Chapter 1
Introduction of Reactive Polymer Blending
1.1Background
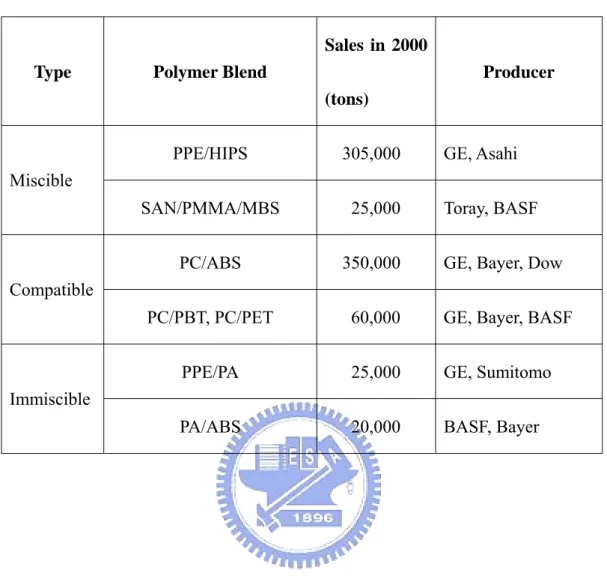
During the last fifty years blending of dissimilar polymers has been a major path to obtain tailored materials with new properties [1-4]. Especially in the plastics industry, the blending technology has gained a broad acceptance as a tool for the development of new materials (Table 1-1). The demand arises from the difficulty to create a new polymer to fulfill all the new emerging applications requirements in a very short time with a reasonable cost. For example, in the automotive and electrical industry, not only mechanical properties (stiffness, strength and toughness) are important, but also the thermal behaviors (continuous use temperature, heat distortion temperature), processing properties (melt flow, melt stability), electrical properties, chemical resistance, and flame resistance have to be considered. On the other hand, developing a new polymer blends, in which the blends components can be chosen from a wide variety of commercially available is a relatively economy and efficient route.
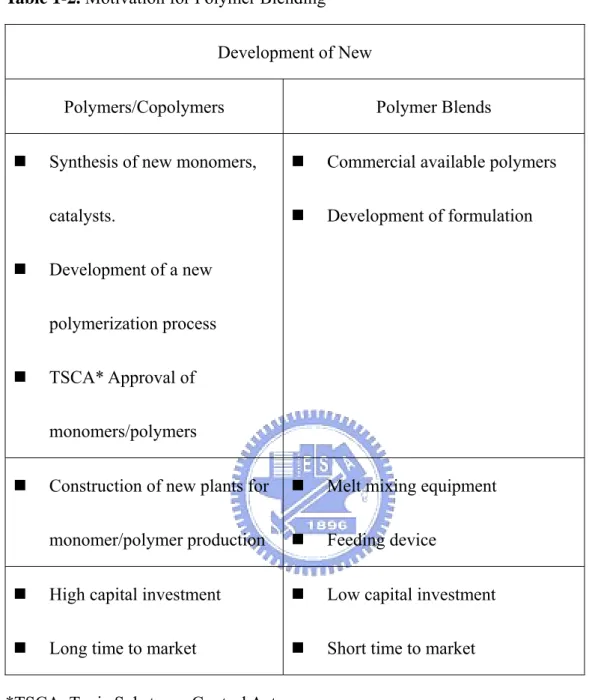
Table 1-2 lists the reasons why polymer blends are attractive to the plastics industry from the economic point of view. Extensive know how related to the
selection of components, melt mixing, compatibilization and structure – property relationships in the area of polymer blends has been accomplished during the last thirty years, which allows the development of new materials in a short time. Since the development of polymer blends usually starts from commercial available polymers, new materials with desired properties can be obtained with comparatively low investment for product development. Moreover, with existing production line, usually the twin screw extruder and the feeding device, flexible production at a competitive cost level is already possible for smaller quantities demand.
