行政院國家科學委員會專題研究計畫 成果報告
由方向容差定義的零件其製程容差設計之研究(2/2)
計畫類別: 個別型計畫
計畫編號: NSC93-2212-E-011-011-
執行期間: 93 年 08 月 01 日至 94 年 07 月 31 日 執行單位: 國立臺灣科技大學機械工程系
計畫主持人: 鄧昭瑞
計畫參與人員: 呂成吉,張修懿
報告類型: 完整報告
處理方式: 本計畫可公開查詢
中 華 民 國 94 年 10 月 31 日
行政院國家科學委員會補助專題研究計畫 ■ 成 果 報 告
□期中進度報告
由方向容差定義的零件其製程容差設計之研究(2/2)
計畫類別:■ 個別型計畫 □ 整合型計畫 計畫編號:NSC 92-2212-E-011-045-
執行期間: 93 年 08 月 01 日 至 94 年 07 月 31 日
計畫主持人:鄧昭瑞 共同主持人:
計畫參與人員:呂成吉,張修懿
成果報告類型(依經費核定清單規定繳交):□精簡報告 ■完整報告
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
處理方式:除產學合作研究計畫、提升產業技術及人才培育研究計畫、
列管計畫及下列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,□一年□二年後可公開查詢 執行單位:國立台灣科技大學 機械工程系
中 華 民 國 94 年 10 月 01 日
摘 要
本計畫研究包含由方向容差定義之零件的製程容差設計。依序探討零 件包含斜角特徵且受方向的平行度、垂直度與傾斜度容差三種特徵控制。
本計畫以二年的時間分階段先後研究單一斜角特徵與含雙斜角特徵之零 件。各階段加工的過程皆可分為橫向切削、縱向切削與正向切削等三類分 別處理。對於個別的加工程序,本計劃針對斜角特徵是以線性基礎尺寸與 傾斜度容差標註的零件,分析其幾何外型與容差區域的變化。
經由上述切削過程的細部圖示,本研究將由此建立切削前後的容差關 係式。計畫以虛擬切削的協助以串聯橫向與縱向尺寸。而適當的容差設計 將建立於正確推導的容差鏈之上。除此之外,本計畫亦探討特徵受位置容 差與方向容差同時約束的板金零件之製程容差設計。
關鍵字:幾何容差,容差表,製程容差設計
Abstract
This project studies process tolerance design of components specified with orientation tolerances. Three types of orientation control, parallelism, perpendicularity and angularity tolerances are examined. The research first focused on the components with single angular feature and then shifted to the components with double angular features. In both cases, the cutting processes are divided into three categories, horizontal cuts, vertical cuts and normal cuts. For each individual cut, the work analyzes the change of components’geometric contour and the variations of tolerance zone under the condition that angular features are specified by linear basic dimensions and angularity tolerances.
From the symbolic illustrations of cutting processes, this work established the relationship between the component tolerances before and after the cutting. It is proposed that virtual cuts to be utilized in order to connect the dimensions specified along the horizontal and vertical directions. Proper design of process tolerance relies on the tolerance chains established by proceeding procedures. Moreover, this work also investigates the design techniques for tolerance charting of metal sheets.
