國立交通大學
管理學院(工業工程與管理學程)碩士班
碩士論文
爐管製程參數最佳化之研究
Optimizing Process Parameters for Furnace Process
研 究 生: 鄭淑慧
指導教授: 巫木誠 博士
爐管製程參數最佳化之研究
Optimizing Process Parameters for Furnace Process
研 究 生:鄭淑慧 Student:Shu-Hui Cheng
指導教授:巫木誠 博士 Advisor:Muh-Cherng Wu
國 立 交 通 大 學
管理學院(工業工程與管理學程)碩士班
碩 士 論 文
A ThesisSubmitted to Department of Industrial Engineer and Management College of Management
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
in
Industrial Engineer and Management
爐管製程參數最佳化之研究
研究生:鄭淑慧 指導教授:巫木誠博士國立交通大學工業工程與管理學系
摘 要
在半導體爐管多晶矽摻雜製程中,由於該製程複雜且非線性之化學與物理反 應,導致產品阻值變異較大,必需時常針對該製程進行參數微調在過去,製程參數微 調必需仰賴經驗豐富的工程師,但製程參數的設定無法長期依賴工程師的經驗與直 覺。因此,本論文提出一個以類神經網路為基礎的方法,經由倒傳遞神經網路(Back Propagation Neural Network)訓練與測試,用以構建製程參數預測模式。再搭配全數 搜尋法,分別以設定溫度與沈積時間,依所需之阻值目標找出最佳製程參數組合。
Optimizing Process Parameters for
Furnace Process
Student:Shu-Hui Cheng Advisor:Dr. Muh-Cherng Wu Institute of Industrial Engineering and Management
National Chiao Tung University
ABSTRACT
In semiconductor manufacturing, the poly doped diffusion process is designed to produce a layer of thin film. Due to complex physical and chemical reactions, the resistance of the thin film varied dynamically. Frequent adjustments of process parameters are therefore needed. In practice, the decision of such process parameter adjustments was based on a simple linear interpolation technique, which is not very effective and leads to a high variation on the film resistance. To reduce the variation of film resistance, this research used the technique of back-propagation neural network (BPNN) and developed several predictor models for determining process parameters for the next run. The development of these predictor models is based on a set of sampled data. And of these predictor models, the one that considers the manufacturing information of the last three runs performs with the best accuracy and is called the best-practice model. Based on a large amount of production data, we could justify that the best-practice model is more effective than the traditional linear interpolation technique in reducing the variation of film resistance.
誌謝
本論文得以順利完成,最先要感謝指導教授巫木誠博士。在巫木誠教授 專業與耐心的教導下,除了學術研究上獲益良多,也學會了嚴謹且有條不紊 的做事態度。同時也感謝許錫美教授、彭德保教授以及洪一薰老師在論文 口試時,所給予的寶貴意見與指導。 此外,感謝前公司的長官與同事們,在我的論文研究過程中提供大力的 協助;其次感謝聯華電子的長官,在我帶職進修期間,仍給予最大的包容與支 持。最後感謝博士班學姊姍慧及碩士班學弟俊霖的砥礪與幫助,使我的論文 研究過程更加順利。 最後要尤其感謝我最親愛的父母,在論文撰寫期間給予無數的關愛 與支持,謹以此論文獻給你們。 鄭淑慧 于 新竹交大 2007.07.20目錄
中文摘要··· I 英文摘要···II 誌謝···III 目錄··· IV 表目錄···V 圖目錄··· VI 第一章 緒論··· 1 1.1 研究背景···1 1.2 研究問題 ··· 2 1.3 論文組織 ··· 2 第二章 文獻回顧···3 2.1 R2R CONTROL概述 ··· 3 2.2類神經網路在半導體製程應用···4 2.3類神經網路參數最佳化··· 5 第三章 研究模型與方法···7 3.1 問題分析與解構···7 3.2 QNET2000 功能介紹···7 3.3 研究方法與資料收集···8 3.4 研究方法子題一···10 3.5 研究方法子題二···11 第四章 實例驗證···12 4.1 倒傳遞網路訓練···13 4.1.1 輸入資料與參數設定···13 4.1.2建構倒傳遞網路架構···13 4.1.3 設定網路各項起始參數···14 4.2 倒傳遞神經網路訓練結果···32 4.3 模擬驗證- 驗證函數模式品質···34 4.4 全數搜尋法- 尋找最佳解···34 第五章 結論與未來研究方向···35表目錄