1.2 Classification of polymer blends
There are two major classes of polymer blends: miscible and immiscible polymer blends, which can be distinguished by their phase behavior [5,6]. In miscible blends, the chain segments of the different polymers are miscible on a molecular level. These blends show only one single glass transition temperature, which is dependent from the composition of the blends. The overall properties of miscible blends can often be predicted from the composition weighed average of the properties of the individual components. Poly(phenylene ether) (PPE)/Polystyrene(PS) blends are considered to be the most important example of miscible blends. By changing the ratio of PPE and PS, an infinite number of materials with different properties could be produced.
Due to the low contribution of the mixing entropy to the free energy of mixing, the largest group of polymer blends is immiscible polymer blends. Immiscible polymer blends show a completely phase separated structure, exhibiting the glass transition temperatures of each blend component. Usually immiscible blends have poor physical properties compared to their base components because of the large interfacial tension and weak interfacial adhesion. However, it does not mean that immiscible blends are useless and the only solution is to search for the miscible blends. In fact immiscible polymer blends constitute the majority of the commercial polymer blends because immiscibility allows one to preserve the good features of
each of the base polymer components. The challenge is to develop process or techniques that allow control of both the morphology and interfaces of phase separated blends. Compatibilization of immiscible blends, a technique that modifies and controls the morphology and interfaces of immiscible blends, has thus become an important topic to obtain useful polymer blends with desired and tailored properties.
1.3 Compatibilization of immiscible polymer blends
1.3.1 Problems encountered in immiscible blends
Before entering the topic of compatibilization strategies, the following inherent problems of immiscible blends need to be considered:
A. Weak interfacial adhesion between two polymer phases
For most polymer pairs, the Flory parameter, χ, is large (χ = 0.05 to 0.5) and the interfacial width is narrow (1 to 5 nm) [7-10]. This latter corresponds only to a fraction of the radius of gyration of a typical Gaussian polymer chain (10 to 50nm). It means that there is little penetration of polymer chains from one phase into the other and vice versa. Consequently only few entanglements are formed across the interfaces. Failure of the interface between the two glassy polymers in such cases thus requires only the breaking of weak Van der Waals bonds, as in the fracture of low molecular weight polymer. The fracture energy or fracture toughness of such interfaces in immiscible polymer pairs is approximately 0.1Jm-2, much weaker than the fracture
toughness of some “brittle” commercial homopolymers such as PS and PMMA, whose fracture toughness are about 500 Jm-2 [11]. This implies that the interfaces in
immiscible polymer blends are weak, and when being subjected to external stress, the interfaces will most likely fail before the base polymer components.
An immiscible polymer blend is thermodynamically instable. The state of dispersion of one phase in another is governed by both thermodynamics (interfacial tension) and mechanical mixing. It is a result of the competition between the interfacial energy of the system, which encourages maximum separation of the two components, and the external mechanical mixing imposed on it, which deforms and break up the dispersed domains. When external mechanical mixing stops, the interfacial tension dominates the morphology evolvement. Coalescence of each phase will proceed to minimize the total interfacial areas, and thus the total interfacial energy of the system. In practice, the major problem caused by the instability of such phase separated polymer blends is that its morphology evolves when the conditions which it is subjected varies. For example, the morphology of an immiscible polymer blend obtained from an extruder may be different from which later being injection molded.
1.3.2 Compatibilization strategies
Strategies developed for compatibilizing immiscible polymer blends are largely inspired from colloidal sciences and technologies. For example, adding a surfactant or emulsifier possessing both hydrophobic and hydrophilic entities to a water-oil system helps the dispersion of one phase in the other and improves the stability of the system.
Addition of a suitable block or graft copolymers to an immiscible polymer blend plays virtually the roles as the surfactant or emulsifier in the water-oil system.
