)場發射掃描式電子顯微鏡。冷 陰極場發射電子槍較其他熱場發射(Thermal)及蕭基(Schottky)電子槍 而言,其優點是電子束與能量散佈相當小,且在超高真空下操作,解 析度佳。
3.6.2 光譜儀
本實驗所量測之反射率,由台灣師範大學物理學系顯微光譜實驗 室所提供其型號為 Perkin Elmer Lambda 900,如圖 3-13。其量測的光 譜範圍從近紅外光區 (near infrared) 、可見光區 (visible) 至紫外光區 (ultraviolet) ,頻率由 3900 至 52000 cm-1,對應光子能量約為 0.48 eV 至 6.5 eV 。光譜儀的光路與光學顯微鏡結合,可以觀察實驗樣 品微區 (10 × 10 μm2 ) 的顯微光譜 。
表 3-1、化學藥品之種類、濃度、成分與功用
圖 3-1 整體流程
圖 3-2 純度 99.999%鋁片(100*100*0.25)
圖 3-3 自組裝陽極氧化電解槽
圖 3-4 低溫循環機
圖 3-5 位於電解槽內之冷卻管
圖 3-6 壓克力箱
圖 3-7 加熱攪拌機
圖 3-8 電源供應器
圖 3-9 熱壓實驗機器(Hot Press)
圖 3-10 熱壓印製程溫度與壓力曲線圖
圖 3-11 PDMS 翻模步驟示意圖
圖 3-12 場發射電子顯微鏡(FE-SEM) (台大高分子所)
圖 3-13 光譜儀 (Perkin Elmer Lambda 900) (師大物理學系)
第四章 陽極氧化鋁模具製作及複製技術
本論文利用陽極氧化鋁製程以製作奈米孔洞陣列結構之模具。以 草酸為電解液,其孔徑可達 40~180nm 藉由定電壓大小來控制孔距,
並且為了使奈米結構排列規則,採用二次陽極處理(two-step
anodica),將第一次生長的氧化層移除,因障礙層的原因使在鋁片上 產生凹洞,而進行第二次陽極處理時,氧化層奈米結構沿著使凹洞繼 續成長,因而獲得排列更整齊的陽極氧化鋁奈米孔洞模具。並使用氣 體輔助熱壓技術複製奈米結構於塑膠基材上。
本章第一節主要探討 AAO 之模具製作,並以草酸為電解液之不 同的濃度以及外加定電壓,觀察孔洞排列情形與孔距大小;第二節將 利用氣體輔助熱壓技術複製奈米孔洞陣列於 PC 膜上,並探討其溫度 及壓力對於複製結果之影響;第三節為本章之結論。
4.1 陽極氧化鋁製作
4.1.1 試片準備
本實驗鋁片採 ADVENT 公司供應其純度為 5N (99.999%)如圖 3-1 與商業用鋁片 1070 (99.7%)。5N 之鋁片價格非常昂貴,而商業用 的鋁片一般於市面上即可購買。
鋁片進行陽極氧化鋁處理前,須進行電解拋光,以降低其表面粗 糙度。商業用鋁片型號為 1070,純度約為 99.7%為一般規格,其因表 面有滾壓加工痕跡,如圖 4-1(a)所示。若以未經處理之鋁片進行陽極 氧化鋁處理,則由於粗糙度大,因此陽極處理後其孔洞位置會沿其滾 壓加工的痕跡方向成長,如圖 4-1(d)所示。所以,原始鋁片由於表面 粗糙度大,需經由機械拋光或電解拋光來減少其表面粗糙度,以得到
較佳之陽極氧化鋁處理之結果。圖 4-1(b)係經過機械拋光後之表面情 況,滾壓加工之痕跡明顯已經消除,表面粗糙度並降低。圖 4-1(c)係 經過電解拋光後之表面情況。
表 4-1
係試片經拋光處理前後之表面粗 糙度,量測結果得知,試片經機械拋光後,表面粗糙度為 0.176 um,明顯較未處理之試片表面佳。而本實驗所使用之 5N (99.999%)鋁片厚 度僅 0.25mm,因此無法經過機械拋光之處理。
4.1.2 陽極氧化鋁奈米結構之製作
本論文利用草酸濃度為 0.1M 及 0.3M 之電解液進行陽極處理,
由文獻[吳明道(2004]]提到電解溶液之溫度越高則氧化層生長速率越 快,但排列也較不規則,故本實驗採用低溫,其草酸溶液溫度為 4℃。
其外加電壓為 40V、80V。不同的外加電壓所得的氧化層孔洞之孔距 隨著電壓大小成正比,故可藉由外加電壓大小來控制奈米孔距之大 小。
本實驗採用二次陽極處理(two-step anodica)的方式來進行,其流 程示意圖,如圖 4-2。
製作陽極氧化鋁模板之流程如下步驟:
(a) 電解拋光
為了減少鋁片之表面粗糙度,以過氯酸 Perchloric Acid(HClO4) 與乙醇 Ethyl Alchol(C2H5OH)體積比為 1:4 之混合液進行電化學拋 光,得到光滑的表面,其電壓為 20V,時間約 3 分鐘,最後,將拋光 後之鋁片以丙酮震洗去除表面雜質。
(b) 第一次陽極處理
電解拋光後鋁片為陽極,石墨碳棒為陰極,放置於自組裝的陽極 氧化電解槽,第一次陽極處理之電解液為草酸混合去離子水,草酸溶


![圖 1-9 十二英吋矽晶圓尺寸面積的薄膜熱壓成品 [張 (2004)]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607938.633608/27.892.209.732.211.859/圖19十二英吋矽晶圓尺寸面積的薄膜熱壓成品張24.webp)
![圖 1-10 微結構複製狀況 [張 (2004)]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607938.633608/28.892.135.764.271.865/圖11微結構複製狀況張24.webp)
![圖 1-11 微結構側壁之複製結果 [張 (2004)]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607938.633608/29.892.180.813.214.842/圖111微結構側壁之複製結果張24.webp)
![圖 2-1 傳統壓板式熱壓裝設遠紅外線熱輻射加熱器 [Lee (2002)]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607938.633608/43.892.144.768.118.894/圖21傳統壓板式熱壓裝設遠紅外線熱輻射加熱器Lee22.webp)
![圖 2-3 滾輪式奈米壓印微影示意圖 [Tana (1998)]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607938.633608/44.892.235.668.100.892/圖23滾輪式奈米壓印微影示意圖Tana1998.webp)
