This article was downloaded by: [National Chiao Tung University 國立交通 大學]
On: 27 April 2014, At: 22:36 Publisher: Taylor & Francis
Informa Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK
International Journal of
Production Research
Publication details, including instructions for authors and subscription information: http://www.tandfonline.com/loi/tprs20
Process capability analysis
for an entire product
K. S. Chen , M. L. Huang & R. K. Li Published online: 14 Nov 2010.
To cite this article: K. S. Chen , M. L. Huang & R. K. Li (2001) Process capability analysis for an entire product, International Journal of Production Research, 39:17, 4077-4087, DOI: 10.1080/00207540110073082
To link to this article: http://dx.doi.org/10.1080/00207540110073082
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”) contained in the publications on our platform. However, Taylor & Francis, our agents, and our licensors make no representations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose of the Content. Any opinions and views expressed in this publication are the opinions and views of the authors, and are not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be relied upon and should be independently verified with primary sources of information. Taylor and Francis shall not be liable for any losses, actions, claims, proceedings, demands, costs, expenses, damages, and other liabilities whatsoever or howsoever caused arising directly or indirectly in connection with, in relation to or arising out of the use of the Content.
This article may be used for research, teaching, and private study purposes. Any substantial or systematic reproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in any form to anyone is expressly forbidden. Terms & Conditions of access
conditions
int. j. prod. res., 2001, vol. 39, no. 17, 4077±4087
Process capability analysis for an entire product
K. S. CHENy*, M. L. HUANGz and R. K. LIz
Process capability indices (PCIs) are powerful means of studying the process ability for manufacturing a product that meets speci®cations. Several capability indices including Cp, Cpu, Cpl and Cpkhave been widely used in manufacturing industry to provide common quantitative measures on process potential and performance. The formulas for these indices are easily understood and can be straightforwardly applied. However, those process capability indices are inap-propriate for asymmetric tolerances and could not be applied to evaluate multi-process products. Based on Cp, Cpu, Cpl and Cpk, this research aims to develop one process capability analysis chart (PCAC) for precisely measuring an entire product composed of symmetric tolerances, asymmetric tolerances, larger-the-better and smaller-the-larger-the-better characteristics. The process capability analysis chart evaluates the capabilities of multi-process products and provides chances for continuous improvement on the manufacturing process.
1. Introduction
Process yield, process expected loss and process capability indices (PCIs) are three basic means that have been widely applied in measuring product potential and performance. Of the three, process capability indices are easily understood and can be straightforwardly applied to the manufacturing industry. The larger process capability index implies the higher process yield, and the larger process capability index also indicates the lower process expected loss. Therefore, the process capability index can be viewed as an e ective and excellent means of measuring product quality and performance. Many engineering designers and shop ¯oor con-trollers use process capability indices as communication indicators to evaluate and elevate the manufacturing process. For example, process capability indices can assist in solving manufacturing problems when engineering designers negotiate with shop ¯oor supervisors on manufacturing problems. In addition, business sales and custo-mers can communicate with each other about product characteristics via process capability indices. Customers normally preset product speci®cations and a mutually agreed quality level is necessary to establish communication between customers and manufacturers through process capability indices.
Process capability indices have been widely used to measure product qualities that meet speci®cations in automated, semiconductor and IC assembly manufactur-ing industries. Numerous statisticians and quality engineersÐsuch as Kane (1986), Chan et al. (1988), Choi and Owen (1990), Boyles (1991), Pearn et al. (1992), Kotz
International Journal of Production Research ISSN 0020±7543 print/ISSN 1366±588X online # 2001 Taylor & Francis Ltd
http://www.tandf.co.uk/journals DOI: 10.1080/00207540110073082
Revision received April 2001.
{ Department of Industrial Engineering & Management, National Chin-Yi Institute of Technology, Taichung, Taiwan, Republic of China.
{ Department of Industrial Engineering & Management, National Chiao-Tung University, Hsinchu, Taiwan, Republic of China.
