Treating chemical mechanical polishing (CMP) wastewater by
electro-coagulation-flotation process with surfactant
C.Y. Hu
a,c, S.L. Lo
a,c, C.M. Li
a,c, W.H. Kuan
b,c,∗aGraduate Institute of Environmental Engineering, National Taiwan University, Chou-Shan Road, Taipei 106, Taiwan, ROC
bDepartment of Environmental and Safety Engineering, Ming-Chi University of Technology, 84, Gunjuan Road, Taishan, Taipei Hsien 243, Taiwan, ROC cResearch Center for Environmental Pollution Prevention and Controls Technology, National Taiwan University, Taiwan, ROC
Received 10 June 2004; received in revised form 28 November 2004; accepted 16 December 2004
Abstract
The effect of surfactants on the treatment of chemical mechanical polishing (CMP) wastewater by electro-coagulation-flotation (ECF) process was studied. Two surfactants, cetyltrimethylammonium bromide (CTAB) and sodium dodecylsulfate (SDS) were employed in this study to compare the effect of cationic (CTAB) and anodic (SDS) surfactants on ECF. The cationic surfactant can enhance the removal of the turbidity, but anodic surfactant cannot. It can be explained by the hetero-coagulation theory. Moreover, the addition of CTAB in CMP wastewater can reduce the sludge volume and the flotation/sedimentation time in ECF process. The residual turbidity and dissolved silicon dropped with the increase of charge loading. No CTAB pollution problem exists after the ECF process.
© 2005 Elsevier B.V. All rights reserved.
Keywords: Surfactant; Chemical mechanical polishing wastewater; Electro-coagulation-flotation process
1. Introduction
Chemical mechanical polishing (CMP) process is a con-ventionally adopted planarization technology in fabricating microchips for integrated circuit (IC) manufacturing[1]. The washing and cleaning step in CMP process consumes as much as 40% of the ultra-pure water used in semiconductor manu-facturing and creates a large amount of wastewater[2,3]. The main contaminants in the CMP wastewater are the nano-sized SiO2particles, dissolved silicon, dispersants/surfactants,
ox-idizing agents and heavy metal ions. Most of these pollutants can be effectively treated by coagulation using alum or other aluminum salts[1,2]. However, land requirement of the tra-ditional coagulation process is extremely large because of the long retention time. Sufficient land for wastewater treatment is frequently unavailable for IC manufacturing in Taiwan, owing to the rapid growth of the IC production industry.
∗Corresponding author. Tel.: +886 2 29089899x4653;
fax: +886 2 29041914.
E-mail address: [email protected] (W.H. Kuan).
Therefore, new techniques with smaller land requirements are needed.
Electrochemical (EC) is a novel technique for treating wastewater[4–8]. Some studies have been successfully em-ployed this process to treat CMP wastewater[9–11]. Al(III) ions and hydrogen gas are produced stoichiometrically and simultaneously when electric current passes through the alu-minum electrodes (Eqs.(1)and(2)).
Al(s)→ Al(aq)3++ 3e− (1)
2H2O(l)+ 2e−→ 2OH(aq)−+ H2(g) (2)
Tiny particles and other pollutants in CMP wastewater can be coagulated by Al(III) ions produced from anodes and then removed by flotation with hydrogen gas generated from cathodes. The flotation duration is markedly shorter than that of sedimentation following coagulation. Less land thus is required for the treatment plant. However, the particles cannot be completely removed by flotation in a conventional electro-coagulation-flotation (ECF) process because the solid loading of the wastewater is high and the collective
0304-3894/$ – see front matter © 2005 Elsevier B.V. All rights reserved. doi:10.1016/j.jhazmat.2004.12.038
Nomenclature
[CTAB] concentration of CTAB (kg m−3)
F Faraday constant (F = 96,487 C mol−1)
I current (A)
n cells number (n = 6 in this paper)
P atmosphere pressure (N m−2)
Qe charge loading (C m−3)
R ideal gas constant (R = 8.14 J K−1mol−1) [Si]D concentration of dissolved Si (kg m−3) t reaction time (s)
T temperature (K)
V volume of the solution (m3)
VH2 volume of the hydrogen gas (m 3) Vs volume of the sludge (m3)
Z valence
efficiency of hydrogen gas is low. Most of the hydrogen bubbles generated from the cathode combine and then are lost to the air due to the hydrophobic nature of hydrogen gas.
