國 立 交 通 大 學
管理學院(工業工程與管理學程)碩士班
碩 士 論 文
晶圓代工廠限制驅導式生產管理系統之應用
An Application of Drum-Buffer-Rope Production Management
System in Foundry of Semiconductor Manufacturing Factor
研 究 生 :張畹菁
指導教授:李榮貴 教授
晶圓代工廠限制驅導式生產管理系統之應用
An Application of Drum-Buffer-Rope Production Management
System in Foundry of Semiconductor Manufacturing Factor
研 究 生:張畹菁 Student: Wan-Ching Chang
指導教授:李榮貴 博士 Advisor: Dr. Rong-Kwei Li
國立交通大學
工業工程與管理學系
碩士論文
A Thesis
Submitted to Department of Industrial Engineering and Management
College of Management
National Chiao Tung University
In Partial Fulfillment of the Requirements
For the Degree of Master of Science
In
Industrial Engineering
June 2004
Hsinchu, Taiwan, Republic of China
國 立 交 通 大 學
博碩士論文授權書
本 授 權 書 所 授 權 之 論 文 為 本 人 在 國 立 交 通 大 學 (學 院 )工 業 工 程 與 管 理系 所 92 學 年 度 第 二 學 期 取 得 碩 士 學 位 之 論 文 。 論 文 名 稱 : _ 晶 圓 代 工 廠限 制 驅 導 式 生 產 管 理 系 統 之 應 用 指 導 教 授 : 李 榮 貴 博 士 □ 同 意 þ不 同 意(國 科會科學技 術資料中心 重製 上網) 本 人 具 有 著 作 財 產 權 之 上 列 論 文 全 文(含 摘 要 )資 料,授 予 行 政 院 國 家 科 學 委 員 會 科 學 技 術 資 料 中 心 (或 改 制 後 之 機 構),得 不 限 地 域、時 間 與 次 數 以 微 縮、光 碟 或 數 位 化 等 各 種 方 式 重 製 後 散 布 發 行 或 上 載 網 路 。 本 論 文 為 本 人 向 經 濟 部 智 慧 財 產 局 申 請 專 利 ( 未 申 請 者 本 條 款 請 不 予 理 會 ) 的 附 件 之 一 , 申 請 文 號 為 :______________, 註 明 文 號 者 請 將 全 文 資 料 延 後 半 年 再 公 開。 þ同意 □不 同意(圖 書館 紙本影 印) 本 人 具 有 著 作 財 產 權 之 上 列 論 文 全 文(含 摘 要 )資 料,授 予 教 育 部 指 定 送 繳 之 圖 書 館 及 國 立 交 通 大 學 圖 書 館 , 基 於 推 動 讀 者 間 「 資 源 共 享 、 互 惠 合 作 」 之 理 念, 與 回 饋 社 會 及 學 術 研 究 之 目 的 , 教 育 部 指 定 送 繳 之 圖 書 館 及 國 立 交 通 大 學 圖 書 館 得 以 紙 本 收 錄、 重 製 與 利 用 ; 於 著 作 權 法 合 理 使 用 範 圍 內, 不 限 地 域 與 時 間 , 讀 者 得 進 行 閱 覽 或 列 印 。 本 論 文 為 本 人 向 經 濟 部 智 慧 財 產 局 申 請 專 利 (未 申 請 者 本 條 款 請 不 予 理 會 )的 附 件 之 一 , 申 請 文 號 為 :______________, 註 明 文 號 者 請 將 全 文 資 料 延 後 半 年 再 公 開。 þ同意 □不 同意 本 人 具 有 著 作 財 產 權 之 上 列 論 文 全 文(含 摘 要 ),授 予 國 立 交 通 大 學 與 台 灣 聯 合 大 學 系 統 圖 書 館 , 基 於 推 動 讀 者 間 「 資 源 共 享 、 互 惠 合 作 」 之 理 念, 與 回 饋 社 會 及 學 術 研 究 之 目 的 , 國 立 交 通 大 學 圖 書 館 及 台 灣 聯 合 大 學 系 統 圖 書 館 得 不 限 地 域 、 時 間 與 次 數 , 以 微 縮 、 光 碟 或 其 他 各 種 數 位 化 方 式 將 上 列 論 文 重 製, 並 得 將 數 位 化 之 上 列 論 文 及 論 文 電 子 檔 以 上 載 網 路 方 式 , 於 著 作 權 法 合 理 使 用 範 圍 內 , 讀 者 得 進 行 線 上 檢 索 、 閱 覽 、 下 載 或 列 印 。 論 文 全 文 上 載 網 路 公 開 之 範 圍 及 時 間: 本 校 及 台 灣 聯 合 大 學 系 統 區 域 網 路 þ立 即 公 開 校 外 網 際 網 路 þ不公開 上 述 授 權 內 容 均 無 須 訂 立 讓 與 及 授 權 契 約 書 。 依 本 授 權 之 發 行 權 為 非 專 屬 性 發 行 權 利 。 依 本 授 權 所 為 之 收 錄 、 重 製 、 發 行 及 學 術 研 發 利 用 均 為 無 償 。 上 述 同 意 與 不 同 意 之 欄 位 若 未 鉤 選 , 本 人 同 意 視 同 授 權 。 研 究 生 : 張 畹 菁 學 號 : 9063513 親 筆 正 楷 : (務 必 填 寫 ) 中 華 民 國 93 年 6 月 16 日國 立 交 通 大 學
研 究 所 碩 士 班
論 文 口 試 委 員 會 審 定 書
本校管理學院碩士在職專班工業工程與管理組 張畹菁 君
所提論文:晶圓代工廠限制驅導式生產管理系統之應用
合於碩士資格水準、業經本委員會評審認可。
中 華 民 國 九十三 年 六 月 十六 日
晶圓代工廠限制驅導式生產管理系統之應用
學 生 : 張 畹 菁 指導 教 授 :李榮貴 博 士 國 立 交 通 大 學 管 理 學 院 碩 士 在 職 專 班 工 業 工 程 與 管 理 組中文摘要
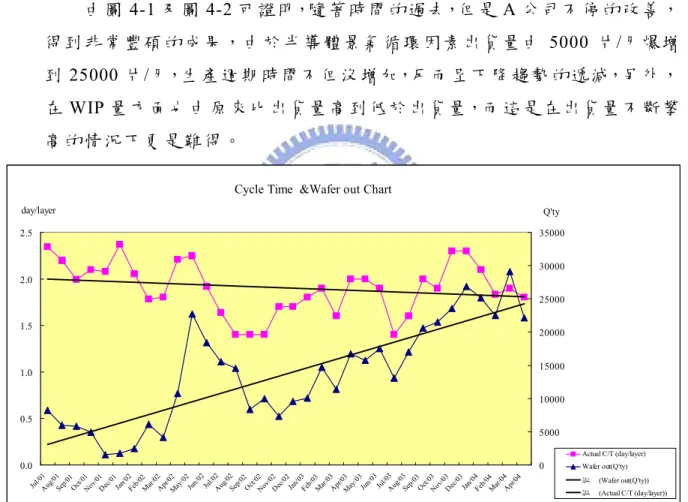
目 前 在 台 灣 的 半 導 體 業 有 應 用 限 制 驅 導 式 排 程 與 管 理 技 術 (Drum-Buffer-Rope, DBR)於 生 產 管 理 的 公 司 包 括 有 台 積 電 、 聯 電 、 華 邦 電 、 旺 宏 、 茂 矽 … 等 多 家 公 司, 但 是 這 些 公 司 在 限 制 驅 導 式 排 程 與 管 理 技 術 的 實 際 推 展 上, 對 於 限 制 驅 導 式 管 理 的 精 神 是 否 吻 合, 以 及 是 否 存 在 一 些 差 距 無 法 真 正 的 落 實, 對 於 此 眾 說 紛 紜 的 推 展 成 果 , 必 須 加 以 釐 清。 本 研 究 期 望 藉 由 個 案 公 司 的 檢 討,針 對 號 稱 為 限 制 驅 導 式 排 程 與 管 理 技 術 (Drum-Buffer-Rope, DBR)的 A 公 司 , 實 際 生 產 運 作 情 況 是 否 有 符 合 DBR 的 精 神,對 於 實 施 不 夠 完 善 的 部 分,說 明 原 因 以 及 提 出 改 善 方 案,期 望 能 夠 讓 個 案 公 司 藉 由 檢 視 生 產 系 統 的 過 程, 探 討 其 在 運 用 此 技 術 時, 對 於 DBR 似乎僅 僅 是 ”觀 念”的 運 用,而 在 實 際 的 生 產 線 上所面 臨 的 困 難 以 及 不 足 的 部 分加 以 強 化 , 並 將 在 DBR 推展 上 無 法 真 正 落實 以 及尚有 差 距 的 部 分 加 以釐 清 ,在檢 視 過 程 中 不 斷 的 提 出 改 善 生 產 系 統 方 法 , 例 如 : 以 實 體 的 晶 圓 代 工 廠 依 據 DBR 所 發 展 出 適 用 於 A 公 司 且 能 達 到 合 理 且 有 彈 性 之 關 鍵 層 別 比 值 法 (Critical Ratio by Critical Layer, CRCL), 來 建 立 整 廠 的 的 派 工 模 式 , 期 望 藉 由 持 續 的 改 善 過 程 使 A 公 司 的生 產 系 統 能 夠 更 趨近於 真 正 的 DBR 管 理 的 公 司。 由 於 半 導 體 景 氣 的 循 環 , 景 氣 由 谷 底 翻 揚 到 現 在 的 活 絡, 出 貨 量 由 5000 片 /月攀 升 到 25000 片/月,在 出 貨 量 增 加 5 倍的 情 況 下, A 公司在兩年 半 的 期 間 不 斷 的 檢 視 生 產 系 統 且 持 續 的 改 善 , 才 有 生 產 週 期 時 間 縮 短 9%以及 產 品 達 交 率 增 加 27%的 成 果,但 是 我 們 還是 要 持續 不 斷 的 努力 讓 系 統 更 完 善,期 望 此 研 究 能 夠 給 予 更 多 推 展 DBR 瓶 頸 管 理 的 公 司 有 一 些 啟 發,能夠正 視 問 題 的 癥 結 點 , 不 要 誤 以 為 僅 只 有 DBR 的 觀 念應 用 於 生 產 系 統 就 是 導 入 DBR 的公司 了 。 關 鍵 詞 :晶 圓 代 工、限 制 理 論、限 制 驅 導 式 排 程 與 管 理、生 產 週 期 時 間、達交率。An Application of Drum-Buffer-Rope Production Management
System in Foundry of Semiconductor Manufacturing Factor
Student: Wan-Ching Chang Advisor: Dr. Rong-Kwei Li
Department of Industrial Engineering and Management Graduate School Management College
National Chiao Tung University
ABSTRACT
In the semiconductor industry in Taiwan, the technology of Drum-Buffer -Rope (DBR) management is widely adopted in many companies such as tsmc, UMC, Winbond, MXIC and Mosel etc. However, in the real application of DBR management, there still exist unclear results to be clarified regarding whether the gist of the theory is really carried out and whether some gaps exist in its execution. A case study, Company A that announced adoption of DBR in its production, is examined in this research. At the beginning, company A is considered to satisfy the DBR spirit, but only concepts are employed after a series of examination. This thesis tries to deal with the difficulties that Company A faces in the production line and suggest further improvements to strengthen the operational system in the hope that Company A becomes a real company applying DBR.
Buffer Management is used to examine the system of company A. Continuous improvements are proposed during examining procedure. For example, according to DBR management, a much more reasonable and flexible auto-dispatching model via the CRCL (Critical Ratio by Critical Layer) method is developed and established in the whole factory of company A. In two and a half years, due to the hot season coming, the shipping quantity is five times in production, the performance of cycle time is shortened to 9%, and the on-time delivery is increased to 27%. Continuous improvements are still performed to make the system more perfect. This research is expected to inspire more companies to employ DBR management to face the real problem. One is not a DBR company if it just introduces the concept to the production system.
