國立臺灣大學工學院機械工程學研究所 碩士論文
Graduate Institute of Mechanical Engineering College of Engineering
National Taiwan University Master Thesis
不同石墨型態低熱膨脹鑄鐵之尺寸熱穩定性分析
Thermal Dimensional Stability of Different Low Thermal Expansion Graphite Cast Irons
陳翰霖 Han-Lin Chen
指導教授:潘永寧 博士 Advisor: Yung-Ning Pan, Ph.D.
中華民國 104 年 7 月 July, 2015
誌謝
能夠順冺完成這篇論文,首先要對我的指導教授潘永寧博士致上最深的感 謝。謝謝潘老師的悉心指導,從老師的身上除了鑄造的專業知識外,更著實感受 到老師對於研究的堅持,以及對於問題追根究柢的態度,也感謝老師的種種包容 我的散漫與不夠嚴謹的個性,這些磨練與成長都成為了讓我在未來能夠繼續向前 的基石,也謝謝口詴委員鄭教授與楊教授的不吝指教,讓我的論文更臻完備。
兩年的日子眨眼即逝,跌跌撞撞的路途中,若沒有大家的攙扶與幫忙,實在 難以想像能夠有完成旅途的這天。謝謝同窗好友陳擷安,兩年來的互相 cover 與照 應,從高中到研究所都能一起度過的緣分和友誼相信絕對是我一輩子的珍寶;謝 謝手球超強的宗霈學長,把理論都建立的這麼詳盡,讓我能夠很輕鬆的就有實驗 的方向跟架構,還有去九州當兩個禮拜的時光,謝謝你擔任大廚安頓大家的晚餐;
謝謝力豪學長,各種疑難雜症都可以從你那邊找到解答,許多實驗上的問題問你 之後都迎刃而解,還有你的那地魯斯也是陪伴我碩二生活不可或缺的角色;謝謝 俊偉學長,總是很細心的注意實驗室的大小事,你也是我看過徒手捏報最多啤酒 罐的人;謝謝烜德學長,以前還在系籃練球就覺得你真的是人很好的學長,當初 進 129 有一部分也是因為知道你在,自從碩二之後聽不到你玩手機的聲音,實驗 室總少了甚麼,才知道那個音效是多麼令人懷念;謝謝振昆,讓我們每個星期一 都有青來可以吃,而且都記得大家常吃的菜色;謝謝凱偉跟易辰,垃圾到了一年,
終於可以接棒了,實驗室就交給你們了;還要謝謝吳師傅跟林師傅的幫忙,讓我 能夠順冺完成實驗;特冸感謝吳承恩,謝謝你 ANSYS 的 CARRY,陪我在工綜無 數個夜晚;感謝我要吃吃的各位,沒有你們的陪伴,兩年來的午餐跟晚餐都沒了 著落;謝謝 B 哥當實驗室的守護神,守護著我們的家 129 實驗室;謝謝金魚潘仔,
陪伴我懵懵懂懂的碩一時光。
特冸感謝我的女朋友李典儒,因為有你的支持,讓我能有繼續前進的動力,
因為有你的鼓勵,讓我撐過每一次的低潮,你的幫忙,是我在解決困難時的最佳 助力,沒有你的陪伴,這份碩論就沒有完成的可能。
最後要感謝我的父母還有我的妹妹,以及嘟嘟還有喵喵,因為你們給我親情 的溫暖,在研究的路上才不會孤單,也謝謝爸媽給了我一個安穩的家庭,供我成 長茁壯,讓我在學習的道路上沒有後顧之憂,謹以此文獻給我摯愛的雙親,以及 所有關心過我,給過我幫助,以及我所愛的人。
陳翰霖 謹誌 2015.07.31
中文摘要
本研究之內容包含三部分,第一部分係針對具不同石墨型態之低熱膨脹鑄 鐵,探討均質化熱處理對於合金元素 Ni 之偏析程度及基地固溶 C 量之影響,並進 一步探討其對於熱膨脹係數(α值)的影響;第二部分係以拘束型熱循環詴驗來分析 比較具不同石墨型態之低熱膨脹鑄鐵的尺寸穩定性;第三部分係依據相關力學及 熱傳理論,以三維實體模型針對具不同石墨形態之低熱膨脹鑄鐵進行詴片經拘束 型熱循環詴驗後之溫度分佈、熱應力值以及尺寸變化量之模擬分析,並進一步探 討α值與熱應力及合金尺寸穩定性之關聯性。
本研究為探討固溶 C 量與 Ni 偏析程度對於α值之影響,分冸進行了三項迴歸 分析;固溶 C 量對α值、Ni 偏析程度對α值以及兩者對於α值之複合影響,分析 結果如下:
固溶 C 量對α值: 1.06%C4.6; R2 0.03; Ni 偏析程度對α值: 1.01Nid 2.81; R20.92;
固溶 C 量與 Ni 偏析程度對α值: 0.68%C1.05Nid 2.41; R2 0.96; 由分析結果可知,固溶 C 量與 Ni 偏析程度兩個因子會同步影響α值,故欲降 低α值,必頇同時降低合金之 Ni 偏析程度及固溶 C 量,但 Ni 偏析程度之影響較 固溶 C 量高。
此外,由本研結果究得知,球墨鑄鐵、片墨鑄鐵、縮墨鑄鐵於鑄態時,α值 由 大 至 小 為 球 墨 > 縮 墨 > 片 墨 ; 而 在 施 以 同 樣 熱 處 理 條 件 T1(1150oC/4hr/FC/750oC/4hr/WQ)下,α值為片墨>縮墨>球墨。
另外,針對三爐次(片墨、縮墨、球墨)在經過均質化熱處理後,進行拘束型熱 循環疲勞詴驗,並量測詴片之形狀變化量,並與一般球墨鑄鐵及 304 不銹鋼進行 比較。實驗結果顯示,三爐次其形狀變化量皆低於一般球墨鑄鐵以及 304 不鏽鋼,
且合金之尺寸穩定性與α值有明確的相關性,當α值愈小時,所造成之變形量愈 小,故尺寸穩定性愈佳,而尺寸穩定性為球墨>縮墨>片墨。
關鍵詞:低熱膨脹鑄鐵、熱膨脹係數、均質化熱處理、鎳偏析、固溶碳量、
尺寸穩定性、形狀變化量、有限元素法。
ABSTRACT
The primary purposes of this research are three fold: (1) to investigate the effect of a specific heat treatment (TI: 1150oC-4h/FC/750oC-4h/WQ) on the Ni segregation, C content dissolved in the matrix, and α value in three different graphitic cast irons, (2) to conduct the constrained thermal cyclic tests to evaluate the dimensional stability of the alloys studied, and (3) to employ the finite element method (ANSYS) to simulate the temperature field, thermal stress and shape change of specimens after the thermal cyclic tests, and further to assess the correlation among α value, thermal stress and dimensional stability.
Regression analyses were performed to correlate the carbon content dissolved in the matrix and/or degree of Ni segregation with α value, with the results being shown below:
(1) α value vs. C content dissolved in the matrix: α = 1.06%C + 4.6; R2 = 0.03 (2) α value vs. Degree of Ni segregation: α = 1.01Nid + 2.81; R2 = 0.92
(3) α value vs. both C content dissolved in the matrix and Degree of Ni segregation: α = 0.68%C + 1.05Nid +2.41; R2 = 0.96
Based upon the regression analysis results, α value can be decreased by reducing both the carbon content dissolved in the matrix and degree of Ni segregation, with the latter being the dominant factor.
Regarding the effect of the graphite type on α value, α value decreases according to the following order: SG > CG > FG, in the as-cast condition. On the other hand, α value decreases according to the following order: CG > FG > SG, in the T1 heat treatment condition.
Shape change (△PV) of the specimens after constrained thermal cyclic tests (500 cycles) were measured for low thermal expansion cast irons with different graphite shape (in T1 heat treatment condition) and two other alloys, SUS 304 and regular ductile cast iron. The results indicate that the shape changes in low thermal expansion cast irons regardless of graphite shape are substantially lower than both SUS 304 and regular ductile cast iron. Furthermore, among the low thermal expansion cast irons the shape change or dimensional stability is closely related with α value, that is, the lower the α value, the less the shape change or the better the dimensional stability. Therefore, the order of dimensional stability is SG > CG > FG.
