運用限制理論需求拉動補貨與緩衝庫存管理改善記憶體模組當日接單當日出貨滿足率
44
0
0
全文
(2) 運用限制理論需求拉動補貨與緩衝庫存管理 改善記憶體模組當日接單當日出貨滿足率 Improve the Same-Day Shipping Fulfillment Rate Through the Implementation of TOC Demand Pull & Buffer Management. 研 究 生 :杜鎔憲. Student :Jung-Hsien Tu. 指導教授. Advisor:Rung-Kwei Li. ︰李榮貴. 國立交通大學 管理學院(工業工程與管理學程)碩士班 碩士論文 A Thesis Submitted to Department of Industrial Engineering and Management College of Management National Chiao Tung University in partial Fulfillment of the Requirements for the Degree of Master in Industrial Engineering and Management July 2007 Hsinchu, Taiwan, Republic of China. 中 華 民 國 九 十 六 年 七 月.
(3) 運用限制理論之需求拉動補貨模式與緩衝庫存管理 改善記憶體模組當日接單當日出貨滿足率 研究生: 杜鎔憲. 指導教授: 李榮貴 博士. 國立交通大學管理學院(工業工程與管理學程)碩士班 中文摘要 記憶體產業是現今電子產業中面臨景氣波動衝擊影響甚鉅的產業之一,緣自各 種消費性電子產品的引用,記憶體產品的應用近年來快速走向多元化,結合消費性電 子產品的產業特性,產品生的命週期趨向更為短促。供給與需求面的失衡經常引起 市場價格的劇烈變動,企業庫存價值損失的風險相對提升。因此供應鏈庫存管理的 一直是這個產業營運成敗的關鍵議題。 限制理論的需求拉動與緩衝管理模式(Demand Pull & Buffer Management),為 供應鏈管理提供了不錯的解決方案。本研究運用此供應鏈管理模式,為個案公司發 展出符合記憶體模組產業特性的成品庫存控管機制。運用即時成品庫存的資訊來拉 動半成品庫存之包裝作業,成功藉由系統評估與系統建置的實務應用,印證此庫存 管理模式在面對多變的市場需求,仍能快速反應調整庫存。並運用極短促的補貨週 期,將庫存水準控制在更低的合理的範圍。整體而言,除了庫存管理績效評估的改 善達到令人滿意的結果,個案公司所強調的單日接單供貨滿足率也獲得明顯的改 善。. 關鍵詞: 限制理論、供應鏈、需求拉動、緩衝管理. i.
(4) Improve the Same-Day Shipping Fulfillment Rate Through the Implementation of TOC Demand Pull & Buffer Management Student : Jung-Hsien Tu. Advisor: Dr. Rung-Kwei Li. Degree Program of Industrial Engineering and Management National Chiao Tung University. ABSTRACT Currently, the memory industry is one of the businesses faced and influenced with market fluctuation assaulting prosperously in the electronic industry. Since various kinds of consuming electronic products applying the memory storage function, the memory product move towards diversification rapidly in recent years. Combining the industry characteristic of the consuming electronic product, the life cycle of the memory products tend to be shorter and shorter. The out-of-balance between supply and demand caused not only the market pricing fluctuated but increasing the risk of the stock value loss to the enterprise. Thus, it’s always the important subject to enhance the profitability through the inventory control of supply chain management TOC Demand-Pull and Buffer Management is an outstanding and effective model to provide the solution of supply chain management. In this paper we adopted the management model and developed a practical inventory control mechanism for the finish goods. Based on the real-time inventory change information driven, the packing line issues and completes the replenishment orders accordingly. Through the progress of evaluation, realization, and implementations, we confirmed the effectiveness of TOC Demand-Pull and Buffer Management inventory control. Facing the changeable market demand and shorter replenish time requirement in the memory module practice, this inventory control model provides higher fulfillment rate, more flexible, and lower inventory. Meanwhile, the improvement target of the same-day shipping fulfillment rate of the case company is achieved.. Key words : TOC 、Supply Chain、Demand Pull、Buffer Management、. ii.
(5) 致謝 終於畢業了,謹在此表達對恩師李榮貴教授之感謝與敬意,在我這漫長碩士 學業的過程中,無論是課堂上知識的傳承、問題思考邏輯的啟發、案例研討的腦 力激盪等,每每都能帶來嶄新的思維領域。對於已跨入職場近十五年的本人而言, 實是受用無窮。其後論文撰寫的歷程中,也要感謝恩師給予適切的方向導引,加 上不斷地激勵與指導才能順利完成。 論文審查的過程特別要感謝蔡志弘教授與張盛鴻教授在口試過程中所提出引 述、推論謬誤的指正,並給予寶貴的修正意見,使得整篇論文的編修能夠更臻於 完善。 在專班豐富的課程學習歷程中,特別要感謝鍾淑馨教授、劉復華教授、以及 已經轉任清大的蘇朝敦教授課堂上的傾囊教導,讓我們在學識增長的同時,也相 對地啟發了企業經營管理應有的視野與見識。管理學院院部針對在職學程所開設 的管理理論與實務講座這門課,邀集各個知識領域的權威人士開設專題講座,個 人認為對於學生確實能開拓管理智能且獲益良多,希望這部分還能繼續延續下去。 同窗好友信超、育成、舜元等的協助與鼓勵,以及一年來協助我完成公司出 貨與庫存即時系統改善專案的同仁們,包含MIS經常挑燈夜戰不眠不休修改程式的 世杰、振榮,被我長期疲勞轟炸的產線工程師的文鐘,以及支持我做即時系統改 善的老闆葉總等人的支持,終於促成即時庫存控管與調節系統能夠真正落實施 行,在此表達對由衷感謝。 回顧過往,我要感謝愛妻對我及我的家人全心的支持與無怨無悔的付出,讓 我在這漫長學業完成的歷程中無後顧之憂。也要感謝妹妹燕晴與姊姊玥虹在母親 重病療養的這段時間,特別經常性的回到家中協助照料母親與肢障父親的生活, 讓我們夫妻倆的生活步調得以稍有緩頰,使得母親的病情得以漸漸好轉,我的學 業也因此才能夠順利完成。 最後, 感謝父母雙親所賦予我的一切,雖然家庭環境一直並不富裕,也曾遭 逢父親工作職傷殘障而面臨舉債度日、經濟斷炊慘淡歲月,幸有有父母親對子女 教育的堅持,讓我順利完成大學的學業,才能有今後的我。為此,謹將此碩士學業 完成的榮耀獻給一生辛勞的父母雙親。. iii.
(6) 目錄 中文摘要 英文摘要 致謝 目錄 表目錄 圖目錄. i ii iii iv vi vii. 第一章 緒論. 1. 1.1 研究背景與動機. 1. 1.2 研究目的. 2. 1.3 研究限制. 3. 1.4 研究架構. 4. 第二章 文獻探討. 5. 2.1 存貨的角色與供應鏈問題. 5. 2.2 長鞭效應. 5. 2.3 傳統存貨管制方法與面臨的問題. 7. 2.4 運用供應鏈整體存貨規劃改善資訊分享與降低不確定性風險. 7. 2.5 TOC Demand-Pull 供應鏈管理模式. 8. 第三章 個案研究分析. 12. 3.1 記憶體模組產業概況. 12. 3.1.1. 全球記憶體產業概況與分析. 12. 3.1.2. 專業記體模組廠位於記憶體產業全球供應鏈所扮演的腳色. 13. 3.1.3. 一般記憶體模組廠之需求預測與庫存管理所面臨的挑戰. 15. 3.2 個案公司介紹. 16. 3.3 個案公司目前的接單流程與面臨的供應鏈庫存管理問題. 17. 第四章 運用 TOC Demand-Pull 建置即時系統 4.1 應用需求拉動補貨模式改變接單出貨流程. 20 20. 4.1.1 改變決定派工優序的方法. 21. 4.1.2 可靠的補貨前置期的重要性及其配合措施. 22. 4.1.3 目標存量與存貨控制模式的轉變. 24. 4.1.4 目標存量調節機制訂定. 25 iv.
(7) 4.1.5 建置成品庫存水位即時訊息,與調整補貨機制 4.2 情境模擬與緩衝調節幅度之選定. 26 27. 4.2.1 緩衝調節幅度參數設定. 27. 4.2.2 模擬結果比較與緩衝調節幅度之選定. 30. 4.3 即時系統建置與績效評量. 31. 4.3.1 即時系統建置. 31. 4.3.2 即時系統績效評量. 33. 第五章 結論與未來研究方向. 34. 參考文獻. 35. v.
(8) 表目錄 表 3-1. 2007 年第一季全球 DRAM 廠市占率概況. 12. 表 3-2. 2006 年全球 DRAM 模組廠市占率概況. 14. 表 4-1. 模擬條件 1-各時段不同產品起始庫存與其日需求增減範圍. 27. 表 4-2. 模擬條件 2-產品日需求之隨機增減振幅與機率. 28. 表 4-3. 模擬進行中之狀態(25%調幅). 28. 表 4-4. 單日需求分佈 (25%第七日). 29. 表 4-5. 單日庫存變化(25%第七日). 29. 表 4-6. 單日模擬指標匯整結果示例(25%第六日). 30. 表 4-7. 依四個績效指標比較之模擬結果. 30. vi.
(9) 圖目錄 圖 2-1. 典型的長鞭效應. 6. 圖 2-2. 典型的供應鏈衝突圖. 8. 圖 2-3. 修正指標之 TDDa 、IDDa 與 EVD 計算時機. 11. 圖 3-1. 2007 上半年 DRAM 記憶體顆粒報價漲跌趨勢. 13. 圗 3-2. DRAM 模組廠庫存控制難點現況圖. 15. 圖 3-3. 個案公司之供應鏈生產規劃. 16. 圖 3-4. 個案公司單日 RS 補貨模式之成品庫存變化. 19. 圖 4-1. 建構包裝-成品 Demand-Pull 與 Buffer Management 架構. 20. 圖 4-2. 依據補料點動態庫存指標變化之相應補料行動. 21. 圖 4-3. 依照時段變化設定不同之包裝優序. 22. 圖 4-4. 補貨點轉變後之成品庫存變化. 24. 圖 4-5. 補貨點轉變後,出貨時段之成品庫存變化. 25. 圖 4-6. 動態成品庫存量監視視窗. 26. 圖 4-7. 動態成品庫存量監視視窗. 31. 圖 4-8. 緩衝庫存目標存量之異動建議視窗示例. 32. 圖 4-9. 各時段當日累計接單滿足率即時視窗. 33. vii.
