國 立 交 通 大 學
工學院產業安全與防災學程
碩士論文
加熱用於特殊氣體管路附著去除效應-
以某半導體廠為例
The heating uses in the special gas pipeline adhering to
stick viscose the elimination effect -
an Example of Semiconductor Industry
研 究 生 : 徐 偉 翔
指 導 教 授 : 傅 武 雄 教授
加熱用於特殊氣體管路附著去除效應-
以某半導體廠為例
The heating uses in the special gas pipeline
adhering to stick viscose the elimination effect -
an Example of Semiconductor Industry
研 究 生: 徐 偉 翔 Student:Wei-Hsiang Hsu
指導教授: 傅 武 雄 Advisor:Wu-Shung Fu
國 立 交 通 大 學
工學院產業安全與防災學程
碩 士 論 文
A Thesis
Submitted to Degree Program of Industrial Safety and Risk Management
College of Engineering
National Chiao Tung University
in Partial Fulfillment of the Requirements
for the Degree of
Master of Science
in
Industrial Safety and Risk Management
August 2012
Hsinchu, Taiwan, Republic of China
加
熱
用
於
特
殊
氣
體
管
路
附
著
去
除
效
應
-
以
某
半
導
體
廠
為
例
研究生:徐偉翔 指導教授:傅武雄
國立交通大學工學院產業安全與防災學程
摘 要
現今所有高科技產業的生產製造流程中,都使用特殊氣體作為產品的重要
製造元素,而特殊氣體供應與製程所產生的廢氣其特點皆為高濃度、高危險性、
與高風險,故在使用與廢棄處理上皆須妥善完整的處理與完備安全防護措施。
在氣體特性方面,黏滯性氣體大部分皆會附著於供應管路內部,在特氣供
應系統上,使用氣瓶櫃之氣體鋼瓶有更換需求,所以在更換過程中管路內部殘
存氣體容易與空氣接觸而產生管路腐蝕現象。而在製程廢氣處理系統上,黏滯
性氣體經化學反應後產生黏滯性粉末而附著在排氣管路上進而造成管路堵塞。
本研究使用管路加熱系統處理管路內部黏滯性氣體的去除:在供應系統上
HBr 與 Hcl 氣瓶櫃的 Pigtail 加裝加熱系統,在氣體鋼瓶更換前先進行 Pigtail
管路加熱;在製程廢氣處理系統上同樣在 Pump 與 Scrubber 前的 Pumping Line
管路上加裝加熱系統,進行管路潔淨處理。此作法可有效確實的減少管路內部
的殘氣附著率,減少管路的腐蝕與堵塞情形,進而降低管路的更換與保養維護
頻率並降低成本支出。
進行實廠測試顯示,氣瓶櫃的 Pigtail 在使用加熱方法後其使用壽命可由
原來的 12 次更換頻率,至少延長為 25 次以上的更換頻率,除減少管路腐蝕情
況增加安全性能之外,更可減少管路耗損頻率降低成本支出。Pumping Line 在
使用加熱方法後其使用壽命可由原來的 4 次/年的保養維護頻率延長 1 次/年的
保養維護頻率,除可減少管路堵塞情況減少人力及成本支出外,更可減少因管
路堵塞而造成生產設備的停機時間與晶片損壞報廢的成本損失。
關鍵字:去除效率、氣瓶櫃、氣體管路、真空管路 pumping line、加熱系統
The heating uses in the special gas pipeline
adhering to stick viscose the elimination effect -
an Example of Semiconductor Industry
Student:Wei-Hsiang Hsu Advisor:Wu-Shung Fu
Degree program of
Industrial Safety and Risk Management
College of Engineering
National Chiao Tung University
ABSTRACT
All of the high-tech manufacturing process, the elements use of special gas for
products manufacture, special gas and process emissions from its characteristics are
the high concentration and high risk, its use and disposal are required to properly
complete processing and complete security protection.
In gas properties, the viscosity of gases majority will be attached to the gas
pipeline internal , the gas cylinder replacement demand. Therefore, the internal
residual in pipeline form the replacement process, it was easy contact with the air and
lead to pipe corrosion. In the process waste gas treatment, the viscosity powder
generated by the chemical reaction and that attached to the exhaust pipe cause pipe
clogging.
In this study, use of pipe heating removal the piping internal viscosity:
Installation of heating systems on the supply system of HBr cylinders Cabinet, Pigtail
was heated before the gas cylinder replacement ; Pumping line between the
equipment and the pump, installation of heating systems to clean pipeline.
This practice can be really effective to reduce the residual for pipeline internal
attachment, reduce the pipe corrosion and plug, thereby reduce the frequency and
costs of pipe replacement and maintenance.
Actual plant tests showed that the cylinder cabinet Pigtail after using the heating,
its useful life from 12 to replace the frequency, at least be extended to more than 25
times the frequency of replacing, in addition to reduce pipeline corrosion to increase
safety performance, Also reduce piping harm to reduce costs. Pumping line heating to
be reduced from 4 times / year of maintenance to extend the maintenance frequency
in 1 time / year, In addition to reducing manpower and costs for piping congestion
issue, Also reduce piping blockage caused process break off and chip damage
scrapped.
誌 謝
進入職場工作後,時有感於學識的不足與工作實務上的需求,一直想重拾
書本充實自我。在修課期間與各個不同領域的同學們一起學習與成長,並分享
了同學們寶貴的工作經驗且在各位教授的細心指導之下,讓我受益良多。
本論文之撰寫過程承蒙黃奕孝博士、黃建平博士、曾慶祺博士、柯文旺博
士等先進之指正與建議,最重要是恩師 傅武雄教授的悉心指導,並經過許多實
驗的挫折與失敗方得以完成,謹此敬表謝忱!
論文撰寫期間也受到銘晃學長、漢德學長以及銘倉、歐陽、秋宏、文正、
明哲等同學的協助與指教,另外公司內長官、同仁的協助與支持,得以在繁忙
工作中能完成研究,在此一併感謝。當然 更要感謝我的母親大人的支持,讓我
安心無慮的完成學業,求學過程中,我的太太薏梅一路的體諒與傾囊襄助,上
班又肩負照顧小孩與料理家務,讓我無後顧之憂,所以再次感恩我的家人,謝
謝你們,謹以此篇論文表達感恩之意!
目 錄
中文摘要
………..I
英文摘要
……….II
誌 謝………III
目 錄……….V
表 目 錄………VI
圖 目 錄………...VII
第一章 續 論………….………1
1.1
前言………...1
1.2 研究背景………..4
1.3
研究目的………...8
1.4 研究方法架構………..9
第二章 文獻探討………..10
2.1
光電半導體製程超細微粒去除裝置開發………..10
2.2
化工熱力技術………..11
2.3
熱力學在酸性氣體吸收程序之應用………..11
2.4
真空技術的發展與應用………..12
2.5
各類真空幫浦的特性與比較………..12
2.6 輸送廢氣管路適當的防治塞管措施……….13
2.7 氣瓶櫃 gas cabinet pigtail 腐蝕特性………....14
2.8 [無塵室] 先進半導體製程中氣體輸送的關鍵問題...15
第三章 特殊氣體供應系統………..16
3.1
特殊氣體………..16
3.2
特殊氣體供應系統介紹………..17
3,3 液態黏滯腐蝕性氣體特性...36
3.4
輸送氣體管路………..37
第四章 製程廢氣處理系統………...41
4.1
管路附著去除方式………...41
4.2
Pumping Line System……….42
第五章 問題分析與效益評估………...51
5.1 Pumping Line System………..51
5.2 Gas Cabinet System...
.70
第六章 結論與建議………...93
表 目 錄
表 1-1 民國 93 年至 97 年科技廠房安全管理之重大災害事故案例統計…..5
表 1-2 氣體化學反應安全特性表………..7
表 3-1 氣瓶櫃供應特性分類表………...28
表 3-2 管材處理等級………...38
表 3-3 管材合金成份表………...40
表 4-1 Pump Line 材料規格表………..49
表 5-1 Pumping line 阻塞統計表………54
表 5-2 Pumping line 阻塞總表………56
表 5-3 加熱測試記錄表………..60
表 5-4 加熱片安全防護溫度巡檢表 ……….64
表 5-5
管線加熱效益統計表
………...
