國 立 交 通 大 學
工學院永續環境科技學程
碩士論文
提升水回收效益之研究--以 IC 封測廠為例
A Study on Water Recovery Benefits for
IC Packaging and Testing Plants
指導教授: 葉弘德 教授
研 究 生: 吳旭峰
提升水回收效益之研究--以 IC 封測廠為例
A Study on Water Recovery Benefits for
IC Packaging and Testing Plants
研 究 生:吳旭峰 Student:Hsufeng Wu
指導教授:葉弘德 Advisor:Hundder Yeh
國 立 交 通 大 學
工學院永續環境科技學程
碩 士 論 文
A Thesis
Submitted to Degree Program of Environmental Technology for Sustainability
College of Engineering
National Chiao Tung University
in Partial Fulfillment of the Requirements
for the Degree of
Master of Science
In
Environmental Technology for Sustainability
August 2010
Hsinchu, Taiwan, Republic of China
摘 要
根據科學工業園區節約用水輔導計劃執行要點,有關廢水回收量,製程回 收率應大於 70%、全廠回收率應大於 50%,而全廠排放率需在 80%以下。本研究 以園區內某 IC 封測廠為研究對象,該廠目前的回收率,製程回收率為 69%、 全廠回收率為 52.1%,而全廠排放率 33%等,故該廠目前的製程回收率不符 合相關規定。 本研究的目的,在針對用水結構、技術設施性能及操作經驗等問題,以 IC 封測廠為例,探討各種廢水回收風險,並評估水回收量與成本改善結果。期 望有助於提昇回收率及減少成本,以落實法規要求、提高環境品質、並達到永 續發展的目標。本研究首先針對廠內的各用水單元,如超純水系統、廢水系統、 回收水系統、及製程系統等,進行評估回收的可能性與選定改善點。接著,進 行實廠單車試驗,除改善各系統處理流程外,並安裝水錶及定期紀錄水量,也 測試回收水以瞭解其水質是否可回收再利用。最後,進行實際上線運轉,觀察 回收水量、回收率及成本狀況。 改善結果製程回收率增加 4%,全廠回收率增 加 7.1%,而全廠排放率降低 2.6%。此數據顯示,該廠利用建議的方法,可達 到科學工業園區所訂定之標準。至於成本方面,全廠總用水成本可降低 3472 元/天,至於增加廢水回收率的同時,亦可降低廢水處理費用。本研究的分析 與建議方法,可提供該廠作為未來執行水回收政策之參考。Abstract
According to the「Regulations for Implementing Water Conservation Assistant Project in the Science-based Industrial Park」, the recycle rate of waste water in process should exceed 70%, the recycle rate in a plant should exceed 50%, the discharge rate should be less than 80%. An IC packaging and testing plant inside the park is chosen to study its water recoervey benefits. At the present time, the plant has 69% of lthe recycle rate of process, 52.1% of the recycle rate, and 33% of the discharge rate. Obviously, the wastewater recovery system of the target plant does not meet the related stipulation.
The purpose of this study is to assess the risk of wastewater recycling, to evaluate the improvement of wastewater recovery, and to reduce the capital expenditure based on the means of water utilization, technical facility performance and operating experience. The results are expected to improve the wastewater recovery rate and reduce the capital expenditure, and in the mean time, meet the requirement of regulation, improve the environmental quality, and achieve the goal of sustainable development. In this study, the possibility of the wastewater recycling and the improvement unit were evaluated in water utilities, such as the hyper-puried waster system, wastewater system, recycling system, and the processing system. During the test run in each system, not only the water gauge was installed and recorded routinely, but the quality of recycled water was also investigated for recovery usage. Finally, the recycling quantity of wastewater, the recovery rate of each system, and the reduction of capital expenditure were evaluated during the full-scale operation.
The results indicate that the recovery rate of processing system and whole plant are increased 4% and 7.1%, respectively while the discharging was decreased 2.6%. Thus, the results of the adjusted operation demonstrate that the regulation requirement is met. The capital of total water usage is decreased NT3,472 dollar/day and the wastewater treatment expense is also decreased. This result may therefore be used as a reference for future wastewater recovery in this IC packaging and testing plant.
誌 謝
本論文能順利完成,要感謝很多一起幫我的人,首先要感謝恩師葉弘德教 授在論文研究上的指導與幫助,在過程中不辭辛勞的敦敦教誨,也從恩師身上 學習到謹慎的態度及專業的知識,相信對未來必是無限的幫助,在此獻上最高 的謝意。同時也感謝口試委員曹俊文教授、陳文欽教授,游庶海教授所提出寶 貴建議及指導,使得論文能更加完整,謹致由衷謝意。 在求學階段中,感謝系所上各位老師的照顧、工作上的同事協助及碩專同 學們,與你們一起度過讀書時期,不僅使我的生活更豐富,也互相關心與切磋。 更要感謝我的父母親、弟弟、妹妹及女友的支持與鼓勵,因為就學期間上班及 上課,常忽略掉家庭生活,但是你們總是為我著想,並且在精神上支持我,使 得課業與論文能順利完成,希望與你們一起分享這喜悅的成果。目錄