* To whom correspondence should be addressed. e-mail: kschen@chinyi.ncit.edu.tw
and Johnson. (1993), Boyles (1994), and Spiring (1997)Ðhave emphasized research into process capability indices to propose more e ective methods of evaluating pro-cess potential and performance. The two well-known propro-cess capability indices Cpu and Cpl, proposed by Kane (1986), which measure smaller-the-better and larger-the-better process capabilities are (see section 6 for nomenclature):
CpuˆUSL ¡ ·
3¼ ;
Cpl ˆ
·¡ LSL
3¼ ;
where USL and LSL are, respectively, the upper speci®cation limit and the lower speci®cation limit, · is process mean and ¼ is process deviation. However, these approaches consider processes with single quality characteristics only and restrict the application to multi-process products.
Although Chen (1994) , Boyles (1996) and others have presented multivariate capability indices, those indices were appropriate for products with numerous unilateral speci®cations or products with bilateral speci®cations exclusively. A Multi-process Performance Analysis Chart (MPPAC), proposed by Singhal (1991), evaluates the performance of a multi-process product with symmetric bilateral speci®cations. As noted by Davis (1992), most multi-process products are composed of numerous unilateral speci®cations and bilateral speci®cations, and customers are satis®ed when all quality characteristics of an entire product meet preset speci®ca-tions. Obviously, neither univariate process capability indices nor multivariate pro-cess capability indices can ful®l the above requirements.
According to Boyles (1994), Cp and Cpk are capability indices with respect to process yield, and are irrelevant to process target (T ). The one-to-one mathematical
relation between Cp and process yield is [p ˆ 2©…3Cp† ¡ 1Š when
·ˆ …USL ‡ LSL†=2, and the one-to-one mathematical relation does not exist
when · 6ˆ …USL ‡ LSL†=2. Boyles showed that the mathematical relation between Cpkand process yield is p 2©…3Cpk† ¡ 1. Cpk ˆ 1 ensures the process yield exceeds 99.73%. Obviously, Cpkis a better index than Cp. However, Cpkis still an inadequate measure of process centring. The important problem is that the above process cap-ability indices cannot be applied to assess bilateral products with asymmetric toler-ances. Pearn and Chen (1998) proposed a process capability index Cpa for a process with asymmetric tolerances to solve the restriction:
CpaˆD* ¡ A*
3¼ ;
where A* ˆ maxfd*…· ¡ T†=Du, d*…T ¡ ·†=Dlg, Duˆ USL ¡ T, Dl ˆ T ¡ LSL
and d* ˆ fmin Du; Dlg. Obviously, A* ˆ j· ¡ Tj when T ˆ m (symmetric case), and Cpa is reduced to the original index Cpk. The factor A* ensures that the new generalization Cpa obtains its maximal value at · ˆ T (process is on-target) regard-less of whether the tolerances are symmetric (T ˆ m) or asymmetric (T 6ˆ m).
Cpaˆ 0 can be veri®ed when the process mean is on the speci®cation limit
(· ˆ LSL, or · ˆ USL). On the other hand, Cpa > 0 when LSL < · < USL. For a ®xed ¼, the value of Cpadecreases when · shifts away from T. In reality, the value of Cpadecreases faster when · moves away from T to the closer speci®cation limit, and decreases slower when · moves away from T to the farther speci®cation limit.
Combing Singhal’s MPPAC with asymmetric process capability index Cpa, plus considering unilateral characteristics, we aim to propose a Process Capability Analysis Chart (PCAC) to evaluate process potential and performance for an entire product composed of smaller-the-better speci®cations, larger-the-bette r speci-®cations, symmetric speci®cations and asymmetric speci®cations.
2. Product capability analysis chart
The Multi-process Performance Analysis Chart (MPPAC), proposed by Singhal (1991), evaluates the performance of a multi-process product with symmetric bilat-eral speci®cations. Cpu and Cpl represent the X-axis and Y -axis, respectively in MPPAC, whereas Cp is the average of Cpu and Cpl, namely, Cpˆ 1=2…Cpu‡ Cpl) and Cpk is the minimum value of the X- and Y-axes, namely, Cpkˆ minfCpu; Cpl}. Based on MPPAC, ®rst, this chart is revised to evaluate a multi-process product with both symmetric and asymmetric bilateral speci®cations. Secondly, the vertical and horizontal axes of the chart are to evaluate larger-the-bette r and smaller-the-better characteristics. The third step is based on the critical values of individual process capabilities for the multi-process product, marking the process capability zone with bold lines. Finally, the values of all individual process capability indices of the entire product are located on PCAC. The process capabilities are capable when individual process capability indices are located within the process capability zone. Conversely, processes must be upgraded when some of the process capability indices are located outside the capability zone. It is easy to distinguish process performance with respect to the locations of process capability indices on PCAC. Hence, our Product Capability Analysis Chart (PCAC) not only distinguishes process capabilities, but also reveals the degree of quality accuracy for multi-process products. Therefore, PCAC is an e ective and e cient means of evaluating multi-process products.