誌 謝
埋 首 於 論 文 的 日 子 終 於 結 束 了,放 下 心 中 的 石 頭 ,停 止 了 閉 關 的 日 子,可 以 去 完 成 未 來 的 夢 想, 而 對 於 未 來 的 許 多規 劃 又 是 新 的 挑 戰 開 始。 本 論 文 得 以 完 成 , 這 一 切 都 要 感 謝 指 導 教 授 李 榮 貴 博 士,在 研 究 期 間 對 於 論 文 的 研 究 方 向 、 以 及 文 章 的 架 構 給 予 悉 心 的 指 導 及 教 誨, 使 學 生 能 夠 在 此 過 程 中 不 斷 的 學 習 與 成 長, 同 時 要 感 謝蘇 朝 墩 教 授 、 蔡 志 弘 教 授、 張 盛 鴻 教 授 及 杜 瑩 美 教 授 等 提 供 寶 貴 的 建 議 與 論 文 修 正 方 向 , 使 本 論 文 更 臻 完 善 。 在 論 文 撰 寫 期 間 , 感 謝 身 邊 的 親 朋 好 友 及 同 事 們 給 我 的 鼓 勵,特 別 是 外 子 的 默 默 付 出 與 支 持 , 以 及 同 事 文 菱 的 全 力 幫 忙 , 還 有 同 窗 俐 芬 的 相 互 勉 勵 , 讓 論 文 的 進 行 更 加 順 利。 張 畹 菁 June 2004目 錄
頁 次 中 文 摘 要 i 英 文 摘 要 ii 誌 謝 iii 目 錄 iv 表 目 錄 v 圖 目 錄 vi 符 號 說 明 vii 一 、 緒論 1 1.1 研 究 動 機 1 1.2 研 究 目 的 1 1.3 研 究 範 圍 與 限 制 2 1.4 論 文 架 構 與 流 程 2 二 、 文獻探討 3 2.1 限 制 驅 導 式 排 程 與 管 理 技 術 簡 介 3 2.2 辨 識 瓶 頸 資 源 6 2.3 考 慮 瓶 頸 資 源 利 用 率 的 投 料 法 則 9 2.4 關 鍵 層 別 比 值 派 工 法 10 三 、 DBR 在 晶 圓 代 工 廠 之 應 用 12 3.1 確 認 系 統 限 制 13 3.2 充 分 利 用 (Exploit)系 統 的 限 制-鼓(Drum) 15 3.2.1 受 限 產 能 多 機 (2 台 )無 迴 流製 程 16 3.2.2 受 限 產 能 為 多 機 (7 台)且 迴 流 製 程 1~2 次 17 3.3 系 統 全 力 配 合 步 驟 二 之 決 策 22 3.4 緩 衝 管 理 24 四 、 結論與未來 研究 方向 27 4.1 系 統 修 改 歷 程 28 4.2 改 善 實 績 29 4.2.1 過 去 績 效 29 4.2.2 預 期 目 標 29 4.2.3 實 際 成 果 30 4.3 結 論 33 4.4 未 來 研 究 方 向 33 參 考 文 獻 35 附 錄 一 37表 目 錄
頁 次 表 2-1: 各工 作 站 的產 能 利 用 率 7 表 2-2: 工 作 站 XFC contribution 8 表 2-3: 機台 XFC contribution 8 表 2-4: 考慮 瓶 頸 資源 投 料 法則 9 表 3-1: P1 產 品 XFC 值 前 15 項 14 表 3-2: 受限 產 能 多 機(2 台 )無 迴 流日 排 程 17 表 3-3: order table 1 21 表 3-4: order table 2 21 表 3-5: order table 3 21 表 3-6: 派工 優 先 順 序 與 條 件 24 表 3-7: Priority 作 業 順 序 分區 表 26 表 4-1: DBR 瓶 頸 管 理 方 法檢 視 A 公 司 結 果 27 表 4-2: 過 去 績 效 29 表 4-3: 預 期 目 標 30 表 4-4: 改善 前 、 改善 後 數 據 31 表 4-5: 預期 目 標 達 成 表 32圖 目 錄
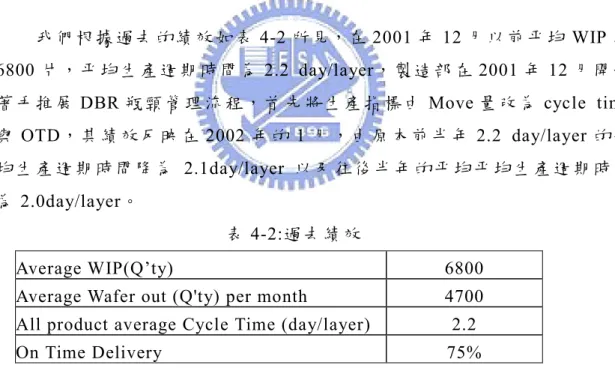
頁 次 圖 1-1: 論 文 架 構 與 流 程 2 圖 2-1: DBR 模 式 示意 圖 5 圖 3-1: DBR 瓶 頸 管 理 流 程 12 圖 3-2: A 公 司 瓶 頸 機 台 產 品 製 造 流 程 15 圖 3-3: 自動 下 線 系 統 流 程 圖 20 圖 3-4: 自動 派 貨 系 統 流 程 圖 23圖 4-1: Cycle Time& Wafer out Chart 30
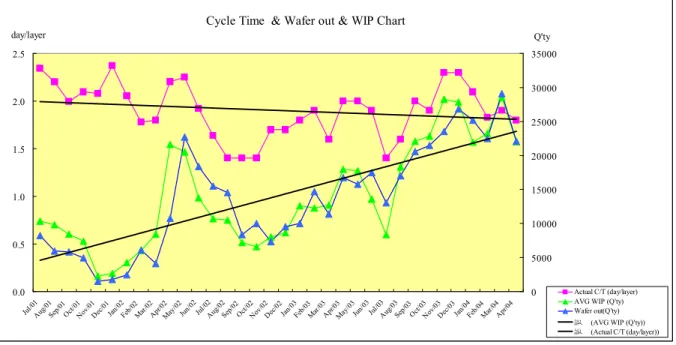
圖 4-2: Cycle Time& Wafer out & WIP Chart 31
符號說明
Xi XFC RPTi RPTall UTIL CT TCT RCT R CTwat ST 2 days ß : 代 表 i 站 點 的 C/T 為 i 站 點 標 準 作 業 時間 的 倍 數 : 代 表 X 因 子的 分 佈: raw process time, 站 點 i 的 標準 作 業 時間 : 所 有 站 點 的 標 準 作 業 時 間
: 機 台 使 用 率
: Cycle Time, 產 品 生 產 週期 時 間 : Total Cycle Time ,總 生 產 週 期 時 間
: Remaining Cycle Time ,剩 餘 生 產 週 期 時 間 : Ratio, 調 整 緩 衝時 間 使 用 的 比 例 值
: 產 品 投 料 到 加 工 站 點 WAT 前 的 生 產 週 期 時 間 : Safe time 2 days,以 2 天作 為 出 貨 緩 衝
第一章 緒論
1.1 研 究 動 機
限 制 理 論 (Theory of Constraints, TOC)目 前 已 應 用在包括 航 太 工 業、汽 車製 造 、 半 導 體、 鋼 鐵 、 紡 織 、 電 子 、 機 械 五 金 、 食 品 、 保 險 …等 各 個 產業 。美 國 三 大 汽 車 廠 並 且 在 QS9000 裏 將限 制 理 論列為 持 續 改 善 的 一種方 法 。限 制 理 論 應 用 到 生 產 管 理,為 限 制 驅 導 式 排 程 與 管 理 技 術(Drum-Buffer-Rope, DBR) 。 目 前 在 台 灣 的 半 導 體 業 有 應 用 限 制 驅 導 式 排 程 與 管 理 技 術 於 生 產 管 理 的 公 司 包 括 有: 台 積 電、 聯 電 、 華 邦 電 、 旺 宏 、 茂 矽 …等多 家 公 司,但是這 些 公 司 在 限 制 驅 導 式 排 程 與 管 理 技 術 的 實 際 推 展 上, 對 於 限 制 驅 導 式 管 理 的 精 神 是 否 吻 合,以 及 是 否 存 在 一 些 差 距 無 法 真 正 的 落 實,對 於 此 眾 說 紛 紜 的 推 展 成 果 , 無 法 給 予 合 理 的 解 釋, 並 且 對 於下 列 問 題 也 無 法 確 實 的 澄 清: 1.投 料、排 程、派 工 都 是 以 限 制 理 論 的 觀 念 做,但 是 瓶 頸 是 真 正 的 瓶 頸 嗎 ? 2.現 有 的 瓶 頸 投 料 方 式 , 是 否 有 考 慮 周 詳 ? 非 瓶 頸 真 的 有 全 部 配 合 瓶 頸 嗎 ? 生 產 現 場 的 執 行 有 確 實 遵 守 規 定 嗎? 3.對 於 延 誤 交 期 的 產 品 何 者 為 正 確 的 派 貨 優 先 順 序? 4.要 符 合 哪 些 條 件 才 是 真 的 將 限 制 驅 導 式 排 程 與 管 理 導 入 並 落 實 的 公 司? 1.2 研 究 目 的 本 研 究 期 望 藉 由 個 案 的 檢 討, 對 於 號 稱 為限 制 驅 導 式 排 程 與 管 理 技 術 的 A 公 司 , 其 實 際 生 產 運 作 情 況 是 否 有 符 合限 制 驅 導 式 排 程 與 管 理的 精 神 , 若 沒 有 或 者 是 不 夠 完 善 的 部 分,說 明 原 因 以 及 提 出 改 善 方 案,期 望 能 夠 使 A 公司藉由 檢 視 生 產 系 統 的 過 程, 探 討 其 在 運 用 此 技 術 時 , 對 於限 制 驅 導 式 排 程 與 管 理似 乎 僅 僅 是 ”觀 念 ”的 運 用 ,在 實 際 的 生 產 線 上所面 臨 的 困 難 以 及 不 足 的 部分 加 以 強 化 , 並 將 在 限 制 驅 導 式 排 程 與 管 理推 展 上 , 無 法 真 正 落 實 以 及尚 有 差 距 的 部 分 加 以 釐 清,使 A 公司 的 生 產 系 統 能 夠 更趨 近 於 真 正 的 限 制 驅 導 式 排 程 與 管 理 的 公 司 , 並 將 此 一 系 列 的 改 善 方 法 與 過 程, 提 供 給 推 展 限 制 驅 導 式 排 程 與 管 理 的 公 司 , 作 為 審 視 其 系 統 的 參 考。
1.3 研 究 範 圍 與 限 制 本 研 究 是 針 對 晶 圓 代 工 廠 在 限 制 驅 導 式 排 程 與 管 理 的 基 礎 下,針 對 系 統 資 源 做 有 效 的 應 用 , 對 於 瓶 頸 及 非 瓶 頸 機 台 構 建 投 料 方 法 與 派 工 法 則, 作 為 生 產 系 統 控 制 的 依 據 , 為 了 降 低 實 體 環 境 的 複 雜 度 , 基 於 實 際 應 用 於 生 產 線 的 考 量 下 , 本 論 文 的 研 究 限 制 如 下: 1.本 文 所 探 討 之 晶 圓 代 工 廠 為 接 單 式 生 產。 2.系 統 的 限 制 以 機 台 產 能 為 主 不 考 慮 人 為 因 素。 3.訂 單 以 生 產 管 理 部 門 收 到 可 以 投 料 為 訂 單 開 始,不 考 慮 生 產 管 理 部 門 接 單 前 光 罩 、 原 物 料 、 製 程 評 估 等 前 置 作 業 問 題。 4.評 估 範 圍 以 客 戶 給 予 生 產 的 訂 單 為 主, 不 考 慮 工 程 產 品 。 1.4 論 文 架 構 與 流 程 本 論 文 研 究 流 程 主 要 分 為 四 大 部 分 如 圖 1-1 所示,第一 章 緒 論 介 紹 研究動 機 與 目 的 , 還 有 研 究 的 範 圍 與 限 制。 第 二 章 文 獻 探 討 先 簡 單 的 介 紹 限 制 驅 導 式 排 程 與 管 理 方 法,另 外 針 對 A 公 司 所 使 用的 瓶 頸 辨 識 的 方法 以 及 投 料 和 派 工 方 式 加 以 說 明。 第 三 章限 制 驅 導 式 排 程 與 管 理 在 晶 圓 代 工 廠 之 應 用, 是 以 個 案 晶 圓 代 工 廠 使 用限 制 驅 導 式 排 程 與 管 理 的 實 際 情 況 做 檢 視, 找 出 工 廠 實 際 運 作 上 與 限 制 驅 導 式 排 程 與 管 理理 論 的 差 距。 第 四 章 結 論 與 未 來 研 究 方 向, 對 第 三 章 所 找 出 的 問 題 點 做 總 結, 對 於 個 案 公 司 在限 制 驅 導 式 排 程 與 管 理 的應 用 上, 有 差 距 的 地 方 提 出 改 善 方 案 , 以 趨 近 真 正限 制 驅 導 式 排 程 與 管 理 的 公 司, 並 且 對 於 未 來 可 繼 續 改 善 的 方 向 提 出 建 議。 圖 1-1 論 文 架 構 與 流程 1.研 究 動 機 與 目 的 2.文 獻 探 討 3.DBR 在 晶 圓 代 工 廠 之 應 用 4.結 論 與 未 來 研 究 方 向
第二章 文獻探討