(10) 第一章 緒論 1.1. 研究背景與動機. 近年來,全球記憶體產業的興衰更替與景氣波動循環逐年加劇,主因是新世 代半導體晶圓製造的資本支出門檻越墊越高,企業主為達成本經濟規模,爭相引 進新製程技術擴充產能來控制成本,產量大量的開出並快速的超越實際市場需 求,引發市場價格隨著供需失衡而漲跌轉變快速。漸漸的,獲利空間不斷壓縮, 庫存價損的風險也不斷提升。最後,即便是世界級的歐美日大廠,也屢屢出現需 要以內部整併,外部併購或退出市場來解決營運的困難。 綜觀記憶體產業供應鏈中,從前端的晶圓製造一直到後端的記憶體模組組裝 與配銷,最困難掌控的就是永遠沒有準確的需求預測。產能利用率忽高忽低,整 體庫存水位難以控制,供給與需求面的不均衡導致市場價格隨之大幅起落。一般 而言,記憶體產業整體供應鏈的平均生產前置期長達三個月以上,庫存價值的暴 漲暴跌直接衝擊上中下游所有廠家的經營績效。有時光是 IC 市價的價差就足以決 定當批交易的損益。這也因此促使許多記憶體相關廠家不得不盯緊行情異動,隨 時改變採買原料與生產銷售計畫。 記憶體模組產業位居記憶體產業供應鏈後端直接面對混沌不明的市場需求、 產品配銷、與庫存控管的問題。雖然記憶體價格長期趨勢向下不變,維持低庫存 高週轉是符合理性思考正確的管理原則,但實務上遇到市場價格飆漲時段,難免 有惜售囤積待漲;或者在市況價格萎縮下跌的情況下,減緩投料與快速出貨,來 減低價損衝擊風險的舉措,也是可以理解的。然而維持較低庫存同時保有市場銷 售並非易事,面對短期的非理性價格波動稍有判斷失當,往往難以避免鉅額虧損 的發生。 產業界供應鏈存貨控制經常面臨的問題是:『存貨雖高,卻非所需貨品』,資 訊的不透明與不及時造成的急單生產與緊急跟催在供應鏈的上中下游間不斷地上 演。為能降低斷料風險而提高庫存,或為了控制資金成本保持彈性而壓低存貨, 雖然同樣都為了提升企業本身的獲益,然而高庫存或低庫存取捨的衝突,卻是多 數經理人無法跳脫的迷思與夢靨。存貨控制不良的公司非但無法貼近市場需求, 及時提供客戶所需, 不當的擴充存貨也會因為市場需求轉向而導致大量報廢損 失,是故供應鏈庫存管理的問題,無疑是攸關經營成敗的嚴肅課題之一。 傳統供應鏈的模式中,藉由分散各處的各個零售商,分別依據銷貨統計資料 分析,將終端消費者的需求預測,匯整後確認需求預測傳回配銷商。配銷商再依 不同零售商提供的需求預測彙整成配銷的需求預測給製造工廠。工廠依此預測數 據合併批量生產的考量後向供應商備料投產,再逐層經配銷商運送到每個零售 點。這就是傳統的推式生產模式。這種基於不準確的預測及相關局部最佳化迷思 的供應鏈體系,最後發現終端零售商雖然堆滿了存貨,客戶需求仍往往無法及時 供應。. 1.
(11) 傳統作法『為了提供最佳的供貨服務品質,需將大部分的庫存盡量留存在最 靠近客戶的地方』是嚴重錯誤的思維模式。存貨常因預測錯誤、地理位置點的限 制、或資訊不流通而造成各個零售點堆滿不符需求的貨品,整體存貨維持在低流 動的高水位,客戶實際需求卻仍然無法及時供應。 TOC 提出需求拉動(Demand Pull)管理模式,藉由供應鏈各階的緩衝庫存聯 結,運用補貨周期的最大需求量為各階緩衝庫存的目標存量,消弭了斷貨的危機 之後,把最大最主要的庫存盡可能留供貨端,充分改善供應鏈管理的幾個核心問 題: z 更正確的預測: 將預測由末端零售商退回需求匯集的供應端可大幅縮小 預測的變異,提高準確性,對整體供應鏈而言,可有效的降低整體庫存且 不影響服務水準。 z 縮短補貨時間: 固定的補貨週期,加上訊息的即時傳遞,補貨時間可進 一步縮短為上下游間的運送時間。 z 增加供應商的可靠度:需求預測變異顯著改善後,供應商產能配置得宜, 承諾的交運達成率也會大幅提升。 本研究期望將 TOC 的需求拉動補貨與緩衝庫存管理模式應用在記憶體模組 產業的成品包裝存貨管理,藉由即時補貨資訊系統,有效的縮短補貨週期與控制 庫存量。期能有效因應市場需求,提高供貨滿意度,將急劇的景氣變動衝擊降至 最低的水準,進而將獲利障礙轉變為強而有利的競爭力。. 1.2. 研究目的. 本研究期望藉由運用限制理論 Demand Pull 與 Buffer Management 庫存管理 模式,建構記憶體模組動態即時庫存管制資訊與緩衝庫存調節,隨時依據市場需 求變化調節不同產品生命週期產品的庫存水位,達成有效的存貨管理與獲利最佳 化。 個案公司在全球記憶體模組產業佔有舉足輕重的地位,銷售通路遍及全球各 大洲,基於市場需求急劇變動的特性,期望以最有效益的庫存控管達成最大的供 貨滿足率,進而採用「當日接單的當日出貨滿足率」為存貨管理成敗的主要指標。 其目的在於貼近每日市場動態的變化,並給予最快速的回應,滿足的市場的需求, 達成最大的銷貨收益。 然而,一般的供應鏈運籌管理研究多數以天、週、月以上的補貨週期時間為 基礎來探討其供需關係及庫存控管,著重在訂補貨數量、補貨啟動時機、庫存水 準、與補貨的週期長短之探討,並找尋其運作效益的最佳化;此個案則依其產業 特性,需要將補貨頻率提高,補貨週期更進一步的縮短,以達成減低庫存提昇營 運應變的能力。數天或數週的補貨期規劃無法體現即時的快速反應需求,因此本 研究將著重在工廠內部的待包裝半成品與成品間庫存轉換與供需變化的控管,建. 2.
(12) 構極短補貨週期的 Demand Pull 與 Buffer Management 實務應用,並審視此模式 運用在小於一天的補貨週期條件下,是否仍能達成預期控制庫存的目標,並保持 良好的出貨滿足率。此個案之執行績效將以個案公司期望滿足的當日出貨滿足率 為主,並輔以 TOC 建議之 TDD 與 IDD 等供應鏈績效指標,來確認其績效認定的 適當性。. 1.3. 研究限制. 本研究以實證應用限制理論 Demand Pull 供應鏈庫存管理模式,並侷限於解 決某記憶體模組廠區域中心工廠之生產包裝、成品庫存、到出貨配銷的局部庫存 管理機制之績效改善。因應用範圍與產業環境有其獨特性,建構基礎將受限於此 個案之產業特性條件,在不同產業領域之應用之泛用性可能受限。 此外,選定之個案公司為某專業記憶體模組廠的領導廠家,個案應用也以此 單一公司之營運模式與環境條件作考量,並未擴及探討或比對相同產業領域的其 他公司。 晶圓製造、IC 封裝、IC 測試等上中游記憶體製造供應與個案公司本身全球跨 廠區的 SMT 模組組裝產能運用,本研究並未納入 Demand Pull 實證應用,主要原 因是現有之實務運作以既有之銷售預測技術,採 MTS(Make to Stock)運作方式完 成至待最終包裝之半成品庫存,改變既有模式所牽涉的產業鏈擴及其他晶圓製造、 封測大廠及相關物料供應商,牽連範圍過大,限於個人業務領域所及範圍、與研 究的時間限制,本研究的重點落在後段 ATO (Assembly to Order)的庫存控管,專 注從接單到出貨的成品庫存緩衝調節,與管理實務系統建置的最佳化。. 3.
(13) 1.4. 研究架構. 本研究之目的以建置即時庫存資訊協助改善個案公司成品與半成品庫存管理 機制為主軸,除參考相關供應鏈管理文獻在實務應用建置之考量條件外,也著重 在該個案所面臨的條件限制設定情境模擬並評核之,作為實際應用與系統建構之 基礎。以下為本個案研究之研究架構,依照以下流程步驟完成之: 1.供應鏈管理文獻探討. 2.TOC Demand Pull 庫存管 理模式之應用. 3.個案研究分析. 4.情境模擬與參數選定. 5.即時系統建置. 6.績效評量. 7.結論與未來研究方向. 4.
