模擬退火法於考量整備與拆卸時間之具非等
效平行機台多階段流程型排程問題研究
An Approach of Simulated Annealing in Multistage Flow Shop
Scheduling with Unrelated Parallel Machines
葉玉玲
1Yukling Yip駱景堯
2 Chinyao Low洪正鴻
2 Cheng Horn Horng大葉大學電算中心 大葉大學工業工程與科技管理學系
1
Computer Center, Da-Yeh University and
2Department of Industrial Engineering and
Technology Management, Da-Yeh University
(Received October 13, 2003; Final Version November 28, 2004)
摘要:本研究針對具非等效平行機台之多階段流程型的工廠排程問題,加入獨立且可分割整備 時間及相依拆卸時間作為考量的因素;在總流程時間最小化之目標下,將工件安排至各階段的平 行機台上加工,並決定其工件之加工順序。研究首先以0-1整數規劃建構出探討問題之最佳解模 式,但有鑒於數學模式求解耗時且僅適用於小規模問題之求解,故針對較大規模問題,發展出一 以模擬退火法為基礎之啟發式演算法,用以求解於中、大規模問題,以期可以在容許時間下搜尋 到最佳解或一近似最佳解。研究中除對於影響演算法之參數進行分析與設定,以求演算法之穩定 性;並對起始解對於演算法之最終求解結果之影響進行分析與比較,期能以此結果提供後續研究 之參考。 關鍵詞:非等效平行機台、多階段流程型、整備時間、相依拆卸時間、模擬退火法
Abstract:In this research, an unrelated parallel machine flow shop scheduling problem of minimizing
mean flow time is considered. In the past few years, in order to simplify the scheduling problem, most of research assumes setup and removal times are even negligible or part of the processing time. In this research, we look the setup, processing, and removal times as separatable, then take the
94 管理與系統
sequence-independent setup and dependent removal times into account. To solve the addressed problem two different solving models are developed. First, a 0-1 integer programming model is constructed; however, the mathematical model is too time consuming to solve the medium or large size problem, thus, a simulated annealing based heuristic is proposed to get an near optimal schedule in a reasonable computation time. During the research, the parameters used in the heuristics that affect the solution quality and efficiency are analyzed and designed; then for the constructed heuristic, a good parameter setting is suggested. The experimental results are reported, and provided for the references for the further research.
Keywords:unrelated parallel machine, flow shop, setup, removal, simulated annealing.
1. 緒論
生產排程 (production scheduling) 是工廠在成本控制上的重要角色,是一門有效配置可利用 資源,以滿足特定績效衡量準則的一種技術,排程問題在學術領域上的應用已相當廣泛和成熟。 隨著科技的進步,產業的變遷,現今工廠的生產型態已經日趨複雜,近幾年來電子和半導體產業 (semiconductor industry) 蓬勃發展,不但在台灣的產業界中扮演著重要角色更成為台灣的經濟命 脈。在電子和半導體廠中,各製程的生產設備大多十分昂貴,其設備的單位產能所創造出的利潤 也相當可觀,在電子和半導體產業中生產型態有多數是屬於多階段平行機台流程式的型態 (flow shop with multiple processors;FSMP),因此如何有效的將設備作分配,以提高生產量、降低成本,成為電子和半導體產業界中重要的課題。現將本研究考慮之問題描述如下:考量一由N個不同工
件,與M個加工中心(k=1,2,3,L,M )所組成之生產系統。系統中每一加工中心k具有mk台非
等效機台。每一工件i(i=1,2,3,L,N)具有M項作業( j=1,2,3,L,M ),系統中每一工件i需經
過每一個加工中心一次且只有一次,另每一工件i經過每一加工中心之順序為已知且皆相同。每
一工件i於加工中心j中之任一機台k上有一已知之作業時間P ,且機台k在處理任一工件i時亦具ijk
有一已知之獨立整備時間 ijk S 與作業相依移除時間R 。任一工件i不得在不同機台上同時處理,ijk 且不得提早釋出(不得分割)。至於在整備時間之考量上,本研究採用所謂之內部整備(internal setup)- 機台靜止之狀態下方能進行整備作業;但機台在閒置時即可進行整備工作,以縮短工件 之流程時間(楊文華,民85)。本研究在上述排程問題規模之描述下,尋求一能滿足最小化總流 程時間之最佳(近似最佳)解。 一般而言,平行機台之種類依其加工效率的差異,大致可分為三類:(1)完全相同的機台 (identical machine) - 同一工件在不同的平行機台作加工時,其加工時間都完全相同,(2) 等效機
台 (uniform machine) - 同一工件在不同的平行機台作加工時,其加工時間會呈現比例關係,(3) 非等效平行機台 (unrelated parallel machine) - 同一工件在不同的平行機台上作加工,其加工時間 不同且可能不呈比例關係。回顧過去相關文獻,有關多階段平行機台排程的相關研究上面,在完 全相同的平行機台 (identical machine) 上有 Azizoglu and Kirca (1998) 利用幹支界限法 (branch and bound) 求解以總延遲時間最小化為目標之平行機排程問題,Alidaee and Rosa (1997) 也針對 解總延遲時間 (tardiness) 最小化之平行機排程問題提出一啟發式求解方法,Santos et. al. (1995) 考量多階段相同平行機台環境中,提出一全域下限法,用以求解最小化最大完工時間,Brah and Loo (1999),考量多階段下相同平行機的環境,以最大完工時間為目標下,分別對五種方法進行 比較。等效平行機台上的研究則有 Koulamas and Kyparisis (2000) 延伸 EDD (earliest due date) 派 工法則,對目標值為最小化延遲時間進行求解。Dessouky and Dessouky (1998) 利用幹支界限法