本 章 內 容 主 要 分 為 四 大 部 分,首 先 對 限 制 驅 導 式 排 程 與 管 理 技 術 做 簡 單 的 介 紹 , 讓 大 家 對 限 制 驅 導 式 排 程 與 管 理 有 一 些 基 本 概 念, 接 下 來 是 關 於 瓶 頸 資 源 的 辨 識 , 透 過 過 去 的 研 究 找 出 可 使 用 的 辨 識 方 法 , 而 為 了 讓 大 家 了 解 個 案 公 司 的 投 料 以 及 派 工 方 式,所 以 本 章 第 三 部 分 及 第 四 部 份 針 對 A 公司瓶 頸 的 投 料 與 派 工 法 則 做 探 討 。 2.1 限 制 驅 導 式 排 程 與 管 理 技 術 簡 介高 瑞 博 士 (Dr. Eliyahu Moshe Goldratt) 於 1986 提出 限 制 驅 導 式 排 程 與 管 理 技 術 , 是 一 套 建 立 在 限 制 管 理 的 管 理 哲 學 上 的 生 產 管 理 技 術, 其 對 於 生 產 系 統 的 規 劃 與 控 制 主 要 是 由 鼓(Drum)、緩 衝(Buffer)、與 繩 子 (Rope)的概念 來 管 理 , 根 據 高 瑞 博 士 的 著 作(目 標 )上 的 說 法,他以 行 進 中的 軍 隊 來做比喻,Drum 代 表 鼓 聲 就 如 同 一 個 軍 隊 的 小 鼓 , 可 使 得 行 進 的 步 伐 節 奏 整 齊。 Buffer 就如同 兩 個 士 兵 中 間 的 距 離,利 用 它 來 應 付 突 發 的 情 形。Rope 代 表 的 是 軍 隊 中 的 紀 律,可 以 確 定 行 進 步 伐 如 同 鼓 聲 一 樣。 在 應 用 限 制 驅 導 式 排 程 與 管 理 技 術 時,第 一 個 步 驟 就 是 要 找 出 系 統 實 體 限 制 的 所 在 , 系 統 的 限 制 可 能 為 負 荷 最 重 或 產 能 不 足 的 資 源、 市 場 不 夠 或 原 物 料 不 足 等 三 種。 而 工 廠 中 的 實 體 限 制 可 能 有 一 種 也 可 能 同 時 存 在 有 兩、 三 種 , 如 產 品 線 A 有 產 能 不 足 的 限 制,而 產 品 線 B 有原 料 短 缺 問 題 但 產 能 卻 很 寬裕,然 而 不 論 有 多 少 實 體 限 制, 在 限 制 驅 導 式 排 程 與 管 理 所 解 的是 實 體 限 制 , 若 是 政 策 上 的 限 制 必 須 使 用 限 制 理 論 的 問 題 分 析 與 決 策 才 能 解 決, 此 部 分 不 在 本 研 究 的 範 疇 。 在 找 到 系 統 的 實 體 限 制 後 第 二 步 驟 是 決 定 如 何 充 份 利 用 限 制。基 本 上 ,充 分 利 用 的 目 的 是 要 追 求 系 統 最 大 的 有 效 產 出, 因 此 , 針 對 產 能 限 制、 市 場 限 制 以 及 原 物 料 等 , 不 同 種 類 的 限 制 必 須 從 不 同 角 度 來 思 考 充 分 利 用 限 制 的 意 義, 然 後 在 據 以 排 出 系 統 的 最 佳 限 制 驅 導 節 奏(Drum) ,對 於 瓶 頸 能追 求 有 效 的 產 出 而 非 瓶 頸 能 充 分 配 合 限 制 的 節 奏 , 在 充 分利 用 限 制 後 就 進 入 步 驟 三 的 系 統 全 力 配 合 步 驟 二 之 決 策 。 所 謂 全 力 配 合 , 其 目 的 是 在 保 護 限 制 的 有 效 產 出 不 受 到 傷 害 , 而 分 擔 或 是 幫 忙 限 制 的 工 作 是 為 了 提 升 限 制。 以 下 為 限 制 驅 導 式 排 程 與 管
理 技 術 的 基 本 理 念 與 完 整 過 程[10]: 步 驟 一 、 確 認 (Identify)系 統 的 限 制 l 負 荷 最 重 或 產 能 不 足 的 資 源 限 制 l 市 場 需 求 限 制 l 原 物 料 之 限 制 步 驟 二 、 決 定 如 何 充 分 利 用(Exploit)系 統 的限 制 l 產能限 制之產品:必須充 分利 用該 產能限制之機 台,所以限 制驅 導 節 奏 為 該 機 台 的 生 產 排 程 。 l 市場限 制之產品:必須充 分利 用該 市場需求之限 制,所以限 制驅 導 節 奏 為 該 產 品 之 出 貨 節 奏 。 l 原物料 不足之產品:必須充 分利用 這些不足的原 物料,所以限制 驅 導 節 奏 為 該 材 料 不 足 之 產 品 的 出貨 節 奏 。 步 驟 三 、 系 統 全 力 配 合 步 驟 二 之 決 策 l 非 限 制 資 源 的 配 合 l 系 統 不 穩 定 狀 況 的 保 護/緩 衝 (Buffer) l 投 料 節 奏 (Rope)的配合 透 過 此 三 步 驟 的 過 程, 首 先 要 找 出 系 統 真 正 的 瓶 頸 所 在,依 據 瓶 頸 產 生 投 料 的 節 奏 , 有 了 正 確 的 投 料 節 奏 後 , 系 統 全 力 配 合 , 也 就 是 做 好 緩 衝 管 理, 不 論 是 瓶 頸 本 身 的 裝 配 緩 衝 , 還 是 加 工 作 業 前 的 瓶 頸 緩 衝, 還 有 加 工 後 的 出 貨 緩 衝 都 必 須 充 分 做 好 控 管,才 不 會 造 成 瓶 頸 產 能 的 損 失,也 就 是 整 個 系 統 的 損 失。 透 過 此 過 程 其 衍 生 到 生 產 排 程 管 理 的 的 意 義 與 功 能 如 圖 2-1 所示, 其 詳 細 說 明 如 下 [10]: 1.鼓 (Drum):限 制 資 源 的 排 程 其 控 制 整 個 生 產 系 統 的 生 產 節 奏, 每 個 生 產 系 統 都 需 要 有 控 制 點 以 控 制 系 統 中 產 品 流 量 大 小 的 變 化 , 瓶 頸 就 是 最 佳 的 控 制 點 , 鼓 就 是 這 個 控 制 點 。 2.緩 衝 (Buffer):一 般 說 來,緩 衝 可 分 為 時 間 緩 衝 和 庫 存 緩 衝。依 據 其 功 用 可 區 分 為 三 種 類 型 : (1)出 貨 緩 衝 (Shipping Buffer), 是 用 來 保 護 製 令 交 期 , 使 產 品 如 期 交 貨 。 (2)瓶 頸 緩 衝 (Capacity Constrained Resources,CCR Buffer),是用 來 保 護 限 制
資 源 , 使 其 不 至 於 因 缺 料 而 停 工 閒 置, 進 而 影 響 到 產 出。
響 產 出 。 一 個 生 產 系 統 會 因 為 一 些 不 確 定 因 素:像 當 機、停 工 或是 原 料短 缺 等 因 素,而 造 成 系 統 不 穩 定;為 了 使 系 統 能 在 不 同 的 狀 況 下 正 常 運 作,因 而 設 置 了 庫 存 緩 衝,以 保 護 生 產 系 統 能 正 常 運 作,並 非 每 台 機 器 前 都 需 要,但 是 在 瓶 頸 點 前 一 定 要 有 庫 存 緩 衝。而 時 間緩 衝則 是將 所 需 的物 料 比計 劃 提 前 一段 時 間 提 交 , 以 防 各 種 變 異 與 隨 機 波 動 的 事 件 發 生。 3.繩 子 (Rope):投 料 站 的 排 程 其 配 合 Drum 排 程 之 物 料 發 放 時 間。瓶 頸 決 定 著 生 產 線 的 產 出 節 奏,而在 其 上 游的 工 單實 行牽 引式 的 生 產,等 於 用 一 條 看 不 見 的 繩 子 把 瓶 頸 與 這 些 工 序 串 連 起 來,有 效 地 使 物 料 依 照 生 產 計 畫 快 速 地 通 過 非 瓶 頸 作 業,以 保 證瓶 頸 的 需要,並 將 瓶 頸 點 的 生 產 情 況 與 上 游 的 工 作 站 溝 通,以 避 免 生 產 過 多 的 存 貨 堆 積。這種 溝通 的情 形、資訊 的 回饋,我 們 稱 之 為 繩 子。所以 繩 子 具有 傳 遞 作用,以 及 用 來 確 認 整 個 系 統 都 會 與 瓶 頸 點 同 步 生 產 。 圖 2-1 DBR 模 式 示 意圖 資 料 來 源: 吳 鴻 輝 、李 榮 貴,限 制 驅 導 式 現 場 排 程 與 管 理 技 術 要和M裝配之前加工作業 M之前加工作業 M加工機器 M之後加工作業 瓶頸緩衝 (Buffer) 出貨緩衝 (Buffer) CCR 投料 投料 Drum (瓶頸機台控制點) 裝配緩衝 (Buffer) Rope (溝通與資訊的回饋) 要和M裝配之前加工作業 M之前加工作業 M加工機器 M之後加工作業 瓶頸緩衝 (Buffer) 出貨緩衝 (Buffer) CCR 投料 投料 Drum (瓶頸機台控制點) 裝配緩衝 (Buffer) Rope (溝通與資訊的回饋)
2.2 辨 識 瓶 頸 資 源 根 據 前 面 一 節 提 到 ,在 應用 限 制 驅 導 式 排 程 與 管 理 技 術 時,第 一 個 步 驟 就 是 要 找 出 系 統 實 體 限 制 的 所 在, 所 以 本 節 針 對 如 何 辨 識 瓶 頸 資 源 做 一 探 討。 依 據 限 制 理 論 對 瓶 頸 資 源 的 定 義 為, 若 每 個資 源 的 平 均 可 用 產 能 小 於 平 均 需 求 產 能 , 則 該 資 源 即 稱 為 瓶 頸 資 源。 根 據 過 去 的 研 究 , 辨 識 系 統 瓶 頸 資 源 的 方 法 主 要 有 四 種 : 1.以 在 製 品 存 量 最 多 及 資 源 平 均 產 能 負 荷 或 利 用 率 作 為 依 據 , 在 規 劃 總 時 程 內 平 均 產 能 負 荷 最 高 者 為 瓶 頸 資 源(Lawrence & Buss 1994)[6]。
2.以 整 個 製 造 系 統 內, 具 有 最 長 等 候 的 工 作 中 心,亦 即 WIP 量 最 高 者 ,當 作 系 統 的 瓶 頸 資 源 (Sridharan et al. 1992)[9]。
3.以 成 本 與 機 台 利 用 率 之 間 的 關 係 決 定 瓶 頸 資 源, 將 成 本 高 且 利 用 率 也 高 的 機 台 當 作 瓶 頸 , 成 本 低 且 利 用 率 高 的 機 台 , 因 為 可 用 低 成 本 購 入 機 台 來 擴 充 產 能 所 以 不 應 當 作 瓶 頸 資 源(Ronen & Spector 1992)[8]。
4.針 對 製 造 程 序 中 找 出 產 能 利 用 率 較 高 的 機 台 , 利 用 Short Cycle Time Manufacturing(SCM) Concepts 之 X-factor 的 分 佈 來 評 估 對 於 生 產 線 最 有 影 響 力 的 工 作 站 當 作 瓶 頸 資 源 (Donald P. Martin 1998) [1]。 上 述 1~3 點,其 主 要 是 考 慮 到 瓶 頸 資 源 利用 率 或 者 是 有 較 長 的 等 候 時 間, 但 是 找 出 的 瓶 頸 是 否 會 對 整 個 系 統 造 成 最 大 的 影 響 , 卻 不 得 而 知 ; 而 第 4 點的 SCM 法 可 經 由 簡 單 的 計 算 得 到 影 響 最 大 的 瓶 頸 資 源, 故 A 公 司 選 擇 此 作 為 辨 識 瓶 頸 資 源 的 方 法 , 以 下 將 對 SCM 法 做 詳 細 說 明。 生 產 週 期 時 間 (cycle time)為 晶 圓 批 自 投 料至 產 出所 花 費的 時 間[4]。實際生 產 週 期 時 間 和 理 論 週 期 時 間 的 比 值, 往 往 被 視 為 生 產 週 期 時 間 的 評 估 指 標, 此 值 亦 被 稱 為 X-Factor, 其 為 純 製 程 時 間 的 倍 數 [4] 。 在 不 同 產 業 中 , X-Factor 並 不 盡 相 同,但 半 導體 製 造 業 中,其 約 介 於 2.5 到 10 之 間[7][13]。以往皆 利 用 Continuous Flow Manufacturing(CFM)來 管 理 和 改 進 製 造 程 序, 此 SCM 法 [1]是 研 究 以 生 產 週 期 時 間 值 的 標 準 化 X-Factor 之 分 佈,針 對 各製 程 之 工 作 站 來 進行 分 析 , 評 估 出 對 生 產 線 最 有 影 響 力 的 工 作 站。
