行政院國家科學委員會專題研究計畫 期中進度報告
高功率雷射去除薄金屬構件中缺陷之研究(1/3)
計畫類別: 個別型計畫 計畫編號: NSC91-2216-E-002-023-執行期間: 91 年 08 月 01 日至 92 年 07 月 31 日 執行單位: 國立臺灣大學材料科學與工程學研究所 計畫主持人: 陳鈞 報告類型: 精簡報告 處理方式: 本計畫可公開查詢中
華
民
國 92 年 5 月 13 日
行政院國家科學委員會專題研究計畫期中報告
高功率雷射去除薄金屬構件中缺陷之研究(1/3)
計畫編號:NSC 91-2216-E-002-023 執行期限:91 年 7 月 1 日至 92 年 8 月 31 日 計畫主持人:陳 鈞 國立台灣大學材料科學與工程學系 計畫參與人員:楊子青 國立台灣大學材料科學與工程學系 一、 中文摘要 本實驗係針對薄金屬構件中的缺陷,進行雷射銲接技術去除之評估研究。為 了探討雷射的純化效應及其可行性,利用不當的銲(補)接製程參數來製作含人 工缺陷試片。缺陷的去除係採用一次或多次 keyhole 雷射銲接方式。此外,為模 擬裂縫中氧化膜及填料氧化物之去除,可先將試片對接面的試片銹蝕(氧化)。 實驗結果經由 X 光檢測得知,含氣孔之銲件試片,可利用雷射銲接製程去除。 表面銹蝕試片由於氧化膜型態以及間隙不均勻的影響,銲件有 underfill 的現象發 生。試片之 underfill,係由於在去除過程中沒有添加填料,目前正嘗試去除缺陷 與填補 underfill 之同步製程。 關鍵詞:純化效應、X 光檢測、雷射銲接、雷射銲補。 二、 緣由與目的 雷射銲接為雷射加工製程上一重要的應用。由於具有能量密度高、作用時間 短、熱輸入量低等特性,因此可降低熱影響區之範圍與減低工件之變形量。目前 雷射銲接為一成熟的銲接技術,在銲件品質上與電子束銲件相當,特別是在薄板 銲接方面,更具競爭優勢。由於電子束銲接需受限於真空環境下操作,而雷射銲 接可在空氣中進行,故近年來,雷射銲接在工業應用與高單價組件之再生處理 上,有很大的發展空間,例如火力發電廠之葉片再生。葉片在長期運轉過程中, 裂縫缺陷容易在葉片的表面產生,並有氧化膜的形成。在許多再生處理方法中[1, 2, 3],目前使用最多的是 Activated Diffusion Brazing(ADB),此方式之接合強度 大約為母材強度之 80%左右。裂縫中氧化膜之清除,亦決定 ADB 製程上成功與 否之重要因素,特別是 Al, Ti 等氧化物不易以化學方式去除。在雷射銲接過程中, 雷射光在 keyhole 內多重反射以及氧化物、夾雜物等高吸收率的結果,使得這些 物質優先被氣化。因此,銲道不純物會大量減少且分散,銲件機械性能隨之提昇。所以本實驗主要目的在於探討雷射銲接技術應用於去除薄金屬構件內部缺陷,如 夾雜物、裂縫(含氧化膜)及氣孔之可行性。 三、 實驗方法 本實驗材料主要以 AISI 410 不銹鋼之板材(厚度約 3.5mm)為主,另以 Type 422 不銹鋼圓板(厚度約 4mm)為輔。上述材料分別經真空固溶處理(410:980 ℃/30min 與 422:1038℃/30min)後氮氣冷卻,再施以回火處理(410:700℃/2h 與 422:750℃/2h)。雷射銲接包含 Bead-on-plate 與填料銲補兩種。為確保銲接 品質,銲道表面及底部需通入氦氣及氬氣以防止高溫氧化。而本實驗中, Bead-on-plate 參數為:雷射功率:3.2 KW,床台速度:800 mm/min;銲補參數 為:雷射功率:3.6 KW,床台速度:400 mm/min。 