Surfactants have been used to reduce bubble size and increase collective efficiency in the dispersed air flotation (DiAF) and dissolved air flotation (DAF) processes for a long time[12–15]. According to the hetero-coagulation theory, a small amount of surfactant (10−7–10−6M) in the solution can increase the contact angle, rupture the thin film and expand the three-phase-contact (TPC) between the gas and solid in-terface[16]. The expansion of the TPC perimeter produces a large contact area and a strong attachment force between the bubble and particle. This phenomenon can enhance the performance of flotation.
The retention time required for treating CMP wastewater by ECF can be dramatically reduced if adding surfactant en-hances the performance of flotation of ECF. Therefore, two surfactants, cetyltrimethylammonium bromide (CTAB) and sodium dodecylsulfate (SDS), were employed to examine the influence of cationic and anionic surfactants on treating CMP wastewater by ECF process, respectively. After determining a suitable surfactant, the effects of the surfactant concentration and charge loading applied in the ECF process were inves-tigated to optimize the operating parameters for treating the CMP wastewater.
2. Experimental
Experiments were conducted in a bipolar batch reactor with seven aluminum electrodes connected in parallel, as in the previous work by the same authors[8]. A constant current was maintained using a potentiostat in intensiostat mode. The volume of the solution (V) of each batch was 1 L. Magnetic stirring at 300 rpm maintained a homogeneous solution in the
batch reactor. The temperature in each system was maintained at 25± 1◦C.
Wastewater was sampled from a semiconductor manufac-turer in south Taiwan. A measured amount of CTAB or SDS stock solution was added to the wastewater as a collector and frother. A suitable quantity of NaCl (50 mg L−1) was added to the wastewater to increase the wastewater conductivity from 134 to 273S cm−1. Samples were taken at certain time inter-vals following the completion of the ECF process to examine the retention time required for floc floating or sediment. The certain time intervals following the completion of the ECF process was defined as the “flotation/sedimentation time”. Except the pre-test of the effect of surfactant types and the effect of flotation/sedimentation time on the residual turbid-ity, 30 min was chosen as the flotation/sedimentation time in the rest of the experiments. Water qualities, such as turbid-ity (in terms of Nephelometric turbidturbid-ity unit (NTU), HACH, 2100P), suspended solids (SS), total solids (TS), pH, total organic carbon (TOC, O.I. Analytical, 1010) and conductiv-ity before and after the ECF process, were measured using standard methods. Moreover, concentrations of dissolved Si and other heavy metals were measured by an inductively cou-pled plasma atomic emission spectrophotometer (ICP-AEC, Model JY24, Jobinyvon). Finally, a zeta potential analyzer (Model Zetasizer 3000, Malvern Instrument Ltd., Worcester, UK) was used to determine the zeta potential and particle size distribution before and after the ECF reaction.
The sludge sedimentation/flotation tests were conducted by a Pyrex glass column of 45 cm high and 5.85 cm i.d. as used in Lai and Lin’s work[11]. After the ECF process, 1 L of the treated CMP wastewater was put in the column with well mixed. After the separation of sludge and liquid was com-pleted (30 min), the ratio of the height of the sludge and the height of solution was the sludge percentage of the solution (Vs/V).
3. Results and discussion
3.1. Properties of CMP wastewater
Table 1lists the water quality of the CMP wastewater in this work and in Chen and Lin’s work[10]. The total solids in both of the wastewater were extremely high but the sus-pended solids were very low. This phenomenon was due to the tiny particle size of the silica particle. The pore size of the standard filter paper for SS is 0.45m, which is much larger than the average particle size. Thus, most of the particles pass though the filter and cannot be measured. The copper concentration and TOC in this work were much lower than those in Chen and Lin’s work. This phenomenon may occur because of the different processes used by the two different semiconductor manufacturers. Notably, the concentration of dissolved Si in the wastewater was extremely high. The dis-solved Si is also a problem requiring resolution for CMP wastewater reuse. High concentrations of dissolved Si may
Table 1
Water quality and properties of the CMP wastewater in this work and in Chen and Lin’s work
Parameter Concentration or properties This work Chen and Lin’s work
pH 8.5 6–8.7 Turbidity (NTU) 155 – TS (mg L−1) 2403 4000–5000 SS (mg L−1) 37.5 0.1–0.4 Total Si (mg L−1) 1406 – Dissolved Si (mg L−1) 253 – Solid Si (mg L−1) 1171 –
Average particle size (nm) 79.8 100
Zeta potential (mV) −45.5 – TOC (mg L−1) 1.81 79–180a Conductivity (S cm−1) 148 450–470 Al (mg L−1) 2.15 – K (mg L−1) 61.6 – Mn (mg L−1) 0.38 –
Zn, Pb, Fe, Ag, Mn, Cu (mg L−1) ND 45–120 for Cu2+ a Transformation from COD data (210–480 mg/L as COD).