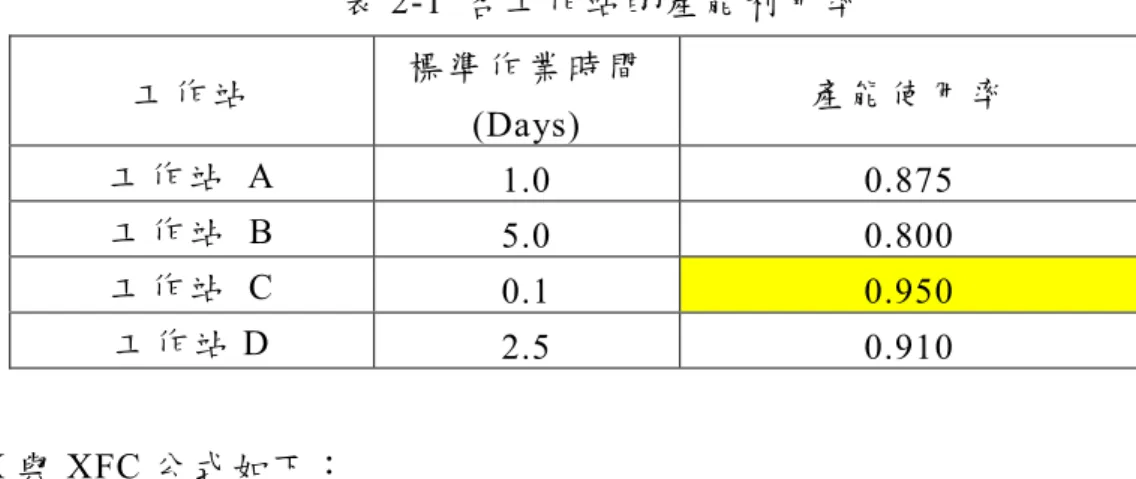
舉 例 來 說,表 2-1 為各 工 作 站 的產 能 利 用 率及 標 準 作 業 時 間,由 此 表 得 知 , 因 工 作 站 C 的 產 能利用 率 最 高 , 故 在 整 個 生 產 線 上 來看 是 屬 於 瓶 頸。
表 2-1 各 工 作 站 的 產 能 利 用 率 工 作 站 標 準 作 業 時 間 (Days) 產 能 使 用 率 工 作 站 A 1.0 0.875 工 作 站 B 5.0 0.800 工 作 站 C 0.1 0.950 工 作 站 D 2.5 0.910 X 與 XFC 公 式 如 下 : 1-UTIL/2 CT X= = 1-UTIL RPT
XFCi = RPTi / RPTall * Xi
Xi: 代 表 i 站 點 的 C/T 為 i 站 點 標 準 作 業 時 間 的 倍 數 XFC: 代 表 X 因 子 的 分 佈
RPTi: raw process time, 站 點 i 的 標 準 作 業 時 間 RPTall: 所 有 站 點 的 標 準 作 業 時 間 UTIL: Utilization, 機 台 利 用 率 CT: Cycle Time 產 品 生 產 週 期 時 間 利 用 上 述 兩 個 公 式 可 分 別 求 出 X 值 以 及 XFC 值: Xa = (1-0.875/2)/1-0.875 = 4.5 同 理 Xb=3.0,Xc=10.0,Xd=6.0
XFCa = RPTa / RPTall * Xa= 1 / 8.6 * 4.5=0.52
同 理 XFCb=1.74、 XFCc=0.11、XFCd=1.74, 根 據 以 上 計 算 所 得 到 的 資 料 , 整 理 成 表 2-2。
表 2-2 工 作站 XFC contribution 工 作 站 標 準 作 業 時 間 (Days) X XFC 工 作 站 A 1.0 4.5 0.52 工 作 站 B 5.0 3.0 1.74 工 作 站 C 0.1 10.0 0.11 工 作 站 D 2.5 6.0 1.74 Total 4.11 由 表 2-2 得 知,工 作站 C 雖 然 是 所 謂的 瓶 頸,但 是 因 為其 XFC 很小,所 以 對 於 整 個 生 產 線 並 不 會 造 成 很 大 的 影 響。舉 例 來 說,若 Xc 值變成 1 時,則 XFCc 值 =0.01,所 以 總 XFC 值 會 從 4.11 降 至 4.01。而 工 作 站 B 及工 作 站 D 的 XFC 較 大 , 故 針 對 此 兩 個 工 作 站 內 的 機 台 進 行 分 析 。 以 工 作 站 B 為 例,若 工 作 站 B 的 X-Factor 如表 2-3 所示,則 可 知 道機 台 2 的 XFC 對 於 總 XFC 而 言 有 1.28, 約 為 31%。 機 台 2 XFC = 1.74 * 2.2 / 3 = 1.28 機 台 2 XFC %=1.28 / 4.11 = 31% 表 2-3 機 台 XFC contribution RPT X XFC 機 台 1 1.0 2.0 0.40 機 台 2 3.5 3.14 2.20 機 台 3 0.5 4.0 0.40 Total 3.0 以 表 2-2 得 知工 作 站 B 和 工 作 站 D 的 XFC=1.74 故為 了 找 出 影響 較 大 的 工 作 站 , 針 對 工 作 站 B 和 工 作 站 D 增 加 相 同 的 產 能,當 工 作 站 D 的產 能 增 加 10%,工 作 站 D 的 產 能 利 用 率 將 會 從 91%降 至 82%,則 其 XFCd 則 是 變 成 3.3, 而 整 個 生 產 線 的 X-factor 會 成 3.32;以 此 類 推,若 當工 作 站 B 產 能增 加 10%, 工 作 站 B 的 產 能利用 率 將 會 從 80%降 至 72%,則 其 XFCb=則是變 成 2.3,整個 生 產 線 的 X-factor 會成 為 3.71。 由 此 證 明 變 動 工 作 站 D 的 產 能,將 會對 整個 系統 造 成 較大 的影響,而 限 制 驅 導 式 現 場 排 程 與 管 理 這 套 技 術 並 不 要 我 們 直 接 解 決 這 個 實 體 限 制。 例 如 增 購
機 台 用 政 策 改 變 的 方 式 來 增 加 產 能, 相 反 的, 這 套 技 術 要 我 們 改 變 現 有 的 管 理 模 式 以 充 份 利 用 這 個 限 制 。 故, 在 確 認 瓶 頸 資 源 後 , 則 需 再 透 過 限 制 驅 導 式 排 程 與 管 理 的 基 本 理 念 與 過 程, 建 立 一 套 有 效 且 一 致 性 的 現 場 管 理 制 度。 2.3 考 慮 瓶 頸 資 源 利 用 率 的 投 料 法 則 限 制 資 源 的 排 程 其 控 制 整 個 生 產 系 統 的 生 產 節 奏,投 料節 奏 則 由 此 限 制 資 源 來 驅 使 , 一 個 好 的 投 料 策 略, 可 減 少 派 工 變 異 的 負 荷, 以 考 慮 瓶 頸 資 源 利 用 率 的 投 料 法 則 有 表 2-4 幾 種 方 式 。 表 2-4 考 慮 瓶 頸 資 源 投 料 法 則 投 料 法 出 處 內 容 與 特 色 避 免 飢 餓 法 (Starvation Avoidance) Glassey&Reseude,1988[3] 利 用 安 全 存 量 的 多 寡 作 為 投 料 時 程 的 基 準 , 除 了 能 提 高 瓶 頸 機 台 的 使 用 率 外 , 亦 希 望 能 降 低 在 製 品 的 存 量 避 免 瓶 頸 漂 移 的 投 料 排 程 黃 氏 ,1998[15] 先 以 避 免 飢 餓 法 產 生 初 始 投 料 計 畫 , 再 利 用 修 正 程 序 來 避 免 非 瓶 頸 資 源 因 主 產 品 投 料 時 間 的 控 制 不 當 而 形 成 瓶 頸 漂 移 限 制 驅 導 節 奏 吳 鴻 輝 、 李 榮 貴 , 2000[10] 投 料 時 機 必 須 配 合 限 制 生 產 節 奏 , 訂 單 於 限 制 驅 導 節 奏 上 的 計 畫 開 始 時 間 減 去 受 限 產 能 緩 衝 時 間 , 即 可 得 到 受 限 產 能 前 加 工 作 業 的 投 料 時 間 。 若 將 該 訂 單 於 限 制 驅 導 節 奏 上 計 畫 開 始 時 間 減 去 裝 配 緩 衝 時 間 , 即 可 得 到 要 和 完 成 受 限 產 能 前 加 工 作 業 之 裝 配 件 的 投 料 時 間 。 等 候 線 管 理 法 則 (Queue Management) Leachman et al.,1988[5] 是 一 種 利 用 電 腦 整 合 製 造 系 統
(Computer Integration Manufacture,
CIM) 追 蹤 在 製 品 資 料 , 做 控 制 新 批 量 投 入 的 方 法 , 其 主 要 有 三 個 特 質 : 1.可 明 顯 指 出 瓶 頸 工 作 站 2. 瓶 頸 工 作 站 不 能 超 過 產 能 負 荷 3. 等 候 線 長 度 需 維 持 一 安 全 水 準 使 得 瓶 頸 工 作 站 能 符 合 特 質 2 不 論 是 避 免 飢 餓 法 、避 免 瓶 頸 漂 移 的 投 料 排 程、限 制 驅 導 節 奏 或 是 等 候 線 管 理 法 則 其 目 的 都 是 在 做 瓶 頸 的 資 源 管 理, 避 免 飢 餓 法 可 避 免 瓶 頸 待 料 , 但 是 對 於 在 製 品 存 量 的 控 管 必 須 注 意 , 黃 式[15]建 構 一 個 預 防 瓶 頸 轉 移 的 投 料 模 式 做 事 前 的 管 理 , 等 候 線 管 理 也 是 做 在 製 品 的 控 管 , 上 述 各 種 投 料 法 則 都 是 以 限
制 資 源 做 驅 導 , 不 論 哪 一 種 投 料 方 式。 事 實 上 , 只 要 能 夠 做 好 瓶 頸 管 理 就 是 對 症 下 藥 , 上 述 方 法 皆 可 應 用 , 本 研 究 選 擇 以 投 料 時 機 必 須 配 合 限 制 生 產 節 奏 的 限 制 驅 導 節 奏 作 為 研 究 的 基 礎。
2.4 關 鍵 層 別 比 值 派工 法
在 動 態 的 派 工 法 則 中 高 氏 [14]對 於 達 交 率 的 績 效 研 究 結 果 認 為 , 以 關 鍵 比 值 法 (Critical Ratio,CR)表 現 最 為 優 異,其 加 入 新的 尾 端 加權 法(Tail Critical Rate) 觀 念 是 隨 著 加 工 產 品 愈 接 近 完 工 , 則 剩 餘可 吸 收 變 異 能 力 就 愈 小 , 此 觀 念 在 過 去 文 獻 都 有 提 及 而 限 制 驅 導 式 排 程 與 管 理 也 是 有 相 同 概 念, 有 鑑 於 此 , A 公司 發 展 出 更 具 有 彈 性 的 關 鍵 層 別 比 值 CRCL(Critical Ratio by Critical Layer)派工 法 則 , 其 理 論 基 礎 為 用 產 品 總 生 產 週 期 時 間 去 做 關 鍵 層 別(Critical Layer)的 切 割 , 並 將 出 貨 前 的 安 全 保 護 設 為 2 天 , 系 統 可 依 不 同 產 品 組 合下 的 單 一 產 品 或 是 以 產 品 別 做 群 組 化 後, 以 不 同 的 Ratio 值調 整 後 , 生 產 系 統 會依 據 此 資 料 產 生 產 品 的 派 工 優 先 順 序, 使 生 產 更 具 有 彈 性。 針 對 每 一 顆 產 品 的 整 體 生 產 週 期 時 間,先 扣 除 所 給 予 的 最 終 出 貨 緩 衝 2 天 的 整 體 安 全 保 護 時 間後 , 剩 餘 的 生 產 時 間 可 依 據 瓶 頸、 關 鍵 製 程 或 者 特 殊 情 況 將 實 際 剩 餘 的 可 生 產 時 間 乘 上 一 個 比 率 做 調 整。 舉 例 以 一 顆 產 品 生 產 週 期 時 間 為 28 天 之 關 鍵 層別比 值 法 的 Ratio 調 整 之 計 算 公 式 如 下: ß RCTß= [P_T j+(P _T j*Rj)], ß Z , ß=1,2,….307 j=1
ß= sequence number of operation j=1~ ß
As I307, RCT ß CTwat+2
Total Cycle Time=28 days Where
TCT: Total Cycle Time= (Total Queue Time + Total Process Time) RCT: Remaining Cycle Time
= (Remaining Queue Time + Remaining Process Time) P_T: Process Time 產 品 加 工 時 間