表2.1文獻資料彙整 ... 5 表 4.1網路參數設定值 ... 14 表 4.2 各種模式方法彙整 ... 32 表 4.3 RMSE績效比較表 ... 33 表 4.4全數搜尋法之結果 ... 34圖目錄
圖 1.1 製程能力趨勢圖 ... 1 圖 3.1 POLY DOPED爐管剖面圖... 9 圖 3.2 研究架構流程圖 ... 9 圖 3.3 QNET2000 輸入參數與輸出變數關係示意圖(子題一) ... 10 圖 3.4 QNET2000 輸入參數與輸出變數關係示意圖(子題二) ... 12 圖 4.1 model 1.1 倒傳遞網路架構示意圖 ... 34 圖 4.2 model 1.1 訓練樣本之RMSE ... 34 圖 4.3 model 1.1 測試樣本之RMSE ... 24 圖 4.4 model 1.2 倒傳遞網路架構示意圖 ... 34 圖 4.5 model 1.2 訓練樣本之RMSE ... 17 圖 4.6 model 1.2 測試樣本之RMSE ... 17 圖 4.7 model 1.3 倒傳遞網路架構示意圖 ... 18 圖 4.8 model 1.3 訓練樣本之RMSE ... 19 圖 4.9 model 1.3 測試樣本之RMSE ... 19 圖 4.10 model 1.4 倒傳遞網路架構示意圖 ... 18 圖 4.11 model 1.4 訓練樣本之RMSE... 19 圖 4.12 model 1.4 測試樣本之RMSE ... 19 圖 4.13 model 1.5 倒傳遞網路架構示意圖 ... 18 圖 4.14 model 1.5 訓練樣本之RMSE ... 19 圖 4.15 model 1.5 測樣本之RMSE ... 19 圖 4.16 model 2.1 倒傳遞網路架構示意圖 ... 24 圖 4.17 model 2.1 訓練樣本之RMSE ... 25 圖 4.18 model 2.1 測試樣本之RMSE ... 25 圖 4.19 model 2.2 倒傳遞網路架構示意圖 ... 23 圖 4.20 model 2.2 訓練樣本之RMSE ... 23 圖 4.21 model 2.3 測試樣本之RMSE ... 28 圖 4.22 model 2.3 倒傳遞網路架構示意圖 ... 28 圖 4.23 model 2.3 訓練樣本之RMSE ... 29第一章 緒論
1.1 研究背景
晶圓製造是半導體製造的上游, 舉凡電腦、手機所使用的晶片,都是由晶圓切割而 來,而晶圓的直徑越大,其單位成本越低。目前半導體製造技術已由 8 吋提昇至 12 吋的規模,且在這個由晶圓代工大廠稱霸的市場生態下,6 吋晶圓代工廠唯有不斷改 善成本結構與提昇製程良率,才能在市場競爭下取得利基點。本論文欲研究是高溫爐管Poly doped 摻雜製程。Poly Dope 摻雜製程是晶圓加工
的一個重要程序,其所需要的加工時間也相當長。其主要是藉由 POCl3 飽和蒸氣壓, 將N2 帶入爐管,在 wafer 表面形成一高濃度的雜質層,然後以高溫擴散的方式將雜質 驅入擴散(Drive in),目的是為了降低阻值率。 有別於一般8 吋及 12 吋晶圓工廠,6 吋晶圓工廠的 Poly Doped 製程是屬於高溫 水平爐管。水平爐管溫度不易控制一直是工廠內一大問題。一直以來, Poly doped 製程控制的方法,大多依賴工程人員的經驗與直覺,但目前工程資料日益龐大,要 在繁複且大量的資料中,找出可能的規則,成為困難的工作。為了承接過去工程人 員的經驗及並解決製程控制的困難,過去也多次針對R 值(阻值)不佳的問題做過相 關工程實驗,例如調整爐管之 Paddle 位置,以改善目前 R 值(阻值)不佳的情況,但效 果並不顯著,仍有變異過大或超出管制界限的情形發生(圖 1.1)。 規格上限 規格下限 規格中心 圖1.1 製程能力趨勢圖
半導體元件特性複雜,在加工過程中,往往製程條件的任何改變,會造成晶圓缺 陷或電性異常,但由於缺陷被後站檢測出來前,生產機台仍不斷繼續加工。有鑑於當 產品或機台發生異常時,皆以高溫爐管造成產品報廢數量最大,因此,現場工程人員 僅針對製程時間和設定溫度做微調。利用過去加工或調整紀錄,使用內插法來決定當 站的製程參數。
1.2 研究問題
Poly Doped 在整個摻雜過程中,有些參數(例如:加工時間、製程溫度)對製程有絕 對性的影響,目前最嚴重的問題是,在製程條件一致的情況下,會有品質不一的情況 發生。雖然我們都知道製程參數對整個製程有相當大的影響,但可惜的是,這方面研 究並不詳盡,往往在整個製程中,這些參數是利用工程人員經驗法則給定,沒有一套有 系統的分析程序可參考。 現今晶圓代工廠人員流動率高、經驗傳承困難,以及產品品質變異大與精密度 的要求日益提升,導致製程參數設定上無法長期依賴工程師的經驗與直覺。因此, 本研究擬利用以類神經網路為基礎,針對高溫擴散 Poly-doped 製程,預測其製程參數 到底要如何調整,使品質參數 R 值(阻值)達到最穩定的狀態。以輔助現場工程師做為 參數調整之決策。1.3 論文組織
本論文後續章節安排如下:第一章為緒論,簡述說明本論文研究的動機、研究 目的以及論文採用的方法。第二章為文獻探討。第三章為研究方法,主要共分為兩第二章 文獻回顧
與本論文相關的文獻可分為三主題,其一是R2R control 概述,其二類神經網路 在半導體製程應用,最後介紹類神經網路參數最佳化,茲分別敘述如下。2.1 R2R Control 概述
R2R Control 屬於先進製程控制的一部分,它是一種對製程或設備的控制法 則,主要針對製程的投入與產出(Input-Output, I-O),利用製程後量測資料以一個製 程批次(Run)或 Lot 為單位反覆修正及更新製程的配方(Recipe)或模型(Model)設定之離散型控制系統。R2R Control 共分為三種類型:1.EWMA( Exponentially Weighted
Moving average ) 2.演算法類型 3.其他類型(含機率及多目標方法);而本研究所使用 類神經網路模式,是屬於 R2R 控制器的第 2 類演算法類型。茲將 R2R 相關研究分析 如下。
Park 等人(2005)發表一篇半導體黃光區的文獻回顧;作者提出一套 R2R 方法,
