國立高雄大學電機工程學系(研究所)
碩士論文
以均勻實驗設計法及克利金代理模型法
探討塑膠射出成型傘齒輪翹曲變形之最佳化設計
The optimization of plastics injection process for
eliminating distortion of inclined gear by uniform
experimental design of Kriging method
研究 生:買庭勻 撰
指導教授: 謝 忠明 、 施明昌 教授
以均勻實驗設計法及克利金代理模型法
探討塑膠射出成型傘齒輪翹曲變形之最佳化設計
指導教授:謝忠明、施明昌 教授 國立中山大學機械與機電工程研究所、美國哥倫比亞大學材料所 學生:買庭勻 國立高雄大學電機工程研究所摘要
本研究探討塑膠射出成型傘齒輪翹曲變形量之最佳化設計。而以傘齒輪三種 型態:直齒傘齒輪、蝸線傘齒輪、零度傘齒輪分析射出成型後翹曲變形量。應用 之研究方法為均勻實驗設計法、模流分析法、克利金代理模型法及遺傳演算法。 以料溫、模溫、射出壓力、保壓壓力、保壓時間、冷卻水溫等控制因子為均勻設 計分析製程參數,採用U18*(186)的均勻設計表,進而用軟體 Moldflow 分析探討 傘齒輪翹曲值,依據模流分析數據應用克利金建立模型,以反應曲面去探討每一 控制因子對翹曲值的關係,再經由遺傳演算法搜索最佳化參數組合,模擬分析驗 證的數據如下,由分析得到直齒傘齒輪最佳翹曲值為 0.2589mm,其最佳製程參 數組合為料溫 180℃、模溫 91℃、射壓 120 Mpa、保壓壓力 87 Mpa、保壓時間 3s、冷卻水溫 25℃的環境下,翹曲值由 0.2589mm 縮小至 0.2563mm,翹曲值改 善 1.01%,蝸線傘齒輪所得到最佳翹曲值為 0.2990mm,其最佳製程參數為料溫 180℃、 模溫 95℃、射壓 122 Mpa、保壓壓力 87 Mpa、保壓時間 3s、冷卻水溫 24℃的環境下,其翹曲值可由 0.2990mm 縮小至 0.2948mm,翹曲值改善 1.40%,壓壓力 100 Mpa、保壓時間 3s、冷卻水溫 20℃的環境下,翹曲值由 0.2909mm 縮 小至 0.252mm,翹曲值改善 15.44%,應用克利金反應曲面分析方法,及射出成 型模流的模擬,可獲得傘齒輪射出成型最佳化製程參數,翹曲值改善最大可達 15%以上,對良率的提升有很重的貢獻。
The Optimization of Plastics Injection Process for
Eliminating Distortion of Inclined Gear by Uniform
Experimental Design of Kriging Method
Advisor:Dr. Chung Ming Hsieh, and Ming Chang ShihStudent:Mai Ting Yun
National University of Kaohsiung, E.E. Department
ABSTRACT
In this thesis, we demonstrate an optimization of the plastic injection process for eliminating structure distortion of shot away bevel gears and its related products by using Kriging optimization method. Three types of bevel gears such as straight tooth bevel gears, worm bevel gears, and zero degree bevel gears were tested, and process parameters such as injection temperature, mold temperature, injection pressure, packing pressure, mold holding time, and mold cooling temperature were used to generate the numerical simulation results of bevel gears by Moldflow software. In addition, same process parameters used above were used to generate the U18*(186) tables based on uniform experimental method to generate the Kriging agent surfaces, and by applying interpolation and genetic algorithm to achieve the optimized set of process parameters in mold injection in order to minimize the distortion of bevel gears.
The results showed that the optimized process parameters for the straight tooth bevel gear could be achieved with warpage of 0.2563 mm by applying with injection temperature at 180 ℃, molding temperature at 91 ℃, injection pressure at 120 Mpa, packing pressure at 87 Mpa, holding time for 3 sec, and cooling temperature at 25 ℃.
Warpage of 0.2948 mm of the zero degree bevel gear could be achieved by applying parameters of temperature 180 ℃, mold temperature 95 ℃, pressure 122 Mpa, packing pressure 87 Mpa, holding time 3 s, cooling time 24 ℃. Warpage of 0.2520 mm of the worm bevel gear could be achieved by applying parameters of injection temperature at 180 ℃, mold temperature at 120 ℃, pressure at 136 Mpa, packing pressure at 100 Mpa, holding time for 3 sec, cooling time at 20 ℃. The improvement of the distortion is 1.01 % for straight tooth bevel gear, 1.40 % for zero degree bevel, and 15.44 % for worm bevel gear.
In conclusion, we demonstrate that it is an effective approach to achieve the optimized process parameters of bevel gears in plastic injection manufacture by applying Kriging Surrogate modeling and genetic algorithm with numerical simulation software Moldflow before production.
Keywords : Bevel Gear, Injection Molding, Kriging Surrogate Modeling, Uniform Design, and Distortion of bevel gears
謝 誌
本論文得以完成,感謝恩師謝忠明教授與施明昌教授,兩位教授的耐心指導 與協助,不論在撰寫論文、Meeting、實驗分析之過程中給予教導及督促,使我 對研究、製程分析更加深入瞭解,在這兩年學涯裡成長不少。 謝謝第一科大副校長孫榮宏教授及海科大林正仁教授撥冗參加學生口試,並 給予學生論文指導,謝正修科技大學李政鋼老師軟體分析指導與正修科技大學仲 洲學弟協助。 謝謝系助瓊萱學姊這兩年的關懷與照顧,同窗好友們 Judy、Ne 妹、小貝在 這兩年學涯的相伴、在課業上大家互相勉勵、休假一起吃、喝、玩、樂…等歡樂 時光,使我難以忘懷。 謝謝同事詩婷學姊這四年來教導不論在於工作或學業上,妳給予我最大的支 持與鼓勵,謝守德教導我設計繪圖齒輪,更在機構面也教我甚多。 感謝家人的支持讓我無後顧之憂完成學業以及夢想,最後謝謝曾在我念研究 所這階段中拉我一把的朋友們,此榮耀獻給您們大家。 買庭勻 謹誌 于高雄大學機電工程研究所 June 2017目 錄 摘要... i ABSTRACT ... iii 謝 誌... v 圖目錄... ix 表目錄... xvi 第一章、緒論 ... 1 1.1 前言... 1 1.2 研究動機與目地... 1 1.3 文獻回顧... 3 1.3.1 齒輪相關文獻... 3 1.3.2 射出成型相關文獻... 4 1.3.3 模流分析翹曲相關文獻... 5 1.3.4 均勻實驗及克利金反應曲面相關文獻... 6 1.4 論文架構... 9 第二章、基本理論 ... 11 2.1 齒輪原理... 11 2.1.1 傘齒輪各部介紹... 14 2.1.2 傘齒輪製程... 15 2.2 射出成型原理... 16 2.2.1 射出成型系統... 17 2.2.2 射出成型製程... 18 2.2.3 塑膠射出成型產生的缺陷... 19 2.3 工程塑膠... 23 2.3.1 POM 聚甲醛塑膠介紹 ... 23 2.3.2 POM 聚甲醛特性 ... 25