cause membrane fouling in the reverse osmotic (RO) process during the regeneration of ultra-pure water from the treated wastewater.
3.2. Effects of surfactants
Fig. 1shows that adding CTAB enhanced the removal of the turbidity, but SDS did not. This fact should be due to the electrostatic induction between the bubbles and particles. When the bubbles are surrounded by the surfactants, the cationic surfactants, such as CTAB, produce positive-charged bubbles and the anodic surfactants, such as SDS, produce negative-charged bubbles. As mentioned earlier, the particles in CMP wastewater are strongly negatively charged. Therefore, when the cationic surfactants were added, an electrostatic induction occurred between the bubbles and particles. This induction force stabilized the mixture of bub-bles and particles; otherwise, the mixture was unstable. This
Fig. 1. Variation of the residual turbidity after ECF process with the concentration of surfactants in two different surfactants systems (ini-tial turbidity = 155 NTU, Qe= 1440 C L−1, reaction time = 5 min, flota-tion/sedimentation time = 3 min).
Fig. 2. Particle size distribution of the CMP wastewater before and after ECF reaction with various CTAB concentrations (ini-tial turbidity = 155 NTU, Qe= 2880 C L−1, reaction time = 10 min, flota-tion/sedimentation time = 30 min).
results could also be attributed to the electrostatic interactions between positive CTAB ions and the negatively charged silica particles render the latter hydrophobic and facilitate flotation reaction.
Fig. 2illustrates the particle size distribution of the CMP wastewater before and after ECF reaction with various CTAB concentrations. Most of the particles in the original wastew-ater were distributed in the range between 50 and 500 nm. After the ECF process, most of the particles were distributed between 2 and 100m. Moreover, the particle size increased with increasing CTAB concentration. This phenomenon con-firms the above inference that the addition of CTAB causes particle aggregation and stabilizes the floc.
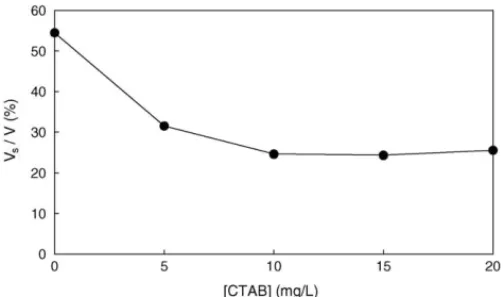
Sludge production is a serious problem for coagulation processes involving aluminum ions. Sludge may comprise over 20% of the solution volume in the EC process[10,11].
Fig. 3demonstrates the photograph image of the sludge form in the ECF systems with 5 mg L−1 of CTAB and without CTAB. Clearly, the volume of sludge (Vs) in the system
con-taining CTAB was significantly less than in the system with-out CTAB. Fig. 4illustrates the variation Vs/V with CTAB
concentration in the ECF process. The Vs/V ratio reduced
from 54.5 to 31.5% as the CTAB concentration rose from 0 to 5 mg L−1. Moreover, most of the volume of sludge in the system containing CTAB was occupied by hydrogen gas. Therefore, the volume of sludge was very easy to be reduced.