氧化銹蝕試片之製作方式係將 410 不銹鋼浸置於 10% NaCl 溶液中,然後曝 曬於大氣環境下使其表面嚴重銹蝕。含氣孔之人工缺陷係使用添加水分之 410 粉末,以之雷射銲補方式進行製作。此外,並利用添加在 410 粉末之不同種類及 濃度之氧化物銲補於 410 不銹鋼之 V 型槽上,以做為模擬雷射去除含雜質成分 試片。上述所有試片均需以 X-ray 檢測以及衝擊試驗之方式評估材料缺陷經雷射 銲接後改變的狀態,並觀察其金相組織。在硬度量測方面依不同區域以 Mitutoyo Vickers 微硬度試驗機(Load:300gf),進行其微硬度分佈量測。 四、 結果與討論 圖 1 為 AISI 410 不銹鋼浸置於 10% NaCl 溶液後曝曬於大氣環境中,表面嚴 重銹蝕產生一厚度約 10μm 之薄膜。此薄層經成份分析後,其主要包含有鐵和 鉻之氧化物以及微量雜質(如:Al、Ca、Cl、P and S etc.)。但銹蝕(氧化)之 410 不銹鋼試片經雷射銲接後,由圖 2 顯示銲件除了表面有 underfill 的現象外, 內部組織幾乎沒有氣孔的產生。過去,Miyamoto 等人[4]從訊號接收器上去解釋 當栓孔(keyhole)和雲暮(plume)間電漿效應的變化增加時,銲接過程中,銲 件會有 underfill 的現象產生。此外,文獻中[5]也提到氧化膜厚以及表面狀態對 於雷射光的反射來說有相當大的影響性。在特定的氧化膜厚時,CO2雷射對於氧 化物的吸收率可達 60%左右。因此,在氧化物與乾淨表面對接銲的過程中,表面 因不同物質與雷射作用下所產生的電漿效應就會有差異。所以雷射光與金屬氧化 物間作用相當激烈,致使會有大量銲渣噴濺現象產生。而當氧化物經雷射銲接與 650℃/2h(OW-650 試片)回火後,其銲道、熱影響區與母材三個區域之硬度相 當均勻。另外一方面,在雷射銲補製程上所使用的粉末因為含有水分,使得銲補 後試片的銲道產生氣孔。而此人工缺陷可經由一次或多次的 keyhole 銲接方式來 去除這些缺陷。所以由 X 光檢測(圖 3)得知含氣孔試片經 keyhole 銲接方式後, 有效的將內部氣孔去除。就缺陷試片可利用衝擊試驗來量測缺陷(含有氣孔及雜 質等)以及缺陷去除後之機械強度,做為利用雷射去除材料缺陷可行性之重要指 標。
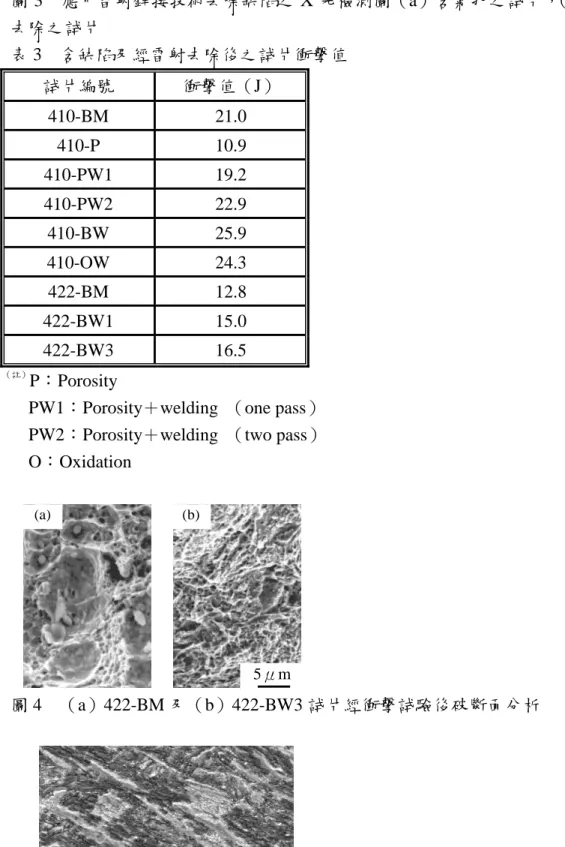
表 3 為含缺陷及缺陷去除後衝擊強度的比較。從表中得知由於缺陷的存在, 使得 410-P 試片之衝擊值只有 10.9J。當經過一次銲接重熔後,410-PW1 試片之 衝擊值可提昇至 19.2J。再經第二次重熔之 410-PW2 試片,衝擊值則可在略微上 升至 22.9J 左右。所以缺陷的存在對於機械強度有相當大的影響。而缺陷完全去 除後,其機械性質回復與母材相近。另外,422 不銹鋼材料中含有一些雜質,可 由衝擊破斷面(圖 4(a))分析得知,422-BM 試片主要含有硫化錳以及 Al、Si 和 Ca 之氧化物。這些不純物亦促使衝擊值的降低。然而,圖 4(b)中 422 不銹 鋼經雷射銲接後,可觀察到雜質含量減少且顆粒變小,也提升了機械強度這也證 實了雷射具有純化效應。 為了更進一步證實雷射純化效應,可將 410 不銹鋼粉末添加不同濃度之多種 氧化物來進行較高功率之雷射銲補製程。其氧化物分別為 Al、Zr、Ni、Fe 和 SiC 的成分。