2.4 模流分析... 26 2.4.1 參數對翹曲影響... 27 2.5 均勻設計法... 28 2.5.1 均勻實驗操作步驟... 28 2.6 克利金模型理論... 29 2.6.1 反應曲面公式... 29 2.6.2 反應曲面最佳化... 31 2.7 遺傳演算法... 32 第三章、實驗方法 ... 33 3.1 實驗流程... 33 3.1.1 實驗材料... 35 3.1.2 實驗設備射出成型機... 36 3.1.3 分析軟體... 37 3.2 規劃選用均勻設計... 37 3.3 實驗步驟... 40 第四章、實驗結果與討論 ... 41 4.1 建立 Kriging 模型與反應曲面 ... 41 4.2 直齒傘齒輪最佳化分析... 42 4.2.1 直齒傘齒輪模流分析... 42 4.2.2 直齒傘齒輪反應曲面... 49 4.2.3 最佳化驗證... 61 4.3 蝸線傘齒最佳化分析... 62 4.3.1 蝸線傘齒輪模流分析... 62 4.3.2 蝸線傘齒輪反應曲面... 69 4.3.3 最佳化驗證... 81
4.4.1 零度傘齒輪模流分析... 82 4.4.2 零度傘齒輪反應曲面... 89 4.4.3 最佳化驗證... 101 第五章、結論與建議 ... 102 5-1 結論 ... 102 5-2 建議 ... 103 參考文獻... 104
圖目錄
圖 1.1 實驗流程... 2 圖 1.2 研究架構圖... 10 圖 2.1 直齒傘齒輪 3D 圖 ... 11 圖 2.2 直交兩軸直齒傘齒輪組合圖... 11 圖 2.3 彎齒傘齒輪 3D 圖 ... 12 圖 2.4 直交兩軸彎齒傘齒輪組合圖... 12 圖 2.5 零度傘齒輪 3D 圖 ... 13 圖 2.6 直交兩軸零度傘齒輪組合圖... 13 圖 2.7 傘齒輪部位圖 ... 14 圖 2.8 射出成型流程圖... 16 圖 2.9 成品充填不足... 19 圖 2.10 成品毛邊... 20 圖 2.11 成品熔接線 ... 20 圖 2.12 成品翹曲變形... 21 圖 2.13 成品內有氣泡... 21 圖 2.14 成品表面凹痕... 22 圖 2.15 模流分析步驟流程圖... 26 圖 3.1 直齒傘齒輪 3D 圖 ... 33 圖 3.2 蝸線傘齒輪 3D 圖 ... 33 圖 3.3 零度傘齒輪 3D 圖 ... 33 圖 3.4 直齒傘齒輪之翹曲變形量... 34 圖 3.5 蝸線傘齒輪之翹曲變形量... 34 圖 3.6 零度傘齒輪之翹曲變形量... 34圖 3.8 實驗流程圖... 40 圖 4.1 Kriging 模型建構流程 ... 41 圖 4.2 直齒傘齒輪 分析數據最大翹曲變形量 0.3615mm ... 42 圖 4.3 直齒傘齒輪 分析數據最大翹曲變形量 0.3030mm ... 43 圖 4.4 直齒傘齒輪 分析數據最大翹曲變形量 0.3048mm ... 43 圖 4.5 直齒傘齒輪 分析數據最大翹曲變形量 0.3186mm ... 43 圖 4.6 直齒傘齒輪 分析數據最大翹曲變形量 0.3088mm ... 44 圖 4.7 直齒傘齒輪 分析數據最大翹曲變形量 0.3444mm ... 44 圖 4.8 直齒傘齒輪 分析數據最大翹曲變形量 0.2644mm ... 44 圖 4.9 直齒傘齒輪 分析數據最大翹曲變形量 0.4245mm ... 45 圖 4.10 直齒傘齒輪 分析數據最大翹曲變形量 0.2589mm ... 45 圖 4.11 直齒傘齒輪 分析數據最大翹曲變形量 0.3300mm ... 45 圖 4.12 直齒傘齒輪 分析數據最大翹曲變形量 0.4147mm ... 46 圖 4.13 直齒傘齒輪 分析數據最大翹曲變形量 0.3471mm ... 46 圖 4.14 直齒傘齒輪 分析數據最大翹曲變形量 0.4512mm ... 46 圖 4.15 直齒傘齒輪 分析數據最大翹曲變形量 0.3443mm ... 47 圖 4.16 直齒傘齒輪 分析數據最大翹曲變形量 0.2743mm ... 47 圖 4.17 直齒傘齒輪 分析數據最大翹曲變形量 0.3531mm ... 47 圖 4.18 直齒傘齒輪 分析數據最大翹曲變形量 0.3447mm ... 48 圖 4.19 直齒傘齒輪 分析數據最大翹曲變形量 0.3531mm ... 48 圖 4.20 直齒傘齒輪 料溫(A)和模溫(B)變動翹曲量之影響 ... 51 圖 4.21 直齒傘齒輪 料溫(A)和射壓(C)變動翹曲量之影響 ... 51 圖 4.22 直齒傘齒輪 料溫(A)和保壓壓力(D)變動翹曲量之影響 ... 51 圖 4.23 直齒傘齒輪 料溫(A)和保壓時間(E)變動翹曲量之影響 ... 52 圖 4.24 直齒傘齒輪 料溫(A)和冷卻水溫(F)變動翹曲量之影響 ... 52 圖 4.25 直齒傘齒輪 模溫(B)和射壓(C)變動翹曲量之影響 ... 52
圖 4.26 直齒傘齒輪 模溫(B)和料溫(A)變動翹曲量之影響 ... 53 圖 4.27 直齒傘齒輪 模溫(B)和冷保壓壓力(D)變動翹曲量之影響 ... 53 圖 4.28 直齒傘齒輪 模溫(B)和保壓時間(E)變動翹曲量之影響 ... 53 圖 4.29 直齒傘齒輪 模溫(B)和冷卻水溫(F)變動翹曲量之影響 ... 54 圖 4.30 直齒傘齒輪 射壓(C)和料溫(A)變動翹曲量之影響 ... 54 圖 4.31 直齒傘齒輪 射壓(C)和模溫(B)變動翹曲量之影響 ... 54 圖 4.32 直齒傘齒輪 射壓(C)和保壓壓力(D)變動翹曲量之影響響 ... 55 圖 4.33 直齒傘齒輪 射壓(C)和保壓時間(E)變動翹曲量之影響 ... 55 圖 4.34 直齒傘齒輪 射壓(C)和冷卻時間(F)變動翹曲量之影響 ... 55 圖 4.35 直齒傘齒輪 保壓壓力(D)和料溫(A)變動翹曲量之影響 ... 56 圖 4.36 直齒傘齒輪 保壓壓力(D)和模溫(B)變動翹曲量之影響 ... 56 圖 4.37 直齒傘齒輪 保壓壓力(D)和射壓壓力(C)變動翹曲量之影響 ... 56 圖 4.38 直齒傘齒輪 保壓壓力(D)和保壓時間(E)變動翹曲量之影響 ... 57 圖 4.39 直齒傘齒輪 保壓壓力(D)和冷卻時間(F)變動翹曲量之影響 ... 57 圖 4.40 直齒傘齒輪 保壓時間(E)和料溫(A)變動翹曲量之影響 ... 57 圖 4.41 直齒傘齒輪 保壓時間(E)和模溫(B)變動翹曲量之影響 ... 58 圖 4.42 直齒傘齒輪 保壓時間(E)和射壓(C)變動翹曲量之影響 ... 58 圖 4.43 直齒傘齒輪 保壓時間(E)和保壓壓力(D)變動翹曲量之影響 ... 58 圖 4.44 直齒傘齒輪 保壓時間(E)和保壓壓力(F)變動翹曲量之影響... 59 圖 4.45 直齒傘齒輪 冷卻時間(F)和料溫(A)變動翹曲量之影響 ... 59 圖 4.46 直齒傘齒輪 冷卻時間(F)和模溫(B)變動翹曲量之影響 ... 59 圖 4.47 直齒傘齒輪 冷卻時間(F)和射壓(C)變動翹曲量之影響 ... 60 圖 4.48 直齒傘齒輪 冷卻時間(F)和保壓時間(D)變動翹曲量之影響 ... 60 圖 4.49 直齒傘齒輪 冷卻時間(F)和保壓時間(E)變動翹曲量之影響... 60 圖 4.50 直齒傘齒輪 最佳化翹曲值 0.2563mm ... 61