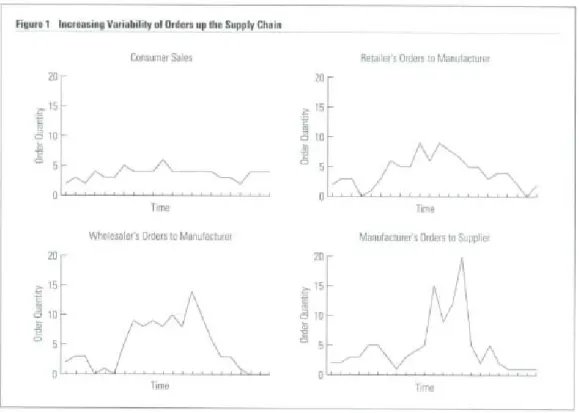
(14) 第二章 文獻探討 從客戶需求訂單開始,原料的採購、半成品與成品的製造、儲存、到配銷運送 給最終客戶,的這一連串供貨流程,存在著許多流程面、管理面影響製造業獲利的 關鍵元素,是現今企業相當重視的供應鏈問題。探討供應鏈問題的方式可有許多不 同的面向,本研究將著重於庫存控管對於供應鏈整體績效改善之流程做法作一探 討。以下將分就存貨的在供應鏈管理所扮演的腳色、長鞭效應的成因與控制、傳統 庫存控制的方法及應變措施、TOC 所建議的 Demand Pull 管理模式等分別探討之。. 2.1. 存貨的角色與供應鏈問題. 根據 APICS 的定義:『存貨是用於支援生產、生產相關活動、以及滿足客戶 需求時所需使用到的物件』 ;從供應鏈運籌管理的角度,其範圍則包含了採購生產 配銷三大運籌範圍中所有的原物料、零組件、在製品、半成品及成品。其目的為 了滿足預期性需求、週期性需求、變動性需求、防止短缺以及提高設備資源利用 率等。 不可否認的,庫存是利潤的泉源,擁有良好的庫存管理將使得生產與出貨能 夠非常順暢,也不會有過多的資金積壓在庫存品,企業的獲利就像泉水湧出源源 不絕;相反的,缺乏有效控管的過時原料與庫房中滯留過時的成品多數在最終時 刻只能走向報廢與認列虧損,不當的庫存管理所留下的存貨將靜靜的拖垮營運的 活力。因此存貨之於營運同時有其善惡兩面,唯有時時關注與調整才能確保其貢 獻不至於偏頗。. 2.2. 長鞭效應. 在傳統供應鏈管理中,源自需求端的微小變動,經過各層訊息傳遞的延遲與 變動,需求之變異將逐層放大,造成供貨端產生遞延效果的劇烈變動,此現象稱 之為長鞭效應。圗 2-1 所示 Lee (1997)所提之長鞭效應的示意圖,最終消費端的 客戶需求只有微小的變動(10~40%);零售商匯集資訊與考量需求變動後將預測需 求轉換成工廠的訂單,觀察其需求有了較大的變異(10~80%);到了最後工廠轉給 供應商的需求訂單變動最高可達兩倍以上的變異(200~300%),此模型說明了在需 求預測資訊的微小變異,經過層層過濾與作業考量的資訊轉換後,源頭供給端所 接收到的需求變動可能被放大到一、二十倍。. 5.
(15) 圖 2-1 典型的長鞭效應 資料來源: Lee, et al., “The Bullwhip Effect in Supply Chains”. 因此上游廠家所面臨的訂單變異,將遠大於實際最終需求的變異,工廠的實 體庫存不得不升高,也使得整體供應鏈的存貨成本居高不下。長鞭效應形成的原 因與因應的改善方法已有多位學者研究,以下分述其立論重點與防治之道: Forrester(1961)認為供應鏈中各層廠商間,因需求資訊回饋傳遞的變異失 真,再加上各種作業前置期的時間遲延,各訂單處理人員因此會常有重複訂購或 者臨時取消的決策,根據其三階供應鏈研究,即便是無誤差的預測,只要二階間 的兩週時間延遲,形成兩週後工廠負荷的 50%變動,其後續延遲影響可長達 15 個月的系統震盪。 Hau L. Lee(1997)認為促成長鞭效應的主要原因是需求預測重複與不一致、 訂購批量的大小、價格變動、與短缺料的發生等。 改善之道 Lee 提出以下四個方向: 1.降低不確定性: 藉由資訊集中的技術,讓供應鏈所有成員均能獲得完整可 靠的資訊。 2.減低價格波動: 以每日最低價策略(EDLP; Everyday Low Price)取代促 銷,有效減低價格波動。 3.降低前置期: 以 EDI 等資訊技術降低訂單處理的前置期。 4.建立策略性結盟關係: 如運用 VMI 與 CRP 的建立,讓供應商能主動掌握 銷售資訊與庫存量,作為市場需求預測及自動補貨 的依據。. 6.
(16) 綜合以上小結,長鞭效應的產生起因於資訊遞延與不確定性,而形成供應鏈震 盪,故解決之道也必須由其成因下手。. 2.3. 傳統存貨管制方法與面臨的問題. 傳統供應鏈存貨管理一直圍繞在以下三個核心問題:市場需求預測不準確、 供應商承諾交期或交貨量不可靠、以及整體供應鏈的補貨週期時間太長等。 因應這樣的供應鏈問題,傳統存貨改善作法集中在補貨政策與補貨啟動機制 的相關參數最佳化,分別有運用定期檢視或連續檢視系統兩大類,通常以 s 表啟動下 一次補貨的最低庫存水準、S 表補貨後庫存的最大上限、Q 為固定補貨批量、R 為檢視補貨的週期時間,常見之補貨系統如下: z 定期檢視補貨系統:(R,S)與(R,s,S) z 連續檢視補貨系統:(s,Q)與(s,S) 綜合以上各種傳統補貨系統,思考模式侷限於局部庫存控管的合理化.當需求 確定性高,相關參數設定相對容易,系統的表現可差強人意;但如需求確定性低, 則相關參數設定相對困難,實務運用無法達到預期成效。為能改善不確定性之風 險,強調資訊技術運用串聯上游供應商與下游客戶的運作模式也被廣泛的運用, 下一節將概述常用之作法。. 2.4. 運用供應鏈整體存貨規劃改善資訊分享與降低不確定性風險. 運用資訊分享的技術,將供應鏈上下游之供給與需求資訊作即時的串聯,可 大幅減低資訊傳遞的時間延誤與減少訊息傳遞之誤差。常見的做法如下︰ z VMI (Vendor Management Inventory): 由供應商本身參考零售商需求資 訊判斷零售商未來需求,再調節各期分配之補貨量。 z CRP (Continuous Replenishment Program) : 採行此補貨模式的供應 商必須以零售商訂購量資訊為主,加上相關因素如各期存貨水準、訂購量、 及市場預期需求等考量,調整其訂購量後再行補貨分配。 z QR (Quick Response): 以最接近客戶的存貨配置點之需求規劃為起 點,考量運送產能與相關限制規劃出符合本身與供應商最佳的需求回應模 式,集中配置在少數大型中央倉庫,保持貨品的共通性,可以快速回應各 戶的需求。. 7.
(17) 2.5. TOC Demand Pull 供應鏈管理模式. 1986 年,以色列物理學家 Eliyahu M. Goldratt 博士提出了限制理論(Theory of Constraints, TOC)。其理論與思維模式廣泛的應用於生產管理,配銷運籌,專 案與財務管理等各個領域。 供應鏈管理普遍存在以下的衝突(如圖 2-2):一般而言,經理人普遍認為要做 好供應鏈管理必須控制最低的總成本,同時並能賣出最多的貨品得到最大的獲 益。然而,要能控制到最低的成本,存貨庫存政策必須以小庫存減少資金積壓, 降低貨品跌價與報廢品的風險,以達成成本最小化。另一方面,要能賣出最多的 貨品,小庫存提高了缺貨風險,無法滿足市場多樣化的變動需求,必須備較高之 庫存水準以因應,因此產生了究竟該備高庫存或是低庫存的衝突。 Dr。 Goldratt 認為衝突產生時,典型的錯誤是直覺地以妥協的方式求解,如 此不但不能解決問題達成目標,更可能因為決策錯誤而與目標漸行漸遠;正確的 方式是面對問題,設法尋找衝突背後所存在的假設, 藉由打破假設激發出解決方 案與解決衝突。 B.提高銷售. D.備高庫存. C.降低成本. D’.備低庫存. A.公司獲利. 圖 2-2 典型的供應鏈衝突圖. 以此衝突圖為例,為了提高銷售量,避免缺貨就必須備較高庫存的基本假設 為何?什麼樣的假設或者事實使得唯有備較高的庫存才能確保銷售量?探究其原 因,不外乎以下三項供應鏈管理的核心問題:需求預測不準,補貨流程時間太長, 與供應商不可靠三項供應鏈管理的核心問題。 關於需求預測的準確性,限制理論的論點是依個別銷售點預測累積計算之變 異必定遠大於整體銷售通路匯整預測之變異,因此越往上游需求匯集處作預測, 其整體誤差將明顯下降。也因此當我們面對供應鏈的庫存問題時,TOC 要我們盡 可能將庫存置於需求的匯集處,也就是庫存需求預測最準確的地方作預測。再將 上下游供應鏈運作模式由推式改為拉式,下游實際消耗多少再向上游拉多少。上 游供貨端則依據下游實際拉走的數量補貨生產,維持其安全存量。如此做法,可 有利於滿足各個獨立需求點的迫切需求。在改善供貨商的可靠度方面,在各個需 求點的目標庫存被正確訂定為補貨週期內的最大需求量後,配合相關資訊技術的. 8.
(18) 協助,可大幅縮減訂單處理的時間,每個補貨的前置期將進一步縮短到只剩運輸 時間。 以下分述 TOC 針對供應鏈 Demand Pull 與 Buffer Management 的作業重點 包含;需求拉動的存貨控制機制、緩衝管理目標庫存量的決定、緩衝管理目標庫 存量的調整、與績效衡量指標等說明之: 1. 需求拉動的存貨控制機制 過去將所有產品積存在離客戶最近的供貨端的老舊觀念必須破除,此模 式稱之為推式供應鏈,所有庫存被推到每個供貨點後,滯存與缺待料的機率 大增,各個分銷點為了避免缺貨,也會傾向提出較高的需求預測,累積下來 供貨者必須「推」出超過實際需求的貨到各個分銷點,補貨週期也因而拉長, 形成供貨不可靠與庫存水準居高不下的惡性循環。 TOC 主張利用「降低批量」與「增大補貨頻率」來縮短補貨時間與降低 總體庫存。此做法對於過去習慣等到訂貨點採大批量訂貨取得折扣的客戶, 與為追求作業效率而希望大批生產的工廠而言,皆是供應鏈管理觀念的一大 突破。然大批量處理是拉長補貨時間與供應不穩定的主要原兇,唯有改變此 觀念才能改善。 將大部分的庫存回流至產品需求的源頭,也就是工廠,各個區域倉庫只 需保有補貨前置時間內所需的需求量,當客戶(可能是分銷商)向區域倉庫下 訂單的同時,區域倉庫再向工廠訂購其所銷售的數量,而工廠再以最迅速的 方式在固定的補貨時間內將產品送達區域倉庫。如此區域倉庫的在途訂單與 在庫量可維持在穩定的水位,加上穩定的供貨期,對於客戶的需求可以穩定 的滿足之。TOC 稱此為需求拉動的存貨控制。 2. 緩衝管理目標庫存量的決定 傳統目標存量設定的方式是以過去歷史資訊與預期需求分析作預測,計 算出平均需求量與對應的目標庫存。而 TOC 的想法是考量補貨周期長短來估 算所需之目標存量。目標存量包含在庫量與在途訂貨量的總合,而在庫量必 須能夠確保在訂單前置期的預期消耗量,在途訂貨量必須能夠滿足補貨前置 期的預期消耗量。以安全存量為考量,兩者皆以最大消耗量為目標存量之估 算。因此須先依據過去歷史資料與未來市場需求來推算最大的消耗率,再將 補貨週期(包含生產與運輸所需時間),與訂單前置期時間加總列入考量,可 得獲得緩衝目標庫存量。 3. 緩衝管理目標庫存量的調整 依照 TOC 的建議將目標庫存水位三等份以紅、黃、綠三色階分別代表 趕工、警告、與忽略三區,持續監視此緩衝庫存的水位。當連續數個補貨周 期的庫存狀態一直處於紅色狀態,代表目標庫存的設定可能過低,無法確保 滿足需求的風險大增,便要考慮提高目標庫存;反之,當連續數個補貨周期. 9.