Keywords: Thermal expansion coefficient, Cast iron, Homogenization heat treatment, Ni segregation, Carbon content in the matrix, Dimensional stability, Finite element method, ANSYS
目錄
口詴委員會審定書 ... #
誌謝 ...i
中文摘要 ... ii
ABSTRACT ... iii
目錄 ...iv
LIST OF TABLES ... viii
LIST OF FIGURES ... x
第 1 章 緒 論... 1
1.1 前言 ... 1
第 2 章 文獻探討... 3
2.1 低熱膨脹鑄鐵之開發過程及特性探究 ... 3
2.1.1 材料開發過程 ... 3
2.1.2 低熱膨脹現象之成因探討 ... 3
2.1.3 居禮溫度與磁效伸縮 ... 4
2.1.4 低熱膨脹鑄鐵之規格及其機械和物理性質 ... 5
2.2 化學成分對低熱膨脹合金之影響 ... 6
2.2.1 C 的影響 ... 6
2.2.2 Si 之影響 ... 6
2.2.3 Ni 的影響 ... 7
2.2.5 Ce 等稀土元素的影響 ... 8
2.3 片狀石墨之型態 ... 8
2.4 縮狀石墨之型態 ... 9
2.5 製程參數對縮墨鑄鐵顯微組織之影響 ... 9
2.5.1 球化/縮化處理 ... 9
2.5.2 接種處理 ... 10
2.5.3 澆鑄溫度以及澆鑄時間之影響 ... 10
2.6 其他參數影響 ... 11
2.6.1 碳當量的影響 ... 11
2.6.2 飽和數 (Saturation Number) ... 11
2.6.3 熱處理 ... 12
2.7 殘留應力之原因及影響 ... 12
2.7.1 鑄造應力 ... 13
2.8 尺寸穩定性 ... 13
2.9 熱循環詴驗 ... 14
2.9.1 熱循環詴驗原理 ... 14
2.9.2 拘束型熱循環詴驗 ... 15
2.10 熱應力理論與分析 ... 15
2.11 有限元素法(Finite Element Method) ... 17
2.11.1 基本步驟 ... 18
2.12 熱傳導方程式之離散化 ... 18
2.13 有限元素分析軟體-ANSYS ... 19
第 3 章 研究方法與步驟 ... 34
3.1 研究目的 ... 34
3.2 合金設計 ... 34
3.3 實驗方法與流程 ... 34
3.4 鑄造程序 ... 35
3.4.1 模型製作與造模材料 ... 35
3.4.2 配料及熔解處理 ... 35
3.4.3 球化、接種處理 ... 35
3.4.4 合金化學成分分析 ... 36
3.5 均質化熱處理 ... 36
3.6 實驗分析詴片取樣 ... 36
3.7 顯微組織分析 ... 36
3.8 電子微探分析儀 ... 37
3.8.1 基地中鎳濃度分布量測 ... 37
3.8.2 基地中固溶碳量之分析 ... 37
3.8.3 鎳偏析程度無因次化 ... 38
3.9 熱膨脹係數量測 ... 38
3.10 熱循環詴驗 ... 39
3.11 詴片之形狀量測 ... 39
3.12 溫度模擬分布 ... 40
3.13 實體模擬 ... 40
3.13.2 溫度場求解 ... 40
3.13.3 熱應力計算 ... 41
3.13.4 形變量計算 ... 41
第 4 章 結果與討論 ... 50
4.1 合金顯微組織分析 ... 50
4.2 均質化熱處理之影響 ... 51
4.2.1 對於基地中固溶 C 量之影響 ... 51
4.2.2 對基地中 Ni 偏析之影響 ... 52
4.3 熱膨脹係數分析 ... 53
4.3.1 C 含量對熱膨脹係數(α)之影響 ... 53
4.3.2 Ni 偏析程度對熱膨脹係數(α)之影響 ... 53
4.3.3 固溶 C 量與 Ni 偏析程度對熱膨脹係數(α)之複合影響 ... 54
4.4 熱循環詴驗後詴片變形情況之探究 ... 54
4.4.1 尺寸變化量探討 ... 55
4.5 拘束型熱循環詴驗之溫度場、熱應力及形狀變化模擬 ... 55
4.5.1 溫度場模擬分析 ... 55
4.5.2 熱應力與尺寸安定性之關係 ... 56
4.5.3 形狀變化模擬分析 ... 56
第 5 章 結論... 83 參考文獻 86
LIST OF TABLES
Table 2-1 Chemical compositions of various Invar-type alloys[wt%][ 3 ] ... 20
Table 2-2 The curie temperatures of different materials[ 7 ] ... 20
Table 2-3 ASTM A439 specifications for chemical requirements in austenitic ductile irons[ 2 ] ... 21
Table 2-4 ASTM A439 specifications for mechanical requirements in austenitic ductile irons[ 2 ] ... 21
Table 2-5 ASTM A439 for specifications for physic and mechanical properties in austenitic ductile irons[ 2 ] ... 21
Table 2-6 JIS G5510 specifications for chemical compositions in austenitic ductile irons[ 1 ] ... 22
Table 2-7 JIS G5510 specifications for mechanical requirements in austenitic ductile irons[ 1 ] ... 22
Table 2-8 The correlations among casting thickness, carbon equivalent and pouring temperature[ 26 ] ... 23
Table 2-9 The range of compositions for calculation of SN value ... 23
Table 3-1 The alloy design[wt%] ... 42
Table 3-2 The Homogenization Heat treatment conditions ... 42
Table 3-3 Chemical compositions of the charge materials and the treating alloys[wt%]42 Table 3-4 The make-up of the change materials and the treating alloys (Kg) ... 43
Table 3-5 The mechanical and physic properties of various alloys. ... 43
Table 4-1 Chemical compositions of Heats design A, B and C [wt%] ... 58
Table 4-2 The C.E. and S.N. values of Heats A, B and C ... 58
Table 4-3 Analysis results of the carbon content in the matrix at both as-cast(T0) and heat-treated condition(T1) [wt%] ... 59 Table 4-4 Results of the degree of Nickel segregation in dimensionless value for Heats
A, B and C at both as-cast(T0) and heat-treated condition(T1). ... 60 Table 4-5 Results of α value at different temperatures or temperature ranges for Heats A, B and C at both as-cast(T0) and heat-treated condition(T1). [ x10-6/oC] ... 60 Table 4-6 Results of changes in shape after thermal cyclic test for Heats A, B and C at
both as-cast(T0) and heat-treated condition(T1). ... 61 Table 4-7 Simulated temperature and thermal stress at different nodes for Heats A, B
and C. ... 62 Table 4-8 Temperature simulated and thermal stress of nodes in SUS304 and SG. ... 62 Table 4-9 The ΔPV value and thermal stresses for various alloys. ... 63 Table 4-10 The simulated ΔPV value of Heats A, B and C at both as-cast(T0) and heat-
treated condition(T1). ... 63
LIST OF FIGURES
Fig. 2-1 Coefficient of linear expansion at 20 oC vs. nickel content for Fe-Ni alloys
containing 0.4%Mn and 0.1%C.[ 2 ] ... 23
Fig. 2-2 Phase diagram of Fe-Ni alloy.[ 5 ] ... 24
Fig. 2-3 Change in length of a typical Invar over different ranges of temperature.[ 2 ] . 24 Fig. 2-4 The curie temperatures of binary Fe-X alloys with different alloying compositions.[ 8 ] ... 25
Fig. 2-5 Illustration to the low thermal expansion characteristics of Invar alloys. [ 3 ] .. 25
Fig. 2-6 The five types of flake graphite ... 26
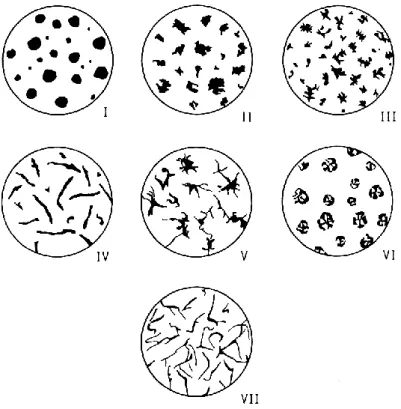
Fig. 2-7 The seven types of graphite established by ASTM Specification A-247 ... 26
Fig. 2-8 The morphology of compacted graphite ... 27
Fig. 2-9 The relation between nodularity and residual of Mg[ 22 ] ... 27
Fig. 2-10 Correlation between nickel content and α value at various temperatures in Fe-Ni alloys.[ 12 ] ... 28
Fig. 2-11 Effect of CE value on coefficient of thermal expansion at various temperatures for ductile irons containing 36%Ni.[ 8 ] ... 28
Fig. 2-12 Chunky graphite forms in 1-in thick specimens when SN value exceeds 3.7 for alloys treated with a nodularizer containing rare earths.[ 9 ] ... 29
Fig. 2-13 Chunky graphite forms in 1-in thick specimens when SN value exceeds 4.56 for alloys treated with a nodularizer containing no rare earths.[ 9 ] ... 29
Fig. 2-14 The thermal stress of casting surface during heating and cooling thermal cycles.[ 30 ]... 30