Q _T: Queue Time 產 品 等 待 加 工 時 間
R: Ratio=Queue time /Process time 調 整 緩 衝 時 間
CTwat:Cycle Time to WAT = TCT-2day ,產 品 投 料 到 WAT 站 點 前 的 生 產 週 期 時 間
2 day: 整 體 安 全 保 護 時 間 作 為 出 貨 緩 衝
此 A 產 品 其 製程 需 經過 307 個 加 工 站 點,生 產 週期 時 間 為 28 天,是 由 等 待 時 間 (Queue Time)與 製 程 時間(Process Time)加總 的 值 , 比例值(Ratio)為等待 時 間 除 以 製 程 時 間 。 此 方 法 即 為 利 用 將 產 品 等 待 時 間 乘 上 一 個比 例 值 , 縮 短 或 增 加 其 應 有 的 等 待 時 間, 做 緩 衝 的 控 管 , 系 統 會 自 動 計 算 其 派 工 優 先 (Priority) 順 序 做 派 工。 假 設 第 216 工 作 站 為 此 產 品 的 關 鍵 製 程 ,希 望 其後 段 能 多 2 天的 緩 衝 時 間 , 則 以 下 列 公 式 可 得 各 個 工 作 站 新 的 等 待 時 間, 藉 由 比 例 值 的 調 整 滿 足 出 貨 需 求, 且 可 即 時 做 後 段 的 緩 衝。 其 調 整 計 算 結 果 可 參 考 附 錄 一。
第三章 DBR 在晶圓代工廠之應用
本 章 內 容 主 要 探 討 晶 圓 代 工 廠 A 公 司 應 用限 制 驅 導 式 排 程 與 管 理的現況解 析 , 其 利 用 SCM 法之 X-Factor 貢 獻 值 找 出 真 正 需 要 改 善 的 瓶頸,以限 制 驅 導 式 排 程 與 管作 為 生 產 排 程 的 依 據, 對 於 製 造 系 統 必 須 應 付 各 種 變 異 事 件 與 隨 機 波 動 的 影 響, 即 以 自 動 派 貨(Auto Dispatching,ADP)系 統 來 配 合,達成縮 短 生 產 週 期 時 間(Cycle Time)及 提 高 達 交 率(On Time Delivery)的目 標。而由 限 制 理 論 所 延 伸 出 來 的 DBR 生 產,是 藉 由 初始 投料 與 瓶 頸 的控 制,讓系 統 的 產 出 與 瓶 頸 同 步 , 利 用 TOC 整體 安 全 保 護時 間 之 概 念 在 交 期 控 制 上,以 ADP 的系 統 設 定 保 護 產 能,來 保 護 整個 生 產 線,使 產 品 能 在 適 當 的 時 間 到 達 適 當 的 加 工 站,充分 配 合 瓶 頸 機 台 的 需 求。 以 下 將 A 公 司 對於生 產 系 統 的 檢 視細 節 詳 述 如 下: A 公 司 以 DBR 瓶 頸 管 理 方 法 檢 視 流 程 如 圖 3-1,首 先 確 認 系 統 為 實 體 限 制 的 負 荷 最 重 或 產 能 不 足 問 題 後, 再 以 SCM 法之 X-factor 值的分 佈 來 評 估 對 於 生 產 線 最 有 影 響 力 的 瓶 頸 資 源。 圖 3-1 DBR 瓶 頸 管 理 流 程 步驟三 系統全力配合步驟二 步驟一 :確認系統的限制 步驟二 充分利用系統的限 制(Drum) 依據瓶頸特性給予 不同的投料節奏 (Rope) 瓶頸緩衝 (Buffer) 裝配緩衝 (Buffer) 出貨緩衝 (Buffer) 1.單機無迴流 2.多機無迴流 3.單機迴流 4.多機迴流 限制驅導節奏為充分利用該限制 1.產能限制產品:該機台的生產排程 2.市場需求限制:該產品之出貨節奏 3.原物料不足之產品:該材料不足之產品的 出貨節奏 步驟三 系統全力配合步驟二 步驟一 :確認系統的限制 步驟二 充分利用系統的限 制(Drum) 依據瓶頸特性給予 不同的投料節奏 (Rope) 瓶頸緩衝 (Buffer) 裝配緩衝 (Buffer) 出貨緩衝 (Buffer) 1.單機無迴流 2.多機無迴流 3.單機迴流 4.多機迴流 限制驅導節奏為充分利用該限制 1.產能限制產品:該機台的生產排程 2.市場需求限制:該產品之出貨節奏 3.原物料不足之產品:該材料不足之產品的 出貨節奏
對 於 步 驟 一 確 認 系 統 的 限 制 比 較 簡 單,依 據 歷 史 資 料 或 者 各 學 者 的 方 法 都 能 夠 快 速 有 效 的 找 出 系 統 限 制, 但 是 在 檢 視 的 過 程 必 須 注 意 , 如 果 限 制 不 是 實 體 則 DBR 的 方 法就不 適 用,而 且 其強調的 是 透 過 有 效 的 管 理 實體 限 制 的 管 理 過 程 來 達 到 目 的 , 而 不 是 以 政 策 的 方 法 來 解 決。 另 外 瓶 頸 是 否 漂 移 , 以 及 該 如 何 管 理 必 須 仔 細 評 估 , 此 部 分 於 3.1 節 會 再加 以 說 明 。 接 下 來 步 驟 二 為 充 分 利 用 系 統 限 制,必 須 先 檢 視 資 源 用 對 地 方 嗎? 確 認 做 對 的 事 , 再 把 它 做 好 不 要 花 了 一 堆 功 夫 有 效 率 卻 沒 效 能。 在 步 驟 三 的 部 分 為 系 統 全 力 配 合 步 驟 二 之 決 策 , 全 力 的 配 合 節 奏 要 對 , 緩 衝 要 足 夠 且 剛 好 並 且 時 間 要 對 , 太 多 太 早 是 庫 存 的 浪 費, 太 少 太 慢 容 易 導 致 瓶 頸 缺 料 待 工。 以 下 章 節 則 依 上 述 步 驟 檢 視 A 公司 的 系 統 予 以 說 明。 3.1 確 認 系 統 限 制 找 出 系 統 限 制 較 容 易, 但 是 對於 瓶 頸 漂 移 問 題 必 須 加 以 避 免 ,否 則 就 無 法 找 出 真 正 的 瓶 頸 來 加 以 管 理。 瓶 頸 漂 移 現 象 為 暫 時 性 的 , 我 們 必 須 排 除 此 暫 時 性 的 瓶 頸 漂 移 , 避 免 其 對 生 產 系 統 造 成 傷 害, 造 成 此 現 象 主 要 為 當 機、 人 為 操 作 失 誤 , 為 了 避 免 其 對 生 產 造 成 危 害, 除 了 做 監 控 外 還 必 須 予 以 消 除 , 對 於 無 法 立 即 消 除 的 危 害 在 做 緩 衝 管理 時 , 必 須 考 慮 周 詳 。 但 市 場 因 素 以 及 產 品 組 合 問 題 與 公 司 策 略 有 關, 其 造 成 的 瓶 頸 為 較長 期 的 影 響, 此 瓶 頸 資 源 就 必 須 納 入 瓶 頸 資 源 管 控 , 確 認 是 否 為 真 正 瓶 頸 所 在 , 如 果 確 認 為 長 期 真 正 瓶 頸 所 在, 則 必 須 列 入 管 控 。 目 前 A 公 司 的策 略 對於 規 劃 產 品 組 合 所衍伸 的 接單 政 策 非常明確,故瓶頸 不 會 因 產 品 組 合 變 動 過 大 而 漂 移, 僅 有 當 機 、 人 為 操 作 失 誤 的 問 題 會 造 成 暫 時 性 的 瓶 頸 漂 移 , 故 對 於 此 暫 時 性 的 瓶 頸 漂 移, 必 須 做 好 緩 衝 管 理 來 預 防 瓶 頸 漂 移 。 在 確 認 沒 有 無 法 掌 握 的 瓶 頸 漂 移 現 象 後, 以 限 制 驅 導 式 排 程 方 法 的 第 一 個 步 驟 找 出 公 司 系 統 實 體 限 制 的 所 在,在 確 認 A 公司的系 統限 制上,針 對 原 物 料 之 限 制 並 無 困 擾 , 因 為 晶 圓 代 工 最 主 要 的 原 物 料 是 磊 晶 與 晶 圓, 磊 晶 為 客 供 品 客 戶 下 訂 單 時 必 須 提 供 磊 晶 , 而 晶 圓 則 依 據 每 個 月 的 預 測 訂 單 備 料。 市 場 需 求 限 制 部 分 為, 原 則 上 每 日 到 成 品 倉 之 成 品 需 當 日 或 隔 日 出 貨, 若 未 確 實 出 貨 每 日 有 做 成 品 倉 庫 存 之 審 查, 若 有 特 殊 需 求 必 須 停 留 一 周 或 一 個 月 以 上 依 情 況 不 同 , 酌 收 部 份 成 品 的 製 造 費 用, 若 超 過 半 年 以 上 確 認 產 品 是 否 須 報 廢。 負 荷 過 重 或 產 能 不 足 的 資 源 限 制 是 存 在 之 事 實, 而 A 公司 主 要 是 利 用
X-factor 分 佈 , 針 對 各 製 程 進 行 分 析 , 找 出 影 響 製 程 最 大 的 加 工 站 點 , 當 作 瓶 頸 資 源。The Advantages of Using Short Cycle Time Manufacturing (SCM) Instead of Continuous Flow Manufacturing (CFM)此 研 究 提 出 以 X-factor 的 分 佈 來 針 對 製 造 程 序 進 行 改 善,此 方 法 稱 做 SCM。利 用 X-factor 的分 佈 評 估 出對 於 生 產 線 最 有 影 響 力 的 站 點,以 充 份 利 用 此 限 制,以 下 為 利 用 SCM 法針 對 P1 產 品群 組 的 製 程 進 行 實 際 分 析,利 用 機 台 使 用 率 及 生 產 週 期 時 間 分 別 找 出 XFC 值最大 的 站 點 進 行 分 析 , 找 出 影 響 A 公 司 生 產 效 率 最 大的 製 程 。 資 料 擷 取 時 間 為 2004/2/1 至 2004/4/30 三個 月 的 實 際 生 產 數 據,計 算 完 成 之 XFC 值 如 表 3-1 所 示,將計 算 之 完成 之 XFC 取最 高 的 前 15 項來看,以 機 台 使 用 率 而 言, 站 點 851 的 機 台使 用 率高 達 82.61%,且 XFC 值最高 似 乎 可 視 為 第 一 瓶 頸 機 台。但 實 際 上 站 點 851 的 實 際 XFC 值之 所 以 最 高是因 為 較 長 的 生 產 週 期 時 間 所 導 致 , 其 原 因 為 通 過 站 點 851 站點 的 產 品 ,因 製 程 因 素 必 須 在一 定 的 時 間 內 需 馬 上 進 入 站 點 509 做 加 工,否 則 必 須 重 工。故 雖 然站 點 851 的 XFC 值 最 高 , 但 產 品 停 留 在 站 點 851 是 為了 等待 瓶 頸 站 點 852 的 機台 , 才 能 安 排 做 加 工,所 以 在 得 到生 產 數 據 後 必 須 再 根 據 生 產 現 況,分 析 其 原 因 才 能 找 出 真 正 的 答 案 而 不 可 被 表 面 看 到 的 假 象 所 誤 導 , 導 致 誤 判 瓶 頸 之 所 在。 經 過 分 析 後 結 果 為 A 公 司 的 瓶頸 機 台 為 DI 和 EG 製程 的 機 台 為 限 制(瓶頸) 之 所 在 。 表 3-1 P1 產 品 XFC 值 前 15 項
Operation Entity Group Utilization XFC
851 PR CLN 82.61% 2.52 508 EG 51.08% 2.55 683 PR CLN 82.61% 2.21 31 PR CLN 82.61% 1.98 32 DI 89.21% 1.89 684 DI 89.21% 1.88 509 EG 90.42% 1.69 852 DI 89.21% 0.91 708 TR 73.99% 0.87 709 TR 73.99% 0.85 84 GO 72.86% 0.85 528 GO 72.86% 0.79 244 P5 68.29% 0.56 481 P5 68.29% 0.55 66 SA 67.76% 0.53