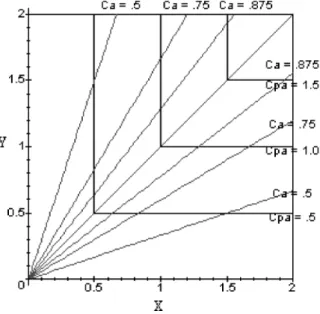
Based on the description in section 1, Cpa reasonably represents the process situation when the process shifts away from the target for asymmetric tolerances. The de®nition of Cpa can be rewritten as Cpaˆ minfCdu; Cdlg, where Cduˆ …d*=Du) Cpu and Cdlˆ …d*=Dl) Cpl. In the two-dimensional space, the X-axis simultaneously represents Cdu for the nominal-the-best process and represents Cpu for the smaller-the-better process. Similarly, the Y -axis simultaneously represents Cdl for the nom-inal-the-best process and represents Cplfor the larger-the-bette r process. Axes X and Y construct the Process Capability Analysis Chart (PCAC) as shown in ®gure 1. PCAC characterizes not only multi-process capabilities with symmetric and asym-metric tolerances on the dimensional space, but also multi-process capabilities with smaller-the-bette r and larger-the-bette r types on the X and Y axes, respectively. Because the X -axis represents distinct indices, Cdu and Cpu, and Y -axis represents distinct indices, Cdland Cpl, it is better to build a table for PCAC to apply easily. The use of the table will be discussed in section 4.
Considering the loss function stated in the Taguchi method, the closer the process mean to the process target implies the better quality and fewer process losses. Conversely, the farther the process mean from the process target implies the worse process capabilities. Likewise, keeping the process on-target is crucial. A few sub-sidiary lines of Cacan be added on PCAC for precisely controlling the process shifts, where Caˆ 1 ¡ ‰maxf…· ¡ T†=Du;…T ¡ ·†=DlgŠ. Obviously, Ca measures the rela-tive distance of the shift from process mean to preset target. The de®nition of relarela-tive distance is (· ¡ T†=Du or (T ¡ ·†=Dl. Equal relative distances result in the same values of Ca. For example, the speci®cations for two nominal-the-best processes A 4079 Process capability analysis for an entire product
and B are the same as (LSL; T ; USL† ˆ …12; 16; 18†. If the process mean for A is 14 and process mean for B is 17, then both relative distances of shifts are 1/2 and both Caare 1/2. O -diagonal subsidiary lines are plotted when Caare 0.5, 0.75 and 0.875 in ®gure 1. Ca< 0:875 denotes that the process is not accurate; actions to shift the process mean closer to the process target are required. Namely, Ca 0:875 indicates a process with good accuracy. In general, Cacannot be too small since a smaller Ca implies the process mean shifts farther away from the process target and results in much process loss. Let Caˆ …1 ¡ 1=a), then the values of · are [T ‡ …1=a† Du] and [T ¡ …1=a† Dl] for each Ca. The slope of the corresponding subsidiary line is (a ‡ 1†=…a ¡ 1) when the process mean is greater than the process target, and the slope of the corresponding subsidiary line is (a ¡ 1†=…a ‡ 1) when the process mean is smaller than the process target. Table 1 brie¯y displays the values of Ca and the corresponding ·.
Figure 1. Product capability analysis chart.
