Compatibilized by Styrene-co-Glycidyl Methacrylate
CHIH-RONC CHIANC and FENC-CHIH CHANC'Institute of Applied Chemistry, National Chiao-Tung University Hsinchu, Taiwan, Republic of China
SYNOPSIS
Incompatible polymer blends between polyamide-6 (PA6) and poly(pheny1ene oxide) (PPO) have been compatibilized in situ by the styrene-glycidyl methacrylate (SG) reactive co- polymers. The epoxy functional groups in SG copolymers can react with the PA6 amine and carboxylic endgroups a t interface to form various SG-g-PA6 copolymers. These in situ- formed grafted copolymers tend to anchor along interface to function as compatibilizer of the blends. T h e styrene and the SG segments of the grafted copolymers are miscible (or near miscible) with PPO; whereas the PA6 segments are structurally identical with PA6 phase. The compatibilized blend, depending on quantity of the compatibilizer addition and the glycidyl methacrylate (GMA) content in the SG copolymer, results in smaller phase domain, higher viscosity, and improved mechanical properties. About 5% GMA is the op- timum content in SG copolymer that produces the best compatibilization of the blends. This study demonstrates that SG reactive copolymers can be used effectively in compati- bilizing polymer blends of PA6 and PPO. 0 1996 John Wiley & Sons, Inc.
INTRODUCTION
Mixing two or more polymers together to produce blends or alloys is a well-established strategy for achieving a specified portfolio of physical properties, without the need to develop new polymer systems. Among the growing array of commercial polymer blends, the majority are immiscible mixtures in which the components reside in separate domains. Immiscible polymer blends often have poor me- chanical properties relative to their respective com- ponents because of the unfavorable interaction be- tween molecular segments at interface, leading to poor control of morphology and stress transfer under loading in the solid
Liu and Baker,4 X a n t h o ~ , ~ Xanthos and Degli,' and Chang7 reviewed the recent developments on the compatibilization of incompatible polymer blends. The block or graft copolymers, with seg- ments either miscible or identical to the respective matrix polymers, can act as compatibilizers of the respective polymer blends. These copolymers may
* To whom correspondence should be addressed.
Journal of Applied Polymer Science, Vol. 61, 2411-2421 (1996)
0 1996 John Wiley & Sons, Inc. CCC 0021-8995/96/132411-11
be considered as interfacial agents of the blends be- cause they tend to concentrate a t the interface and act as emulsifier. Alternatively, an incompatible polymer pair A and
B
can be compatibilized by a reactive copolymer C-X (X represents reactive group) that can react with component B to form the C-X-B block or graft copolymer provided that the C segment and the component A are identical or miscible (or a t least partially miscible). Before re- action, the copolymer C-X itself is not considered to be as a compatibilizer for a polymer blend of Aand B, only the in situ-formed copolymer can act as a ~ompatibilizer.~
The in situ compatibilizations have attracted great attention recently as an alternative to replace the conventional block or graft copolymers to com- patibilize immiscible blends. Examples of in situ compatibilizations have been concentrated mainly in the polyblends between various nylons and maleic anhydride (MA) grafted polyolefins through the re- action between anhydride and the -NH2 end groups of nylons.8-'2 Other than MA functional group, copolymers containing carboxylic acid,13 sul- fonic acid,14 and o ~ a z o l i n e ' ~ ~ ' ~ have also been used.
Copolymers containing glycidyl methacrylate (GMA) monomer have attracted great attention 241 1
because of their versatile applications. Chung and Carter17 claimed a polymer composite with excellent low-temperature impact properties based on polycarbonate, poly(ethy1ene terephthalate) (PET), high butadiene content acrylonitrile-butadiene-styrene
rubber, and a styrene-methyl methacrylate-glycidyl methacrylate copolymer. Dagli and Kamdar’’ reported the using of ethylene-glycidyl methacrylate copolymer as a reactive compatibilizer in compatibilizing blends
of high-density polyethylene with
PET.
Liu et a1.” also found that the GMA grafted polypropylene (PP)is an effective compatibilizer in the blends between
PP
and acrylonitrile-co-butadiene-co-acrylic acid.In a continuous program to investigate the in situ
compatibilizations of polyblends, we reported a se- ries of the in situ compatibilizations based on epoxy- containing copolymers or
polymer^.'^-^^
Polyamide-6 (PA6) is one of the important class
of engineering plastics with excellent solvent re- sistance and good processability. However, most polyamides have a number of deficiencies, including low heat deflection temperature, poor dimensional stability, and low impact strength. On the other hand, poly(pheny1ene oxide) (PPO) has maintained a key position within engineering plastics since its inception in the late 1960s.