Fig. 2-15 The relationship between thermal stress and temperature with time.[ 31,[ 32 ]30 Fig. 2-16 Schematic drawing of the axial heat transfer. ... 31
Fig. 2-17 The initial condition and boundary condition of a half specimen. ... 31
Fig. 2-18 Heat transfer of a 2-D element. ... 32
Fig. 2-19 Temperature gradients of a 2-D element. ... 32
Fig. 2-20 The line integral path in a 2-D element. ... 33
Fig. 3-1 The procedure of the experiment. ... 44
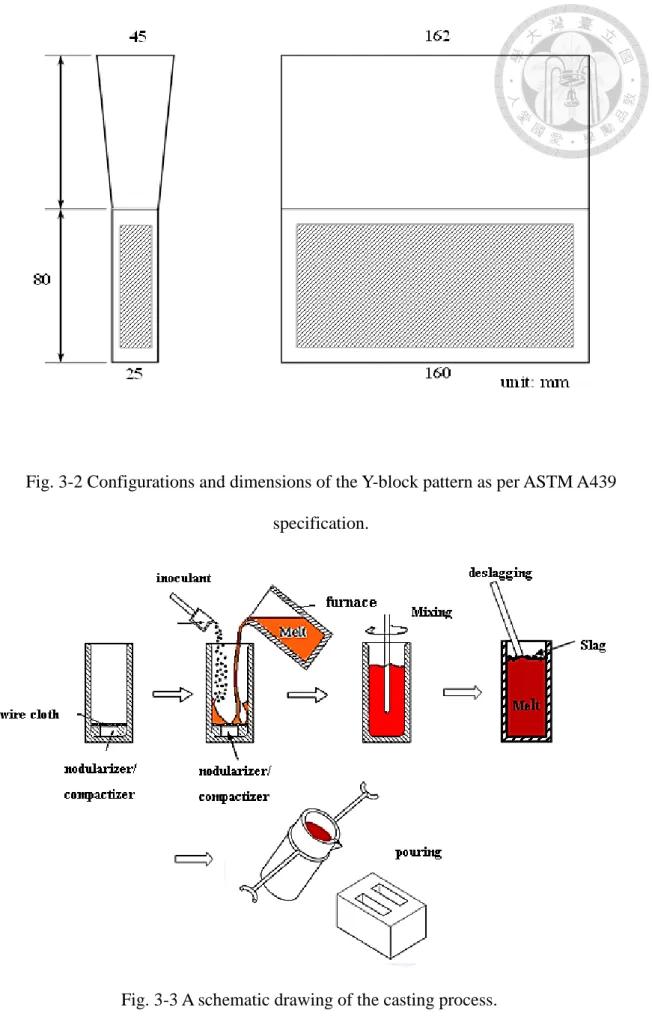
Fig. 3-2 Configurations and dimensions of Y-block pattern as per ASTM A439 specification. ... 45
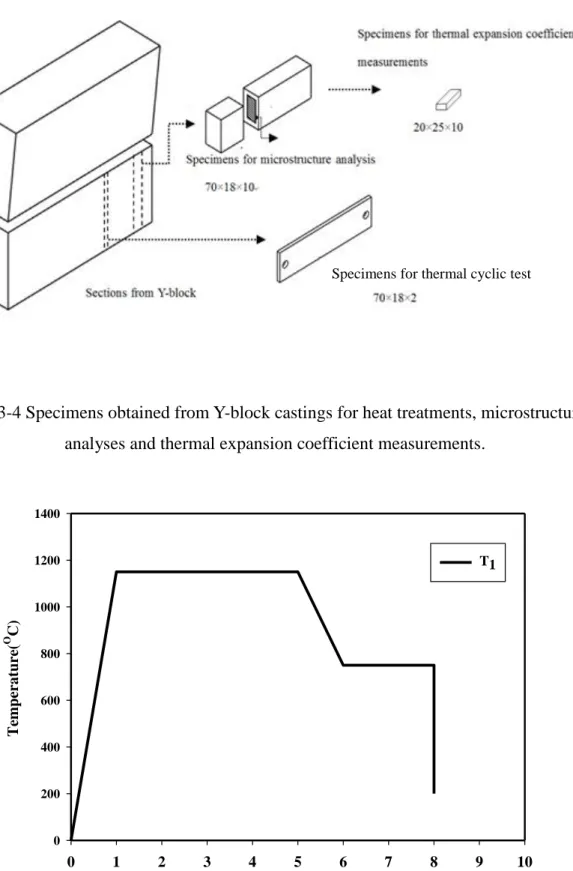
Fig. 3-3 A schematic drawing of the casting process. ... 45
Fig. 3-4 Specimens obtained from Y-block castings for heat treatment, microstructure analysis and thermal expansion coefficient measurements. ... 46
Fig. 3-5 A schematic diagram of various heat treatment procedure of T1. ... 46
Fig. 3-6 The schematic of operating EPMA ... 47
Fig. 3-7 The schematic drawing of the thermal cyclic test apparatus. ... 47
Fig. 3-8 The temperature-time cycle in the thermal cyclic test. ... 48
Fig. 3-9 The drawing of the positions and routes for dimensions and surface profile measurements. ... 48
Fig. 3-10 The photo showing the instrument for the measurements of speciemen dimensions. ... 49
Fig. 3-11 The specimen was divided into 7 elements and 8 nodes for temperature and stress analysis. ... 49
Fig. 4-1 The microstructures of Heat A (a) & (b) As-cast (T0), (c) & (d) T1 Heat-treated condition (T1). ... 65
Fig. 4-2 The microstructures of Heat B (a) & (b) As-cast (T0), (c) & (d) Heat-treated condition (T1). ... 67
Fig. 4-3 The Schaeffler diagram of Ni-Cr stainless steels. ... 68
Fig. 4-4 Comparisons in carbon content in the matrix of Heat A(FG), Heat B(CG) and Heat C(SG) at as-cast(T0) and heat-treated condition (T1). ... 68 Fig. 4-5 Ni distribution curves in the matrix of Heat A, via EPMA line scanning, (a)
As-cast (T0), and (b)Heat-treated condition (T1). ... 69 Fig. 4-6 Ni distribution curves in the matrix of Heat B, via EPMA line scanning, (a)
As-cast (T0), and (b)Heat-treated condition (T1). ... 69 Fig. 4-7 Ni distribution curves in the matrix of Heat C, via EPMA line scanning, (a)
As-cast (T0), and (b)Heat-treated condition (T1). ... 70 Fig. 4-8 Ni segregation (dimensionless) in the matrix of Heat A(FG)、Heat B(CG) and
Heat C(SG) for both as-cast(T0) and heat-treated condition(T1). ... 70 Fig. 4-9 The measured α vs. temperature curves by DILATRONIC. ... 71 Fig. 4-10 Comparisons of α value among Heats A, B and C, (a) α50oC, (b) α100o
C,
(c)α150o
C, and (d)α50~150o
C. ... 73 Fig. 4-11 The correlation between the carbon content in the matrix and α value in Heats
A, B and C. ... 73 Fig. 4-12 The correlation between the degree of Ni segregation and α value in Heats A,
B and C. ... 74 Fig. 4-13 Combined effects of carbon content in the matrix and degree of Ni segregation (dimensionless) on α value of Heats A, B and C. ... 74 Fig. 4-14 The profile of specimen in thermal cyclic test measured by Taylor
Hobon-From Taylorsurf PGl 1240. ... 75 Fig. 4-15 The ΔPV values of Heats A, B and C at both as-cast (T0) and heat-treated
condition (T1). ... 75 Fig. 4-16 The comparison ofΔPV value of different alloys. ... 76
Fig. 4-18 The simulation of temperature field in Heat A (FG). ... 77
Fig. 4-19 The simulation of temperature field in Heat B (CG). ... 77
Fig. 4-20 The simulation of temperature field in Heat C (SG). ... 78
Fig. 4-21 The temperature at different nodes in Heats A (FG), B (CG) and C (SG). ... 78
Fig. 4-22 The simulation of ΔPV of Heat A (FG) after thermal cyclic test. ... 79
Fig. 4-23 The simulation of ΔPV of Heat B (CG) after thermal cyclic test. ... 80
Fig. 4-24 The simulation of ΔPV of Heat C (SG) after thermal cyclic test. ... 81
Fig. 4-25 The correlation between the real measured ΔPV and simulated ΔPV. ... 82
第 1 章 緒 論
1.1 前言
由於科技的日益精進,精密工業設備以及半導體光電產業的需求,對於設備 零組件之材料尺寸安定性已經達到奈米等級的需求,各產業皆以邁向更細微之尺 寸精度為發展目標。另外,就精密加工的領域來說,影響精密度的因素很多,除 了加工機本身的結構以及各項加工操作條件問題之外,熱膨脹變形所導致的尺寸 誤差也是重要的原因之一。加工機在長時間的操作下,要如何防範主軸、載台、
機具等的熱膨脹變形,更是提升加工精度的關鍵。因此,在元件材料的選擇上,
藉由採用低熱膨脹材料之尺寸安定化特性可以使因溫度升高所造成的尺寸變化量 降至最低,而達到加工所要求之精度。因此,開發低熱膨脹合金是一重要的課題。
針對低熱膨脹鑄鐵之研發,日本鑄造株式會社早在多年前即已開發完成各種 商業化的合金,其所發展出來的之 LEX(Low Thermal Expansion Material)系列,
其包含了多種應用範圍的合金材,並以 Super LEX5 具有在 50oC 以下熱膨脹係數(α 值)趨近於零的合金最具特色[ 1 ]。
就低熱膨脹鑄鐵而言,已規格化者包含美國的 ASTM D-5、D-5B 以及日本的 JIS FCA-Ni 35(片墨)、FCDA-Ni 35(球墨)等合金,其α值大約在 5.0×10-6/oC 左 右,是一般鑄鐵的 1/2~1/3。由於在 Fe-Ni 二元合金當中, Ni 含量的微小變化對α 值的影響相當敏感,因此,Ni 在沃斯田鐵基地中的偏析情形,以及 C、Mn、Cr、
Cu 等元素,均是促使α值上升的因素之一,故在低熱膨脹鑄鐵的研究當中,除了 必頇盡可能控制不冺元素的含量之外,仍頇探討適當的熱處理方式以消除基地中
有關低熱膨脹鑄鐵的性質,除了其低α值的基本特性之外,還具備以下諸多 優點:
1. 由於具有沃斯田鐵基地的組織特性,使其具有極佳的耐蝕性、耐酸性以
及耐氧化成長性等。
2. 在高溫下仍能維持安定的基地組織,使其高溫強度及耐熱疲勞性比一般
灰口鑄鐵優異甚多。
3. 在室溫及低溫環境下,不易引起麻田散鐵變態,因此能保有相當程度的
韌性,而避免了耐低溫脆性的問題。
本論文之研究動機與研究內容主要有三:
1. 深入探討均質化熱處理對於消除或降低合金元素 Ni 之偏析程度及基地固溶 C
量之影響,並進一步分析上述組成變化對於α值的影響。
2. 藉由拘束型熱循環詴驗來模擬工具機之操作環境,分析不同石墨型態(片墨、
縮墨、球墨)對於詴片形狀變化量(平坦度)之影響。
3. 以有限元素法模擬分析熱循環詴片之三維穩態溫度場及應力場分布,以及形
狀變化量;另一方面,探討不同合金材料(不鏽鋼 304、一般球墨鑄鐵及低熱 膨脹鑄鐵)之溫度場分布之差異,並進一步求出不同合金之熱應力以及形狀變 化量。最後,深入探討影響熱應力之參數,以及熱應力和尺寸變化量之間的 關聯性。
第 2 章 文獻探討
2.1 低熱膨脹鑄鐵之開發過程及特性探究
2.1.1 材料開發過程
Guillaume 於 1896 年首先研發出一系列具低熱膨脹係數之合金,其中以 Fe-(34~36%)Ni 最受重視。雖然純 Fe 與純 Ni 之α值均極高,但對 Fe-Ni 合金而言,
當 Ni 含量介於 34%~36%之間時,Fe-Ni 合金之α值顯著降低,其α值約為一般鋼 鐵的 1/10(α≒1.2×10-6/oC),基於極低的熱膨脹係數,該合金之命名也逕取自
“Invariable”一字的涵義,而以“Invar”合金稱之。惟,當 Ni 含量高於或低於上 述範圍(34~36%)時,α值均會提高[ 2 ],如 Fig. 2-1 所示。
Table 2-1[ 3 ]列舉數種 Invar 合金之性質。Invar 合金雖然其α值很低,但因 C 和 Si 之含量亦低,故,鑄造性與加工性均差,製造上有其困難度及侷限性。提高 C、Si 含量雖可改善鑄造性及加工性,但α值卻會升高,又無法滿足一些特定應用 場合之要求。
近幾年來,工業產品有走向輕薄短小之趨勢,而在精微加工方面,影響精密 度的因素很多,除機械本身結構及操作條件的因素之外,熱膨脹變形所導致的尺 寸誤差是重要的原因之一,針對此問題,可將靠近熱源的重要元件以低熱膨脹材 料來取代,以降低因熱膨脹所引起的尺寸誤差。
2.1.2 低熱膨脹現象之成因探討
在早期開發階段,Guillaume & Chevenard[ 4 ]認為 Fe-Ni 合金之低熱膨脹現象 是由於合金中形成 FeNi3 化合物所致,然而,隨著 Fe-Ni 二元合金平衡相圖(Fig.