68
表 5-6 氣瓶櫃數量統計表………..76
表 5-7 氣瓶櫃 Pigtail 更換統計表(2011 年) ………77
表 5-8 氣瓶櫃Pigtail比較表………78
表 5-9 加熱實驗材料表………...81
表 5-10 加熱帶規格表……….83
表 5-11 加熱實驗裝設程序步驟表……….84
表 5-12 加熱實驗出口 N2 溫度表……….85
表 5-13 加熱實驗記錄表……….86
表 5-14 加熱效益表………..91
圖 目 錄
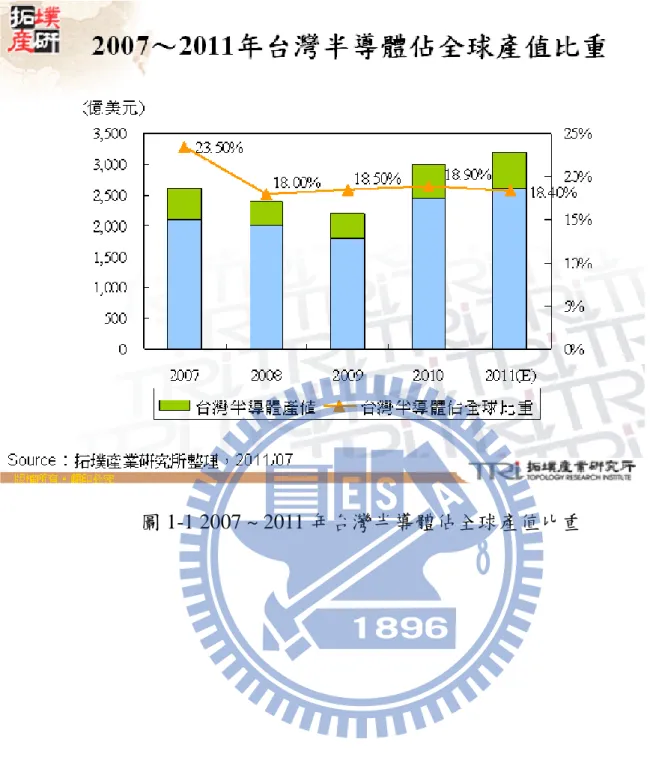
圖 1-1 2007 ~ 2011 年台灣半導體佔全球產值比重………2
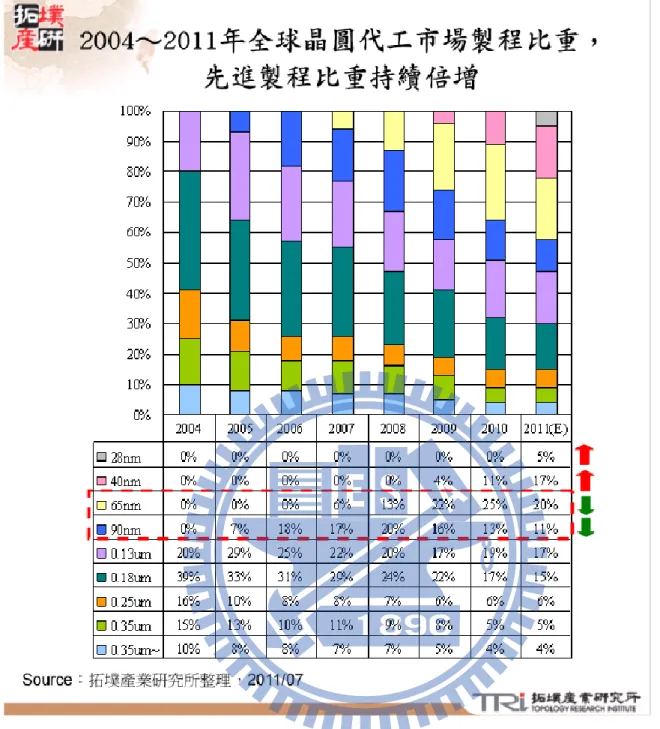
圖 1-2 2004 ~ 2011 年全球晶圓代工市場製程比重………3
圖 1-3 日本半導體廠意外事故統計資料………6
圖 1-4 研究方法架構圖……….……9
圖 3-1 特殊氣體供應流程圖(1) ……….18
圖 3-2 特殊氣體供應流程圖(2) ……….19
圖 3-3 特殊氣體供應氣瓶櫃結構圖………21
圖 3-4 特殊氣體供應氣瓶櫃實體照片………23
圖 3-5 特殊氣體供應氣體閥箱結構圖……….25
圖 3-6 特殊氣體供應氣體閥箱實體照片………26
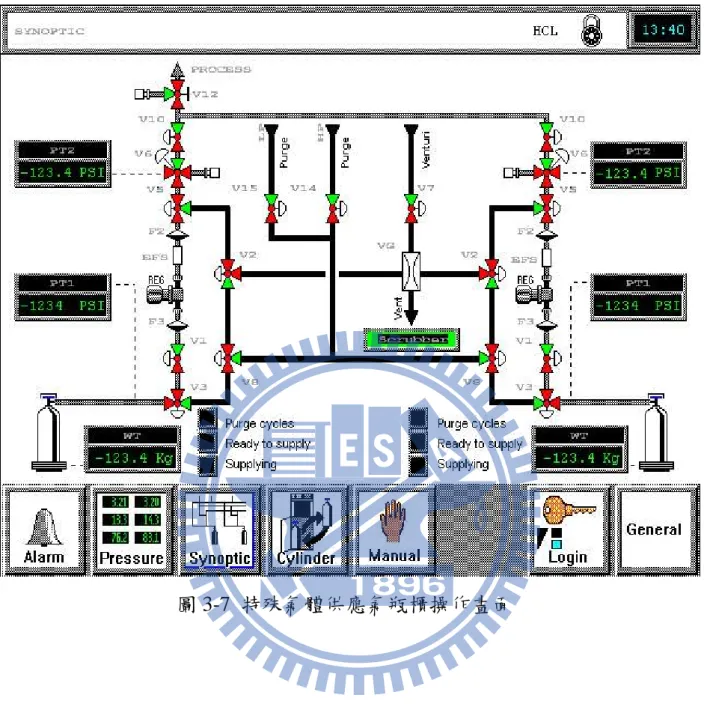
圖 3-7 特殊氣體供應氣瓶櫃操作畫面………29
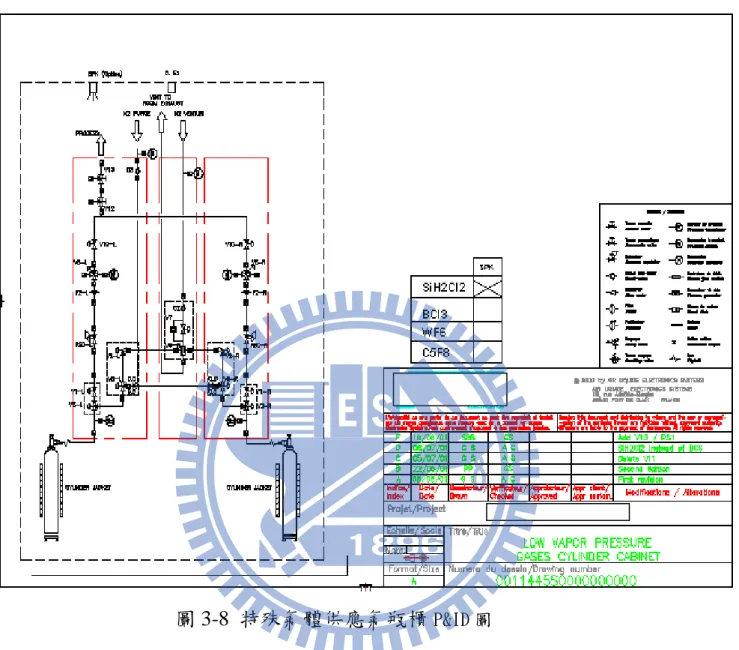
圖 3-8 特殊氣體供應氣瓶櫃
P&ID 圖………30
圖 3-9 氣瓶櫃鋼瓶更換流程圖………32
圖 3-10 氣瓶櫃鋼瓶更換前置吹淨流程圖………..33
圖 3-11 氣瓶櫃鋼瓶更換後置吹淨流程圖………..34
圖 3-12 氣瓶櫃鋼瓶更換實氣吹淨流程圖………..35
圖 4-1 Pump Line 配置流程圖(1) ………...42
圖 4-2 Pump Line 配置流程圖(2) ………...43
圖 4-3 Pump Line 配置流程圖(3) ………...44
圖 4-4 Pump Line 配置流程圖(4) ………,,,45
圖 4-5 Pump Line 配置流程圖(5) ………...46
圖 4-6 Pump Line配置流程圖(6) ………...47
圖 4-7 Pump Line 現場配置實體照片(7) ……….48
圖 5-1 Pump Line 管線堵塞位置……….53
圖 5-2
Pumping line 阻塞實體照片
……….
55
圖 5-3加熱片溫度測試點設置
實體照片
………
..59
圖 5-4加熱溫度測試控制箱體設置
實體照片
………..……..
..59
圖 5-5 加熱控制器
實體照片
………
.60
圖 5-6加熱控制器
設置位置
………
.62
圖 5-7加熱片安全防護實體照片………..………63
圖 5-8 加熱效益實體照片(1) ………65
圖 5-9 加熱效益實體照片(2) ………66
圖 5-10 加熱效益近三年 PM 總時數統計………69
圖 5-11 加熱效益近三年產能年增統計………69
圖 5-12 加熱效益近三年報廢成本統計………70
圖 5-13 氣瓶櫃 pigtail 接頭腐蝕洩漏實體照片………72
圖 5-14HBr 含水量與管路腐蝕關係曲線圖……….73
圖 5-15 CL2 / HBr溫度與壓力關係曲線圖………..74
圖 5-16 BCl3溫度與壓力關係曲線圖………
…75
圖 5-17 氣瓶櫃數量比例圖………..76
圖 5-18 近三年Pigtail腐蝕洩漏統計………78
圖 5-19
XXXB HBr氣瓶櫃盤面加熱
….……….