對於多階段流程式考慮n 個完全相同的工件在等效平行機台的環境裡,目標值為最小化最大完工
時間(makespan) 來進行求解。至於在非等效平行機台的研究中,Suresh and Chaudhuri (1996) 對
於單階段下考慮 m 台非等效平行機台,以最小化最大總完工時間和最小化最大總延遲時間為目 標考量下對此排程問題提出一利用塔布搜尋 (tabu search) 為基礎的演算法則進行求解。在國 內,近幾年來也有不少學者針對平行機台進行研究,張百棧 (民 91) 針對非等效平行機台,使用 基因演算法,以最小化廢料成本和最大完工時間總和最小化為目標,發展一演算法和傳統派工方 式進行比較。張毓仁 (民 89) 研究多階段不等效平行機排程問題針對所有工作在某些製程可選擇 自製或外包機台加工的情況,在有交期時間的限制下,以最小化總成本為目標,提出啟發式演算 法並建立數學規劃模式。 將整備時間納入具平行機台考量之流程式排程環境中則有:Allahverdi (2000) 針對可分割獨 立整備時間考量之雙機流程式問題,在以平均總流程時間 (mean flow times) 最小化為目標下, 提出一演算法則用以求解最佳排序。Allahverdi and Aldowaisan (2000) 再將其上述問題擴展為三 機流程之型態並增加其問題限制,在平均流程時間最小化為目標下求解最佳排序。Franca et al. (1996) 則在考量相依整備時間之多階段且各階段具 m 台相同平行機台之排程環境中,利用塔布 搜尋 (tabu search) 求解總完工時間最小化之排序。Kim et al. (2002) 則在考慮相依整備時間之非 等效平行機台排程問題之上求解上以模擬退火法進行求解最佳化排序。Balakrishnan and Kanet (1999) 在考量相依工件整備時間之 n 工件,m 台等效平行機台之問題中,針對交期延遲成本最 小化之為目標,建構出數學模式,並利用Lingo 6.0 進行小問題的求解。國內近年來也有許多學 者對於考慮整備時間之平行機台之排程環境進行相關之研究,如:田國興(民 88)針對具平行機台 之多階段流程型工廠排程問題,提出啟發式方法迅速有效地求解,以期在不同工件數、工作站數、 和機台負荷率下,得到較佳的總排程時間。 至於在過去的排程研究中,同時將整備與拆卸時間納入考量的研究,則大都以流程式排程問 題考量為主,如:Yoshida and Hitomi (1979) 擴展傳統雙機排程問題模式,將整備與處理時間分
96 管理與系統
離,並且修正Johnson’s 演算法求得最佳解。Sule (1982) 延續上述問題將其擴展,將每項工件的 處理加工時間分為獨立整備、拆卸相依時間及工件加工時間。Proust et. al. (1991) 探討總完工時
間為最小化且整備時間及拆卸時間均為獨立之 m 機流程式問題,對小問題提出一分支界限法, 另外對大型問題提出四個啟發式演算法。而駱景堯等 (民 92) 則考量獨立整備及相依拆卸時間之 開放型工廠排程環境,針對延遲最小化之目標,提出一數學模式與啟發式求解法。 透過上述相關文獻之回顧,截至目前對於具平行機台考量之流程式排程問題的探討中,雖有 許多學者提出研究看法,但是對於在多階段下考量非等效平行機台的研究還較少提出,本研究擴 展其問題,考量獨立可分割的整備時間並且同時考量排序相依拆卸時間,使之接近實際環境;研 究首先建構該問題之數學模式用於小規模問題的求解,隨後並提出一以模擬退火法為基之啟發式 法進行中、大規模問題的求解。
2. 數學規劃求解模式建構
針對本研究將獨立整備時間與相依移除時間納入多階流程型排程問題考量之主題,本節透過 0-1整數規劃建構數學規劃模式以求取問題之最佳解,由於模式僅能對小問題規模之排程問題求 得最佳解,且求解甚為耗時,故此模式僅供驗證第三節針對中、大規模問題所建構啟發式求解演 算結構之正確性與適用性。2.1 符號說明
針對本研究所用之符號定義說明如下: i:工件編號 i =1,2,..., n。 j:階段編號 j =1,2,…, l。 k:機台編號 k =1,2,…, mj。 Sijk:工件i在階段j中的機台k上所需之整備時間。 Pijk:工件i在階段j中的機台k上所需之處理時間。 H :為一極大懲罰值。 TSij :工件i在階段j的整備開始時間。 TSijk:工件i在階段j的機台k上之整備開始時間。 TPij :工件i在階段j的處理開始時間。 TPijk:工件i在階段j的機台k上之處理開始時間。 TRij :工件i在階段j的拆卸開始時間。 TRijk:工件i在階段j的機台k上拆卸開始時間。 Fi :工件i的完工時間。Xijk :1,工件i在階段j上的機台k作加工。 0,其它。
Uii’jk:1,同在在階段j之機台k上加工之工件,工件i為工件i’之前項作業。 0,其它。
Zii’jk:1,同在在階段j之機台k上加工之工件,工件i為工件i’的前一項作業(immediately preceding operation)。 0,其它。 Yii’jk:1,工件i與工件i’都是在階段j中的機台k加工。 0,其它。 Ejk :所有在階段j機台k上加工的工件集合。 Oij :工件i在階段j上。 mj :階段j中平行機台的數量。 Ajk :所有可能在階段j中機台k上加工工件的集合。 Afjk :階段j機台k上加工的最後一個工件。 Cjk :代表階段j中機台k上加工之所有工件之拆卸時間矩陣。 Rii’jk:在階段j的機台k上,工件i’為工件i的後一項作業時,機台所需之拆卸時間。 拆卸時間矩陣: Cjk: Fro m\To J ob1 J ob2 J obi J obi′ J obfn Job1 ∞ R 12jk R 1ijk R 1i′jk R 1fnjk Job2 ∞ . . . . . . Jobi ∞ R ii′jk R ifnjk Jobi′ R i′ijk R i′fnjk . . . . . . Job1 R Ifnjk
98 管理與系統
2.2 模式建構
針對本研究以總流程時間最小化之排程目標,其數學模式描述如下: Minimize∑
= n i i F 1 subject to:(
R Z)
F i TR i m k i E iijk iijk il l jk ∀ = × +∑ ∑
= ∈ 1 ' ' ' (1)(
)
1 ij m k ijk ijk ij X S TP TS +∑
j × = = j m k j i, , =1,2,3,L ∀ (2)(
)
1 ij m k ijk ijk ij X P TR TP +∑
j + = = j m k j i, , =1,2,3,L ∀ (3) 1 1 =∑
= j m k ijk X ∀i,j,k=1,2,3,Lmj (4) 1 , , 3 , 2 , 1 , ) 1 ( ∀ = − ≤TP + i j l TRij i j L (5) ijk ij ijk TS X TS = × ∀i,j,k=1,2,3,Lmj (6) ijk ij ijk TP X TP = × ∀i,j,k=1,2,3,Lmj (7) ijk ij ijk TR X TR = × ∀i,j,k=1,2,3,Lmj (8) ; , ' ' ' 'jk iijk ijk ijk jk ii U X X ii E U + = × ∀ ∈ ∀j,k=1,2,3,Lmj (9) ' '∑
∪ ∈ = fjk jk A A i iijk ijk Z X ∀i,j,k=1,2,3,Lmj (10) 1 ' ' ≤∑