It
exhibits high-dimen- sional stability and good thermal properties. How- ever, deficiencies such as poor solvent resistance and difficulty to process prohibit it from a broad usage. Polymers produced by blending PA6 and P P O are certainly an ideal combination to create new products with balanced properties provided that the advantages of one component can com- pensate the deficiencies of the other. Polymer blends of P A and PPO have attracted great interest from both industries and a ~ a d e m i a . ~ ~ - ~ ~ S yner- geticPA/PPO/SEBS(styrene-ethylene,
butylene- styrene) blends have been reported by Campbell e t al.,30 where they used the anhydride-functionalized P P O as an effective compatibilizer to produce highly ductile materials. Hobbs et al.31 studied the PA6,6/PPO blends using styrene-butadiene-sty- rene block copolymer as a impact modifier. Brown36 reported that the blend of aryloxytriazine-func- tionalized PPO with amine-terminated PA results in PPO-PA copolymer formation as a n in situ-formed reactive compatibilizer of the blend. Gan and Paul3 reported that the blends of P P O with styrene-glycidyl methacrylate copolymers (SG)
containing GMA 18.6% and less are transparent miscible with single
Tg.
The blends of functional- ized PPO with poly(buty1ene terephthalate) (PBT)have also been reported by Hobbs et al.37 Liang and Pan38 reported SG copolymer as a reactive com-
lately1S,17-26 patibilizer of the PPO/PET blends. Akkapeddi and VanBuskirk3’ demonstrated that hydrogenated SEBS and styrene-ethylene-propylene triblock CO- polymers can be used to compatibilize and toughen the blends of P P O with PP.
In this study, copolymers of SG with various GMA contents have been synthesized and used to compatibilize the blends of PPO and PA6. We intend to report their specific miscibility and correlation with their resultant morphological, rheological, and mechanical properties.
EXPERIMENTAL
Materials
SG copolymers with various weight fractions of
GMA in styrene were prepared by suspension po- lymerization a t 80°C for 8 h using 0.5% by weight of benzoyl peroxide as initiator. The detailed pro- cedures were described p r e v i ~ u s l y . ’ ~ ~ ’ ~ PPO was the pilot plant product produced by China Technical Consultants Inc. with viscosity of 0.45 dL/g (in CHC13 solvent at 30°C). PA6 is NOVAMID 101OC2 produced by Mitsubishi Kasei Corporation of Japan.
Melt Blending
All blends were prepared on a corotating 30-mm twin-screw extruder (L/D = 36, Sino-Alloy Ma-
chinery Inc.) with a rotational speed of 280 rpm. The barrel temperatures were set from 250 to 280°C. The blended pellets were dried and molded into var- ious :-inch ASTM testing specimens on a Toshiba IS55EPN 1.5-oz injection molding machine.
Rheological Properties
Torque versus time measurements were carried out in a Brabender Plastic-Corder using 30 g of sample and a constant rotation speed of 30 rpm. The tem- peratures inside the mixing were controlled a t 27OoC for pure PPO and the mixture of PPO/SG5 and a t 240°C for other compositions. The capillary rheo- logical measurements of the blends and matrices were carried out at 260°C using a Kayeness Galaxy X Capillary Rheometer with a die orifice radius of 0.04 inch and a die length of 0.8 inch. Melt flow rates (MFR) of the matrices and blends were mea- sured a t 260°C and 1.1 kg load.
Scanning Electron Microscopies (SEM)
The morphologies of selected blends were examined by SEM using a Hitachi S-570 microscopy a t an accelerating voltage of 20 kV. The cryogenically fractured surfaces of the molded specimens were coated with gold before the SEM examinations.
Dynamic Mechanical Analyses (DMA)
The DMA were carried out by using a DMA Model 983 from Du Pont, by operating from -50 to 250°C under nitrogen atmosphere. The dimension of the specimens used is 50 X 12.7 X 3.2 mm.