目的是為了要減少黃光stepper overlay 對準失敗的情形發生,並以一個 real-time 的實
驗測試來證明其可行性。黃光Overlay 對位偏差, 主要受兩個因素影響, 一個是黃
光製程內部動力學與stepper 本身,另一個則是產品本身, 有了這樣的觀察與分析後,
經由資料分析與類神經網路發展出一種控制方法來降低對位偏差,可達成降低 out spec 的次數, 提升良率。 Smith 等人(1998)提出在半導體製造領域中,Metal sputter
沉積製程的deposition rate 會 run-to-run 隨著 sputter 靶材的耗用而遞減。為了維持
wafer to wafer & lot to lot 的 film 的均勻度,作者提出 R2R model-based process control(MBPC)方法運用在濺鍍製程。基於 EWMA 的 R2R MBPC 提供了一個可以
追蹤與補償製程偏移的能力,它可以改善製程Cpk,進而減少 by lot 的控片使用量,
最後將R2R MBPC 實際運用在鈦濺鍍製程, 達成可以省略前導測試 run, 減少控
片使用量, 且 Cpk 改善了 10%
Stoddard等人(1994)採用了run-to-run feed-back & adaptive feedback 控制方
法, 運用在電容器的製造流程中;其包含四個主要的半導體製程流程, 氧化矽, 鋁
金屬生成, 黃光, 鋁蝕刻, 針對此四大流程的控制, 製程shift的補償, 維持整
隨製程改善逐漸微縮,因此必須縮緊製程參數的tolerance, 相對應的, 一個對 process適合的控制方法也就顯得重要。研究顯示feedback control laws在maintain半導 體製程參數時有相當好的潛力,這包含了即時控制來維持穩定製程環境,R2R的製 程調整來獲得所需求的產品特性等。 在非半導體領域方面,Hermanto 等人(2006)亦發表一篇應用在醫藥領域的文 獻,提出有一種Polymorphism(多態性)物質,由於不只一種結晶型態的現象, 且每 種型態有獨立的特性. 因此,控制這種多態性在藥物的製造中便成為一個關鍵的因 子,以便能穩定的產出所需要型態的藥物. 在本篇 paper 中, 一種 run-to-run concentration control (C-control)被發展出來, 運用在 L-麩酸的多態性變化,由次
穩定的alfa 型態轉變為穩定的 beta 型態,讓 beta 型態的良率可以最佳化。
而另一種R2R Controller 最常手用的為指數加權移動平均(EWMA:
Exponentially Weighted Moving Average);Adivikolanu 等人(2000)以 EWMA 控制器。
利用前一個run 的量測資料來對 recipe 做 run to run 校正;EWMA 是一種已經被工
業界與學術界運用的run to run 控制邏輯,作者提出對這種方法運用上的擴充,去
解決一些缺點, 同時運用 discrete control theory 做一些理論上的分析, 利用 internal
model control(IMC) structure 將 run to run 控制上的問題公式化,使得能將一些未模 式化的製程偏移所造成的異常經由邏輯運算來找出並加以排除。最後發展出穩健度 (robustness)與快速 run to run 反應之間的相對協調關係,以及量測干擾的處置,最
後以圖形方式呈現。這些可實際運用於包括控制薄膜沉積的均勻度, 以及鎢的沉積
率等領域。
2.2 類神經網路在半導體製程應用
類神經網路應用於半導體方面的文獻,國內外皆具有相當多的例子。Kim 等人 (2004)應用類神經網路於 Nitride film 與折射率之研究,最後並找出影響折射率(RI)。
Bhatikar 等人(2002)以及 Wang 等人(1996)利用類神經網路建立診斷模型於反應 器,該模式利用輸出值及目標值之間的偏差,來預測出製程失敗的原因。Wang 等 人(2006)描述 plasma 參數減少與玻璃面板表面材質之間的關係並建立一套類神網路 架構,並利用倒傳遞網路透過不斷的反覆學習建立最佳模式並驗證其模式有傑出的 預測能力。 Nadi 等人(1991)利用影響圖及類神經網路來建立網路模型於半導體製程。Su 等 人(2006)建立製程品質預測模式於 TFT-LCD 電漿濺鍍製程。Tong 等人(1997)以類神 經網路建構晶圓良率模式,此模式並能減少缺陷群聚現象,達到很好的良率預測效 果。
2.3 類神經網路參數最佳化
國外運用類神經網路於參數最佳化的文獻相當多,有學者 Cook 等人(2000)結 合類神經網路與基因演算法,求粒子板強度最佳化。Kim 等人(1994)建立模式於 plasma etching 蝕刻製程,並藉由不斷調整網路參數得到最佳參數組合。Ilumoka 等 人(1997)描述其想要知道 CMOS VLSI 電路與電晶體體積之間關係最佳化,因此利用 類神經網路來建立預測模型,求取電子電路良率和成本最小化。 Shao 等人(1995)等人類神經網路建立機械特徵辨識預測模型。作者說明若機械 特徵能正確被定義挑選出來,則機械狀態就能被正確描述,也因此作者成功建立機 械辦識預測模型。利用類神經網應用在並預測共同特性皆利用類神經網路來解決製 程上的分類、預測、診斷等時題,且絕大部份的文都是使用倒傳遞神經網路 (Back-propagation Neural Network),倒傳遞神經網路之所以被廣泛運用的原因主要 是回想及學習速度快,精確度高等優點。本研究探用了倒傳遞網路優越的函數逼近表2.1 文獻資料彙整 作者(年份) 半導體領域 預測下一批機 台參數應如何 調整 R2R 控制法 研究重點 本研究 O O O 利用倒傳遞網路模型來預測下一批製程參數該如何調整 Kim et al. (2004) O X O Nitride film 與折射率之研究,求取 影響折射率指標之最顯著因子 Kim et al. (2001) O X O 建立預測模型於電漿設備,並證明 其模式之預測能力比統計手法 RMS 還好 Han et al. (1994) O X O 應用類神經網找尋影響PECVD