目 錄
摘 要... I Abstract ...II 目 錄... III
1. 前言... 1
2. 研究目的... 1
3. 文獻探討... 1
4. 研究方法... 3
4.1 幾何容差... 3
4.1.1 平行度容差... 3
4.1.2 垂直度容差... 3
4.1.3 傾斜度容差... 4
4.1.4 方向容差應用於材料保留狀態... 5
4.2 含斜角之特徵元件的加工製程... 5
4.2.1 斜角加工方式... 6
4.2.2 斜角徑向切削容差區域之變化... 6
4.2.3 斜角法向切削容差區域之變化... 10
4.2.4 端面切削容差區域之變化... 10
4.2.5 雙斜 角 加 工 ...11
4.3 含幾何容差標註之板金件容差表製作... 17
4.3.1 板金件設計簡圖... 17
4.3.2 板金件幾何容差的轉換法則... 19
5. 結果與討論... 25
6. 參考文獻... 25
7. 計畫成果自評... 27
1. 前言
基於容差表的內容描述所有導致工件外型變化的施工步驟、加工方式、切削 量對完工尺寸與藍圖尺寸間的關係,以致容差表成為精密製造之過程中製程工程 師、設計工程師與製造人員間相互溝通之重要橋樑。傳統容差表製作流程上,大 部份均由製程工程師徒手繪製而成,首先依照藍圖尺寸與製程工程師的經驗訂定 施工步驟,並分配每一加工步驟所需的切削量,接著由容差表上所繪出施工尺寸 與藍圖尺寸尋找出其尺寸間之相互鏈結關係。之後經由個別的尺寸鏈反覆計算調 整尺寸及容差大小,而所推演出的尺寸容差必須符合原始藍圖的功能需求與達到 降低製造成本上的要求。但在徒手推演過程中,容易因人為疏忽而造成容差表上 推演的錯誤,若利用電腦科技將所有繁雜的人工徒手搜尋步驟交由電腦計算推 演。而此部份現在的程式並無法處理含幾何容差的工件。本計畫也包含發展通用 的容差推演程式,協助工程師進行容差表規劃設計。
2. 研究目的
在現今工業上所使用的容差規範中,包含傳統的尺寸容差與幾何容差兩部 份。也由於對於精密工件的尺寸標註上,基本的傳統尺寸容差已無法完整顯現出 精密工件之功能特徵,進而仰賴幾何尺寸與容差標註才能完善的表示出工件的幾 何外型特徵。幾何容差設計上,其定義與使用規範在各國際組織及其成員的努力 下,將各國家標準之差異減少,在主要的分類、符號與內容均趨於一致。雖然幾 何容差於實際應用上有著相當重要地位,不過關於幾何容差於製程容差上應用的 相關研究仍不多見。因此,本文將朝向具有斜角特徵與方向幾何容差的工件以及 含幾何容差標註之板金件容差表製作,探討如何將幾何容差部份應用在容差表 上,再將研究結果放入電腦輔助容差表之中,讓工程師在具有方向幾何容差的設 計上,能更方便地推演其容差表。
3. 文獻探討
容差表的應用起源於精密加工件之製造,被用做切削上的尺寸控制,如航空 工業及汽車工業[1]等。舊有的容差表製作上需要較長時間的推算與學習,所以 Johnson[2]、Mooney[3]、Wade[4]及Gadzala[5]等學者先後提出了數種不同的方法
用來簡化容差表製作過程。不過容差表的製作仍使用徒手方式製作,在相關迴路 推演計算上依舊十分耗時。對於斜角工件容差表的製作研究上,在1959年Gadzala 所著之“精密製造之尺寸控制”[5]一書中描述了徒手規劃及計算斜角工件切削量 及容差步驟。在1967年Wade“設計與製造之容差控制”[4]中,詳細地推導出因斜 角加工而造成橫向尺寸及容差變化的公式。接著1983年,Wade進一步地在“刀具 與製造工程師手冊”[6]中將斜角工件之相關公式加以整理,並發展出斜角公式選 擇決策表。在1995年,Ngoi與Kuan[7]探討容差表之發展狀況,以及介紹每個研 究所提出之方法。在2002年,Hong與Chang[8]將容差分為七大部份討論,包括容 差系統、容差圖形表示、容差規範、分析方法、分配、轉換與容差估算。
在電腦輔助容差表的研究上,也隨著科技的進步,容差表所能應用的範圍更 為 廣 泛 。 在 1986 年 , Ahluwalia 及 Karolin[9] 電 腦 輔 助 容 差 控 制 系 統 應 用 在 CAD/CAM整合環境上。隨後由Tang及Davies[10]所發表以電腦輔助尺寸規劃的方 法 (CADP Method) , 建 立 對 答 式 電 腦 圖 形 系 統 , 同 時 描 述 以 矩 陣 樹 鏈 法 (matrix-tree-chain),計算容差的累積。1988年,Wu及Eimaraghy[11]討論數種不同 製造成本與容差之計算方法理論。1989年,Irani[12]發展一套圖形式迴路演算及 運用最佳化方法計算容差表。進一步在1990年Whybrew[13]和Mittal[14]相繼地研 究出以圖論(graph theory)及圖示法(graph representation)完成迴路收搜尋及應用於 最佳化方式在CAD/CAM上整合發展。在1992年,Ngoi[15]曾將尺寸迴路轉化為 矩陣型是以求得施工尺寸容差。在1992年,傅遠明[16]在AutoCAD套裝軟體介面 上,發展出人機介面的容差設計程式。在1993年,蔡綿綜[17]曾對含斜角加工件 的容差分配,進行理論與公式的推演,並採用權數法及統計法去做最佳化搜尋。