(19) 的庫存狀態一直處與綠色安全狀態表示目標庫存水位可能過高,長期而言庫 存成本過高,需要考慮降低目標庫存。 針對目標庫存的調整幅度,TOC 並沒有明確的規範,一般而言可以簡單 的以一次 1/3 的幅度調整之。然各種產業特性的不同,庫存控制對於企業獲 益的貢獻價值會有明顯的差異。因此實際執行仍需考量各自產業特性予以調 整,訂定適合本身的執行細則。 4. 緩衝管理補貨量的計算 完成目標庫存設定與目標庫存調整機制的定義後,再來就是決定執行面 的每期補貨量。大體言之,當期消耗多少,就補多少,維持在庫量與在途量 的總合等於目標存量。但遇到上一節所提之目標存量調整,則必須將當期的 目標庫存調整量加入當期消耗量,方為當期的補貨量。當目標庫存的調整量 為正值,當期補貨量增加,也就同時提高當期目標緩衝庫存;反之,減低當 期之目標庫存。 5. TOC 針對存貨控制所設定的績效衡量指標 一般配銷與存貨控制常用的績效衡量指標為庫存週轉率、缺貨率等,而 TOC 提出有效產出元‧天(Throughput-Dollar Day; TDD)與存貨元‧天 (Inventory-Dollar Day; IDD) 兩個衡量指標,其基本定義如下 TDD: 此指標考量的是交貨準確度,也就是事情應該做到很好,實際上 沒達成的程度。 對於客戶承諾的交期發生延誤時,開始計算 TDD 值,用來衡量沒有達成的嚴重程度。計算方式是將有效產出的價 值乘上訂單延誤天數的總合,當 TDD 值越大,代表訂單延誤過 久,公司將會造成嚴重的損失。當貨品或服務的價值越高,可以 忍受的延誤將更低,因此公司或部門追求的目標是 TDD 等於零。 IDD: 此指標考量的是內部作業效率,當公司內部堆積了過多的存貨所 代表過多的資源內耗,無法快速的提昇有效產出,也說明了內部 作業效率不彰。計算方式為存貨的價值乘上在庫停留時間的總 合,當 IDD 值過大,代表公司或部門內部堆積了過多的存貨,不 僅造成原物料資源的浪費,存貨費用大增,甚或影響其他產品所 需原物料或資源而無法順利產出,嚴重侵蝕公司獲利的能力。所 以公司與部門皆應以降低 IDD 值為共同目標。. 10.
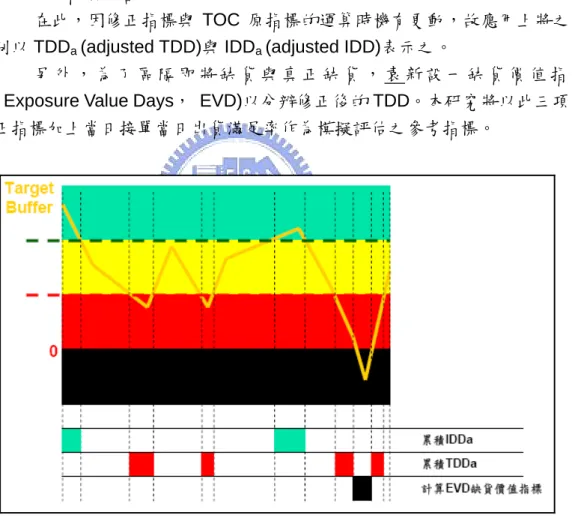
(20) 6. 配合管理目的之指標修正 依袁國榮在其 2004 博士論文”強化限制理論 Demand Pull 補貨模式之研 究”所提出的觀點:TOC 採用 TDD 與 IDD 來評量庫存管理績效之衡量的作 法,在實際發生出貨延遲時才計算 TDD,此指標所反映的是既成的事實,對 客戶與企業本身已然造成傷害,應該在進入庫存警示區尚未缺貨前提前累算 TDD;而一有庫存就計算 IDD 的作法,已然扭曲了庫存對滿足客戶需求的價 值,延後至庫存高到忽略區才計算 IDD 有助於提醒庫存是否過高而造成資金 積壓的疑慮。過度重視 IDD 反而會影響 TDD 的表現。因此他提出必須修正 TDD 與 IDD 的使用時機,當庫存落到紅色管制線以下,已有出貨延遲的疑 慮,開始計算 TDD,當庫存超過綠色管制線以上,庫存稍高,有積壓資金的 疑慮才開始累積 IDD 值,如此除了可以簡化計算,也更能貼切的反映出超出 合理庫存範圍的警示作用。 在此,因修正指標與 TOC 原指標的運算時機有更動,故應用上將之分 別以 TDDa (adjusted TDD)與 IDDa (adjusted IDD)表示之。 另外,為了區隔即將缺貨與真正缺貨,袁新設一缺貨價值指標 ( Exposure Value Days, EVD)以分辨修正後的 TDD。本研究將以此三項修 正指標加上當日接單當日出貨滿足率作為模擬評估之參考指標。. 圖 2-3 修正指標之 TDDa 、IDDa 與 EVD 計算時機. 11.
(21) 第三章 個案研究分析 3.1. 記憶體模組產業概況. 3.1.1. 全球記憶體產業概況與分析 目前全球 DRAM 記憶體製造總產量以韓國三星為首,加上第二大廠海力士, 韓國總體營收市占率達全球四成以上;其後為德國的奇夢達、日商爾必達等歐日 記憶體大廠而。而台灣的記憶體晶圓廠產能仍是以 OEM 為主,本身品牌的市占率 排在五名之外,主因為新進製程技術皆為外來引進,品牌戰仍難與歐美日韓傳統 記憶體大廠相抗衡。 近年來台灣的半導體製造業蓬勃發展,尤其不斷的在記憶體產業的投資,產 能、技術、供應鏈整合等各方面實力大大的提昇普獲傳統記憶體大廠青睞,除了 龍頭三星電子之外,排名在二三四位的廠家紛紛與台灣的記憶體製造廠進行策略 結盟,希望能夠取而代之。因此整個記憶體產業不單有近七成五的製造集中在亞 太地區,韓國之外,十二吋廠密集的台灣更是全球最重要的記憶體供應鏈群聚區。 表 3-1 2007 年第一季全球 DRAM 廠市占率概況 公司. 07Q1 營收. QoQ. 市佔率. 06Q4 營收. 1. Samsung. 2,282. -21.6%. 23.6%. 2,910. 2. Hynix. 2,189. 4.6%. 22.7%. 2,093. 3. Qimonda. 1,319. -12.9%. 13.6%. 1,513. 4. Elpida. 1,175. -0.6%. 12.2%. 1,182. 5. Micron. 1,063. -12.6%. 11%. 1,216. 6. Nanya. 489. -24.4%. 5.1%. 649. 7. PSC. 475. -9.2%. 4.9%. 523. 8. Promos. 399. -18.4%. 4.1%. 489. 9. Winbond. 91. 11.4%. 0.9%. 82. 10. Etron. 87. -12.5%. 0.9%. 99. Others. 97. -5.9%. 1%. 103. TOTAL. 9,666. -11%. 100%. 資料來源:DRAMeXchange、DIGITIMES 整理,2007/5. 10,856 單位:百萬美元. 然而,記憶體產品短促的產品生命週期與市場供需引導價格波動的速度極 快,市價漲跌之間嚴格的考驗著經營者對庫存與獲利控管的能力。圖 3-1 所示為 2007 年上半年 DRAM DDR-II 667 顆粒報價快速下跌的趨勢圖,半年內的顆粒報 價的跌幅高達 60~70%,大多數的晶圓廠家已被壓縮到瀕臨損益兩平或虧損的邊 12.
(22) 緣,面臨這樣嚴峻的環境,製程技術的創新與良率的提升是必然的趨勢,而下一 世代的產品也將因此被迫快速的推進,挽救瀕臨破盤的微薄利潤。. 圖 3-1 2007 上半年 DRAM 記憶體顆粒報價漲跌趨勢 相較於晶圓廠,僅有 5~10%以下毛利的低股本模組廠商而言,成本 85%以 上來自記憶體 IC 顆粒,隨著市場顆粒報價快速下跌的環境中,維持快速週轉與良 好的庫存控制,無疑是保持獲利最基本的生存條件。下一節,我們針對專業模組 廠的現況與面臨的經營環境的困境作一概括的檢視。 3.1.2. 專業記體模組廠位於記憶體產業全球供應鏈所扮演的腳色 模組廠位於記憶體產業後端供應鏈,IC 顆粒的取得之後,模組生產到配銷的 生產週期一般在一週以內,最貼近消費者也最能感受到市場價格對於庫存價值的 衝擊。然 IC 顆粒的取得成本往往是模組廠最為關切的成本控管主軸,建立穩定供 貨的供應商關係是維持獲利最基本的課題。因此,全球主要的專業模組廠莫不積 極與上游 DRAM 廠建立密切的合作關係,除了建立本身的品牌產品,通常也同時 協助 DRAM 廠提供 OEM 製造服務。 市占率方面,排除 OEM 製造,統計專業模組品牌銷售狀況,如表 3-2,2006 年全球 DRAM 模組製造以美商金士頓為首,市占率超越 20%。台灣廠家威剛排名 第二占 7%,包含其他前二十名內的廠家:創見、宇譫、勤茂…等,台廠的市占率 也達到 20%以上。而金士頓的生產基地大部份已移到東亞,結合台、韓廠家,全 球 80%以上的模組產能集中在亞太地區,配合晶圓製造與 IC 測試廠的群聚匯集, 形成強有力且快速反應的區域記憶體產業供應鏈。. 13.