80
圖 5-20
未加熱之HBr氣瓶櫃盤面
…….……….………
..80
圖 5-21
Pigtail 腐蝕實驗百分率統計圖
……….…….…
89
圖 5-22
Pigtail更換/鋼瓶報廢統計圖
……….…….…
92
圖 5-23
Pigtail更換/鋼瓶報廢成本支出統計圖
……….…….…
92
第一章 緒論
1.1 前言
電子資訊工業為我國主要的經濟命脈,其中更以半導體產業、光電產業(TFT/LED)以及太 陽能產業為主力,再加上PC與手機族群及各零組件製造等已形成一個龐大的經濟體系。而上、 中、下游供應鏈的整合已使台灣在世界性的產業競爭下有傑出的表現,例如國內半導體製造 已成為全球最大之晶圓代工產地,就目前八吋晶圓及十二吋晶圓產能,在全球之晶圓供應鏈 上具有舉足輕重之相當地位。 而半導體相關服務的全方位整合性,多元化多角化的生產技術與營運策略,讓產業有更多 的發展性與功能性,使其有堅實的能力與技術與世界一級大廠並駕齊驅,並成為獨霸全球的 產業。 而因資訊產品的發展日新月異,消費的需求越加複雜,設計規格越趨精細嚴密,使得先進 製程技術越加快速需求發展。先進製程比重亦越持續倍增,如浸潤式微影製程的發明,已將 製程線寬縮小至奈米等級,其無論原料物料,製程設備,製程技術等都須要有更精密的規範 與更嚴格的管理。1.2 研究背景
在高科技製程中會使用到特殊原料物料,其中最重要的就是化學品的使用,也因為半導 體製造技術複雜化,各模組製程所使用到的化學品或特殊氣體甚多具有易燃性、毒性及腐蝕 性等本質危害之特性[1],例如半導體製程中的磊晶、擴散、離子植入、化學氣相沈積、蝕刻 和微影等製程單元等都會使用到特殊化學物品,故隱藏了各種的化學危害如中毒、火災、爆 炸等[2]。 而在半導體相關產業常用的製程中所需要使用到的特殊氣體,其危害性相當高,一旦供 應系統發生失效損壞造成洩漏;將威脅到人員生命安全、設備損失及生產中斷[1][3]。其中 特殊氣體供應系統在半導體產業曾經發生不少的事故。資料顯示,特殊氣體供應系統意外事 故常造成事業單位財產損失、環境污染、人員傷亡、爆炸及死亡等問題[1][2][3]。 在製程中使用到的不同種類的特殊氣體,其中液態蒸發性氣體大部份都同時具有強烈的 腐蝕性與劇毒性以及爆炸燃燒性,任何些微的洩漏都可能造成人員生命的危害,也就是因為 這些顯而易見的危險,所以對於供應系統設計安全性及相關作業操作的要求就特別高[4]。而 在製程生產後所產生的製程廢氣 By Product 同樣具有強烈的腐蝕性與劇毒性以及燃燒爆炸 可能性,也同樣需要相同等級的防護,所以會以相同的規範設計管線,並在製程機台近端裝 設局部洗滌設備(Local Scrubber)以處理危害性氣體[5]。表 1-1(民國 93年至 97年)科技廠房安全管理之重大災害事故案例統計
表 科技廠房安全管理之重大災害事故案例 項次 時 間 地 點 基本特性 災害類型 事由 1 民國 96 年 5 月 21 日 台北縣 電子製造產業 洩漏/職業災害 北縣樹林市某科技公司發生硫酸鎳外 洩事件案例 2 民國 95 年 12 月 17 日 桃園縣 光電產業 爆炸/火災/ 職業災害 桃園縣綠能科技股份有限公司太陽能 晶片長晶爐爆炸案。綠能科技鍋爐爆 炸 2 員工慘死 3 民國 95 年 5 月 22 日 台中市 生化科技產業 火災 台中市某檢驗公司火災事故 4 民國 95 年 3 月 7 日 桃園縣 電腦設備製造 產業 職業災害 健鼎科技公司鹽酸及漂白水溢流 5 民國 95 年 3 月 2 日 桃園縣 生化科技產業 火災 桃園縣新屋鄉中華南路 1 段 303 號(中 環科技公司)工廠火警案 6 民國 94 年 11 月 23 日 台南縣 半導體產業 洩漏/火災 茂迪公司矽甲烷氣體外洩引發氣爆火 災 7 民國 94 年 8 月 15 日 苗栗縣 光電產業 火災/職業災害 苗栗縣有化科技股份有限公司火警事 故 8 民國 94 年 5 月 2 日 桃園縣 半導體產業 火災/職業災害 桃園縣中壢市中華路日月光半導體工 廠火災資料來源:行政院災害防救委員會
圖 1-3 日本半導體廠意外事故統計資料
資料來源:JSIA 日本半導工業協會
日本半導體廠意外事故統計資料(JSIA 1988-1998) Central Scrubber 10% 氣體供應系 統 8% Local Scrubber 6% 一次配排氣 系統10% 二次配排氣 系統12% 氣瓶櫃 39% 生產製造設 備15%
表 1-2 氣體化學反應安全特性表
資料來源:文獻[4]
N2、CF4、C2F6、C4F8、SF6、CO2、Ne、Kr 、He…等 惰性 INERT O2、Cl2、 N2O、NF3…等 助燃性 H2、 CH4、 SiH4、PH3、AsH3、 SiH2Cl2、 B2H6、 CH2F2、 CH3F、CO…等 可燃性 FLAMMABLE HCl 、BF3、 WF6、HBr、SiH2Cl2、NH3、 PH3、Cl2、 BCl3 … 等 腐蝕性/毒性 CORROSIVE/TOXIC 氣體名稱 類別1.3 研究目的
特殊氣體其中的強酸強腐蝕特性在氣瓶櫃端使用時,容易造成氣瓶櫃內部盤面與氣體鋼 瓶連接的pigtail接頭處以及盤面各接點處的腐蝕,進而造成氣體洩漏的危害。在危害處理過 程中極易造成人員傷亡與設備的損害,增加了安全上的問題,而在供應設備管件的耗損方面, 頻繁的更換管件,致使人力與物力的耗損成本加劇。 而此類氣體除了強腐蝕特性外相對的表示其亦有強烈的黏滯性,其經過生產製程後的 By Product 亦有相同特性。所以常導致後端真空pump管線阻塞而造成危害。同樣的在管線阻塞 的問題上,增加了管路的維護以及因生產過程中斷而報廢的原物料的浪費,還有生產排程的 重新規劃與生產時程的延滯,都在成本上造成相當大的負擔。在廠房、設備與人員以及產品 的安全上亦有相當程度的危害風險。 為解決上述可能產生的危害問題與降低成本,用科學的方法處理解決,所以運用加熱技 術做為解決方法基礎,使特氣供應安全有確實有效的應用理論與實際效率依據。1.4 研究方法架構
圖 1-4 研究方法架構圖
文獻資料收集 系統介紹研究 1.特殊氣體供應系統 2.製程廢氣處理系統 各系統問題分析 1.機台pump line 阻塞 2.特氣氣瓶櫃 pigtail 腐蝕 訂定可行方案及實驗方法 1.實驗資料收集 2.實驗結果分析 3.實驗效益評估 運轉模式建立 結論與建議第二章 文獻探討
2.1光電半導體製程超細微粒去除裝置開發
半導體與光電製程常使用特殊氣體,並容易排放有害氣體及微粒副產物,而依氣體 特性來分類其化學物質與副產物,可概分為[5]: 1. 易燃性氣體(例如 : SiH4、PH3、NH3 等) 2. 毒性氣體(例如 : AsH4、PH3、NH3、CL2、BCL3等) 3. 腐蝕性酸鹼氣體(例如 : HF、HCl、NH3、CL2、HBr 等) 4. 溫室效應氣體(例如 : CF4、C2F6、NF3 等) 上述危害性物質中,有些會腐蝕管線,有些物質本身累積大量濃度或或其他物質混 合時,有發生火災、爆炸的危險。為避免這些工安事故的發生,目前半導體廠大都會在機 台近端裝設局部洗滌設備(Local scrubber)以處理危害性氣體。但製程尾氣中出現的粒狀 污染危害物並未能被有效去除。製程尾氣中的粒狀污染危害物來源包括: 1. 製程產生 2. 酸性廢氣與鹼性廢氣混合 3. 易燃性氣體燃燒(或高溫氧化) 4. 有機廢氣液滴 5. 毒性氣體之處理 6. 可水解性氣體與水反應產生 經局部洗滌設備處理後的尾氣通常集中送至大型的處理酸鹼性氣體的中央廢氣處理 系統(Central scrubber)洗滌,這些設備對於超細微粒也一樣不具處理效果。在現有的 局部洗滌設備與中央廢氣處理系統皆無法有效處理製程廢氣之粒狀污染物的情形下。因 而衍生以下問題: 1. 無法處理的超細粒狀污染物,若直接排放至大氣中,對環境或人體皆具有危害性。如 果循環進入工廠(特別是潔淨室)的空調系統,對半導體製程的良率亦有重大影響(例 如:形成缺陷、造成短路、成為摻雜之雜質)。 2. 由於製程區多半離中央廢氣處理系統有一段距離,廢氣在輸送至中央廢氣處理系統前, 次微米與微米的範圍微粒粒徑常在管路中結晶或堆積,造成管路堵塞甚至引發爆炸, 危害現場工作人員之安全。 3. 為避免管路堵塞引發生產異常中斷等種種問題,半導體業經常每隔一段時間(2~3個月 至半年)就需清除堵塞的管線或設備;光電業則更嚴重,幾乎每週都需清除堵塞的管線或設備,對於生產線造成嚴重的影響。
而為解決此種問題目前現行作法,皆在pumping line 加裝 Heating tap 以增加 by product 去除效率。
2.2 化工熱力技術
熱力學的基礎觀念起源甚早,由早期自然哲學中研究熱現象的熱物 理,結合工程(尤其 是機械工程)、化學及物理,發展為熱學,進 而為現代所稱的熱力學 (thermodynamics)。 “Thermedynamis”(希臘文)原意就是“heat power (force)”。顧名思義,熱力學是研 究有關熱與功(力)的科學,並加以應用。熱是能量的一種形式,能本身可以不同形式(如 位能、動能、化學能、電能、力學能、熱能或光能)存在,相互可以轉換。能又可以做功, 而功可以轉變為能,探討這些能量之內涵及其間之轉換,是熱力學的主要內容。人類在相當 早的年代,就對熱有了認識,而且知道怎麼使用。但一直到十七世紀末期,才真正展開對熱 本質與熱傳現象的研究,開啟了熱力學基礎理論的建立[6]。 經由十八世紀及十九世紀,幾位大師一連串的實驗觀察,推導所得的結果,將熱、功及 其他能量的概念,釐清而明朗化,同時也歸納成幾條熱力學原理(Principles of