在1997年,李大正[18]提出以二維容差表之製作,敘述當元件具斜角特徵時須考 慮加工步驟對另一加工步驟之交互影響。
在幾何容差研究上,在1992年,He和Gibson[19]曾針對外型與位置特徵兩類 型幾何容差做深入的探討,以Trace Method方式紀錄各尺寸間容差鏈結關係,以 最小廢料成本及最大切削量作為目標函數,撰寫成電腦程式做最佳化方式搜尋。
在1995年,Ngoi和Tan[20]則針對14種幾何容差整理出可運用在容差表上的幾何 容差,分別是輪廓度、正位度、對稱度及同心度等四種幾何容差,並加入材料狀 況之關係進行分析討論。
在蒐集板金件製作容差表的文獻過程中,研究遇到相當的困難。目前獲得的
資料中,並沒有文獻直接針對此一主題進行探討。至於板金方面,野沢健助在“板 金の展開図面”[21]一書中,詳述板金件展開尺寸的計算公式。“曲げ順序入門”
[22]則闡述不同的彎折順序對於板金件的影響。Gupta 與 Bourne 等人[23]在 1999 年發表板金折彎加工的製程規劃系統。Shigeru Aomura 與 Atsushi Koguchi[24]於 2002 年提出由自動化機器臂進行板金折彎加工時,產生折彎順序的最佳化方 法,並以拓撲學的概念計算自動化板金折彎加工的容差累積問題,最後利用電腦 模擬驗證其可行性與準確性。
4. 研究方法
4.1 幾何容差
國際通用的幾何容差之標註包括:形狀(Form)、輪廓(Profile)、方向
(Orientation)、偏轉(Runout)及定位(Location)等五類。其中方向容差的標 註包括有平行度(Parallelism)、垂直度(Perpendicularity)及傾斜度(Angularity)
等三項控制。雖然這三項方向容差之標註,是宣告不同類型的幾何外型約束;但 他們有相同的性質,就是容差區域的宣告必須以一個或以上的基準作為參考的依 據。
4.1.1 平行度容差
平行度容差的宣告依標註位置與參考基準不同時,可能是由兩平行平面之間 或一個圓柱面內所包含的之空間,控制工件的功能尺寸。平行度容差符號為 。
當平行度標註在外型平面特徵位置時,其幾何容差限制區域由兩平行於基準 的平面所構成之限制空間,而兩平面之間距離即為幾何容差值。當平行度標註在 軸(孔)件特徵位置時,其幾何容差限制中心軸線在空間之位置,其容差範圍依 標註方式之不同,而有兩種不同的限制區域。若只標註容差量,其容差區域為由 平行於基準之兩平面所包夾的範圍構成。若在容差標柱時於容差值前附加上直徑 符號,則容差區域為平行基準軸之圓柱形區域內部,且圓柱直徑為容差值。
4.1.2 垂直度容差
垂直度容差所限定容差區域,類似於前項平行度容差之宣告可能為由兩平行 平面或圓柱面所構成之空間,不同的是構成容差區域的平面或圓柱面必須垂直於 基準面。垂直度容差符號為 。當垂直度容差標註在工件外型特徵上,其容差 區域為由兩垂直於基準面之平行面所構成的,而兩平行面之距離為垂直度容差
值。垂直度的宣告參考的不是單一的基準面時,容差區域必須同時受到兩個基準 面的規範,也就是說定義垂直度容差範圍兩平行平面必須同時垂直於兩基準面。
但需要注意的是參考基準的順序不同,代表不同的約束條件。
當垂直度容差標註在軸孔件或具對稱性之特徵工件(如槽)時,容差區域均 為限制中心軸線的位置。同樣地容差區域可能是由兩平行平面或由一個圓柱所構 成,而此兩種限制方式是以容差是否有標註直徑之符號來區分。
4.1.3 傾斜度容差
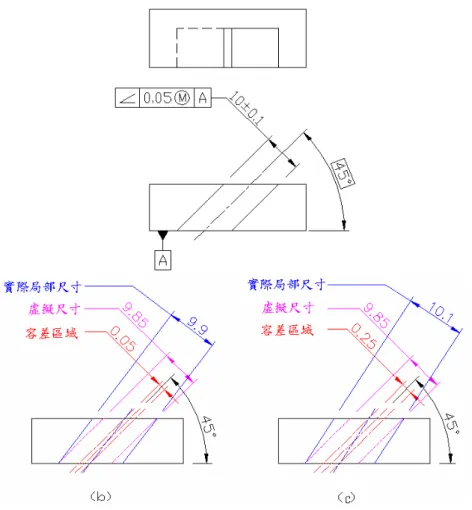
傾斜度容差所限定容差區域,與前兩項方向容差類似,可能為兩平行平面或 由圓柱面所構成,與前述宣告不同的是與參考基準面的關係,傾斜度容差所構成 的區域須考慮基準面與傾斜度宣告面之間的角度。傾斜度容差符號為 。當傾斜 度容差標註在工件外型特徵時,容差區域以兩平行平面所構成,限制範圍是以外 型輪廓線為中心,並取左右對稱的方式。若所參考的外型尺寸有一般尺寸容差 時,容差區域仍是由兩平行平面所構成,不過在考慮尺寸容差為最差狀態,也就 是當外型尺寸在最大及最小狀態時,造成容差區域的限制有所不同,當尺寸在最 大時,其容差限制區域得往外延伸;當尺寸在最小時,其容差限制區域亦得往內 延伸。如圖 1a 所示之容差約束條件,對應之最差狀況分別如圖 1b 與圖 1c。
圖 1 傾斜度容差應用於平面特徵控制
當傾斜度容差標註在軸孔件或具對稱性之外型特徵時,容差區域範圍是限制 中心軸線的變異,且容差區域因標註方式不同時,所限制的空間也分為兩種,若 標註傾斜度容差未加上直徑符號時,此時容差區域是由兩平行平面所構成;當標
註時加上直徑符號,此時容差區域為一圓柱面所構成。
4.1.4 方向容差應用於材料保留狀態