Fig. 3also reveals that all of the sludge in the system with CTAB floated to the top of the solution, while in the sys-tem without CTAB, some of the sludge settled at the bottom and some floated at the top of the solution. This phenomenon implies that adding CTAB can not only shrink the sludge vol-ume but also can reduce the separation time of solid and liq-uid because the retention time for flotation is much less than for sedimentation.Fig. 5shows the variation of the residual turbidity with sedimentation/flotation time in solutions with different concentrations of CTAB. The relationship between the residual turbidity and the flotation/sedimentation time
in-Fig. 3. Photograph images of the sludge form in the ECF systems containing 5 mg L−1of CTAB and containing no CTAB. (A) No CTAB (B) 5 mg L−1of CTAB (initial turbidity = 155 NTU, Qe= 2880 C L−1, reaction time = 10 min, flotation/sedimentation time = 30 min).
dicated the settling or flotation time required for the systems with various CTAB concentrations. The residual turbidity in the system without CTAB remained over 10 NTU until the settling time was over 20 min. However, the residual turbidity in the system with CTAB dropped to less than 10 NTU as the flotation time was over 1 min. This fact reveals that the sys-tem without CTAB required approximately 20 min for flocs sedimentation, but the flotation time required for achieving an ideal turbidity level in the solution containing CTAB was only 1 min.
These phenomena can result from the hydrophobic nature of hydrogen gas. As mentioned earlier, most of the hydro-gen bubbles hydro-generated from the cathode in the solution with-out CTAB are combined and then lost to the atmosphere. However, owing to the electric repulsion between bubbles caused by the positive charged CTAB molecule adsorbed on the surface of the bubbles, the hydrogen bubbles in the
sys-Fig. 4. Variation of the sludge percentage of the solution (Vs/V) with CTAB concentration (initial turbidity = 155 NTU, Qe= 2880 C L−1, reaction time = 10 min, flotation/sedimentation time = 30 min).
tem containing CTAB failed to combine. So most bubbles did not lose to the atmosphere and can aggregate with the flocs. Moreover, finer bubbles have larger surface area. Con-sequently, all the floc in the system containing CTAB can be removed by flotation.
According to above results, it can be concluded that the surfactant enhances the performance of ECF through two phenomena. First, although no direct evidence is provided regarding bubbles size, it is possible that finer bubbles and larger surface area resulting from CTAB addition, along with inhibiting recombination of hydrogen gas, that contribute to enhanced flotation efficiency and kinetics. Second, adding the surfactant with opposite charge of the particle increases the attachment force between the bubble and particle and makes the particles hydrophobic. Therefore, the CTAB was employed not only as a frother, but also as a collector in the ECF process.
Fig. 5. Variation of turbidity with flotation/sedimentation time in solutions with different concentrations of CTAB (“flotation/sedimentation time” was defined as the certain time intervals following the completion of the ECF pro-cess; initial turbidity = 155 NTU, Qe= 2880 C L−1, reaction time = 10 min).
Fig. 6. The effect of Qeand CTAB concentration on the residual turbidity (initial turbidity = 155 NTU, reaction time = 10 min, flotation/sedimentation time = 30 min).
3.3. Effects of charge loading applied
The charge loading applied (Qe) is defined as the charge
applied per liter of solution (Eq.(3)),
Qe=nItV (3)
Fig. 6 plots the effect of Qe and CTAB concentration on
the residual turbidity. The residual turbidity dropped with in-creasing Qe, and the minimum Qefor 90% turbidity removal
was around 2000 C L−1, and appeared unaffected by CTAB concentration. According to Faraday’s Law, the concentra-tion of Al(III) ions released from anodes can be calculated using Eq.(4),
[Al3+]= Qe
ZF, Z = 3 for Al(III) (4)
Combining Faraday’s Law and the ideal gas law yields the volume of hydrogen gas generated from the cathode (VH2), provided by Eq.(5),
VH2 = VRTQe
ZFP , Z = 2 for H2 (5)
The particles of the CMP wastewater are removed by coagu-lation of Al(III) ions and flotation of hydrogen gas, and thus the residual tubidity naturally declines with increasing Qe.