thermodynamics),近代則稱為熱力學定律(Laws of thermodynamics)。有關這些定律(通 稱為熱力學三大定律,另有描述熱平衡狀態之熱力學第零定律)的基本概念,發展歷史,及 所衍生的種種應用,文獻上已有許多文章及專書,做了論述[6]。
基本上,熱力學定律是自然科學與工程所有領域共通的準則,可以說放之四海而皆準, 其應用範圍極為廣泛。但在實際應用上,往往因領域不同,而有不同的重點。在化工領域, 熱力學的應用重點,在於解決能量流(energy flow)及平衡狀態(equilibrium state)問 題,除了用於計算程序中熱與功的效應外,也據以建立平衡條件下,系統變數間的交聯關係。 化工熱力學是製程設計、開發與操作的基礎。它提供了程序中所關聯的各種類型的能量、 能量間轉換以及相平衡計算的基本資料。這些程序包括傳統的石油、天然氣、化學、生化、 高分子及新興的電子材料加工、煤液化及氣化等等。隨著其他工業的發展,尤其是高科技產 業,熱力學的應用範圍,將繼續擴張與延伸[6]。 技術研發及製程設計,都有賴於熱力學數據及計算模式。然而,什麼是「關鍵」數據? 數據是否「足夠」?什麼是「合理」的計算模式?模式是否「精準」?是工程師面臨的問題。 熱力學性質之相關計算,可藉助於熱力學模式或狀態方程式。熱力學並不是單純只在推導公 式,它的應用面,包括製程研發、設計都必須依賴其所提供的資料[6]。
2.3 熱力學在酸性氣體吸收程序之應用
石化工業、製氨、製氫及天然氣液化工業,在製程中之氣體流通常會挾帶如二氧化碳及 硫化氫等之酸性氣體雜質,此等酸性氣體往往會造成下游程序之觸媒中毒,加速輸送管件及 設備腐蝕之產生,同時氣體流若排放至大氣,也會造成空氣汙染之問題,故酸性氣體雜質必 須加以袪除處理。商業化之氣體吸收處理程序已有超過70年之歷史,但由於環境之變遷,國 際間各國環保政策之共識,尋求省能源、高效率、無汙染之酸性氣體吸收程序,近年來已成 為熱門之研究課題,其中包括尋求新的吸收液配方如摻和醇胺及物理吸收劑/醇胺混合液等來 取代傳統之醇胺水溶液,另一面由於薄膜濾材之快速發展,薄膜滲透法也已逐漸發展應用到 酸性氣體分離程序。而目前商業化使用之氣體吸收劑仍以化學吸收劑為主,而其中以醇胺水 溶液之使用最為廣泛。設計氣體吸收程序所需之熱力學相關熱物性質量測研究,如吸收液新 配方之方向、文獻上熱力學基礎數據之量測物種及範圍、熱力學理論模式之關聯、未來氣體 吸收程序發展中相關熱物性質之需求已有相當程度的發展[7]。
2.4 真空技術的發展與應用
真空技術起源很早,在公元1643年義大利人托里切利(Torriceli)首先發先真空,以及公 元1654年馬德堡半球(Magdeburg hemisphere)實驗證明真空的力量為歷史上最早記載的真空 實驗。早年真空技術雖然係用於實驗室中證明電子與原子存在的重要技術,而在一般與生活 有關的地方應用真空技術亦有記載。隨著文明的技術與科技的創新,真空技術逐漸發展並被 廣泛的運用,而真空度的要求也越來越高。從真空技術發展的過程來看,應用在科學研究、 高科技工業及一般民生工業的真空技術可以認為係同時併行發展[8]。 真空技術的應用的基本原理綜合分別說明如下: 1. 造成壓力差:特徵為低壓力,真空系統內部與外界壓力差為一大氣壓力。利用抽真空 造成此壓力差,可以吸著或曳引重物,可作遠距離傳遞物件即所謂的氣體傳送管 (pneumatic tube)。 2. 低氣體分子密度:特徵為物質在低氣壓下蒸氣壓較低故易於蒸發。 3. 減少活性氣體。 4. 減低氣體碰撞機率。2.5 各類真空幫浦的特性與比較
真空幫浦的分類[9]: 1.排氣式真空幫浦:藉由一或多級氣層,將氣體分子從體積空間中移除,排放至一大氣壓 的環境。2.儲氣式真空幫浦:藉由將氣體分子利用方法(例如:溫度、化學)束縛於某些固態表面上, 使空間中氣體分子減少。 乾式幫浦為抽氣通道沒有油的幫浦,通常在兩種製程應用中很有價值: 1.抽非常乾淨的系統 2.抽腐蝕或爆炸性氣體 使用乾式幫浦於腐蝕性氣體,溫度必須夠高足以避免在幫浦內部製程氣體凝結,對於有些 製程,在幫浦外部作加熱動作來調整邦浦溫度。 乾式幫浦所遭遇到半導體製程難處理的化學物質在蝕刻製程方面: Al2Cl6/AlCl3 : Al/Cl2,Al-蝕刻
SiCl4(l/g) & SiBr4(l/g) : HCl/HBr, Poly-Si/Oxide-蝕刻
2.6 輸送廢氣管路適當的防治塞管措施
因應製程廢氣於管路內部造成粉塵凝結現象,為防止管路塞管造成Pump背壓過大跳機, 或粉塵灌入Chamber腔體,並影響到正在RUN貨的機台,輸送廢氣或特氣管路應有適當的防治 塞管措施,大致分類可應用[14]: 1、管路外部包覆加熱帶(Heating Jacket),提高管壁溫度。 管路包覆加熱帶(Heating Jacket),一般來說是最符合經濟效益,其耗電量計算約為總啟 動電流時的25%,例如室溫開啟電熱啟動電流為50A,當十五分鐘後達工作溫度時(120℃), 間歇性的送電使耗電狀況降低至約12.5A,一般可延長PM清管的時間約三倍,且管理容易。 不過如果遇到設備管路複雜度高時,那就有一些不方便,例如不容易包覆完整(全)、熱損 失過大、不易拆裝、溫度不易控制正確等等缺點。 2、管路內部施以高溫N2氣體,提高氣流溫度。 管路內部施以高溫N2氣體,一般使用熱風槍原理,將N2氣體或其他惰性氣體流經一高溫加 熱器周邊,以熱交換方式帶走加熱器上的熱能,進入主廢氣管路內部,能瞬間提升流經管 路內部的氣體溫度,一般以25L/min 250℃的熱N2氣體注入至3吋管內160L/min 100℃的製 程廢氣中,管內氣體溫度將於1.5M後降溫至75℃左右,加以保溫夾克隔離,可提升溫度至 105℃左右,一般應用在複雜管路或無法包覆完全的設備上,是非常好的防塞方式,但是 唯一的缺點就是查本身所需的功率較大以外,須另外負擔大量的氣體費用,另外則是因高 溫所產生問題,通常都是簡易的包覆隔熱夾克,如果不小心碰觸將完全傷害到工作人員。 3、Chamber出口端安裝Cool Trap先抓取大量粉塵。 安裝Cool Trap是最為節省費用的方式,利用一密閉容器於內部置一循環冰水管接觸片狀或網狀物,因廢氣冷凝效應會有粉層吸附於片狀或網狀物上,只要定期更換或清洗,即可 降低粉層塞管的現象。但是壽命長的Cool Trap造價很高,通常以進口的產品居多,因更 換頻率高須機台配合停機,如此反而容易降低產能,另外拆裝時粉塵量大,也易汙染到FAB 本身的環境,粉塵多為未經SCRUBBER處理的有毒生成物,接觸頻率越高對人體的傷害越大, 因此應用的普遍性及經濟效應反而劣於其他方式。 4、定時定量注入特殊腐蝕氣體或高活性氣體,清潔管路內壁。 目前最新式的管路防塞機制,在國外進入測試階段,於Chamber RUN的空檔施以特殊的腐 蝕性氣體或高活性氣體,可將管路或Chamber腔體內的粉塵帶走,甚至形成另外的生成物 直接進入SCRUBBER處理,不但節省PM所消耗的人力及耗材,也延長因需要PM停機的周期, 不過目前因氣體的結構活性或與周邊許多材料產生變化,且特氣的費用極高因此都還在實 驗與測試階段。
2.7 氣瓶櫃 gas cabinet pigtail 腐蝕特性
4 HBr+ O2 < > 2 H2O+ 2 Br2 遇水氣後成為強酸酸性度是 HClO4 >HI >HBr>HCl>HNO3 >H2SO4 Br 溴不如氯 Cl 活潑,是中等強度的氧化劑;除個別貴金屬外,溴能與所有的金屬 化合成溴化物/金屬若在酸性環境中---腐蝕;純氣(不含任何水分)是沒有任何腐蝕性的。 氣體的管子就是 316L 的不鏽鋼管,這些不鏽鋼管可以在 24Hr 3kg/平方公分 的情況下可 以耐用好幾年含水的腐蝕性氣體就不同了。蝕刻製程中的尾氣(含高濃度 HBr /HCl 與水氣) 在透過前段廢氣處裡器的洗滌塔時,就有能力把不鏽鋼(304L)材質的拉西環完全腐蝕[13]。 殘留的氣化合物質 + 水氣 = pigtail 酸性腐蝕 氣化合物質來源為管路殘留低濃度的純氣,洩漏後的氣水化合物質,水氣的來源空調 相對溼度要維持 60%低於 40%容易發生靜電火花,呼吸的濕氣穿 BA 後會排出製程氣瓶內含 水分(HBr 48%需進一步確認)PURGE N2 含水分,改善建議增加 Purge 次數或多執行 panel purge 清除殘留的氣化合物質,空調溼度降低到 45%PPE,使用 SCBA 拆裝時仔細檢是有無變 色/腐蝕情形正常以無塵布擦拭,異常時建議更換不可使用保壓增高或測試時間延長 30~60 分鐘降 2~5PSIG 或使用 He leak test 避免微漏檢視 N2 COA 含水分 PURGE N2 加 Purifier 且 < 200psi 前更換 purge panel 和 gas cabinet 的出口應加裝 Filter,用來吸附水分用 V+V 的 pipe 抗腐蝕 腐蝕性 GC 20 SET 備品 20 支發現 leak/腐蝕更換使用 10 支/年(Cl2 /HBr )