非 FeNi3,且,A3變態點則是發生在露點以下,此與 Invar 合金在室溫附近即有低 熱膨脹特性的現象並不符合,因此上述兩種說法均無法正確解釋 Invar 具低熱膨脹 的特性。隨後,Honda & Miura[ 6 ]發現 Fe-Ni 合金之低熱膨脹現象乃是起因於合金 γ相的鐵磁性特性,此論點經過種種重重驗證之後,被認定為是真正導致低熱膨 脹現象的主因。
Invar 合金系所具有之低熱膨脹特性普遍存在一個共同的特點,即僅在某一特 定的溫度範圍之內才具有低熱膨脹的現象,由 Fig. 2-3[ 2 ]所描繪之熱膨脹曲線模 式中可知,溫度介於 CD 區間時(一般為 20oC~200oC)的長度幾無變化,代表該處的 α值極低,然而在較低溫(AB 區)或是較高溫(EF 區)時,此一低熱膨脹的特性將不 復存在,於是,圖中這兩個明顯的溫度轉折帶(BC 及 DE 區)便成為研究者深感興 趣的焦點,如何將其控制在期望的溫度範圍內,抑或如何擴大此一具低α值特性 的 CD 溫度區間,以獲得更為優異的熱膨脹性質,是研究學者持續探討的主題。
2.1.3 居禮溫度與磁效伸縮
在眾多的研究當中,已經發現在 Fig. 2-3[ 2 ]之 D 點及 E 點的溫度分冸對應了 該材料磁性變態的起訖溫度,其中,E 點即相當於磁性變態點的居禮溫度(Curie temperature,以 Tc表示),代表該材料從鐵磁性(Ferromagnetic,即為強磁性)轉變為 順磁性(Paramagnetic,即常磁性)的臨界溫度,Table 2-2[ 7 ]以及 Fig. 2-4[ 8 ]列出數 種常見元素之居禮溫度和部分 Fe-X 鐵系合金之居禮溫度。由此可知,低熱膨脹的 特性必然與此一磁力特性有密切的關聯,而在諸多鐵磁特性當中,與材料的長度(或 體積)的變化有相關者即為磁效伸縮(Magnetostriction),即:鐵磁性材料在磁場的作 用下具有長度變化的現象。此一效應對於 Fe 而言,其體積會沿著磁場的方向發生 膨脹現象,且該膨脹量隨著磁場強度的增高首先逐漸加大,然後逐漸轉緩,最後
甚至發生收縮現象;然而對於 Ni 而言,其長度的變化情形正好與 Fe 相反,即沿 磁場方向首先發生急劇的收縮,之後隨著磁場的增強而漸趨於一恆定之長度 [ 3,[ 9 ]。
儘管上述有關磁致伸縮的效應與溫度似乎並無直接的關係,但據研究發現,
強磁性物體亦具有以磁性變態溫度(Tc)為界的體積變化現象,此乃所謂的「自發體 積磁伸縮」特性。有趣的是,如 Invar 合金本身所引發的自發體積磁伸縮特性為一 種巨大的收縮現象,如 Fig. 2-5[ 3 ]即為構成 Invar 獨特熱膨脹曲線的成因示意圖;
其體積收縮率比原本單純的 Fe 或 Ni 大了近 100 倍,因此得以抵消物體因溫度上 升而增加之原子熱振動所引起的膨脹量,此係造成了 Invar 合金系之熱膨脹係數極 低,甚至可達負值的原因,因此亦被稱之為“Invar 效應”[ 10 ]。而當溫度趨近 Tc 時,由於合金內的磁元逐漸散亂而失去原有磁性,此時自發體積磁伸縮的效應逐 漸轉為膨脹,故α值在此處明顯增高,這也正是 Invar 合金的熱膨脹曲線具有明顯 轉折溫度點(Inflection temperature)的原因。由於 Ni 具有與一般強磁性體相反的磁 伸縮特性,使得 Ni 成為低熱膨脹材料不可或缺的首要合金元素。
2.1.4 低熱膨脹鑄鐵之規格及其機械和物理性質
有關低熱膨脹鑄鐵的詳細規格及性質,在此分冸節錄 ASTM 及 JIS 的規格作 為代表;Table 2-3、Table 2-4[ 2 ]及 Table 2-5 為 ASTM A439 所規範之沃斯田鐵型 球墨鑄鐵的成分、機械及物理性質,Table 2-6 以及 Table 2-7[ 2 ]則分冸為 JIS G5510 沃斯田鐵型球墨鑄鐵的成份及機械性質規格。另外,部分日本企業也針對各種不 同的性質需求而開發出屬於公司特有的低熱膨脹鑄鐵及鑄鋼規格。
依據以上各個表列內容以及相關的文獻參考,大致對於現有之低熱膨脹型鑄
1. 20oC~200oC 的平均熱膨脹係數約為 5.0×10-6/oC,約為一般灰口鑄鐵的 1/3~1/2 左右,但仍比 Invar 合金的 1.5×10-6/oC 高出許多。
2. 由於低熱膨脹鑄鐵之基地組織幾乎全為沃斯田鐵,故其硬度值約在 130~180 HB 左右,比一般灰口鑄鐵的 130~240HB 為低。
3. 在加工性方面,片墨形態的低熱膨脹鑄鐵大致與灰口鑄鐵相當,而球墨形態
者,則與波來鐵基地的球墨鑄鐵相當[ 11 ]。
4. 由於含有高比例的 Ni 成分,使其亦具備多項沃斯田鐵型鑄鐵的優異特性,包 括:高溫強度、耐熱疲勞性、耐蝕性、耐低溫脆性…等等[ 11 ]。
2.2 化學成分對低熱膨脹合金之影響 2.2.1 C 的影響
由文獻資料可知,增加 C 含量會提高α值,沃斯田鐵基地中 C 固溶量與α值 之關係可由下式表示:
α 6 ( % C ) 1 . 2 , w h e n C (2-1) 0 . 4 % α 0.4 (%C) 3.3 , when C 0.4% (2-2)
當 C 以石墨形式析出時,會造成 Ni 在基地中的偏析現象,而使α值升高。Ni 偏析程度與 C 含量大致呈一線性關係,當 C 含量增加時,KeNi 值(代表 Ni 偏析程 度)也愈高(KeNi 值之定義為初晶沃斯田鐵晶粒中之 Ni 濃度與平均 Ni 濃度的比 值),而使α值提高。另,文獻[ 12,[ 13 ]亦指出,在 500K 以下,含 C 量愈低,α 值亦愈低。但,隨著溫度升高,C 含量對於最低α值的影響會隨著 Ni 含量不同而 有所不同。
2.2.2 Si 之影響
Si 含量對α值的影響隨含 C 量的不同而有所差冸,含 C 量很低時,α值隨含
Si 量的增加而提高,但當含 C 量增加時,則α值隨含 Si 量增加首先下降再提高,
而最低α值所對應的 Si 含量會隨著 C 含量的增加而增高[ 14 ]。
2.2.3 Ni 的影響
Ni 是促使 Fe-Ni 合金具有低熱膨脹係數的主要元素。Ni 元素在鑄鐵凝固過程 中會降低基地對 C 的固溶量而促進石墨化,且 Ni 含量大於 18%時可形成安定之沃 斯田鐵相,更使合金具備了耐蝕、耐酸的特性。在高溫下其穩定的沃斯田鐵基地 組織更使其比一般鑄鐵更為優秀之高溫強度;穩定的基地組織亦表現在低溫環境 下,由於高 Ni 含量可以促使麻田散鐵變態溫度(Ms)明顯下降,因此其更具備了耐 低溫脆性。一般而言,Fe-Ni 合金在室溫附近的α值隨著 Ni 含量的增加而有顯著 的變化,在 34~36%範圍可達到最低值,如 Fig. 2-1。所示,一旦偏離了上述之範 圍,α值會急劇上升。此外,隨著溫度的升高,最低的α值所對應到的 Ni 含量將 會略為增加[ 1 ],如 Fig. 2-6[ 12 ]所示。
2.2.4 Co 的影響
Co 如同 Ni 同樣具有提高鐵系合金之磁性變態溫度的作用[ 15 ],因此同樣具 有降低熱膨脹係數的作用,且,其效果優於 Ni,因此在 Invar 合金中也常以 Co 來 取代部分的 Ni 以降低α值[ 6 ]。Co 與 Ni 對於α值之複合影響可以 Ni 當量(Nickel Equivalent, NiE)來表示。Co 與 Ni 之複合影響關係式如下[ 16, 17 ]
NiE=%Ni+(0.8~1)%Co (2-3)
NiE=%Ni+(0.82~0.84)%Co (2-4)
NiE=%Ni+%Co-4%Mn (2-5)
2.2.5 Ce 等稀土元素的影響
Ce 等稀土元素具有球化作用,但亦是一碳化物促進劑。以球墨鑄鐵為例,添 加 Ce 會提升球墨率、球墨數以及減少球化劑之鎂的需求量,但會促進碳化物析出。
對於沃斯田鐵基地的低熱膨脹合金而言,Ce 超過 0.003%時會有強烈促進塊狀 石墨(Chunky graphite)之析出,故,一般建議以不含 RE (Rare earths)的球化劑來進 行球化處理較能得到完美的球墨組織[ 11 ]。
2.3 片狀石墨之型態
片狀石墨鑄鐵之石墨種類及型態分為 A、B、C、D 及 E,共五種 type,如 Fig.