Mechanical Properties
Tensile properties were performed by the ASTM D638 test method using an Instron universal testing machine Model 4201. The crosshead speed was 5 mm/min. The data were recorded and treated by a computer. Unnotched Izod impact strengths were measured on a pendulum type hammer (TMI 43-1) according to the ASTM D256 method a t room tem- perature. The critical strain energy release rates (G,) were measured using the method derived by Plati and William~.~"
RESULTS AND DISCUSSION
Chemistry
A reactive compatibilizer is a copolymer containing reactive functional groups that are able to react with one (or both) of the blend component to form a co- polymer and acts as a phase emulsifier of the blend. Reactive polymers undergo the usual chemical re- actions seen in low-molecular-weight materials. It is common assumption in polymer chemistry that the reactivity of a functional group does not depend on the size of the molecule to which it is attached. However, the reactions involving the functional groups in polymers are more complex than those of the low-molecular-weight materials. The in situ compatibilizer formed varies with chemical struc- ture, temperature, mixing efficiency, and the con- centration of reactive groups. In this study, the epoxy groups of SG compatibilizer can react with amine or carboxylic acid end group of PA6 and the hydroxyl end group of PPO by the following sim- plified equations:
SG-CH-CH2
+
PA6-NH2
4\O/
SG--CH(OH)CH,-NH-PAG
(1)SG-CH-CH,
+
PA6-COOH-
0' O /
II
SG-CH(OH)CH,-O-C-PAG
(2)
SG-CH-CH2
+
PPO-OH-
\O/
SG-CH(OH)CH,-0-PPO
(3)
The above reactions have been well-documented previoUsly.4-7,19,21 ,2325 The in situ-formed SG-g-PA6
copolymers tend to concentrate along the interface between PA6 and PPO to act as an effective com- patibilizer. On the contrary, the SG-g-PPO copol- ymers are most likely to reside in the PPO phase and therefore do not function as compatibilizers. However, certain mixed graft copolymers, SG-g- PPO-g-PA6, are also expected to be formed, which can also function as an effective c ~ m p a t i b i l i z e r . ~ ~
Torque Versus Time
Torque measurements have been used successfully to obtain qualitative information concerning the chemical reactivity and the extent of reaction in a compatibilized blend.19s21 Figure 1 illustrates the torque versus time curves for PA6, SG5, and PA6/ SG5 = 1/1 mixture. The measured torque of PA6 is unstable, but the average torque value remains fairly
'1
6 HH. PA6-
-
PA6/SG5= 1 /1 SG5 o$ 160 260 360 460 560 6 6 0 760 860 9 Time(sec) Figure 1 PA6/SG5 blend.-
PPO-
SG5 -PPO/SG5=1/1 3 0 0 100 200 300 400 500 600 700 800 900 Time (sec) Figure 2 PPO/SG5 blend.Plots of torque versus time for PPO, SG5, and
constant. The torque value of SG5 remains almost constant except a slight drop after 400 s, which means ,the suspected self-curing of the SG5 does not occur. The torque versus time plot of the PA6/SG = 1/1 mixture shows the torque value decreases gradually but the average value is still higher than that of PA6 and SG5. This observed result is quite unexpected the molecular weight increase from the expected grafting reactions between PA6 endgroups and the epoxy groups in SG5 should reflect in substantial in- crease of the resultant torque value. Figure 2 shows the torque versus time curves for PPO, SG5, and PPO/SG5 = 1/1 mixture. The torque value of pure P P O is fairly high a n d remains nearly constant after 300 s, a n indication of good thermal stability. T h e mixture of P P O a n d SG5 shows a gradual torque increase with time after about 60 s, which can be attributed t o t h e reaction between PPO
hydroxyl terminal group a n d the epoxy functional groups of SG5.
Capillary Rheometry
The shear viscosity versus shear rate behaviors of the uncompatibilized and compatibilized PA6/PPO
= 70/30 blends are shown in Figure 3. Without single exception, the apparent viscosity of this PA6-dom- inant blend system increases with the increase of GMA content in SG compatibilizer. Higher viscosity from the better compatibilized blend can be related t o the expected higher molecular weight from graft- ing reactions and the increased interfacial friction of the grafted copolymers anchoring along the in- terface. Higher GMA content in SG is expected to
1
.r( 0 a n- 8 7 1 8 ' 1 3 4 8 8 7 1 0 ' i 100 1000Shear Rate (l/sec)
Figure 3 Plots of shear viscosity versus shear rate of the uncompatibilized and compatibilized PAG/PPO = 70/ 30 blends.
produce more graft copolymers and greater numbers of grafts per chain of the grafted copolymers. Figure 4 illustrates the shear viscosity versus shear rate of the PA6/PPO = 50/50 blend system where the un- compatibilized blend has higher shear viscosity than the SG compatibilized blends (except that from SGO). This uncompatibilized blend is a cocontinuous structure, and the intrinsically high viscosity of PPO
causes high viscosity of the blend. Good miscibility of polystyrene with PPO is well known. The SGO
(polystyrene containing no reactive group) is ex-
.-
w PA6/PP0=50 50 m r nPA6/PP0/SG6=50/50/10 ODDDO PA6/PPO/SGl0=50/50/10 PA6/PPO/SG2=50/50/10 0 0 m &I cd al 0-.-
8 -
.