圖 4.52 蝸線傘齒輪 分析數據最大翹曲變形量 0.3273mm ... 63 圖 4.53 蝸線傘齒輪 分析數據最大翹曲變形量 0.3228mm ... 63 圖 4.54 蝸線傘齒輪 分析數據最大翹曲變形量 0.3427mm ... 63 圖 4.55 蝸線傘齒輪 分析數據最大翹曲變形量 0.3311mm ... 64 圖 4.56 蝸線傘齒輪 分析數據最大翹曲變形量 0.3636mm ... 64 圖 4.57 蝸線傘齒輪 分析數據最大翹曲變形量 0.3485mm ... 64 圖 4.58 蝸線傘齒輪 分析數據最大翹曲變形量 0.3850mm ... 65 圖 4.59 蝸線傘齒輪 分析數據最大翹曲變形量 0.2990mm ... 65 圖 4.60 蝸線傘齒輪 分析數據最大翹曲變形量 0.3471mm ... 65 圖 4.61 蝸線傘齒輪 分析數據最大翹曲變形量 0.3716mm ... 66 圖 4.62 蝸線傘齒輪 分析數據最大翹曲變形量 0.3642mm ... 66 圖 4.63 蝸線傘齒輪 分析數據最大翹曲變形量 0.4423mm ... 66 圖 4.64 蝸線傘齒輪 分析數據最大翹曲變形量 0.3553mm ... 67 圖 4.65 蝸線傘齒輪 分析數據最大翹曲變形量 0.3073mm ... 67 圖 4.66 蝸線傘齒輪 分析數據最大翹曲變形量 0.3734mm ... 67 圖 4.67 蝸線傘齒輪 分析數據最大翹曲變形量 0.3615mm ... 68 圖 4.68 蝸線傘齒輪 分析數據最大翹曲變形量 0.3536mm ... 68 圖 4.69 蝸線傘齒輪 料溫(A)和模溫(B)變動翹曲量之影響 ... 71 圖 4.70 蝸線傘齒輪 料溫(A)和射壓(C)變動翹曲量之影響 ... 71 圖 4.71 蝸線傘齒輪 料溫(A)和保壓壓力(D)變動翹曲量之影響 ... 71 圖 4.72 蝸線傘齒輪 料溫(A)和保壓時間(E)變動翹曲量之影響 ... 72 圖 4.73 蝸線傘齒輪 料溫(A)和泠卻水溫(F)變動翹曲量之影響 ... 72 圖 4.74 蝸線傘齒輪 模溫(B)和料溫(A)變動翹曲量之影響 ... 72 圖 4.75 蝸線傘齒輪 模溫(B)和射壓(C)變動翹曲量之影響 ... 73 圖 4.76 蝸線傘齒輪 模溫(B)和保壓壓力(D)變動翹曲量之影響 ... 73 圖 4.77 蝸線傘齒輪 模溫(B)和保壓時間(E)變動翹曲量之影響 ... 73
圖 4.78 蝸線傘齒輪 模溫(B)和冷卻水溫(F)變動翹曲量之影響 ... 74 圖 4.79 蝸線傘齒輪 射壓(C)和料溫(A)變動翹曲量之影響 ... 74 圖 4.80 蝸線傘齒輪 射壓(C)和模溫(B)變動翹曲量之影響 ... 74 圖 4.81 蝸線傘齒輪 射壓(C)和保壓壓力(D)變動翹曲量之影響 ... 75 圖 4.82 蝸線傘齒輪 射壓(C)和保壓時間(E)變動翹曲量之影響 ... 75 圖 4.83 蝸線傘齒輪 射壓(C)和冷卻水溫(F)變動翹曲量之影響 ... 75 圖 4.84 蝸線傘齒輪 保壓壓力(D)和料溫(A)變動翹曲量之影響 ... 76 圖 4.85 蝸線傘齒輪 保壓壓力(D)和模溫(B)變動翹曲量之影響 ... 76 圖 4.86 蝸線傘齒輪 保壓壓力(D)和射壓(C)變動翹曲量之影響 ... 76 圖 4.87 蝸線傘齒輪 保壓壓力(D)和保壓時間(E)變動翹曲量之影響 ... 77 圖 4.88 蝸線傘齒輪 保壓壓力(D)和冷卻水溫(F)變動翹曲量之影響 ... 77 圖 4.89 蝸線傘齒輪 保壓時間(E)和料溫(A)變動翹曲量之影響 ... 77 圖 4.90 蝸線傘齒輪 保壓時間(E)和模溫(B)變動翹曲量之影響 ... 78 圖 4.91 蝸線傘齒輪 保壓時間(E)和射壓(C)變動翹曲量之影響 ... 78 圖 4.92 蝸線傘齒輪 保壓時間(E)和保壓壓力(D)變動翹曲量之影響 ... 78 圖 4.93 蝸線傘齒輪 保壓時間(E)和冷卻水溫(F)變動翹曲量之影響... 79 圖 4.94 蝸線傘齒輪 冷卻水溫(F)和料溫(A)變動翹曲量之影響 ... 79 圖 4.95 蝸線傘齒輪 冷卻水溫(F)和模溫(B)變動翹曲量之影響 ... 79 圖 4.96 蝸線傘齒輪 冷卻水溫(F)和射壓(C)變動翹曲量之影響 ... 80 圖 4.97 蝸線傘齒輪 冷卻水溫(F)和保壓壓力(D)變動翹曲量之影響 ... 80 圖 4.98 蝸線傘齒輪 冷卻水溫(F)和保壓時間(E)變動翹曲量之影響... 80 圖 4.99 蝸線傘齒輪 最佳化翹曲值 0.2948mm ... 81 圖 4.100 零度傘齒輪 分析數據最大翹曲變形量 0.3762mm ... 82 圖 4.101 零度傘齒輪 分析數據最大翹曲變形量 0.3277mm ... 83 圖 4.102 零度傘齒輪 分析數據最大翹曲變形量 0.3204mm ... 83
圖 4.104 零度傘齒輪 分析數據最大翹曲變形量 0.3241mm ... 84 圖 4.105 零度傘齒輪 分析數據最大翹曲變形量 0.3496mm ... 84 圖 4.106 零度傘齒輪 分析數據最大翹曲變形量 0.3801mm ... 84 圖 4.107 零度傘齒輪 分析數據最大翹曲變形量 0.3000mm ... 85 圖 4.108 零度傘齒輪 分析數據最大翹曲變形量 0.2909mm ... 85 圖 4.109 零度傘齒輪 分析數據最大翹曲變形量 0.3443mm ... 85 圖 4.110 零度傘齒輪 分析數據最大翹曲變形量 0.3674mm ... 86 圖 4.111 零度傘齒輪 分析數據最大翹曲變形量 0.3626mm ... 86 圖 4.112 零度傘齒輪 分析數據最大翹曲變形量 0.3739mm ... 86 圖 4.113 零度傘齒輪 分析數據最大翹曲變形量 0.3518mm ... 87 圖 4.114 零度傘齒輪 分析數據最大翹曲變形量 0.3015mm ... 87 圖 4.115 零度傘齒輪 分析數據最大翹曲變形量 0.3672mm ... 87 圖 4.116 零度傘齒輪 分析數據最大翹曲變形量 0.3597mm ... 88 圖 4.117 零度傘齒輪 分析數據最大翹曲變形量 0.3496mm ... 88 圖 4.118 零度傘齒輪 料溫(A)和模溫(B)變動翹曲量之影響 ... 91 圖 4.119 零度傘齒輪 料溫(A)和射壓(C)變動翹曲量之影響 ... 91 圖 4.120 零度傘齒輪 料溫(A)和保壓壓力(D)變動翹曲量之影響 ... 91 圖 4.121 零度傘齒輪 料溫(A)和保壓時間(E)變動翹曲量之影響 ... 92 圖 4.122 零度傘齒輪 料溫(A)和冷卻水溫(F)變動翹曲量之影響 ... 92 圖 4.123 零度傘齒輪 模溫(B)和射壓(C)變動翹曲量之影響 ... 92 圖 4.124 零度傘齒輪 模溫(B)和料溫(A)變動翹曲量之影響 ... 93 圖 4.125 零度傘齒輪 模溫(B)和保壓壓力(D)變動翹曲量之影響 ... 93 圖 4.126 零度傘齒輪 模溫(B)和保壓時間(E)變動翹曲量之影響 ... 93 圖 4.127 零度傘齒輪 模溫(B)和冷卻水溫(F)變動翹曲量之影響 ... 94 圖 4.128 零度傘齒輪 射壓(C)和料溫(A)變動翹曲量之影響 ... 94 圖 4.129 零度傘齒輪 射壓(C)和模溫(B)變動翹曲量之影響 ... 94
圖 4.130 零度傘齒輪 射壓(C)和保壓壓力(D)變動翹曲量之影響 ... 95 圖 4.131 零度傘齒輪 射壓(C)和保壓時間(E)變動翹曲量之影響 ... 95 圖 4.132 零度傘齒輪 射壓(C)和冷卻水溫(F)變動翹曲量之影響 ... 95 圖 4.133 零度傘齒輪 保壓壓力(D)和料溫(A)變動翹曲量之影響 ... 96 圖 4.134 零度傘齒輪 保壓壓力(D)和模溫(B)變動翹曲量之影響 ... 96 圖 4.135 零度傘齒輪 保壓壓力(D)和射壓(C)變動翹曲量之影響 ... 96 圖 4.136 零度傘齒輪 保壓壓力(D)和保壓時間(E)變動翹曲量之影響 ... 97 圖 4.137 零度傘齒輪 保壓壓力(D)和冷卻時間(F)變動翹曲量之影響 ... 97 圖 4.138 零度傘齒輪 保壓時間(E)和料溫(A)變動翹曲量之影響 ... 97 圖 4.139 零度傘齒輪 保壓時間(E)和模溫(B)變動翹曲量之影響 ... 98 圖 4.140 零度傘齒輪 保壓時間(E)和射壓(C)變動翹曲量之影響 ... 98 圖 4.141 零度傘齒輪 保壓時間(E)和保壓壓力(D)變動翹曲量之影響 ... 98 圖 4.142 零度傘齒輪 保壓時間(E)和泠卻水溫(F)變動翹曲量之影響... 99 圖 4.143 零度傘齒輪 冷卻水溫(F)和料溫(A)變動翹曲量之影響 ... 99 圖 4.144 零度傘齒輪 冷卻水溫(F)和模溫(B)變動翹曲量之影響 ... 99 圖 4.145 零度傘齒輪 冷卻水溫(F)和射壓(C)變動翹曲量之影響 ... 100 圖 4.146 零度傘齒輪 冷卻水溫(F)和保壓壓力(D)變動翹曲量之影響 ... 100 圖 4.147 零度傘齒輪 冷卻水溫(F)和保壓時間(E)變動翹曲量之影響... 100 圖 4.148 零度傘齒輪 最佳化翹曲值 0.2520mm ... 101
表目錄
表 3.1 均聚 POM 製程參數 ... 35 表 3.2C100 系列外曲肘式射出成型機 ... 36 表 3.3 控制因子參數範圍... 37 表 3.4 U18 ∗(186)使用表 ... 38 表 3.5 均勻設計表U18 ∗(186) ... 38 表 3.6 因子水準表... 39 表 4.1 直齒傘齒輪U18 ∗(186)實驗結果 ... 49 表 4.2 6 因子 18 水準劃分 0~1 之間 ... 50 表 4.3 直齒傘齒輪翹曲最佳化... 61 表 4.4 蝸線傘齒輪U18 ∗(186)實驗結果 ... 69 表 4.5 6 因子 18 水準劃分 0~1 之間 ... 70 表 4.6 蝸線傘齒輪翹曲最佳化... 81 表 4.7 零度傘齒輪U18 ∗(186)實驗結果 ... 89 表 4.8 6 因子 18 水準劃分 0~1 之間 ... 90 表 4.9 零度傘齒輪翹曲最佳化... 101第一章、緒論
1.1 前言