∈Afjk i iijk Z ∀i,j,k=1,2,3,Lmj (11)1
'≤
∑
∈Ejk iZ
iijk i,j,k 1,2,3,Lmj = ∀ (12) , , 0 ' ' ' Z i i Uiijk − iijk ≥ ∀ ∀j,k=1,2,3,Lmj (13) , , 1 ' ' ' Z ii Uiijk + iijk ≤ ∀ ∀j,k=1,2,3,Lmj (14)(
1)
, ', ' ' ' ' R Z H Z TS i i(1)式定義每一工件的完工時間;每一工件在最後一階段的開始拆卸時間加上相依拆卸時間, 等於此工件的完工時間。(2)式表示任一工件,進行處理作業時需已經完成整備作業。(3)式表示 任一作業,當處理作業結束後立即進行拆卸作業。(4)式描述任一工作需要在任一階段中的任一 台機台作加工乙次。(5)式因為本研究所考量的整備作業為可分割處理作業,所以當工件i在上一 階段開始處理作業時,下一階段允許開始作整備。意即當上一階段的工件i處理作業完成便可立 即在下一階段進行處理作業。(6)式用來決定出任一工件在任一階段中的任一機台k上的開始整備 時間。(7)式用來決定出任一工件在任一階段中的任一機台k上的開始處理時間。(8)式用來決定出 任一工件在任一階段中的任一機台k上的拆卸開始時間。(9)式決定任兩個可能在同一階段中同一 機台上作加工,工件的先後關係。(10)式決定任一工件的後一項作業,當Xijk =1;代表工件i在 階段j中的機台k上作加工則工件i在階段j中機台k上必有一後項作業。(11)式說明任一j階段中在機 台k上,加工之末項工件,最多只有一個或是沒有任何工件在此機台上加工。(12)式說明在任一 階段j機台k加工的工件,工件之前一項加工工件最多只有一個,因此限制式是小於或等於1表示。 (13)與(14)兩式用來定義同機台上加工之兩作業間之關係,以Uii'jk與Zii'jk描述兩者之間之相互關 係。Uii'jk與 jk ii Z ' 之關係如表1所示。表1說明當工件i為工件 ' i 之前項作業時,Uii'jk =1,此時Zii'jk 可為0或1;但若工件i不為工件i'之前項作業時,Uii'jk =0,此時 jk ii Z ' 必定為0。因而可用 0 ' 'jk − iijk ≥ ii Z U 來描述之。 然而,(14)式並無法完全限制所有 jk ii U ' 之值,僅能限制單向Uii'jk之值,因而Uii'jk 需考量雙向 之關係,將 jk ii U ' 與Zi'ijk 納入考量;其關係如表2所示。表2說明當工件
i
不為工件 'i
之前項作業時, 0 'jk = ii U ,此時 ijk i Z' 可為0或1;但若工件i
為工件 'i
之前項作業時,Uii'jk =1,此時 ijk i Z' 必定為0。 因而可用 ' + ' ≤1 jk ii jk ii Z U 描述之。 表1 jk ii U ' 與Zii'jk之邏輯關係表Case1 Case2 Case3
jk ii U ' 1 1 0 jk ii Z ' 1 0 0 表2 jk ii U ' 與Zi'ijk 之邏輯關係表
Case1 Case2 Case3
jk ii
U
' 0 0 1 ijk iZ
' 0 1 0100 管理與系統 (15)式決定任兩工件在同一加工中心之同一機台上作業之順序關係。若工件工件
i
為工件i
' 之前項作業時,Zii'jk =1,工件i
'之開始整備時間必須大於或等於其前項工件i於該加工中心之 完工時間。反之, ' =0 jk ii Z 則為一無效限制式。2.3 線性化
由於上述所建構之數學模式中,限制式(6)、(7)、(8)、與(9)均為非線性限制式,可利用額外 之變數設定將之改寫為線性限制式,以利數學模式之求解速度。 限制式(6)、(7)、(8)之線性化 限制式(6) TSijk =TSij×Xijk可改寫為: j m k ijk ij TS i j k m TS =∑
j ∀ ∈ = , , 1 ( 6.1) j ijk i j k m TS ≥0 ∀, , ∈ ( 6.2)(
ijk)
j ij ijk TS H X i j k m TS ≥ − ×1− ∀, , ∈ ( 6.3) 說明: 由於 1 1 =∑
= j m k ijk X 且TSijk =TSij×Xijk∑
∑
= ==
×
=
j j m k ij ijk ij m k ijkTS
X
TS
TS
1 1 (6.1) 且TS
ijk≥
0
(6.2) 若考慮變數A與B,A、B皆大於等於0且為正整數;若A≥B且A≤B,則A=B。應用上述 之觀念,利用變數 ijkX 決定TS 的值,可將限制式描述為ijk TSijk ≥TSij −H×
(
1−Xijk)
(6.3)。因為Xijk為0-1變數,若工件i在加工中心j之機台k上加工,則X 為1;故(6.3)式ijk TSijk ≥TSij ,但因 ijk ij TS TS ≤ ,所以 ij ijk TS TS = 。反之,若工件i不在加工中心j之機台k上加工,則TSijk >-∞ ,因 而 =0 ijk TS 。 同理,限制式(7) TPijk =TPij×Xijk可改寫為: j m k ijk ij TP i j k m TP =
∑
j ∀ ∈ = , , 1 (7.1) j ijk i j k m TP ≥0 ∀, , ∈ (7.2)(
ijk)
j ij ijk TP H X i j k m TP ≥ − ×1− ∀, , ∈ (7.3) 限制式(8) TRijk =TRij×Xijk可改寫為:j m k ijk ij TR i j k m TR =
∑
j ∀ ∈ = , , 1 (8.1) j ijk i j k m TR ≥0 ∀, , ∈ (8.2)(
ijk)
j ij ijk TR H X i j k m TR ≥ − ×1− ∀, , ∈ (8.3) 限制式(9)之線性化 限制式(9) jk i ijk ijk i jk ii U X X U ' + ' = × ' 可藉由(9.1)至(9.3)式描述之:(
ijk ijk)
jk ii X X Y' ≤0.5× + '(
Xijk +Xijk)
≤Yiijk + ∀i i ∈Ejk ∀j k∈mj × 0.5 , , , 5 . 0 ' ' ' (9.1) j jk jk ii ijk i jk ii U Y i i E j k m U + = ∀, '∈ , ∀, ∈ ' ' ' (9.2) j jk ijk i jk ii Y ii E j k m Y = ∀, '∈ , ∀, ∈ ' ' (9.3) 說明: 首先設定Yii'jk ∈{0,1},為建立X 、ijk Xi'jk、與Yii'jk 之關係,可利用Yii'jk範圍的限制來取代 jk i ijk X X × ' 。表3為Xijk、Xi'jk之四種組合情形,經由(9.1)式可證明Yii'jk與Xijk×Xi'jk可獲得相同之 結果。 Case 1: 0.5≤Yii'jk ≤1 ,Yii'jk =1 Case 2: 0.5≤Yii'jk ≤0.5 ,Yii'jk =0 Case 3: 0≤Yii'jk ≤1 , '=
0
jk iiY
Case 4: −0.5≤Yii'jk ≤0 ,Y
ii'jk=
0
表3 變數邏輯關係表Case1 Case2 Case3 Case4
ijk X 1 1 0 0 jk i X' 1 0 1 0 jk i ijk X X × ' 1 0 0 0 jk ii Y' 1 0 0 0
102 管理與系統 其次,以(9.2)式取代 jk i ijk ijk i jk ii U X X U ' + ' = × ' ,因為Yii'jk∈{0,1},故可以避免Uii'jk+Ui'ijk=2的 情形發生。(9.3)式則說明該變數僅決定兩作業是否於同一機台上進行加工,並不考慮相互間加工 順序之問題。