4 I I I , , I J 4 8 1 7 8 8 ' 2 J 4 8 8 7 8 8 ' 2 3 100 1000Shear Rate (l/sec)
Figure 4 Plots of shear viscosity versus shear rate of the uncompatibilized and compatibilized PAG/PPO = 50/ 50 blends.
pected to be dissolved in P P O phase to act as a plas- ticizer to reduce the P P O phase viscosity and results in the low viscosity of the blends. Introduction of the lower GMA content compatibilizer SG2 to the
PA6/PPO = 50/50 blend results in about the same viscosity as the previous SGO blend. This result in- dicates that the grafting reaction takes place insig- nificantly in this SG2 compatibilized blend. The un- reacted SG2 is similar to polystyrene, which can form miscible blend with PPO. Because SG2 has less GMA content in the main chain, it is expected to form only small amounts of the lightly grafted
SG-g-PA6 copolymers. Therefore, a greater fraction of the SG2 (relative to SGlO) is expected to remain in P P O phase either as free SG2 or as SG-g-PPO
copolymer, both tend to reduce the viscosity of the
P P O phase. The compatibilized blend with SGlO
compatibilizer shows even higher viscosity than the uncompatibilized blend as shown in Figure 4. The higher epoxy content of the SGlO compatibilizer has relatively greater opportunity to make direct contact with PA6 endgroups during melt blending and tends to form the highly grafted SG-g-PA6 copolymers at interface. SGlO also tends to form more grafted SG- g-PPO copolymers within P P O phase and results in higher viscosity. If no grafting reaction takes place, the SGlO copolymer should act like polystyrene as
w PA6/PPO/SG2=70/30/X W P A 6 / P P O / S G 5 = 7 0 30 X PA6/PPO/SGI 0=76/&
\+
I 10I
I I I I 0 2 4 6 8 10 X (compatibilizer content, phr) Figure 5 Melt flow rate as function of compatibilizerquantity and GMA content in S G on PA6/PPO = 70/30 blends.
a plasticizer for P P O and should reduce the P P O
viscosity as polystyrene. Therefore, the observed highest viscosity from this SGlO compatibilized blend is indicative of greater extent of the graft re- actions to form SG-g-PPO copolymers in P P O
Table I Summarized Melt Flow and Mechanical Properties of PAG/PPO Blends
Composition PA6/PPO = 50/50 PAG/PPO/SGO = 50/50/10 PAG/PPO/SGB = 50/50/2 PA6/PPO/SG2 = 50/50/5 PA6/PPO/SG2 = 50/50/10 PA6/PPO/SG5 = 50/50/2 PA6/PPO/SG5 = 50/50/5 PA6/PPO/SG5 = 50/50/10 PAG/PPO/SGlO = 50/50/2 PA6/PPO/SGlO = 50/50/5 PAG/PPO/SGlO = 50/50/10 PA6/PPO = 70/30 PA6/PPO/SG2 = 70/30/2 PA6/PPO/SG2 = 70/30/5 PAG/PPO/SG2 = 70/30/10 PA6/PPO/SG5 = 70/30/2 PA6/PPO/SG5 = 70/30/5 PAG/PPO/SGS = 70/30/10 PAG/PPO/SG10 = 70/30/2 PAG/PPO/SGlO = 70/30/5 PAG/PPO/SGlO = 70/30/10
Tensile Tensile Unnotched
MFR Strength Elongation Izod Impact Gc
(g/10 min) (MPa) (%) (J/M) (J/M2) 0.18 24.2 2.4 79 690 - 24.1 1.8 92 1070 0.54 31.3 3.8 104 - 0.41 33.8 4.5 113 1690 0.36 42.4 5.9 280 1920 0.83 39.4 6.1 208 - 0.48 44.0 7.5 265 - 0.50 46.5 8.0 404 2340 0.22 49.8 4.2 311 2150 0.17 52.2 4.7 434 - 0.15 54.9 5.2 490 3660 23.2 25.0 7.5 105 1920 22.6 34.1 6.6 87 - 18.9 35.9 6.6 85 16.2 38.4 7.2 114 2600 22.1 34.0 9.0 205 - 19.3 38.0 9.5 252 17.3 41.0 10.1 312 3150 19.8 37.1 7.1 91 15.6 40.9 8.2 114 - 13.1 41.8 8.6 134 3470 - - -
(A).
PA6/PP0=70/30,(C).
PA6/PPO/SG2=70/30/5,(€3). PA6/PPO/SG2=70/30/2,
(D). PA6/PPO/SG2=70/30/10.
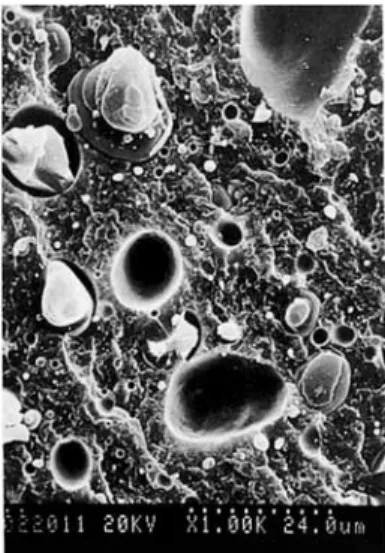
Figure 6 SEM morphologies of fractured surfaces of the PAG/PPO = 70/30 blends. (A) PAG/PPO = 70/30; (B) PAG/PPO/SG2 = 70/30/2; (C) PA6/PPO/SG2 = 70/30/5; (D)
PAG/PPO/SG2 = 70/30/10.