在前面章節中敘述一般方向容差應用的規則,而對於材料保留狀態應用在方 向幾何容差時,容差區域將因為材料保留狀態產生不同的變化,本節將以最大材 料保留狀態(Maximum Material Condition ,MMC)為例稍做解釋。
當傾斜度容差標柱時,在其宣告容差值時加上M之符號代表容差規範不同的○ 約束。圖 2a 所示,為一方形具有一斜槽的外型元件,而斜槽的中心受傾斜度控 制並受M約束。圖 2b 與圖 2c 分別圖解此一元件在最大保留狀態與最小保留狀態○ (LMC)容差區域變化的兩種狀況。當工件為最大保留材料狀態時,實際局部尺寸 為 9.9(由公稱尺寸減去幾何等值容差量),而允許之最大傾斜度變異為 0.05;當 工件為最小保留材料狀態時,實際局部尺寸為 10.1(由公稱尺寸加上幾何等值容 差量),而斜槽中心能允許之最大傾斜度變異為 0.25。實際的工件型態應介於此 兩種狀況內,而其他尺寸的容差也會因實際尺寸有所變更,如表 1 所示。
表 1 實際元件允許之最大傾斜變異
由於材料保留量之宣告,使容差允許值因實際工件尺寸的變化,使得元件 有額外的容差允許量之問題,此時在容差表應用上,就必須考慮個別元件尺寸 下,因額外容差增加容許量的問題。
4.2 含斜角之特徵元件的加工製程
以斜角元件為例描述其特徵由方向容差標註時,對於元件的容差區域變化情 況,首先描述常見的四種斜角工件加工方式以及以及雙斜角工件加工方式。其次 分別討論進行徑向切削與法向切削之容差區域之變化。此階段將依序探討理想斜 角、以角度容差標註之斜角與以傾斜度容差標註斜角之處理方式。接著撰述工件 受內、外加工部方式不同與基準改變之影響。最後,將由端面切削之過程探討以 平行度與垂直度標註之工件容差區域之變化情形。
圖 2 含材料保留量之傾斜度容差標註 4.2.1 斜角加工方式
在加工含斜角特徵的元件時,若要將因加工所產生的斜邊角度的變化放進容 差表,首先考慮計算斜角角度的方式,在角度標示上須為斜邊與 X 軸之夾角,
若標註為參考 Y 軸之夾角,則必須轉換成與 X 軸夾角。
斜角切削型態共分為四類,分別為徑向切削、法向切削、先徑向切削再法向 切削及先法向切削再徑向切削。其中徑向切削切除材料方之方式為刀具與工件半 徑方向平行,刀具行進方向沿著 X 軸前進。法向切削之切除材料方式為刀具垂 直於斜面,且行進方向沿著斜面方向進行切削。接著兩類為較複雜的切削方式,
為兩階段的加工方式,再切削過程中移除材料的方式,包括前述兩種切削狀況,
因切削順序不同而產生不同的切削結果。
4.2.2 斜角徑向切削容差區域之變化
文獻所敘述計算公式為當斜角為理想狀態下,也就是不包括角度容差之切削 的公式推演,而當對於含角度容差之斜角元件時,必須作修正。在修正含角度容 差之計算公式前,先以一個實例說明包含角度容差時所會發生橫向尺寸變化的情
況,圖 3 中斜角元件為例,將包含角度容差之斜角視為 3 組理想的斜角元件特徵,
也就是當斜角之基本角度 30 度與當斜角在最差狀態之角度 28 度及 32 度。使用 理想狀態之斜角公式計算,分別計算各個角度之徑向尺寸及容差。於表 2 列出三 種狀況橫向尺寸容差之上下限值。
由表 2 中,可以清楚看出斜角角度包含容差時,徑向尺寸(MR)的變化,當 最小角度(28°)時,可求得 MR 之下限值;當最大角度(32°)時,可求得 MR 之上 限值,也就是說 MR 下限值是在角度範圍內之最大 MR 下限值之角度,反之 MR 上限值是在最小 MR 上限值之角度,由此可以獲得含容差時之工件轉角容差區域 (O1-W1-T1-S1),如圖 3 所示。
因此,可獲得修正的斜角計算公式:
2
2
min max
min max
min max
MR C MR
MR MR MR
Mean
C MR MR
C MR MR
現利用上述公式推導含斜角角度容差之公式,首先列出無角度容差之計算公 式:
)) (
) ((
cot
)) (
) ((
cot
B RF A RR D
MF C MR
B RF A RR D
MF C MR
因斜角增加角度容差 Δα,其中的 cotθ函數隨角度越大,其值越小,而且
)]
( )
[(RRA RFB 及[(RRA)(RFB)]均大於零。由上述條件可獲得最差狀態下之橫向 尺寸 MRmax 和 MRmin。
)]
( ) )[(
cot(
)]
( ) )[(
cot(
min max
B RF A RR D
MF MR
B RF A RR D
MF MR
計算 Mean MR 與 C 值,可導出修正之斜角公式:
)) (
) )((
cot(
)) (
) )((
2 cot(
1 2
)) (
) )((
cot(
)) (
) )((
2 cot(
1 2
min max
min max
B RF A RR
B RF A RR D
MR C MR
B RF A RR
B RF A RR MF
MR R MR
M Mean
表 2 徑向切削 MR 及 C 值
圖 3 徑向加工轉角容差示意圖