silicon dioxide file 之參數變動因子 Bhatikar et al. (2002) X X O 反應器之研究;利用輸出值與目標 值之間的偏差,預測造成製程異常 的原因 Wang et al. (1996) X X O 利用輸出值與目標值之間的偏,求 Run to run 製程控制最佳化 Wang et al. (2006) O X O 利用電壓、頻率、處理時間作為輸 入值,玻璃面板接觸角度為輸出建 立模型,預測plasma 參數減少與玻 璃面板表面材質之間的關係 Nadi et al. (1991) X X O 利用影響圖及類神經網路來建立 預測模型 Cook et al. (2000) O X O 結合類神經與基因演算法,求粒子 板強度最佳化 Kim et al.(1994) O X O 應用於plasma etching 蝕刻製程, 求取最佳參數組合 Ilumoka et al. (1997) O X O 建立預測模型,求CMOS VLSI 電 路與電晶體體積之間良率最佳化 Shao et al. (1995) O X O 建立機械特徵辦預測模型,有效預 測機械狀態 Stoddard (1994) O X O
採用了run-to-run feed-back & adaptive feedback 控制方法,針對 流程、製程偏移的補償,維持整個
第三章 研究模型與方法
本研究探討當製程品質參數有較大的變異時,應如何微調製程溫度與時間。 其最終目的在於要使品質參數的R 值穩定。本研究以利用神經網路作研究基礎,最 主要的因素之一是透過類神經網路的訓練及強大的逼近能力,即可在系統的輸入和 輸出間,產生某種函數對應關係;當再度輸入訊號時,神經網路內部就自行重組以 得到我們所要的結果。由於它不需要作龐大的運算,只是一種訓練──類推的函數轉 換,它的處理速度快,並且可以辨識不完全或有雜訊的模型。3.1 問題分析與解構
本研究利用直接類神經控制及間接類神經控制來做為預測方法。直接類神經 控制法先利用系統的輸入、輸出關係訓練神經網路,然後再把學習過的神經網路串 接在系統的前面,以達成控制的目的。而間接類神經控制的架構,類神經網路除了 產生一近似系統輸出的信號外,還提供調整控制器所需的信號。因為,神經網路並 非直接控制原來的系統,故稱為間接式類神經控制。3.2 Qnet2000 功能介紹
Qnet2000 為一類神經網路學習軟體,本研究其主要運算輸出變數包括: 模式一:下一批阻值(R i+1)模式二:下一批設定溫度(TS i+1)及下一批製程時間(Time i+1) 。
而主要輸入參數共有十類,分別為Ri, TSi ,TRi, Timei,TSi+n,Timei+n,Ri-n,
Ri:第i批產品的阻值;
TSi:第i批產品設定溫度;
TRi:第i批產品實際溫度;
Timei:第i批產品製程時間;
TSi+n:第i+n批產品的批設定溫度;
Timei+n:第i+n批產品的製程時間;
Ri-n :第i-n批產品的阻值;
TSi-n:第i-n批機台的設定溫度;
TRi-1:第i-n批機台的實際溫度;
Timei-1:第i-n批機台的製程時間;
n=前幾批(1,2,3,4) 吾人可將Qnet2000 的輸出變數與輸入參數之函數關係表達成下式(1.1) , (1.2) , (1.3), (2.1) , (2.2)及(2.3)。
3.3 研究方法與資料收集
吾人主要針對 Poly Doped製程進行相關資料收集與研究。該製程是在 6”高溫爐 管內加工生產(參考圖 3.1),爐管最高溫度可到達 1200oC,爐管加熱區長度 36",爐 管口徑(chamber)約,其恆溫區約 30cm並且該爐管能在 30 分鐘內升溫至 1200℃;該 製程在每一次生產過程中,有監控器全程紀錄氣體、流量、溫度等製程及機台參數 值。由於該製程參數的些微變動,對於產品良率會產生較大的影響,根據過去相關 實驗及產品報廢的經驗,現場人員僅針對機台設定溫度及沈積時間作微調。本研究 利用控器取得機台設定溫度及沈積時間相關製程機台參數.來做為訓練的樣本。圖3.1 Poly Doped 爐管剖面圖
開始
由機台”監控器” 取得相關製程 參數資資料 設定 BP 網路之隱藏層數目, 學習率及輸出/輸入參數 建構與模擬 最適函數模型 函數模式確定 重新收集資料,確認函數模型 適用於新資料導入 利用全數搜尋法,尋找最佳解 階段一 階段二 階段三 圖 3.2 研究架構流程圖3.4 研究方法子題一
子題一是利用Indirect Neural Network 加上 Marginal Search 方式,其輸入資
料包括本批的製程參數,前幾批製程參數及前幾批的品質參數,輸出資料包括本 批的品質參數,並且利用前幾批(n=1,2,3,4,5)做反覆做訓練;最後利用 Correlation 及 RMSE 來衡量本模式之適用性。其研究方法步驟如下。(參考圖 3.1)。 (1) 步驟一:Indirect_NN Input:本批的製程參數+前幾批製程參數+前幾批的品質參數 Output:本批的品質參數 Version:前幾批(n =1, 2, 3,4,5) 驗證指標:Correlation、RMSE; 吾人將Qnet2000 的輸出變數與輸入參數之函數關係表達成下式 ) , ; , , , ( 1 1 1 + + + = i i i i i i f R TS TR Time TS Time R (1.1) ) , ; , , , ; , , , ( 1 1 1 1 1 1 1 − − − − + + + = i i i i i i i i i
i f R TS TR Time R TS TR TimeTS Time
R (1.2)
)
,
;
,
,
,
;
,
,
,
,
,
,
(
1 1 1 1 1 1 2 2 2 2 1 + + − − − − − − − − +=
i i i i i i i i i i i i i iTime
TS
Time
TR
TS
R
Time
TR
TS
;R
Time
TR
TS
R
f
R
(1.3) 本批的製程參數 前幾批的製程參數Qnet2000
本批的品質參數 前幾批的品質參數 圖3.3 Qnet2000 輸入參數與輸出變數關係示意圖(子題一)(2)步驟二:全數搜尋法 在完成步驟一之後,接著進行全數搜尋法,首先由原點開始(T=0),以增加或 減少1 個單位開始做逼近搜尋;其搜尋方法以數學函數表達如下: Given a NN 1 ( 1, i i i 1) R+ = f TS+ Time+ ) i
T= 0, set (TSi+1,Timei+1) (= TS Timei,