Values of Ca Values of · A Slope
1:000 T 1 1.0000 0.875 T ‡ 0:125 Du 8 1.2857 T ¡ 0:125 Dl 8 0.7778 0.750 T ‡ 0:250 Du 4 1.6667 T ¡ 0:250 Dl 4 0.6000 0.500 T ‡ 0:500 Du 2 3.0000 T ¡ 0:500 Dl 2 0.3333 0.250 T ‡ 0:750 Du 1.33 7.0000 T ¡ 0:750 Dl 1.33 0.1429 0.000 USL 1 1 LSL 1 0
Table 1. Values of Ca and the corresponding ·.
3. Application of process capability analysis chart
Cpa, Cpuand Cplare three indices to evaluate the process capabilities on a Process Capability Analysis Chart (PCAC). For a multi-process product, assume there are na nominal-the-best processes evaluated by Cpaj … j ˆ 1; 2; . . . ; na), nu smaller-the-better processes evaluated by Cpuj … j ˆ 1; 2; . . . ; nu), and nllarger-the-bette r processes eval-uated by Cplj … j ˆ 1; 2; . . . ; nl). The unilateral speci®cations Cpuj and Cplj hold the one-to-on e mathematical relation to the process yield under normal assumptions. Let X be the random number of process means, and the formula for the smaller-the-better process can be described as:
pijˆ P…X < USL† ˆ P X ¡ · ¼ <
USL ¡ ·
¼ ˆ P…Z < 3Cpij† ˆ ©…3Cpij†: Similarly, the formula for the larger-the-bette r process can be described as:
pijˆ P…x > LSL† ˆ ©…3Cpij†:
Thus, the general form for unilateral characteristics can be written as: pijˆ ©…3Cpij†, where © denotes the standard normal cumulative distribution func-tion, i 2 fu; lg, j ˆ 1; 2; . . . ; ni.
Whereas Cpais a valid index for bilateral speci®cation with asymmetric tolerance, Pearn and Chen (1998) derived the formula regarding Cpaand process yield pijin the following:
pij 2©…3Cpaj† ¡ 1; j ˆ 1; 2; . . . ; na:
Combining the above equation with ©…x† 2©…x† ¡ 1, we attain that the better the process capability, the higher the process yield. And the relation between process yield pij and process capability index is:
pij 2©…3Cpij† ¡ 1; i 2 …S ˆ fu; l; ag; j ˆ 1; 2; . . . ; ni:
Based on the above analysis, the process yield is evaluated in terms of an inte-grated process capability index CT in the following:
CTˆ 1 3 © ¡1 Y i2S Yni jˆ1 ‰2©…3Cpij† ¡ 1Š Á ! ‡ 1 " #¿ 2 Á ! : In particular, when CTˆ c, Q i2S Qni jˆ1…2©…3Cpij† ¡ 1† ˆ 2©…3c† ¡ 1:
As far as the integrated process capability for a multi-process product is con-cerned, the integrated process capability is de®nitely lower than any individual pro-cess capability. Assume the individual propro-cess yields are independent; the entire process yield p can be described as:
p ˆY
i2S Yni jˆ1
…pij†:
Because pij 2©…3Cpij† ¡ 1, the formula for process yield is p 2©…3c† ¡ 1.
Obviously, a larger process capability implies a higher process yield. For instance, CT ˆ 1:0 ensures the process yield exceeds 99.73%.