(23) 表 3-2 2006 年全球 DRAM 模組廠市占率概況 公司名. 地區. 2006年排 2006年 2006 自有品牌模組營收(百萬美 行. 市佔率 元). 金士頓. 美國. 1. 20.55%. 1,800. 威剛. 台灣. 2. 7.21%. 631. Smart Modular. 美國. 3. 5.50%. 482. 創見. 台灣. 4. 4.02%. 352. MA Labs. 美國. 5. 3.82%. 335. 宇瞻. 台灣. 6. 3.46%. 303. Crucial Technology. 美國. 7. 3.33%. 292. Corsair Memory. 美國. 8. 3.25%. 285. 勤茂. 台灣. 9. 3.22%. 282. 友懋. 台灣. 10. 3.10%. 272. PNY. 美國. 11. 2.17%. 190. Patriot Memory. 美國. 12. 1.93%. 169. 勁永. 台灣. 13. 1.86%. 163. Wintec. 美國. 14. 1.77%. 155. 僑集. 台灣. 15. 1.74%. 152. 巴比祿 Melco. 日本. 16. 1.63%. 143. Viking InterWorks. 美國. 17. 1.56%. 137. 科通 Kreton. 台灣. 18. 1.49%. 130. 勝創. 台灣. 19. 0.92%. 81. 晶芯 Golden Mars. 香港. 20. 0.86%. 75. 26.60%. 2,330. Others其他. 資料來源:集邦科技(DRAMeXchange)DIGITIMES整理. 14. 2007/7.
(24) 3.1.3. 一般記憶體模組廠之需求預測與庫存管理所面臨的挑戰 因應產品生命週期短促,以及 IC 價格長期趨勢走跌,低庫存、快速反應的供 應鏈是致勝的關鍵。因此快速購買記憶體顆粒、快速模組生產、快速出貨,維持 快速現金流量的推式系統是絕大多數記憶體模組廠維持獲利的經營模式。 記憶體模組產品常因 IC 顆粒的短期市場價格變動而跟著浮動劇烈,分銷商經 常有搶貨囤積與遞延下單等扭曲實際市場需求的現象。以模組供應商的角度而 言,現貨市場今日的需求不見得會延續到明日;今日無法及時供應的交貨,明天 客戶可以馬上取消訂貨。背後的因素也往往銷售策略需及時因應以求榮景時銷量 最大獲取高額利潤以及景氣蕭條時的最小跌價庫存損失。整體供應鏈所面臨的市 場預測及庫存控管困境之挑戰如下圗 3-2 所示。. 圗 3-2 DRAM 模組廠庫存控制難點現況途 面對市場需求的變化,多數模組廠無法準確的將正確的產品運送到正確的銷 售通路上,庫存控管與配銷政策面臨的嚴峻考驗。在不準確的銷售預測基礎上, 即使產品快速的完成但被配送到不正確的銷售點時,整體庫存水位居高不下,滯 銷庫存分散各處,將嚴重侵蝕微薄的利潤,影響營運績效。因此如何建構正確的 庫存與準確的配銷控管,將是大幅提昇經營績效的重要課題。. 15.
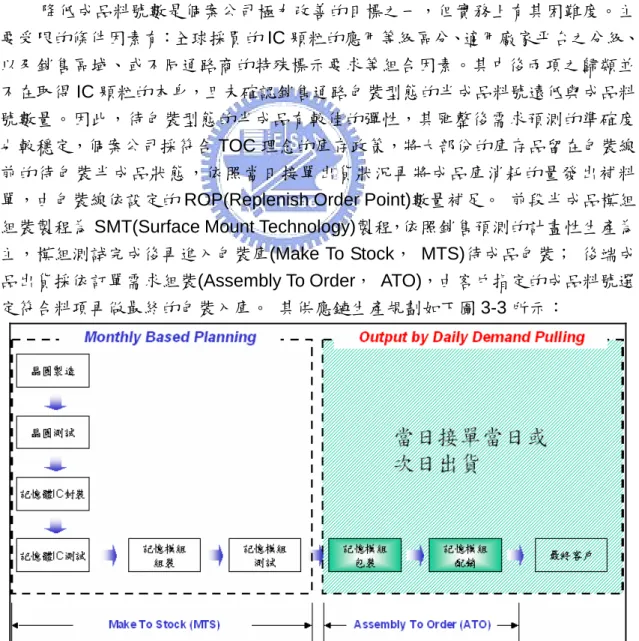
(25) 3.2. 個案公司背景介紹. 本個案選定之公司為專業記憶體模組產業的全球化公司,儲存產品種類繁 多,包含主要用於支援電腦、伺服器、印表機等傳統 IT 辦公設備,以及 MP3、數 位相機和手機等個人消費性電子產品所使需之儲存記憶卡。服務據點遍及六大 洲,透過本身全球綿密的經銷通路,產品品質保證的堅持,以及上中下游全球知 名企業合作夥伴所共同營造的強勢供應鏈與競爭力,促成近年來持續維持業績與 獲利的高成長,成為全球記憶體產業界深具影響力的專業記憶體模組公司之一。 供應鏈生產規劃主要是 IC 顆粒的採買、接續上游 IC 封測完成後的記憶體模 組組裝、測試、包裝與配銷至終端客戶。為因應全球銷售與多種配銷通路,成品 種類配合不同區域國別環境的特殊包裝要求多達數千項,然而,料項過多增加庫 存控管的困難,庫存與產能控制在競爭激烈的記憶體模組產業是相對關鍵的生存 競爭因素。 降低成品料號數是個案公司極力改善的目標之一,但實務上有其困難度。主 要受限的條件因素有:全球採買的 IC 顆粒的應用等級區分、適用廠家平台之分級、 以及銷售區域、或不同通路商的特殊標示要求等組合因素。其中後兩項之歸類並 不在取得 IC 顆粒的本身,且未確認銷售通路包裝型態的半成品料號遠低與成品料 號數量。因此,待包裝型態的半成品有較佳的彈性,其匯整後需求預測的準確度 也較穩定,個案公司採符合 TOC 理念的庫存政策,將大部份的庫存品留在包裝線 前的待包裝半成品狀態,依照當日接單出貨狀況再將成品庫消耗的量發出補料 單,由包裝線依設定的 ROP(Replenish Order Point)數量補足。 前段半成品模組 組裝製程為 SMT(Surface Mount Technology)製程,依照銷售預測的計畫性生產為 主,模組測試完成後再進入包裝庫(Make To Stock, MTS)待成品包裝; 後端成 品出貨採依訂單需求組裝(Assembly To Order, ATO),由客戶指定的成品料號選 定符合料項再做最終的包裝入庫。 其供應鏈生產規劃如下圗 3-3 所示:. 圖 3-3 個案公司之供應鏈生產規劃. 16.
(26) 3.3. 個案公司目前的接單流程與面臨的供應鏈庫存管理問題. 因個案公司為全球記憶體模組產業之領導廠家,對上中下游掌握的產業動態 訊息接收快速,需求預測的能力也相對穩健,故前端計劃性生產的部份並未列入 本個案研究的範圍。但後半段流程從半成品到成品的轉換與外部需求的匹配與否 決定了每日實際接單的滿足率,成品庫存量的控管是否良善直接影響作業反應時 間,也同時決定配銷通路的即時需求是否滿足。在現貨價格一日數變的記憶體模 組業而言,當日需求滿足率直接展示公司及時反應的能力,是重要的競爭力指標 之一。針對個案公司的現行作業接單到出貨所面臨的營運瓶頸,分別以下列三個 階段來探討:接單與出貨流程、成品庫存管制、補貨與包裝線產能控制等。 1. 現行接單與出貨流程 銷售接單採當日接單,當日有貨則當日出貨,此為記憶體模組產業的一般接 單出貨模式。以記憶體模組產業而言,客戶相當重視當日銷貨滿足率。原因是市 場需求的變動一向很大,當日接單滿足率越高,平均補貨的可靠前置期可有效的 縮短,客戶在下單週期的考量也能每日因應,更能快速調節其庫存水位,因此可 以贏得客戶的信賴與滿意度,而且整體供應鏈庫存水位可有效的控制在最低點, 當然隱含的庫存的跌價損失也會最小。 過去的歷史經驗,在預測與實際需求誤差微小的狀態下,當日接單滿足率大 多可維持在 70~85%之間。但遺憾的是,在沒有足夠的即時市場需求變動資訊, 以及配合需求面變動而調整庫存水位的系統調節機制,當日接單滿足率高者所指 的往往是庫存水位高於單日需求甚多;而單日需求滿足率低者則因安全存量配置 不足或未能及時因應需求變動而調節庫存水位,當需求變動稍劇,當日接單滿足 率很快的降至平均表現的下限,甚至低於 50%。 業務接單後的程序須經訂單管理部完成相關審查程序,而後下撿料單至成品 庫。通常符合當日出貨條件的訂單(財務、配額、運籌限制條件考量)在十五至三十 分鐘內可送達成品庫。成品庫備有部份高銷量料號通常占出貨料項種類的 70%以 上,其餘 30%料項包含未列入成品安全庫存之特殊規格、舊型號小量需求、或成 品安全庫存無法滿足的餘量則必須透過緊急包裝訂單系統(Waiting Board),通知 成品包裝線備貨,補料時間依數量與品項決定,通常在無缺料且批量不大的狀態 下 30 分鐘至數小時皆有可能。這部份如遇上當日出貨節點剩餘時間不足,往往因 此整批訂單延遲至次日出貨。 2. 現行庫存管制與面臨的問題 因為大部分的產品提供終身保固,新舊世代的產品料號繁多,加上全球各區 域代銷通路商的特殊成品包裝型式區隔,累計現存成品料號高達兩千餘種,出貨 頻率較高的品項也多達六百項以上,對於每日接單 80%以上需當日出貨的個案公 司而言,庫存管理一直是最大的挑戰。. 17.