中文摘要 ………Ⅰ 英文摘要 ……… Ⅱ 誌謝 ………Ⅲ 目錄 ……… Ⅳ 表目錄 ……… Ⅵ 圖目錄 ………Ⅶ 第一章 緒論……… 1 1.1 研究動機與目的 ……… 1 1.1.1 研究動機 ……… 1 1.1.2 研究目的 ……… 2 1.2 研究範圍與方法 ……… 2 1.2.1 研究範圍 ……… 2 1.2.2 研究方法 ……… 3 1.3 研究流程與架構 ……… 3 第二章 文獻回顧……… 5 2.1 水回收再利用現況與相關政策……… 5 2.1.1 水回收再利用現況……… 5 2.1.2 水回收再利用評估……… 8 2.2 廢水回收再利用相關政策……… 9 2.2.1 工業用水之政策……… 9 2.2.2 用水回收率指標……… 11 2.2.3 廠內水平衡系統分析……… 12 2.3 園區產業概況及廢水種類……… 13 2.3.1 園區產業概況……… 13 2.3.2 IC 封測產業概況……… 14 2.3.3 園區廢水種類及排放標準……… 17 2.3.4 IC 封裝廢水來源及特性……… 192.4 水回收處理技術 ……… 21 2.4.1 臭氧………21 2.4.2 活性碳吸附………24 2.4.3 薄膜分離……… 25 2.4.4 電透析……… 33 第三章 研究廠區之改善分析及效益成本評估 ……… 36 3.1 研究方法……… 36 3.2 廠內用水量及回收效率……… 36 3.3 廠內各項用水處理系統 ………39 3.3.1 超純水系統……… 39 3.3.2 回收水系統………40 3.3.3 廢水系統………41 3.4 廠內各項用水成本……… 43 第四章 研究廠區之改善驗證分析………47 4.1 廠 內 各 項 回 收 改 善 評 估 及 影 響 因 素 分 析 ……… 47 4.1.1 陰 樹 脂及 混 床 再 生 之 沖 洗 廢 液 ……… 47 4.1.2 RO 濃 縮 水 及 反 沖 洗 廢 水 ……… 49 4.1.3 製程機台改善……… 50 4.1.4 回收系統……… 51 4.1.5 外氣空調箱系統……… 52 4.1.6 純水桶槽氮氣水封水回收……… 53 4.1.7 總回收成本計算……… 54 4.2 廠內各項回收改善後回收率及費用……… 55 4.3 改善計畫結果分析……… 58 第五章 結論與建議……… 60 5.1 結論……… 60 5.2 建議……… 61 參考文獻 ……… 63
表目錄
表 2-1 工業局 2003-2005 年推動工業用水效率提升工作之執行成效…………7 表 2-2 1994~2005 工業用水目標……… 10 表 2-3 未來規劃工業水回收指標之目標……… 11 表2-4 2008年竹科產業概況 ………13 表 2-5 園區產業及廢水產出來源……… 18 表 2-6 新竹科學工業園區下水道可容納排入之水質標準……… 18 表 2-7 廢水污染物特性及處理方式……… 20 表 2-8 臭氧兩種氧化機制的差異性……… 22 表 2-9 四種主要模組之基本特性比較表 ……… 30 表 3-1 化學需氧量收費標準……… 44 表 3-2 懸浮固體收費標準……… 44 表 3-3 廠內所排放之 COD、SS 濃度………45 表 3-4 廠內成本統計資料……… 45 表 4-1 陰 樹 脂及 混 床 再 生 廢 液 改 善 差 異 量 ………48 表 4-2 RO 濃縮水及反沖洗廢水改善差異量……… 49 表 4-3 製程機台改善差 異 量 ………51 表 4-4 切 割 廢 水 回 收 系 統 差 異 量 ……… 52 表 4-5 純水桶槽氮氣水封水回收差 異 量 ………54 表 4-6 廠內改善前後水回收率及總成本……… 58圖目錄
圖 1-1 研究計畫流程架構圖……… 4 圖 2-1 2007年台灣地區各業別工業用水量……… 6 圖 2-2 工業用水用途分類……… 7 圖 2-3 工廠水平衡系統分析示意圖……… 12 圖 2-4 半導體產業產業鏈……… 14 圖 2-5 封裝製造流程圖……… 17 圖 2-6 臭氧氧化之反應機制……… 23 圖 2-7 逆滲透原理示意圖……… 26 圖 2-8 薄膜過濾方式 ……… 27 圗 2-9 薄膜與粒徑的比較 ……… 28 圖 2-10 薄膜過濾之產水通量時間變化圖………31 圖 2-11 電透析原理圖……… 34 圖 3-1 用水平衡圖……… 37 圖 3-2 廠內 98 年各回收效率情形………39 圖 3-3 超純水系統流程……… 39 圖 3-4 回收水系統流程……… 40 圖 3-5 廢水處理流程……… 42 圖 4-1 混床再生廢液改善示意圖……… 47 圖 4-2 再生廢液回收再利用……… 48 圖 4-3 RO 濃縮水及反沖洗廢水改善……… 49 圖 4-4 製程機台改善示意圖……… 50 圖 4-5 外氣空調箱系統示意圖……… 53 圖 4-6 純水桶槽氮氣水封水回收示意圖……… 54 圖 4-7 改善水量供需圖……… 56 圖 4-8 廠內改善後用水平衡圖……… 57第一章 緒論
1.1 研 究 動 機 與 目 的
1.1.1 研 究 動 機
台灣過去四十年平均降雨量約有 2515 公厘,但因台灣地形險峻,河川坡 陡流急,降雨後逕流入海,甚難蓄存。且河谷狹窄,庫容有限,故水庫雖多, 總容量卻不大。均每人每年所得雨量只有 4020 立方公尺,是世界平均值八分 之一。台灣一年的雨量中,四分之一的雨水被蒸發到大氣中,接近六成的比 例雨水則是藉由河川直接流入大海中,真正為國人所能使用的雨水量約 180 億公噸(包括地下水),約只占總雨量的 15%,每人每年平均分配到的水量, 只有全世界平均雨量的 1/7。 近年來國內工業的高度發展帶動了的快速成長,相對地工業用水需求量 與日俱增,且隨著人口不斷增加,國民生活品質逐年提高,加上發展的工業 如晶圓、半導體高科技產業以及石化、鋼鐵產業又都屬高耗水產業,對於乾 淨的水資源需求甚大,使得民生、工業用水量及水資源需求急速增加。為因 應未來用水遽增之需求,台灣新水源開發不易,水資源有限的境況下,如何 推廣節約用水、合理化用水及工業用水回收再利用,以充分達到水資源的有 效利用,全面推動節約用水措施及回收再利用為重要因應之道。在強調水資 源得以永續發展利用及落實總量管制機制之原則下,經濟部除推動「節約用 水措施」,強調提高用水效率與效能,並落實健全用水管理制度。產業未來 將面對政府因節約及更有效率的利用有限水資源,包括可能實施之「開徵水 權費」、「調漲自來水水費」、「提高污水排放處理費」、「開徵污水排放 費」,所導致之政策衝擊。因此加強「工業用水管理技術」及「節水技術本 土化研發」,被列為提升工業用水回收率之重點工作。台灣已成為半導體及光電顯示器之全球生產重鎮,且半導體產業是高技 術密集及高資本密集的產業,故半導體技術能力,也展現了一個國家在科技 產業上之地位。我國電子產業在政府長期支持及業者努力下,已成為國內第 一大產業,但半導體產業十分依賴水資源,產業用水量與水質也相對提高, 除期盼政府提供穩定、潔淨的水資源外,還必須配合廠內用水效率的提升、 省水製程的開發、排水減量及安全回收再利用等,故限水及缺水問題是其一 大壓力,且因為製程用水量需要消耗大量純水及化學藥劑,相對廢水量必大 增,節約用水與提高用水效益必是未來趨勢。
1.1.2 研 究 目 的
本 研 究 是 以 IC封 測 業 實 廠 進 行 廢 水 回 收 評 估 改 善 方 法 , 針 對 各 項 水 回 收 系 統 妥 善 規 劃,並建立完整的節約用水系統,持 續 改 善 水 資 源 的 再 利 用 , 提 升 廠 內 水 回 收 率 , 並 對 各 項 成 本 進 行 評 估 。 藉由水量 平衡分析與各標值的顯示,反應回收水再利用的效率,如此可提升工業用水 重複使用率,減少浪費,達到開源節流、合理利用的目標,以因應未來日益 吃緊的用水環境及面對水資源之不確定性,避免影響工廠產能。1.2 研究範圍與方法
1.2.1 研究範圍
本研究配合「全國國土及水資源會議」結論及「科學工業園區節約用水 輔導計畫執行要點」,期於民國一百年工業用水回收率達百分之六十五及廠內 製程回收率達百分之八十五,積極辦理提升工廠節約用水技術並有效控管成 本效益,參考現有文獻與個案做水回收效益分析,符合水資源利用與產業永續 經營的目標,落實節約用水政策,提出建議的配套措施。1.2.2 研究方法
本研究參考目前所蒐集之相關文獻、政府政策及相關產業水回收再利用 資訊,藉由在工作環境中所接觸的水回收技術,就技術面及成本面等方面探 討,配合目前廢水排放現況,進行可行之回收方式與成本效益分析,不但可 達到園區納管標準,而且可符合政府法規所要求的相關措施。
1.3 研究流程與架構