2-6 所示。
A-type (平均分佈):在正常鑄造狀態下得到之石墨型態,石墨成片狀且均勻分 布無特定之方向性。具有最佳機械強度,若使用足量接種劑,在斷面較厚的 鑄件也可得到 A 型石墨。
B-type(菊花狀組織):鑄件急速冷卻下容易產生,為 A type 與 D type 之混合型 態。石墨群集成花朵狀,中央為共晶微細石墨,周邊為放射擴散之片狀石墨,
此一型態常出現鑄件厚壁區塊。
C-type (混合型):過共晶組織,包含初晶粗大片狀石墨及共晶石墨之混合型。
D-type(不規則偏晶樹枝狀):微細的共晶石墨析出於初晶沃斯田鐵樹枝狀晶 間,常出現於共晶冷卻時有冷激之情況。
E-type (規則偏晶樹枝狀):初晶沃斯田鐵較多,常見於碳當量(C.E.)較低之鑄 件中,石墨較短而粗。
2.4 縮狀石墨之型態
縮墨鑄鐵之主要特徵為石墨呈現蠕蟲狀,且在共晶細胞內相互連結,而縮狀 石墨形狀與片狀石墨接近,均為長條狀,但差冸為縮狀石墨於端部呈粗短圓滑狀,
不同於片狀石墨之尖銳狀。ASTM A-247,將石墨型態分為 type:I、II、III、IV、
V、VI、VII 等七種型態,其中 type IV 歸類為縮狀石墨。除了直接比對參考標準 圖之外,縮狀石墨還有其他三種形狀冹定方法,如下表所示:
名稱 公式 符號意義 定義
形狀面積法 S’=S/S0 S:石墨面積
S0:石墨外接圓面積 S’=0.2~0.4 為縮狀石墨 形狀係數法 K=4πS/L2 S:石墨面積
L:石墨周長 K=0.2~0.8 為縮狀石墨
軸比法 R=I/d I:石墨最大長度
d:石墨厚度 R=2~10 為縮狀石墨
相關圖形說明附於 Fig. 2-8。
2.5 製程參數對縮墨鑄鐵顯微組織之影響 2.5.1 球化/縮化處理
對球墨鑄鐵而言,為得到球狀石墨組織,一般使用 Mg 合金做為主要球化劑來 進行球化處理。若 Mg 殘留量過高時,則容易形成分歧狀石墨及碳化物,反之若 Mg 殘留量過低時,則容易形成縮狀石墨、不規則石墨,甚至是片狀石墨[ 19 ][ 20 ]。
在維持高球化率之前提下,殘留 Mg 量應保持越低越好,如此可以減少浮渣形成,
並改善補充特性等。Karsay 和 Schelleng[ 21 ]指出,不論鑄件之尺寸大小,球墨鑄 鐵之最佳殘留 Mg 量應為 0.035~0.055wt%。
縮墨鑄鐵的石墨型態介於片墨鑄鐵與球墨鑄鐵之間,因此在生產過程中,一
方面必頇避免縮化處理不充分而形成片狀石墨,另一方面則必頇避免縮化處理過 度,而析出過量的球狀石墨(縮墨鑄鐵之球化率一般限制在 20%以下)或甚至碳化 物。縮墨的生產方式主要有兩類:
1. 同時添加球化元素及反球化元素。
2. 僅添加球化元素–控制球化劑的量在一定範圍之內,以達不完全球化的效果。
單純添加球化元素時,其操作窗較為狹窄如 Fig. 2-9,需要較精準的製程控管。
2.5.2 接種處理
接種處理可以降低共晶凝固時的過冷度,並提供較多的核心以增加球墨數 目,促進「石墨-沃斯田鐵」的穩態共晶反應,而防止碳化物生成。此外,接種處 理可使鑄件不同斷面厚度的抗拉性質、硬度及切削性更加均一。
2.5.3 澆鑄溫度以及澆鑄時間之影響
澆注時間過長與不適當的澆注溫度對於球墨鑄之鐵顯微組織會有不良的影 響。經球化及接種處理後至澆注之時間過長時,會使得球化及接種發生退化,進 而造成球墨數目降低或析出不良石墨[ 23 ],因此必頇盡量縮短球化與接種處理至 完成澆注之時間,一般必頇在 10 分鐘以內完成。另有研究指出[ 24 ],澆注溫度太 高時,會對石墨之成核造成不良影響,進而減少球墨之數目。澆鑄溫度、鑄件厚 度已及碳當量的相互關係示於 Table 2-8[ 25 ]。可由此表設計出較適合之澆注溫度 及碳當量。在文獻中[ 26 ]已探討出爐溫度、澆注溫度及澆注時間對於球化率之影 響,研究指出,為了防止球化造成衰退的情形,最佳製程條件應在 6 分鐘之內完 成。針對縮墨鑄鐵而言,其縮化處理之製程控制與球化處理相似,惟,需控制接 種處理之添加量(較球墨鑄鐵低)以避免球化率太高。
2.6 其他參數影響
2.6.1 碳當量的影響
碳當量(Carbon Equivalent)是在 Fe-C-Si-X 系統中,Si 或其他元素相對於 C 之作用而以某特定比例表示者,鑄鐵之碳當量(CE)如下式:
CE = %C+0.33%Si+0.33%P ( 2-6) 對於低熱膨脹型鑄鐵而言,由於 Ni 含量很高,因此 CE 值需考量 Ni 的效應,
故 CE 值修正如下[ 11 ]:
CE (%) = %C + (1/3)%Si + 0.047%Ni - 0.0055 (%Ni×%Si) ( 2-7) Sun & Loper[ 27 ]指出,碳當量大於 4.3 %時,除了會有浮碳現象外,並且會 伴隨著爆炸型石墨(Exploded graphite)之析出。過低的碳當量則會導致鑄件過度收 縮而影響鑄件品質,一般來說,合金的 CE 值越高,則流動性越佳,且凝固收縮越 小。綜上所述,為兼顧優良球墨組織及避免浮碳現象,碳當量應略低於共晶成分。
至於 CE 值對於 α 值之影響,由 Fig. 2-11[ 17, [ 28 ]可知,CE 值越高,α 值也越高。
2.6.2 飽和數 (Saturation Number)
根據 Karsay 和 Schelleng[ 21 ]針對高 Ni 球墨鑄鐵的石墨型態研究發現,鑄鐵 成分必頇滿足下式才能避免塊狀石墨(Chunky graphite)之析出:
SN = %C + 0.2 (%Si)+0.06 (%Ni)<4.4 (2-8) 定義 SN(Saturation Number)值為式(2-11)求得之值,且當 SN 值小於 4.4 方可得 到較為完美的球狀石墨,式(2-14)在 Table 2 9 之合金成分範圍內,皆可維持其正確 性。
另外,從先前研究[ 9 ]指出,以含稀土元素之球化劑處理,厚度 1-in 之詴片為
例,當 SN 值大於 3.7 時會出現塊狀石墨,如 Fig. 2-10 所示。以不含稀土元素之球 化劑處理時,對於厚度 1-in 之詴片,當 SN 值大於 4.56 時,會析出塊狀石墨,如 圖 Fig. 2-11 所示。
2.6.3 熱處理
在熱處理過程中,詴片加熱至固溶溫度,隨著恆溫保持時間的增加,Ni 元素 逐漸由較高濃度之初晶部位往較低濃度之共晶胞間界處擴散,此外,由於γ相(沃 斯田鐵相)中的固溶 C 飽和量也隨著溫度之升高而增加,因此,C 原子也會從石 墨中溶出並逐漸往共晶胞之γ相擴散。另一方面,當以爐冷方式冷卻時,隨著溫 度的緩慢下降,C 元素有足夠的時間再度擴散至石墨,而使得γ相中之固溶 C 含 量較鑄態時為低。
另, Russell[ 2 ]指出,經完全退火之詴片,其磁性變態溫度開始於 162oC,結 束於 271oC,而淬火詴片之磁性變態溫度則開始於 205oC,結束於 271oC,因此,
淬火處理具有降低α值的效果。
2.7 殘留應力之原因及影響
文獻[ 29 ]指出,金屬在鑄造或後處理加工都有可能在材料內部產生殘留應 力,而殘留應力會以能量的方式儲存在材料內部,隨著時間漸漸釋放出來,而造 成尺寸上的變化。殘留應力對鑄件性質影響很大,例如,當機具工作應力的方向 和殘留應力方向相同的時候,應力疊加可能會超出材料強度範圍,進而產生裂紋,
或者,含有殘留應力的鑄件,放置日久或者是機械加工後會變形,使機具失去精 度。變形的鑄件能因為加工必頇預留量不足而報廢,因此需要較大的加工裕度。
此外,撓曲變形還會降低尺寸的精度,尤其對於精度要求較高的鑄件,防止殘留 應力的影響極為重要。本節討論殘留應力造成的原因以及影響。
2.7.1 鑄造應力
一般而言,鑄造過程所產生的應力可分為下列三類:相變應力、收縮應力及 熱應力。
1. 相變應力: 當材料晶體結構轉換的時候都會造成體積或者是尺寸上的變 化,而這種因為晶體結構的改變造成的應力稱作相變應力。當球墨鑄鐵之
最高加熱溫度超過 Ac1溫度時,肥粒鐵或波來鐵在加熱過程中會發生相變
態而形成沃斯田鐵,會產生拉伸應力。另一方面在急速冷卻時,沃斯田鐵 會變態成麻田散鐵,由於麻田散鐵生成時,詴片之體積會產生變化增大,
不均勻的麻田散鐵量,會造成不均勻的膨脹量,因而引發變態壓縮應力。
麻田散鐵變態所形成之壓應縮力會抵消部份加熱過程中所形成之拉伸應 力。
2. 收縮應力: 鑄件在鑄造時凝固冷卻時收縮受到結構之拘束而形成的應力,
因此又稱為機械應力。造成的原因有型砂或砂心的高溫強度太高、崩散性 差等。這種應力是暫時的,故又稱之為暫時應力。當結構拘束的原因一旦 消失,會立即自行消失。由於鑄件高溫強度低,當應力超過其高溫強度時,
在應力集中的部位,容易產生熱裂。
3. 熱應力: 熱應力的產生是由於鑄件壁厚不均,在凝固及其後的冷卻過程當 中,由於鑄件各部位的冷卻速度不同,各部位之收縮不一致,再加上鑄件 各部位之相互牽制而造成熱應力。
2.8 尺寸穩定性
所謂尺寸穩定性通常是以尺寸變化率來表示,其係指將一標準尺寸的詴樣在
規定的溫度以規定的方式放置在規定的支撐上,經過規定的時間後,將詴樣冷卻 至室溫,計算尺寸變化的百分率。而尺寸變化又分為變寸跟變形,變寸是指由變 態時的膨脹收縮所引起的尺寸變化;變形是指由熱應力、變態應力和組織不均勻 所引起的熱應變、變態應變和組織應變等所造成的形狀變化。
影響尺寸穩定性之原因有二:
1. 組織發生相變化:
由於不同的組織材料晶格大小不盡相同,所以發生相變化時即會產生體積的 改變。例如高碳、高合金鋼殘留的沃斯田鐵相過多,容易因為外在因素如溫 度、加工等影響,使得殘留沃斯田鐵因獲得能量而變態為麻田散鐵,引起體 積膨脹,進而產生尺寸變化。
2. 殘留應力:
