國 立 交 通 大 學
機 械 工 程 學 系
碩士論文
渦卷自動光學檢測機台之設計與開發
Design And Development Of An Automatic
Optical Inspection Machine For Scrolls
研 究 生:魏逢城
指導教授:洪景華 教授
渦卷自動光學檢測機台之設計與開發
研究生:魏逢城 指導教授:洪景華 教授
國立交通大學機械工程學系
摘要
本論文研製之重點在探討自動光學檢測(簡稱AOI)設備目前隨著科技不 斷地進步而商機大增,適用範圍涵蓋宇宙探測、航空與衛星遙測、生物醫學、 工業生產等,橫跨工業、軍事、民生等不同領域的影像辨識;自動化光學檢測 設備是高科技發展必要的基礎,台灣主流產業如半導體、平面顯示器、光電、 電子製造、生技等,都需要高速、高精度的整合性自動光學檢測系統來偵測異 常並快速提供記錄。 本研究之實驗規劃,將聚焦於完整系統之關鍵–離線視覺檢測技術,以圖 控方式利用影像感測器擷取畫面,再配合自動化 X-Y 平台之循跡追蹤,即可 架構出完整的渦卷用光學檢測機台,使能檢測渦卷外部線形輪廓,進行影像處 理分析,擷取出渦卷輪廓點資料,以便後續進行資料分析處理。 關鍵字:影像感測器;自動光學檢測;渦卷;影像處理分析Design And Development Of An Automatic
Optical Inspection Machine For Scrolls
Student:Fongcheng Wei Advisor: Chinghua Hung
Institute of Mechanical Engineering
National Chiao Tung University
ABSTRACT
With the continuous progress of science and technology, the business opportunities of Automatic Optical Inspection equipment are highly increased. The scope of application contains universe search, aviation, satellite telemetering ,bio-medicine, industrial production, etc. which cover many different fields of image identification,such as industry, military, livelihood, etc. Automatic Optical Inspection equipment is the essential foundation of the development in hi-tech. Those Taiwanese major industries such as semiconductor, Flat-Panel-Display, opto-electronics, electronics, bio-tech, etc. all need high-speed and high accuracy integrated Automatic Optical Inspection systems for detecting abnormality and provide fast recording.
The main purpose of this research is to focus on complete system-the off-line of Automatic Optical Inspection, using image sensor snaping photos, with automatic x-y table tracing the scroll. With complete AOI machine for scrolls, we can detect the scrolls profile, use images processing, and accquire scroll data.
誌 謝