phase, whereas the SGg-PA6 and SG-g-PPO-g-PA6 copolymers reside at interface.
the effect of SG quantity and the GMA content in SG on the resultant MFRs of various PA6/PPO
= 70/30 compatibilized blends. The trend of this PA6-dominant blend is similar to the results of Fig- ure 3: the MFR of the blend decreases with the in- crease of SG quantity and the GMA content in SG. The MFR trend of the cocontinuous PA6/PPO MFR
The MFR from all the blends investigated are sum- marized in Table I and Figure 5. Figure 5 illustrates
= 50/50 series blends is also similar to the results from Figure 4.
S E M Morphologies
SEM
micrograph is the most convenient approach to differentiate the morphologies between a com- patibilized and an uncompatibilized blends. An im-miscible and incompatible blend usually results in coarser morphology than the corresponding com- patibilized blend. The finer phase domains are the indication of better compatibilization of the blend. The morphologies of PAG/PPO = 70/30 blends, un- compatibilized and compatibilized, are given in Fig- ure 6, where the large dispersed and spherical PPO particles with different dimensions can easily iden-
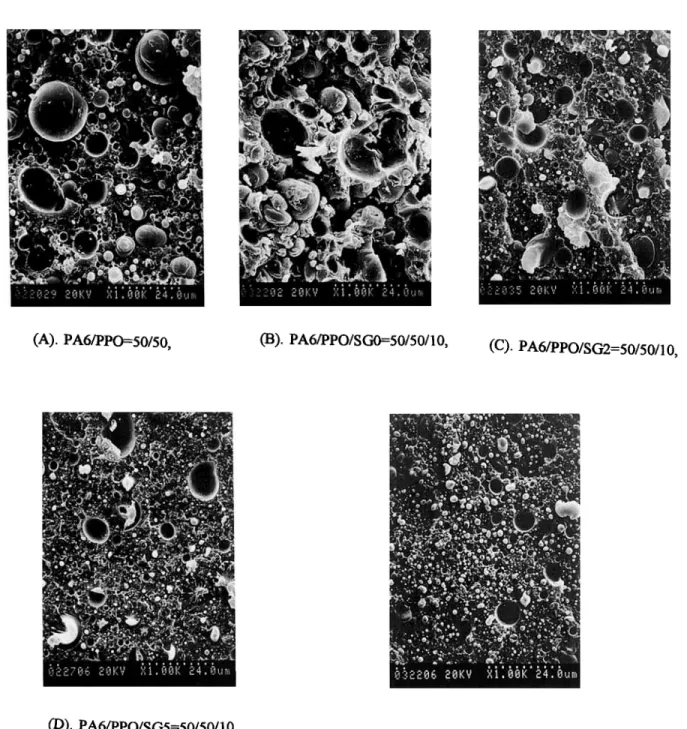
(A). PA6/PP0=50/50,
@).
PA6/PPO/SG5=50/50/10,(B). PA6/PPO/SGo=50/50/10,
(C).
PA6/PPO/SG2=50/50/10,(E). PA6/PPO/SG10=50/50/10.
Figure 7 SEM morphologies of fractured surfaces of the PAG/PPO = 50/50 blends. (A) PAG/PPO = 50/50; (B) PAG/PPO/SGO = 50/50/10; (C) PAG/PPO/SGZ = 50/50/10; (D)
200
150 nd
p1=
100 Ww
50
0
-
A PA6/PPO=50/50 (-) B PA6/PPO/SGO=50/50/10 (---) C PA6/PPO/SG2=50/50/10 (- - -) D PA6/PPO/SG5=50/50/10 (----) E PA6/PPO/SG10=50/50/10 (---) I I I 1 I I I I 1 I I I I1
0
-50
0
50
100150
200
2
Temperature
(
C)
0
Figure 8 DMA spectra of PAG/PPO = 50/50 uncompatibilized and compatibilized blends.
tified from the uncompatibilized blend [Fig. 6(A)]. The sizes of the PPO particles decrease with in- creasing amount of the SG2 (2% GMA and 98% styrene) compatibilizer [Fig. 6(B)-(D)]. Figure 7(A)- (E) demonstrates the effect of GMA contents in SG compatibilizers on the resultant morphologies of the PA6/PPO = 50/50 blend series. The blend with higher GMA content in SG results in finer PPO domains, as would be expected. These morphologies indicate that the in situ-formed compatibilizers re- duce the interfacial tension in melt and results in smaller domain size of the dispersed-phase particles.