隨著經濟發展,各標的用水量不斷增加,臺灣地區水資源開發與利用日 趨困難,本文嘗試就法規政策與經濟成本等層面,尋求改善回收效益之方式, 探討回收率與成本兼顧的可行性;研究計畫流程如圖1-1所示,第一章說明本 文的研究動機、目的、方法、及研究流程。第二章簡略介紹相關文獻回顧及 國內相關水回收現況與政策,並提供竹科相關產業廢水種類及回收技術,檢 討水回收再利用之可行性,並尋求節省製程用水或實施效率用水管理的方 法。第三章統計所研究標的廠區進行用水量、回收率及總成本,並分析改善 相關問題作及估算效益成本。第四章統計改善後用水量、回收率及總成本, 並評估分析採用的改善方案。第五章為結論與建議。研究動機與目的 研究方法與流程架構 文獻回顧 水回收再利用現況與評估 廢水回收再利用相關政策 資料收集分析 竹科相關產業廢水種類及回收技術 研究廠區之分析改善及預估效益成本 檢討及建議 第一章 第二章 第三章 第四章 第五章 研究廠區之改善驗證分析 圖 1-1 研究計畫流程架構圖
第二章 文獻回顧
2.1 水回收再利用現況與相關政策
2.1.1 水回收再利用現況 關於水回收再利用問題,政府於1994年的節約用水措施計畫明確列出「提 高用水效率與效能」及「健全用水管理與制度」作為節水政策之一,緊接著 配合推動亞太營運中心,維持我國經濟持續發展動力,並核定「現階段工業 用水發展政策綱領」以達成充分穩定供應工業用水的目標。於2004年在「挑 戰2008國家發展重點計畫」中,核定「水與綠建築計畫」之「積極推動節約 用水子計畫」工作內容,將推動合理水價與節約用水列為重要施政方針。於 2005,再核定「水資源永續發展政策規劃」,持續推動提升工業用水效率工作, 並訂定於2021年之前持續提高現有用水回收率至少10%。經濟部水利署訂定工 業用水政策綱領(2001),新開發的工業區需建置中水道系統,將廢水處理回 收再利用,並且利用工業用水的效率提升及管理,將工業用水回收率的32% 提升至2006的52%,最終提升到2011年的65%。行政院環保署於2009發表「環 境白皮書」,依據促進產業升級條例第6條,公司投資於自動化設備或技術、 資源回收、防治污染設備或技術、利用新及淨潔能源、節約能源及工業用水 再利用之設備或技術、溫室氣體排放量減量或提高能源使用效率之設備或技 術,得在其支出金額5%~7%額度內,自當年度起5年內,抵減各年度應納營 利事業所得稅額。 經濟部陸續推動工業節約用水之施政計畫及相關政策,將工業用水回收 率由 1990 年的 35%,提升至 2006 年的 52%,最後在 2021 年能達到 65%之用水 回收目標。目前產業界的節約用水,是以下列方案為主:冷卻水回收與提高 濃縮倍數,回收鍋爐排放水收集冷凝水,低污染純水回收再利用,逆滲透系 統濃縮液再利用,及尋求替代水源等。現也積極開發工業節水技術,並導入 「用水管理」及「回收再利用」等水資源管理觀念與技術,從以前的著重「水源供給面」的作法,到將來的「水源使用面」管理方式,激勵業界合理用水, 提高用水合理化及用水效率。使政策得以持續執行,並提升企業形象、降低 生產成本、增加產業競爭力及邁向永續經營之整體目標。 依據經濟部2007年統計資料分析,當年台灣地區工業面積為25,527.56 公頃,工業用水量為1,643.78百萬立方公尺,而各業別的工業用水量如圖2-1 所示。 0 50 100 150 200 250 300 350 用 水 量 ( 百 萬 立 方 公 尺 ) 食 品 菸 草 紡 織 成 衣 皮 革 木 材 傢 俱 造 紙 印 刷 化 學 材 料 化 學 製 品 石 油 煉 製 橡 膠 塑 膠 非 金 屬 基 本 金 屬 金 屬 機 械 電 腦 電 子 電 力 運 輸 精 密 機 械 雜 項 產業別 圖2-1 2007年台灣地區各業別工業用水量 針對國內高用水量與高產值的六大行業,包含食品業、紡織業、造紙業、 化學材料業、基本金屬業及電子業等,經濟部工業局於2003~2005進行這些行 業用水的效率提升及用途調查,節水量以造紙業為最高,其次為化學製品業、 電子零組件、紡織業、食品業及其他行業,若從六大行業節水的類型進行分 析,可發現造紙業則以製造用水為主,廢水回收次之;化學製品業亦是以製 造用水為主,冷卻用水次之;電子零組件以製造用水為主,冷卻用水次之; 紡織業則以製造用水為主,廢水回收次之;食品業主要節水則以冷卻用水為主; 其他行業則以製造用水為主,廢水回收次之。其結果為如表2-1所示:
表2-1 工業局2003-2005年推動工業用水效率提升工作之執行成效 單位:千噸
產業依照水資源用途與需求,工業用水如圖2-2所示,可分為如下五類: 冷卻用水(Indirect Cooling Water)、製程用水(Process Water)、鍋爐用水 (Boiler Water)、生活用水(Sanitary Water Use),及其他用水(Other Water Use)。
工業用水用途
冷卻用水 製程用水 鍋爐用水 生活用水 其他用水 1.直接冷卻用水 2.間接冷卻用水 3.空調用水 1.原料、產品清潔用水 2.廚房、生產機具清潔用水 3.傳送原料、產品用水 4.物理化學反應用水 5.原料用水 1.衛生用水 2.員工飲用 3.廚房用水 1.景觀用水 2.消防用水 3.維修用水 4.營建用水 圖 2-2 工業用水用途分類 節水類型 產業類別 製程用水 冷卻用水 廢水回收 雨水貯留 生活用水 及其他 節水量 紙漿、紙及紙製品業 5,701 9 1,710 73 1 7,494 石油及化學製品 2,058 2,001 608 759 110 5,536 電子零組件 3,662 309 82 421 0 4,474 紡織染整 485 35 150 0 42 712 食品及飲料 128 528 1 0 39 696 其他行業 328 98 249 233 26 931 合計 12,362 2,980 2,800 1,486 218 19,8432.1.2 水回收再利用評估 針對健康、公共政策、回收經驗及技術、經濟等要素,並且對於不同 再利用的項目而有不同的處理標準,美國環保署對工業廢水回收再利用準 則予以規範,處理目標為:二級處理及消毒、BOD:<30mg/L、pH:6-9、排 泄物大腸菌<200/100mL 及殘餘氯:1mg/L。應用實例:冷卻水系統、工業 製程、鍋爐用水、建築用水等。我國針對工業用水回收水水質目前並無一 致的統一標準,現階段仍以自來水水質標準為基礎,飲用水水質為輔,不 同的行業別用水需求與用水用途可以依產品特性分別訂定更嚴格或較寬 鬆的用水標準。 各類工業用水中,以冷卻水塔內所需補給水所佔比例最高,往往可達 全部用水量之 1/4 ~ 1/2,若工廠回收再利用,可節約用水費用以提高水資源 的有效利用。但需增設處理流程,如薄膜分離系統等,方可滿足水質要求。 2.1.3 水回收再利用實例 林正新
、王東垣
(2002)估計晶圓廠或光電廠的純水需求量,約佔全 廠用水量的60%~70%。若將使用過的純水輸送至廢水處理廠,以及經過一 連串的處理流程後,若未回收而排放掉,對現今各廠區用水吃緊的情形而 言,為最不樂見的現象。若能對廢水特性予以分類收集,則廢水回收系統 在有規劃下,其回收率應可達全廠廢水量70%以上,回收後的水,可當作 工業用水再次循環使用。林義凱、周文朕(2003)針對台積三廠進行水回收 改善,於1999年製程回收率僅50%,在2001年更積極與工程部合作以調整 製程的方式,從源頭回收可再利用的水資源,2002年的節水成效顯示製程 水回收率從72.5%提升到77%。全廠回收率由56%提升到59%,而全廠的廢水 排放率從80%降至75%,不僅節省用水,更減少對環境的負荷,共投入1300 萬元工程改善費,但累計每年可節省2299萬元,得到顯著的節水成效。徐 毓蘭(2004)就產業的技術面、成本面、政策面作研究,分析廢水回收再利 用可行性,認為除選擇適當的回收技術外,也須從政策上的經濟誘因下進行節水,使水再使用率、水再生利用率及用水總回收率,逐年達成2011 年工業用水回收率90%的目標,以解決工業用水的缺水危機。黃俞昌(2005) 針對新竹科學工業園區水回收再利用,科學工業園區管理局(以下簡稱科 管局)提出相關方法與策略,如用水計劃審核、訂定園區工業用水回收標 準及各類用水標的回收策略。科管局按建廠時程之不同,審查用水計劃輔 導廠商,協助其達成不同階段之節水要求,若以全園區之回收率來看,至 今年止每年回收用水量約可達2000萬噸/年之水量。尹季良(2002)在汽車 製造業用水中,以車體表面塗裝工程為最大用水工程,因此,塗裝製程水 的使用是規劃改善的重點,設備導入時即考慮到水的循環使用,因此塗裝 各清洗槽皆以不同等級的用水來規劃使用。除了工程內的回收外,也致力 於推動不同工程間水回收工作。透過跨工程回收的部分,每年可回收20% 的用水量,因此,每年可以回收5.6萬噸用水。林緯平(2003)研究認為半 導體工業節水重點,在於純水製程排放廢水再利用及使用過的純水回收, 力晶不但採用較環保之生產技術及原料,並在製程節水上,制定製程選別 回收分類管理系統,因依水質特性分別建立不同的回收處理程序而大幅提 升回收水量。在用水減量上,導入最先進省水製程設備,從最難突破之使 用源頭做起,在用水及回收上達到相乘效果。製程回收率86.9%,由8吋到 12吋晶圓,面積成長2.3倍,每片用水量僅增加1.2倍(由4.2m3 /片增加為 5.0m3 /片)。