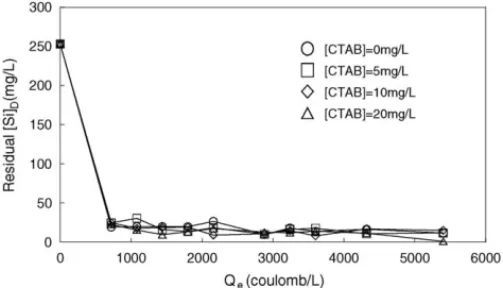
The dissolved Si can be removed by co-precipitation re-action of Al(III) ions. Co-precipitation occurs upon mixing of aluminum hydroxide and silicic acid (Eq.(6))[17,18]. 2Al(OH)3+ xSi(OH)4→ Al2O3xSiO2+ (2x + 3)H2O
(6)
Fig. 7displays the variation of the residual dissolved Si con-centration ([Si]D) with Qein the solutions containing various
concentrations of CTAB. The [Si]Ddecreased with increasing Qe. The minimum Qe for 90% [Si]Dremoval was
approxi-mately 700 C L−1and was not influenced by CTAB concen-tration. Notably, the minimum Qefor 90% [Si]Dremoval is
significantly less than the minimum Qe for 90% turbidity
Fig. 7. The effect of Qe and CTAB concentration on the residual [Si]D (initial [Si]D= 253 mg L−1, reaction time = 10 min, flotation/sedimentation time = 30 min).
removal. Consequently, only the minimum Qe required for
turbidity removal needs to be considered in the ECF process.
3.4. Concentration of residual surfactant
Surfactant is also a pollutant in industrial wastewater. Therefore, residual CTAB concentration is considered in this study. Surfactant is a source of TOC. Since very little TOC existed in the original wastewater, as shown inTable 1, the TOC can be employed as an indictor to estimate the residual CTAB concentration [19].Fig. 8illustrates the variation of CTAB concentration with TOC. Moreover, Eq.(7)expresses the linear regression equation of the CTAB concentration ver-sus TOC, as follows:
[CTAB]= 2.23 TOC, R2= 0.996 (7)
It is notable that the theoretical TOC per unit of CTAB (0.627) is higher than the experimental one (0.448). This fact should be due to the incomplete oxidation during the digestion pro-cedure in the TOC analyzer.
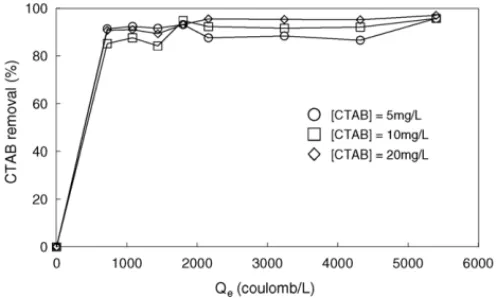
Fig. 9shows the variation of the CTAB removal with Qein
various solutions containing different initial CTAB concen-trations. Pervious literatures have stated that the surfactants can be removed by flotation[20–23]. As mentioned earlier, the generation amount of hydrogen gas is proportional to the
Qe. Thus, the residual CTAB concentration deceased with
Fig. 9. Variation of the CTAB removal with Qein various solutions con-taining different initial CTAB concentrations (reaction time = 10 min, flota-tion/sedimentation time = 30 min).
the increase of Qe. The CTAB removals in all solutions were
over 90% and the residual CTAB concentrations in all solu-tions were below 1 mg L−1 once Qeexceeded 1000 C L−1.
This fact indicates that no CTAB pollution problem existed after the ECF process and should result from the adsorption of CTAB on the surface of the silica and hydrogen bubbles.
4. Conclusion
ECF process with the addition of CTAB can effectively treat the CMP wastewater. The CTAB was employed not only as a frother but also as a collector in the process. The con-centration of CTAB required to achieve idea flotation per-formance was below 20 mg L−1. Removal of turbidity and dissolved Si exceeded 90% given Qeover 2000 C L−1with
5 mg L−1of CTAB. The sludge volume and the settling time were significantly less in the solution containing CTAB than in that without CTAB. No CTAB pollution problem exists after the ECF process.
Acknowledgements
The authors would like to thank the National Science Council of the Chinese Taiwan for financially supporting this research under Contract No. NSC 92-2211-E-002-028.
References
[1] J.H. Golden, R. Small, L. Pagan, C. Shang, S. Raghavan, Evaluating and treating CMP wastewater, Semicond. Int. 23 (2000) 92–103. [2] G. Corlet, Treating water reuse for chemical mechanical polishing,
Solid State Technol. 43 (2000) 182–187.
[3] R. Lo, S.L. Lo, A pilot plant study using ceramic membrane mi-crofiltration, carbon adsorption and reverse osmosis to treat CMP
(chemical mechanical polishing) wastewater, Water Sci. Tech. 4 (1) (2004) 111–118.
[4] G.H. Chen, X.M. Chen, P.L. Yue, Electrocoagulation and elec-troflotation of restaurant wastewater, J. Environ. Eng. 126 (2000) 858–863.