[13]。
2.8 [無塵室] 先進半導體製程中氣體輸送的關鍵問題
件的性能。管路內層表面通常容易捕捉水氣。因此,有些失效情況是由於氣體輸送系統中殘 存的水氣與鹵素氣體如氯氣、氯化氫、溴化氫,及反應性氣體如矽烷、二氯矽烷等的反應所 造成的。必須注意的是管路閥件的腐蝕是一個緩慢漸進的過程,引起腐蝕與污染的表面缺陷, 可能存在於氣體輸送系統中,其他組件的潮濕區域,例如:氣動閥、壓力調節器、與過濾器。 這一類的缺陷可能來自於不夠完好的電解拋光製程。甚至,在管線和組件中的焊接處,及受 熱區域特別容易腐蝕。很不幸地,目前在文獻中關於臨界水氣含量,僅有些許多如軼事趣聞 般地的資訊;不過,還是有許多方法可以降低腐蝕的風險。第一個方法是改善所有關鍵潮濕 表面的表面粗度特性,使水氣較易於烘乾。第二個方法是檢討某一可疑氣體輸送系統內烘乾 水氣的淨化方法。對於氣體輸送系統,大部分現存的淨化方法已經使用超過十年,而這些設 計原先是為了給可以忍受製程氣體流量重複性變異的次微米科技所使用的。藉由小心地探究 淨化效率與改善設計,在水氣烘乾的效能上是有可能獲得數量級程度的改良。對於某些較新 的半導體製程,會在超過 175℃的高溫下使用,因此,這類閥門必須是耐用、不會散發微粒 且高可靠度的。製造商已經設計了具有特殊隔膜與底座材料的閥門,其耐用程度高達 2,500 萬次開/關。由於污染的累增或隨時間逐漸發生的腐蝕。製程可重複性的問題也可能是由其他 關鍵組件,如氣動閥、壓力調節器、過濾器等潮濕表面上的缺陷所引發的腐蝕而來。有些與 腐蝕有關的問題可以藉由重新檢討,及微調現有的氣體管路淨化方法,以改善水氣烘乾特性 來加以克服。除此之外,使用先進製程控制與偵錯及分類所建立的技術,來預測和氣體流量 相關的問題是很重要的。具備預測氣體輸送組件問題的能力,可以幫助降低晶圓報廢和機台 停工的成本。整合於氣體分配盤系統的圖形化使用者介面可協助預測關鍵氣體輸送組件和整 個氣體分配盤的狀況[10]。
第三章 特殊氣體供應系統
3.1.特殊氣體
特氣供應系統是半導體廠中危險性最高的一環,只要有任何的疏失都可能造成人員、 廠房、設備的嚴重損失,特別是其中有些氣體如SiH4的自燃性,只要一洩漏就會與空氣 中的氧氣起劇烈反應,開始燃燒;還有PH3 / AsH3的劇毒性,任何些微的洩漏都可能造 成人員生命的危害,也就是因為這些顯而易見的危險,所以對於系統設計安全性的要求 就特別高。 3.1.1半導體製程氣體之種類 依供氣方式分類 :大宗氣體:以On Site Plan、 Liquid Gas Storage Tank、Cylinder Bundle、Tube Trailer 或直接由氣體廠商的Off-Site的管路輸送 如N2、O2、Ar等氣體。 特殊氣體:以氣體鋼瓶經由自動的切換方式,透過氣瓶櫃的操作來供氣。 氣態鋼瓶供應:如 SiH4、F2。 液態鋼瓶供應:蒸發氣態,如 ClF3、WF6、HBr、CL2、HCL、C4F6、SIH2CL2 等。 依氣體特性分類 : 半導體製程氣體依其氣體特性分類方式,一般分為腐蝕性/毒性氣體、可燃性/自燃性氣 體、助燃性氣體、惰性氣體四大類: 腐蝕性 / 毒性:HCl、BF3、WF6、HBr、SiH2Cl2、NH3、PH3、Cl2、BCl3 …等。 可燃性:H2、CH4、C2H2 、 SiH4、PH3、SiH2Cl2、CO …等。 助燃性:O2、Cl2、 N2O、NF3…等。 惰性:N2、CF4、C2F6、SF6、CO2 、He…等。 半導體廠常用的特殊氣體,其由製程使用分類如下: Etching : CL2 HBr CH2F2 SF6 CF4 C4F8 CHF3 CO BCL3 Thin film :
NF3 N2O CO2 SiH4 1%PH3/Ar SiH2CL2 5%PH3/Ar 10%CH4/Ar C2H2 WF6 CLF3 Si2H6 NH3 5%B2H6/Ar
Diffusion :
N2O HCL SiH4 1%PH3/Ar SiH2CL2 NH3 CLF3 PH3 Photo : Kr/Ne F2/Kr/Ne
3.2.特殊氣體供應系統介紹
特殊氣體供應系統主要是藉各個輸送設備如氣瓶櫃、氣體閥箱及其他設備,如其 廢氣除害裝置、氣體偵測系統所組成。 以半導體生產來說,在製程方面特殊氣體要提供半導體生產中的製程,如乾蝕刻、 氧化、離子佈植、薄膜沉積等所需,可說佔有相當重要的地位。而另一方面特殊氣體 也具高腐蝕、高毒性與易燃、易爆等危害因子,所以供應系統設計也需隨著各種不同 氣體的特性來做適當的規劃。
圖 3-1 特殊氣體供應流程圖(1)
氣體房
2F回風區
3F Fab
圖 3-2 特殊氣體供應流程圖(2)
WP 3F 無塵室 WP 2F 迴風區 WP 1F 氣瓶室 可 燃 性 氣 體 腐 蝕 性 氣 體 V.M.B 氣 瓶 櫃 隋 性 氣 體 低 蒸 氣 壓 氣 體 Gas Box 機台本體 V.M.B
氣瓶櫃功能設計 供應方式 – 雙側供應:一側供應使用、一側stand by 自動切換 – 由鋼瓶氣體壓力 – 由鋼瓶重量 日常操作 – 自動、半自動、手動 控制系統 – PLC自動控制、警報輸出至監控電腦 – 人機觸控面板控制 安全防護設計(2.3) – SEMI-S2 93’ 氣瓶櫃管路組件
1.氣動控制閥 (Air Operation Valve) 2.手動控制閥 (Manual Control Valve) 3.逆止閥 (Check Valve﹚
4.調壓閥﹙Regulator﹚
5.壓力傳送器﹙Pressure Transmitter﹚ 6.真空產生器﹙Vacuum Generator﹚ 7.氣體過濾器﹙Line Filter﹚
8.流量偵測器﹙Excess Flow Switch﹚ 9.限流孔﹙Orifice﹚
氣瓶櫃安全防護裝置
1.抽氣裝置 — All Cabinet
2.UV/IR火燄偵測器 — Flammable Gas Cabinet 3.消防灑水頭 — Flammable Gas Cabinet
4.氣體洩漏偵測器 — Flammable and Toxic Cabinet
圖 3-3 特殊氣體供應氣瓶櫃結構圖
櫃體結構
•
Exhaust•
PHe for leak test•
PN2 for purge•
N2 for V.G•
N2 for isolation•
Vent to scrubber•
Supply to VMB j 2 3 4 5 6 7 a d C f g i h 1 b e•
Auto Damper•
G.D•
Touch Panel•
Exhaust Pressure•
E.M.O•
Flame Sensor•
Sprinkler•
Isolation Well•
Shot Boy•
Electric Weight氣瓶櫃操作功能簡介
1.Pre-Purge:抽出管內特殊氣體 2.Cylinder Change:更換鋼瓶 3.Hi Pressure Test:高壓保壓 4.Post Purge:清潔管路
5.Process Flush:清除N2、送上特殊氣體
6.手動模式:緊急時故障排除,可人為操作閥件開、關 7.參數設定模式:設定各種功能參數
圖 3-4 特殊氣體供應氣瓶櫃實體照片
特殊氣體閥箱概述
特殊氣體閥箱(Valve Manifold Box)是擔任串聯氣瓶櫃與設備機台的角色,能安全 並穩定地將特殊氣體供應到不同的製程機台。 在密閉的箱體上面裝有抽風設備,並依氣體種類裝有毒氣偵測器,一般裝有八個分 歧閥,供不同的製程機台使用。 特殊氣體閥箱設計 1. VMB需裝設氣體偵測器、抽氣裝置 2. 部份VMB需有連鎖關斷功能 3. 部份VMB如:C5F8裝有Buffer Tank 4. 可設計同類或相容氣體於同一閥盤 5. 一般設計成4、8、10接點,供氣至數個機台 6. 需預留獨立的Purge Valve 7. 可做為氣體中繼調壓 8. 機台維修時,能提供做為氣體管路的隔絕功能 9. 緊急狀況如洩漏、火災、地震時,也可利用VMB之氣動閥進行氣體系統的自動分 段隔離
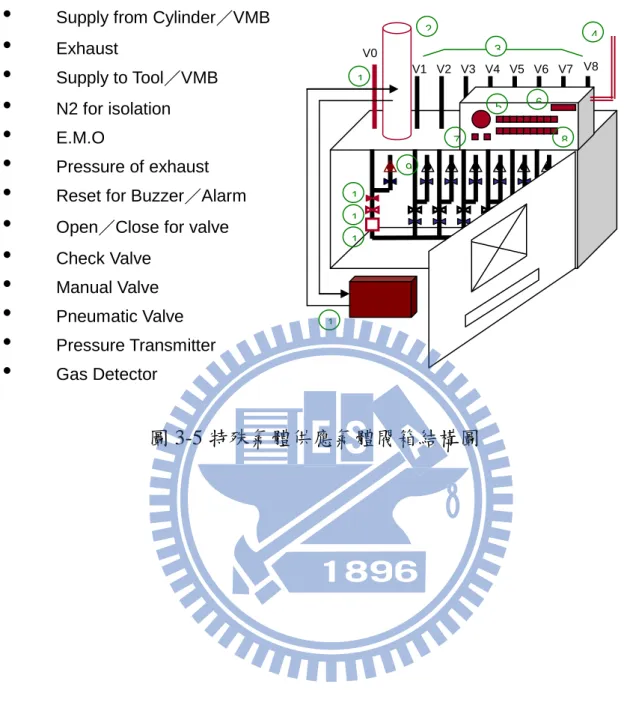
圖 3-5 特殊氣體供應氣體閥箱結構圖
氣體閥箱結構•
Supply from Cylinder/VMB•
Exhaust•
Supply to Tool/VMB•
N2 for isolation•
E.M.O•
Pressure of exhaust•
Reset for Buzzer/Alarm•
Open/Close for valve•
Check Valve•
Manual Valve•
Pneumatic Valve•
Pressure Transmitter•
Gas Detector V8 V1 V3 V4 V0 V6 V5 V2 V7 2 1 7 5 4 6 8 9 1 0 1 1 1 2 3 1 3圖 3-6 特殊氣體供應氣體閥箱實體照片
對氣瓶櫃設計的要求,需符合SEMI,NFPA,FM等各項標準, 且針
對不同的氣體特性概分為五種基本型式如下 :