2.2 廢水回收再利用相關政策
2.2.1 工業用水之政策 工業用水政策目標如表 2-2 所示,其主要政策方向可分為用水 管理政策、回收再利用措施,分別說明如下: 1.用水管理政策:(1)掌握產業用水需求,建立用水量資料庫,訂定檢討合理用水 成長目標。 (2)建立工業用水管理機制(合理用水回收率及用水量),研訂用 水管理工具(合理用水指標),落實合理用水管制。 (3)提高產業用水效益,加強工廠用水輔導,降低節水投資風險。 (4)規劃工業區用水儲備機制,開發多元化替代水源,補充緊急 用水缺口,考量缺水風險程度,建立用水大戶(工業區內、外) 資訊,推動缺水緊急應變通告機制。 2.回收再利用之政策 (1)配合工業區備援機制之推動,廢水回收再利用列為優先方 案。 (2)由工業局所轄工業區先行推動,再推廣至民間企業。 (3)積極配合水利署「水源多元化發展條例」(草案)之立法,鼓 勵民間建立造水事業。 (4)提升高級處理技術之應用研發推廣,使廢水回收再利用技術 落實本土化。 (5)考量排放率及用水回收率共同規範,提高廢水回收之經濟誘 因。 表2-2 1994~2005 工業用水目標 年度 政策依據 政策重點與目標 1994 「節約用水措施」 ˙提高用水效率與效能 ˙健全用水管理及制度 1995 「現階段工業用水發展政策綱領」 ˙穩定供應工業用水 1998 2000 「全國國土及水資源會議」結論 「節約用水行動方案」 ˙提升工業用水回收率 ˙工業用水期於 2011 年達成平均回收 率 65% 之目標
2003 2004 「中長程工業用水發展政策綱領實施 計畫」 「挑戰 2008 國家發展重點計畫-水與 綠建築計畫」之「積極推動節約用水」 分項計畫 ˙注重工業廢水回收再利用及再使用 ˙推動合理水價 ˙節約用水 ˙2003 至 2007 年達成 4,150 萬噸工業 用水節水量 2005 水資源永續發展政策規劃 ˙持續提升工業用水效率,擴大推動節 水工作 ˙訂定於 2021 年前持續提高現有用水 回收率至少 10% ˙節約用水量 4,600 萬噸 2.2.2 用水回收率指標 目前在政策及法規上是訂定水回收百分率,工業用水通常使用的指標 是回收率,包含製程回收率、全廠回收率及全廠排放率等,這些指標可反 應出工廠執行用水重複利用之節水水準。行政院環保署「工業區開發環境 影響評估審議規範」第二十六條,規範工業區全區用水總回收率(含廠內 用水回收、中水道系統回收及污水處理廠廢水回收等),至少達百分之七 十,新竹科學工業園區第四期擴建用地銅鑼基地開發計畫影響評估報告書 審查結論,全區廢水總回收率應達百分之八十以上,在科學工業園區節約 用水輔導計畫執行要點,科管局須依各廠房建設時間不同,輔導各廠商, 1999 年後興建者,製程回收率須大於百分之八十五,全廠回收率須大於 百分之六十,全廠排放率須小於百分之七十,如表 2-3。目前因應社會的 進步,用水量已不敷出,這時有系統性的管理,是個重要課題,目標是要 提升用水的效率及效益。利用系統化的方法,運用水平衡原理,提供合理 的水資源流程及分配管理,可提供管理層面評估節水措施的參考。 表 2-3 未來規劃工業水回收指標之目標 項目 科學工業園區節約用 水輔導計畫執行要點 環境影響評估 全國國土 及水資源會議 目標達成年 — — 100 年
製程回收率 >85% >85% — 全廠排放率 <70% — — 全廠回收率 >60% >70〜80% 65% 註:環境影響評估以 1999 年以後興建廠商之要求 2.2.3 廠內水平衡系統分析 所謂水平衡原理,就是指一個用水單元(廠內)的輸入水量的和,會等於 輸出水量之和,如圖 2-3。若用水單元為工廠,也可稱之工廠水平衡。 在用水分析中,總用水量(Gross Water,GW):係指原始取水量和重複 利用水量之總和,也是工廠生產過程中所需之用水量。原始取水量(Intake Water,IW):係指取自工廠內外任何一水源,被第一次利用之取水量。一般 包括有:自來水(民生系統或契約供給系統)、地下水、地面水、雨水或臨 時購入之水源等。循環水量(Recycling Water,RCW):沒有經過處理的用水 單元(系統)中的水量,經再次循環使用於同一用途上。如工業冷卻用水系 統中大量的水被循環利用,這時可稱為循環冷卻水量。回用水量(Reuse Water,RUW):係指在一定期間內所使用過後的水,經過適當處理後,而再 運用於其他用水單元的水量。產水量(Produce Water,PW):產水單元輸出 可重複利用水量到本身或其他用水單元。消耗水量(Consumption Water, CW):係指因生產過程中所蒸發、飛散或生活中員工飲用、烹調、衛生、滲 漏損失消耗之水量。排放水量(Discharge Water,DW): 係指排出工廠之廢 水。
圖 2-3 工廠水平衡系統分析示意圖 若將某一特定用水單元(廠內)視為一獨立系統,系統中輸入水量與輸 出水量需達到平衡狀態,任何一個用水單位(廠內)的各種水量在同一時段 均應保持輸入與輸出之平衡,並依用水單位的水平衡原理推導,其中: 輸入: GW= IW+ RW 輸出: GW= CW+ DW+ RW 水平衡: IW= CW+ DW 其中: RW= RCW+ RUW 產水量:PW= RCW+ RUW 我們可將用水單位視為一個獨立的系統,平衡狀態下系統輸入水量與 輸出水量達到相等;同理也可將用水單位中的各單元,視為一個個獨立的 系統,各單元系統的輸入與輸出水量,等於所有各單元之輸入水量與輸出 水量總和,因此任何用水單位的用水量,應都保持輸入與輸出的平衡。
2.3 園區產業概況及廢水種類
2.3.1 園區產業概況 行政院國家科學委員會於1980年設立我國第一個科學園區-新竹科學 工業園區,主要目的在於引進國外技術人才,帶動國內傳統產業轉型,鼓勵 工業技術升級,以創造我國高科技產業發展契機。主要產業別為半導體產業、 電腦及周邊產業、通訊產業、光電產業、精密機械產業及生物技術產業,如 表2-4。 表2-4 2008年竹科產業概況 產業別 家數 就業人數 實收資本額 營業額 營業額成長率(不含外勞) (億元) (億元) (%) 積體電路 197 82714 7800 7040 -14 電腦及週邊 52 13000 836 776 -18 通訊 46 6821 274 324 -13 光電 84 24554 2323 1760 -1 精密機械 23 2084 82 118 5 生物 25 1094 63 36 13 其他 3 319 20 26 10 合計 430 130577 11398 10080 -12 2.3.2 IC封測產業概述 半導體產業中可分為IC設計產業、IC製造(代工)產業、IC封裝測試產業及 DRAM產業,如圖2-4所示,其中封裝、測試產業是IC製造的後段作業,經常被 合併簡稱為封測業,其實,封裝業與測試業在性質上有相當大的差異。IC封 裝主要提供IC保護、散熱、電路導通等功能,而測試一般可IC晶圓測試及封 裝成形後的測試。由於封裝測試業在特性上,是屬於人力密集加資本密度高 的產業,因此固定成本及變動成本,就會對利潤很有影響,為了維持利潤, 必須要壓縮成本及掌握材料成本等因應方法。因此,配合未來環境進入十二 吋晶圓廠時代,轉進高階的封裝測試技術,才較有獲利及生存空間,並有利 維持半導體產業鏈的繼續成長。 圖 2-4 半導體產業產業鏈 (資料來源:工研院經資中心 ITIS 計畫計畫 2001)
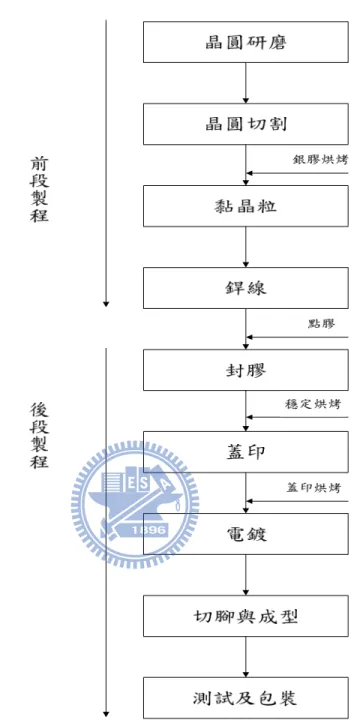