A 產品 B 產品 C 產品 D 產品 E 產品 F 產品 DI 1st DI 2nd EG Wafer Out Wafer Start DI 1st DI 3rd Wafer Out Wafer Start DI 1st EG Wafer Out Wafer Start DI 2nd EG Wafer Out Wafer Start DI 1st Wafer Out Wafer Start DI 2nd Wafer Out Wafer Start DI 1st DI 2nd DI 3rd DI 1st A 產品 B 產品 C 產品 D 產品 E 產品 F 產品 DI 1st DI 2nd EG Wafer Out Wafer Start DI 1st DI 3rd Wafer Out Wafer Start DI 1st EG Wafer Out Wafer Start DI 2nd EG Wafer Out Wafer Start DI 1st Wafer Out Wafer Start DI 2nd Wafer Out Wafer Start DI 1st DI 2nd DI 3rd DI 1st 3.2 充 分 利 用 (Exploit)系 統 的 限 制 -鼓 (Drum) 限 制 驅 導 式 排 程 法,強 調 工 廠 的 最 大 產 出 來 自 於 瓶 頸 資 源 的 充 分 使 用,瓶 頸 資 源 的 產 出 決 定 了 整 個 系 統 的 產 出, 只 要 找 出 系 統 真 正 的 限 制 並 且 將 瓶 頸 資 源 給 予 合 理 的 計 畫 安 排。 A 公 司 以 瓶 頸 資 源 利 用 率來 作 為 投料的 依 據 ,目前僅 針 對 受 限 產 能 多 機 (2 台)無 迴 流 製 程 做 投 料 控 管;而 針對 有 迴流問 題 的 瓶 頸 機 台 是 以 每 日 的 最 大 產 能 作 為 投 料 控 管 的 依 據,對 於 此 號 稱 是 有 做 TOC 生 產 管 理 的 公 司,為 確 認 其 是 否 能 夠 真 正 落 實 DBR 管 理 理 念 於 工 廠,故審視 其 生 產 系 統 是 否 真 正 的 能 夠 完 全 配 合 實 體 環 境, 如 果 不 能 夠 完 全 配 合 該 如 何 趨 近, 才 能 達 到 改 善 的 功 效。 以 目 前 的 產 品 組 合,A 公 司 的 瓶 頸有 兩 種型態,一種 為 受 限 產 能 多 機 (2 台) 無 迴 流 製 程, 為 機 台 群 組 EG;另 一 種 為受 限 產 能 為 多 機(7 台)且迴流 製 程 1~2 次 , 為 機 台 群 組 DI,產 品 的 製 造 流 程 如圖 3-2。 圖 3-2 A 公 司 瓶頸 機 台 產 品 製 造 流 程
針 對 此 兩 種 型 態 的 瓶 頸 製 程 其 限 制 驅 導 節 奏 設 計 說 明 下: 3.2.1.受 限 產 能 多 機 (2 台 )無 迴 流 製 程 此 2 台 受 限 機 台 為 EG#1 及 EG#2,每 日 每 一 機 台 產 能 為 150 片,故 2 台 機 台 每 日 可 產 出 300 片,由 於 不 同 產 品 的 生產 週 期 時 間 不 同;以目前一 個 黃 光 層 別 (Photo Layer) 生 產 週 期 時 間 為 2 天 的 基 準,各種 產 品到 EG 機台 的 總 生 產 週 期 時 間 有 8~16 天 不 等。因 A 公司 為 接 單 型生 產 型 態,在產 能 的 安 排 上 必 須 優 先 考 慮 訂 單 交 期 的 需 求 所 以 在 設 計 最 佳 限 制 驅 導 節 奏 時,不 能 只 以 限 制 最 佳 利 用 或 者 能 獲 得 最 大 產 出 的 角 度 來 設 計,還 必 須 兼 顧 訂 單 交 期 之 滿 足 及 負 荷 推 平 之 間 衝 突 的 合 理 化 工 作。對 於 EG 機台 受 限 產 能 有 2 台無 迴 流 的 情 況 其 限 制 驅 導 節 奏 設 計 的 方 式 如 下: 1.決 定 訂 單 優 先 順 序 1.1 交 期 較 晚 的 訂 單 先 排 (由 後 往 前 推 ) 。 1.2 若 交 期 相 同 則 負 荷 較 大 的 訂 單 先 排 。 1.3 若 有 2 張 以 上 的 訂 單 其 優 先 次 序 相 同 則 任 意 挑 選 。 2.選 擇 機 台 優 先 順 序 2.1 能 讓 訂 單 排 在 廢 墟 理 想 的 機 台 優 先 。 2.2 若 訂 單 在 廢 墟 理 想 時 段 各 機 台 都 已 被 佔 用,則 以 訂 單 必 須 提 早 時 間 最 少 的 機 台 優 先 。 2.3 若 有 2 台 以 上 的 機 台 其 優 先 次 序 相 同 則 任 意 挑 選 。 在 實 務 上 A 公司 每 個月 雖 然 有 預 測 每 個 月各 公 司 將 給 的 訂單 數 量,但 是 實 際 的 接 單 情 況 是 客 戶 每 日 依 實 際 需 要 下 單,故 在 接 單 時 雖 然 是 以 交 期 較 晚 的 訂 單 先 排 (由 後往 前 排),為 了 能 使 限 制 做 最 佳利 用 以 及 考 慮客 戶 每 日 下 單 數 量 的 不 確 定 因 素,在 投 料 當 日 若 新 訂單 尚 未 進 來 即 利 用 已 排 程 之 前 一 天 訂 單 往 前 挪 做 廢 墟 的 推 平 。 在 接 單 型 生 產 型 態 之 限 制 驅 導 節 驟 設 計 中 若 讓 交 期 較 晚 的 訂 單 先 排(由 後 往 前 排 ), 當 產 能 不 足 時 , 交 期 早 的 訂 單 由 於 後 排 , 其 理 想 的 時 段 已 被 先 排 的 訂 單 佔 用,所 以 會 被 排 在 比 其 理 想 時 段 較 前 面 的 時 段 生 產。這 些 訂 單 由 於 提 早 生 產,因 此 會 有 一 些 提 早 完 成 的 存 貨。相 反 的,若 讓 交期 較 早 的 訂 單 先 排 (由 前 往 後 ),當產 能 不 足 時,交 期 晚 的 訂 單 由於 後 排,其理 想 時 段 已 被 先 排 的 訂 單 佔 用,所 以 會 被 排 在 比 其 理 想 時 段 較 後 面 的 時 段 生 產。由 於 訂 單 的 交 期 是 不 容 延 誤 的,所 以 只 能 選 擇 一 些存 貨 的 策 略,及 選 擇 由 後 往 前 排 的
To EG Date Mar Input Date 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 2/10 0 2/11 0 2/12 0 2/13 0 2/14 225 20002*75+30010*150 225 2/15 200 100 30001*200+30006*50+30015*50 300 2/16 300 25022*50+60031*150+20019*100 300 2/17 175 250 30001*175+30010*250 425 2/18 300 30001*300 300 2/19 25014*100 100 100 186 30002*150+13013*11+20011*25+30027*100 386 2/20 300 25011*300 300 2/21 146 007A*146 146 2/22 150 145 20001*150+30002*145 295 2/23 100 203 30001*100+30028*203 303 2/24 20001*200+30001*100 100 200 246 30019*146+25014*100 546 2/25 0 2/26 20002*100+20004*150+007A*75 250 75 325 2/27 20001*150+25011*150 300 300 2/28 30027*150+20001*150 300 300 2/29 30011*100+30028*100 200 200 Move to EG Total 225 375 300 350 300 100 300 346 286 353 345 246 250 300 300 200 75 4651 Input Total 法 則。依 後推 排 程 法針 對 受 限 產 能 多機(2 台)無迴 流 製 程 可 得排程 如 表 3-2。 表 3-2 受 限 產 能 多 機 (2 台)無 迴 流 日 排 程 (20002,30010,30001…代 表 不 同 產 品 別 ;單 位 :片 數 ) 以 受 限 產 能 多 機 (2 台)無 迴 流 製 程,在 此 公 司 的 投 料 節 奏 完 全符合 限 制 驅 導 生 產 排 程 管 理 的 精 神,下 一 節 將 再 繼 續 探 討 受 限 產 能 為 多 機(7 台)且迴流 製 程 1~2 次 , 是否 有 確實 做 到 瓶 頸 驅 使 的 投料 節 奏。 3.2.2. 受 限 產 能 為 多 機 (7 台 )且 迴 流 製 程 1~2 次 以 A 公 司 之 DI 製 程 條 件 為 例 其 受 限 產 能為 多 機(7 台),且迴 流 製 程 1~2 次 移 轉 批 量 為 1~150 片,若 訂 單 大 於 150 片則 以 150 片做 分 割,若不足 150 片 視 為 1 次加 工 時 間,前 加 工 作 業 有 大 於或 小 於 後 加 工 作 業 兩 種。 A 公 司 以 動 態 的 自 動 派 貨 系 統 作 為 投 料 的 依 據,其 目 前 以 下 列 準 則 作 為 投 料 依 據 : 1.交 期 : 接 單 生 產 首 重 客 戶 交 期 故 此 為 第 一 考 量 點 。 2.考 慮 產 品 程 式 (Recipe)加 工 批 次 (Batch): DI 機 台 之 製 程 一 個 製 程 可 生 產 之 批 數 為 1~6 批 (一批 為 25 片),為 了 使 機 台 充 分 利 用,通常 儘 量 安 排 6 批 150 片 為一 組 投 料量,故 在 投 料 時必 須 先 考 慮 交 期 然 後 再 確認 產 品 生 產 的 程 式 , 是 否 相 同 以 儘 量 滿 足 機 台 每 次 生 產 可 滿 足 150 片 的量 。