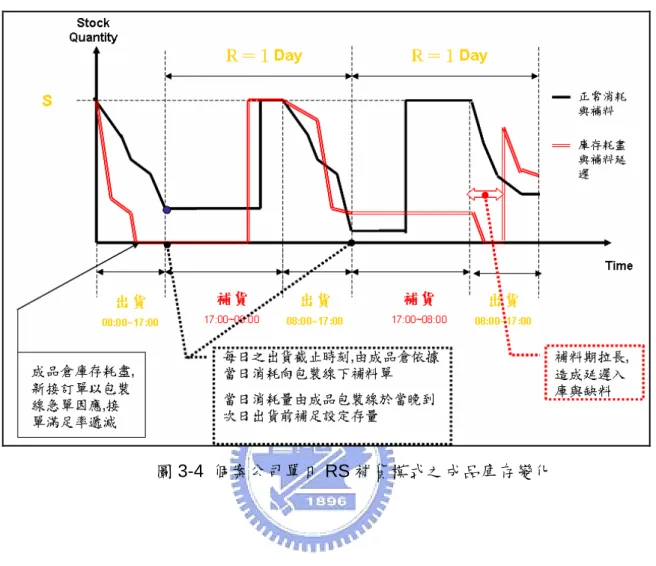
(27) 目前做法針對六百多種(占現存料號的三分之一以下)高銷量或不同經銷商共 用性高的成品料號備有每日成品安全庫存量,庫存控制以平均銷售加上需求預測 變化訂定當月每日目標安全庫存(S),原則上以過去前三個月的平均每日實際銷量 的倍數訂定之,一般而言高銷量的目標安全存量訂在 4~6 天,次之則訂為平均銷 量的 1~3 天,銷量較低或極不穩定的過時產品則不備成品安全庫存,只留存少數 未包裝的共用料於包裝線暫存,待需求進來才完成最後階段的配置,以控制最小 的存貨跌價損失。 個別料號庫存天數水準由市場銷售與生管人員每季檢討異動一次,基本上並 沒有精確的即時庫存異動資訊,僅以批次處理之月報表分析各月份的交貨週期狀 況了解 24 小時內、48 小時完成出貨的交貨分布,檢討各產品族細項分類之規劃 安全天數,實際執行在沒有特殊市場異動訊息的狀態下,當季的安全存量水準通 常不作變動。 整體而言,以個案公司既有的安全存量設定流程通常可以達成目標服務水準 80%以上的當日接單當日立即出貨(8 小時內),以及 24 小時的接單滿足率達 95%。 然而,為了能夠滿足設定之單日安全存量符合實際需求,以及在資訊不即時的環 境下減少變動安全存量的頻率條件下,生管與市場銷售人員傾向將單日目標天數 提高。如此單以滿足率考量不斷的加高安全存量,欠缺即時因應需求變動而減緩 備存條件的邏輯思考,除了庫存資金積壓的財務問題逐漸浮現,成品倉的空間週 轉限制的壓力更是不言可喻,備料出貨的效率因此而逐漸下滑。 3. 補貨週期與包裝線產能控制 成品庫於每日出貨結束時點,依實際耗用需求再向成品包裝線下補料單, 利用中晚班時段,補貨至設定的每日最大安全庫存,維持次日快速的接單與銷貨。 此供貨補貨模式接近定期盤存的(R,S)補貨模式。週期 R 為一天,每日補貨至目 標最大存量。但如市場每日需求超出預期安全存量形成缺料時,系統並沒有即時 反饋機制調整 S,不斷地啟動當日緊急補貨,因為出貨的黃金期每日只有八小時, 往往因為 Lead Time 過短無法及時因應造成整批貨交期順延一天。由於每日的出 貨量極大,這樣的出貨延遲往往重複發生了一段時間造成大批的落後訂單才能引 起生管與銷售人員的注意。之後再作目標存量的調整,往往需拖延一至二週後才 能跟上。 下圗 3-4 所示為每日出貨與補貨的示例,為能充分顯示成品庫存狀態與包 裝完成後成品到達庫房的時刻,在途之包裝半成品並未列入,只顯示其成品在庫 量。圖中正常狀態為黑線部份,前八小時出貨時段沒有將安全存量耗盡,晚間十 六小時的補貨期也順利讓安全存量補足。沒有其他作業延遲的條件下,基本上可 以滿足當日接單當日出貨。紅線所示則為另一種安全存量提早耗盡、因特殊流程 原因、或產能不足所造成的補料期拉長的異常狀態,舊有機制必須等到當日出貨 截止(下午五點)再由成品庫人員清點存量啟動安全存量補貨之包裝工單。在此之前 的如有成品缺料情形發生,則依實際接單量啟動緊急補料,此緊急補料的前置期. 18.
(28) 約 1~6 小時。在前置期充裕的狀態下,仍可當日出貨;但有些狀況因接單確認的 時間太晚,往往因為剩餘時間不足而跟不上當日出貨。. 圖 3-4 個案公司單日 RS 補貨模式之成品庫存變化. 19.
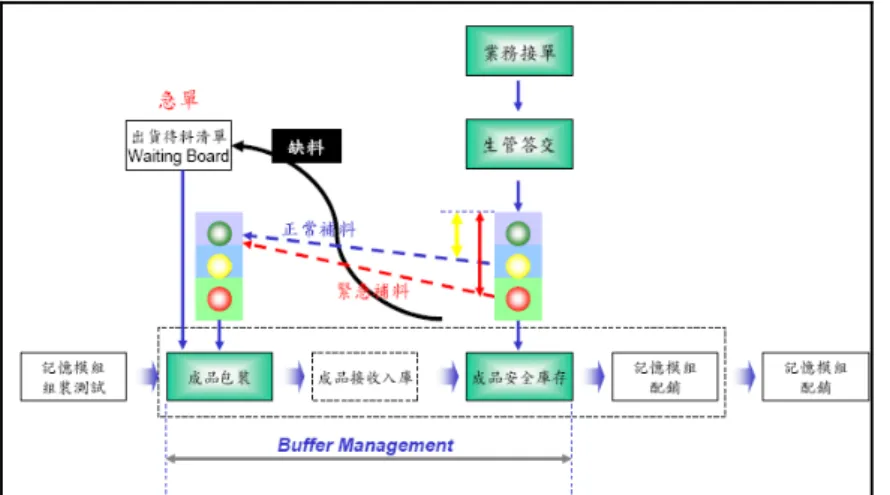
(29) 第四章 即時系統建置 考量個案公司實際的作業條件與環境限制,為能達成快速滿足市場需求的營運 特性,將供貨流程中最末段的半成品、成品轉換列為營運效能提昇的重點改善區段。 選擇的理由是這部份的流程轉換快速,也是因應客戶需求分配庫存貨品的最終作 業,異動最頻繁也最重要的步驟。 而限制理論的需求拉動補貨模式所體現的就是簡潔快速的補貨機制,將正確的 庫存儲放在需求預測最準確的地方,後續需求點的需求量依照每個補貨週期的實際 耗損多少,補貨單就補多少。快捷明確的作業依據,正好是這個亟需縮短訊息處理 時間階段最適合的。而結合緩衝管理理論的數量調節,可以動態反應需求變動的趨 勢,節省資源加快營運效率。以實務的角度可以大幅降低庫存空間的需求,加速貨 品的流動,提升營運效益。 因此,以下我們將依照現制理論 Demand Pull 與 Buffer Management 作業需 求特性,針對各階段之作業變動需求,改變流程方法、選定控制參數、並建置即時 系統,期望建構更能符合多變市場需求的成品即時庫存管理系統。. 4.1. 應用需求拉動補貨模式改變接單出貨流程. 依照前述產業狀況與經營環境考量,半成品轉為包裝完成品是最關鍵也最需精 準控管的流程之一。主要的庫存留於待包裝的半成品狀態,而成品庫的每日消耗量 則決定了包裝線每日應補數量。然而,成品庫存是唯一能夠即時且快速的供應客戶 訂單的狀態,如何建構能夠迅速傳遞最即時的成品庫存訊息到包裝線,有效縮短補 料啟動機之所需的等待時間,是落實極短補料週期運作 Demand Pull 架構的基礎基 本功。如圗 4-1 所示,成品倉每日實際出貨的庫存耗損狀態需可即時傳回包裝線, 作為安排補貨數量與補貨優序的派工參考;缺料急單的狀態訊息也能同一時間在包 裝線獲知,立刻往前一站提出補貨需求。. 圖 4-1 建構包裝-成品 Demand Pull 與 Buffer Management 架構. 20.
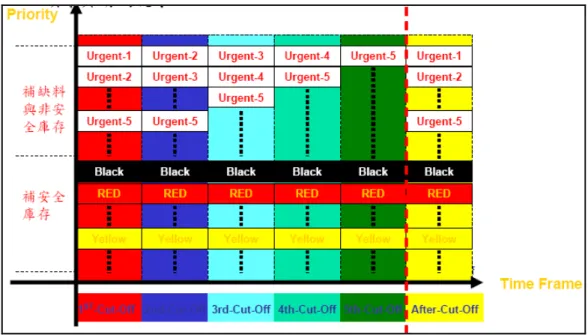
(30) 4.1.1 改變決定派工優序的方法 過往的庫存管制採用數字高低判別的做法並沒有明確的警示作用,看見一長 串料號的庫存數字其實難以判別是否應該採取補料行動。因此導入 TOC Buffer Management 分色階管理的做法,可快速有效的傳達行動需求的訊息。配合 TOC 建議機制,將庫存水位高低分成高低三種水準:當補料檢視時之控存狀態處於最 低之紅區則補料單採優先補料,以此類推黃區採正常補料,綠區則可考量實際負 荷決定是否不作補料。此顏色區隔之動態緩衝指標,除了表達庫存水準,同時也 決定了包裝補料作業中的工單派工優先順序,詳細行動亦據如下圗 4-2。. 圖 4-2 依據補料點動態庫存指標變化之相應補料行動 實務考量條件中,另有以時段區別的分派原則。因特定客戶的每日出貨時段 是固定的,配合不同的出貨時段,當出貨截止點一過,當日的出貨優先順序將暫 時將前一個出貨截止點的所有訂單移除優先權,產線安排的派工優先順序會挑選 下一個出貨時段的訂單為最高優序,而後再依序完成一般補料單。詳細示例如圖 4-3 所示,各時段的安全庫存補料單排在緊急訂單之後,且過了出貨截止時間的緊 急訂單也會從現場移除。. 21.