半導體製造過程大致可分為四大部分,分別為晶圓處理製程、晶圓 針測製程、封裝製程及測試製程等。其中前段製程為晶圓處理製程及晶圓 針測製程,後段製程則為封裝製程及測試製程。 IC晶片必須與外界之電路連接,才可正常發揮應有之功能。主要用 於封裝製程中的材料可分為塑膠(plastic)及陶瓷(ceramic)兩種。因 塑膠材料的成本較低且表面黏著技術能達到目前所需,成為目前IC封裝最 主要的方式。而陶瓷材料卻有高度散熱能力、可靠度及氣密性等,但因價 格較貴,一般使用於較高階產品。 黃乾怡(2004),IC封裝之主要製造程序,如圖 2-5 所示,可分為前 段製程:晶圓研磨(Wafer Back Grinding)、晶圓切割(Die Saw,D/S)、 黏晶粒(Die Bounding,D/B)、銲線(Wire Bounding,W/B)及後段製 程:封膠(Molding,M/D)、蓋印(Marking,M/K)、電鍍(Plating, P/T)、剪切與成型(Trim/Form,T/F)和檢測(Inspection,INSP)等。 以下為各製程簡述: 1.晶圓研磨 該製程的主要目的是為了配合產品結構之需求,將厚度太厚的晶 圓,研磨至適當的厚度,以利後續的製程。 2.晶圓切割 晶圓切割是將前一製程加工完成的晶圓上之一顆顆晶粒(Die)切割 分離。欲進行晶片切割,須先在晶圓背面貼上膠帶,再送至晶片切割機上 進行切割。將切割後之晶粒排列於膠帶上,同時框架的支撐是以避免膠帶 的皺摺與晶粒互相碰撞。 3.黏晶粒 黏晶粒是利用銀膠將晶粒黏著,固定於導線架之晶粒座上。當晶粒 置放於導線上的晶粒座之後,必須經過烘烤的程序,才能使晶粒牢固的黏 著於其上。黏晶完後之導線架則經由傳輸設備送至彈匣(magazine)內。 4.銲線 銲線是以細金線將晶粒上的接點,連接到導線架上的內引腳,藉此 將IC晶粒之電路訊號傳輸到外界。但須先以電子影像技術,確定晶粒上的
接點位置是否正確。接合的方式有:超音波接合、熱壓接合、熱超聲波接 合等,完成銲線後,經輸送系統傳送至彈匣內儲存,以進行下一個製程。 5.封膠 封膠的目的是為了防止濕氣等侵入、以機械方式支持導線、有效的 將內部產生之熱氣排出至外部,及提供手持之形體。封膠之過程較為簡 單,先將框架上的導線架先行預熱,再置於壓模機(Mold Press)的封裝 模上,投入預熱好的樹脂進入樹脂進料口,用壓模機封閉上下模並將半溶 化之樹脂擠入模中,等樹脂充填硬化後,取出成品。可以看到導線架上的 堅固之外殼包覆著每一顆晶粒,並伸出引腳互相串連在一起。 6.蓋印 蓋印的目的,是利用油墨蓋印(Ink Marking)及雷射蓋印(Laser Marking)來註明產品之規格及產品製造者等訊息,蓋印的形式,依產品 的需求而有所不同,往往常有印字不清晰或斷裂等,遭致退貨的情形。 7.電鍍 電鍍的主要目的是預防引腳生鏽的情形,因此必須利用電鍍液來增 加外引腳之導電性及抗氧化性。 8.切腳與成型 切腳之目的,是為了將封膠完成之晶粒在導線架上獨立分開,並把 多餘的樹脂及用不到的連接用材料切除(Dejunk),後者的目的則是將外 引腳壓成各種設計好之形狀,以便於裝置於電路板上使用。 9.測試及包裝 檢測的目的在於確定封裝完成之產品是否合格,包括外觀檢測,如 外引腳之平整性、腳距、印字清晰度、膠體完整性等,及電路、功能測試, 利用檢測結果來分析,剔除功能不完全IC並找出成品不良率的問題,藉以 改善而提高良品率。
圖 2-5 封裝製造流程圖 2.3.3 園區廢水種類及排放標準 新竹科學園區污水處理廠裡中的污水來源分為兩種,第一種是一般 污水,包括家庭、研究及服務機構所產生之污水。第二種是事業污染水, 包括進駐園區之積體電路、電腦及周邊、通訊、光電、精密機械及生物技 術等產業所排放之廢污水,如表 2-5,但無論是晶圓的製程或是後續的製
程,都用到大量的化學溶劑,像是具強烈腐蝕性的鹽酸、硝酸及丙酮、丁 酮、異丙醇、甲苯、二甲苯、乙基苯、氯仿、三氯乙烷等揮發性有機溶劑。 這些有機溶劑使用後的廢水或者未使用完的殘餘,在未排放至污水處理廠 前,廠商需先自行處理至符合園區納管標準後,如表 2-6 所示,方可排放 至污水下水道系統。園區污水處理廠的設計最大處理容量,為每日 16.5 萬噸,實際每日處理污水量約 8.6 萬噸。 表2-5 園區產業及廢水產出來源 表 2-6 新竹科學工業園區下水道可容納排入之水質標準 項目 最大容許限值 項目 最大容許限值 水溫 35℃ 總鉻 2.0 mg/l 氫離子濃度 5-10 溶解性錳 10.0 mg/l 生化需氧量 300 mg/l 氰化物 1.0 mg/l 化學需氧量 500 mg/l 氟化物 15.0 mg/l 懸浮固體 300 mg/l 硫化物 1.0 mg/l 陰離子界面活性劑 10.0 mg/l 硼 1.0 mg/l 高科技產業項目 主要污染物種類 回收處理方法 半導體產業 含氟重金屬廢水、酸鹼廢水、有機溶劑廢水、化學 機械研磨廢水 薄膜過濾系統、電透 析、化學混凝法、中和 法等 生物技術產業 生物傳染性廢水、高 BOD、COD 廢水、植物萃取廢水 好氧或厭氧生物處理 等 航太工業 重金屬廢水 化學混凝法 消費性電子產業 重金屬廢水、酸鹼廢水 化學混凝法、薄膜過濾 系統等 精密機械及自動化產業 酸鹼清洗廢液、有機廢水、金屬離子廢水 薄膜過濾系統、化學混 凝法、好氧或厭氧生物 處理等 通訊產業 重金屬電鍍廢水、有機廢水 化學沉澱法、好氧或厭 氧生物處理等 資訊產業 重金屬電鍍廢水、有機廢水 化學沉澱法、好氧或厭 氧生物處理等 光電產業 酸鹼廢水、氟系廢水、有機廢水、含砷廢水及研磨 廢水 薄膜過濾系統、電透 析、混凝沉澱法、中和 法等
油脂(正己烷抽出物) 25.0 mg/l 甲醛 3.0 mg/l 酚類 1.0 mg/l 硝酸鹽氮 50 mg/l 銀 0.5 mg/l 總有機磷劑 0.5 mg/l 砷 0.5 mg/l 總氨基甲酸鹽 0.5 mg/l 鎘 0.03 mg/l 有機汞 不得檢出 六價鉻 0.5 mg/l 多氯聯苯 不得檢出 銅 3.0 mg/l 溶解性鐵 10.0 mg/l 總汞 0.005 mg/l 鎳 1.0 mg/l 鉛 1.0 mg/l 硒 0.5 mg/l 鋅 5.0 mg/l 2.3.4 IC封裝廢水來源及特性 典 型 IC封 裝 業 的 廢 水 種 類 可 依 污 染 性 及 廢 水 來 源 主 要 可 分 為 製 程 廢 水、 純 水 設 備 再 生 廢 水 及 廠 務 廢 水 等 , 如 表 2-7所 示 。 IC封 測 的 主 要 製 程 廢 水 來 源 , 有 研磨廢水、切割廢水、電鍍廢水、 浸 錫 廢水、酸鹼廢水、低濃度有機製程廢水及濕式洗滌塔廢 水 等 。 純水系統再生廢水是較乾淨的反洗廢水及酸鹼廢水,不同於製程廢水 含有許多化學物質及重金屬,廢水可依純水系統再生的特性,區分為不需 加藥與需加藥再生兩大類型,需加藥再生的單元有陰樹脂塔、混床離子交 換樹脂塔及清洗 RO 膜管之廢水;而不需加藥再生的單元有砂濾塔、活性 碳塔等。 不需加藥再生單元的廢水中,大部分為懸浮、溶解固形物,是屬於無 機性廢水,其來源有過濾設備再生時,因反洗打散自來水中結塊於濾材的 懸浮物質,並經由反洗排放管路而回復過濾的能力。這種廢水含有大量的 懸浮物質及有機物逆洗及水洗排放之懸浮固形物;需加藥再生單元的廢水 中再生用酸(HCl)及鹼(NaOH)殘液,再生交換所洩漏出陰/陽離子等 (例如 Ca++ 、Mg++ 、Cl -、SO4=、SiO2等)溶解固形物,而這些溶解固形物,
也會因溶解度關係,部份產生無機鹽類(如 CaCl2、CaSO4、MgCl2、CaSO4 等 懸浮沈澱物)。 廠 務 廢 水 主 要 包 含 生 活 用 水 及冷卻水塔兩種,生 活 用 水 包 含 員 工 生 活 及 工 作 上 所 需 飲 用 及 衛 生 用 水;冷卻水塔則是藉由水作為吸 收熱之介質,使空調或冷卻負載之設備降溫,其需求水量也為廠內高水量 單元之ㄧ。 表2-7 廢水污染物特性及處理方式 廢水來源 廢水種類 水質成分 處理方式 氫氟酸廢水 HF 委外處理 電鍍廢水 Cu2+ 、Ni2+ 、Zn2+ 、Pb2+ 、 Ag2+ 等 委外處理 酸性廢水 H2SO4、HCl 排 至 酸 鹼 中 和 池 , 調 整 PH後 可 排 放 鹼性廢水 NH4OH 排 至 酸 鹼 中 和 池 , 調 整 PH後 可 排 放 研 磨 切 割 廢 水 SS 進 行 化 學 混 凝 沉 澱 , 去 除 懸 浮 物 後 排 放 有 機 溶 劑 丙酮、三氯乙烯、光 阻液、顯影液 委外處理 製程廢水 濕式洗滌塔廢水 HF、HCl、H3PO4 排 至 酸 鹼 中 和 池 , 調 整 PH後 可 排 放 樹脂再生 NaOH、HCl 再生液 排 至 酸 鹼 中 和 池 , 調 整 PH後 可 排 放 純水系統廢水 RO濃縮液 ROR 排 至 酸 鹼 中 和 池 ,
調 整 PH後 可 排 放 廠務廢水 生活用水及冷卻 水塔排放 一般成份 排 至 酸 鹼 中 和 池 , 調 整 PH後 可 排 放
2.4 水回收處理技術