DMA
The loss modulus (E") versus temperature from the DMA of the PA6/PPO = 50/50 series blends are illustrated in Figure 8. The uncompatibilized PA6/ PPO = 50/50 blend shows two distinct sharp tran- sitions at 42.6"C (Tgl) and 231.9"C (Tg2), corre- sponding to Tgs of PA6 and PPO, respectively. The blend containing 10 phr polystyrene (SGO) also has a clear and sharp PPO Tg peak a t 2O0.l0C, which is close to the predicted miscible value (203°C) cal- culated by Fox equation. However, the PA6
Tg
peak remains essentially unchanged. That means thenonreactive SGO is mostly distributed and miscible in PPO phase. The DMA behavior from the com- patibilized blends is somewhat different. The addi- tion of the reactive compatibilizers broadens the PPO peaks and shifts
Tgs
toward lower tempera- tures, and such a trend magnifies with increasing GMA content in SG copolymer. The shapes andTgs
of PA6 peaks of the compatibilized blends maintain about the same as the uncompatibilized blend. Tgs of various SG copolymers are between 101 and
105"C, very close to polystyrene. If no reaction oc- curs, those DMA curves (from SGO, SG2, SG5, and SG10) should have been nearly identical. The above observations indicate that the SG copolymers mainly reside in PPO phase and along the interface but virtually none in the PA6 phase. The SG with higher GMA content has more fraction residing at
interface (as SG-g-PA6 and SG-g-PPO-g-PA6 co- polymers) than the SG containing lower GMA. The dissolved SG and SG-g-PPO copolymers in PPO phase and the formation of an interphase by the SG-g-PA6 copolymer molecules between PPO and PA6 are both responsible for the PPO peak broad- ening and shifting toward lower temperature because PA6 has a significantly lower Te When the SG com- patibilizer contains higher GMA content, the thick-
h E -\ 2.500
-
4 0 -m -50 d a3
20P i
10 a3
20- E 10-...
PA6/PP0=50 50-
PA6/PPO/SG2=50/50/X-
PA6/PPO/SG5=50/50/X-
PA6/PPO/SGl0=50/5O/X-
P A ~ / P P O / S G ~ = ~ O / ~ O / X...
PA6/PP0=50 50-
PA6/PPO/SG2=50/50/X-
PA6/PPO/SG5=50/50/X-
PA6/PPO/SGl0=50/5O/X-
P A ~ / P P O / S G ~ = ~ O / ~ O / X 0 1 I I I I I 0 2 4 6 0 1 0 X (compatibilizer content, phr) Figure 9 X blends.Tensile strength of PAG/PPO/SG = 50/50/
ness of the interphase is also expected to be in- creased and thus induces further broadening of the PPO T, peak.
Mechanical Properties
A compatibilized polyblend, in general, has finer phase domain size, greater interfacial contact area, and interfacial adhesion than the corresponding un- compatibilized blend that is critical to stress transfer between phases. However, the finer domain size of the blend alone does not guarantee toughness im- provement.18 The way the compatibilizer affects the inherent properties of the constituent matrices also needs to be taken into consideration." Table I sum-
3
6- d .r( m PA6/PP0=50 50-
PA6/WO/SG2=50/50/X-
PA6/PPO/SG5=50 50 X W PA6/PPO/SGlO=d/d/X I3 2--
PA6/PPO/SG6=50/50/X I ,I
m PA6/PP0=50 50-
-
PA6/WO/SG2=50/50/X PA6/PPO/SG6=50/50/X-
PA6/PPO/SG5=50 50 X W PA6/PPO/SGlO=d/d/XI
2 r O ! I1
0 X\compatibfier 4 content6
, phr) 8 I 10 Figure 1 0 50/10 blends.Tensile elongation of PAG/PPO/SG = 50/
1
I
PA6/PP0=50/50-
PA6/PPO/SG0=50/5O/X-
PA6/PPO/SG2=50/50/X-
PA6/PPO/SG5=50/50/X-
PA6/PPO/SG10=50/50/X ~ /--- O ! I I I II
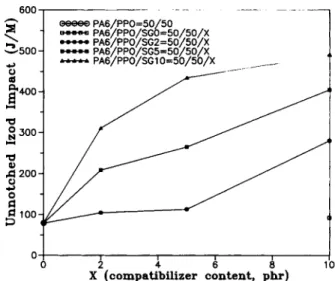
0 2 4 6 0 1 0 X (compatibilizer content, phr) Figure 1 1 P P O / S G = 50/50/X blends.Unnotched Izod impact strength of PA6/
marizes all the mechanical properties including ten- sile, unnotched Izod impact, and strain energy re- lease rate (Gc). Figures 9 and 10 show the effect of
compatibilizer on tensile strength and elongation of the PAG/PPO = 50/50 blend series. Tensile strength increases with increasing of the quantity of com- patibilizer and the GMA content in SG compatibil- izer as shown in Figure 9. The SG5 compatibilizer gives the best tensile elongation improvement better than that from SG2 and SGlO (Fig. 10). A similar trend has also been found on the PAG/PPO = 70/ 30 series of blends shown in Table
I.