In general, there are three major approaches to compatibilize immiscible polymer blends [12], which are by the introduction of (1) non reactive block or graft copolymers, (2) specific interactions, (3) reactive polymers
1.3.2.1 Addition of block and graft copolymers
This is the classic method to compatibilize immiscible polymer blends. A well selected block or graft copolymer bearing two distinct segments, is introduced to a immiscible polymer blend. The block or graft copolymer will preferentially locate at the interface, with each segment penetrates to the phase that is identical, or miscible, or compatible with it. As a result, the interfacial tension will be reduced, the interfacial adhesion will be enhanced, dispersion of the dispersed phase in the matrix is promoted, and the morphology of the blends can be stabilized. This approach has been proven to be very effective. In addition, the influences of the copolymer molecular architecture on the effectiveness of compatibilization has been well studied [13-15]. However, a major limitation of this method is since a specific block or graft copolymer is needed to achieve compatibilization, a particular synthetic process and facility is required, which is usually costly and not timely efficient. Moreover, for
some immiscible polymer pairs, the synthetic methods for preparing the
corresponding block or graft copolymers may be currently unavailable.
1.3.2.2 Utilization of specific interactions
For high molecular weight polymers, the entropy of mixing is too small and is negligible, and the miscibility of the polymer blends is controlled primarily the heat of the mixing term. The chemical natures of the specific interactions between polymer molecules that control the miscibility have been extensively studied by Coleman et al [16].
Hydrogen bonding, ion-dipole, dipole-dipole, donor- acceptor, and π-electron interactions are useful for enhancing the compatibility of polymer blends [17-21]. Typical examples include hydrogen bonding interactions in the blends of poly(ethylene-co-vinyl acetate-co-carbomonoxide), Poly(alkylene oxide), polyacrylate, poly(vinyl acetate), or polyesters with PVC, poly(alkylene oxide) with poly(acrylic acid); ion-dipole interactions in PS ionomer/poly(alkylene oxide); dipole-dipole interactions in the blends of poly(vinyl acetate) or polyacrylate with poly(vinylidene fluoride). However, generally the specific interactions are weak and high concentrations, e.g., one interacting group per repeating unit, are usually required for effective compatibilization. In other words, addition of large quantities of
polymers is needed to achieve compatibilization in immiscible polymer blends, which is uneconomical and may change the properties of the desired phase constituents.
1.3.2.3 Reactive compatibilization
In reactive compatibilization, the block or graft copolymers acting as compatibilizer for polymer blends can be formed in situ during the melt blending process of suitably functionalized polymers. Conceptually, there are three major types of reactive compatibilization, as described below.
Type 1
Polymer A bears potentially reactive groups and the other polymer B is chemically inert with respect to them. In such cases, reactive compatibilization requires that the non reactive polymer B being functionlized that is able to reactive with polymer A. A typical example is the highly immiscible Polypropylene (PP) and Polyamide 6 (PA6) blend. PP is functionalized with maleic anhydride, which readily reacts with the terminal amine group of the PA6, leading to an in situ formed copolymer. An alternative is to introduce a reactive polymer C that is miscible with the non reactive polymer B and able to react with Polymer A. Introducing styrene maleic anhydride copolymer (SMA) into the PPE/Polyamide blend is a good example, in which SMA is miscible with PPE and the maleic anhydride can readily react with the amino end
group of polyamide.
Type II
Neither of the two base polymers A and polymer B contains appropriate reactive functional groups. Most hydrocarbon polymers, such as polyethylene, polyprolylene, polystyrene and copolymers thereof fall in this category. Different methods can be applied to compatibilize such immiscible polymer blends. The first one is to add two reactive polymer C and polymer D, which are mutually reactive and are miscible with polymer A and polymer B, respectively. The second one is to functionalize polymer A and polymer B with different functional groups, which are mutually reactive.