傳統的廢水處理利用物理、化學處理,不僅浪費成本且廢水處理成效 不彰,水質容易不穩定而無法滿足基本的放流水標準,為降低用水成本及 保護水資源,發展工業廢水回收為未來必然之趨勢。綜合國內外的相關經 驗可知,水回收技術須考慮是否有衍生廢棄物(如化學污泥或廢粒狀活性 碳)及增加水中導電度等影響,通常必須先經過二級以上的處理,之後採 用的回收處理技術單元則有多種選擇,包括化學混凝沉澱、砂濾、薄膜過 濾技術、活性碳吸附、臭氧氧化、離子交換等,而再利用系統可依污廢水 之水質特性及所要求處理程度的不同,選用單一或混合的回收處理技術單 元,來達到再利用標的所需之水質。 2.4.1 臭氧 1.臭氧原理 臭氧溶於水中後會維持臭氧分子型態,對於污染物的氧化驅動力, 除了本身的強氧化力外,或受到氫氧根離子的催化反應而產生氧化力更 強的自由基(包括 HO•及 HO 2•)以進行連鎖反應。對有機物之破壞力效 果相當大,因此臭氧氧化之驅動力為臭氧本身及自由基。影響臭氧的反 應的因子,包含了溫度、PH 值、及無機鹽類。 溫度會影響臭氧的質傳效果與溶解度,當溫度上升時,臭氧溶解度 會下降,但臭氧的質傳與反應速率會增加,且氫氧自由基生成較多,因 此溫度的增加可提高臭氧的處理效果。溶液中的 PH 值是影響臭氧氧化非常重要因素之一,不同 PH 值下,物種不同的分布,會影響解離性化合物 在化學反應上的行為,PH 值也對臭氧的自解速率有極大的影響。臭氧在 鹼性環境比酸性環境更容易生成氫氧自由基,因此提高 PH 值可使臭氧提 高與有機物的氧化效率。但當鹼度過高,碳酸氫根與碳酸根會捕捉自由 基,造成氧化速率的降低。無機鹽類的 OH -會影響水中的 PH 值,若水中 含有氯離子和硫酸氫根離子,也會捕捉氫氧自由基,使水中氨氣被臭氧 氧化成硝酸根,降低硝化作用。 臭氧在氧化過程中,如表 2-8,直接反應與間接反應的氧化機制可能 同時發生,然而隨著溶液種類不同,則只會有一種作用機制較為顯著。 在酸性或中性水溶液環境中,臭氧以直接氧化反應為主;在鹼性溶液時 則以間接反應為主要的反應機制,如圖 2-6。 表 2-8 臭氧兩種氧化機制的差異性(范姜仁茂, 2001) 項目 直接反應 間接反應 氧化劑 臭氧分子(O 3) 自由基(OH.、HO2.) 氧化力 強 較強 反應 PH 酸性、中性(pH ≦ 7) 鹼性(pH > 7) 反應速率 慢 快 作用機制 電偶極加成 親電子反應 親核反應 親電子加成 脫氫反應 電子轉移 選擇性 1.不飽和芳香族、烯類、 胺類 具羥基(OH)、胺基 (NH 2)、甲氧基(OCH3) 2.等官能基之化合物 3.非極性與微極性分子 無
氧化產物 醛類、酮類、羧酸極性分子 醛類、酮類、羧酸、醇類 一次氧化產物生成 易 不易 圖2-6 臭氧氧化之反應機制(Rice, 1997) 一般淨水廠使用氯消毒殺菌,但因消毒後會產生有毒副產物問題, 所以改為臭氧代替氯氣,臭氧是一種極強的氧化劑,其氧化力超過氯氣 及二氧化氯,能氧化大部分的有機物及無機物,且不會生成有毒之有機 氯化物,對於色度及懸浮固體物的去除效果佳,廣泛被應用於淨水場或 染整業等的消毒、除色及脫臭,經過臭氧氧化後,更能有助於混凝。 2.臭氧應用實例 楊伊萍(2002)在旋轉填充槽中對特定的染整廢水(Reactive Red 120 及Acid Red 299)以臭氧氧化反應,經結果顯示,Reactive Red 120 在TOC 的去除率可於1小時內達到71.1%,Acid Red 299則可達到52.6%。 BOD5/TOC指標上,Reactive Red 120及Acid Red 299在未進行臭氧反應分
(2006)以臭氧氧化法處理含銅之EDTA廢水,利用批次實驗來完成不同時間 對TOC、銅離子的去除效果。由結果可知,在鹼性條件下經臭氧氧化,溶 液中的銅會比酸性來的低,尤其是在PH調到9至10時,反應4小時,可降至 0.5mg/l以下。TOC則是不管酸性或鹼性條件下,反應時間越長TOC去除效 率會越好。在鹼性溶液pH=11 下,COD 的去除效果為最好,COD 去除率約 達67%,而其反應速率常數為0.174hr-1 。再經化學混泥沈澱處理,其Cu離 子去除率皆可達96%以上。其中以EDTA-Cu 廢水在pH=11下,經臭氧前處理 氧化後,經混凝沈澱4小時後,其銅離子濃度只剩0.127ppm,去除率可高 達99.79%,可合乎放流水排放標準3ppm。 本研究的封測廠針 對 低 BOD/COD比 值 的 生 物 難 分 解 有 機 廢 水 , 在 氧 化 槽 內 經 由 特 殊 的 氧 化 還 原 反 應 , 將 有 機 物 氧 化 分 解 產 生 二 氧 化 碳 和 水 , 進 而 降 低 廢 水 中 的 COD, 改 善 放 流 水 的 水 質 , 以 符 合 未 來 更 嚴 格 的 放 流 水 標 準 。 2.4.2 活性碳吸附 1.活性碳吸附
原理
活性碳是經由多種含碳物質經過脫水、碳化、活化等製造程序而成 的。脫水是將原料加熱到170℃,將多餘的水分烘乾去除。碳化主要是加 熱至400~600℃,將表面上的揮發性物質分解,使孔隙結構逐漸形成,並 增加顆粒的表面積。最後活化則是將少數不定型的的殘留物去除,以 800~900℃的高溫下,去除殘留物,並使孔隙增大至理想孔徑,進而提升 吸附力。 活性碳的吸附作用是一種有效的水處理技術,除設置成本較臭氧、 薄膜等低以外。可去除水中許多溶解性有機物及特定物質,也可去除臭 味。吸附可分為物理吸附及化學吸附,其中物理吸附是活性碳顆粒與分 子間利用倫敦作用力或凡得瓦爾力達到反應,是一種可逆反應,吸附力較弱,組成亦無改變。而化學吸附則是發生分子軌域重疊而產生化學鍵 的吸引力,如共價鍵、氫鍵等,導致化性及電性改變,是一種不可逆反 應,吸附力也較物理吸附作用強。 2.活性碳應用實例 張家源等(2003)以結合粉狀活性碳配合混凝劑處理ABS製程廢水,以 粉狀活性碳劑量在25g/l,PH=7.5時,及粉狀活性碳加劑量為20g/l,有 較佳的反應速率及吸附效能,結果顯示同時進行混凝時,COD去除率可提 升至58~61%。曾治乾(2003)在染整產業回收水使用上,可利用生物活性 碳三級生物處理技術,主要是將活性碳吸附、生物膜處理程序及活性碳 生物再生的結合。利用活性碳的吸附能力,延長對污染物的反應停留時 間,利用活性碳上增殖的生物膜,提昇生物難分解污染物的去除率,並 進行活性碳生物再生作用。提升生物處理比率,降低整體操作成本。處 理廢水COD由80.4降至36.6mg/l、BOD5由5.6降至1.0 mg/l、SS由4.1降至3 mg/l、色度由69.4ADMI降至36.8ADMI,搭配逆透膜可達到67%造水率及 96%除鹽率。徐毓蘭(2003)生物活性碳(bio-activated carbon,BAC)高 級生物處理系統,處理工業二級處理之放流水,使廢水可回收再利用, 同時可藥劑減量及降低處理成本。廢水經過一、二級廢水處理設備,達 到放流水標準後,加以進行生物活性碳技術處理。 本研究的封測廠利 用 活 性 碳 加 螯合樹脂塔吸附的組合規 劃 ,係針 對 含低濃度重金屬(Pb、Cu、Sn、及Ni)製程廢水。 2.4.3 薄膜分離 1.
薄膜原理與機制
薄膜分離是指以壓力差為驅動力的薄膜過濾程序。對能穿透過的物 質具有選擇性的薄膜,稱為半透膜,半滲透膜只允許水通過而排斥其他 分子或離子,所以一般將只能透過溶劑而不能透過溶質的薄膜,視為理想的半透膜。如圖2-7(a)所示,利用半滲透膜隔開水和鹽水時,因兩側 含鹽濃度不同,左側較多水分子的溶液會通過半透膜進入至右側,稀釋 鹽水濃度,這一現象稱為滲透。(b)圖顯示當左側的水溶液通過半透膜至 右側,左側的水下降而右側的鹽水上升,當兩側的壓力差等於滲透壓時, 即達滲透平衡。(c)圖則顯示當兩側的溶液濃度不同時,水溶液將自然的 穿過半透膜,向鹽水側流動,當溶液擴散至兩端狀態平衡時,鹽水的液 面會比水溶液的液面高,形成一個壓力差,而鹽水端所增加的液壓差稱 為滲透壓。若反向施一外壓在右側鹽水,當壓力大於滲透壓時,即產生 右側鹽水中的水分子,會透過半透膜流至左側的水溶液,這種強迫反向 的滲透程序就稱為逆滲透。 圖2-7 逆滲透原理示意圖 薄膜過濾方式可分為垂直過濾(Dead-end filtration)與水平過濾 (Cross-flow filtration)兩種,如圖2-8所示。垂直過濾是水流方向與 薄膜面成垂直,濾液可藉由壓力驅動而經由薄膜滲透出來,懸浮微粒等 則累積在薄膜表面,水平過濾是水流方向與薄膜面成平行,濾液可藉由 水流的掃流與膜面可產生剪力及亂流,因此懸浮微粒可被水流帶走,降
P
半透膜
半透膜
水
鹽水
(a)滲透
水
鹽水
(b)滲透平衡
水
鹽水
(c)逆滲透
低懸浮微粒的沉積,減少濃度極化的現象。
(a) 垂直過濾 (b)水平過濾 圖2-8 薄膜過濾方式(Munir, 1998)
傳統的薄膜處理技術有包含有微過濾(microfiltration, MF),超 過濾(ultrafiltration, UF),奈米過濾(nanofiltration, NF),和逆 滲透(reverse osmosis, RO)。在薄膜分離程序中,膜過濾技術主要是 以壓力差為驅動力,依其孔徑大小與操作方式的不同而加以分類,如圖 2-9所示。孔徑最大的是MF薄膜,其孔徑分布範圍約為0.1 ~ 1 μm,能 阻擋粒子的分子量大於 500,000 道爾吞,用於分離溶液中之細菌、懸浮 固體物等。其次是孔徑次之的UF薄膜,其孔徑分布範圍大致介於0.005 ~ 0.1 μm 之間,能阻擋粒子的分子量約略1,000 ~ 500,000 道爾吞,可 分離大分子物質,如:高分子有機物、膠體物質等。再其次是NF薄膜, 其分離範圍約介於0.001 ~ 0.01 μm,能阻擋粒子的分子量約略200 ~ 1000 道爾吞,可用於分離病毒、高分子有機物、部分無機離子等物質。最後 是孔徑最小的RO逆滲透薄膜,但其分離範圍小於0.001 μm,能阻擋粒子 的分子量小於200 道爾吞,因此只有水分子能通過薄膜,即使是分子量 很小的金屬離子(<100 MW),也不能穿過薄膜,因此也可達到去除的目