Type I:專門使用於高壓燃燒性氣體(High-Pressure Flammable Gas),如SiH4、PH3、CH4、H2、AsH3。因其具有燃燒 性,所以會加裝相關的消防設備,如UV/IR火焰偵測器、 灑水頭、氣體洩漏偵測器等。而因其為高壓的壓縮氣體狀 態,可使用偵測供應壓力的方式計算鋼瓶剩餘的氣體量, 又因為安全考量,使用高壓保壓與過流量保護裝置以避免 危險。
Type II:使用於中壓液態燃燒性氣體(Mid-Pressure Liquid Flammable Gas),如NH3、C4F6、DCS。
本型式除消防設備需要安裝之外,並以電子重量磅秤來偵 測鋼瓶剩餘的氣體重量,若對供氣的流量有較大的需求 時,則需再考慮相關的加熱設備。
Type III:使用於低蒸氣壓氣體(Low Vapor Pressure Gas),如 BCl3、DCS、ClF3、WF6,除使用電子秤與加熱裝置 外,因屬非高壓的鋼瓶且供應流量小,不使用高壓測漏 與過流量保護裝置。
Type IV:使用於液態惰性氣體(Liquid Inert Gas),如C4F8、CHF3 、C2F6、N2O、SF6因屬惰性氣體,不需相關的安全設 計,但要使用電子秤檢知鋼瓶剩餘的氣體重量。
Type V:使用於惰性氣體(Inert Gas),如CF4、Ar、He因無安全考 量,比較簡單的設計。
表 3-1 氣瓶櫃供應特性分類表
資料來源:文獻[4]
CF4、Ar、He C4F8、CHF3、C2F6、N2O、 SF6 BCl3、DCS、ClF3、WF6 NH3、 HBr、 HCl 、Cl2 SiH4、B2H6、PH3、CH4、 H2、AsH3氣體種類
惰性氣體 Inert GasType V
液態惰性氣體 Liquid Inert GasType IV
低蒸氣壓氣體
Low Vapor Pressure Gas
Type III
中壓液態燃燒性氣體
Mid-Pressure Liquid Flammable Gas
Type II
高壓燃燒性氣體
High-Pressure Flammable Gas
Type I
氣體類別
型式
氣瓶櫃操作畫面
圖 3-7 特殊氣體供應氣瓶櫃操作畫面
氣瓶櫃P&ID
圖 3-8 特殊氣體供應氣瓶櫃
P&ID 圖鋼瓶更換程序 一、前置沖吹(Pre-purge): 主要為利用一般氮氣(GN2, General N2)的流動經過真空產生器造成管路內的負 壓,抽出氣瓶櫃盤面管內的特氣,再利用通入PN2稀釋管壁內殘存的微量特氣,反覆 執行此項沖吹與稀釋過程,並於過程中同時以負壓檢測真空產生器的功能,以保壓 測試管路是否洩漏。 二、更換鋼瓶: 通常由四個主要步驟來完成,Pre-purge ->更換鋼瓶 ->保壓洩漏測試 -> Post Purge -> Process Purge。更換新鋼瓶前須用無塵潔淨布徹底擦拭清潔Pigtail 與 鋼瓶接頭,再用適當扭力扳手啣接Pigtail與鋼瓶更換鋼瓶的時機為氣體殘餘量剩下 約10%時,但實際上仍需以各氣體過往的使用紀錄為依據進行判斷,才會得到較佳的 更換時間點。再者,到達氣體的使用年限亦需進行更換,通常約為一年,因部分的 製程氣體可能會對鋼瓶造成微量的腐蝕,污染氣源。
三、保壓洩漏測試(PHe/PN2 Leak Test):
依鋼瓶壓力設定大於至少1.3倍的保壓測試壓力,作4小時以上的保壓洩漏測試。 鋼瓶壓力小於5kg/cm2通入PN2保壓,其餘用AHe保壓,以確認鋼瓶接頭與管路的銜接 良好。 四、後置沖吹(Post Purge): 通以PN2進行保壓測試管路是否洩漏,確認鋼瓶接頭與管路的銜接良好,並進行 PN2的反覆沖吹,將更換鋼瓶時滲入的污染物去除。 五、上線沖吹(Process Purge): 主要目的是將清潔用的PN2清除,並送製程氣體上線;此過程則反覆利用製程氣 體的沖吹,將清潔用的PN2予以徹底的排除。
鋼瓶更換程序流程圖
圖 3-9 氣瓶櫃鋼瓶更換流程圖
更
更
換
換
鋼
鋼
瓶
瓶
流
流
程
程
圖
圖
鋼瓶更換流程圖 告知相關人員準備停止供氣 按下『Operation Screen』按鈕 按下『AutoPurge』按鈕 選擇更換盤面為左側或是右側 確認更換鋼瓶之新瓶與原先鋼 瓶為相同氣體 Prepurge PostPurge ProcessPurge 卸下舊鋼瓶,換上新鋼瓶 若所更換之鋼瓶為爆 炸性氣體,需事先通 知Scrubber負責人 此步驟需戴上手套。若所更 換之鋼瓶為危險性氣體,則 需事先戴上Air Mask 若所更換鋼瓶之氣體為SiH4或 是GeH4/He,則需於開始 Vent之前開啟CDA之手動閥 鋼瓶更換時機: 1. 殘餘量剩下約10% 時。 2. 到達氣體使用期限, 一般約為一年,因部分氣 體會對鋼瓶造成微量腐 蝕。圖 3-10 氣瓶櫃鋼瓶更換前置吹淨流程圖
P
P
r
r
e
e
-
-
P
P
u
u
r
r
g
g
e流
e
流
程
程
圖
圖
PrePurge流程圖 Vent用N2引入, 使真空產生器動作 將盤面管路抽真空,抽除 管路內殘餘特殊氣體 PrePurge完成,准許更換鋼瓶 執行40次Cycle Purge,確 保管路內無特氣殘留 測試Vacum Generator是否正常 負壓保壓測試管路有無洩漏 錯誤 正常 正常 錯誤圖 3-11 氣瓶櫃鋼瓶更換後置吹淨流程圖
P
P
o
o
s
s
t
t
P
P
u
u
r
r
g
g
e流
e
流
程
程
圖
圖
PostPurge流程圖 Purge用N2引入, 使管路形成正壓狀態 執行30次Cycle Purge,確保 管路內無特氣殘留 PostPurge完成 正壓保壓測試管路有無洩漏 高壓保壓測試管路有無洩漏 正常 錯誤 通入高壓N2 正常 錯誤圖 3-12 氣瓶櫃鋼瓶更換實氣吹淨流程圖
P
P
r
r
o
o
c
c
e
e
s
s
s
s
P
P
u
u
r
r
g
g
e
e
流
流
程
程
圖
圖
PostPurge流程圖 Purge用N2引入, 使管路形成正壓狀態 執行30次Cycle Purge,確保 管路內無特氣殘留 PostPurge完成 正壓保壓測試管路有無洩漏 高壓保壓測試管路有無洩漏 正常 錯誤 通入高壓N2 正常 錯誤3.3 液態黏滯腐蝕性氣體特性
3.3.1.在一定溫度下,當蒸氣壓力與液體達到平衡時,就可稱為此液體 的平衡蒸氣壓 3.3.2.液體蒸氣壓可由溫度決定,也就是說藉由溫度增加,可使液體蒸氣壓升高 3.3.3.液體蒸氣壓決定於液體分子間的吸引力強弱,當液體分子間極性越強或凡德瓦 爾力越強則其蒸氣壓越大例如:HBr約為22.5kg/cm2,CL2約為6.6kg/cm2,HCL約 為40.4kg/cm2, HF約為0kg/cm2 3.3.4.從前敘述可知,不同液體,蒸氣壓會不同,故有些低蒸氣壓氣體,有其先天條件限 制,自然蒸發量來不及補充給機台使用,故利用外在加熱系統,可藉由熱傳導,使 鋼瓶內液體溫度升高,促使分子間的吸引力(極性或凡德瓦爾力)降低,進而增加 氣體分子間動能,且蒸發速率也會增加 3.3.5.蒸氣壓方程式探討:克勞西斯-克萊貝隆方程式(Clausius- Clapeyron Equation)在狹窄的溫度範圍內,可將氣化焓(Hv)當作一常數,處於此條件下,液 體蒸氣壓力(P)及其溫度(T)有以下關係R,C皆為常數 則 logP= -Hv/2.303R*(273+T)+C 所以溫度(T) 升高,則液體蒸氣壓力(P) 增加 3.3.6.理論上如此,但若此鋼瓶未在加熱狀態時, 為達到平衡,會產生吸熱反 應,X(l)+H X(g) 鋼瓶瓶內液體溫度下降,若使用量瞬間提高,或長時間使 用,則會來不及供應;反之若增設外在加熱系統,好比給它做功, 補償吸熱反應 3.3.7供應腐蝕性物質的元件生命週期 現今氣體供應系統所面對的最大挑戰即為有效地控制腐蝕性氣體的輸送,特 別像矽晶圓製程中所使用一些用量極大的氣體(如氯化氫HCL)、具腐蝕性的成長 矽層來源及摻雜物質),極易造成系統元件的腐蝕或氣體洩漏而形成極大的危害, 以及對製程造成潛在性的影響:包含維修費用,因為當機造成的損失及安全性, 均使得適當管理腐蝕性氣體成為當前氣體供應商服務的重點。 使用一些抗腐蝕性強的物質如Hastelloy閥可使上述情況獲得改善;亦可使用大 型供給系統降低更換鋼瓶的頻率及曝露於大氣的機會,進而減少災害發生率, 但使用氣體在操作上仍需特別留意。另外市面上推出一些最新的抗腐蝕物質如 低錳含量的不鏽鋼金屬材料以及應用表面黏著技術處理後的零件。3.4.管材之種類及選擇:
半導體以及光電工業製程中,氣體供應系統必須以安定、連續的供給製程才能穩 定,因此氣體供應品質的優劣與供應設備及管材、管件的材質及品質,尤其是管內壁 粗糙度以及配管、焊接技術有相當的關係。
以溶解爐溶解技術方面區分為:
AOD →Argon Oxygen Decarburization VOD →Vacuum Oxygen Decarburization
VIM →Vacuum Induction Melting (真空電解溶化處理) VAR →Vacuum Arc Remelting (真空溶解處理)
表 3-2 管材處理等級
處理方式
粗糙度 µm
A. 把引管(素管)AP (未經處理)
R max
20 ~ 50