在金相組織(圖 5)上觀察到氧化物皆可去除且還原,但是因合金成份 的影響使得銲道組織改變,目前尚未證實結構為何。 五、 結語 1. 銹蝕試片表面之氧化層與雷射光作用後,因有大量銲渣噴濺以及間斷的電漿 和栓孔效應產生。使得表面造成 underfill,且此現象可利用一道或多道次 同軸送粉製程來修補兩端凹陷的區域。若在銲接銹蝕試片的同時,利用同軸 送粉製程,除了可改善銲料不足的缺點,也降低了缺陷產生的風險。 2. 雷射銲補時,若採用的填料粉末含有水氣,使得銲道內部產生氣孔,因而試 片衝擊值降低。可是當含氣孔之銲道經過一次或多次的 keyhole 銲接,除了 可消除內部之氣孔外,也提昇銲件之衝擊值。 3. 未精鍊之 422 不銹鋼,含有相當多氧化物的雜質。此實驗材料經雷射銲接後, 因純化效應使得雜質減少且顆粒變小。另外,為模擬氧化物的去除狀態,將 多種氧化物添加入 410 不銹鋼粉末中,經較高功率之雷射重熔後,可將氧化 物去除,且更進一步證實雷射去除氧化物或夾雜物之可行性。 4. 目前本實驗以不同雷射銲接製程來進行人工缺陷的製作。這些試片有利於探 討氧化物及夾雜物的去除機制。此外,所添加氧化物含量之極限值的初步結 果,可從往後實驗過程中一併獲得。 六、 參考文獻
1. D.L. Keller and W.R. Young, “Cost Effective Repair Techniques for Turbine Airfoils-Volume Ⅰ”, AFML Wright Patterson AFB, December, 1980.
2. E. Geniey’s, “Brazing in Reducing Flouride-Containing Atmospheres”, First International Brazing and Soldering Conference, London, Nov., 1972.
3. F.J. Hermanek and M.J. Stern, “Turbine Component Restoration by Activated Diffusion Brazing”, Alloy Metal, Inc.
4. Miyamoto, I., Kamimuki, K., Maruo, H., et. al. Proceedings ICALEO ’93, p.413. 5. R.S. Patel and M.O. Brewater, Proceedings ICALEO ’88, pp.313~323.
\ 圖 1 410 不銹鋼表面氧化後之金相 圖 2 410 不銹鋼氧化試片經雷射銲接後表面 underfill 的現象 (a) 10μm (a) (b)
圖 3 應用雷射銲接技術去除缺陷之 X 光檢測圖(a)含氣孔之試片,(b)氣孔 去除之試片 表 3 含缺陷及經雷射去除後之試片衝擊值 試片編號 衝擊值(J) 410-BM 21.0 410-P 10.9 410-PW1 19.2 410-PW2 22.9 410-BW 25.9 410-OW 24.3 422-BM 12.8 422-BW1 15.0 422-BW3 16.5 (註) P:Porosity
PW1:Porosity+welding (one pass) PW2:Porosity+welding (two pass) O:Oxidation 圖 4 (a)422-BM 及(b)422-BW3 試片經衝擊試驗後破斷面分析 圖 5 410 不銹鋼粉末添加不同氧化物經雷射銲補之金相組織 10μm (a) 5μm (b)