3. 啟發式求解模式建構
由於本研究所探討之主題,過去類似研究已將之歸類為NP-hard之問題 (Brah and Loo, 1999; Franca et al., 1996; Kim et al., 2002),第2節所建構之最佳解數學模式僅適用於小規模問題的求 解,且求解耗時,故本研究發展出一以模擬退火演算法為基礎的啟發式演算法,用於中、大規模 的問題求解,以期可以在容許時間下求得最佳解或一近似最佳解,說明如下。
3.1 模擬退火法(simulated annealing)
模擬退火演算法含有重複搜尋、計算目標成果之特性,並透過隨機過程在特定條件下接受 目標函數較差的解,而跳脫陷入區域最佳的情況,使搜尋目標函數達到總體最小化。因此本研究 利用模擬退火演算法求解所描述之開放型工廠排程問題,配合演算法邏輯,當溫度逐漸降低,排 程結果將會逼近一近似最佳解。另者,模擬退火法雖有不錯之演算成效,但所需之執行時間略長 (Alidaee and Rosa, 1997; Azizoglu and Kirca, 1998),針對此一缺點本研究亦另外建立停止準則,以 兼顧求解之品質及時效。以下各節將針對初始解、移步、停止準則等演算法之結構進行設計與說 明,隨後並對起始溫度、馬可夫鏈長度、降溫率等參數做深入探討,期望透過有效之設計,增加 演算法的求解品質與執行效率。本研究所建構之模擬退火演算程序說明如下: 步驟1. 起始狀態之設定 步驟1.1 產生初始解s
0(見3.2 節),並令特定溫度T 下之最佳解s
T*: s
=
0,全域最佳解s
G*: s
=
0 步驟1.2 演算法參數之設定(起始溫度、馬可夫鏈長度、與降溫率) 步驟2. 演算法程序是否終止之判斷(見 3.4 節) 步驟3. 特定溫度 T 下之求解搜尋(搜尋所預設之馬可夫鏈長度或滿足 3.4 節所設定之終止條件) 步驟3.1 進行移步(見 3.3 節)以產生新解s
1T 步驟3.2(a) 若兩目標值之差 E= ( 1)− ( 0)<0 T T f s s f ,則進行特定溫度 T 下求解狀態之更新,令該溫度 T 下之最佳解值 1 *: T T s s = ;並更新溫度 T 下求解改善次數。如果 ( *)− ( *)<0 G T f s s f ,則令全域最佳解s
*G:
=
s
T*, 並更新全域最佳解改善次數。此處s
T0與s
T1 分別為同一溫度下之連續兩移步解。 步驟3.2(b) 若兩目標值之差 E= ( 1)− ( 0)≥0 T T f s s f ,則計算機率值U=EXP(-E/T),並隨機產生另一機率值 P;若 P>U,則 令 0: 1 T T s s = ,並重置(reset)溫度 T 下求解改善次數。步驟4. 進行降溫;重複執行步驟2至步驟4。 本研究選用模擬退火法作為所提出之演算法的基礎,演算法架構如圖1所示。 設 定 一 起 始 解 與 起 始 溫 度 選 擇 一 現 行 解 之 鄰 近 可 行 解 計 算 能 量 差 距 E Y e s 開 始 能 量 差 距 判 斷 Δ E < 0 ? 取 代 現 行 解 降 低 溫 度 達 終 止 條 件 結 束 Y e s Y e s Y e s 達 馬 可 夫 鏈 長 度 u < E X P ( - E / T ) N o N o N o N o N o 1 .產 生 起 始 解 2 .設 定 起 始 參 數 移 步 產 生 一 現 行 解 之 鄰 近 可 行 解 計 算 能 量 差 距 ΔE Y e s 開 始 取 代 現 行 解 降 低 溫 度 達 終 止 條 件 結 束 Y e s Y e s Y e s 達 馬 可 夫 鏈 長 度 u < E X P (-Δ E /T ) N o N o N o N o N o 圖 1 啟發式演算法架構圖
104 管理與系統
3.2 起始解建構
過去已有多位學者(張百棧,民91; Alidaee and Rosa, 1997; Brah and Loo, 1999; Koulamas and Kyparisis, 2000) 在研究結果中指出,好的起始解,對於整個後續收尋有很大的影響,本研究考 慮多階段非等效平行機流程型的排程問題,同時考慮可分割的整備時間及相依拆卸時間,目前的 文獻中並無學者針對此問題提出一好的起始解,因此本研究對於在流程型問題中,以總流程時間 最小化為目標考量之問題,常被作為起始解選用的NEH法則及SPT、LPT法則,修改NEH法則延 伸出其五種法則 (H1、H2、H3、H4、H5),及修改SPT (H6)、與LPT (H7) 共計七種法則,以下 僅對於演算法H4的演算步驟進行說明,其餘六種法則之演算步驟,請參見附錄。 H4 演算步驟: 步驟1. 計算出每個工件在每一階段的所處理時間,獲得每一工件的總處理時間,依照各工件的 總處理時間大小,由小到大依序對工件排列,獲得一組合排序,定義此排列組合為初始 加工順序。 步驟2. 將所得的初始加工順序中,挑選最前面兩個工件做互換,可得到新的組合排序。 步驟3. 分別將所產生的組合排序,進入各階段中進行加工處理。 步驟3.1 工件進入各階段加工的順序為依照組合排序中工件之先後順序。 步驟3.2 工件i在階段j之機台選取規則;選用能較先完成工件i在階段j加工作業之機台。(工件在 機台指派上若遇有相同的完工時間時,以機台編號順位優先選取)。 步驟3.3 計算所有可能組合排序之總流程時間,並以總流程時間最小者,作為下一迭次初始的加 工順序。(組合排序遇有相同的最佳總流時間時,以先產生出來的組合,優先選取) 步驟4. 選取下一個尚未作過互換的工件,並向前插入所有可能位置,產生新的組合排序後重複 步驟3直到所有工件都已作過互換。
3.3 移步
本研究考慮三種移步方法,說明如下: 移步一: 僅針對第一階段,隨機選取兩工件作互換,往後之階段工件進入的順序則,選取能較先進入 下一階段的工件,優先進行指派 (FIFO)。 移步二: 隨機產生一0、1變數z值。 若z=0則: 採用移步一。 若z=1則:隨機選取非第一階段以後之任一j階段,作為改善階段,在此 j 階段上,選取任兩機台考量: (1) 若此任兩機台非同一台,則任意選取此兩機台上加工的工件作交換,如圖2所示,往後的j+1 階段選擇能較先進入階段加工的工件,優先進行機台選派。 (2) 若選取的兩機台是同一機台,則挑選此機台上有相鄰關係之兩工件作互換,如圖3所示,往 後的j+1階段選擇能較先進入階段加工的工件,優先進行機台選派。 移步三: 隨機選取任一階j段作為改善階段,在此j階段上,隨機選取任意兩工件作互換,往後的j+1 階段,則選取能較先進入下一階段的工件,先進行機台指派。
3.4 演算法停止準則
模擬退火演算法所使用的停止準則是用來終止退火改善過程,求得問題最終解。一般使用的 停止準則為進行以下三種測試: (1) 所考慮的迭代次數是否達到,若達到則終止演算法。 (2) 最終溫度是否已經降低到預設值以下,已達成則終止。 M1 M2 J1 J2 J3 J4 J5 J6 J7 ⇒ M1 M2 J1 J6 J3 J4 J5 J2 J7 移步前 移步後 圖2 機台不同時移步示意圖 M1 M2 J1 J2 J3 J4 J5 J6 J7 ⇒ M1 M2 J1 J2 J3 J4 J6 J5 J7 移步前 移步後 圖3 機台相同時移步示意圖106 管理與系統 (3) 在某一溫度下,接受解目標值改變的次數是否達到預設的次數以上,未達成則終止。 本研究採用之停止準則說明如下:若溫度降低至預設終止溫度以下或全域較佳解(global best solution)改善之次數超過預設之數值(本研究設定為5次),則終止流程。另外,為加速所建構 模擬退火演算程序之搜尋,當特定溫度下之搜尋過程中(設定之馬可夫鏈長度)求解連續改善超 過預設之數值(經過先期實驗之結果,本研究將此一預設之數值依其問題規模之大小分別設定為 10與5)則終止此特定溫度下之搜尋過程而進行下一階段之降溫程序。