B. 化學處理管 CT (Chemical treatment)
10 ~ 20
C. 光輝燒鈍 BA (Bright Anneal Treatment)
3 ~ 8
D. 化學研磨處理 CP (Chemical Polish)
0.5 ~ 1
E. 電解研磨處理 EP (Electro Polish)
0.3 ~ 0.8
(材質有 SUS304、SUS316、SUS316L)
※表面粗糙度 Rmax (美國使用 Ra 方式)
資料來源:(JIS –0601 規範)
3.4.1.不銹鋼管說明[11]:
不銹鋼管(Stainless Steel Pipe),主要成份為鉻和鎳,市面上常買到的有 SUS304 , SUS 304 L , SUS316 , SUS316L ,化工廠、半導體廠常用來輸送化學藥 品、氣體輸送、真空等工程,是目前一般金屬管線中最廣用的防腐蝕材料。 304 及 316 分別代表含鉻、鎳的多寡。不銹鋼管在 8800 C 溶解後附著在管內表面 多少而定。一般而言 304 較少。 316 較多。 3.4.2.合金鋼管說明[12]: 碳鋼內若加入矽(Si),鉻(Cr),鎳(Ni),鉬(Mo),鋁(Ai),等元素,再經過熱處理, 可使其機械性質,物理性質顯著的改善。合金鋼管又分為添加元素量比較少的低 合金鋼管及添加合金量較多的合金鋼管兩種。配管用低合金鋼管主要為 Cr-Mo 鋼 管,合金鋼管主要為「沃斯田鐵系不銹鋼管( 18Cr - 8Ni )。加入 Cr 除了增加高 溫強度外,若添加增加可使耐氧化行及耐腐蝕性增高。相反的會使其加工性及溶 接性變差。加入少量之 Mo 時( 1 % 以下),可增加其高溫時之強度,卻不改變其 加工性及其溶接性。再 Cr-Mo 鋼中 2.25% Cr ~ 1% Mo 鋼最高使用溫度約為 6500 C,為具有很高高溫度潛變強度之材料。沃斯田鐵系不銹鋼管主要成份為 18% Cr ~ 8 % Ni 之合金鋼管,高溫強度甚佳,耐氧化及耐腐性亦非常好。但熱膨脹量很大, 熱傳導率很差。沃斯田鐵鋼管之主要用途為在 600~7000 C 下使用之高低溫配管, 亦用於低溫配管及特別要求耐腐蝕性之配管。
表 3-3 管材合金成份表
第四章 製程廢氣處理系統
4.1 管路附著去除方式
因應製程廢氣於管路內部造成粉塵凝結現象,為防止管路塞管造成 Pump 背壓過大跳機, 或粉塵灌入 Chamber 腔體,並影響到正在 RUN 貨的機台,輸送廢氣或特氣管路應有適當的防 治塞管措施,大致分類可應用: 4.1.1、管路外部包覆加熱帶(Heating Jacket),提高管壁溫度。 管路包覆加熱帶(Heating Jacket),一般來說是最符合經濟效益,其耗電量計算約為總啟動 電流時的 25%,例如室溫開啟電熱啟動電流為 50A,當十五分鐘後達工作溫度時(120℃),間 歇性的送電使耗電狀況降低至約 12.5A,一般可延長 PM 清管的時間約三倍,且管理容易。不 過如果遇到設備管路複雜度高時,那就有一些不方便,例如不容易包覆完整(全)、熱損失過 大、不易拆裝、溫度不易控制正確等等缺點。 4.1.2、管路內部施以高溫 N2 氣體,提高氣流溫度。 管路內部施以高溫 N2 氣體,一般使用熱風槍原理,將 N2 氣體或其他惰性氣體流經一高溫加 熱器周邊,以熱交換方式帶走加熱器上的熱能,進入主廢氣管路內部,能瞬間提升流經管路 內部的氣體溫度,一般以 25L/min 250℃的熱 N2 氣體注入至 3 吋管內 160L/min 100℃的製程 廢氣中,管內氣體溫度將於 1.5M 後降溫至 75℃左右,加以保溫夾克隔離,可提升溫度至 105℃ 左右,一般應用在複雜管路或無法包覆完全的設備上,是非常好的防塞方式,但是唯一的缺 點就是查本身所需的功率較大以外,須另外負擔大量的氣體費用,另外則是因高溫所產生問 題,通常都是簡易的包覆隔熱夾克,如果不小心碰觸將完全傷害到工作人員。4.1.3、Chamber 出口端安裝 Cool Trap 先抓取大量粉塵。
安裝 Cool Trap 是最為節省費用的方式,利用一密閉容器於內部置一循環冰水管接觸片狀或 網狀物,因廢氣冷凝效應會有粉層吸附於片狀或網狀物上,只要定期更換或清洗,即可降低 粉層塞管的現象。但是壽命長的 Cool Trap 造價很高,通常以進口的產品居多,因更換頻率 高須機台配合停機,如此反而容易降低產能,另外拆裝時粉塵量大,也易汙染到 FAB 本身的 環境,粉塵多為未經 SCRUBBER 處理的有毒生成物,接觸頻率越高對人體的傷害越大,因此應 用的普遍性及經濟效應反而劣於其他方式。 4.1.4、定時定量注入特殊腐蝕氣體或高活性氣體,清潔管路內壁。 目前最新式的管路防塞機制,在國外進入測試階段,於 Chamber RUN 的空檔施以特殊的腐蝕 性氣體或高活性氣體,可將管路或 Chamber 腔體內的粉塵帶走,甚至形成另外的生成物直接 進入 SCRUBBER 處理,不但節省 PM 所消耗的人力及耗材,也延長因需要 PM 停機的周期。
4.2
Pumping Line System
Pumping Line 配置流程 TYPE 1 (3F)機台→(1F)PUMP圖 4-1 Pump Line 配置流程圖(1)
TYPE 2 (3F)機台→(2F)PUMP
圖 4-2 Pump Line 配置流程圖(2)
TYPE 3 (3F)機台→(2F)PUMP→(1F)SCRUBBER
圖 4-3 Pump Line 配置流程圖(3)
TYPE 4 (1F)PUMP→(1F)SCRUBBER
圖 4-4 Pump Line 配置流程圖(4)
TYPE 5 (3F)機台→(3F)PUMP
圖 4-5 Pump Line 配置流程圖(5)
PIPE RACK 之圖示
圖 4-6 Pump Line 配置流程圖(6)
圖 4-7 Pump Line 現場配置實體照片
表 4-1 材料規格表
材料規格說明
ITEM MATERIAL DESCRIPTION MANUFACTURE REMARK
1 PIPE無縫不銹鋼管 材質SUS 304 KOBE或同級品 出廠證明
管口直徑 TUBING SIZE 5S 測試報告 進口證明 2 CLAMP 材質 ALUM or A: 鋁合金熱處理,表面陽極處理 CLAMP CHAIN B: 硬度為75-80,具韌度 3 CENTERING 材質SUS304 實心材料 3" 以上需外加鋁框 4 全氟型材質 O-RING 材質 VITON耐酸鹼,並可耐 250∘C 以上之高溫 O-RING (含氟量73%以上) DTA**/DSA**/DIA**/DCA**/DWT**DA M**/DGA**/DPA**機台PUMP側到 Scrubber處採用全氟型材質 旭福或同級品 出廠證明 進口證明 材質證明 5 BLANK 材質SUS304 實心棒材車製 5S 規格 6 FLANGES 材質SUS304 板材車製 符合 5S 規格 A: 4" (含)以下為 KF或 ISO系列 B: 6" (含)以上為 ISO系列板材 7 ELBOW 材質SUS304 1.5 R,電解需符合 5S TUBE 管之真圓度 真圓度 :正負0.2 m/m,電解管加工製 作
8 REDUCER 材質SUS304 Tube一體成型 NIPPON STEEL 或同級品
ITEM MATERIAL DESCRIPTION MANUFACTURE REMARK 9 BELLOW 5S規格:T 2.1m/m材質SUS316L or TEFLON 洩漏率1.0x10-9 Torr.L/Sec以下 ORK或同級品 出廠證明 測試報告 4" (含)以下為 NW或 ISO系列 進口證明 6" (含)以上為ISO系列 10 護套 以PU材質製作 硬度為80度,厚度大於20mm 11 TEST PORT NW-25 FLANGE X1
NW-25 CENTERING X1 NW-25 BLANK X1 12 SUPPORT A: SUS304電解加工 B: #40 單槽 #20雙槽,T=2.0mm C: 白鐵電解腳座,材質為SUS304,塑 膠護套,腳座墊屬為鐵弗龍或橡膠材質 13 管束(白鐵P型夾加 A: 固定真空管,防止滑落 絕緣護套 B: 防止酸鹼腐蝕及防止靜電產生 14 PUMP 腳墊 以 NSR 包覆SUS304板材 15 1/4" VCR接頭 材質SUS316
16 1/4" BELLOW 材質SUS316L-EP OHNO或同級品 出廠證明
VALVE
測試報告進口證明
17 ANGLE VALVE 材質SUS304 HVA或同級品 出廠證明
進口證明 測試報告 18 GATE VALVE (Manual) 材質SUS304 NOR-CAL 或同級品 出廠證明 進口證明 測試報告 19 BALL VALVE SUS316
第五章 問題分析與效益評估
5.1 Pump Line System
5.1.1 問題說明:因製程世代交替 run Metal Etch ,而使用大量的 CL2 氣體,而原廠蝕刻設備的 前段 pump line 管徑為 50mm,而廠務端後段為 pump line 100mm 管徑,因管徑從小 管變大管,在抽氣壓力不變的情況下,氣體流速會變慢,同時管內 byproduct 溫度 也會下降(chamber 內溫度約為 85o C),進而造成黏滯性氣膠堆積而產生 pumping line 管路內嚴重的阻塞。 而 Pumping line 管線阻塞容易發生下列危害情形 1.易造成 Dry pump 損壞。 2.人員爬至高架地板下拆裝管線有安全之虞。 3.增加 PM & Troubleshooting 時間,影響產能。