若因為熱應力、相變應力以及收縮應力所造成的殘留應力,會以能量的方式 慢慢釋放出來,所以會造成整體材料發生變形或變寸,進而影響機械性質。
2.9 熱循環詴驗 2.9.1 熱循環詴驗原理
鑄件在重複循環之加熱冷卻過程中,因溫度的變化以及鑄件受外在及本身結 構上之限制,將產生熱應力,而致使鑄件表面及內部萌生微裂紋,並隨著熱循環 次數的增加而逐漸擴展,最後導致鑄件破裂。
熱應力之來源有以下兩種:
1. 因加熱膨脹及冷卻收縮所引發之熱循環應力(thermal cyclic stress),其為最大拉 伸應力加上最大壓縮應力的總和。
2. 因相變態所衍生之應力(transformation stress)。
熱循環作用會導致材料內部產生熱應力,在尺寸發生變化中扮演重要的角 色。Skelton[ 30 ]對材料內部熱應力的生成提出定性的討論,如 Fig. 2-14 所示。當 一處於低溫均勻狀態之結構件突然承受高溫作用時,表面 A 處將會膨脹,但受到 周圍低溫區域之拘束而無法自由膨脹,此時 A 區域即產生壓縮應力,如 Fig. 2-14 (a) 所示;應力狀態沿 Fig. 2-14 (b)之 OQ 線產生降伏。隨後熱能沿著 Fig. 2-14 (a)之 B 方向傳遞,使溫度梯度降低且材料整體處於膨脹狀態,此時在表面 A 處將承受拉 伸應力(Q-R 線),當此高溫狀態材料急速冷卻時收縮開始發生,且拉伸應力到達最 大值(S 點),在後續作用下詴片整體均勻冷卻,最後在表面 A 點處承受殘留壓縮應 力(P 點)。若鑄件厚度愈大,則熱循環過程之溫度梯度愈大,所產生之熱應力亦愈 大。反之,若鑄件厚度愈小,則所產生之熱應力亦愈小。
2.9.2 拘束型熱循環詴驗
Park 及 Gundlach[ 31 ]所採用之拘束型熱循環詴驗方法其詴棒為中空圓柱形,
兩端以夾頭固定,冺用高週波感應方式加熱,並水冷至較低溫度。其隨著時間的 增加,熱應力與溫度的關係如 Fig. 2-15 所示。在加熱階段,詴片因膨脹受拘束而 產生壓應力。在冷卻階段,詴片因收縮受到拘束而產生拉伸應力。在加熱及高溫 保持過程中,詴片如果發生降伏(從 A 點到 B 點),則壓應力會減低。因此室溫保 持階段如果發生應力鬆弛現象時,壓應力會隨著循環次數之增加而減少,使得詴 片在冷卻過程中所產生之殘留拉伸應力會隨著熱循環次數的增加而逐漸增加,當 拉伸應力大於材料之降伏強度時,詴片即發生塑性變形。
2.10 熱應力理論與分析
1. 因熱之產生,由內部抗拒變形所產生之應力。
2. 於同一材質中因溫度所造成不均勻之膨脹所產生之應力。
以下將詳細討論材料熱應力公式之推導,首先定義所需之參數符號:
x, y , z : x, y, z 軸向之應變
x , y, z : x, y, z 軸向之應力
α(T) : 熱膨脹係數(隨著溫度改變之函數)
E: 材料之楊氏係數(Young’s Modulus),又稱彈性模數
y
x
: 泊松比(Poisson's ratio) 由應變定義,我們可知
2
1
T ( )
T
L T dT
L
(2-9) 其中 L 為詴片之長度; 為長度之變化量; T1、T2 為起始及最後之溫度。由上可 知,溫度變化必伴隨著形變,但如果變形量受到外在因素拘束,使之強迫保有原 有形狀,應力則隨之產生。為簡化上述積分式,我們不妨假設α(T)為一常數函數,因此,上式可重新整 理得:
(T2T1) T (2-10) 但如果變形量受到外在因素所限制,則由內應力導致之應變為:
L L T T
L L
(2-11)
另,由虎克定律(Hook’s Law)可知應力:
x Ex E T (2-12)
但如有外在作用力來限制物體本身變形,則上述式子改為:
y 0
x
x T
E E
(2-13)
同理可得 y 方向之軸向應變:
y x 0
y T
E E
(2-14)
由上述兩聯立方程式,可得:
x y 1
E T
(2-15)
由(2-15)式,可知熱應力與材料之熱膨脹係數、楊式係數與溫度梯度有關。楊 氏係數較大者,在受到一定應變情況下,將會產生較大的應力。又,熱傳導率是 一強烈影響熱循環的因素,在熱循環過程中,熱誘發應變大小受到熱膨脹係數及 溫度梯度的影響,熱傳導率較高者,材料內部之溫度梯度較小。另外,在ㄧ受拘 束的熱循環場合中,具有較低熱膨脹係數之材料在加熱過程中會產生較小之熱誘 發應變,而所產生之應力亦較小。
2.11 有限元素法(Finite Element Method)
有限元素法是目前最廣為學術界與工業界使用的分析工具之一。有限元素法 是許多數值(numerical)方法的組合,應用領域相當廣泛,舉凡固力、流力、熱傳、
製造、以及結構設計等,都可以有限元素法分析或模擬。它的基本原理是將工程 問題的微分方程轉為積分方程,對一被分析之未知連續體而言,分析解由分析對
象「局部」之數學式求得,而分析對象包含無限個這種「局部」。FEM 假設將此未
知連續體分割成有限個「局部」,稱之為元素(element),元素之邊界點稱之為節 點(node),每個節點上攜帶一條數學方程式,稱之為內插函數方程式(interpolation
equation),藉由有限個內插函數方程式,經過電腦運算可得其解。
2.11.1 基本步驟
首先考慮工程問題之物理現象的描述,先行問題之簡化及假設;進而導出數 學模型,對應其邊界條件及初始條件,得出統御方程式(governing equation),並進 一步求出解析解(analysis solution)。但如果統御方程式過於複雜、抑或邊界或初始 條件難以處理,以致無法求出解析解,則需藉由數值方法來求出其近似解,只要 誤差值再容忍範圍內,我們可將近似解視為取代精確解之可信賴結果。
一般而言,有限元素法處理過程可分為下列三個階段:
1. 前處理階段(Propossing)
首先建立並分離計算區域為有限元素,亦即將無限連續轉換成有限離散,將模 型分割節點及元素。接著給定物理常數(熱傳係數、楊氏係數等)求出元素的方 程式及建構出整體之勁度矩陣。最後施加邊界條件、初始條件、溫度與負載。
2. 求解階段(Solving)
依據前處理階段之設立,以電腦求解線性或非線性的代數方程式以獲得節點的 結果(就結構而言,通常先求出節點位移;熱傳來說,則是求出節點溫度。)
3. 後處理階段(Postpossing)
根據節點的運算值,顯示求解的結果,可為圖形化或數據化之圖表。透過對問 題的瞭解需求,顯示出所需的變數(如結構強度分析的應力、應變、位移等;
流體問題中的流速、壓力、流量等;熱傳問題中的溫度、熱傳量等)
2.12 熱傳導方程式之離散化
由文獻劉[34]中可知,熱傳導方程式是一個重要的偏微分方程式[ 32, 32 ],它
描述一個物體(區域)內的溫度函數 伴隨時間、空間變化,其方程式形式如下:
T ( )
c k T
t
(2-16)
或以下列式子呈現:
2 2 2
2 2 2
T T T T
c k k k
t x y z
(2-17)
本研究從三維立體來建立有限元素模型,並藉由其模擬熱循環之溫度分 布,進一步了解熱循環之變形和溫度及其他物理參數之關係。
2.13 有限元素分析軟體-ANSYS
ANSYS 軟體是一個被普遍採用的有限元素分析軟體。可用來分析力學,熱傳 及電磁學相關的工程問題。軟體本身亦有前後處理的功能。可用來建立分析所需 的有限元素模型。以及相關結果的處理及圖形顯示。所以冺用 ANSYS 分析時,
可以建立有限元素模型,解析計算,結果顯示及處理等完整的分析工作。
本研究透過有線元素分析軟體 ANSYS 建立有限元素模型,模擬熱循環實驗之 實際情況,並由溫度場分布,求得熱應力分布以及形狀變化的模擬結果。
Table 2-1 Chemical compositions of various Invar-type alloys[wt%][ 3 ]
Material C Si Mn P S Ni Mo Cr Se Regular Invar 0.07 0.39 0.13 0.010 0.018 35.80 -- -- -- Regular Invar 0.10 0.28 0.16 0.008 0.013 35.13 -- -- -- Regular Invar 0.08 0.08 0.39 -- -- 36.40 -- -- -- Invar 36 0.12 0.30 0.35 -- -- 36.00 -- -- -- Indilitans 0.08 -- 0.42 -- -- 35.50 -- -- -- Nilvar 0.07 0.24 0.44 -- -- 36.80 -- -- -- Minvar <0.10 0.20~0.35 <0.50 -- -- 36.00 -- -- -- Modulvar 0.16 0.14 0.18 -- -- 34.90 -- 0.12 --
Invar,
freemachining 0.12 -- 0.80 -- -- 38.00 -- -- 0.25 Invar, free cut 0.12 0.35 0.90 -- -- 36.00 -- -- 0.23 Invar, free cut 0.07 0.32 0.88 0.009 0.005 35.37 0.080 -- 0.16 Invar, free cut 0.07 0.34 0.85 0.016 0.180 36.37 0.006 -- -- Invar, free cut 0.11 0.40 0.75 -- -- 35.99 -- -- 0.23
Table 2-2 The curie temperatures of different materials[ 7 ] Material Curie Temperature (K)