( i, i Compute f TS Time ) 1) ) ) ) ) ( i 1, i Compute f TS + Time + ( i, i 1 Compute f TS Time + ( i 1, i Compute f TS + Time ( i 1, i Compute f TS − Time ( i, i 1 Compute f TS Time −
3.5 研究方法子題二
研究方法子題二是利用Direct Neural Network 方式,針對以下步驟做訓練。
其輸入資料包括本批的品質參數、前幾批製程參數及前幾批的品質參數,輸出資 料包括本批的製程參數,並且利用前幾批(n=1,2,3,4)做不同情境的反覆做訓 練;最後利用 Correlation 及 RMSE 來衡量本模式之適用性。子題一研究方法步 驟如下。 NN Models:Direct_NN Input:本批品質參數+前幾批製程參數+前幾批的品質參數 Output:本批的製程參數 Version:前幾批(n =1, 2, 3, 4) 驗證指標:Correlation、RMSE; 吾人將Qnet2000 的輸出變數與輸入參數之函數關係表達成下式 ) , , , , ( ) , (TSi+1 Timei+1 = f Ri+1 Ri TSi TRi Timei (2.1) ) , , , ; , , , ; ( ) ,
(TSi+1 Timei+1 = f Ri+1 Ri TSi TRi Timei Ri−1 TSi−1 TRi−1i Timei−1 (2.2)
) , , , ; , , , ; , , , ; ( ) , ( 2 2 2 2 1 1 1 1 1 1 1 − − − − − − − − + + + = i i i i i i i i i i i i i i i i Time TR TS R Time TR TS R Time TR TS R R f Time TS (2.3)
本批的品質參數 前幾批的製程參數 前幾批的品質參數 本批的製程參數
Qnet2000
圖3.4 Qnet2000 輸入參數與輸出變數關係示意圖(子題二)第四章 實例驗證
本章以一晶圓工廠的實際案例,說明爐管製程參佳最佳化求解過程。並且將實 驗結果予以呈現。4.1 倒傳遞網路訓練-縮短求解時間
4.1.1 輸入資料與參數設定 本研究利用類神經網路的倒傳遞網路(Back-propagation Algorithm)來進 行驗證。總共取得共 198 筆樣本資料,其中的 2/3(148 筆)定義為訓練樣本,另 外 1/3(50 筆)定義為測試樣本,隱藏層單元數目計算方式為:(輸入層單元數+ 輸出層單元數)/2,支援的套裝軟體為 Qnet2000。1. Neural Network (NN):Back-propagation Algorithm 2.支援軟體:Qnet 2000 3. NN Technique ○1 Sampled Data:198 筆 ○2 Training Data (2/3):148 筆 ○3 Test Data (1/3):50 筆 4.1.2 建構倒傳遞網路架構 本研究利用Qnet2000 軟體建立一個 4.1.1 網路作為網路架構如圖 4.1 所示, 最上層代表輸入層(input layer),以此代表該製程之製程參數,中間層代表隱藏 層(hidden layer),最下層代表輸出層(Output layer),代表品質參數指標(Ri);學 習過程中必須給定期望輸出值,藉以調整網路內的連結鍵值及隱藏層中各處理 單元的輸出值。
4.1.3 設定各項起始網路參數
表4.1 網路參數設定值
項目 網路參數名稱 參數值
1 Max Iterations 1000
2 Learn Rate Control Start 10001
3 AutoSave Rate 500
4 Screen Update Rate 5
5 Learn Rate(ETA) 0.01
6 Learn Rate Minimum(Learn 0.001
7 Learn Rate Maximum(Learn 0.3
8 Momentum(ALPHA) 0.8
9 FAST-Prop Coefficient 0.00.000
10 Training Patterns used per 0
11 Tolerance 0.00
12 Quit at Traning RMS Error 0.00
4.1.4 倒傳遞神經網路架構及測試集、訓練集之 RMSE 檢視函數模式之績效,其函數擬合度(Correlation)越接近 1 表示網路的訓練 結果越好,以及訓練樣本及測試樣本之 RMSE 能夠愈低代表函數模型之適用性愈佳。 本研究以八種由不同機台參數和品質參數所建立之函數模式,其均方根差(RMSE)的 收斂績效分別表示如下。並將結果彙整於表 2.1。 (1) 模式 1.1 所使用之訓練資料包括機台參數資料(本批阻值、設定溫度、實際溫度、 製程時間、下一批設定溫度及下一批製程時間)及品質參數資料(下一批阻值);其 輸入層個數為 6,輸出層個數為 1,隱藏層個數為 3。倒傳遞神經網路(BP)架構 示意圖如圖 4.1 所示,訓練樣本之 RMSE 如圖 4.2 所示,測試樣本之 RMSE 如 圖 4.3 所示
本批阻值(Ri) 設定溫度(TSi) 實際溫度(TRi) 製程時間(Timei) 下一批設定溫度(TSi+1) 下一批製程時間(Timei+1) 下一批阻值(Ri+1)
NN
圖4.1 Model 1.1 倒傳遞類神經網路架構示意圖 圖4.2 Model 1.1 訓練樣本之 RMSE圖4.3 Model 1.1 測試樣本之 RMSE (2)模式 1.2 所使用之訓練資料包括機台參數資料(本批阻值、設定溫度、實際溫度、 製程時間、下一批設定溫度、下一批製程時間、前一批阻值、前一批設定溫度、 前一批實際溫度、前一批製程時間)及品質參數(下一批阻值);輸入層個數為 10, 輸出層個數為 1,隱藏層個數為 5。倒傳遞神經網路(BP)架構示意圖如圖 4.4 所 示,訓練樣本之 RMSE 如圖 4.5 所示,測試樣本之 RMSE 如圖 4.6 所示。 本批阻值(Ri) 設定溫度(TSi) 實際溫度(TRi) 製程時間(Timei) 下一批設定溫度(TSi+1) 下一批製程時間(Timei+1) 前一批阻值(Ri-1) 前一批設定溫度(TSi-1) 前一批實際溫度(TRi-1) 前一批製程時間(Timei-1)
NN
下一批阻值(Ri+1)圖4.4 Model1.2 倒傳遞網路架構示意圖
圖4.5 Model 1.2 訓練樣本之 RMSE