本論文可以順利完成,首先感謝指導教授 洪景華博士在研究及論文寫作 上的指導與關切,衷心地感謝您這一年對學生的照顧,讓我得以完成碩士學 業。同時,亦感謝國立交通大學 徐瑞坤教授和 陳宗麟教授擔任本論文的口試 委員,並提出許多寶貴的意見,使本論文能更加嚴謹完備,亦特此表達謝忱。 再來,感謝這兩年來朝夕相處的實驗室伙伴們。感謝學長們總是能在我研 究中遭遇困難時,適時地伸出援手,不厭其煩的讓我發問、尋求解答;而同學 們間的互相砥礪,更是論文得以順利進行的助力。當然,更要感謝陪我走過這 苦悶研究生涯的每一位好朋友,沒有你們我難以渡過煎熬。所以,我在此誠心 誠意期盼我認識的每個人都能事事順心。 當然,女朋友鈺紜在背後的默默支持更是我前進的動力,沒有鈺紜的體 諒、包容,相信這段時間的生活將是很煎熬的漫長等待。 最後感謝我的父母親,由於您們不間斷的鼓勵和日常生活上的幫助,使我 無後顧之憂地全心投入於求學及研究工作上,謝謝您們,希望您們永保健康、 快樂。目錄
中文摘要….………..…….…...i
英文摘要.………..…….…...ii
誌 謝….….………...…..…….…...iii
目錄…..…….………..…….…...iv
圖目錄…..…….………...………...vii
表目錄…..…….………...x
符號說明……….………...……...xi
第一章 緒論………...….….………...……..…….…...1
1.1
前言... 1
1.2
渦卷式壓縮機... 1
1.3
文獻回顧... 6
1.4
研究動機與目的... 8
1.5
論文章節架構... 8
第二章 機器視覺基本架構及誤差簡介……..………10
2.1
視覺系統架構之基本組成 ... 10
2.2
光源照明系統... 10
2.3
影像感測器... 12
2.4
影像擷取卡... 14
2.5
影像處理系統之基本參數 ... 14
2.6
幾何誤差簡介... 15
第三章 實驗規劃及儀器介紹………..………19
3.1
理想實驗流程... 19
3.2
系統架構... 20
3.2.1 整體硬體系統 ... 23
3.2.2 系統中之各組件說明 ... 25
3.3
系統之運作... 30
3.3.1 系統運作流程 ... 30
3.3.1.1
CMOS
垂直度校正... 31
3.3.1.2
CMOS
鏡頭誤差校正... 33
3.3.1.3
X-Y
平台校正... 36
3.3.2 軟體之使用與說明 ... 45
第四章 研究結果………...….……….49
4.1
前言... 49
4.2
程式寫作... 51
4.2.1 影像處理(影像比對) ... 51
4.2.2
X-Y
平台之運動程式 ... 53
4.3
定義座標原點... 56
4.4
影像擷取畫面... 59
4.5
渦卷資料點之擷取... 60
4.6
結果分析... 62
第五章 結論與未來工作………...…69
5.1
結論... 69
5.2
未來展望與建議.. ………70
參考文獻………...……….…71
圖目錄
圖 1.1 渦卷式壓縮機之主要構成元件··· 2 圖 1.2 漸開線曲線示意圖··· 4 圖 1.3 以α為創成角之漸開線曲線··· 5 圖 1.4 接觸試探頭半徑補正··· 7 圖 2.1 典型的視覺系統基本架構··· 10 圖 2.2 常見打光方式示意圖··· 11 圖 2.3 像素的組成··· 13 圖 2.4 CCD 攝影機影像感測元件的成像原理 ··· 13 圖 2.5 影像介面卡架構··· 14 圖 2.6 影像處理系統之基本參數··· 15 圖 2.7 空間中的剛體運動··· 16 圖 3.1 整合於 CNC 加工技術線上檢驗之示意圖··· 19 圖 3.2 整體系統架構··· 20 圖 3.3 平台及影像監控作動流程圖··· 21 圖 3.4 整體硬體系統··· 24 圖 3.5 CMOS U500C 彩色相機 ··· 25 圖 3.6 MLH-3XMP 變焦鏡頭 ··· 26 圖 3.7 環形燈源··· 26 圖 3.8 彈性軸連結器 ··· 28 圖 3.9 光學尺 ··· 29圖 3.10 MPC-3042 2 軸運動控制卡 ··· 29 圖 3.11 硬體設備校正流程示意圖 ··· 30 圖 3.12 都卜勒雷射干涉儀 ··· 31 圖 3.13 垂直度校正示意圖 ··· 32 圖 3.14 網格點校正片 ··· 34 圖 3.15 徑向畸變示意圖 ··· 35 圖 3.16 常見的鏡頭畸變形式 ··· 35 圖 3.17 CMOS 擷取之網格影像 ··· 36 圖 3.18 校正標準塊規 ··· 37 圖 3.19 校正平台垂直正交流程 ··· 37 圖 3.20 量測平台 Y 軸偏差值 ··· 39 圖 3.21 量測平台 X 軸偏差值 ··· 39 圖 3.22 平台及影像即時監控系統架構 ··· 40 圖 3.23 軟體功能需求示意圖 ··· 41 圖 3.24 平台操控功能示意圖 ··· 43 圖 3.25 人機介面 ··· 45 圖 3.26 程式方塊圖 ··· 46 圖 3.27 LabVIEW 環境中的工具版面 ··· 47 圖 3.28 LabVIEW 環境中的控制版面 ··· 47 圖 3.29 LabVIEW 環境中的函數版面 ··· 48 圖 4.1 系統整合測試流程圖 ··· 49