(31) 圖 4-3 依照時段變化設定不同之包裝優序 原則上緊急訂單包含未列入安全存量控制的稀少訂單、以及安全存量耗盡的 成品料號依照實際出貨截止時間的優先順序安排於補料包裝工單的領先群;一旦 截止時間一過且未完成,則移至一般補料之後。出貨節點一的客戶緊急訂單在時 段一為最優先包裝訂單,但到了時段二,已錯過該出貨截止時間,故優先順序將 暫時剔除,直到當日出貨截止再作回補。依此類推,各後繼時段的緊急訂單遞補 其優序,再補安全存量包裝訂單。 4.1.2 可靠的補貨前置期的重要性及其配合措施 依照限制理論 Demand Pull 庫存管理模式的建議,緩衝管理目標存量的決 定,應以可靠的補貨前置期時間內的最大需求量為考量。個案公司舊有作法將目 標存量訂在預測日需求量的 4~6 倍,並要求每日利用出貨時段剩餘的時間(不到 16 小時)補足到位,基本上『補貨前置期的最大需求量』已能涵蓋,甚且超過實際需 求。然則,高成品庫存需求也等同半成品存貨過度消耗,減低彈性,進而浮現包 裝產能瓶頸與補貨延遲入庫的種種不良效應。一旦特定料號之遞延補貨影響到出 貨達成率時,銷售人員一定要求生管調高該料號庫存天數水準,造成成品庫存不 斷堆高,以及補貨前置期的穩定性不佳的惡性循環。 實際問題根源即是安全存量 設定不當而造成是一天的補貨前置期呈現不穩定的震盪。 實務上為了能夠因應記憶體模組市場快速的需求變動, 限定為一天的補貨前 置期,可以讓庫存水準大幅貼近市場所需的日出貨量,並進而壓低總成品庫存, 保持彈性。為了達成此目的,依其供需關係,必須克服的兩個條件是: z 成品包裝線產能的即時配置變動,與 z 前段製程供貨到包裝線之半成品庫存量不虞匱乏. 22.
(32) 這兩項限制在個案公司內部各有其政策配合,包裝產能之配置原則上以預測 需求再加 35%,每季作調整。而半成品供貨採 MTS 計畫性生產,有專責的生管人 員針對全球生產基地所提供的半成品量進行每日動態監控。各個配銷中心工廠的 半成品存量可針對實際需求作跨廠區調度。而本研究著重在成品安全存量建立與 緩衝調節機制,故前兩項半成品供應與包裝產能限制的排除,也是本研究的基本 假設,兩者應該都被同時滿足。 因此,基於上述基礎,包裝線產能必須配置到足以使補料單在一天內到達成 品庫,過去每季預測調節產能的做法也必須加入此限制考量。包裝線半成品的庫 存水位監控也必須依其共用料關係比照成品庫動態安全存量的設定展開以確保其 供料無虞的條件下仍能保持合理的庫存水位。. 23.
(33) 4.1.3 目標存量與存貨控制模式的轉變 TOC 緩衝管理所討論的目標存量包含了在庫存量與在途訂單量的總合,在庫 量需能滿足訂單前置期的預期消耗,而在途量則必須涵蓋供應週期時間內的預期 消耗,過去於成品庫每日出貨截止後再結算當日庫存消耗量,發出補貨單的做法, 明顯壓縮了成品包裝線可用的補貨時間,料項越多達成率也越低。 為了改善補貨週期內達成補貨需求的穩定性,須能改變現況,有效拉長每日 可用補貨時間。舊法只在出貨截止時刻由需求部門(成品庫)結算所需補貨量來提出 補貨需求的作法相對的延誤了可用的反應時間。除了庫存審視的時間區段不連 續,訊息的傳遞對成品包裝線而言是被動式的反應,難免延誤訂單處理的前置期。 轉變後的方式是建立成品庫即時動態庫存資訊的回饋,直接由成品包裝線主 動於每日固定時刻主動審視庫存狀態,並落實出多少,補多少的 Demand Pull 邏 輯發出補料單因應。如此作法可大幅降低訂單前置期,延長可用之補料時間。以 下為向前延伸補料審視時間的補料狀況。在出貨時段中同時有部分料號的庫存耗 用訊息傳達到包裝線,並由包裝線主動發出補料單。. 圖 4-4 補貨點轉變後之成品庫存變化 相較於一般的供應鏈存貨補貨研究皆以天或週以上的時間單位為基礎,此個 案研究運用在成品包裝補貨週期必須在一天內完成的條件,配合前一節之包裝線 產能配置與半成品供料計畫,我們將可靠的補貨前置期縮短為 16~20 小時,以確 保能夠快速執行所需的補料動作。接著是如何做到定期審視庫存狀態與分配包裝 產能。 目前個案公司選定的成品安全存量清單計有六百項以上,在正常下單的作業. 24.
(34) 時間限制下,不同料號被審視補貨的時段各有不同,且全數料號都進行耗損補料 的作業成本也高,因此將六百多個料項區分為四個時段分開審視,當該料號的成 品庫存狀態處與紅區,則補料的優先順序優於同一時段之黃區料號,而處於綠區 的料號則視實際包裝線負荷狀態可忽略不開補料單。此作法可將補料單數量由每 日六百多項降至一半以內(約三百項),作業前置時間的穩定性也相對提高。 4.1.4 目標存量調節機制訂定 過去依照歷史季平均需求推估每日安全存量的做法,除了難以長期平均推估 短期異動趨勢之外;未考慮補貨時間長短因素,也更無法確保補貨能在補貨週期 內準時到位。採用隨時記錄每日於出貨時段的庫存水位變化,輔以固定的判斷準 則來認定需求趨勢為上升或下降,並依此原則來審視安全存量的適配性,並調整 目標存量。圗 4-4 為排除了非出貨時段的庫存變化,如此可更清楚了解其庫存水 準與實際出貨需求的匹配性是否符合需求,並以此視窗做為調節機制是否啟動的 判斷基準。. 圖 4-5 補貨點轉變後,出貨時段之成品庫存變化 目標緩衝庫存量的調節機制採用滾動過去十個出貨日監視結果,如綠色狀態 總天數超過紅色狀態總天數三天以上且最近三天之庫存水準維持在綠區,則建議 降低目標存量;反之, 如過去十個出貨日紅色狀態總天數超過綠色狀態總天數三 天以上,且最近三天之庫存水準維持在紅區以下,則建議提高目標存量,調節後 的目標存量至少需觀察一個補貨週期(也就是一天)才能再做下一階段的調整。此作 法的特色是確認需求趨勢明確的轉變後,再做調整。至於每次提高或降低目標存 量的幅度,將於 4.2 節以情境模擬的方式比較相關績效後決定之。. 25.
(35) 4.1.5 建置成品庫存水位即時訊息,與調整補貨機制 因為必須兼顧即時更新與同步監控,監視視窗設計需同時顯示相當多的料 號,以便在眾多補料需求的料號中找出最重要的部分優先補料。此個案在內部探 討作業需求時,作業部門要求必須能同時顯示與快速更新在庫量、在途訂單、即 時待補量等,以方便應對實際之動態需求。因此提出如下之監視視窗:黃色狀態視 窗表一般耗損補料;紅色狀態視窗表庫存低於目標存量的 40%,表庫存即將耗盡 需要緊急補料;黑色狀態視窗表接單已超過庫存量,須以最急件優先補貨!而綠 色狀態視窗則表目前庫存狀況仍有目標存量 70%以上,如其他緊急訂單已佔住大 部份的產能,則可考慮忽略此缺料耗損跳過一個補料週期,不開補料單。. 圖 4-6 動態成品庫存量監視視窗. 26.
(36) 4.2. 情境模擬與緩衝調節幅度之選定. 4.2.1 緩衝調節幅度參數設定 照前述各節擬定之作業轉變,以 Excel 建立情境模擬,藉以選定適當之緩衝 庫存調整幅度,幅度調整之選定為配合縮短補料期之要求,參考翁立宇在其論文 「限制理論應用在配銷銷管理之實證研究」中印證 1/5 調整幅度優於 1/3,因此採相 較於 TOC 建議做法更低的 20%與 25%變動幅度作選定依據之比較,期能獲致較 佳實務成效。其餘情境模擬參數設定考量說明如下: z 將每日出貨與補貨需求發出時段(08:00~16:00)切割為四時段,分 別選定三項代表不同需求趨勢變化的產品作為模擬。需求趨勢向上 (2G 容量產品),需求趨勢平緩(1G 容量產品),與需求趨勢向下(512M 容量產品),並給予起始庫存與需求量。如下表 4-1,各個時段各有不 同需求變化趨勢的產品: 表 4-1 模擬條件 1-各時段不同產品起始庫存與其日需求增減範圍. z. 前一日的實際需求量將會影響次一日的需求量,配合實際定價取向與 市場需求,採容量越高需求遞增,容量越低需求遞減。隨機產生(0,1) 亂數,利用此亂數與基準值(Pivot)的差異來決定前後兩日需求的變 化。不同容量產品所設定的基準值不同,基準值在 0 到 1 的所在位置 偏左偏右來決定下一日需求會增加或減少的機率不相同。此模擬採前 後兩日最大需求變動率為 12%(增減振幅),亂數與基準值差異直接與 此變動率乘積成為次日需求的倍率,而自動產生下一日需求總量。以 下為個容量每日需求增減倍率與機率彙整表:. 27.