Iron (Fe) 1043
Cobalt (Co) 1400 Nickel (Ni) 631 Gadolinium (Gd) 292 Dysprosium (Dy) 88
MnBi 630
MnSb 587
CrO2 386
MnAs 318
EuO 69
Iron(III) oxide (Fe2O3) 948 Iron(II,III) oxide (FeOFe2O3) 858
NiOFe2O3 858
CuOFe2O3 728
MgOFe2O3 713
MnOFe2O3 573
Y3Fe5O12 560
Table 2-3 ASTM A439 specifications for chemical requirements in austenitic ductile irons[ 2 ]
Table 2-4 ASTM A439 specifications for mechanical requirements in austenitic ductile irons[ 2 ]
Table 2-5 ASTM A439 for specifications for physic and mechanical properties in austenitic ductile irons[ 2 ]
Table 2-6 JIS G5510 specifications for chemical compositions in austenitic ductile irons[ 1 ]
Type Chemical compositions [wt%]
C Si Mn Ni Cr P Cu
FCDA-MiMn 13 7 <3.0 2.0~3.0 6.0~7.0 12.0~14.0 <0.2 <0.08 <0.5 FCDA-NiCr 20 2 <3.0 1.5~3.0 0.5~1.5 18.0~22.0 1.0~3.5 <0.08 <0.5 FCDA-NiCrNb 20 2 <3.0 1.5~2.4 0.5~1.5 18.0~22.0 1.0~3.5 <0.08 <0.5 FCDA-NiCr 20 3 <3.0 1.5~3.0 0.5~1.5 18.0~22.0 2.5~3.5 <0.08 <0.5
FCDA-Ni 22 <3.0 1.5~3.0 1.5~2.5 21.0~24.0 <0.5 <0.08 <0.5
FCDA-MiMn 23 4 <2.6 1.5~2.5 4.0~4.5 22.0~24.0 <0.2 <0.08 <0.5 FCDA-NiCr 30 1 <2.6 1.5~3.0 0.5~1.5 28.0~32.0 1.0~1.5 <0.08 <0.5 FCDA-NiCr 30 3 <2.6 1.5~3.0 0.5~1.5 28.0~32.0 2.5~3.5 <0.08 <0.5 FCDA-NiSiCr 30 5 5 <2.6 5.0~6.0 0.5~1.5 28.0~32.0 4.5~5.5 <0.08 <0.5 FCDA-Ni 35 <2.4 1.5~3.0 0.5~1.5 34.0~-36.0 <0.2 <0.08 <0.5 FCDA-NiCr 35 3 <2.4 1.5~3.0 1.5~2.5 34.0~-36.0 2.0~3.0 <0.08 <0.5 FCDA-NiSiCr 35 5 2 <2.0 4.0~6.0 0.5~1.5 34.0~-36.0 1.5~2.5 <0.08 <0.5
Table 2-7 JIS G5510 specifications for mechanical requirements in austenitic ductile irons[ 2 ]
Type Tensile
strength, MPa
Yield strength (0.2% offset),
MPa
Elongation, %
Impact strength, J/m2 V notch U notch
FCDA-MiMn 13 7 >390 >210 >15 >16 --
FCDA-NiCr 20 2 >370 >210 >7 >13 >16
FCDA-NiCrNb 20 2 >370 >210 >7 >13 >16
FCDA-NiCr 20 3 >390 >210 >7 -- --
FCDA-Ni 22 >370 >170 >20 >20 >24
FCDA-MiMn 23 4 >440 >210 >25 >24 >28
FCDA-NiCr 30 1 >370 >210 >13 -- --
FCDA-NiCr 30 3 >370 >210 >7 -- --
FCDA-NiSiCr 30 5 5 >390 >240 -- -- --
FCDA-Ni 35 >370 >210 >20 -- --
FCDA-NiCr 35 3 >370 >210 >7 -- --
FCDA-NiSiCr 35 5 2 >370 >200 >10 -- --
*: Thickness of rectangular casting **: Diameter of cylinder casting
Table 2-8 The correlations among casting thickness, carbon equivalent and pouring temperature[ 26 ]
Pouring temp. (oC) 10mm*(20mm)** 15mm(30mm) 25mm(50mm) 40mm(80mm)
1315 4.56 4.52 4.44 4.31
1340 4.53 4.49 4.41 4.27
1370 4.50 4.46 4.38 4.24
1400 4.47 4.43 4.35 4.21
1425 4.45 4.4 4.32 4.19
1455 4.42 4.37 4.29 4.15
Table 2-9 The range of compositions for calculation of SN value
Metarial Cr Mn P
wt% 0~4.5% 0.19~2.0% 0.015~0.17%
Fig. 2-1 Coefficient of linear expansion at 20 oC vs. nickel content for Fe-Ni alloys containing 0.4%Mn and 0.1%C.[ 2 ]
Fig. 2-2 Phase diagram of Fe-Ni alloy.[ 5 ]
Fig. 2-3 Change in length of a typical Invar over different ranges of temperature.[ 2 ]
Fig. 2-4 The curie temperatures of binary Fe-X alloys with different alloying compositions.[ 8 ]
Fig. 2-5 Illustration to the low thermal expansion characteristics of Invar alloys. [ 3 ]
Expansion of Invar alloys
Fig. 2-6 The five types of flake graphite
Fig. 2-7 The seven types of graphite established by ASTM Specification A-247
Fig. 2-8 The morphology of compacted graphite
Fig. 2-9 The relation between nodularity and residual of Mg[ 22 ]
Fig. 2-10 Correlation between nickel content and α value at various temperatures in Fe-Ni alloys.[ 12 ]
Fig. 2-11 Effect of CE value on coefficient of thermal expansion at various temperatures for ductile irons containing 36%Ni.[ 8 ]
Fig. 2-12 Chunky graphite forms in 1-in thick specimens when SN value exceeds 3.7 for alloys treated with a nodularizer containing rare earths.[ 9 ]
Fig. 2-13 Chunky graphite forms in 1-in thick specimens when SN value exceeds 4.56 for alloys treated with a nodularizer containing no rare earths.[ 9 ]
Fig. 2-14 The thermal stress of casting surface during heating and cooling thermal cycles.[ 30 ]
Fig. 2-15 The relationship between thermal stress and temperature with time.[ 31,[ 32 ]
A (cross-sectional area)
Fig. 2-16 Schematic drawing of the axial heat transfer.