在前述章節中,對於傾斜度容差的宣告方式及其各種標註的容差區域已經詳 細說明,不過關於含傾斜度容差元件的容差表製作上,並不是所有的傾斜度宣告 方式都可以轉成橫向容差應用於容差表的製作上。本章將說明傾斜度容差拘束如 何轉換為角度容差拘束,再利用前述方法應用於容差表製作上。
含傾斜度容差的斜角元件,在最差狀況時,容差區域的範圍為橫向尺寸在最 大或最小時,可以再加上傾斜度容差向外延伸,不過斜角元件之轉角上仍舊由原 本的橫向尺寸容差所限制,而斜角平面只要在傾斜度容差區域內即符合設計之要 求。所以當考慮切削狀態均為理想平面,由橫向尺寸容差兩個最差狀態的端點,
沿傾斜度容差與徑向尺寸所構成的平行四邊形的對角線,所形成的斜面為最差狀 態時的極端狀態。
由圖 4A 所示為徑向切削時傾斜度容差在最差狀態所構成的限制範圍,分別 為(A-B-C-I)與(D-E-G-F),其中 IB 和 GD 線段代表兩個極端狀況之斜面。圖 4(B、C)所示為傾斜度容差兩極端狀態下之示意圖,在將傾斜度容差轉成角度容 差時,首先計算 IB 和 GD 線段與基準面間夾角 α1及 α2,接著轉成角度容差拘 束,而轉換的方式有兩種,第一種為同時改變基本角度與容差值,另一種較保守 但方便的方法為先計算α2與傾斜度容差參考的基準角度 α之差,再比較其大小 取較小差距的角度差為此斜角之角度容差。而後即可前節所述運用斜角容差方 式,對以傾斜度容差標註的元件進行容差表設計。
(A)
圖 4 傾斜度容差極端狀態之示意圖
由藍圖資訊中的已知條件,T 表示傾斜度容差值,推導出 α1、α2。
已知:RF、B、R、T、α 導出:斜角角度容差
csc cot
2 tan 2 2
csc cot
1 tan 1 1
1 2
1 1
T H
H R B RF H
T H
H R B RF H
方法一:
2 2
2 1
2 1
方法二:
) ,
min( 1 2
4.2.3 斜角法向切削容差區域之變化 考慮切削前尺寸的極限位置應為:
) (
csc
) (
csc
E SR D
MF C
MR
E SR D
MF C
MR
若考慮斜角角度的變異範圍為公稱值加減幾合等值容差 Δα。最差狀態下,
橫向尺寸之極限位置 MRmax 和 MRmin 可由下列等式計算。
) )(
csc(
) )(
csc(
min max
E SR D
MF MR
E SR D
MF MR
若切削前橫向尺寸之公稱值重新定為尺寸變化全距的中值 MR’,而容差定 義為全距之一半C’,修正之斜角公式為:
( )csc( ) ( )csc( )
2 1 2
) csc(
) ( ) csc(
) 2 (
1 2
min max
min max
E SR E
SR D
MR C MR
E SR E
SR MF
MR R MR
M Mean
4.2.4 端面切削容差區域之變化
圖 5 與圖 6 為包含平行度容差與垂直度容差之標註斜角特徵元件。這兩者的 容差標註方式上有不同的涵義,以圖 5 所示,依平行度容差宣告的方式為控制元 件右側平面,其容差區域為兩平行平面且平行於 A 基準面所圍成之空間,而平 行度容差區域可在橫向尺寸容差之限制區域內偏移。而在容差表製作上,為了能
使元件最後結果尺寸能符合藍圖要求,或可考慮以平行度容差取代橫向容差。以 圖 6 為例,原本的橫向尺寸為 40±0.08,調整後尺寸為 40±0.025,而以此方式調 整橫向尺寸將使得元件的尺寸容差要求更為嚴謹但確定符合藍圖要求。
在垂直度容差的宣告上,同樣地容差區域是由兩平行平面所構成的,不同的 是它須與基準面成垂直的狀態,如圖 6 所示。因為垂直度亦間接的控制尺寸橫向 的變異在容差表製作上,也可以用垂直度容差取代橫向容差。如此的轉變,同樣 的能確保藍圖尺寸之要求,但是在製作上的約束條件較為嚴謹,也將導致製作成 本之增高。
圖 5 含平行度容差之斜角特徵元件
圖 6 含垂直度容差之斜角特徵元件 4.2.5 雙斜 角 加 工
針 對 包 含 雙 斜 角 外 型 的 工 件,當 施 工 步 驟 牽 涉 到 相 連 兩 斜 邊 而 造 成 橫 向 及 縱 向 的 假 切 削 施 工,圖 7 為 一 含 雙 斜 角 外 型 之 工 件,以 幾 何 圖 形 方 式 表 達 之 切 削 過 程。該 工 件 粗 胚 外 型,如 圖 7( A)所 示。X1、
X2 表 示 加 工 前 之 橫 向 尺 寸 , 而 Y 1、 Y 2 及 Y 3 則 表 示 加 工 前 之 縱 向 尺 寸 。 第 一 道 為 法 向 切 削 步 驟 , 如 圖 7( B) 所 示 , 其 切 削 步 驟 牽 涉 到 相 連 兩 斜 邊 , 為 了 方 便 識 別 , 本 文 對 此 種 加 工 方 式 以“TOP”符 號 標 示 於 加 工 方 法 欄 內 來 , 用 以 表 示 該 道 加 工 切 削 到 一“尖 角 ”之 施 工 步 驟 。 而 加 工 序 號 與 縱 向 加 工 步 驟 的 序 號 相 同,置 於 容 差 表 格 中 同 一 列 上 。
施 工 序 號 1’表 示 由 法 向 加 工 所 造 成 的 縱 向 假 切 削 步 驟;而 施 工 序 號 1”