的,依操作壓力的增加或膜孔徑的減小,現在已多應用於自來水、廢水 處理與回收,及海水淡化等領域。 圗2-9 薄膜與粒徑的比較(張博雅,2004) 2.薄膜構造與材質種類 工業常用的膜組形式有4種,其形狀分別為:中空纖維型(Hollo fiber)、平板型(Plate unit)、螺旋型(Spiral wound)及管狀型 (Tubular) ,如表2-9所示。 (1)中空纖維型 中空纖維膜管主要材質為芳香烴聚醯胺,內徑約為0.2 ~ 3 mm 之 間,將內徑40-80μm 之中空纖維束,裝入圓管狀容器,此模組其單 位膜面積較大,造水率高,進流水的流動方式以層流為主,雷諾數 則在500 ~ 3000 之間,流速介於0.5 ~ 2.5 m/s。當進流水從最外 層流入時,雜質會經過中空纖維束而過濾掉,濾液則由中心內層濾 出,因薄膜間隙較小,若是處理的水中含有懸浮物質及溶解性鹽較 高時,容易產生積垢的問題,故需在膜管前方設置前處理設備。其 優點為膜的填充密度高、壓降較低及回收率高,缺點為濃度極化大、
清洗程序複雜而耗水和中空絲可能斷裂。 (2)平板型 平板型由圓版狀或長方形之平面膜重疊而成,組合方式類似板 框壓濾機或板式熱交換機,因每ㄧ層薄膜均需各別支撐層,易降低 填充密度,造成積垢,操作時若增加水流之擾動,因而能降低薄膜 的阻塞潛能。其優點為可高流速操作、更換清洗膜面及拆卸組裝容 易、濃度極化現象小,缺點為薄膜易發生破損及組裝時可能產生漏 水問題。 (3)螺旋型 螺旋狀模組為將製作好的薄膜密封成信封狀,在兩個薄膜間以 網狀襯以間隔材料,之後將其纏繞在收集管上,再裝入壓力容器內。 進流水由ㄧ端進入,沿著軸向進入,透過沿徑滲透通過薄膜至收集 管導出,另ㄧ端則是濃縮液。在低流速下便可展成紊流,而減少濃 度極化,雷諾數在100 ~ 1300 之間,流速介於10 ~ 60 m/s。其優 點為組裝較具彈性、膜填充密度較高、構造簡單、價格較便宜與薄 膜容易更換,適合用於海水淡化及工業廢水;缺點為濃度極化不易 控制、膜面容易造成嚴重結垢且較不易清洗、回收率較差。 (4)管狀型 管狀薄膜被覆在多孔細管表面,管內徑約在12.5 ~ 25 mm 之間, 進流水由薄膜的ㄧ端進入,可通過薄膜的稱為濾液,無法通過薄膜 的稱為濃縮液。進流水在管狀型的流動方式以紊流為主,流速需介 於2~ 6 m/s,以減少薄膜之阻塞程度。此類膜管之優點為適合在高 流速、高壓下操作及容易清洗,缺點為薄膜的填充密度低、價格較 高及壓損較大造成操作成本提高。
表2-9 四種主要模組之基本特性比較表(劉茱娥,1998) 類型 項目 中空纖維式 平板式 螺旋捲繞式 管狀式 組件結構 複雜 非常複雜 複雜 簡單 填裝密度(m2 /m3 ) 10,000~30,000 160~500 650~1,600 33~330 流層高度(cm) <0.3 <0.25 <0.15 >1.0 流道長度(m) 0.3~2.0 0.2~1.0 0.5~2.0 3 流動型態 層流 層流 湍流 湍流 抗污染性 很差 好 中等 很好 膜清洗難易 (內壓) 較易 (外壓) 難 易 難 (內壓) 易 (外壓) 難 膜更換方式 組件 膜 組件 膜或組件 膜更換難易 - 易 - (內壓) 費時 (外壓) 易 膜更換成本 較高 低 較高 中 對水質要求 高 較低 較高 低 欲處理成本 高 低 高 低 能耗 /通量 中 中 低 高 工程放大 中 難 中 易 適合領域 超純水處理 生物、製藥、 食品、環保 水處理 生物、製藥、 食品、環保 應用目的 澄清、提純、 濃縮 澄清、提純、 濃縮 澄清、提純、 濃縮 澄清、提純、 濃縮 是否適用於高壓操作 可以 可以、困難 可以 可以、困難 造價(美金/m2 ) 5~20 100~300 30~100 50~200 3.薄膜堵塞與濃度極化 薄膜之效率會隨著操作時間增加,表面會積垢及惡化而降低效能, 使得薄膜壽命縮短、產水量減少及經濟效益降低。影響薄膜最重要的兩 項因素為薄膜堵塞及濃度極化,薄膜也會因操作的好壞而產生可逆及不 可逆的堵塞,在較好的操作情況下,可使用化學清洗,使薄膜恢復其原 本之處理能力;在較差的操作情況下,對薄膜所造成之損害,即使利用 化學清洗仍不能回復原本之處理能力。
濃度極化是薄膜過濾中無可避免的現象,由於水中溶質在薄膜上受 到壓力驅動,使得無法透過薄膜的溶質,於薄膜表面累積,造成此處的 濃度比進流水之濃度高,形成一個反向擴散的現象(Back-diffusion), 使得薄膜滲透率減少的現象,此濃度累積的現象稱之濃度極化。 薄膜積垢則是指溶質、有機物、微生物及外來物質等,沉積於膜面 上或孔隙內形成ㄧ層膠狀體,且伴隨著大分子於薄膜表面上吸附,其存 在是一種不可逆的現象。因為薄膜積垢會導致產水水質、水量較差、操 作壓力增加與去鹽能力降低等。薄膜積垢是ㄧ項難處理的問題,因此前 處理裝置對薄膜有降低積垢問題產生,若有根據水質選擇適當的前處理 裝置,薄膜會因前處理而延長壽命、預防鹽通量升高及維持高產水量。 一般積垢種類有膜面結垢(Membrane Scaling)、金屬氧化沉澱(Metal Oxide Precipitatuon)、系統堵塞(Device Plugging)、膠體積垢 (Colloidal Fouling)及生物積垢(Biological Fouling)。
Song(1998),薄膜過濾的產水通量可分成三個區域,區域(Ⅰ)由於 溶質、有機物、微生物及外來物質等在薄膜孔隙中堵塞,產水通量會隨 時間迅速減少,區域(Ⅱ)的產水通量則不像區域(Ⅰ)快速下降,而是呈 現緩慢下降的趨勢,且薄膜積垢的現象都出現於區域(Ⅱ),原因為薄膜 表面上已有溶質等漸漸形成濾餅,使得表面的水力阻抗增加,區域(Ⅲ) 之產水通量已呈現穩定的狀態,如圖2-10所示。因此長時間保持在壓力 較高與進水濃度較低下操作,才可以達到穩定的產水通量。
圖2-10 薄膜過濾之產水通量時間變化圖
4.薄膜應用實例
Abdessemed et al. (1999)使用砂濾與UF膜的組合來進行廢水處理 廠中廢水的回收再利用,將廢水中的有機物質、懸浮固體(SS)及濁度, 利用無機膜測出的去除效率較好,不僅得知大部分的溶質容易截留形成 積垢,更可提高薄膜的去除效率,可使COD值降低到12 mg/L,但BOD值只 有5 mg/L。然而,因為硝化作用所影響,氨的含量即使經過UF 薄膜程序 的處理,仍會比傳統的生物處理程序高,儘管無法去除氨的含量,但處 理過的水仍可作為製程中的洗滌水。Buckley(1992)染整廠放流水經過不 同薄膜會有不同的處理效能及適用性,MF膜可做為NF膜及RO膜的前處 理,以減少NF膜及RO膜的負擔,結果得知,利用NF、RO膜的組合作為放 流水回收再利用的方式,對導電鍍的去除率分別為80%及90%,色度的 去除率可達90%以上。Qin et al. (2003)製鎳工廠的沖洗廢水回收再利 用,是利用MF膜當前處理,之後再利用三種不同孔徑的NF膜處理,最後 再用RO膜進行回收水再置程序。其中MF薄膜的孔徑為0.2 μm,其SDI值 為3.3;UF薄膜之MWCO分別為13000、50000 及100000,SDI 值為1.1、1.7 及3.1,經過RO 處理之後測得導電度低於32.2 μS/cm ,Fe、P 及NO3-的
濃度與都市用水接近,而Ca2+ 、K+ 、Mg2+ 、Na+ 、Ni2+ 、濁度、TOC 、pH、Cl -及SO42-的濃度要比都市用水水質低。陳秀中(2005)高科技園區的TFT-LCD 製程有機廢水利用沉浸式生物薄膜(Membrane Bioreactor,MBR)與逆滲 透作回收再利用評估研究,結果顯示,原水COD濃度為1300mg/L、BOD濃 度為560mg/L、總有機碳濃度為700mg/L,先利用沉浸式生物薄膜處理後, COD的去除率為96.5%、BOD的去除率為98.1%、總有機碳的去除率為96.1 %,總氮的去除率為74%,再利用逆滲透處理,處理後的水質導電度為 小於100μs/cm,COD小於5mg/L,其回收水水質佳,可運用於冷卻水塔使