塑膠是由工業合成的高分子物質,隨著產業技術進步與材料性能發展,因塑 膠材料具有如機械強度、抗酸蝕、重量輕、電絕緣性好、成型速度快、成本低原 料易取得等優點,故從日常生活用品到機械零組件皆離不開塑膠工業範圍,成為 無可取代的主流。 齒輪是工業之母,於兩軸相交齒能連續嚙合產生動力或減速機構中為最常見 的機械元件,依兩軸傳遞轉速與扭矩、運動方向與運動形式的等不同功能,齒 輪裝配分為三種型態(一)、平行軸齒輪組:兩個齒輪在平行軸間傳遞動力,(二)、 相交軸齒輪組:平行相交 90°兩軸之間傳遞動力,(三)交錯軸齒輪組:相交 90° 不平行,兩軸之間傳遞動力。齒輪所具有特性皆為不同,為應用於各種不同的 機台設備或工具機,以增加齒輪組傳動高效率及高穩定的傳遞扭矩。 1.2研究動機與目地
如今工業講究迅速、確實、美觀及高品質,才能迎合生產效率與工業上需求, 塑 膠 材 料 製 程 有 鑄 塑 成 型 (casting) 、 熱 成 型 (thermoforming) 、 中 空 成 型 (blow molding)、壓縮成型(compression molding)等、以具有代表性射出成型(injection molding)技術最為廣泛,生產效率高、加工成本較低,更具有市場的競爭力。 一組齒輪的嚙合有著許多影響變數,在輪齒齒形塑型過程中的誤差,裝配手 法上的誤差等因素,都連繫著輪齒的耗損與使用壽命的長短、運轉時所呈現的噪 音與振動的大小、及傳動比的精準度,因此在設計齒輪時須加以做為考量。 本研究探討塑膠射出成型傘齒輪翹曲變形之最佳化。以下依傘齒輪三種型態: 直齒傘齒輪、蝸線傘齒輪、零度傘齒輪研究射出成型後翹曲變形量之最佳化設計。析評估,經克利金插值法建立反應曲面,再以遺傳演算法尋找最佳化之結果和最 初製程參數模擬分析結果作比較以驗證均勻實驗之適用性,使傘齒輪射出成型的 開發具有更大的潛力和效益。 開始 建立克利金代理模型 應用遺傳演算法搜索最佳化 結束 規劃均勻實驗表 選擇控制因子 模流分析 圖 1.1 實驗流程
1.3 文獻回顧
1.3.1 齒輪相關文獻
2012 年 蕭景銘 [1] 以玻璃面板搬運站內之一組傳動用之傘齒輪為研究對象, 從機械加工改為塑膠射出成型方式,應用模流分析軟體 Moldflow Plastics Insight, 模擬以尼龍材料射出成型製造傘齒輪,搭配田口實驗計畫法,經實驗步驟探討射 出成型條件對傘齒輪外徑收縮量變化的影響,進而求得最小收縮量的最佳射出成 型製程參數。研究結果顯示保壓壓力與模具溫度的控制能有效減少尼龍傘齒輪塑 膠射出成型後的收縮量,其中保壓壓力為最具影響力之因子。經田口實驗所得之 最佳製程參數較原始製程參數改善外徑尺寸收縮量達 7.92%。 2013 年 吳文政 [2] 改善塑膠射出成形正齒輪之翹曲變形與生產時間。應用 之研究方法為均勻實驗設計法、模流分析法、克利金代理模型法及最佳化方法。 改善之製程參數為豎澆道下端直徑、熔膠溫度、豎澆道上端直徑、冷卻水溫、澆 口小端直徑、注塑時間與保壓壓力。冷卻水路的設計方案有單側平行水路加環形 水路、雙側平行水路加環形水路、雙側平行水路無環形水路。對每一種水路方案 以均勻實驗設計法規劃七因子的均勻實驗,以 Moldflow 模流分析軟體分析每個實 驗下製件之翹曲變形量及頂出時間。以確認透過代理模型找到之最佳解是否可作 為原問題之近似最佳解。 2014 年 許益挺 [3] 改善射出成形塑膠輪之最大翹曲變形量與頂出時間。所 應用之研究方法有均勻實驗設計法、模流分析法、克利金代理模型法、折衷規劃 法和最佳化方法。改善之製程參數為豎澆道下端直徑、澆口小端直徑、流道截面 直徑、冷卻水溫、熔膠溫度、注塑時間及保壓壓力等 7 個因子。研究結果顯示,
由改善前的 10.76s 減少至改善後的 9.478s。控制因子當中,豎澆道下端直徑和保 壓壓力這兩個因子可以同時影響最大翹曲變形量及頂出時間,縮小豎澆道下端直 徑與提高保壓壓力,可以使最大翹曲變形量與頂出時間降低。 2016 年 黃振焜 [4] 研究於探討不同的射出成型因子,對於成型品之翹曲量 影響,以塑膠正齒輪為例子,以射出壓力、保壓壓力、保壓時間、模具溫度、塑 料溫度進行 CAE 模流軟體 Moldex3D R14.0 分析,利用軟體試圖找出較小的翹曲 量,並搭配田口方法與反應曲面法分析找出最佳組合參數。 2016 年 劉俊宏 [5] 研究應用模流分析軟體於塑膠齒輪射出成型產品設計和 模具開發方面,並利用軟體觀察,流道不平衡、噴流效應、結合線、收縮翹曲、 3D 纖維排向、噴流現象等,再以田口法找出射出成型的最佳條件。
1.3.2 射出成型相關文獻
2014 年 黃國洲 [6] 研究共射射出成型(Co-Injection Molding,Co-IM)又稱 為三明治射出成型,當共射射出成型製程使用於多模穴量產產品時,因為競流效 應與剪切效應造成充填流動的不平衡,每一模穴兩種材料分布區域不同,而翹曲 變形的趨勢也不同於一般的傳統射出成型。故探討多模穴的流動不平衡於共射射 出成型的翹曲變行趨勢為本研究目的之一。 2015 年 張富傑 [7] 探討立式射出成型機的肘節式鎖模機構設計,提出一種 適用於立式機台的肘節式鎖模機構,解決馬達扭矩與功耗需求高且需承受自重的 問題。利用機構構造合成方法,合成出一種新型、具不同連桿類型配置方式的瓦 特型六桿七接頭肘節式鎖模機構。建立該機構的運動學數學模型,藉此了解機構 的運動與受力行為。2015 年 林意為 [8] 研究利用超臨界流體微細發泡射出成型來射出高分子奈 米複材,微細發泡射出成型可以克服產品冷卻時之收縮翹曲問題,擬利用模內氣 體反壓和動態模溫來克服表面品質問題。高分子奈米複材,只要添加小&;#63870; 的奈米材料就能在機械性質、熱性質和阻氣性質方面,提供比無添加奈米材更大 的改良效果。 2016 年 吳睿哲 [9] 研究將水溶性芯材應用在塑膠射出成形,主要是將芯材 混水攪拌經模具定形後,放入射出模具中進行埋入射出,待冷卻開模頂出後,將 包覆在塑膠內部的芯材利用泡水溶除,即可得一體成形的中空塑膠產品。研究使 用三種塑膠分別為聚丙烯 (Polypropylene)、聚乳酸(Polylactic Acid)、丙烯腈-丁二 烯-苯乙烯共聚物(Acrylonitrile Butadiene Styrene),來探討水溶性芯材應用在射出 成形的可行性。
1.3.3 模流分析翹曲相關文獻
2005 年 盧俊廷 [10] 採用光電式掃描儀來量測成形品之幾何變形以研究其 翹曲變形問題。利用模穴壓力量測技術來實際量測進澆口及幾何中點位置處之射 出壓力及熔膠溫度值,並與模流分析結果做一比較。採用田口式直交表來分析降 低翹曲變形之最佳製程條件。 2011 年 吳學霖 [11] 研究塑膠裝配零件-壓板,射出成型模流分析及控制製 程參數來改善翹曲變形量之情形。以 Moldflow 軟體進行模擬並搭配田口 L25 (56) 直交表及變異數分析找出製程之顯著控制因子,應用類神經網路搭配具備全域求 解之特性之基因演算法,搜尋出最小翹曲變形量製程參數組合。2012 年 洪苑淑 [12] 研究以多段射出速度及多段保壓壓力設定,利用田口實 驗規劃法規劃實驗,利用 Moldex3D 模流分析軟體進行模擬分析,探討射出速度、 保壓壓力、保壓時間、塑料溫度、模具溫度、冷卻時間等參數對 21.5 吋平板型導 光板成型品翹曲之影響。
1.3.4 均勻實驗及克利金反應曲面相關文獻
2011 年 林晉禾 [13] 研究利用均勻實驗做參數規劃,並使用有限元素分析軟 體 ANSYS/LS-DYNA 進行車架前倒試驗分析。利用克利金插值法建立反應曲面與 數學模型,並用 MATLAB 之非線性規劃法找出符合前倒試驗法規的前叉變形量 與車架最大自然頻率之最佳尺寸。考慮車架的質量、前叉變形量與自然頻率,以 均勻實驗之因子水準做為輸入,實驗結果的前叉變形量、車架質量與車架第一階 自然頻率當作輸出,建立 Kriging 代理模型,並將法規規定的變形量當作限制式, 使用 MATLAB 非線性規劃中的工具箱,求出在不同變形量上下界時的車架最佳 水準組合。 2012 年 湯雅鈞 [14] 探討散熱板之最佳化設計問題。首先以散熱板之幾何參 數作為控制因子,依據均勻實驗設計法規劃八因子三十水準之實驗。其次,以有 限元素分析法對各實驗之散熱板進行散熱效率分析,得出每個實驗下之溫度值。 之後,以克利金反應曲面法對實驗因子與反應進行數值插值,建構出散熱板幾何 參數與溫度間之反應曲面。再將此反應曲面視為目標函數,以遺傳算法對反應曲 面進行全局優化搜索,找出了全局最佳解之鄰近解。之後再以局部搜索算法對此 鄰近解進行精鍊搜索,得到了全局最佳解。最後以此最佳解建立一有限元素模型 並執行分析得出溫度後,將此溫度與克利金反應曲面之預測溫度進行比較,兩者 僅有 0.4%之差異,表明了此最佳解的準確性與適用性。2012 年 蔡孟儒 [15] 利用均勻實驗做參數規劃,利用 Solid Works 建構出人 工牙根、海綿骨與皮質骨模型,匯入 HYPERMESH 進行前處理設定,利用 ANSYS/LS-DYNA 進行人工牙根之動態應力分析。利用克利金插值法建立數學代 理模型,以微位移作目標函數,使用基因演算法與 MATLAB 之非線性規劃法, 找出人工牙根的最佳尺寸。研究結果顯示,將人工牙根植入齒槽時的最大應力通 常發生在海綿骨與皮質骨的接觸面上,接著隨著時間增加慢慢下移至螺紋尾端。 而齒槽骨的微位移,會隨人工牙根的不同設計而改變,藉由實驗找出最小微位移 (Micromotion)下的人工牙根尺寸,即是人工牙根的最佳化設計。 2012 年 陸美足 [16] 研究採用改良式之雙變曲率光纖端面研磨機進行光纖 端面研磨,研磨成橢圓形、雙變曲率形、錐式楔形等幾何圖形。並選用 U_15*(157 ) 的均勻設計表,以角度、進給率、迴轉速為控制因子,依序研磨光纖端面,其後 經熔燒機熔燒端面去除尖點形成光纖透鏡後,利用 980nm 雷射二極體、功率計等 量測設備量測其耦光效率的數據,該等光纖透鏡亦利用電子顯微鏡(SEM)觀測其 表面形貌。並應用克利金插值法分析得到最佳化的參數組合與預期值,經實驗驗 證得到的研究結果。 2012 年 朱瓊芳 [17] 探討以不同鎢鐵粉比例及壓粉體壓力製成之高溫燒結 壓粉體電極,在不同放電持續時間和放電電流條件下,以 CNC 放電加工機對模 具鋼進行放電改質後,對披覆分佈率及硬度之影響。並以披覆分佈率最大化及硬 度最大化為目標,求解最佳的參數設定。 首先以 U_15*(157)均勻表進行實驗設計,依照使用表將鎢鐵粉比例、壓粉體 壓力、放電持續時間和放電電流製程參數安排於 U_15*(157 )均勻表之表頭上,以 形成含 15 次實驗之均勻實驗。依照每次實驗的參數設定,製作高溫燒結壓粉體電 極並實施放電加工,並以掃描式電子顯微鏡量測鍍層分佈率及洛氏硬度之數據。