Mostly, the entire process yield of a multi-process product is lower than any individual process yield (p µ pij). Similarly, when the entire process yield (or entire product capability) is preset to satisfy the required level, the individual process yield 4081 Process capability analysis for an entire product
(or individual process capability) should exceed the preset standard for the entire product. For instance, if CT c, then
CTˆ 1 3 © ¡1 Y i2S Yni jˆ1 ‰2©…3Cpij† ¡ 1Š Á ! ‡ 1 " #¿ 2 Á ! c:
Speci®cally, when the preset minimum values of process capabilities for individual characteristics are equal, we have:
CT ˆ 1
3 ©
¡1………2©…3C
pij† ¡ 1†n‡ 1†=2† c;
where n ˆ na‡ nu‡ nl. The critical value C0…Cpij C0† for individual process
cap-ability can be attained by solving the previous inequality when the integrated process yield exceeds c…CT c†, where
C0ˆ 1 3 © ¡1 n 2©…3c† ¡ 1 p ‡ 1 2 Á ! :
As noted by Pearn and Chen (1997), a process is `inadequate’ if the process capability index is less than 1.00; it indicates that the process is not adequate to
Quality condition Values of C0
Inadequate C0< 1:00
Capable 1:00 µ C0< 1:33
Satisfactory 1:33 µ C0< 1:50
Excellent 1:50 µ C0< 2:00
Super 2:00 µ C0
Table 2. The ®ve quality conditions
Entire process capability index CT c
N c ˆ 1:0 c ˆ 1:33 c ˆ 1:5 c ˆ 2:0 1 1.000 1.330 1.500 2.000 2 1.068 1.384 1.548 2.037 3 1.107 1.414 1.576 2.059 4 1.133 1.436 1.595 2.074 5 1.153 1.452 1.610 2.085 6 1.170 1.465 1.622 2.095 7 1.183 1.477 1.632 2.103 8 1.195 1.486 1.641 2.110 9 1.205 1.495 1.649 2.116 10 1.214 1.502 1.656 2.121 11 1.222 1.509 1.662 2.216 12 1.230 1.515 1.667 2.130 13 1.236 1.520 1.673 2.135 14 1.243 1.526 1.677 2.138 15 1.248 1.530 1.682 2.142 When n > 15, C0ˆ ©¡1‰…n 2©…3c† ¡ 1 p ‡ 1†=2Š=3†.
Table 3. Values of individual process capability C0.
the preset manufacturing speci®cations. A process is called `capable’ if the process capability index ranges from 1.00 and 1.33; it indicates that some process control is needed. A process is called `satisfactory’ if the process capability index ranges from 1.33 and 1.50; it indicates that process quality is satisfactory. A process is called ’excellent’ if the process capability index is between 1.50 and 2.00; ®nally, a process is ’super’ when the process capability index exceeds 2.00. Table 2 displays the ®ve conditions and the corresponding values of C0.
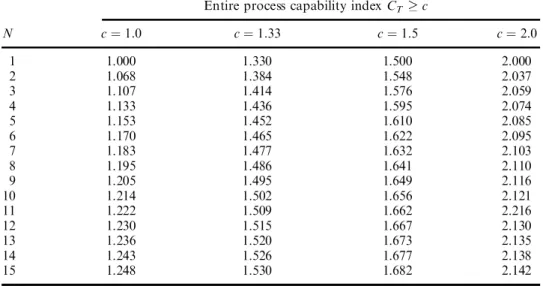
Based on the above, table 3 lists the minimum values of the process capability indices C0 for individual process characteristics when the entire process capability
indices CT are preset to 1.00, 1.33, 1.50 and 2.00 versus n individual process char-acteristics (when n > 15, C0 ˆ ©¡1‰…n
2©…3c† ¡ 1 p
‡ 1†=2Š=3. Namely, C0is speci®ed
when CT and the number of individual process characteristics n are selected. In addition, if the process loss is considered, Ca is set to ®t the speci®c requirement of the real situation. The process capability zone is marked on the Product Capability Analysis Chart (PCAC) according to the minimum individual process capability C0 and the maximum process shift Ca.
4. Example
One example will be given for the purpose of illustration. Consider one product composed of ®ve nominal-the-best (naˆ 5), two larger-the-better (nlˆ 2), and two smaller-the-bette r (nu ˆ 2) process characteristics. The process capability indices on the dimensional space (X; Y † ˆ …Cdu, Cdl† ˆ ……du† Cpu, (dl†Cpl), where duˆ d*=Du, and dl ˆ d*=Dl, are located on PCAC for nominal-the-best characteristics. In addi-tion, the X-axis characterizes process capabilities (X; Y† ˆ …Cpu; 0† for
smaller-the-better characteristics, while the Y -axis characterizes process capabilities
(X; Y † ˆ …0; Cpl) for larger-the-bette r characteristics. Table 4 displays process speci-®cations and capability indices for nine process characteristics. Assume the entire process capability is preset to exceed one (CT c ˆ 1†, the minimum individual process capability C0is 1.205 when n ˆ 9 from table 3, and C0could also be veri®ed
by C0ˆ ©¡1‰…9
2©…3† ¡ 1 p
‡ 1†=3Š=3 ˆ 1:205. In addition, when the process loss is considered, e.g. Ca 0:875, the process capability zone according to C0 and Ca is marked as shown in ®gure 2.