Figure 11 shows the effect of compatibilizer on the unnotched impact strength of the PAG/PPO = 50/50
blend series, and the trend is exactly same as the ten-
llpflpD PA6/PP0-50 50 Gc-692 J/$ ~ P A ~ / P P O / S G ~ - ~ O / ~ O / I O Gc-1066 J/m
-
PA8/PPO/SG2-50/50/10 Gc-1918 J/m' ULU PA6/PPo/SG5-50/50/10 Gc=2338 J/m* 4um PA6/PW/SG10-50/50/10 Gc-3659 J/m' 20.30 h E1 0.20 4 0 m 0.10 c2
( / 0.00I
I I 1 3 5 BD@(m' ~ 1 0 ' ) Figure 12 ious P A / P P O = 50/50 blends.sile strength shown in Figure 9. Again, the SG5 com- patibilizer gives the best impact strength in the PA6/ PPO = 70/30 series of blends shown in Table
I.
Figure 12 illustrates the typical plots of notched impact strength versus BDM to determine the G, from the slopes of the lines. The B is the specimen
thickness,
D
is the unnotched width, and Mis a geo- metrical factor.43 Figure 12 clearly shows that the blend has higher G, from the SG having higher GMA content in the PA6/PPO/SG = 50/50/10 blends. Same trend has also been observed for the PA6/ PPO/SG = 70/30/10 blends as shown in Table I.SG5 seems to be the optimum level of GMA in SG copolymer to improve the mechanical properties of the blends; further increase in GMA content does not show clear advantages. As we mentioned earlier,lg one
or two grafts per chain of a reactive compatibilizer give the best reactive compatibilization. Higher grafted
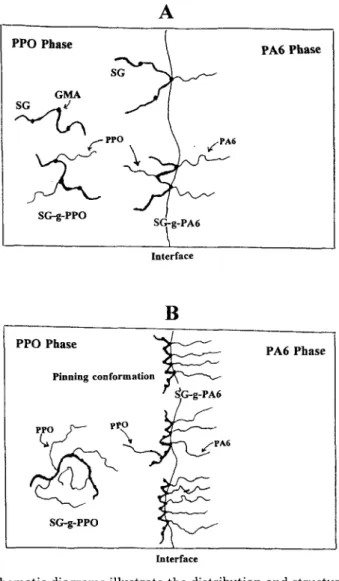
SG-g-PA6 copolymer tends to form pinning type con- formation of the compatibilizer along the interface with relatively smaller styrene segments penetrating into the PPO phase. Such pinning conformation of the grafted copolymer results in less interfacial adhe- sion. Additionally, these copolymers may be forced back into PA6 phase under vigorous shear mixing conditions. Figure 13(A) shows the schematic diagram of the distribution and structure of the SG grafted copolymers containing small content of GMA where the SG-g-PPO and SG-g-PA6 are only lightly grafted. Figure 13(B) shows the formation of the pinning con- formation of the highly grafted SG-g-PA6 copolymers along the interface from the SG copolymer containing higher content of GMA. Additionally, the SG-g-PPO grafted copolymers in PPO phase is also expected to be highly grafted. Therefore, if the GMA content in SG copolymer exceeds the optimum level (5% in this
A
1 PPO Phase GMA PA6 Phase\
I
\
InterfaceB
I PPO PhaseI
PA6Phase Pinning conformation & p < $ SG-g-PPO InterfaceFigure 13 Schematic diagrams illustrate the distribution and structure from the lower and higher GMA contents in SG copolymers. (A) Higher GMA content in SG copolymer; (B) lower GMA content in SG copolymer.
study), this compatibilized blend may actually result in inferior properties.
CONCLUSIONS
The compatibilizing effect of the in situ reactive compatibilizer ( S G ) on the immiscible and incom- patible P P O /PA6 blends has been investigated. The S G copolymer itself in the blend does not function as a compatibilizer but will become one after reacting with PA6 endgroups to form various SG-g-PA6 and SG-g-PPO-g-PA6 copolymers at interface during the melt blending. The unreacted S G copolymers and the SG-g-PPO copolymers are believed mainly residing in the P P O phase. The epoxy groups of S G can react with amine or carboxylic acid endgroup of PA6 to form the SG-g-PA6 copolymers and anchor at inter- face. The optimum GMA content in S G copolymer is a t 5% ( S G 5 ) and further increase of the GMA content tends to give numerous grafts per chain, which is undesirable. The presence of S G compati- bilizer in the P A 6 / P P O blends is able to reduce do- main size, enhances the interfacial adhesion, and im- proves the resultant mechanical properties. This S G copolymer has been demonstrated as an effective re- active compatibilizer for the PA6/ P P O blends.