(3) 模式 1.3 所使用之訓練資料包括機台參數資料(本批阻值、設定溫度、實際溫度、 製程時間、下一批設定溫度、下一批製程時間、前一批阻值、前一批設定溫度、 前一批實際溫度、前一批製程時間、前二批阻值、前二批設定溫度、前二批實 際溫度、前二批製程時間)及品質參數(下一批阻值);輸入層個數為 14,輸出層 個數為1,隱藏層個數為 7。倒傳遞神經網路(BP)架構示意圖如圖 4.7 所示,訓 練樣本之RMSE 如圖 4.8 所示,測試樣本之 RMSE 如圖 4.9 所示 前一批製程時間(Timei-1) 前二批阻值(Ri-2) 前二批設定溫度(TSi-2) 前二批實際溫度(TRi-2) 前二批製程時間(Timei-2) 前一批實際溫度(TRi-1) 下一批製程時間(Timei+1) 前一批阻值(Ri-1) 前一批設定溫度(TSi-1) 本批阻值(Ri) 設定溫度(TSi) 實際溫度(TRi) 製程時間(Timei) 下一批設定溫度(TSi+1)
NN
下一批阻值(Ri+1)圖4.8 Model 1.3 訓練樣本之 RMSE
(4) 模式 1.4 所使用之訓練資料包括機台參數資料(本批阻值、設定溫度、實際溫度、 製程時間、下一批設定溫度、下一批製程時間、前一批阻值、前一批設定溫度、 前一批實際溫度、前一批製程時間、前二批阻值、前二批設定溫度、前二批實 際溫度、前二批製程時間、前三批阻值、前三批設定溫度、前三批實際溫度、 前三批製程時間及品質參數資料(下一批阻值);其中輸入層個數為 18,輸出層 個數為1,隱藏層個數為 9。倒傳遞神經網路(BP)架構示意圖如圖 4.10 所示, 訓練樣本之 RMSE 如圖 4.11 所示,測試樣本之 RMSE 如圖 4.12 所示 本批阻值(Ri) 設定溫度(TSi) 實際溫度(TRi) 製程時間(Timei) 下一批設定溫度(TSi+1) 下一批製程時間(Timei+1) 前一批阻值(Ri-1) 前一批設定溫度(TSi-1) 前一批實際溫度(TRi-1) 前一批製程時間(Timei-1) 前二批阻值(Ri-2) 前二批設定溫度(TSi-2) 前二批實際溫度(TRi-2) 前二批製程時間(Timei-2) 前三批阻值(Ri-3) 前三批設定溫度(TSi-3) 前三批實際溫度(TRi-3) 前三批製程時間(Timei-3) 下一批阻值(Ri+1)
NN
圖4.11 Model 1.4 訓練樣本之 RMSE
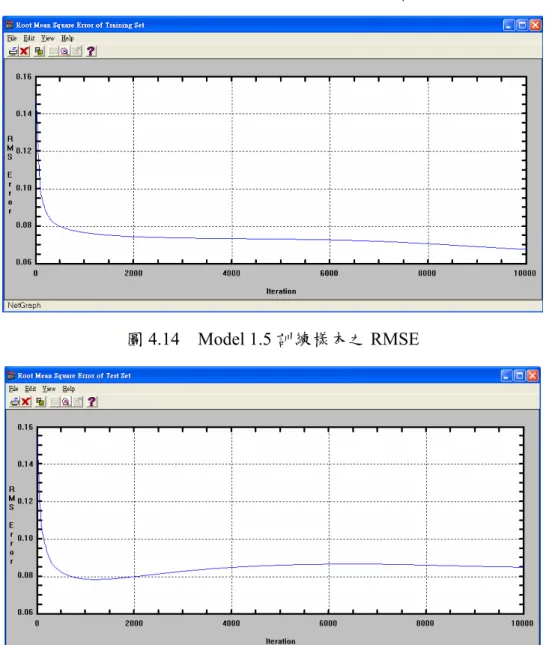
(5) 模式 1.5 所使用之訓練資料包括機台參數資料(本批阻值、設定溫度、實際溫度、 製程時間、下一批設定溫度、下一批製程時間、前一批阻值、前一批設定溫度、 前一批實際溫度、前一批製程時間、前二批阻值、前二批設定溫度、前二批實 際溫度、前二批製程時間、前三批阻值、前三批設定溫度、前三批實際溫度、 前三批製程時間、前四批阻值、前四批設定溫度、前四批實際溫度、前四批製 程時間及品質參數資料(下一批阻值);其中輸入層個數為 22,輸出層個數為 1, 隱藏層個數為 11。倒傳遞神經網路(BP)架構示意圖如圖 4.13 所示,訓練樣本 之 RMSE 如圖 4.14 所示,測試樣本之 RMSE 如圖 4.15 所示 前四批實際溫度(TRi-4) 前四批製程時間(Timei-4) 前三批製程時間(Timei-3) 前四批阻值(Ri-4) 前四批設定溫度(TSi-4) 前三批實際溫度(TRi-3) 本批阻值(Ri) 設定溫度(TSi) 實際溫度(TRi) 製程時間(Timei) 下一批設定溫度(TSi+1) 下一批製程時間(Timei+1) 前一批阻值(Ri-1) 前一批設定溫度(TSi-1) 前一批實際溫度(TRi-1) 前一批製程時間(Timei-1) 前二批阻值(Ri-2) 前二批設定溫度(TSi-2) 前二批實際溫度(TRi-2) 前二批製程時間(Timei-2) 前三批阻值(Ri-3) 前三批設定溫度(TSi-3) 下一批阻值(Ri+1)
NN
圖4.13 Model 1.5 倒傳遞類神經網路架構示意圖
圖4.14 Model 1.5 訓練樣本之 RMSE
(6) 模式 2.1 所使用之訓練資料包括機台參數資料(下一批阻值、本批阻值、設定溫 度、實際溫度、製程時間);其中輸入層個數為 5,輸出層個數為 2,隱藏層個 數為 3。倒傳遞神經網路(BP)架構示意圖如圖 4.16 所示,訓練樣本之 RMSE 如 圖 4.17 所示,測試樣本之 RMSE 如圖 4.18 所示 實際溫度(Tri) 製程時間(Timei) 下一批阻值(Ri+1) 本批阻值(Ri) 設定溫度(TSi)
NN
製程時間(Timei+1) 設定溫度(TSi+1) 圖4.16 Model 2.1 倒傳遞類神經網路架構示意圖圖4.17 Model 2.1 訓練樣本之 RMSE
(7) 模式 2.2 所使用之訓練資料包括機台參數資料(下一批阻值、本批阻值、設定溫 度、實際溫度、製程時間、前一批阻值、前一批設定溫度、前一批實際溫度、 前一批製程時間);其中輸入層個數為 9,輸出層個數為 2,隱藏層個數為 6。 倒傳遞神經網路(BP)架構示意圖如圖 4.19 所示,訓練樣本之 RMSE 如圖 4.20 所示,測試樣本之 RMSE 如圖 4.21 所示 前一批製程時間(Timei-1) 前一批實際溫度(TRi-1) 前一批阻值(Ri-1) 前一批設定溫度(TSi-1) 製程時間(Timei) 下一批阻值(Ri+1) 本批阻值(Ri) 設定溫度(TSi) 實際溫度(TRi)
NN
設定溫度(TSi+1) 製程時間(Timei+1) 圖4.19 Model 2.2 倒傳遞類神經網路架構示意圖圖4-20 Model 2.2 訓練樣本之 RMSE
(8) 模式 2.3 所使用之訓練資料包括機台參數資料(下一批阻值、本批阻值、設定溫 度、實際溫度、製程時間、前二批阻值、前二批設定溫度、前二批實際溫度、前 二批製程時間);其中輸入層個數為 13,輸出層個數為 2,隱藏層個數為 7。倒 傳遞神經網路(BP)架構示意圖如圖 4.22 所示,訓練樣本之 RMSE 如圖 4.23 所 示,測試樣本之 RMSE 如圖 4.23 所示 前一批製程時間(Timei-1) 前二批阻值(Ri-2) 前二批設定溫度(TSi-2) 前二批實際溫度(TRi-2) 前二批製程時間(Timei-2) 前一批實際溫度(TRi-1) 實際溫度(TRi) 製程時間(Timei) 前一批阻值(Ri-1) 前一批設定溫度(TSi-1) 下一批阻值(Ri+1) 本批阻值(Ri) 設定溫度(TSi)
NN
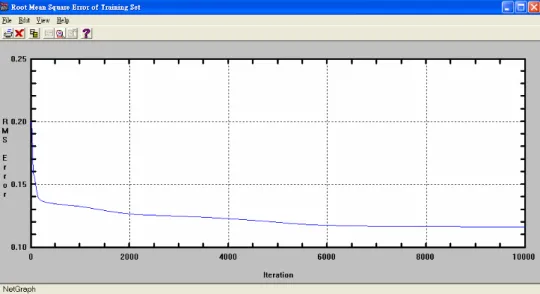