反應曲面模型。將克利金反應曲面視為目標函數,以非線性規劃求解鍍層分佈率 最大之最佳參數設定及洛氏硬度最大之最佳參數設定。 2015 年 蔡瑋倫 [18] 研究提出改善 Semados 植牙系統在動態咀嚼下所產生 的微位移,臨床上影響人工植牙系統的成功率包括內部的骨密度、皮質骨厚度與 骨整合,以及外部的有螺距、螺紋深度、本體直徑與長度、錐度角、牙墩螺絲半 徑與長度等……。植牙系統上給予一咀嚼力進行動態咀嚼中所產生的微位移與應 力的分布。本實驗因子為錐度角、螺紋深度、螺紋距離、本體直徑、海綿骨密度、 海綿骨楊氏係數,以均勻實驗設計規劃出多因子多水準的實驗組合,利用 ANSYS/LS-DYNA 動態有限元素軟體分析人工牙根之微位移,將均勻實驗之微位 移數據利用克利金插值法建立數學代理模型,微位移作為目標函數,最後透過基 因演算法與精煉演算法,得出中年人之人工牙根最佳尺寸。
1.4 論文架構
本論文共分為五章,以下對本論文架構作一闡明,研究架構如圖 1.2 所示。 第一章 緒論 敘述塑膠於生活至工業之運用與塑膠加工成型之手法,齒輪功能簡介與 齒輪材料說明,並探討相關文獻且說明研究動機。 第二章 基本理論 介紹齒輪、射出成型、均勻設計法及克利金代理模型法,並參考過去學者 探討翹曲分析所採用的製程參數,以決定實驗因子。 第三章 實驗方法 說明實驗規劃及條件,將實驗因子輸入模擬軟體中的機器參數、製程參數 設定。 第四章為 實驗結果與討論 說明實驗與模流分析對於翹曲分析的結果,將最佳參數組合輸入 Matlab 以取得驗證解,再利用整合均勻設計及克利金反應曲面分析探討,並求 解最佳化參數。 第五章 結論與建議 歸納本研究的結果與在射出成形傘齒輪研究上之貢獻,及對未來得繼續研 究的方向提出建議。緒論 基本理論 實驗方法 實驗結果與詩論 結論與建議 圖 1.2 研究架構圖
第二章、基本理論
2.1 齒輪原理
齒輪是依靠輪緣上齒能嚙合,透過與其它齒狀密合無縫隙地運轉,傳遞動力、 改變旋轉方向、改變旋轉速度的輪狀機械零件。在兩相交嚙合輪齒依齒線或軸成 圓錐形態運動稱之為傘齒輪,依據齒的形狀,稱分為直齒傘形齒輪、彎齒傘形齒 輪、零度齒形齒輪,其說如下所示: 一、 直齒傘齒輪直齒傘齒輪(Straight bevel gears)又稱等比齒輪(Miter gears)如圖 2.1 所 示,直齒形呈直線,並全部朝向圓錐頂點。軸線相交成 90°組合傳動,如圖 2.2 所示,亦可成任意角度,在直交的兩軸間,若使用相同的直齒傘齒輪, 轉速可 1:1 的傳動。
二、 蝸線傘齒輪
彎齒傘齒輪(Spiral bevel gears)如圖 2.3 所示,齒形呈曲線的螺旋角為
35°由於承受齒面積較大,故可提高強度與齒輪壽命,而轉動時噪音較小、傳
動效率好,直交兩軸彎齒傘齒輪組合傳動,如圖 2.4 所示。
圖 2.3 彎齒傘齒輪 3D 圖
三、 零度傘齒輪 零度傘齒輪,如圖 2.5 所示,是螺旋角為 0°弧齒傘形齒輪外形與直齒傘 齒輪近似,齒輪的受力、推力的方向比直齒傘齒輪能載荷能力高、靜音,直交兩 軸零度傘齒輪組合傳動,如圖 2.6 所示。 圖 2.5 零度傘齒輪 3D 圖 圖 2.6 直交兩軸零度傘齒輪組合圖
2.1.1 傘齒輪各部介紹
傘齒輪各部介紹說明,如圖 2.7 所示。 圖 2.7 傘齒輪部位圖 註:圖片資料來自網路[37] 節圓錐:傘齒輪扭轉時滾動接觸的節曲面 節徑:節徑又分內、外節徑;公制齒輪以大端為節圓直徑,英制齒輪以小端 為 節圓直徑 外徑:齒輪大端為外圓直徑 圓錐距離:節圓錐的邊長 面寬:以輪齒沿節圓錐表面輻射向的寬度 面圓錐:齒頂部的圓錐 根圓錐:齒底部的圓錐 齒冠:齒冠又稱齒頂,以節圓錐與面錐之距離 齒根:節圓錐底部與根面錐的距離 全齒深:齒冠與齒根的總和節角:節圓頂角之半 齒冠角:齒冠對於錐頂所張之角 齒根角:齒根對錐頂所張之角 面角:面圓錐頂角之半 根角:根圓錐頂角之半 背圓錐:背圓錐又稱法圓錐,其圓錐面與節圓錐垂直 背圓錐半徑:背圓錐的長度 形成直徑:為銑製傘齒輪時為重要依據,其大小等於背圓錐的兩倍
2.1.2 傘齒輪製程
傘齒輪材料製作為金屬與塑膠、加工成型法亦為分兩種,如下敘述: 一、金屬傘齒輪機加工流程 A. 選擇金屬材料 B. 製作原料棒材須大於成品 C. 切削齒輪外形的加工 D. 毛坯切齒的加工 E. 齒輪表面處理防鏽 二、塑膠傘齒輪射出成型流程 A. 選擇塑料、預先加熱 B. 塑膠材料溶融後、經由噴嘴射入模具 C. 成品冷卻 D. 開模頂出 E. 毛邊處理2.2 射出成型原理
射出成型原理,利用高分子之流變特性加工成型,方法則先將塑膠材料置入 漏斗經加熱器高溫熔融成為流體,再由螺桿推進經噴嘴高壓射入模穴內,待成品 在模內冷卻凝固後,即可開模頂出成品,此加工製程為一塑件成品的循環生產流 程,如圖 2.8 所示。 射出成型因塑料的可塑性不同,故而有不同的加工製程,熱塑性塑膠須射入 模具後待冷卻固化成型,熱固性塑膠則須經化學反應固化成型。 (a) 材料塑化階段 (b) 模具鎖模階段 (c) 充填階段 (d) 保壓階段 (e) 螺桿退後、冷卻、凝固階段 (f) 頂出成品 圖 2.8 射出成型流程圖 註:參考文獻[38]2.2.1 射出成型系統
射出成型機之元件構造,可分為五大系統,分述說明如下: 一、射出系統 射出成統包含料斗、迴轉螺桿與料筒合及噴嘴,射出系統功能是輸送塑料及 存放,使塑料經由進料、壓縮、排氣、熔化、射出及保壓階段。 二、模具系統 模具系統將熔融塑料在模穴內冷卻凝固而依照模具內部構成形,模具系統功 能包含導桿、固定模板、移動模板和豎澆道、流道系統、頂出銷、冷卻管路 的模板。 三、油壓系統 油壓系統組件包含幫浦、閥、油壓馬達、油壓管件、油壓接頭及油壓槽,油 壓系統功能是提供動力於鎖模與射出雙機構的作動並供給開啟及關閉模具的 動力。 四、控制系統 監控射出的溫度、壓力、射出速度、螺桿速度與位置、及油壓位置等製程參 數是一致性的循環作動,製程控制直接影響塑件品質與製程效益。控制系統 功能包含簡單的開、關繼電器控制到複雜的微處理閉迴路控制器。 五、鎖模系統 鎖模糸統用於支撐與移動模具組件,產生足夠力量以防止模具被射出壓力推 開。鎖模機構可分為肘節機構鎖定、油壓機構鎖定、或是上述兩者型態的組 合。2.2.2 射出成型製程
射出成型週期,可分為以下六大步驟,分述說明如下: 一、可塑化階段 塑膠射出成型加工製程,先將塑膠原料預熱與加熱模具,塑膠原料倒入料桶 再依材料特質的不同設定加熱溫度及時間,料筒加熱把塑膠原料去除殘留水 份,稱為烘乾塑料;塑料烘乾後,流入料管內持續加熱至熔化,經螺桿轉動 使塑料流入料管,再由料管周圍包附的加熱片加熱,提供足夠熱量讓塑膠保 持熔融狀態。 二、鎖模階段 熔融塑料經高壓射入模具穴成形空間內時,因內部會產生極大的張應力,為 使模具不被張應力所定開,故模具外部施予更大的壓力抵制,此力量稱為鎖 模力,此循環直至頂出成品後開始製作新成品時再次啟動。 三、充填階段 熔融塑料由噴嘴射入模具,經豎流道、主流道、澆口,進入模穴內完全充填; 充填過程與塑料的流動性質有極大關聯性,塑料黏度太稠、流動性不佳易造 成充填不足的情況,相反的,流動性太好,則易迼成充填成型中塑料從模具 分模面溢出,故加工成型時應對塑料先行瞭解並免造成缺陷。 四、保壓階段 充填完成後,塑料在模具內開始冷卻凝固,當材料凝固時會有體積收縮的情 形,故射出機須繼續施加壓力至澆口凝固為止,依塑料收縮情況再加以補料, 使成品更加緻密及維持尺寸精度。 五、冷卻、凝固階段 「熱塑性」塑料射入模穴內後,在尚未完全冷卻凝固成型前,而取出會造成 產品易變形、翹曲等不良缺陷;「熱固性」塑膠成型時,於模具內產化學反應 而硬化,雖未完全冷卻亦可取出產品。故對冷卻時間控制相當重要。六、開模、頂出階段 成品固化後即可開模具取出,射出機進行開模動作,將可動側模板與固定側 模板分離,成品因冷卻收縮關係,附著可動側模板,經頂出機構把成品頂出。
2.2.3 塑膠射出成型產生的缺陷