3.最 大 產 能:由 於 投 料 需 考 慮 條 件 過 於 複 雜,且 目 前 以人 工 來投 料 故 僅 以 每 日 最 大 產 出 的 量 來 做 投 料 依 據 。 但 是 用 上 述 三 個 條 件 來 對 瓶 頸 做 派 工,由 於 產 品 的 迴 流 以 及 生 產 週 期 時 間 的 長 短 不 一,造 成 產 品 到 達 瓶 頸 站 點 的 數 量 未 做 事 前 的 排 平,在 製 品 會 高 低 不 均,導 致 必 須 以 動 態 的 派 工 來 彌 平,或 者 是 犧 牲 存 貨 以 避 免 瓶 頸 饑 餓, 但 是 過 多 的 在 製 品,又 會 導 致 生 產 週 期 時 間 變 長。此 排程 的 結果 會 造 成 瓶頸 機 台 產 能 的 損 失 。 針 對 此 迴 流 多 機 排 程,只 考 慮 產 品 交 期、產 品 程 式 加 工 批 次 以 及 瓶 頸 機 台 最 大 產 能 並 不 夠 周 詳,尤 其 是 未 將 產 品迴 流 到 瓶 頸 的 時 間 考 慮 進 去 造 成 瓶 頸 有 堆 貨 以 及 缺 料 的 情 況 損 失 產 能 。 實 際 上,工 廠 現 場 的 動 態 性、不 確 定 性、統 計 波 動 性 以 及 依 存 關 係 對 生 產 現 場 是 有 影 響 的 其 說 明 如 下: l .動 態 性:現 場 排程 與 管 理 必 須 掌 握 現 場 之狀 態 與 需 求,有特 殊 情 況 系 統 必 須 能 夠 及 時 反 應 到 排 程 與 管 理 上, 否 則 計 畫 與 現 實 不 符 而 失 去 意 義。 l 不確定 性:機器 當機、製 程 不穩、品質異 常及人 為疏失 有時 會造 成生 產 現 場 停 線, 這 些 無 法 事 先 預 估 的 因 素 影 響 排 程 甚 鉅, 必 須 適 時 的 回 饋 給 系 統 做 應 變。 l 統計波動性:現場 許多的 作業,其需 要的時間不 會是 一個值,而是一 個 區 間 的 分 佈 。 例 如:預 計 的 機台 維 護 保養為 30 分鐘 可 能 因 為 某 零 件 更 換 時 損 毀 , 而 必 須 等 待 修 復 (快 則 幾 小 時 ); 倘 若 國 內 沒 零 件 可 供 更 換 , 則 可 能 等 上 一 星 期 甚 至 是 一 個 月。所 以 現 場 排 程 與 作 業 的 結 果,是 不 可 能 相 同 或 一 致 的, 這 是 必 須 認 知 的 事 實 。 l 依存關 係:現場 作業是環 環相扣,前製程 作業尚 未完成,則後製 程作 業 是 無 法 開 始 的。因 此 前 製 程 作 業 的 好 壞 會 影 響 後 製 程 的 進 行 ; 或 是 前 製 程 必 須 限 制 作 業 在 幾 小 時 內, 一 定 要 進 入 後 製 程 否 則 必 須 重 工 ; 甚 或 是 超 過 限 制 加 工 作 業 時 間 而 導 致 產 品 報 廢。 此 四 大 特 性 影 響 到 現 場 排 程 與 管 理,而 在 排 程 上 必 須 清 楚 的 認 知 這 些 現 場 的 特 性 做 資 源 分 配, 否 則 僅 做 一 些 不 合 理 的 假 設 是 無 法 反 映 出 真 正 的 實 體 環 境 真 實 的 情 況 。
吳 氏 [10]的 間 隔棍 靠 攏 法 用 在 處 理 複 雜 的迴 圈 問 題,但是 應 用 到晶 圓 代 工 廠 , 在 執 行 上 較 困 難 以 及 繁 瑣, 主 要 是 因 為 以 下 原 因: 1.瓶 頸 迴 圈 數 多:雖 然 目 前 DI 機 台 的 迴 圈 僅 有 2 次,但 是 瓶 頸 若 是 在 黃 光 則 迴 圈 會 有 6~24 層別 之 多 。 2.產 品 種 類 多 : 經 過 此 瓶 頸 DI 機 台 之 產 品 種 類 有 220 種 。 3.瓶 頸 作 業 時 間 不 同:產 品 加 工 時 間 從 175 分 鐘 到 1440 分 鐘 都 有,其 對 瓶 頸 機 台 造 成 的 負 荷 就 不 相 同 。 4.批 量 考 慮 : 相 同 的 程 式 的 產 品 才 可 同 批 次 作 業, 而 目 前 有 24 種 程 式 。 5.受 限 產 能 資 源 衝 突 :各 種 產 品 流 程 不 同 導 致 工 件 到 瓶 頸 的 時 間 不 一,有 可 能 會 發 生 產 品 到 站 時 間 重 疊 或 發 生 機 台 待 料 的 情 況。 6.前 製 程 生 產 時 間 限 制 : 因 製 程 特 性 考 量 部 分 製 程 在 前 一 製 程 完 成 有 時 間 的 控 制 必 須 在 8 或 12 小 時 內需 完 成下 製程,否 則 產 品 需 重 工 或 報 廢。 基 於 上 述 原 因 對 於 瓶 頸 為 多 機 迴 流 的 作 業 環 境,變 得 更 複 雜,而 瓶 頸 機 台 除 了 在 產 能 節 奏 上 發 生 產 能 負 荷 的 堆 疊,造 成 廢 墟 的 形 成 外,還 牽 涉 瓶 頸 作 業 迴 流 間 間 隔 緩 衝 的 問 題,要 使 用 間 隔 棍 做 檔 板 以 及 做 廢 墟 合 理 化 的 推 平 計 算 實 在 是 較 為 繁 瑣。 一 般 無 迴 流 的 工 廠 只 要 將 瓶 頸 機 台 的 處 理 時 間 計 算 出 來 透 過 交 期 或 生 產 計 畫 做 排 程,而 對 於 晶 圓 代 工 廠 如 此 複 雜 的 製 程 情 況,我 們 期 望 可 以 用 較 簡 單 的 方 式 來 做 生 產 排 程,目 前 為 應 用 李 氏[11]的限 制 驅 導 式 主生 產 排 程 建 構 方 式 來 排 定 訂 單 在 瓶 頸 機 台 的 處 理 時 間 計 畫,將 迴 流 瓶 頸 作 業 的 處 理 時 間 向 後 加 總 處 理 方 式,再 依 據 訂 單 的 交 期 基 本 資 料 推 出 所 有 訂 單 在 瓶 頸 機 台 的 開 始 與 完 成 處 理 時 間,以 獲 得 生 產 排 程(Drum),並再 依 據 瓶 頸 緩 衝 時 間與 現 場 的 在 製 品(Work in Process,WIP)做 負 荷(Loading)的計 算 獲 得 投 料 計 畫 , 出 貨 緩 衝 獲 得 預 期 出 貨 計 畫, 並 利 用 細 部 排 程 控 制 來 做 瓶 頸 產 能 的 保 護。
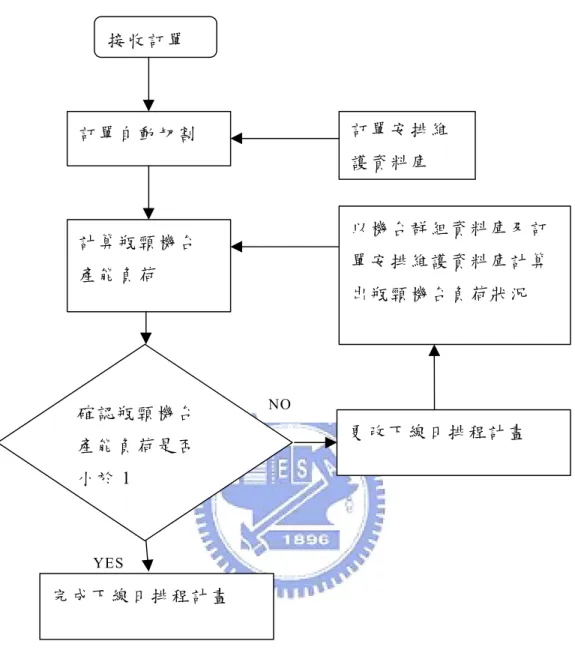
針 對 這 些 問 題 目 前 正 規 劃 一 個 以 現 有 的 生 產 系 統 配 合 三 個 資 料 庫 1.瓶 頸 機 台 維 護 2.訂 單安排 維 護 3.機 台 群 組 維護 的 自 動 下 線 系 統 來 做,其流程 如 圖 3-3。
圖 3-3 自 動 下 線 系 統 流 程 圖 為 符 合 DBR 的 生 產管 理 此 自 動 下 線系 統 將 受 限 產 能 為 多 機 且迴流 製 程 未 考 慮 周 詳 的 部 分 加 以 補 足。其 流 程 為 在 接 到 客 戶 訂 單 後 將 資 料 鍵 入 訂 單 安 排 維 護 資 料 庫,系 統 依 據 機 台 群 組 資 料 庫 及 訂 單 安 排 維 護 資 料 庫 以 後 推 排 程 法 , 計 算 出 瓶 頸 機 台 負 荷, 進 而 展 開 下 線 日 排 程 計 畫 , 其 執 行 步 驟 如 下: 步 驟 一:依 據 訂 單 資 料加 上 訂 單 安 排 維 護資 料 庫 將 訂 單 資 料 鍵 入 訂 單 安 排 維 護 資 料 庫 內; 假 設 接 單 日 期 為 10/27/2003 其內 容 如 表 3-3,在將訂 單 依 產 品 程 式 與 加 工 批 次 條 件 將 訂 單 分 割 如 表 3-4 (order table 2) 。 NO YES 訂 單 自 動 切 割 以 機 台 群 組資 料 庫 及 訂 單 安 排 維 護 資 料 庫 計 算 出 瓶 頸 機 台 負 荷 狀 況 完 成 下 線 日 排 程 計 畫 更 改 下 線 日 排 程 計 畫 訂 單 安 排 維 護 資 料 庫 接 收 訂 單 計 算 瓶 頸 機 台 產 能 負 荷 確 認 瓶 頸 機 台 產 能 負 荷 是 否 小 於 1
表 3-3 order table1
order_no product route qty due date lot grade
300973 LM007 L7 450 20031215 Hot lot
300983 LM004 L4 300 20031130 Super
300974 PA007A P7 20 20031120 Normal
300975 LM002 L2 300 20031130 Normal
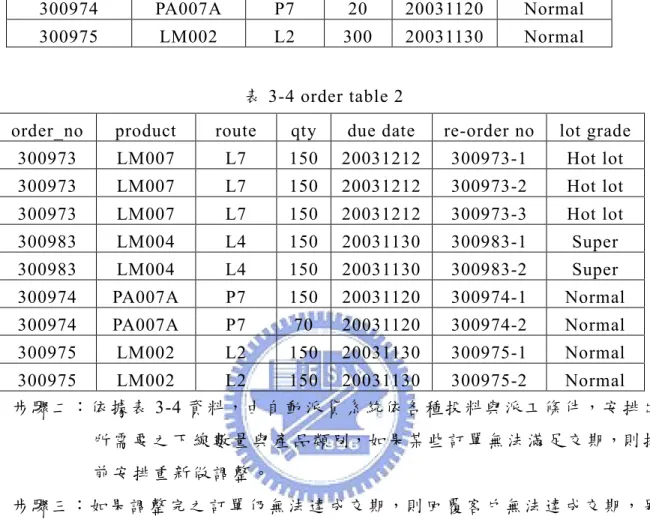
表 3-4 order table 2
order_no product route qty due date re-order no lot grade
300973 LM007 L7 150 20031212 300973-1 Hot lot 300973 LM007 L7 150 20031212 300973-2 Hot lot 300973 LM007 L7 150 20031212 300973-3 Hot lot 300983 LM004 L4 150 20031130 300983-1 Super 300983 LM004 L4 150 20031130 300983-2 Super 300974 PA007A P7 150 20031120 300974-1 Normal 300974 PA007A P7 70 20031120 300974-2 Normal 300975 LM002 L2 150 20031130 300975-1 Normal 300975 LM002 L2 150 20031130 300975-2 Normal 步 驟 二:依 據 表 3-4 資 料,由自 動 派 貨 系 統 依 各 種 投 料 與 派 工條件,安 排 出 所 需 要 之 下 線 數 量 與 產 品 類 別,如 果某 些訂 單 無 法 滿 足交 期,則 提 前 安 排 重 新做 調 整 。 步 驟 三:如 果 調 整 完 之訂 單 仍 無 法 達 成 交 期,則 回 覆客 戶 無 法 達 成 交 期,另 外 做 協 商 。 步 驟 四 : 產 生 最 後 下 線 日 期 與 出 貨 日 期, 如 表 3-5。 表 3-5 order table 3
order_no product route qty Wafer start Wafer out re-order no
300973 LM007 L7 150 20031027 20031124 300973-1 300983 LM004 L4 150 20031027 20031129 300983-1 300974 PA007A P7 150 20031027 20031116 300974-1 300975 LM002 L2 150 20031027 20031028 300975-1 300975 LM002 L2 150 20031027 20031028 300975-2 300973 LM007 L7 150 20031028 20031129 300973-2 300983 LM004 L4 150 20031028 20031129 300983-2 300974 PA007A P7 70 20031028 20031116 300974-2
300973 LM007 L7 150 20031027 20031124 300973-3 自 動 下 線 系 統 是 以 現 有 的 資 料 庫 做 自 動 的 派 貨,取 代 人 工 計 算 以 解 決 複 雜 的 迴 流 問 題 並 配 合 生 產 現 況 做 即 時 的 回 饋。最 重 要 的 是 以 資 料 庫 的 系 統 資 料 來 做,可 以 同 時 將 相 同 製 程 的 程 式 比 對 計 算,以 及 同 時 考 慮 下 線 到 瓶 頸 前 的 作 業 時 間 再 加 上 目 前 瓶 頸 前 所 有 buffer WIP 的計 算,將即 時 生 產 現 況 反 應 出 來 作 為 Drum 的 依 據。 3.3 系 統 全 力 配 合 步 驟 二 之 決 策 檢 視 過 瓶 頸 生 產 排 程 投 料 的 Drum 後,接下 來 看 瓶 頸 的緩 衝 是如 何 管 理, 以 及 非 瓶 頸 資 源 是 否 全 力 配 合 瓶 頸 。 此 公 司 使 用 的 製 造 執 行 系 統 MES ( Manufacturing Execution System) 是 整合 生 產 過 程 中 各 種 相 關資 訊 的 即 時 連 線 電 腦 系 統, 具 備 資 料 蒐 集 、 在 製 品 追 蹤、 物 料 管 理 、 存 貨 管 理 、 例 外 管 理 、 品 質 管 理 等 功 能 , 是 用 來 輔 助 生 管 人 員 收 集 現 場 資 料 及 控 制 現 場 製 造 流 程 的 應 用 軟 體 , 並 可 做 為 提 供 企 業 改 善 製 程、 提 高 生 產 效 益 的 工 具。