圖 4.2 渦卷檢測實驗流程圖 ··· 50 圖 4.3 影像擷取之人機介面示意圖 ··· 52 圖 4.4 驅動 X-Y 平台移動之程式示意圖...53 圖 4.5 X-Y 移動平台之座標點產生示意圖...54 圖 4.6 X-Y 移動平台之人機介面示意...55 圖 4.7 渦卷之定位銷示意圖...56 圖 4.8 定義渦卷中心孔為座標原點之示意圖... ...57 圖 4.9 NI Vision Assistant 8.2.1 程式介面示意圖...58 圖 4.10 程式抓取中心孔之定位點 ··· 58 圖 4.11 以環形燈源拍攝之渦卷輪廓 ··· 59 圖 4.12 邊緣檢測功能示意圖 ··· 60 圖 4.13 邊緣檢測功能介面說明 ··· 61 圖 4.14 程式辨別渦卷邊界點資料示意圖 ··· 61 圖 4.15 未作硬體設備校正之渦卷影像系統檢測誤差 ··· 63 圖 4.16 已作硬體設備校正之渦卷影像系統檢測誤差 ··· 63 圖 4.17 1.4 倍放大倍率擷取網格影像 ··· 64 圖 4.18 1.4 倍放大倍率渦卷擷取影像 ··· 65 圖 4.19 1.4 倍放大倍率輸出座標圖 ··· 65 圖 4.20 更換鏡頭倍率為 1.4 倍之影像系統檢測誤差··· 66 圖 4.21 1.5 倍放大倍率渦卷擷取影像 ··· 67 圖 4.22 程式無法辨別內渦卷邊緣點 ··· 67
表目錄
表 3.1 環型燈源基本規格··· 27 表 3.1 X-Y 平台基本規格表 ··· 28 表 3.2 X-Y 平台移動量測值 ··· 38
符號說明
a 基圓半徑φ
展開角 α 創成角 o x 內渦卷 x 座標 o y 內渦卷 y 座標 i x 外渦卷 x 座標 i y 外渦卷 y 座標第一章 緒論
1.1 前言 隨著科技日益的進步,伴隨著業界所要求的尺度也越來越精密,例如自動 化生產線與電子製造業通常以高速精準定位為目標,其附加價值隨其生產技術 而提昇。藉由影像感測器(Image Sensor)元件的不斷進步,提供更高解析度 的影像,影像處理的技術已經廣泛的應用在各科學領域上了,不論工業的監 控、定位,醫療的診斷輔助系統等,都有看到其應用。 1.2 渦卷式壓縮機簡介 壓縮機因科技及人類物質文明的進步,使得其被使用的數量不斷提高,目 前已經成為我們生活中不可或缺的一部分,不論是電冰箱、冷氣機或是交通工 具等日常用品,皆需壓縮機來助其發生效用。一般空調機所使用的壓縮機大致 上可分為渦卷式壓縮機(Scroll Type Compressor)、迴轉式壓縮機(Single Rotary)、雙室加速節能壓縮機(Twin Rotary)、搖擺式壓縮機(Swing)、往復 式壓縮機。而渦卷式壓縮機因具有高效率、高可靠性、低噪音和低成本等優點, 而且其製造技術亦趨於成熟,所以現已被廣泛應用於冷凍空調機上。而另一方 面,近年來由於環保意識抬頭,對於能源的節約愈趨重視,所以零件少、構造 簡單的渦卷式壓縮機就被寄予相當大的厚望,盼藉其優點以達到節省寶貴資源 和創造更高效能的目標。 渦卷式壓縮機主要之構成元件分別為固定渦卷(Fixed Scroll)、繞動渦卷 (Orbiting Scroll)、歐丹環(Oldam Ring)、偏心驅動軸(Crank Shaft)、馬達、 骨架與外殼,如圖 1.1 所示,其運動原理[1]很單純,如圖 1.2 所示,由外部 經由電接頭通入電源(直流或交流),使馬達運轉而帶動偏心軸使繞動渦卷相對 於固定渦卷進行公轉繞動,而其中以防止自轉機構安置於骨架與繞動渦卷間, 以制止繞動渦卷有自轉的行為,一般由歐丹環機構來控制,如此便使兩渦卷間 連續性的產生相互對稱而容積由外漸減的封閉空間呈現,此行為可使低溫低壓 的氣體由外部空間吸入,而產生高溫高壓氣體由中央的排氣口排出,如此週而 復始,即可達到壓縮冷媒的效果。圖 1.1 渦卷式壓縮機之主要構成元件 平衡器 骨架 偏心軸 歐丹環 繞動渦卷 固定渦卷