則 表 示 由 法 向 加 工 所 造 成 的 橫 向 假 切 削 步 驟 。
圖 8 為 一 包 含 向 右 雙 斜 角 零 件 加 工 的 製 程 示 意 圖。向 右 雙 斜 角 加 工 在 容 差 表 分 析 上 , 與 之 前 的 向 下 雙 斜 角 加 工 方 式 分 析 接 近 。
W1,W2,W3: 基準面 X2 X1
NSR : 材料切削量 Y2
Y1 1'
W1
Y3
1"
2
W1 W1
W2 W2
W3
W3
NSR
W2 W3
( A) ( B) ( C)
圖 7 包 含 向 下 雙 斜 角 零 件 加 工 過 程
W1,W2,W3: 基準面 X1
X2
NSR1 : 材料切削量 Y2
Y1 1'
W1
X3
1"
2
W1 W1
W2
W3
NSR1NE1
NE1 :材料切削量容差
W3
W2 W2
W3
圖 8 包 含 向 右 雙 斜 角 零 件 加 工 過 程
向 下 雙 斜 角 零 件 切 削 加 工 的 公 式,此 加 工 過 程 將 造 成 材 料 橫 向 、 縱 向 尺 寸 的 變 動。同 樣 是 法 向 切 削 加 工,不 同 於 單 向 斜 角 加 工 的 是 基 於 未 被 加 工 的 另 一 面 為 斜 面,所 以 必 須 將 未 被 加 工 斜 角 角 度 加 入 計 算 公 式 之 內 。 雙 斜 角 切 削 前 後 尺 寸 與 容 差 的 變 化 情 況 , 如 圖 9 所 示 。 圖 中 以 虛 圓 包 含 的 雙 斜 角 部 分,為 涉 及 尺 寸 轉 換 的 重 要 位 置。為 了 詳 細 地 分 析 相 關 尺 寸 的 變 化 ,所以特將雙 斜 角部分局部放大於圖 10。
在圖 10 中,若前一道加工為左邊斜面的正向加工,而且已知加工前尺寸及 容差,所以(A-B-C-D)的區域為切削前工件轉角可能存在之容差區域,AB線段
在橫向上投影長度等於切削前之橫向尺寸容差(C1)之 2 倍。在經過法向切削 後,工件轉角位於一平行四邊形(F-G-H-I)容差區域之內。切削後橫向尺寸容 差(D1)之 2 倍,等於平行四邊形對角線線段FH投影在橫向上之尺寸容差。
由於所切削的外型牽涉到雙斜角,所以造成縱向上之尺寸及容差跟著受到 改變。在容差區域(A-B-C-D)中,從極端的兩點 D 與 B 作DN與BL,此兩直線 均垂直被加工之斜面 S。再從(F-G-H-I)區域上的極端兩點 F 與 H 作延長線,
交BL與DN於 L 及 N 兩轉折點。圖中ND線段為最短之法切削量(SR-E),ME 線段為法向平均切削量(SR),LB線段為最長之法切削量(SR+E)。圖 10 中的
角,經由數學幾何關係去推導,其值為 900。
MF1D1 MR1C1
NSR NE
NSR﹕法向加工材料切削量。
NE﹕法向加工材料切削量容差。
﹕右邊斜面與 Y 軸的夾角。
﹕左邊斜面與 Y 軸的夾角。
MF1D1﹕橫向加工後尺寸與容差。
MR1C1﹕橫向加工前尺寸與容差。
MF2D2﹕從向加工後尺寸與容差。
MR2C2﹕從向加工前尺寸與容差。
圖 9 雙 斜 角 零 件 右 側 法 向 加 工 示 意 圖
A
B D
D' C
H' H I J F
L M
F' G
N
S
J' E
P
P' S'
B'
圖 10 雙 斜 角 零 件 右 側 法 向 切削公式推導示 意 圖
假 使 已 知 該 道 加 工 以 後 所 有 尺 寸 及 容 差,設 計 者 應 可 導 出 在 該 道 雙 斜 角 加 工 後 之 橫 向 容 差 存 在 範 圍。再 根 據 此 一 尺 寸、容 差 範 圍 和 工 件 之 幾 何 外 型 , 反 過 來 推 導 出 垂 直 斜 面 之 切 削 量 NSR 及 切 削 量 容 差 NE , 再 由 切 削 量 範 圍 與 已 知 的 兩 邊 斜 角 的 角 度 , 便 可 推 算 出 切 削 前 橫 向 尺 寸 MR1 及 容 差 C1。
E ' J 1 MF 1
MR J E JE Cos'
ME Sec NSR Sec JE
MF1 Cos NSR Sec 1
MR
2 C1 F B F H H D' '' ' ' 'FBCos 2 D1 HD Cos
FB LB Sec HDND Sec
2 C1 (LBND)CosSec 2 D1 C1NE Cos SecD1
MF1 Cos NSR Sec Cos NE Sec D1
1 C 1
MR
在 公 式 中,MF1 表 示 橫 向 切 削 後 尺 寸,D1 則 表 示 橫 向 切 削 後 容 差。縱 向 加 工 尺 寸 則 根 據 上 一 節 所 推 導 的 法 向 公 式,其 數 學 公 式 如 下 所 示 :
NE Csc90 D2
90 Csc NSR 2 MF 2 C 2 MR
其 中,MR2 與 C2 為 縱 向 加 工 前 尺 寸 及 容 差;而 MF2 與 D2 為 縱 向 加 工 後 尺 寸 及 容 差 。