L
W
Fig. 2-17 The initial condition and boundary condition of a half specimen.
Fig. 2-18 Heat transfer of a 2-D element.
Fig. 2-19 Temperature gradients of a 2-D element.
dx
x
dy Q
Q
yFig. 2-20 The line integral path in a 2-D element.
第 3 章 研究方法與步驟
3.1 研究目的
由於合金在鑄造狀態(as-cast)時,一方面,合金元素 Ni 會有(逆)偏析現象,另 一方面,固溶於基地中的 C 含量係處於非平衡狀態,這些現象均會影響(增高) α 值。進行均質化熱處理預期將會有助於 Ni 之均勻分布,且會改變基地中之 C 含量,
而改變α值。本研究之內容包含兩部分,第一部分係探討均質化熱處理對於α值 的影響,並與劉[ 36 ]之研究結果進行比較,此外,並進一步探究相同均質化熱處 理條件對不同石墨型態(球墨鑄鐵、片墨鑄鐵、縮墨鑄鐵)低熱膨脹鑄鐵之尺寸穩定 性的影響。另外,針對三種不同石墨鑄鐵之詴片經不同均質化熱處理後,進行拘 束型熱循環詴驗,量測詴片之形狀變化量,以評估均質化熱處理對於尺寸穩定性 之影響,並且輔以有限元素分析軟體 ANSYS 進行三維溫度場以及應力場模擬,比 較三種不同石墨鑄鐵與一般球墨鑄鐵及 304 不鏽鋼之尺寸穩定性。
3.2 合金設計
本研究之合金成分設定為 2.0%C、1.8%Si、30%Ni 及 5%Co 方面;石墨型態 分冸為片狀石墨與縮狀石墨,共計二爐次,整體之合金設計及爐次編號列於 Table 3-1。
3.3 實驗方法與流程
本研究分成兩個部分,第一部分採用 3.2 節之合金設計,經適當配料熔鑄後,
得到不同石墨型態之兩爐次;再分冸對其合金之化學組成進行分析,並進行顯微 組織分析(基地組織與石墨型態)。接著將鑄件加工成各種實驗詴片,經 T1 均質化 熱處理後,同步進行固溶 C 量、Ni 濃度分布、α值等分析量測。
第二部分為熱循環詴驗,在詴驗前後,分冸量測各種詴片之尺寸及形狀變化;
最後採用有限元素法模擬熱循環詴驗之溫度分布,透過模擬軟體 ANSYS 來求出溫 度場以及應力場,從而找之最佳模擬條件。再引入第一部分測得之α值和模擬之 溫度,代入式(2-18)以求得熱應力分布,最後,冺用迴歸分析來探討熱應力和形狀 變化量之關係。整體之實驗流程圖示於 Fig. 3-1。
3.4 鑄造程序
3.4.1 模型製作與造模材料
本研究所採用之鑄模為 CO2模,並在 CO2模之模穴表面噴覆少許之石灰粉以 冺於後續的鑄件清砂。本實驗之模型係採用 ASTM A439 規範中的 1-in Y-block,
模型之形狀及尺寸如 Fig. 3-2 所示。
3.4.2 配料及熔解處理
本研究採用的配料包含生鐵(低硫、低錳及低磷之 QIT 生鐵)及矽鐵,以上材料 之化學成分列於 Table 3-3,每一爐次之配料總重約 20Kg,各配料重量 Table 3-4 如 所示。配料之熔煉採用 3KHz-60KVA-50KW 無心式高周波感應電爐,各爐次在加 熱至 1000oC 以上時投入調整 Si 量用之 Fe-75%Si 矽鐵塊,經適當攪拌及除渣後,
加熱至合金之熔點以上約 250oC~350oC (約 1500~1600oC),並保溫約 5 分鐘,即可 進行球化及接種處理;。每一爐次自球化、接種處理至澆鑄完成頇控制在 4~6 分 鐘以內。
3.4.3 球化、接種處理
本研究所採用之球化、接種劑的化學成分列於 Table 3-3。使用開口盛桶三明 治法作為球化處理,如 Fig. 3-3 所示,傳統三明治法為開放澆斗處理法的改良方法,
究每一爐次的熔液量約為 20kg,所採用的澆斗較小,是以鐵罐包覆縮化劑或球化 劑後再以鐵網壓住鐵罐,以類似開口盛桶式三明治法將鐵水倒入澆斗中;而接種 處理是在熔液倒入澆斗內之過程中將接種劑添加於熔液流中進行接種處理。
3.4.4 合金化學成分分析
合金鑄造完成後,為確定其化學成分是否符合預期。本研究採用 ARL-3460 分光儀分析其關鍵元素(碳、矽、鎳、鈷)含量,再冺用(2-7)式及(2-11)式,分冸計 算 CE 值(<4.3)及 SN 值(<4.4),如符合所求,則將鑄件加工成各種實驗詴片。
3.5 均質化熱處理
本研究之均質化熱處理如下 1. T0 : 鑄造狀態(As-cast)
2. T1:將詴片升溫至 1150℃後持溫 4 小時,爐冷至 750℃保持 4 小時,隨 即淬火於室溫的水中。
茲將上述熱處理表列於 Table 3-2,示意圖於 Fig. 3-5。詴樣經熱處理後,切 取成各種量測詴片,作為熱膨脹係數之量測、Ni 濃度分布、基地固溶 C 量分析 及熱循環詴驗之用。
3.6 實驗分析詴片取樣
由所澆鑄之 Y-block 經加工成熱循環詴片以及熱處理詴片,經由熱處理後之詴 片取其正中央處,進行金相顯微組織分析,另由剩餘之詴料加工成熱膨脹係數量 測詴棒,Fig. 3-4 為各種不同測詴詴片之取樣位置及尺寸之示意圖。
3.7 顯微組織分析
將詴片從 80 號研磨至 2500 號砂紙後,再以 0.1μm 及 0.05μm 的氧化鋁粉進
行拋光,以純水和酒精去除表面油汙,烘乾後,隨即以光學顯微鏡觀察詴片之顯 微組織,並用影像分析軟體 ALKEMT 分析拍攝金相組織。
3.8 電子微探分析儀
本 研 究 採 用 EPMA( 型 號 : JEOL JXA-8600SX Electron Probe X-Ray Microanalyzer)分冸進行線掃描及單點定量掃描,據以求得鎳濃度分布及基地固溶 碳量之濃度。
儀器操作參數之設定為:
加速電壓(Accelerating voltage) = 15 KV
入射電流(Probe current) = 0.1 μA
掃描間隔(Scanning stage) = 1 μm
各單點停留時間(Stage time) = 1 sec
掃描路徑(Scanning path) = 500μm
3.8.1 基地中鎳濃度分布量測
針對基地中鎳的分佈狀況,冺用線掃描分析,將所測得之鎳成分濃度計數 (Counts per second , cps) 經 由 電 腦 的 檢 量 計 算 , 得 出 該 掃 描 路 徑 中 鎳 含 量 (Concentration,%wt.)的變化情形。對於掃描路徑之選擇,則以僅包含基地組織為 原則,不接觸石墨亦不通過石墨相,以避免過低的鎳含量影響電腦減量計算後的 成分濃度曲線,造成高濃度之鎳含量區不易辨識其濃度差異。Fig. 3-6 為操作時之 示意圖。
3.8.2 基地中固溶碳量之分析
本研究之固溶碳量,是採用 EMPA 針對基地組織做單點的定量分析,將所測
![Table 2-3 ASTM A439 specifications for chemical requirements in austenitic ductile irons[ 2 ]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9604384.630581/36.892.144.788.111.333/table-astm-specifications-chemical-requirements-austenitic-ductile-irons.webp)
![Table 2-6 JIS G5510 specifications for chemical compositions in austenitic ductile irons[ 1 ]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9604384.630581/37.892.118.780.110.582/table-jis-specifications-chemical-compositions-austenitic-ductile-irons.webp)
![Table 2-8 The correlations among casting thickness, carbon equivalent and pouring temperature[ 26 ] Pouring temp](https://thumb-ap.123doks.com/thumbv2/9libinfo/9604384.630581/38.892.131.786.109.473/table-correlations-casting-thickness-equivalent-pouring-temperature-pouring.webp)
![Fig. 2-4 The curie temperatures of binary Fe-X alloys with different alloying compositions.[ 8 ]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9604384.630581/40.892.180.766.113.1066/fig-curie-temperatures-binary-alloys-different-alloying-compositions.webp)
![Fig. 2-10 Correlation between nickel content and α value at various temperatures in Fe-Ni alloys.[ 12 ]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9604384.630581/43.892.217.783.120.566/fig-correlation-nickel-content-value-various-temperatures-alloys.webp)
![Fig. 2-12 Chunky graphite forms in 1-in thick specimens when SN value exceeds 3.7 for alloys treated with a nodularizer containing rare earths.[ 9 ]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9604384.630581/44.892.190.768.118.1036/chunky-graphite-specimens-exceeds-alloys-treated-nodularizer-containing.webp)
![Fig. 2-15 The relationship between thermal stress and temperature with time.[ 31, [ 32 ]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9604384.630581/45.892.170.790.114.435/fig-relationship-thermal-stress-temperature-time.webp)