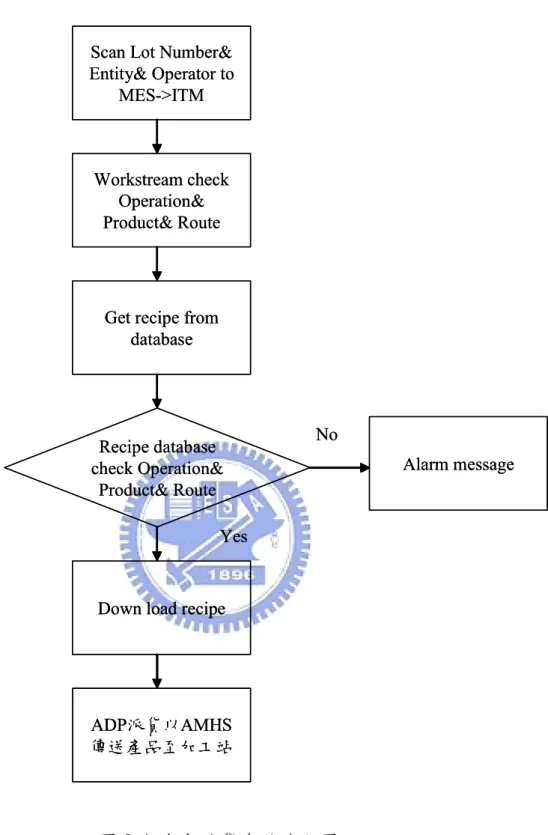
大 部 分 的 MES 系 統 模 組 皆 會 包 括 : 訂 單 管 理 (Customer Order Management , COM)、 物 料 管 理 (Material Management System, MMS)、 製 程 控 管 系 統 (Work In Process Tracking , WIPT) 、 生 產 排 程 (Production Scheduling System , PSS)、 品 質 控 管 (Statistical Process Control , SPC)、 設 備 控 管 (Equipment Management System, EMS)及對 外 部 系 統 的 PDM 整合介 面 (PDM Integration Interface) 與 ERP 整 合 介 面 (ERP Integration Interface)等模 組 。 A 公 司 採 用 CONSILIUM 公 司 的 WORKSTREAM,運 用 在 自 動 派 貨 系 統 來 配 合 達 成 由 限 制 理 論 所 延 伸 出 來 的 DBR 生 產,藉 由 初 始 投 料與 瓶 頸 的 控 制,讓 系 統 的 產 出 與 瓶 頸 同 步,利 用 TOC 整 體 安全 保 護 時 間 之 概念 在 交 期 控 制 上,以 ADP 的 系 統 設 定 保 護 每 一 瓶 頸 機 台 的 產 能,其 整 體 安 全 保 護 的 概 念 利 用 比 例 值 做 動 態 控 管 以 保 護 整 個 生 產 線 產 能 , 使 產 品 能 在 適 當 的 時 間 到 達 適 當 的 加 工 站 , 充 分 配 合 瓶 頸 機 台 的 需 求。 自 動 派 貨 系 統 是 藉 由 程 式 資 料 庫 與 機 台 及 製 造 執 行 系 統 資 料 庫 連 線,配 合 自 動 化 的 傳 輸 設 備 (Automatic Handing System,AMHS)自動 送 出 產 品 派 貨 至 工 作 站 , 讓 生 產 線 作 業 員 僅 需 使 用 條 碼 機 自 動 確 認 產 品 的 程 式 及 必 須 使 用 的 機 台 來 做 生 產 。 其 流 程 如 圖 3-4。
圖 3-4 自 動 派 貨 系 統 流 程 圖
依 上 述 流 程 在 系 統 的 運 作 過 程 是 先 由 作 業 員 將 產 品 批 號、作 業 員 以 及 機 台 的 代 碼 刷 入 條 碼 閱 讀 機 後 ; 此 資 訊 會 經 由 MES 的 ITM(Information Transfer Management)主 機 傳 到 Workstream 做 比 對,主 機 確 認 產 品 型 號、工 作 站 點、途 程 正 確 後 由 ITM 主機 將 生 產 加 工 時 間 傳 遞 到 Workstream,在此同 時 上 有 另 一
Scan Lot Number& Entity& Operator to
MES->ITM
Workstream check Operation& Product& Route
Get recipe from database
Recipe database check Operation&
Product& Route
Down load recipe
Alarm message No
Yes
ADP派貨以AMHS 傳送產品至加工站 Scan Lot Number& Entity& Operator to
MES->ITM
Workstream check Operation& Product& Route
Get recipe from database
Recipe database check Operation&
Product& Route
Down load recipe
Alarm message No
Yes
ADP派貨以AMHS 傳送產品至加工站
個 程 式 資 料 庫 會 與 主 機 比 對 資 料 無 誤 後, 傳 回 一 個 程 式 名 稱 到 ITM 主 機 , 而 自 動 派 貨 系 統 至 程 式 資 料 庫 下 載 產 品 批 號、作 業 員 以 及 機 台 的 代 碼 透 過 ITM 主 機 將 程 式 名 稱 傳 送 到 機 台 , 機 台 若 接 收 到 程 式 名 稱 的 訊 息 會 傳 送 “Down load recipe” 完 成 的 訊 號 給 ITM 主 機 , 若 比 對 無 誤 則 此 時 就 完 成 機 台 自 動 抓 取 工 作 程 式 的 過 程, 若 有 錯 誤 則 送 出 錯 誤 訊 息 至作 業 員 的 終 端 機 , 並 且 無 法 執 行 加 工 程 序 。 完 成 抓 取 工 作 程 式 的 過 程 後 自 動 化 的 傳 輸 設 備 就 會 依 自 動 派 貨 系 統 的 指 示 自 動 派 貨 至 生 產 機 台 的 工 作 區 域。 自 動 派 貨 系 統的 考 量 因 素 及 派 工 優 先 順 序 說 明 如 下 : 1.機 台 的 狀 態:例 如,機 台 待 料 則 派 貨,機 台 當 機、加 工 中、前 置 作 業 或 者 做 每 日 檢 核 作 業 則 停 止 派 貨 。 2.自 動 化 系 統 有 建 檔 之 產 品:若 自 動 化 系 統 未 完 成 確 認 的 產 品,不 准 許 生 產 , 避 免 人 為 疏 失 導 致 錯 誤, 以 確 保 製 程 的 正確 性。 3.機 台 群 組 是 根 據 機 台 特 性 或 加 工 站 點,將 產 品 予 以 分 類,便 於 機 台 管 理 或 生 產 控 制 的 特 性 做 前 後 順 序 的 安 排 。 例 如,Group ACB 代 表 群 組 A 的 產 品派完 貨 後 再 派 群 組 C 最後再 派 群 組 B。 Group C 代 表 群 組 A 與 B 將 不 被 派 貨,故 針 對 某 一 機 台 只 派 群 組 C 的 產 品。 4.派 工 優 先 順 序 與 條 件 如 表 3-6。 表 3-6 派 工 優 先 順 序 與 條 件 優 先 順 序 派 工 條 件
(1) Group 依 據 機 台 特 性 如:Metal or Non-metal
(2) Priority 達 成 PC OTD
(3) Operation Diff 爐 管 其 前 清 洗 之 間 隔 時 間
(4) Product Batch run/Recipe
(5) Stepper Photo 連 批 率 5.依 產 品、訂 單 順 序 做 判 斷:在 生 產 當 中 可 依 訂 單 需 求 或 產 品 別 來 做 順 序 的 調 整 , 使 製 造 更 有 彈 性 。 3.4 緩 衝 管 理 A 公 司 以 關 鍵 比 值 法 來 做 瓶 頸 機 台 管 理 的 基 礎, 發 展 出 具 有 彈 性 生 產 製 造 原 則 的 關 鍵 層 別 比 值 法 則 , 其 方 法 為 用 產 品 總 生 產 週 期 時 間 去 做 關 鍵 層 的 切
割 , 並 將 出 貨 前 的 安 全 保 護 設 為 2 天 , 系 統 可 依 不 同 產 品 組 合下 的 單 一 產 品 或 產 品 別 群 組 優 先 順 序 做 調 整 , 使 生 產 更 有 彈 性 , 其 對 於 關 鍵 層 的 定 義 為 : 1.XFC 值 較 高 且 經 過 原 因 分 析 確 認 為 真 正 的 瓶 頸 資 源 。 2.依 產 品 特 性 分 割 出 的 緩 衝 區 。 3.前 段 、 中 段 、 後 段 或 區 段 的 急 貨 排 程 。 為 了 使 生 產 更 有 彈 性,在 特 殊 需 求 時 能 即 時 反 應,所 發 展 的 關 鍵 層 別 比 值 法 則,對 於 動 態 的 WIP 可 做 即 時 的 掌 控,其同 時 也 考 慮 到對 於產 品所 剩 下 的 加 工 步 驟 越 來 越 少 時 , 所 需 的 安 全 保 護 時 間 應 該 要 突 顯 出 來, 即 所 謂的 尾 端 加 權 法 的 觀 念 , 為 了 避 免 不 同 長 短 的 生 產 週 期 時 間 , 但 是 以 交 期 法 定 出 來 的 生 產 週 期 時 間 值 相 同 時 , 生 產 人 員 無 法 判 別 真 正 緩 衝 較 緊 的 是 哪 一 產 品, 而 系 統 能 設 一 比 例 值 去 補 償 系 統 顯 現 其 優 先 順 序,舉 例 來 說 假 設 7/1 有 A 和 B 產 品同 時 在 station1 但 其 優 先 順 序 都 相 同 為 4, 但 是 A 產 品 的 交 期 為 7/10 而 B 產 品 交 期 為 7/28,此 時 我 們 應 當 選 擇 A 產 品 來 加 工,因 為 A 產 品 的 緩 衝 比 B 產 品 緊,但 是 光 使 用 原 始 的 關 鍵 值 法 無 法 顯 示 此 情 況 的 發 生, 所 以 我 們 必 須 給 一 個 比 例 值 , 以 計 算 出 合 理 的 關 鍵 值, 此 生 產 進 度 的 監測 可 避 免 瓶 頸 機 台 閒 置, 更 可 以 確 保 產 品 交 期 不 會 延 遲 。 在 生 產 過 程 中 為 了 達 到 偵 測 效 果,在 適 當 的 時 機 採 取 拉 貨 的 動 作,避 免 瓶 頸 機 台 有 缺 料 的 危 機, 將 生 產 進 度 分 為 三 區, 即 忽 略 區 、 警 示 區 、 趕 工 區, 產 品 進 度 在 忽 略 區 可 則 忽 略 不 去 管 理, 產 品 進 度 在 警 示 區 則 注 意 產 品 進 度, 若 在 趕 工 區 就 須 採 取 優 先 加 工, 以 防 止 其 延 誤 。 除 了 分 為 三 區 段 做 生 產 進 度 控 管 外,為 了 避 免 瓶 頸 機 台 飢 餓 必 須 增 訂 瓶 頸 前 的 緩 衝 , 目 前 計 畫 為 一 天 , 日 後 再 依 據 此 受 限 產 能 的 在 製 品 存 貨 及 限 制 驅 導 節 奏 做 修 訂。 關 鍵 比 值 法 是 將 每 一 工 件 到 達 交 期 前 剩 餘 可 用 的 加 工 時 間 除 以 其 剩 下 所 需 的 加 工 時 間 所 得 之 值 並 給 予 一 加 工 順 序 作 為 派 工 依 據。 其 公 式 如 下 :
C/R = Available cycle time = (Plan due date – now) Remaining available cycle time Process time x ratio
將 計 算 出 來 的 關 鍵 值 範 圍 給 予 不 同 的 順 序,作 為 是 否 趕 工 作 業 的 依 據,原 則 上 將 Priority 分 為 9 個 級 距,主 要 是 給 予 不 同 等 級 的產 品 能 夠 清 楚 定 義 其 代 表 的 意 義 , 依 此 作 為 區 分 忽 略 區、 警 示 區 、 趕 工 區 的 依 據 。