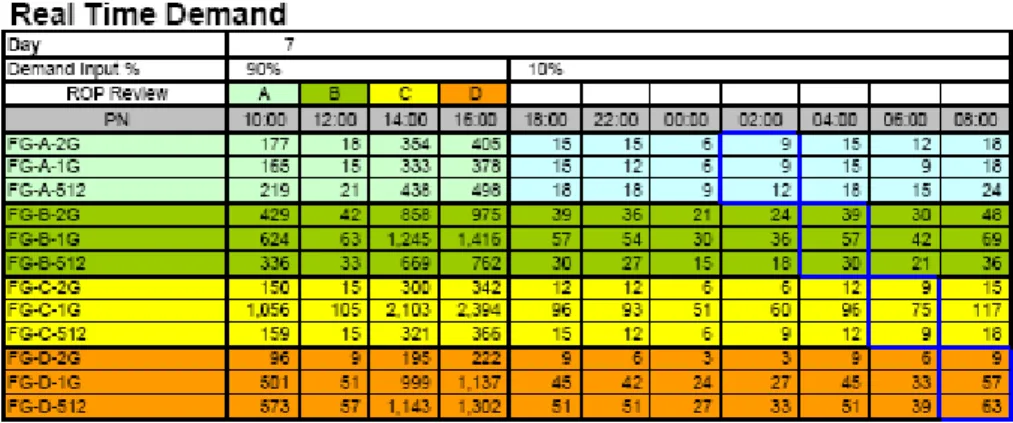
(37) 表 4-2 模擬條件 2-產品日需求之隨機增減振幅與機率. z. 模擬作業中,會依照前十日庫存水位之紅綠狀態差異天數是否超過 30%(三天),以及最近三天的庫存是否一致的出先留在紅區或者綠 區,來決定緩衝之增減。加上前一個週期是否經果一天緩衝調整的觀 察期,來決定調整是否執行。表 4-3 所示其中一種調整幅度(25%)之 作業中狀態。表中參考前十天之庫存狀態決定是否增減庫存,調節與 否以正 1 表增加庫存,負 1 表減少庫存,零表示維持現有目標存量等。 各個階段的轉換都必須等待一個補貨週期已確認下一個庫存檢視循 環。 表 4-3 模擬進行中之狀態(25%調幅). z. 依照實際狀況,每日接單發生在日間出貨時段約佔 90%,夜間非上 班時段透過網路傳真下單約佔 10%。故此模擬將日需求量與夜需求 量概略以此比率分配在隨機的分佈到 12 個時段,每兩個小時佔一個 時段,將庫存與出貨狀況依照即時進出狀態模擬。表 4-4 說明當日需 求分佈在不同產品步同時段的需求變化;表 4-5 說明各時段庫存變 化,下半段分別顯示庫存水位的色階變化,綠/黃/紅/黑分別以 1 /0/-1/-2 數碼區隔,以利相關規則判斷。. 28.
(38) 表 4-4 單日需求分佈 (25%第七日). 表 4-5 單日庫存變化(25%第七日). z. 每日依據 EVD 、TDDa 、IDDa 與需求滿足率(Demand Fulfillment Rate)四項指標分別統計,匯整結果如下表 4-5。. 29.
(39) 表 4-6 單日模擬指標匯整結果示例(25%第六日). 4.2.2. 模擬結果比較與緩衝調節幅度之選定 表 4-7 為模擬結果,在 IDDa 與需求滿足率(D-Fulfill)的比較,20%與 25%兩 種調幅的指標表現不相上下;但在 TDDa 與 EVD 的指標表現 20%明顯優於 25%。 其中只有在代表需求穩定的產品族群 Density-1G 產品在 D-Fulfill 、TDDa 與 EVD 等三項指標表現 25%優於 20%。由此可推知在需求平穩的產品條件下,可以採用 25%的調幅。 總體而言,顯示兩種調幅模擬結果所得到的各項指標差異不大,但整體表現 20%的調節量優於 25%調幅,且 EVD 值較低,故實務系統建置時決定以 20%為 一次異動的庫存調整值。 表 4-7 依四個績效指標比較之模擬結果. 30.
(40) 4.3 實際系統建置與績效評量 4.3.1 即時系統建置 利用現場 MES(Manufacturing Execution System)蒐集即時庫存資訊,並匯集 於 Cognos 資料整合後,建立庫存即時資訊並比對前述參數條件而形成以下即 時補料資訊系統,相關報表與作業視窗說明如下: z 動態成品庫存監視視窗 透過即時視窗(參考圗 4-6),可以同時審視所有該時段安全存量清 單,各顏色區格表其庫存量耗用之程度。黑色區塊之料號表當時累計接單 以超出成品庫存量造成缺料,需要馬上緊急補料,以及檢討是否應調整目 標存量;紅色區塊之料號表成品庫存量已降至安全界線之下,需要緊急補 料,黃色與綠色區塊則為正常補料。作業人員可依不同顏色區格,即時的 採取正確的行動,減低前置庫存查詢與優先判斷的時間。圗 4-7 說明監視 視窗細部欄位,包含設定之存量目標、在庫可出貨餘量、在途包裝單、當 日即時累計出貨量、與是否有半成品庫存不足現象等皆可同步監視,且每 五分鐘更新一次,方便作業者掌握最新動態。. 圖 4-7 動態成品庫存量監視視窗. 31.
(41) 目標庫存調整建議視窗: 系統主動提供建議異動值視窗,依照過去十個出貨日的庫存變化,綠 /紅 天數差異超過三天的料號,且最近三個出貨日的庫存水準趨向同一 區,給予向上或向下調整目標庫存的建議。調整幅度以前一期 ROP 增減 20%。 實際實施 ROP 安全存量調整並非強制連動,生管人員得依系統建議 值以及個人判斷相關因素考量後決定是否變動之。 z. 圖 4-8 緩衝庫存目標存量之異動建議視窗示例. 32.
(42) 4.3.2. 即時系統績效評量 透過即時交貨達成率監視視窗資訊系統,將每日不同出貨時段的接單與實際 出貨累積完成趨勢動態的播放於工作現場,即時提醒現場主管當日接單完成度, 並提供歷史資料比對查詢。圖 4-9 所示為當日接單滿足率的即時視窗,其中陰影 區為當日累積接單量,不同出貨時段以不同的色塊顯示;柱狀體為當日累計出貨, 同樣以不同出貨截止點區分不同的色塊。達成率每二十分鐘更新一次,現場人員 可以即時的了解當日之接單量與實際完成狀態,此作法某種程度而言也有激勵現 場的作用。過去實施此 Demand Pull 之前的當日接單當日出貨滿足率只有 75~85%;實施此即時系統之後,包裝產線人員可第一時間掌握接單狀態於實際完 成比率後,產線派工優序的安排越來越能即時應變, 當日接單當日出貨滿足率也順 利的提升到 90%以上。. 圖 4-9 各時段當日累計接單滿足率即時視窗. 33.
(43) 第五章 結論與未來研究方向 根據本個案模擬與實例驗證,需求變動劇烈的記憶體模組產業環境,即便沒有準 確的需求預測,應用限制理論之 Demand Pull 與 Buffer Management 庫存管理模 式仍能藉由簡明有效的機制改善庫存管理,即時地調整合適的成品備存量,提高整 體效益。個案實施的目的在改善當日接單當日出貨交貨滿足率,透過即時資訊的輔 助與庫存管理機制的機轉,使得高銷量的安全存量配置得宜,進而獲得接近 10%的 改善。故整體而言,此模式的運作方式是令人滿意的。 本研究依此個案條件,考量短期需求快速變動的基礎,提出將歷史需求資訊分長 天期與短天期(10 天與 3 天)兩階段審視,以確認其短期趨勢變動,再實施緩衝庫存 調節的做法,經實證顯示確實可有效掌握變動之趨勢。未來對於產業環境相類似的 應用,應可列為可行選項之一。另一方面,此個案之成果亦證實了在極短補料週期 的 Demand Pull 與 Buffer Management 應用,在實務運作上仍能有效達成預期之效 果,因此這方面應用的推廣應是可以期待的。 延伸此個案研究,未來對於個案公司上游供貨與下游零售等相關供應鏈庫存控管 之應用,皆可納入此 Demand Pull & Buffer Management 之整合改善範疇。. 34.
(44) 參考文獻 [1] 高德拉特,關鍵鏈-突破專案管理的瓶頸,羅嘉穎譯,羅鎮坤審定,天力香港有 限公司出版, 2002。 [2] 高德拉特,絕不是靠運氣,周怜利譯,羅鎮坤審定,天力香港有限公司出版, 1997。 [3] 李榮貴、張盛鴻, TOC 限制理論-從有限走向無限,中國生產力中心 ,2005。 [4] 王立志,系統化運籌與供應鏈管理,滄海書局,2006。 [5] 袁國榮, 「強化限制理論 Demand Pull 補貨模式之研究」 , 國立交通大學工業 工程與管理研究所,博士論文, 2004。 [6] 林書弘, 「以限制理論為基礎的配銷遊戲」, 國立交通大學工業工程與管理研 究所,碩士論文, 2006。 [7] 翁立宇, 「限制理論應用在配銷銷管理之實證研究」, 國立交通大學工業工程 與管理研究所,碩士論文, 2004。 [8] Eliyahu M. Goldatt, What Is The Thing Called Theory of Constraints and How Should It Bbe Implemented”, North River Press, 1990。 [9] Mark J. Woeppel, Manufacturer’s Guide to Implement the Theory of Constraint , St. Louise Press, 2001。 [10] Chase R. B., Jacobs F. R., Aquilano N. J., Operations Management For Competitive Advantage, Third Edition, McGraw-Hill Press,2004。 [11] Forrester J. W., Industrial Dynamics, (1961),MIT Press, and John Wiley & Sons, Inc., New York, 1961. [12] Lee H. L., Padmanabhan, V., Whang, S., “The Bullwhip Effect in Supply Chains” , Sloan Management Review/Spring, p.93-102 , 1997.. 35.
(45)
數據

+7


相關文件
某項貨物的單位價格是指該項貨物的貿易貨值與其貨量之比。季度單位價格指數是計算當季各
某項貨物的單位價格是指該項貨物的貿易貨值與其貨量之比。季度單位價格指數是計算當季各
Wang, Solving pseudomonotone variational inequalities and pseudocon- vex optimization problems using the projection neural network, IEEE Transactions on Neural Networks 17
Define instead the imaginary.. potential, magnetic field, lattice…) Dirac-BdG Hamiltonian:. with small, and matrix
隨著科技的進步,展覽場的導覽系統已從過去導遊、磁帶機或 CD 播放 器講解的時代轉換成行動導覽的時代。目前行動導覽方式大都以 RFID 或 QR
銷貨單號碼 發票日期 運貨日期 銷貨總額 營業稅 品號 品名/規格 單價 數量 B 第一次正規化格式.
Professor, Department of Industrial Engineering and Technology Management.
Professor, Department of Industrial Engineering and Technology Management.