4. 實驗分析與討論
本研究針對考量整備時間與拆卸時間之總流程時間最小化之具非等效平行機台之多階流程 型工廠排程問題,首先建構數學模式,並且發展一初始解演算程序,配合模擬退火演算程序進行 求解之改善。實驗之分析分為數學規劃模式之求解與啟發式求解演算法之求解分析等兩部分。數 學模式之求解軟體為 Extended LINGO 6.0,演算法程式編譯軟體 Borland C++ Builder 5.0,測試 電腦CPU為 Pentium III 667MHZ,RAM為 256MB,作業系統為 Microsoft Windows 2000 Professional,針對各種排程環境以隨機產生範例對所建構之演算法進行測試與比較分析。4.1 實驗數據之產生與參數設定
本研究所探討之環境數據設定如下: (1) 工件數目(n):系統中考慮5、15、30、50項工件。 (2) 階段數目(m):系統中考慮5、15、20階段。 (3) 平行機台(k):系統中考慮2、3部平行機台。 (4) 問題規模(n×m):考慮5×5、5×15、5×20、15×5、15×15、15×20、30×5、30×15、30×20、50×5、 50×15、50×20,等12種環境問題規模。 本研究所探討之相關參數設定如下: (1) 本研究的工件加工時間包含整備(S)、處理(P)、拆卸(R)三種作業時間,使用七組時間比例作 為工件加工時間的考量。表4描述出三種加工作業與七組比例時間的關係。 在產生各工件的作業時間時,首先先隨機產生一F值,F值服從U(10,100)。 整備時間(S):將此F值乘上該工件整備時間的比例。 處理時間(P):將此F值乘上該工件處理時間的比例。 表 4 七組時間比例表 組別 一 二 三 四 五 六 七 S:P:R 10:1:10 5:1:5 3:1:3 1:1:1 1:3:1 1:5:1 1:10:1拆卸時間(R):因為本研究所考慮的工件拆卸時間會隨著後項加工工件的不同而有不相同的值 產生,所以利用下述:上(RU)、下限值(RL)公式,產生出該工件在產生拆卸時間上的區間分 布U(RL,RU),產生出該工件與其它工件彼此間拆卸時間的值。 上、下限值(RL)公式: RL= (F
×
該工件拆卸時間的比例)-4。 RU= (F×
該工件拆卸時間的比例)+4。 (2) 模擬退火演算法之起始溫度:分別有20、60、100、200四種起始溫度,進行實驗。 (3) 模擬退火演算法之降溫率:分別有0.95、0.9、0.8三種降溫水準進行實驗。 (4) 模擬退火演算法之馬可夫鏈長度:分別有10、20、30三種馬可夫鏈長度進行實驗。 (5) 實驗題數:在十二種環境下分別考量七種比例題組,每種環境,產生十題,共計12*7*10=840 題。4.2 演算法之參數分析與設定
由於演算法之參數設定對於求解之品質與效率有較大之影響,故本研究亦針對4.1節中所提 之12種不同之問題規模分別於各種參數設定下(4.1節)進行執行結果分析,期能在兼顧求解品 質與求解時間下尋求較佳之參數設定。本節首先在不分問題規模下對影響模擬退火演算法求解品 質與運算時間之三項參數;起始溫度、降溫率、馬可夫鏈長度作ANOVA分析,結果如表5所示。 表5之分析結果顯示:在顯著水準α =0.05下求解品質對於問題規模、起始溫度、降溫率、與馬可 夫鏈長度等因子,都有顯著的影響。進而針對不同的問題環境下與對本演算法在求解品質與運算 時間上有影響的三項參數;起始溫度、降溫率、馬可夫鏈長度進行分析。 由於影響模擬退火演算法之三項參數(起始溫度、馬可夫鏈長度、與降溫率)及其參數間之 交互作用在誤差水準(α =0.05)下對於求解之時間皆有顯著之影響,故僅彙整各種環境下影響 表5 影響演算法求解品質之參數ANOVA表(不分問題規模) Effect SS DF MS F P A 1.071 11 0.0974 433.3 0.000* B 0.043 3 0.0143 63.6 0.000* C 0.121 2 0.0605 270.3 0.000* D 0.139 2 0.0695 308.9 0.000* A×
B 0.022 33 0.0007 2.9 0.000* A×
C 0.026 22 0.0012 5.3 0.000* A×
D 0.029 22 0.0013 5.8 0.000* 誤差 6.695 29808 0.0002 註:A-問題規模 B-溫度 C-降溫率 D-馬可夫鏈長度108 管理與系統 求解品質之參數如表6。表6中由於各種問題規模下之因子交互作用皆無顯著影響故不列示。由表 6之結果可知:在各種不同問題規模下之求解品質有著不同之因子效用,故本研究將各影響因子 於不同問題規模之執行結果更進一步進行Duncan’s分析,以尋求各影響因子在不同問題規模之最 穩健設定。若在執行效率(時間)之考量下,由於各參數對不同之問題規模皆有顯著之影響,且 其執行時間隨者各參數水準之提高而變長;因此在執行時間與求解品質兼顧之雙重考量下,當一 參數對於求解品質之影響不顯著時,則該因子即設定於最低之水準以縮短求解之執行時間。各種 不同問題規模下之參數設定方式彙整如表7。
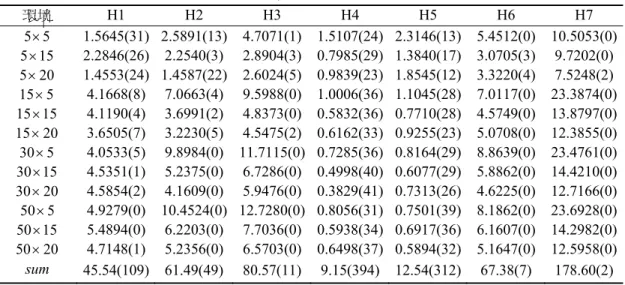
4.3 起始解比較分析
本節將對於所提出的七種起始解方法在所考量的840 題實驗題數中,進行實驗分析,共計分 析次數840*7=5880 次。實驗結果使用平均相對誤差 (MRPD),做為評估的指標,公式說明如下: 平均相對誤差值 (MRPD) 公式:MRPD= * * f f fn− 此處 fn= 第n種方法之求解值。 f*= 七種方法中最佳的解值。 七種起始解法在各種問題規模下(12種)之比較結果彙整如表8。由表8可明顯看出:H4在 求解的品質上,所出現的相對誤差遠較其它起始解法為小,而且在出現較佳解的次數上,明顯多 於其它六種起始解法。 表6 各種問題規模之因子影響彙整表 5 5× 5×15 5×20 15×5 15×15 15×20 30×5 30×15 30×20 50×5 50×15 50×20 B 9 9 9 9 9 9 9 9 9 9 C 9 9 9 9 9 9 9 9 9 9 9 9 D 9 9 9 9 9 9 9 9 9 9 9 註: B-溫度 C-降溫率 D-馬可夫鏈長度 表7 各種問題規模參數設定彙整表 問題規模 起始溫度 降溫率 馬可夫鏈 問題規模 起始溫度 降溫率 馬可夫鏈 5 5× 20 0.90 10 30×5 100 0.95 30 15 5× 20 0.95 20 30×15 100 0.95 30 20 5× 20 0.95 20 30×20 200 0.95 30 5 15× 100 0.95 30 50×5 200 0.95 30 15 15× 100 0.95 30 50×15 200 0.95 30 20 15× 100 0.95 30 50×20 200 0.95 30表 8 七種起始解法之求解結果比較表 環境 H1 H2 H3 H4 H5 H6 H7 5 5× 1.5645(31) 2.5891(13) 4.7071(1) 1.5107(24) 2.3146(13) 5.4512(0) 10.5053(0) 15 5× 2.2846(26) 2.2540(3) 2.8904(3) 0.7985(29) 1.3840(17) 3.0705(3) 9.7202(0) 20 5× 1.4553(24) 1.4587(22) 2.6024(5) 0.9839(23) 1.8545(12) 3.3220(4) 7.5248(2) 5 15× 4.1668(8) 7.0663(4) 