Type III
Both Polymer A and polymer B contain functional groups. For example, most polymers made of condensation polymerization like polyamide and polyesters inherently bear functional group. The simplest case is that the functional groups of polymer A and polymer B are mutually reactive. On the contrary, when the functional groups of polymer A and polymer B are not mutually reactive, compatibilization can be carried out by addition of low molecular weight multifunctional reactive compounds, which are able to react simultaneously with functional groups of both polymers. Reports on compatibilization by addition of low molecular weight coupling agents have increased greatly in the past years. Recent examples of interest in this
category include the compatibilization of PPS/PET [22], PA/PPE [23], PA/PPE [24] blends by bis(2-oxazolones); PBT/PA66 [25,26], PA6/PPE [27,28], PET/LCP [29], PET/PA6 [30] and PET/PPE [31] blends by multifunctional epoxy monomers.
1.4 Reactive blending by extruder
Various types of mechanical mixing equipment can be used to carry out reactive polymer blending. In practice, twin screw extruders are the preferred devices industrially for the mass production of reactive compatibilized polymer blends. It offers several advantages in reactive blending such as;
Continuous process for solid pellets, powder and liquid-form raw materials Excellent distributive and dispersive mixing for high viscous fluids
Easy control of polymer temperature, pressure and residence time No solvent requirement due to melt-phase process
No special pre-processing requirement such as grafting reaction to provide functional groups in a raw material polymer
Consecutive process from chemical reactions, mixing, devolatilization to palletizing and in some cases, shaping
Many kinds of diversified polymer blends can be manufactured with a single line Since reactive compatibeilization involves complex chemical reaction at the interface to generate copolymers, the twin screw extruder must be well configured and designed to provide the necessary reaction temperature, residence time, intensity of mixing and devolatilization to remove by-products, air, moisture and residual reactants. The morphology evolvement of the polymer blends is also strongly depends
on the screw elements configuration, which effect the extent of shear force exerted, mixing efficiency and residence time distribution. Therefore, in addition to the selection of suitable reactive compatilization strategies, the processing equipment also plays an important role to deliver satisfactory reactive polymer blends [4,32].
1.5 Research motivation
A typical problem encountered in formulating polymer blends and alloys is that most commercial polymers are immiscible, and do not contain suitable functional groups for reactive compatibilization. Instead of using the conventional chemically incorporated functional groups onto polymer backbones, the physical functionalization of polymers has been employed in this research. In chapter 2, PP and PS were physically functionalized with the help of PP-g-MA and SMA copolymers, respectively. In addition, a coupler able to react with both the maleic anhydride of PP-g-MA and SMA was added into the PP/PS blend. The reactive compatilization of PP/PS was therefore possible with the above combination and could be carried out in a one step extrusion process. In chapter 3, the reactive compatibilization of Nylon/PPE blend has been studied, with the addition of a recently launched low molecular weight PPE, which possess 5 times higher phenolic OH contents than traditional high molecular weight PPEs. The low molecular weight PPE offers more reaction site and lower viscosity for reactive blending. The effect of the addition of the low molecular weight PPE on the blend morphology and mechanical properties will be examined. In chapter 4, the PP/mPPO blend, which is very similar to the PP/PS blend, has been discussed. PP contains no functional groups and mPPO has very limited functionality. Both of them can be physically functionalized by addition
of PP-g-MA and low molecular weight PPE, respectively. Two types of multifunctional epoxy couplers were used and the effect of compatibilization on the blend modulus temperature relationship, morphology and mechanical properties will be presented.
Reference
1. L. A Utracki., “Commercial Polymer Blends”, Chapman and Hall, London 1998
2. D. R. Paul and C. B. Bucknall, “Polymer Blends”, John Wiley & Sons, New
York, 2000.
3. P. S. Hope and M. J. Folkes, “Polymer Blends and Alloys” Chapman and Hall, London 1993.
4. S. B. Brown, in “Reactive Extrusion”, M. Xanthos Ed., Hnaser Publisher, New Yotk, Ch 4 (1992).
5. D.W. Fox and R. B. Allen, “Compatibility”, in Encycl. Polym. Sci. Eng., 3, 758 (1985).
6. Olabisi, “Polymer-Polymer miscibility”, Academic Press, New York (1979). 7. D. F. Siqueira, D. W. Schubert, V. Erb, M. Stamm and J. P. Amato, Colloid.