This study was financially supported by the National Re- search Council, Republic of China.
REFERENCES
1. D. R. Paul, Polymer Blends, Vol. 2, D. R. Paul and S. Newman, Eds., Academic Press, New York, 1978. 2. J. G. Bonner and P. S. Hope, Polymer Blends and
3. 4. 5. 6. 7. 8. 9. 10. 11.
Alloys, M. J. Folkes and P. S. Hope, Eds., Chapman and Hall, London, 1993.
P. P. Gan and D. R. Paul, Polymer, 3 5 , 3 5 1 3 (1994). N. C. Liu and W. E. Baker, Adu. Polym. Technol., 11, 249 ( 1992).
M. Xanthos, Polym. Eng. Sci., 28, 1392 (1988). M. Xanthos and S. S. Degli, Polym. Eng. Sci., 31, 929 ( 1991).
F. C. Chang, in Handbook of Thermoplastics, 0. Ola- bisi, Ed., Marcel Dekker, New York, t o appear. G. Serpe, J. Jarrin, and F. Dawans, Polym. Eng. Sci., 30, 553 (1990).
M. Seadan, D. Graebling, and M. Lambla, Polym. Networks Blends, 3, 115 (1993).
C. C. Chen and J. L. White, Polym. Eng. Sci., 3 3 , 9 2 3 ( 1993).
K. Chandranouli and S. A. Jabarin, Adu. Polym. Technol., 14, 35 (1995). 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28.
R. H. Meittinen and J. Seppala, Polym. Eng. Sci., 32,
868 (1992).
F. P. LaMantia and R. A. Weiss, Adu. Polym. Technol., 1 2 , 4 7 (1993).
M. J. Sullivan and R. A. Weiss, Polym. Eng. Sci., 32, 517 (1992).
N. C. Liu, H. Q . Xie, and W. E. Baker, Polymer, 34, 4680 ( 1993).
M. Salleem and W. E. Baker, J . Appl. Polym. Sci., 39,665 ( 1990).
J. Y. J. Chung and R. P . Carter, U S . Pat. 4,554,315 (1985).
S. S. Dagli and K. M. Kamdar, Polym. Eng. Sci., 34, 1709 (1994).
C. T. Maa and F. C. Chang. J. Appl. Polym. Sci., 49, 913 (1993).
S. H. Chen and F. C. Chang, J . Appl. Polym. Sci., 51, 955 (1994).
H. H. Chang, J. S. Wu, and F. C. Chang, J . Polym. Res., 1, 235 ( 1994).
D. Y. Chang, W. F. Kuo, and F. C. Chang, Polym. Netw. Blends, 4, 157 (1994).
W. B. Liu, W. F. Kuo, and F. C. Chang, Eur. Polym.
J., 3 2 , 9 1 (1996).
F. C. Chang and Y. C. Hwu, Polym. Eng. Sci., 31, 1509 ( 1991 ) .
D. Y. Chang and F. C. Chang, J . Appl. Polym. Sci.,
5 6 , 1015 (1995).
P. C. Lee, W. F. Kuo, and F. C. Chang, Polymer, 35, 5641 (1994).
M. E. J. Dekker and S. Y. Hobbs, Polym. Eng. Sci., 27, 1164 (1987).
H. J. Sue and A. F. Yee, J. Mater. Sci., 24,1447 ( 1989). 29. S. Y. Hobbs and M. E. J. Dekker, J . Mater. Sci., 24,
30. J. R. Campbell, S. Y. Hobbs, T. J. Shea, and V. H.
31. S. Y. Hobbs, M. E. J. Dekker, and V. H. Watkins, J.
32. H. S. I. Chao and T. W. Hovatter, Polym. Bull., 17,
33. H. S. I. Chao, T. W. Hovatter, and B. C. Johnson, J .
34. C. Koning and L. V. D. Vondervoort, ANTEC’92,1435 35. Y. C. Lai, J . Appl. Polym. Sci., 54, 1289 (1994). 36. S. Y. Brown, Polym. Prep., 33, 598 ( 1992).
37. S. Y. Hobbs, T. J. Stanley, and 0. Phanstiel, Polym.
38. B. Liang and L. Pan, J . Appl. Polym. Sci., 54, 1945 39. M. K. Akkapeddi and B. VanBuskirk, Adu. Polym.
40. E. Plati and J. G. Williams, Polym. Eng. Sci., 1 5 , 4 7 0 1316 ( 1989).
Watkins, Polym. Eng. Sci., 30, 1056 (1990).
Mater. Sci., 24, 2025 (1989). 423 ( 1987).
Polym. Sci., Part A , 27, 3371 (1989). (1992). Prep., 33, 614 (1992). (1994). Technol., 11, 263 ( 1992). (1975). Received October 15, 1995 Accepted April 9, 1996