9.5988(0) 1.0006(36) 1.1045(28) 7.0117(0) 23.3874(0) 15 15× 4.1190(4) 3.6991(2) 4.8373(0) 0.5832(36) 0.7710(28) 4.5749(0) 13.8797(0) 20 15× 3.6505(7) 3.2230(5) 4.5475(2) 0.6162(33) 0.9255(23) 5.0708(0) 12.3855(0) 5 30× 4.0533(5) 9.8984(0) 11.7115(0) 0.7285(36) 0.8164(29) 8.8639(0) 23.4761(0) 15 30× 4.5351(1) 5.2375(0) 6.7286(0) 0.4998(40) 0.6077(29) 5.8862(0) 14.4210(0) 20 30× 4.5854(2) 4.1609(0) 5.9476(0) 0.3829(41) 0.7313(26) 4.6225(0) 12.7166(0) 5 50× 4.9279(0) 10.4524(0) 12.7280(0) 0.8056(31) 0.7501(39) 8.1862(0) 23.6928(0) 15 50× 5.4894(0) 6.2203(0) 7.7036(0) 0.5938(34) 0.6917(36) 6.1607(0) 14.2982(0) 20 50× 4.7148(1) 5.2356(0) 6.5703(0) 0.6498(37) 0.5894(32) 5.1647(0) 12.5958(0) sum 45.54(109) 61.49(49) 80.57(11) 9.15(394) 12.54(312) 67.38(7) 178.60(2) (n):表示有較佳解出現的次數 為求所選用的起始解法之正確性,進而以H4於小規模問題上和最佳解數學模式進行比較分 析。礙於Lingo6.0對於此所研究問題最多只能求解到4工件*3階段,所以我們在此只對Lingo6.0所 能計算的最大題形範圍內考慮兩組環境,階段中的機台數目分別為m=2、m=3以及選用三組比例 題組,在此三種考量環境下各產生五題,共計2*3*2*5=60題,進行數學模式最佳解與H4之解值 及時間比較分析。各問題規模下之解值與執行時間彙整如表9所示。表9之比較結果可看出在運算 之時間上數學模式之求解相當費時,而演算法H4在求解小規模問題時相較於數學模式之求解有 較佳之求解效率。在最佳解出現次數上,H4出現最佳解次數共計有22次,雖不能每題都是最佳 解,但在平均解值上,H4也都能很接近最佳解的平均解值。由於H4在和其它方法比較後在求解 品質上有較佳的表現,所以在建構所提出的以模擬退火法為基之啟發式演算法中將採演算法H4 作為起始解之產生結構。 表 9 數學模式解與起始解方法四解值與運算時間比較表 問題規模 數學模式 H4 平均最佳解值 平均時間(秒) 平均解值 平均時間(秒) 3 3× 862.7 3.84 867.8(12) 0.000 3 4× 1331.0 265.2 1352.1(10) 0.000 (n):表示和最佳解相同的次數
110 管理與系統
4.4 移步之選用
為求所建構的啟發式演算法在求解品質的穩定,針對3.3節中所提出的三種移步方式,在模 擬退火演算法下使用相同的參數設定,進行比較分析。三種移步方式之求解品質與求解時間之 ANOVA分析結果分別如表10、表11所示。表10之結果顯示,在顯著水準α =0.05下,三種移步方 式在求解品質上有顯著影響。表11的結果則說明三種移步方式在求解時間上並無顯著影響。 由於表10中得知移步的方式對於求解的品質上有顯著影響,進而對三種移步方式之求解品質 作進一步探討,經過Duncan’s分析後發現移步二在求解品質上表現較優於其它兩種移步方式,所 以本研究後續進行所採用的移步方式,選用移步二。4.5 啟發式演算法結果之比較
本節將對所提出以模擬退火法為基的啟發式演算法,在小規模問題上,用數學模式最佳解 與啟發式演算法進行比較;較大規模的問題由於Lingo 6.0無法求算出最佳解,所以將所提出的其 餘六種起始解方法套入模擬退火法改善程序中進行解值收尋改善與所建構之啟發式演算法進行 比較分析。 4.5.1 數學模式結果與啟發式演算法結果之比較 本節以Lingo6.0計算出小問題的最佳解與所提出的啟發式演算法,進行比較分析,用以驗證 所提出的演算法在小規模問題的求解效率。驗證過程中演算法在參數的組合上,採用4.2節中, 十二種問題環境下,所提出的最小規模問題5×5之建議參數組合,設定起始溫度20,降溫率0.9, 馬可夫鏈長度10,和數學模式最佳解進行比較,比較分析結果彙整如表12所示。由表12之結果可 得所提出的啟發式演算法(H4SA)在小規模問題求解上,均能達到最佳解,在時間上也都比數 學模式在求解運算時間短。 表 10 三種移步之求解品質 ANOVA 分析表 Effect SS DF MS F P 移步 0.008 2 0.0040 20.30 0.000* 誤差 0.210 1005 0.0002 表 11 三種移步之求解時間 ANOVA 分析表 Effect SS DF MS F P 移步 2.230 2 1.115 0.034 0.967 誤差 33246.910 1005 33.082表 12 數學模式與啟發式演算法之解值比較表 問題規模 平均最佳解值 數學模式 平均時間(秒) 平均解值 H4SA 平均時間(秒) 3 3× 862.7 3.84 862.7(30) 0.017 3 4× 1331.0 265.20 1331.0(30) 0.019 (n):表示與最佳解相同次數 4.5.2 啟發式演算的比較分析 本節將所提出的其它六種起始解方法,架入模擬退火法之迭代改善架構中,和所提出的啟發 式演算法(H4SA)進行比較。在演算法參數的設定上使用4.2節所建議的參數,實驗結果以平均 相對誤差值作為七種方法評估的指標,分析結果如表13所示。表13之結果顯示:H4SA在所考量 的十二種問題環境下,平均相對誤差值在七種演算法中平均而言為最佳,出現較佳解次數上,也 是在七種演算法中最為多次的。將表8七種起始解演算法之求解品質與表13做比較分析後,可清 楚看出所有方法在使用模擬退火法之迭代改善架構進行收尋改善後,都能有明顯的改善,可以驗 證出模擬退火法對於此類問題求解上有相當不錯的表現。而H4SA在出現最佳解次數上雖少於起 始解的比較結果,但是平均相對誤差上有相當程度的改善,由此可看出H4SA在此類問題的求解 上,求解品質的穩定。 表 13 七種起始解法+SA 迭代改善程序之求解比較表