用或其他非民生用水。張博雅(2004)利用混凝(PACl 50 mg/L)及砂濾(無 煙煤+石英砂)做前處理,分別經由UF薄膜過濾,再接臭氧氧化處理及RO 逆滲透過濾,最後再以EDI電透析等不同的處理程序來處理紙廠之二級放 流水,進而觀察濁度、有機物、溶解性無機鹽及金屬離子等水質特性的 變化。對紙廠以混凝及砂濾前處理後續以UF薄膜處理之水,當臭氧劑量 達550 mg/L 時,其有機物質(TOC)有70 %的去除效果;經過混凝及砂濾 前處理後的水樣於RO薄膜處理後,可將TOC降至無法偵測的範圍;但RO處 理後仍有高濃度的金屬離子,當操作條件在12 A 及18 psi 下之EDI電透 析設備,可去除水中大部分有機及無機物、金屬離子。紙廠放流水如經 過不同處理,其再生水可用於不同用途,如二級放流水可直接用於廁所 沖洗用水;若經過混凝及砂濾前處理,可應用在灑水用水及限制性景觀 用水;若放流水經混凝及砂濾前處理後續接UF-臭氧,其處理後之再生水 可應用於非限制性景觀用水與鍋爐用水;放流水經混凝、砂濾前處理後 續RO 處理的再生水,可考慮再利用於注入地下水體、灌溉用水、飲用水 水源及工業用冷卻用水;另外,若是後續增加EDI 處理程序,其再生水 或許可符合飲用水水質標準及自來水水質標準,可考慮用來取代自來 水,成為工業製程的水源或是非飲用性的自來水水源 本研究的封測廠所產生切割、研磨廢水,是利 用 UF膜 來 進 行 規 劃 回收, 所 回 收 的 水 可 用 於 次 級 用 水 或 回 收 至 冷 卻 水 塔 。 2.4.4 電透析 1.電透析原理 目前在工業生產中,電透析法已廣泛使用於處理放射性廢液、廢水 處理及海水淡化等,主要電透析離子交換薄膜技術的原理,如圖2-11所 示,是把許多的陰、陽離子薄膜交錯地並、串聯在一起,是用電壓施加 於陽離子膜與陰離子膜,通以電流,讓電解質溶液則在膜間流動,利用
陽離子交換膜只能通過之陽離子,而無法通過陰離子膜與陰離子交換膜 只能通過陰離子,而無法通過陰離子膜的特性,分別選擇性的去除水中 之陽離子與陰離子,以達到分離、淨化之目的。海水淡化便是利用將高 濃度溶質及低濃度溶質分開,將鹽度較高的海水稀釋成可飲用的淡水。 電透析膜須具備較高的抗化性及物理性、低電阻、高度離子選擇性,及 避免濃度極化與積垢堵塞等。 圖2-11 電透析原理圖 2.電透析應用實例 張
淑貞
(2006)以電透析(EDI)處理海水淡化,可針對如Na+ 、Cl -、Ca+2 等欲去除的特定離子進行去除,若要得到較高的離子去除效率,必須對 電壓梯度的參數及作業時間的控制,實驗得知電壓梯度在7.5V/cm以上, 時間達8分鐘以後,海水的導電度值才可符合飲用水標準。使用EDI電透 析設備處理已經過混凝、砂濾及RO程序之紙廠二級放流廢水,當電流由 4A增加到12A時,水中污染物之去除效果亦隨之增加,但由12 A增至24A 其處理效果並沒有明顯增加,且當操作壓力超過18psi時,導電度已無任 何去除效果。因此,經過不同電流及操作壓力之測試後,發現EDI在12 A及18 psi操作條件下之處理效果為最佳,可去除水中大部分有機及無機 物質和金屬離子。本研究的封測廠,針 對 含高濃度重金屬之製程酸性廢 液,是利 用 電 透 析 及 螯 合 樹 脂來 進 行 回收,所 回 收 的 水, 可 用 於 次 級 用 水 或 回 收 至 冷 卻 水 塔 。
第三章 研究廠區之改善分析及效益成本評估
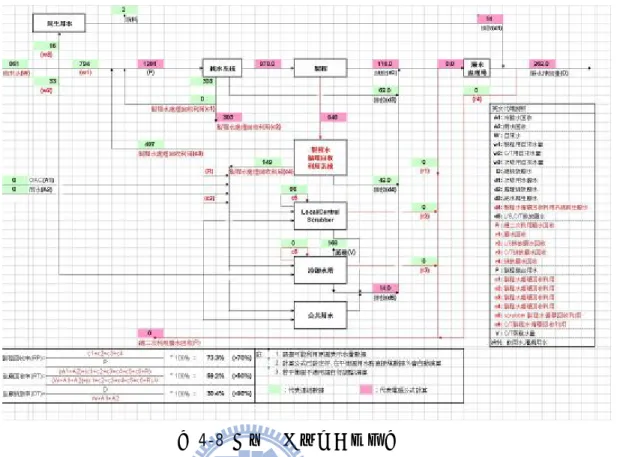
3.1 研 究 方 法 為針對某 IC 封測廠,藉由行節水方案,對廠內各項回收水的用水平 衡及處理流程,分析其回收水量,再評估各項廢水處理及用水的成本,謀 求改善方法,來達到最佳回收效率及成本。基本上,廠內各項系統、流程、 效率及操作經驗,皆會影響各項用水成本。本論文目的,在改善整體回收 率及回收水量後,找出原始用水成本與改善後的用水成本,評估改善後的 系統狀況,以提昇廢水回收效益。 3.2 廠 內 用 水 量 及 回 收 效 率 該封測廠內用水系統,包含自來水進水、純水製造、回收水及排放水 等,該廠之水平衡示於圖 3-1,由此圖可知廠內的用水量及回收率。自來 水進水量為 1007 噸/天、純水製造系統進水量為 1364 噸/天、回收水系統 進水量為 752 噸/天、廢水系統進水量為 315 噸/天,而排入科學園區管理 局污水下水道的廢水量為 332 噸/天。 至於回收率部分,製程回收率其計算式如下: RP = (0+345+405+122)/1364 × 100% =63.9% 全廠回收率其計算式如下:%
100
4
3
2
1
×
+
+
+
=
P
r
r
r
r
RP
RT =〔(0+0)+(0+345+405+122+66+0)〕/ 〔(1007+0)+(0+345+405+122+66+0)-144〕× 100% =52.1% 全廠排放率其計算式如下: DT = 332 / 1007 × 100% =33% 圖 3-1 用水平衡圖 製程回收率(RP)是指在製程單元內,包含純水系統中的製程用水(r1) 及回次級用水(r2),和回收系統中的回純水的製程用水(r3)及進公共用水
(
) (
)
(
1
2
) (
1
2
3
4
)
100
%
4
3
2
1
2
1
×
−
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
=
V
K
S
r
r
r
r
A
A
C
K
S
r
r
r
r
A
A
RT
%
100
2
1
+
×
+
=
A
A
C
D
DT
等的次級用水(r4)等,與製程單元總水量(P)的關係。製程回收率(RP)可 表示為: = 1+ 2+ 3+ 4×100% P r r r r RP 全廠回收率(RT)是指生產單元於過程中所使用的重複利用的總回收 水量與總用水量(其中包括冷卻回用水、鍋爐蒸汽冷凝回用水、製程回用 水、及逐級利用回用水等)之比值。一般而言,是將純水系統中的 r1 及 r2、 r3、r4、濕式洗滌塔廢水(S)、和總二次利用回收水(k)的總水量與 自來水量(C)加回收水量(r1+r2+r3+r4)及 Local/Central Scrubber(S)和 總二次利用回收水(K)再扣除冷卻水循環量(V)的關係。全廠回收率的關係 式為:
(
) (
)
(
) (
)
100% 4 3 2 1 2 1 4 3 2 1 2 1 × − + + + + + + + + + + + + + + + = V K S r r r r A A C K S r r r r A A RT 全廠排放率(DT)是指全廠總排放廢水,包含民生用水排放(d1)、製 程用水排放(d2)、純水系統用水排放(d3)、及回收系統用水排放(d4)、與 自來水(C)的關係、A1 為冷凝水回收、A2 為雨水回收、D 為總排放廢水。 全廠排放率(DT)的關係式為: % 100 2 1+ × + = A A C D DT 圖 3-2 為該 IC 封 裝 廠 在 2009 年 期間廠 內 各 項 用 水 回 收 率 ,此 圖顯示製程用水回收率變動較大,主要受加設機台及產能擴充因素影響, 且回收處理設備因部分故障造成回收率降低,於修復後回收率雖有提升, 但因許多回收水量無法全部進入回收系統回收,導致排水量過多而影響回 收率。0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100% 1 2 3 4 5 6 7 8 9 10 11 12 Date 百 分 率 ( % ) 製程回收率(RP) 全廠回收率(RT) 全廠排放率(DT) 圖 3-2 2009 年每月回收效率 3.3 廠 內 各 項 用 水 處 理 系 統 3.3.1 超純水系統 超純水是指除了氫離子與氫氧離子,沒有任何電解質的存在,且除了 塵粒,有機物、細菌、二氧化矽、及其他雜質也盡量被移除。超純水流程 是由許多單元所組成,可分為三區段,如圖3-3所示,分別為前處理系統、 純化系統及供水系統。前處理系統包含砂濾塔、活性碳塔、一段RO單元、 陰樹脂塔及二段RO系統;而純化系統包含總有機碳UV、混床、殺菌UV及 Polish樹脂。
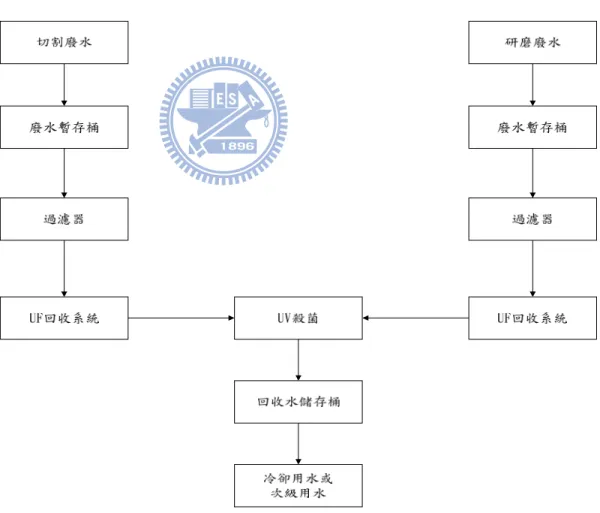
圖 3-3 超純水系統流程 3.3.2 回收水系統 由於晶圓切割、研磨所排出的廢水,是以懸浮微粒為主,因此回收水 系統是將所排放的研磨及切割廢水,把水中過多的懸浮微粒藉由 UF 膜過 濾,提供冷卻用水或次級用水。 回收水系統可分為二,其處理流程如圖 3-4 所示,第一部份為進水 部份,包含了過濾器及 UF 回收系統。第二為供水部分,包含了 UV 殺菌燈 及回收水儲存桶。 圖 3-4 回收水系統流程
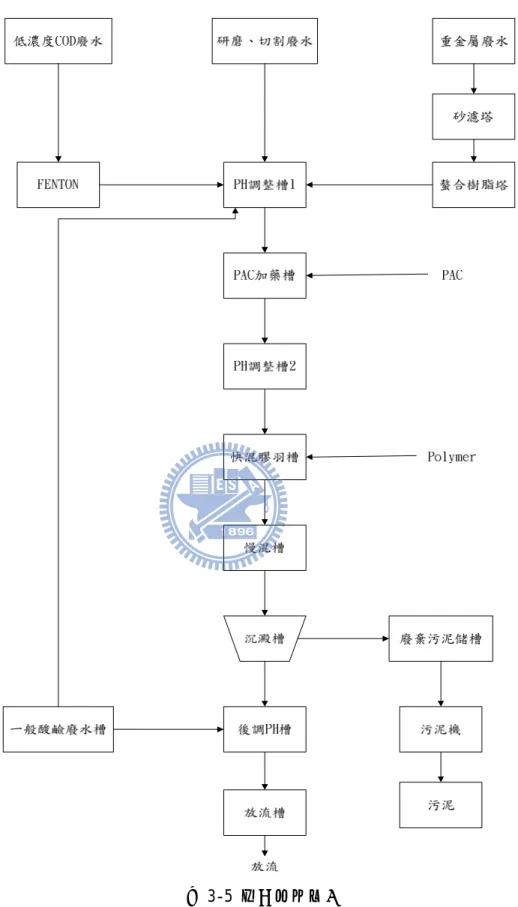
3.3.3 廢水系統
廢水主要是處理製程廢水(低濃度 COD 廢水、低濃度重金屬廢水及研 磨、切割廢水)、一般酸鹼廢水、超純水樹脂再生、濕式洗滌塔廢水及民 生用水等,其處理流程示於圖 3-5。