設定溫度(TSi+1) 製程時間(Timei+1)圖4.23 Model 2.3 訓練樣本之 RMSE
(9) 模式 2.4 所使用之訓練資料包括機台參數資料(下一批阻值、本批阻值、設定溫 度、實際溫度、製程時間、前二批阻值、前二批設定溫度、前二批實際溫度、前 二批製程時間、前三批阻值、前三批設定溫度、前三批實際溫度、前三批製程時 間);其中輸入層個數為 17,輸出層個數為 2,隱藏層個數為 9 倒傳遞神經網路 (BP)架構示意圖如圖 4.25 所示,訓練樣本之 RMSE 如圖 4.26 所示,測試樣本之 RMSE 如圖 4.27 所示 下一批阻值(Ri+1) 本批阻值(Ri) 設定溫度(TSi) 實際溫度(TRi) 製程時間(Timei) 前一批阻值(Ri-1) 前一批設定溫度(TSi-1) 前一批實際溫度(TRi-1) 前一批製程時間(Timei-1) 前二批阻值(Ri-2) 前二批設定溫度(TSi-2) 前二批實際溫度(TRi-2) 前二批製程時間(Timei-2) 前三批阻值(Ri-2) 前三批設定溫度(TSi-2) 前三批實際溫度(TRi-2) 前三批製程時間(Timei-2)
圖4.25 Model 2.3 倒傳遞類神經網路架構示意圖
圖4.26 Model 2.3 訓練樣本之 RMSE
表4.2 各種模式方法彙整 研究子題一 研究子題二
4.2 倒傳遞網路訓練之摸擬結果
檢視模擬之近似函數模式之均方根(RMSE)的績效;可藉由測試樣本的調整,改 善網路學習效果,使訓練樣本之RMSE 與測試樣本之 RMSE 能夠愈低。本研究利用 製程參數與品質參數基礎所模擬建立的函數模式,其均方根差(RMSE)的收歛績效如表4.3 RMSE 績效比較表
研究子題一
Model
1
2
3
4
5
訓練樣本數
198
198
198
198
198
測試樣本數
50
50
50
50
40
測試樣本年度選擇
2005
2005
2005
2005
2005
Iterations
10000
10000
100000
100000
100000
Learn Rate
0.01
0.01
0.01
0.01
0.01
Momentum
0.8
0.8
0.8
0.8
0.8
網路架構
6-3-1
10-5-1
14-8-1
18-9-1
22-11-1
函數擬合度
(Correlation)
0.530
0.84
0.91
0.88
0.88
訓練樣本之
RMSE
0.106
0.063
0.040
0.050
0.060
測試樣本之
RMSE
0.110
0.068
0.070
0.080
0.080
研究子題二
Model
1
2
3
4
訓練樣本數
198
199
198
198
測試樣本數
50
50
50
50
測試樣本年度選擇
2005
2005
2005
2005
Iterations
10000
10000
10000
10000
Learn Rate
0.05
0.01
0.01
0.01
Momentum
0.8
0.8
0.8
0.8
網路架構
5-3-2
9-6-2
13-7-2
17-9-2
函數擬合度
(Correlation)
0.510
0.81
0.84
0.85
訓練樣本之
RMSE
0.180
0.110
0.110
0.110
測試樣本之
RMSE
0.191
0.160
0.160
0.140
4.3 模擬驗證-驗證函數模式品質
由機台溫度記錄器,再次取得最近3 個月的機台資料(共 90 筆),重新輸入 Qnet2000;由機台參數輸出值與系統模擬輸出值的推移圖,發現其趨勢非常接近, 擬合度相當高;因此可以判定網路學習情形良好。 圖4.28 QNET200 推移圖4.4 全數搜尋法搜尋結果
本研究以類神經網路的訓練結果為基礎,利用全數搜尋法來求解當本批設定溫 度及沉積時間為【900,897】,其下一批次之製程參數之最佳組合(目標值 40 ohm)。 首先列出618 筆可能組合(附件),接著排序出與目標值誤差最小之前 10 筆組合。 結果當第2 批次最佳製程參數組合為【900 , 897.5】時,我們可以得到阻值 40.6 (ohm)。 表 4.5 全數搜尋法之結果第五章 結論與未來研究方向
本研究探討 6 吋晶圓代工廠,Poly Doped 高溫摻雜製程:由本研究所得到之 訓練結果,可說明透過本研究所尋找出最佳的函數模式,能使預測本批製程參數之 信心達到最大。5.1 結論
1.將所有過去加工過程中所得到的品質參數和製程參數,透過 NN 強大的逼近能 力,尋找出最佳函數模式 2.利用倒傳遞網路(BP)配合全數搜尋法預測出下一批次的最佳參數組合,做為製程 工程師調機的參考依據5.2 未來研究方向
本論文未來可以繼續研究的方向有下列幾點: 1.結合 EWMA 控制器來修正製程漂移的誤差,使預測模式更接近真實機台模式 2.考慮其他搜尋方法提昇搜尋效率參考文獻
Adivikolanu, S., & Zafiriou, E. (2000). Extensions and performance robustness tradeoffs of the EWMA run-to-run controller by using the internal model control structure. IEEE Transactions on electronics packaging manufacturing. 23(1), 56-68. Bhatikar, S. R., & Mahajan, R. L. (2002). Artificial Neural-Network-Based Diagnosis of CVD Barrel Reactor. IEEE Transactions on Semiconductor
Manufacturing, 15(1), 71-78.
Cook, D. F., Ragsdale, C. T., & Major, R. L. (2000). Combining a neural network with a genetic algorithm for process parameter optimization, Engineering Applications of
Artificial Intelligence, 13(1), 391-396.
Han, S. S., & May, G. S. (1996). Optimization of neural network structure and learning parameters using genetic algorithms. Tools with Artificial Intelligence,