統計 2009/03~2010/07 17 個月共計發生 pumping line pressure 相關 issue 共 計 26 次 扣除因 Gauge, dry pump or 其它因素誤判次數 8 次;實際塞管次數為 18 次(佔 69.2%) 18 次 Total down time 88.4hrs.平均每月 down time 88.4/17 月=5.2 hrs.此塞管情形造成報廢 wafer 5 pics。
機台的真空 pump 抽氣工作壓力正常為:200 x 10-3
Torr,但是當 Gauge 顯示壓 力大於或等於 350 x 10-3
Torr 以上時判定為:機台 pumping line pressure error abort(因管路阻塞或 pump/scrubber 異常時,管內壓力將會上升)。 上述情況若採用直接換管方式改善,其換置成本(包含材料、人工、管銷)費用 等約為 150,000.0 NT / one line 尚在可接受範圍,但施工時程(包含拆除、安裝、 測試)約需五個工作天須停機改管,如此影響產能損失甚鉅約為 15,000.0 片產能, 營收淨利損失約為 2 億 5 千萬左右,在量產的半導體廠此方式絕對無法執行,故需 另外尋找其他改善方法。
圖 5-1 Pump Line 管線堵塞位置
E/Q:EXX01~04,06~09,EXX51~57 共計 15 台(30ea chamber) Data Period:2010/01~2011/05 (塞管統計)
Pumping line 阻塞表 & photo
表 5-1
Pumping line 阻塞統計表E/Q
Pumping line 阻塞
其它原因造成 ex.Dry
pump,Gauge
次數
EXX01A
1
1
EXX03A
1
1
EXX07A
3
3
EXX07B
1
1
EXX51A
1
1
EXX51B
3
3
EXX52A
3
1
4
EXX52B
1
1
EXX53B
1
1
EXX54A
1
1
EXX54B
1
1
EXX55A
1
1
2
EXX55B
1
1
EXX56A
1
1
EXX57A
1
1
EXX57B
3
3
總計
18
8
26
Period : 2009/01~2010/05
PS.三月份統計時 , EXX07AB 共發生 4 次阻塞 , 故以此
E/Q 評估.(EXX57AB 有兩筆是 2010/04 才發生)
69.2%
圖 5-2
Pumping line 阻塞實體照片Ps. 1.pumping line阻塞佔65.4%
2.塞管頻率2~3個月不等.
E/Q history
5.1.2 改善方法:安裝 Heater 實驗
1.蝕刻機台 EXX07AB 使用 Pump line 管路加熱(機台至 pump 間), 全年使用加熱。
2.設定溫度為 120o
C。
3.檢視每季 EXX07 Pump line 內部結晶狀況,採用目視測量並 拍照記錄存證。記錄一年期間使用情形,以做實驗依據。
4.EXX07AB 於 2010/03/04 安裝 pumping line heater ,目前上機情況正常. 施作經費:扣除 Free demo 1 套,共計施做 14 套;NT111,650/1 套,所 需經費 共 1,563,100 元。
5.1.3 加熱帶安全機制測試
Heater 安全機制 測試項目:
一、五點均溫測試 > OK.(但現行 E/Q 上只設定一溫控 sensor,設於彎 管處) 。
二、過溫開關測試 > 180 度即會自動跳脫。
三、溫度保險絲測試 > 260 度即會自動燒毀。
圖 5-3 加熱片溫度測試點設置
實體照片
圖 5-4 加熱溫度測試控制箱體設置
實體照片
表 5-3
加熱測試記錄表控制器規格說明
尺寸:50H*52W*73Lmm 機殼:耐衝擊防火級 PC 輸入電源:24Vdc 負載輸入電壓:0~240Vac(Vdc) 負載承受電流:15A (瞬間 35A) 通信模式:RS- 485 (1~255 站) 感溫模式:RTD(pt100Ω)、K-Type(訂製) 過載電流顯示:小數點一位 溫度警報:高低溫斷電輸出、燈號顯示 顯示器:四位數單顯螢幕 負載送電模式:PID 溫度演算、燈號顯示 符合 CE 及 FCC 安全規範 現行 EXX07AB 控制器設定 1.溫度設定 120 度.上限 alarm 設定 150 度 2.電流安全上限為 3.5A 3.外部溫度量測點共分為六段.(A~F) 4.採串聯方式聯接,其它一段 Broken,整段 heater 即無法加熱 人員可從控制器得知是否異常.
圖 5-6 加熱控制器
設置位置
A
B
C
D
E
F
溫控開關置於E/Q CCM 旁方便監控溫度2010/03/04 EXX07A 安裝 heater
圖 5-7 加熱片安全防護實體照片
Ps.因部份E/Q Pumping line管線配置與PCW or
Gas line過近,已要求廠商,若安裝時遇此情
況需無條件協助加裝”隔熱矽膠(綿)”.
表 5-4
加熱片安全防護溫度巡檢表EXX07A 安裝 heater PM 拆下 check status. Jun-10 Sep-10 Dec-10 Mar-11
圖 5-8 加熱效益實體照片(1)
EXX07B PM 拆下 check status. Jun-10 Sep-10 Dec-10 Mar-11
圖 5-9 加熱效益實體照片(2)
5.1.4 成果與效益評估 1.延長 Dry pump 使用壽命. 2.減少人員拆裝管線頻率,降低危害風險. 3.減少 PM & Troubleshooting 時間,增加產能. 4.減少 Wafer 報廢機率,降低成本支出 Pump Line 加熱前: 每年 clean 時數為:4 次/年 * 4 小時 * 30 chambers = 480 小時。 每年晶片報廢成本為:5 片/17 月* 80000 元/片* 12 月=282,353.0 元。 Pump Line 加熱後: 每年 clean 時數為:1 次/年 * 4 小時 * 30 chambers = 120 小時。 鋼瓶報廢成本為: 0 片 * 80000 元/支 = 0.0 元。 每年增加產能為:(480 小時 – 120 小時) + (5.2 小時 * 12 月) = 422.4 小時。 每年增加產值為:422.4 小時 / 1.7 小時 * 25 片 = 6210 片 * 2500 元 = 15,525,000.0 元/年。 Pump Line 加熱裝設成本: 扣除 Free demo 1 套,共計施做 14 套;NT111,650/1 套,所需經費 共 1,563,100 元。 Pump Line 加熱耗電成本: 加熱消耗電流:2.5A(安培數)。電費:1KWH = 2.67 元。 加熱消耗功率:220V * 2.5A * 3 = 952.628 W(瓦)H(小時) = 0.952628 K(千)WH。 每台每天加熱電費成本為:2.76 元 * 0.952628KWH * 24 小時 = 61.044399 元/D(天)。 每年加熱電費耗費成本為:61.044399 元/D * 15 台 * 365 天 = 334,218.0 元/年。
FAB Dry Coil 增加耗能為: 220V * 2.5A * 15 台 * 860 = 7138 Kcal/h
7138/3024=2.4RT,2.4*0.7=1.68 KWH,1.68*2.67*24*360 = 39,294.0 元
節省成本效益:第一年(282353+15525000)–1563100–334218–39294 = 13,870,741.0 元。
表 5-5 管線加熱效益統計表
年份 2009 2010 2011 PM 時數 480 260 120 Hrs
圖 5-10 加熱效益近三年 PM 總時數統計
年份 2009 2010 2011 增加產能 0 3105 6210 Pics
圖 5-11 加熱效益近三年產能年增統計
年份 2009 2010 2011 報廢成本 282348 141174 0 $NT




![表 3-1 氣瓶櫃供應特性分類表 資料來源:文獻[4] CF 4 、Ar、He C4F8、CHF3 、C 2 F 6 、N 2 O、SF6 BCl3、DCS、ClF3、WF6 NH3、 HBr、 HCl 、Cl2 SiH4、B2H6、PH3、CH4、H2、AsH3 氣體種類 惰性氣體 Inert Gas Type V 液態惰性氣體 Liquid Inert Gas](https://thumb-ap.123doks.com/thumbv2/9libinfo/8261012.172171/38.892.84.739.120.860/資料來源文獻CFArHeCFNOSFBClNHHBrHClCl2氣體惰性氣體液態惰性氣體.webp)