圖 11 含 向 下 雙 斜 角 零 件,加 工 左 側 斜 面 的 的 尺 寸 標 示 表 示 法 , 其 加 工 前 後 尺 寸 對 應 之 方 程 式 與 前 例 相 似。向 下 雙 斜 角 的 推 導 如 下 。 橫 向 加 工 尺 寸 及 容 差 :
MF1 Cos NSR Sec Cos NE Sec D1
1 C 1
MR
縱 向 加 工 尺 寸 及 容 差 :
NE Csc90 D2
90 Csc NSR 2 MF 2 C 2 MR
MF1D1 MR1C1
NSRNE
MR2C2 MF2D2
圖 11 角 零 件 左 側 法 向 加 工 示 意 圖
至 於 推 導 包 含 向 右 雙 斜 角 零 件 切 削 加 工 而 造 成 材 料 橫 向、縱 向 尺 寸 與 容 差 的 變 動 , 如 圖 12 所 示 。 在圖 13 的雙斜邊轉角局部放大圖中,
(A-B-C-D)的區域為切削前工件轉角可能存在之容差區域,BC線段在橫向上投影 長度等於切削前之橫向尺寸容差(C1)之 2 倍。在經過法向切削之後,工件轉 角位於一平行四邊形(G-H-I-J)容差區域之內,切削後橫向尺寸容差(D1)之 2 倍,等於平行四邊形對角線線段GI投影在橫向上之尺寸容差。
在切削前容差區域中,從極端兩點 B 與 D 作BL與DN,而被加工之斜面 S 與兩線段均垂直。而在切霄後容差區域中兩極點 G 與 I,作平行新切削面 S’之延 長線,交BL與DN在 L 及 N 兩轉折點。至於圖 2-18 的ND線段為最短之法切削 量(SR-E),ME線段為法向平均切削量(SR),LB線段為最長之法切削量(SR
+E),角則與推導包含向下雙斜角切削時的角,計算方式完全相同。
NSRNE
MF1D1 MR1C1
MF2 2D
MR2C2
:上面斜面與 Y 軸的夾角。
:下面斜面與 Y 軸的夾角。
NSR:法向加工材料切削量。
NE:法向加工材料切削量容差。
圖 12 雙 斜 角 零 件 上 端 法 向 加 工 示 意 圖
MR1C1:橫向加工前尺寸與容差。
MR2D1:橫向加工後尺寸與容差。
MF1C2:縱向加工前尺寸與容差。
MF2D2:縱向加工後尺寸與容差。
A B C
D E
I J
H
N
K
L M
I' K' H' G
G' D' E' B'
S
S'
圖 13 雙 斜 角 零 件 上 端 法 向 切削公式推導示 意 圖
欲 計 算 加 工 前 尺 寸 MR1 與 C1 時,可 由 已 知 該 道 加 工 以 後 所 有 的 加 工 尺 寸 與 容 差,導 出 該 道 加 工 後 之 容 差 存 在 範 圍,利 用 幾 何 外 型 關 係 , 由 加 工 後 尺 寸 與 容 差 去 倒 推 垂 直 斜 面 之 切 削 量 NSR 及 切 削 量 容 差 NE, 再 加 上 已 知 的 材 料 兩 邊 斜 角 的 角 度 , 當 可 推 算 出 切 削 前 橫 向 尺 寸 及 容 差 。
' K ' E 1 MF 1
MR
EK Sin '
K ' E
EM Sec NSR Sec EK
MF1 Sin NSR Sec 1
MR
C1 I'B' I'G' G'D' IB Sin 2 D1 GD Sin 2
LB Sec IB
ND Sec GD
2 C1 (IBGD)Sin 2 D1 1
D Sec Sin NE 1
C
MR1 C1 [MF1NSR Sec Sin ] [NE Sin SecD1]
其 中 , MF1 與 D1 分 別 代 表 橫 向 加 工 後 的 尺 寸 與 容 差 。 以 類 似 的 推 導 方 式,去 推 導 縱 向 加 工 尺 寸 的 數 學 方 程 式,其 中 MR2 與 C2 分 別 代 表 縱 向 加 工 前 的 尺 寸 與 容 差,而 MF2 與 D2 則 代 表 縱 向 加 工 後 的 尺 寸 與 容 差 如 下 所 示 :
MF1 NSR Sec Sin NE Sin Sec D1
2 C 2
MR
為 陳 述 與 前 例 同 樣 的 工 件 , 由 於 改 變 其 加 工 基 準 , 因 而 產 生 不 同 的 尺 寸 標 註。 當 進 行 同 樣 的 加 工 方 式 , 所 對 應 的 尺 寸 及 容 差 關 係 式 ,
如 圖 14 所 示 。 公 式 中 所 使 用 的 符 號 均 與 前 例 完 全 相 同 。 橫向加工尺寸及容差。
MF1 NSR Csc90 NE Csc90 D1
1 C 1
MR 縱向加工尺寸及容差。
MF2 NSR Sec Cos NE Cos Sec D2
2 C 2
MR
NSRNE
MF1D1 MR1C1
MF2D2 MR2C2
圖 14 雙 斜 角 零 件 下 端 法 向 加 工 示 意 圖 4.3 含幾何容差標註之板金件容差表製作
本研究嘗試將容差表應用於板金零件製程規劃,希望藉由表格化的資料結構 與規律化的設計步驟協助處理板金折彎的容差累積問題。傳統容差表對於描述不 同維度之間尺寸的關連性有相當高的難度,而在板金零件的製程中,各個維度的 尺寸是息息相關的;為了簡化板金件容差表的繪製作業,本研究嘗試使用位置向 量來描述板金零件各個特徵的空間位置,再輔以符號運算的方式解決搜尋尺寸迴 路的難題。