現今科技進步對於設備零組件講求精密,故在射出成型加工除了要求尺寸的 精度、結構的強度、成品的美觀,亦可提高市場競爭力;但在塑膠射出成型工程 中許多變數易造成缺陷現象,品質特性優、劣的標準包括充填不足、成品毛邊、 熔接線、翹曲變形、內有氣泡、表面凹痕等六部份,其說如下: A. 充填不足 填充不足主要因素大多為射壓不足、噴嘴過小或堵塞、模壁溫度過低、澆口 位置不良及排氣不良…等,例如模具內排氣不良,射壓小於模具內之壓力, 造成熔膠流動阻力過大,使膠料在填滿模具前就開始固化,如圖 2.9 所示。 圖 2.9 成品充填不足註:圖片資料來自網路[27]B. 成品毛邊 成品毛邊主要因素為鎖模力不足、模具設計不良、射壓太高,例如因模具或 板模變形造成模具閉合不密,所造成的溢膠,如圖 2.10 所示。 圖 2.10 成品毛邊 註:東莞市飛揚噴砂器材有限公司 C. 熔接線 熔接線形成的主要因素為不同方向的膠料匯流,受空氣阻擋所產生的狀態, 因為塑膠模具較屬於密閉空間,空氣難以穿透膠料排放出去所產生的痕跡, 如圖 2.11 所示。 圖 2.11 成品熔接線註:台灣創意啟發協會
D. 翹曲變形 射出成型翹曲、變形主要因素冷卻、收縮率不均;例如製成品切面厚薄的不 同,厚切面因冷卻慢收縮量較大,相反薄切面冷卻快速收縮較小,故不均勻 冷卻、收縮會使零件內應力剛性較差易翹曲、變形,如圖 2.12 所示。 圖 2.12 成品翹曲變形 E. 內有氣泡 氣泡產生的主要因素壁厚薄不一冷卻速度不同、排氣不良、塑料潮濕、添加 劑熱解,例壁厚處的中心冷卻較慢,薄敝處冷卻較,不一的收縮會將原料拉引 起來產生空隙,形成氣泡,如圖 2.13 所示。 圖 2.13 成品內有氣泡 註:台灣創意啟發協會
F. 表面凹痕
凹痕凹陷形成的因素有射料不足、冷卻不均,例外側塑料冷卻收縮時,塑料 厚肉中心才開始冷卻,造成外側塑料拉取厚肉中的塑料,而無足夠的塑料補 充所造成的下陷,如圖 2.14 所示。
2.3 工程塑膠
工程塑膠定義可作為構造用及機械零件使用之高分子,高性能塑膠、長期耐 熱溫度在 100℃以上,拉伸強度在 500 kg/cm2以上、彎曲彈性率在 24,000 kg/cm2 以上具有多用途,隨著高技術產業的發展,逐漸取代原本的金屬、木材、陶瓷、 玻璃等材料,主要用於工業用途。2.3.1
POM聚甲醛塑膠介紹
德國化學家赫爾曼·施陶丁格(德語:Hermann Staudinger)在1920年研究高 分子時發現了POM的結構與聚合過程。POM是一種沒有側鏈、高密度、高結晶的 線性聚合物,具有優異的綜合性能。結構規整和結晶性使其物理機械性能十分優 異,有“金屬塑料”之稱。分子鏈中化學結構的不同可分為均聚甲醛和共聚甲醛兩 種,均聚甲醛一般是由無水聚甲醛聚合而得,共聚甲醛是由三聚甲醛與少量二氧 戊環的共聚產物。正是由於結構上的不同,導致均聚和共聚甲醛在各項性能下存 在差異。兩者主要區別是:均聚甲醛密度、結晶度較高,熔點與HDT較共聚甲醛 高10℃,強度、耐蠕變性能和耐摩擦性能更優越,但熱穩定性差,加工溫度範圍 窄(約 10℃),對酸鹼的穩定性較低。共聚甲醛密度、結晶度、熔點、強度都較 低,但熱穩定性相對較好,不容易分解,加工溫度範圍寬(30~50℃),對酸鹼穩定 性較好,POM性能差異如表2.1所示。表格 2.1 POM 均聚和共聚性能 項 目 單位 均聚 POM 共聚 POM 相對密度 1.42 1.41 結晶度 % 75~85 70~75 熔點 ℃ 178 165 24Hr 吸水率 % 0.32 0.22 成型收縮率 % 1.9~2.2 1.8~2.1 機械性能 屈服拉伸強度 MPa 70 60 拉伸彈性模量 GPa 3.2 2.8 屈服伸長率 % 15 35 斷裂伸長率 % 45 60 彎曲模量 GPa 3.0 2.58 缺口衝極強度 KJ/m2 9 6 無缺口衝擊強度 KJ/m2 340 114 聚甲醛的熱特性 維卡軟化溫度 ℃ 160 151 熱變形溫度(1.8Mpa) ℃ 115 110 聚甲醛的電性能 介電係數 (106Hz) Hz 3.3 3.7 介電損耗 (106Hz) Hz 0.006 0.007 體積電阻率 Ω˙cm 1 X 1015 1 X 1014
2.3.2 POM 聚甲醛特性
尺寸穩定性好,價格便宜,表面硬度高而且表面緻密,能耐一般化學藥品和 溶劑,電性能好。力學性能和剛性好,接近金屬材料,雖然收縮率大,但尺寸穩 定。質輕,是替代銅、鑄鋅、鋁等金屬材料的理想材料;耐疲勞性和耐蠕變性極 好,外力撤去後,立即恢復原樣,耐磨損、自潤性和摩擦性好,與 UHMWPE、 PA、F4 一起稱為四大耐磨塑料材料。 耐磨性(POM>PA66>PA6>ABS>HPVC>PS>PC)。熱穩定性和化學穩定性高, 介電性能好,電絕緣性優良。耐溶劑,無應力開裂。 1. 外觀:外觀為淡黃色或白色半透明或不透明的粉料或粒料,硬而質密、與 象牙相似,製品表面光滑並有光澤。 2. 燃燒性:易燃,其氧指數僅為 14~16,火焰上端為黃色、下端為藍色,熔 融落滴,有刺激性甲醛味和魚腥味,需注意,具有毒性。 3. 透氣性:透氣性小,僅為 PE 的幾分之一。 4. 收縮率:高結晶程度導致它有相當高的收縮率,可高達到 2%~3.5%。 5. 力學性:具有較高的彈性模量,摩擦係數低而穩定,其抗張強度和模量接 近鋼材,力學性能隨溫度變化小。 6. 耐熱性:可在 140℃下短期使用,長期使用溫度為-40~100℃。 7. 化學性:工程塑料中聚甲醛耐有機溶劑和耐油性十分突出。 8. 電學性:電絕緣好,幾乎不受溫度和濕度的影響;耐電弧性極好,並可在 高溫下保持。2.4 模流分析
模流分析是運用質量、動量、能量三大守恆的方程式,建立流變理論和數值 求解,分析高分子材料溶融注入模具內的速度、溫度、壓力、應力等參數分佈, 探討塑件冷卻凝固及翹曲變形量,此分析可了解塑件成形的條件及模具設計與開 發相互之間的引響關係,其分析步驟如 2.15 圖所示。 建立成品實體模型 選定塑料 劃分網格 輸入射出條件 利用數學方法計算 模擬熔膠在 模穴內的成型過程 將計算結果進行後處理,以彩色 圖、等高線圖、x-y曲線圖表示。 包括溫度、壓力、合模力、收 縮、排氣位置、結合痕、剪切應 力、冷卻效率、翹曲 判圖: 是否合理? 滿足規格要求? 得到適當的成型條件 及模具設計資料 成形不良原因 分析及擬定對策 修改 YES NO 前處理 分析運算處理 後處理 圖 2.15 模流分析步驟流程圖2.4.1 參數對翹曲影響
設計的基本上改變單個變量,注射時間對翹曲的影響程度最大,其次為保壓 壓力。注射時間越短,注射速度越快,模具內熔體流動速度就越快,凝結過程中 殘餘應力和分子取向就越大,容易導致翹曲變形。故注射時間越長,翹曲變形越 小,當保壓壓力按照充填壓力的百分比設定時,保壓壓力相對較小,避免了過保 壓而導致翹曲,但當壓壓力過低時,填充結束後高分子可能存在回流現象,或者 凝結時緻密度不夠而造成較大的體積收縮,導致翹曲。因此,保壓壓力越接近充 填壓力時,翹曲變形越小時,求得的每個參數對應的θk 值能反應其對翹曲的影 響程度。 塑件因收縮及收縮率變化不均而產翹曲原因,如下敘述:: A. 塑件內溫度不均勻 B. 塑件凝固壓力差異、冷卻速度差異 C. 頂出銷變形,導致頂出不當 D. 高分子流動方向和垂直流動方向,配向差異造成收縮率變化 E. 澆口過度保壓,遠離澆口處卻保壓不足 F. 塑件具有彎曲、不對稱2.5 均勻設計法
均勻設計法是由中國科學院應用數學家方開泰教授和王元于教授於 1978 年 所創,均勻設計是在試驗範圍內充分均勻分散,使數據具有更好的代表性,也是 統計試驗設計的方法之一,與許多試驗設計法中相輔相成,如:正交設計法,旋 轉設計,穩建設計…等。 均勻設計的數學原理是數論中的一致分布理論,此方法近似分析中的數論方 法的領域,將數論和多元統計相結合,是屬於偽蒙特卡羅方法的範疇。具有統計 特性的均勻設計法只在試驗範圍均勻分散,放棄整齊可比的特性,其試驗次數比 正交設計來的較少,亦可大幅減少的一種實驗設計方法。使均勻設計特別適合用 於如:因素變化範圍增加,需較多水準的試驗和系統模型完全未知的情況,其優 越性非常突出。2.5.1 均勻實驗操作步驟
A. 確定實驗指標,考察指標有多個,則需要對指標進行綜合分析 B. 選擇控制因子,選擇試驗指標影響較大的因素進行試驗 C. 確定控制因子的變動範圍,根據試驗條件,確定各因素的取值範圍,範圍內 設置適當的水平 D. 選擇均勻設計表,排列因素水平 E. 明確實驗方案,進行實驗操作 F. 實驗結果分析,取得實驗結果數據 G. 優化實驗指標求解控制因子之最佳解 H. 縮小試驗範圍進行更精確的試驗, 尋找更好的試驗條件2.6 克利金模型理論
Kriging 是一套更具統計性的近似技術及參數化的非線性的模型,對於參數化 的數學模型,考慮的是空間屬性在空間位置上的變異分佈,在範圍內採樣點來估 計待插點的屬性值,為達到線性、無偏和最小估計方差的估計,更能提供精確的 插值。反應曲面法為一種統計學上迴歸分析方法,這個方法的原理是透過一定數 量的反應值(response),來建立一個反應值相應於輸入變數的數學函數關係。 Kriging法的幾項優點: 1. 克利金方法的模擬精度和整體性上要優於反應曲面法的模擬相當多,計算模 型簡單也較容易計算。 2. 只需估計點附近的訊息,而不需要所有的因子就可以對未知因子進行模擬。 3. 同時具有局部和全局的統計特性,這個性質使得Kriging可以分析已知訊息的 趨勢、動態。 4. 克利金模型的有效性並不依賴於隨機誤差的存在,都不會影響克利金模擬的 有效性程度。2.6.1 反應曲面公式