[5] J.Q. Jiang, N. Graham, C. Andre, G.H. Kelsall, N. Brandon, Labora-tory study of electro-coagulation-flotation for water treatment, Water Res. 36 (2002) 4064–4078.
[6] M.Y.A. Mollah, R. Schennach, J.R. Parga, D.L. Cocke, Electro-coagulation (EC)—science and applications, J. Hazard. Mater. B84 (2001) 29–41.
[7] F. Shen, X. Chen, P. Gao, G. Chen, Electrochemical removal of fluoride ions from industrial wastewater, Chem. Eng. Sci. 58 (2003) 987–993.
[8] C.Y. Hu, S.L. Lo, W.H. Kuan, Effects of co-existing anions on flu-oride removal in electrocoagulation (EC) process using aluminum electrodes, Water Res. 37 (2003) 4513–4523.
[9] B.M. Belongia, P.D. Haworth, J.C. Baygents, S. Raghvan, Treat-ment of alumina and silica chemical mechanical polishing waste by electrodecantation and electrocoagulation, J. Electrochem. Soc. 146 (1999) 4124–4130.
[10] L.L. Chen, S.H. Lin, Electrocoagulation of chemical mechanical pol-ishing (CMP) wastewater from semiconductor fabrication, Chem. Eng. J. 95 (2003) 205–211.
[11] C.L. Lai, S.H. Lin, Treatment of chemical mechanical polishing wastewater by electrocoagulation: system performances and sludge settling characteristics, Chemosphere 54 (2004) 235–242.
[12] K.A. Matis, P. Mavros, Recovery of metals by ion flotation from dilute aqueous solution, Sep. Purif. Methods 20 (1991) 1–48. [13] M.C. Lin, J.C. Liu, Adsorbing colloid flotation of As(V)—feasibility
of utilizing steaming current detector, Sep. Sci. Technol. 31 (1996) 1629–1641.
[14] C.J. Huang, J.C. Liu, Precipitation flotation of fluoride-containing wastewater from semi-conductor manufacture, Water Res. 33 (5) (1999) 3403–3412.
[15] T.C. Chuang, C.J. Huang, J.C. Liu, Treatment of semiconductor wastewater by dissolved air flotation, J. Environ. Eng. 128 (2002) 974–980.
[16] L. Alexandrova, R.J. Pugh, F. Tiberg, L. Grigorov, Confirmation of the heterocoagulation theory of flotation, Langmuir 15 (1999) 7464–7471.
[17] D.L. Gallup, Aluminum silicate scale formation and inhibition: scale characterization and laboratory experiments, Geothermics 26 (1997) 483–499.
[18] D.L. Gallup, Aluminum silicate scale formation and inhibition (II): scale solubilities and laboratory and field inhibition tests, Geother-mics 27 (1998) 485–510.
[19] G. Lissens, J. Pieters, M. Verhaege, L. Pinoy, W. Verstraete, Elec-trochemical degradation of surfactants by intermediates of water discharge at carbon-based electrodes, Electrochim. Acta 48 (2003) 1655–1663.
[20] S. Chen, M.B. Timmons, D.J. Aneshansley, J.J. Bisogni Jr., Model-ing surfactant removal in foam fractionation. I. Theoretical analysis, Aquacult. Eng. 13 (1994) 163–181.
[21] S. Chen, M.B. Timmons, D.J. Aneshansley, J.J. Bisogni Jr., Modeling surfactant removal in foam fractionation. II. Experimental investiga-tions, Aquacult. Eng. 13 (1994) 183–200.
[22] K. Kumpabooth, J.F. Scamehorn, S. Osuwan, J.H. Harwell, Surfac-tant recovery from water using foam fractionation: effect of temper-ature and added salt, Sep. Sci. Tech. 34 (1999) 157–172.
[23] S. Boonyasuwat, S. Chavadej, P. Malakul, J.F. Scamehorn, Anionic and cationic surfactant recovery from water using a multistage foam fractionator, Chem. Eng. J. 93 (2003) 241–252.
![Table 1 lists the water quality of the CMP wastewater in this work and in Chen and Lin’s work [10]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8869831.247480/2.1263.110.618.173.597/table-lists-water-quality-cmp-wastewater-work-chen.webp)