Proceedings Eighth IEEE International Conference, 200-206.
Han, S. S., Ceiler, M., Bidstrup, S. A., & Kohl, P. (1994). Modeling the properties of PECVD silicon dioxide films using optimized back-propagation neural networks.
IEEE Transactions on Semiconductor Manufacturing, 17(2), 174-182.
Hermanto, M. W., Braatz, R. D., & Chui, M. S. (2006). A Run-to-run Control Strategy for Polymorphic Transformation in Pharmaceutical Crystallization. IEEE
Transactions on Semiconductor Manufacturing, 18(4), 605-613.
Ilumoka, A. A. (1997). Optimal transistor sizing for CMOS VLSI circuits using modular artificial neural networks. Proceedings of the twenty-ninth southeastern
symosium, 310~314.
Kim, B., & Hong, W. S. (2004). Use of neural network to characterize a low pressure temperature effect on refractive property of silicon nitride film deposited by PECVD.
IEEE Transactions on Semiconductor Manufacturing, 32(1), 84-89.
Kim, B., & May, G. S. (1994). An optimal neural network process model for plasma etching. IEEE Transactions on Semiconductor Manufacturing, 7(1), 12-21.
Park, S. J., Lee, M. S., Shin. S. Y., Cho. K. H., Lim, J. T., Cho. B. S., Jei, Y. H., Kim. M. K., & Park, C. H. (2005). Run-to-run overlay control of steppers in semiconductor manufacturing systems based on history data analysis and neural network modeling.
IEEE Transactions on Semiconductor Manufacturing, 18(4), 605-613.
Shao, S., Nezu, K., Chen K., & Pu, X. P. (1995). Feature Extraction of Machinery Diagnosis Using Nerual Network, IEEE International Conference, 459-464.
Smith, T. H., Bouning, D. S., & Stefani, J., & Butler, S. W. (1998). Run by run advanced process control of metal sputter deposition. IEEE Transactions on
Semiconductor Manufacturing, 11(2), 276-284.
Stoddard, K. Crouch, P. Kozicki, M. Tsakalis, K. (1994). “Application of feedforward and adaptive feedback control to semiconductor device manufacturing”.
IEEE American Control Conference, 19(1), 892-896.
Su, Y. C., Hung, M. H., Cheng, F. T., & Chen, Y. T. (2006). A processing quality prognostics scheme for plasma sputtering in TFT-LCD manufacturing, IEEE
Transactions on Semiconductor Manufacturing, 19(2), 183~194.
Tong, L. I., Lee, W. I., & Su, C. T. (1997). Using a neural network-based approach to predict the wafer yield in integrated circuit manufacturing, IEEE Transactions on
Semiconductor Manufacturing, 20(4), 288-294.
Wang, C. Q., He, X. N., & Zhang, Y. (2006). Modeling Plasma Modification of Glass Surface using Neural Networks. The sixth world congress on publication, 1(1), 4639-4673
Wang, X. A., & Mahajan, R. L. (1996). Artificial neural network model-based run-to-run process controller. Engineering Applications of Artificia Intelligence, 19(1), 19-26.