H1SA H2SA H3SA H4SA H5SA H6SA H7SA 5 5× 0.509(33) 1.027(24) 1.160(18) 0.816(26) 1.179(20) 0.971(22) 1.404(11) 15 5× 0.436(33) 0.669(22) 0.815(13) 0.391(35) 0.829(15) 0.695(20) 0.743(11) 20 5× 0.598(31) 0.671(30) 1.126(18) 0.525(28) 0.907(13) 0.812(22) 0.945(18) 5 15× 1.513(9) 1.798(9) 1.564(9) 1.068(13) 1.097(15) 1.107(15) 1.462(4) 15 15× 1.340(14) 1.454(9) 1.757(3) 1.001(13) 1.009(14) 0.909(9) 1.571(8) 20 15× 0.975(13) 1.508(5) 1.335(10) 0.819(16) 0.818(17) 0.888(5) 1.359(4) 5 30× 1.653(18) 5.249(2) 4.378(3) 1.097(17) 0.728(23) 1.645(7) 3.802(0) 15 30× 1.220(14) 3.556(2) 3.951(1) 0.764(25) 0.787(19) 1.306(8) 3.070(1) 20 30× 1.145(12) 2.486(8) 2.960(1) 0.595(27) 0.798(10) 0.897(12) 2.311(0) 5 50× 1.700(10) 7.899(0) 8.006(0) 0.733(25) 0.632(28) 1.447(7) 5.755(0) 15 50× 1.082(12) 5.312(0) 6.583(0) 0.448(36) 0.884(20) 1.417(2) 4.636(0) 20 50× 1.178(10) 4.325(0) 5.271(0) 0.471(29) 0.726(26) 1.184(5) 4.105(0) sum 13.35(209) 35.96(111) 38.91(76) 8.73(290) 10.39(220) 13.28(134) 31.16(57) (n)代表出現較佳解的次數
112 管理與系統
5. 結論
本研究針對多階段非等效平行機台考量獨立整備時間及相依拆卸時間之流程式工廠排程問 題,以總流程時間最小化為目標下,建構出數學模式以求取最佳解,並發展出一以模擬退火法為 基之啟發式演算法用於中、大規模問題的求解。總結分析如下: (1) 由於多階段平行機台問題,屬於高複雜度的問題,數學模式最佳解,最大只能求取到 4 工件 *3 階段的問題規模,且最佳解再執行運算上相當耗時。 (2) 在七種起始解方法的比較分析後,發現對於所研究之問題在起始加工順序的安排上以總處理 時間由小到大依序之觀念作為工件加工順序安排之基準,一般而言,此類法則在求解品質上 有較佳的表現。 (3) 本研究所採用模擬退火法為基礎建構出啟發式演算法,配合所建構之起始解演算法則與移步 法則對於探討之問題可獲得相當不錯之求解品質與求解效率。 (4) 一個求解表現較好之起始解演算法對於最終解之求解品質有顯著之影響。 本研究針對探討問題所提出之移步法則,對於起始解演算法H4之改善效果不若其他種起始 解法,可解釋為一個好的移步方式,對於最終解之影響甚大,一求解品質較差之起始解法則,若 能配之以一較佳之移步,雖無法使最終解為最佳,但仍可獲得相當之求解品質。誌謝
本論文承蒙國科會部分經費補助(計畫編號:91-2213-E-212-019)得以完成,謹此誌謝。附錄:七種起始解演算法之簡介
以下將簡介所提出的起始解演算方法: y H1: 步驟0. 設定起始階段j,j=1。 步驟1. 計算每個工件在每一階段之所有處理時間,將工件的總處理時間由小到大依序對工件排 序,定義此順序為初始加工順序。 步驟2. 將所得的初始加工順序中,挑選最前面兩工件作互換,可得到新的組合排列。 步驟3. 分別將所產生的組合排列,依序進入階段j中進行加工處理。 步驟3.1 工件依組合排列中的順序進入j階段加工。 步驟3.2 工件i在階段j之機台選擇,為選用能較先完成工件i在階段j加工之機台。(工件在機台指 派上若遇有相同的完工時間時,以機台編號順位優先選取) 步驟3.3 計算所有可能組合排列在j階段中的完工時間,選擇較小者,為新的初始加工順序。步驟4. 由步驟3.3中所獲得的初始加工順序,選擇下一個未作過互換的工件,並向前插入所有可 能位置產生新的組合排列。 步驟5. 重複步驟3,直到所有工件都有互換過。 步驟6. 計算j階段各工件的處理完工時間,由小到大對工件作排序(亦即找能較先進入下階段作處 理作業的工件),作為j+1階段的初始加工順序。 步驟7. j=j+1,重複步驟2。 y H2: 步驟1. 計算出每一工件在每一階段的所有處理時間,獲得每一工件的總處理時間,依照各工件 的總處理時間的大小,由大到小依序對工件排序,獲得一組合排列,定義此組合排列為 初始加工順序。 步驟2. 將所得的初始加工順序中,挑選最前面兩個工件做互換,可得到新的組合排列。 步驟3. 分別將所產生的組合排列,進入各階段中進行加工處理。 步驟3.1 工件進入各階段加工的順序為依照組合排列中工件的先後順序。 步驟3.2 工件i在階段j之機台選取;為選用能較先完成工件i在階段j加工作業之機台。(工件在機 台指派上若遇有相同的完工時間時,以機台編號順位優先選取) 步驟3.3 計算所有可能組合排列之總流程時間,並以總流程時間最小者,作為下一迭次初始的加 工順序。(組合排列中,遇有相同的最佳總流時間時,以先產生出來的組合,優先選取) 步驟4. 選取下一個尚未作過互換的工件,並向前插入所有可能的位置,產生新的組合排列後重 複步驟3直到所有工件都已作過互換。 y H3: 步驟0. 設定起始階段j,j=1。 步驟1. 計算出每一工件在每一階段的所有處理時間,獲得每一工件的總處理時間,依照各工件 的總處理時間的大小,由大到小依序對工件排列,獲得一排列組合,定義此組合排列為 初始加工順序, 步驟2. 將所得的初始加工順序中,挑選最前面兩個工件做互換,可得到新的組合排列。 步驟3. 分別將組合排列,依序排入階段j。 步驟3.1 工件進入階段的順序,為依照組合排列中,工件的先後順序。 步驟3.2 工件在階段上排入機台的選擇,為選用能較先完成工件i在階段j加工作業之機台。 步驟4. 往後的j+1階段,工件進入的順序為;對工件在j階段上開始處理完工時間之大小,由小到 大對工件排序,得一新組合排列,重複步驟3。 步驟5. 選取所有組合排列中,總流程時間較小者,作為下一迭次的初始組合排列。 步驟6. 由初始的組合排列中,挑選下一個未排的工件,往前插入所有可能的位置,產生出新的 組合排列。
114 管理與系統 步驟7. j=1,重複步驟3,直到所有工件都已做過交換。 y H5: 步驟0. 設定起始階段j,j=1。 步驟1. 計算出每一工件在每一階段的所有處理時間,獲得每一工件的總處理時間,依照各工件 的總處理時間的大小,由小到大依序對工件排列,獲得一排列組合,定義此組合排列為 初始加工順序, 步驟2. 將所得的初始加工順序中,挑選最前面兩個工件做互換,可得到新的組合排列。 步驟3. 分別將組合排列,依序排入階段j。 步驟3.1 工件進入階段的順序,為依照組合排列中,工件的先後順序。 步驟3.2 工件在階段上排入機台的選擇,為選用能較先完成工件i在階段加工作業之機台。 步驟4. 往後的j+1階段,工件進入的順序為;對工件在j階段上開始處理完工時間之大小,由小到 大對工件排序,得一新組合排列,重複步驟3。 步驟5. 選取所有組合排列中,總流程時間較小者,作為下一迭次的初始組合排列。 步驟6. 由初始的組合排列中,挑選下一個未排的工件,往前插入所有可能的位置,產生出新的 組合排列。 步驟7. j=1,重複步驟3。 y H6: 步驟0. 設定起始階段j,j=1。 步驟1. 計算出每一工件在所有階段的處理時間,獲得每一工件的總處理時間,依照各工件的總 處理時間大小,由小到大依序對工件排列,獲得一組排列。 步驟2. 將此一組排列中依工件先後的順序,進入階段j作機台選派,工件i在階段j加工之機台選 取法則;為選用為能較先完成工件i在階段j加工作業之機台。 步驟3. 計算j階段中各工件的處理時間由小到大對工件作排序,獲得一新排列, 步驟4. j=j+1,重複步驟2。 y H7: 步驟0. 設定起始階段j,j=1。 步驟1. 計算出每一工件在所有階段的處理時間,獲得每一工件的總處理時間,依照各工件的總 處理時間大小,由大到小依序對工件排列,獲得一組排列。 步驟2. 將此一組排列中依工件先後的順序,進入階段j作機台選派,工件i在階段j加工之機台選 取法則;為選用為能較先完成工件i在階段j加工作業之機台。 步驟3. 計算j階段中各工件的處理時間由小到大對工件作排序,獲得一新排列。 步驟4. j=j+1,重複步驟2。