The product capabilities for nine process characteristics are discussed as below. (1) Processes N1 ¡ N5 are nominal-the-best type with bilateral speci®cations:
(i) Process N1 is not located within the process capability zone and Ca is less than 0.875; it indicates that the process is not capable both on precision and accuracy, either to reduce the process variation or shift the process mean closer to the process target in order to upgrade the process capability.
(ii) The process capability index for process N2 is not located within the process capability zone and the process capability is classi®ed as inade-quate. Actions must be taken to improve the process quality. Process engineers should monitor the process to ®gure out all assignable causes, and reduce the process variation to elevate the process capability. (iii) The process capability index for N3 is 1.50 and Ca is 0.90; it indicates
that the process capability is satisfactory and no stringent quality control is required.
4083 Process capability analysis for an entire product
P ro ce ss ty p e L S L T U S L · ¼ Ca X -a xi s Y -a x is Cp a N 1 N o m in a l-th e-b es t 5 8 0 6 0 0 6 2 0 5 95 5. 0 0. 7 5 1. 6 7 1 .0 0 1 .0 0 N 2 N o m in a l-th e-b es t 5 9 0 6 0 0 6 2 0 6 00 5. 0 0 0. 6 7 0 .6 7 0 .6 7 N 3 N o m in a l-th e-b es t 5 8 0 6 0 0 6 2 0 6 02 4. 0 0. 9 0 1. 5 0 1 .8 3 1 .5 0 N 4 N o m in a l-th e-b es t 5 6 5 8 6 0 5 7. 8 0. 4 0. 9 0 1. 8 3 1 .5 0 1 .5 0 N 5 N o m in a l-th e-b es t 5 6 5 7 6 0 5 8 0. 4 0. 5 0 0. 5 6 1 .6 7 0 .5 6 L 1 L a rg er -t h e-b et te r 1 5 2 0 1. 1 1 .5 2 1 .5 2 L 2 L a rg er -t h e-b et te r 1 5 1 8 1. 1 0 .9 1 0 .9 1 S 1 S m a ll er -t h e-b et te r 1 0 0 8 2 6. 0 1. 0 0 1 .0 0 S 2 S m a ll er -t h e-b et te r 1 0 0 7 7 6. 0 1. 2 8 1 .2 8 T a b le 4 . S p ec i® ca ti o n s an d ca p ab il it y in d ic es fo r n in e p ro ce ss ch a ra ct er is ti cs .
(iv) The process capability index for process N4 is 1.50 and Ca is 0.90; it means that the process capability is excellent.
(v) The process capability index for process N5 is 0.56 and Cais 0.50; the process capability is classi®ed as inadequate with too much process loss. Similar to process N2, all assignable causes should be removed and the process variation needs to be reduced. In addition, process engineers should bring the process mean back to the closer process target to avoid a huge process loss.
(2) Processes L1 and L2 are unilateral speci®cations, which are larger-the-bette r type with lower speci®cation limits only. The process capability index of L1 is located within the process capability zone and the process capability is considered as satisfactory, while the process capability index of L2 is not located within the process capability zone and the process capability is clas-si®ed as inadequate. To enhance the process quality of L2, either reduce the process variation or shift the process mean farther away from the lower speci®cation limit.
(3) Processes S1 and S2 are unilateral speci®cations, which are smaller-the-better types with upper speci®cation limits only. The process capability index of S1 is not located within the process capability zone and actions must be taken to reinforce the process capability. When the process cap-ability index of S2 is located within the process capcap-ability zone, the process capability is capable.
On the whole, of the nine process characteristics, there are ®ve process capability indices, N1, N2, N5, L2 and S1, not located within the process capability zone. Actions to bring all indices back within the process capability zone to enhance the 4085 Process capability analysis for an entire product
Figure 2. Process capability zone.
process capabilities may be di erent but necessary. Under cost considerations, all indices are located within the process capability zone, and engineers can continue to reinforce the quality level by shifting the process mean to target and reducing the process variation in order to locate indices near the diagonal for a nominal-the-best characteristic process; and can continue to improve processes to attain larger process capability indices for processes with unilateral speci®cations.