板金的折彎必須考慮二維空間形體位置之改變,本研究採用位置向量記錄各 個特徵在不同製程時形體的變化,透過簡單的數學計算,各製程前後特徵的公稱 尺寸與容差資料可以迅速的推演。
4.3.1 板金件設計簡圖
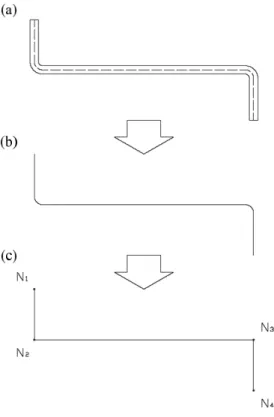
繪製板金件容差表藍圖時,因假設板金為一均厚材料,故以中立面之剖面線 段作為該板金零件的設計簡圖,並在線段上利用節點表示板金零件的特徵,由左 至右依序編號,方便後續作業。如圖 15 所示。
在藍圖尺寸與容差的標註上,因為原始藍圖已經轉化成中立面之示意圖,設 計者必須注意板厚與材料變形量的影響,必要時須對藍圖公稱尺寸的轉換與施工 尺寸的推導進行適當的補償。
圖 15 原始藍圖轉成中立面示意
由於板金在進行折彎時,將涉及位置及方向的轉換,此時可以使用座標轉換
(Coordinate Transformation)計算出板金特徵經過折彎後新的位置。本文使用的 座標轉換矩陣是一個可以同時描述座標位置與方向的矩陣運算單元。因板金折彎 的座標轉換僅限於二維平面,故轉換矩陣可簡化成一 3×3 階的矩陣:
1 0 0
cos sin
sin cos
y A
x A
A
B P
P
T
上式中,AP 用來描述座標原點平移的向量,換言之,即板金折彎的座標位 置;矩陣中右下方的數值 1 描述座標系僅繞 Z 軸旋轉。
使用 3×3 階的轉換矩陣作空間中點位置的座標轉換時,必須將位置向量調整 成 3×1 階的矩陣,也就是將最下方的元素設為 1。以圖 16 為例,假設空間中一 點 S 在座標系 B 的位置向量為 BS,透過座標轉換後,可以得到點 S 在座標系 A 的位置向量為AS:
S T S AB B
A
以矩陣表示
1 1
0 0
cos sin
sin cos
1
y B
x B
y A
x A
y A
x A
S S P
P S
S
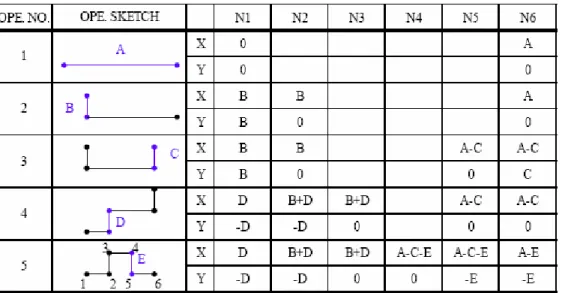
以上述方式並根據自訂的參考座標與各施工尺寸代號,在節點座標標示欄中 填入經過座標轉換後的符號組合,如圖 17 所示。
XA
XB
YA
YB
AP
圖 16 座標轉換示意
圖 17 節點座標標示 4.3.2 板金件幾何容差的轉換法則
板金件容差表必須要單獨處理每一維度的容差迴路推導,因此幾何容差必須 經過適當的轉換,才能把不同維度之間的關連性轉換成一維的線性尺寸容差。
4.3.3.1 曲面輪廓度
曲面輪廓度常用來約束板金件任意表面在某一方向上的變異度,換言之,表 面上所有元素皆受到指定的容差區間所規範。以圖 18 為例,B 表面與 C 表面的 所有元素皆必須限制於曲面輪廓度定義的虛擬邊界之內,即特徵節點 1、2、5、
6 不得逾越邊界範圍,基準特徵 A 平面則決定此虛擬邊界的方向。如板金折彎順 序為由外而內,以尺寸鏈的觀點因節點 1、6 在 Y 方向上的容差分別由節點 2、5
表 3 節點座標
所推導而得,所以節點 1、6 的變異程度為最大。依據容差累積的概念,使其縱 向的距離差小於或等於曲面輪廓度的雙向容差範圍,則可確保 B、C 表面的所有 元素皆在此約束範圍之內。假定節點 1 位置向量在 Y 方向的分量為N1y,節點 6 位置向量在 Y 方向的分量為N6y,根據以上所述節點 1 與節點 6 的相對變異不得 大於曲面輪廓度 ps,亦即下式所述:
1 2
6
N ps N y y
這樣的轉換方式使曲面輪廓度的約束變得非常嚴謹,因此設計者必須更加注 意容差的損失程度,再根據產品功能需求以及成本考量,作最合適的決策。
圖 18 曲面輪廓度標註之板金件
4.3.3.2 平行度
以圖 4-3 為例,平行度容差 pt 宣告的參考基準為 A 平面。基於平行度的約 束方向為縱向,可令 A 平面的特徵節點 3、4 其所有 Y 座標欄皆為零。至於其他 的特徵節點因受平行度的約束,相對 Y 方向的變動量不得大於平行度之雙向容 差值。若節點 1 位置向量在 Y 方向的分量為N1y,節點 2 位置向量在 Y 方向的 分量為N2y,依前所述必須滿足:
1 2
2
N pt N y y
圖 19 平行度標註之板金件
但因為 Y 方向尺寸容差標註H h控制 B 平面與基準 A 平面的距離,而以 前述方式宣告平行度的約束只能限制 B 平面兩端點之間在 Y 方向的距離,並沒 有更進一步敘述 B 平面的方向性。換句話說,節點 1 與節點 2 的相對位置關係 並未被清楚的描述,所以尺寸容差標註控制的目標節點並不固定(如圖 4-4)。因 此本文考慮變更 Y 方向尺寸容差標註的容差範圍,以H(hpt)為新的尺寸容 差標註控制節點 2 與節點 3 於 Y 方向的距離。而節點 1 與節點 2 在 Y 方向的距 離則由平行度所控制,如此便可確保兩種約束條件不會互相抵觸。
4.3.3.3 垂直度
垂直度約束的情況與平行度相似,差別在約束方向與基準方向的不同。如圖