Polym. Sci., 273, 1041 (1995).
8. Stamm M. and Schubert D. W., Annual Rev. Mater. Sci., 25, 325 (1995). 9. Paul D. R., Macromol. Symp., 78, 83 (1994).
10. E. Helfand., S. M. Bhattacharjee and G. H. Fredrickson, J. Chem. Phys., 91, 7200 (1989).
11. E. J. Kramer, L. J. Norton, C. J. Dai, Y. Sha and C. Y. Hui, Faraday Discuss, 98, 31, (1994).
12. W.E. Baker, C. E. Scott and G. H. Hu, “Reactive Polymer Blending”, Hanser, Munich, 2001.
13. R. Fayt, R. Jerome and Ph. Teyssie, J. Polym. Sci., Polym. Lett. Ed., 19, 79, (1981).
14. R. Fayt, R. Jerome and Ph. Teyssie, 30, 937 (1990).
15. R. Fayt, and Ph. Teyssie, Macromolecules, 19, 2077 (1986).
16. M. M. Coleman, J. F. Graf and P. C. Painter,”Specific Iinteractions and the Miscibility of Polymer Blends”, Technomic Publishing, Lancaster, PA, 1991. 17. C. M. Roland, Chemtracts: Macromol. Chem., 1, 335 (1990)
18. J. M. Cowie., In “Encyl. Polym. Sci. Eng”, 445, 1989. 19. D. J. Walsh, S. Rostami, Adv. Polym. Sci., 70, 119 (1985)
20. F. Cangelosi, M. T. Shaw, Polym. Plast. Tech. Eng., 21, 13 (1983)
21. D. R. Paul and J. W. Barlow, J. Macromol. Sci. Rev. Macromol. Chem., 109, 18 (1980).
22. Eur. Patent 384190, 1990 23. Japan Patent 01289560, 1989 24. Japan Patent 0106054, 1989
25. C. C. Huang and F. C. Chang, Polymer, 38, 4287 (1997). 26. C. C. Huang and F. C. Chang, Polymer, 38, 2135 (1997).
27. C. R. Chiang and F. C. Chang, J. Polym. Sci., Part B: Polym. Phys., 36, 1805 (1998).
28. C. R. Chiang., C. R. Tseng and F. C. Chang, J. Polym. Res., 4, 91 (1997). 29. H. C. Chin, K. C. Chiou and F. C. Chang, J. Appl. Polym. Sci., 60, 2503 (1996). 30. H. C. Chin and F. C. Chang, 38, 2947 (1997).
31. Y. Huang, Y. Liu and C. J. Zhao, J. Appl. Polym. Sci., 69, 1505 (1998).
32. D. W. Lo, C. R. Chiang and F. C. Chang, J. Appl. Polym. Sci., 65, 739 (1997). 33. David Todd, “Plastics Compounding”, Hnaser Publishers, Munich, 1998.
Table 1-1. Sales Volume and Producers of Important Polymer Blends
Type Polymer Blend
Sales in 2000
(tons)
Producer
PPE/HIPS 305,000 GE, Asahi Miscible
SAN/PMMA/MBS 25,000 Toray, BASF PC/ABS 350,000 GE, Bayer, Dow Compatible
PC/PBT, PC/PET 60,000 GE, Bayer, BASF
PPE/PA 25,000 GE, Sumitomo Immiscible
Table 1-2. Motivation for Polymer Blending
Development of New
Polymers/Copolymers Polymer Blends Synthesis of new monomers,
catalysts.
Development of a new polymerization process TSCA* Approval of
monomers/polymers
Commercial available polymers Development of formulation
Construction of new plants for monomer/polymer production
Melt mixing equipment Feeding device
High capital investment Long time to market
Low capital investment Short time to market *TSCA: Toxic Substance Control Act