5. Conclusions
Although process capability indices have been widely applied in manufacturing , the conventional indices restrict the application to multi-process products. In this paper, we construct an e ective and e cient method via a Product Capability Analysis Chart (PCAC) to evaluate the process capability of an entire product composed of multiple process characteristics. First, Singhal’s Multi-process Performance Analysis Chart (MPPAC) is modi®ed to analyse processes with sym-metric and asymsym-metric speci®cations. Secondly, smaller-the-better and larger-the-better characteristics are evaluated via the revised axes X and Y , respectively. The process capability zone is then marked according to a speci®ed individual process capability C0 and a preset process shift Ca. The Product Capability Analysis Chart interprets multi-process capabilities and distinguishes the process precision and accu-racy with respect to the locations of the process capability indices on the Product Capability Analysis Chart. Finally, quality improvement actions are taken with respect to unsatisfactory processes to enhance the entire process capability. Thus, the revised Product Capability Analysis Chart is encouraged for the application of statistical process control in the factory.
6. Nomenclature A* ˆ maxfd*…· ¡ T†=Du; d*…T ¡ ·†=Dlg; Cdu ˆ …d*=Du†Cpu; Cdl ˆ …d*=Dl†Cpl; Cp ˆ 1=2…Cpu‡ Cpl†; Cpa ˆ …d* ¡ A)=3¼; Cpu ˆ …USL ¡ ·†=3¼; Cpl ˆ …· ¡ LSL†=3¼; Cpkˆ minfCpu; Cplg; d* ˆ minfDu; Dlg; Du ˆ USL ¡ T; Dl ˆ T ¡ LSL; C0 critical value,
CT integrated process capability index,
MPPAC Multi-process Performance Analysis Chart, p process yield
PCAC Process Capability Analysis Chart, · process mean,
¼ process standard deviation,
T process target,
USL the upper speci®cation limit LSL the lower speci®cation limit,
©…· † the cumulative function of standard normal distribution, ©¡1 the inverse cumulative function of standard normal distribution,
Z standard normal distribution.
Acknowledgements
The authors would like to thank the National Science Council of the Republic of China for ®nancially supporting this research under Contract No. NSC-89-2213-E-167-004.
References
Boyles, R. A., 1991, The Taguchi capability index. Journal of Quality Technology, 23, 17±26. Boyles, R. A., 1994, Process capability with asymmetric tolerances, Communications in
Statistics-Simulation and Computation, 23, 615±643.
Boyles, R. A., 1996, Multivariate process analysis with lattice data. Technometrics, 38(1), 37± 49.
Chan, L. K., Cheng, S. W., and Spiring, F. A., 1988, A new measure of process capability: Cpm. Journal of Quality Technology, 20, 162±175.
Chen, H., 1994, A multivariate process capability index over a rectangular solid tolerance zone. Statistica Sinica, 4, 749±758.
Choi, B. C., and Owen D. B., 1990, Applied Multivariate Statistical Analysis, 3rd edn (New York: Prentice-Hall).
Davis, R. B., 1992, A capability study for an entire product. ASQC Quality Congress Transactions, pp. 172±178.
Kane, V. E., 1986, Process capability indices. Journal of Quality Technology, 18, 41±52. Kotz, S., and Johnson, N. L., 1993, Process Capability Indices (London: Chapman and
Hall).
Pearn, W. L., and Chen, K. S., 1997, Multiprocess performance analysis: a case study. Quality Engineering, 10(1), 1±8.
Pearn, W. L., and Chen, K. S., 1998, New generalization of the process capability index Cpk. Journal of applied Statistics, 25(6), 801±810.
Pearn, W. L., Kotz, S., and Johnson, N. L., 1992, Distributional and inferential properties of process capability indices. Journal of Quality Technology, 24, 216±231.
Singhal, S. C., 1991, Multiprocess performance analysis chart (MPPAC) with capability zones. Quality Engineering, 4(1), 75±81.
Spiring, F. A., 1997, An unifying approach to process capability indices. Journal of Quality Technology, 29(1), 49±58.
4087 Process capability analysis for an entire product