參考文獻
田國興,「有設置時間之流程型工廠多階段平行機總排程時間最小化問題」,中原大學工業工程研 究所碩士論文,民國88 年。 張百棧,「基因演算法於非等效平行機台排程應用」,工業工程學刊,第十九卷第二期,民國 91 年,79-95 頁。 張毓仁,「多階段不等效平行機之排程研究」,中原大學工業工程研究所碩士論文,民國89 年。 楊文華,「考慮設置時間下之相關排程問題研究」國立台灣工業技術學院管理技術研究所博士論 文,民國85 年。 駱景堯、葉進儀、駱芳梧,「整備與拆卸時間考量之開放型排程問題之求解模式建立」,工業工程 學刊,第二十卷第六期,民國92 年,565-574 頁。Adamopoullos, G. I. and Pappis, C. P., “Scheduling Under a Common Due-Date on Parallel Unrelated Machines,” European Journal of Operational Research, Vol. 105, 1998, pp.494-501.
Alidaee, B. and Rosa, D., “Scheduling Parallel Machines to Minimize Total Weighted and Unweighted Tardiness ,” Computers and Operations Research, Vol. 24, No. 8, 1997, pp.775-788.
Allahverdi, A., “Minimizing Mean Flowtime in a Two-Machine Fowshop with Sequence-Independent Setup Times,” Computers and Operations Research, Vol. 27, 2000, pp.111-127.
Allahverdi, A. and Aldowaisan, T., “No-Wait and Separate Setup Three-Machine Flowshop with Total Completion Time Criterion,” International Transactions in Operational Research, Vol. 7, 2000, pp.245-264.
Azizoglu, M. and Kirca, O., “Tardiness Minimization on Parallel Machines,” International Journal of Production Economics, Vol. 55, 1998, pp.163-168.
Balakrishnan, N. and Kanet, J. J., “Early/Tardy Scheduling with Sequence Dependent Setups on Uniform Parallel Machines,” Computers and Operations Research, Vol. 26, 1999, pp.127-141. Brah, S. A. and Loo, L. L., “Heuristics for Scheduling in a Flow Shop with Multiple Processors,”
European Journal of Operational Research, Vol. 113, 1999, pp.113-122.
Dessouky, M. M. and Dessouky, M. I., “Flow Shop Scheduling with Identical Jobs and Uniform Parallel Machines, “European Journal of Operational Research, Vol. 109, 1998, pp.620-631.
Franca, P. M., Gendreau, M. and Laporte, G., “A Tabu Search Heuristic for the Multiprocessor Scheduling Problem with Sequence Sependent Setup Times,” International Journal of Production Economics, Vol. 43, 1996, pp.79-89.
Kim, D-W., Kim, K-H., and Jang, W-S., “Unrelated Parallel Machine Scheduling with Setup Times Using Simulated Annealing,” Robotics and Computer Integrated Manufacturing, Vol. 18, 2002,
116 管理與系統
pp.223-231.
Koulamas, C. and Kyparisis, G. J., “Scheduling on Uniform Parallel Machines to Minimize Maximum Lateness,” Operations Research Letters, Vol. 26, 2000, pp.175-179.
Proust, C., Gupta, J. N. D., and Deschamps, V., “Flowshop Scheduling with Set-up, Processing and Removal Times Separated,” International Journal of Production Research, Vol. 29, 1991, pp.479-493.
Santos, D. L., Hunsucker, J. L., and Deal, D. E., “Global Lower Bounds for Flow Shop with Multiple Processors,” European Journal of Operational Research, Vol. 80, 1995, pp.112-120.
Santos, D. L., Hunsucker, J. L, and Deal, D. E., “An Evaluation of Sequencing Heuristics in Flow Shops with Multiple Processors,” Computers Industrial Engineering, Vol. 30, No.4, 1996, pp.681-692.
Sule, D.R., “Sequencing n Jobs on Two Machines Separated,” Naval Research Logistics Quarterly, Vol. 29, 1982, pp.517-519.
Suresh, V., and Chaudhuri, D., “Bicriteria Scheduling Problem for Unrelated Parallel Machines,” Computers and Operations Research, Vol.30, No. 1, 1996, pp.77-82.
Yoshida, T. and Hitomi, K., “Optimal Two-Stage Production Scheduling with Setup Times Separated,” AIIE Transactions, Vol. 11, 1979, pp.261-263.