x
y
x
y
ˆ
ε
(2-1) 其中
x y :實際預測模型
x yˆ :預測值
x ε :誤差項 Kriging反應曲面是由兩個部份所組成。
x yˆ =f
x
+Z x (2-2) 其中
x yˆ :預測模型
x
f
:近似項 x Z :偏移項
x
f
是一個概略性近似原來模型的多項式,在範例中常以一個常數項β來表 示,當 f
x 項次越高的多項次,建立的Kriging反應曲面準確度越高卻因此更耗時, 故選擇常數項來當f
x
模型結構簡單準確度高。
x
f
= β = (𝛪𝑇𝑅−1𝛪)−1𝑅−1𝑦 (2-3) 其中β:generialized least-square estimate
R:
x
是由n個變數組成向量,𝑦是由m個樣本點的涵數所組成向量,R是mxl單位 矩陣。 I:x
是由n個變數組成向量,𝑦是由m個樣本點的涵數所組成向量,I是mxl單位矩 陣。 R(𝑋𝑖, 𝑋𝑗) = ϱ [− ∑ 𝜃 𝑘|𝑥𝑘𝑖 − 𝑥𝑘𝑗| 2 𝑛 𝑘=1 ] (2-4) 𝜃是個需求得的參數,精準的kriging反應曲面需適當的參數值,每個設計變數 都有對應𝜃值,故設計變數的數量與𝜃值數量會一致。𝜃值求法如式(2-1)所示, argmin是指對應大括號內的數值小化的𝜃值為所求,所以求取𝜃值需經過一次最佳 化過程。𝜃 = argmin {|𝑅|𝑚1 × 𝛿2} (2-5) δ2 = 1 𝑚(y − 𝛽I)𝑅 −1(y − 𝛽I) (2-6) Z(𝑥)是偏移項,預測點隨著樣本點遠近而產生不同的𝜃值,使得Z(𝑥)速度也會 有所改變,故藉由調整誤差項𝜃值就可產生精準的kriging反應曲面,如式(2-3)所示。 Z(𝑥) = 𝑟T(𝑥) 𝑅−1(y − 𝛽I) (2-7) 其中 r(𝑥):m×1的矩陣 元素由R(w,xj)所組成如式(2-4)所示。 R(w, Xj) = ϱ [− ∑ 𝜃 𝑘|𝑥𝑘𝑖 − 𝑥𝑘𝑗| 2 𝑛 𝑘=1 ] (2-8) 其中 W:預測點 Xj:第i個樣本點 如此求解可得到完整kriging反應曲面方程式。
2.6.2 反應曲面最佳化
反應曲面法最佳化是一個逐次的程序 (sequential procedure)。沿著最大反應變 數增加或減少逐次移動程序,非固定不變,可以根據實驗情況,並且執行線性模 式之缺適性檢定,若發現一階迴歸模型不適合時,表示已接近最佳點,此時可用 更複雜的數學模式來進行分析。選擇二階模式進行實驗,央合成設計實驗 (central composite design,CCD)或是水準因子設計 (three-level factorial design),檢定二階模型完成,進行反應曲面分析,可利用正規分析或脊線分析等技術來進一步瞭解 穩定點 (stationary point) 之數學特性,並配合反應曲面圖,則可求得更高之迴歸 模式。
2.7 遺傳演算法
遺傳演算法(Genetic Algorithm,簡稱 GA)是一種基於遺傳演化概念的群體式 搜尋法,是美國密歇根州大學的 Holland 教授於 1975 年創立的。群體依循著適者 生存,不適者淘汰之原則,瞭解交叉和變異等運算策略在系統中的重要性,爾後 奠定了遺傳演算法的理論基礎。 遺傳演算法的主要特點是: (1)對結構對象進行操作,不存在求導和函數連續性的限定 (2)具有內在的隱含平行性和更好得全局尋優能力 (3)適應度函數可快速收斂於局部最優,而不能達到全局最優遺傳演算法不 論在學術理論還是工程領域中,以求解複雜最佳化問題與效益,越來越 受到重視
第三章、實驗方法
3.1 實驗流程
本論文探討塑膠傘齒輪射出成型後翹曲變形量之最佳化,分別以傘齒輪三種 型態如圖 3.1 所示直齒傘齒輪、如圖 3.2 所示蝸線傘齒輪、如圖 3.3 所示零度傘齒 輪進行模擬分析,以下將相關儀器設備、實驗材料、實驗方法逐一說明。 圖 3.1 直齒傘齒輪 3D 圖 圖 3.2 蝸線傘齒輪 3D 圖 圖 3.3 零度傘齒輪 3D 圖實驗材質使用聚甲醛 POM,實驗設備 C 系列外曲肘式射出成型進行研究, 利用模流模擬分析射出過程中塑料在模具內部無法得知的參數,如圖 3.4 所示, 直齒傘齒輪之翹曲變形量、如圖 3.5 所示,蝸線傘齒輪之翹曲變形量、如圖 3.6 所示,零度傘齒輪之翹曲變形量,評估翹曲變形,確認型成製程參數後,完成均 勻實驗表的規劃,翹曲變形最佳參數實驗,建立克利金反應曲面,再以遺傳演算 法尋找翹曲變形最佳化。 圖 3.4 直齒傘齒輪之翹曲變形量 圖 3.5 蝸線傘齒輪之翹曲變形量 圖 3.6 零度傘齒輪之翹曲變形量
3.1.1 實驗材料
本文實驗中,使用的塑膠原料為均聚 POM 聚甲醛具有高的力學性能,如機 械強度高、耐磨性、韌性、耐疲勞等,更優良的電絕緣性加工性、與金屬很接近, 故可替有色金屬製作各種零件,流動性又不產生明顯的熱分解,具有良好外觀及 良好性能的製品。乾燥溫度為 80~90℃,乾燥時間為 2~4h,本文實驗數製程參數 如表 3.1 所示。 表 3.1 均聚 POM 製程參數 項 目 單位 均聚 POM 特性 拉伸強度 Kgf/cm2 700 相對密度 g/cm3 1.41~1.42 射出參數 注射溫度(噴嘴) ℃ 190~215 熔容溫度 ℃ 205~215 料統保溫 ℃ 170 以下 模具溫度 ℃ 80~120 注射壓力 Mpa 100~120 保壓壓力 Mpa 80~100 背壓 Mpa 5~10 注射速度 中等速度 螺桿轉速 m/s 0.7 澆口系統 % 截面積 50~603.1.2 實驗設備射出成型機
射出成型設備如圖 3.7 所示,相關規格參數如表 3.2 所示:射出壓力、鎖模力、 料軸直徑等,對於模擬成形分析是個重要的依據,射出系統、鎖模系統及電控系 統與設備射出成型條件規格相關,以下為功能與說明: 圖 3.7 C 系列外曲肘式射出成型機 資料來源:義展機械股份有限公司 表 3.2 C100 系列外曲肘式射出成型機 製造廠商 義展機械股份有限公司 機械名稱 C 系列外曲肘式射出成型機 型號 C100 單元 項目 單位 規格參數 系統 射出 料軸直徑 mm 32 射出容積 cm3 113 射出重量 g 104 oz 3.7 螺桿轉數 R.P.M 213 射出壓力 kgf/cm2 1867 射出速度 mm/s 126 鎖模系統 鎖模力 Tonf 1003.1.3 分析軟體【模流分析軟體 MOLDFLOW】
使用模流分析軟體進行分析,模擬塑料射出成型時狀況,由分析數據結果中, 可預防生產過程降低耗損與成本。 軟體版本:Autodesk Moldflow 20123.2 規劃選用均勻設計
本研究選用料溫、模溫、射壓、保壓壓力、保壓時間、冷卻水溫等 6 個控制 因子做為實驗參數如表 3.3 所示,尋找合適的均勻設計使用表如表 3.4 所示,將使 用表規劃U18∗(186)均勻設計如表 3.5 所示。其中代表之意義說明如下:U 18∗(186) 代表總共有 18 組實驗,且有 18 個水準及 6 個因子,其中,對選定出來的 6 個重 要因子做均勻實驗,在實驗中將每個控制因子在其上下限間細分每個因子 18 個水 準值如表 3.6 所示,從實驗範圍中尋找最佳參數組合和實驗結果。 表 3.3 控制因子參數範圍 代號 控制因子 單位 上限 下限 A 料溫 (度) 220℃ 180℃ B 模溫 (度) 120℃ 60℃ C 射壓 Mpa 160% 100% D 保壓壓力 Mpa 100% 80% E 保壓時間 (秒) 15s 3s F 冷卻水溫 (度) 40℃ 20℃表 3.4 U18∗ (186)使用表 因子數 行號 D 2 1 5 0.1632 3 1 4 5 0.2649 4 1 3 4 5 0.3528 5 1 2 3 4 5 0.4286 6 1 2 3 4 5 6 0.4942 表 3.5 均勻設計表U18∗ (186) 實驗號 控制因子 1 2 3 4 5 6 1 17 2 8 10 16 13 2 3 4 16 3 12 8 3 4 3 4 16 6 11 4 7 14 5 4 18 9 5 6 15 18 9 5 14 6 9 8 1 1 10 15 7 2 11 12 13 15 17 8 18 12 11 2 7 4 9 1 10 7 7 1 5 10 10 9 17 17 17 6 11 11 5 10 5 3 18 12 15 13 6 18 9 16 13 16 7 15 14 2 10 14 12 16 2 12 4 7 15 5 17 9 15 11 3 16 14 6 3 8 14 2 17 13 18 14 6 13 12 18 8 1 13 11 8 1
表 3.6 因子水準表 實驗號 控制因子 料溫 模溫 射壓 保壓壓力 保壓時間 冷卻水溫 1 217.65 63.53 124.71 90.59 13.59 34.12 2 184.71 70.59 152.94 82.35 10.76 28.24 3 187.06 67.06 110.59 97.65 6.53 31.76 4 194.12 105.88 114.12 83.53 15.00 29.41 5 191.76 109.41 160.00 89.41 5.82 35.29 6 198.82 84.71 100.00 80.00 9.35 36.47 7 182.35 95.29 138.82 94.12 12.88 38.82 8 220.00 98.82 135.29 81.18 7.24 23.53 9 180.00 91.76 121.18 87.06 3.00 24.71 10 201.18 88.24 156.47 98.82 14.29 25.88 11 203.53 74.12 131.76 84.71 4.41 40.00 12 212.94 102.35 117.65 100.00 8.65 37.65 13 215.29 81.18 149.41 95.29 3.71 30.59 14 205.88 112.94 103.53 92.94 5.12 27.06 15 189.41 116.47 128.24 96.47 10.06 22.35 16 210.59 77.65 107.06 88.24 12.18 21.18 17 208.24 120.00 145.88 85.88 11.47 32.94 18 196.47 60.00 142.35 91.76 7.94 20.00
3.3 實驗步驟
探討傘齒輪射出成型後翹曲變形量,實驗步驟如圖 3.8 說明如下: 1. 以料溫、模溫、射壓、保壓壓力、保壓時間、冷卻水溫為探討傘齒輪翹曲的 控制因子。 2. 以均勻設計表選用控制因子參數設定其料溫下限 180 上限 220(度)、模溫下限 60 上限 120(度)、射壓下限 100 上限 160 Mpa、保壓壓力下限 80 上限 100 Mpa、 保壓時間下限 3 上限 15 (秒)、冷卻水溫下限 20 上限 40 (度)。 3. 採用均勻實驗表U18∗ (186)。 4. 將控制因子實驗參數以 Moldflow 軟體進行模擬分析。 5. 依 Moldflow 模擬分析後數據,經 Kriging 建立反應曲面模型。 6. 最後以遺傳演算法尋找最佳化參數。 建立克利金代理模型 模流分析 應用遺傳演算法搜索最佳化 規劃均勻實驗表 選擇控制因子 控制因子參數設定 圖 3.8 實驗流程圖第四章、實驗結果與討論
本文主要探討射出成型傘齒輪的翹曲變形量,而選用U18∗ (186)的均勻設計 表,以料溫、模溫、射出壓力、保壓壓力、保壓時間、冷卻水溫等 6 個控制因子 為模擬實驗的參數,其模擬數據以 Moldflow 進行分析,其分析結果再應用克利金 建立反應曲面,將反應曲面依 Matlab 內遺傳演算法,搜索最佳化參數組合。4.1 建立 Kriging 模型與反應曲面
根據均勻實驗結果,把 6 個因子 18 次實驗的 18 個水準值正規化成範圍 0 到 1 區間的數值,正規化後因子水準值為輸入,將實驗結果輸入應用克利金建立輪 反應曲面,由反應曲面分析控制因子對射出成型傘齒輪變形翹曲之相互關係,並 找最佳之參數進行模擬實驗驗證,流程如圖 4.1 所示。 開始 均勻實驗表 所得到實驗結果 均勻實驗表所有因子水準 正規化成0至1區間的數值 為Kriging模型的輸入值 為Kriging模型的輸出值 結束 由輸入值與輸出值 建構出Kriging4.2 直齒傘齒輪最佳化分析
直齒傘齒最佳化依據表 3.6 之U18∗ (186)實驗均勻設計表以 6 個控制因子及 18
個水準條件,進而用模流分析出 18 種不同翹曲變形量,如圖 4.2~圖 4.19 所示。依 表 4.1 的數據應用 kriging 插值法作分析建立反應曲面,建立 kriging 模型,使用 Matlab 軟體,在 Optimization Tool 視窗下,選擇路徑開啟 DACE 工具箱操作。將均勻設計 表的 A~F 及 Y 的因子水準值正規化成範圍 0~1 區間的數值,在 Matlab 指令視窗內 輸入正規化後的值,如表 4.2 所示建立 kriging 反應曲面模型,如圖 4.20~4.49 所示。
4.2.1 直齒傘齒輪模流分析
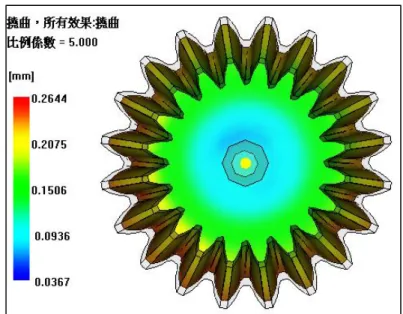
直齒傘齒輪根據表 3.6 均勻實驗結果之模流分析,所得結果,從圖 4.2~圖 4.19 中可觀察對於塑件最大翹曲變形量的影響,最大翹曲變形量由高至低的顏色 分佈為紅、青、籃色,紅色最高,藍色最低,結果如圖。 圖 4.2 直齒傘齒輪 分析數據最大翹曲變形量 0.3615mm圖 4.3 直齒傘齒輪 分析數據最大翹曲變形量 0.3030mm
圖 4.6 直齒傘齒輪 分析數據最大翹曲變形量 0.3088mm
圖 4.7 直齒傘齒輪 分析數據最大翹曲變形量 0.3444mm
圖 4.9 直齒傘齒輪 分析數據最大翹曲變形量 0.4245mm
圖 4.12 直齒傘齒輪 分析數據最大翹曲變形量 0.4147mm
圖 4.13 直齒傘齒輪 分析數據最大翹曲變形量 0.3471mm
圖 4.15 直齒傘齒輪 分析數據最大翹曲變形量 0.3443mm
圖 4.16 直齒傘齒輪 分析數據最大翹曲變形量 0.2743mm
圖 4.18 直齒傘齒輪 分析數據最大翹曲變形量 0.3447mm
4.2.2 直齒傘齒輪反應曲面
直齒傘齒輪反應曲面圖,根據表 4.1 所得結果,將均勻實驗表所有因子水準 正規化成 0~1 區間的數值,如表 4.2 所示。控制因子為料溫、模溫、射出壓力、 保壓壓力、保壓時間、冷卻水溫,以 A 至 F 的代號為代表,塑件最大翹曲變形量 以 Y 為代號,從每一張反應曲面圖可觀察兩個因子的變動對於塑件最大翹曲變形 量的影響,圖中最大翹曲變形量由高至低的顏色分佈為黃、青、籃色,黃色最高, 藍色最低,結果如圖 4.20~4.49 所示。 表 4.1 直齒傘齒輪U18∗ (186)實驗結果 實驗號控制因子 料溫 (℃) 模溫 (℃) 射壓 (Mpa) 保壓壓力 (Mpa) 保壓時間 (s) 冷卻水溫 (℃) Y(翹曲值) (mm) 1 217.65 63.53 124.71 90.59 13.59 34.12 0.36 2 184.71 70.59 152.94 82.35 10.76 28.24 0.30 3 187.06 67.06 110.59 97.65 6.53 31.76 0.30 4 194.12 105.88 114.12 83.53 15.00 29.41 0.32 5 191.76 109.41 160.00 89.41 5.82 35.29 0.31 6 198.82 84.71 100.00 80.00 9.35 36.47 0.34 7 182.35 95.29 138.82 94.12 12.88 38.82 0.26 8 220.00 98.82 135.29 81.18 7.24 23.53 0.42 9 180.00 91.76 121.18 87.06 3.00 24.71 0.26 10 201.18 88.24 156.47 98.82 14.29 25.88 0.33 11 203.53 74.12 131.76 84.71 4.41 40.00 0.41 12 212.94 102.35 117.65 100.00 8.65 37.65 0.35 13 215.29 81.18 149.41 95.29 3.71 30.59 0.45 14 205.88 112.94 103.53 92.94 5.12 27.06 0.34 15 189.41 116.47 128.24 96.47 10.06 22.35 0.27 16 210.59 77.65 107.06 88.24 12.18 21.18 0.35 17 208.24 120.00 145.88 85.88 11.47 32.94 0.34 18 196.47 60.00 142.35 91.76 7.94 20.00 0.34表 4.2 6 因子 18 水準劃分 0~1 之間 以續建立克利金反應曲面模型 實驗號 控制因子 料溫 (℃) 模溫 (℃) 射壓 (Mpa) 保壓壓力 (Mpa) 保壓時間 (s) 冷卻水溫 (℃) 1 0.94 0.06 0.41 0.53 0.88 0.71 2 0.12 0.18 0.88 0.12 0.65 0.41 3 0.18 0.12 0.18 0.88 0.29 0.59 4 0.35 0.76 0.24 0.18 1.00 0.47 5 0.29 0.82 1.00 0.47 0.24 0.76 6 0.47 0.41 0.00 0.00 0.53 0.82 7 0.06 0.59 0.65 0.71 0.82 0.94 8 1.00 0.65 0.59 0.06 0.35 0.18 9 0.00 0.53 0.35 0.35 0.00 0.24 10 0.53 0.47 0.94 0.94 0.94 0.29 11 0.59 0.24 0.53 0.24 0.12 1.00 12 0.82 0.71 0.29 1.00 0.47 0.88 13 0.88 0.35 0.82 0.76 0.06 0.53 14 0.65 0.88 0.06 0.65 0.18 0.35 15 0.24 0.94 0.47 0.82 0.59 0.12 16 0.76 0.29 0.12 0.41 0.76 0.06 17 0.71 1.00 0.76 0.29 0.71 0.65 18 0.41 0.00 0.71 0.59 0.41 0.00
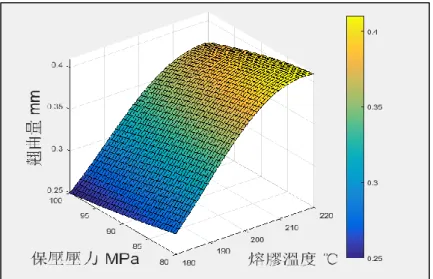
圖 4.20 直齒傘齒輪 料溫(A)和模溫(B)變動翹曲量之影響
圖 4.21 直齒傘齒輪 料溫(A)和射壓(C)變動翹曲量之影響