1.2.1 渦卷曲線之創成 渦卷式壓縮機渦卷之曲線在數學上屬於漸開線,標準漸開線的原理為,圓 上任意一點對基圓展開,展開線保持與基圓相切,其線長為展開角對於基圓半 徑之弧長,則此展開點在空間中所構成之曲線及為漸開線。圆之標準漸開線是 以(如圖1.2)之展開角ψ為參數之座標,圖中點(x,y)與圓相接之展開線 始終與展開角之傾斜成直角。而其數學式以式1.1標示之。
(
)
(
φ
φ
φ
)
φ
φ
φ
cos
sin
sin
cos
−
=
+
=
a
y
a
x
(1.1) 其中a為漸開線基圓之半徑,參數ψ為基圓展開之角度。 在(圖 1.3)中,渦卷璧形狀是以α為創成角之漸開線曲線,其中創成角 為漸開線展開時之始點角,當基圓以一對創成角α同時展開,其兩漸開線所構 成之形狀及為渦卷外型。 其內、外渦卷之座標可表示為:(
)
(
)
[
]
(
)
(
)
[
]
(
)
(
[
(
)
(
)
[
φ
α
φ
φ
α
]
α
φ
φ
α
φ
α
φ
φ
α
φ
)
]
α
φ
φ
α
φ
+ + + = + + + = − + − = − + − = i i i i i i o o o o o o a y a x a y a x cos sin sin cos cos sin sin cos (1.2) 而本研究之自動檢測部分主要是運用渦卷曲線之創成原理,驅動平台循著 渦卷之理想中心線移動作自動光學追蹤,詳細內容會於第三張詳細說明。圖1.3 以α為創成角之漸開線曲線
1.3 文獻回顧 渦卷式壓機的發展,早於西元 1905 由法國人 Lean Creux[2]首先在美國 提出渦卷式壓縮機的設計構想,但此型壓縮機並未大量生產,原因在於渦卷本 體其加工精度未能符合要求,而渦卷間的洩漏問題亦無法有效解決,直到 1970 年代自動補償油封機構確定後,才有實用型的渦卷式壓縮機上市。直至 1975 年才開始由美國 Arthur D.Little 公司陸續推出許多產品化的專利。至 1981 年,日本 Sanden 公司由 Arthur D.Little 公司技術引進,首先將 STC 應用於 車輛空調系統,1983 年,日本 Hitachi 公司開始推出使用於商業箱型冷氣的 全密閉型(Hermatic) STC(即馬達與渦卷組件共同密閉安裝於一高壓外殼 內),開啟了 STC 應用於冷凍空調產業的歷史。在 1980 年代,由於 CNC 精密加 工母機的快速發展,使得加工精度大幅提昇,才大大提昇渦卷式壓縮機的性 能,使其在商業上的應用越來越廣泛。 目前常見的渦卷線形是以圓的標準漸開線來創成為最多[3],因其具有所 創成出之兩曲線必定互相嚙合的優點。但交通大學機械研究所的陳俊榕[4]、 賴慶峰[5]、石伊蓓[6]、林坦蔚[7]、沈秉德[8]等人,提出利用圓之延伸漸開 線來推導渦卷的線形及其相關性質之研究,其優點是可以減少加工上的精度要 求而降低生產成本。 而產業現行的檢測方法在產能、成本、品質管理各方面的考量下,許多機 器視覺檢測(Machine Inspection)[9]、電腦視覺檢測(Computer
Inspection)[10]或自動化光學檢測(Automatic Optical Inspection,AOI) [11]的技巧已普遍被接受來輔助工業產品的檢測。
所謂自動化光學檢測技術是以電荷耦合元件(Charge Coupled Device, CCD)[12]或其他影像感測器獲得待測物影像資訊,經過影像分割或灰階化等影 像前處理之後,再依各個演算法的不同計算出相對應的指標值,作為檢測元件 是否合格及分類缺陷種類的依據。
另外,自動化光學檢測技術需結合影像光學量測、儀器校正、影像處理、 目標辨識、缺陷判斷、自動化等技術,其技術涵蓋光學、機械、電子、資訊、
材料等領域。 精密量測的方法,一般分為接觸式和非接觸式兩種,這是針對量測介面和 目標物本身是否有機械式的接觸而加以區別的。這兩種各有其特色,在接觸式 量測方面[13],一般說來準確性較高,且發展歷史悠久,已相當成熟,故有一 定的可靠度,且與工件表面的顏色並無關係。但受限於座標定位儀的連桿長 度,使得量測的工作空間有限,且因量測介面直接接觸目標物,會對量測介面 產生無法預期的影響有可能損毀探頭及待測物,同時速度也相對較慢,且有探 頭補正等問題,如圖1.3所示。而且探頭在經年累月的接觸之後,也會造成不 同程度的磨損,所以也要定期的加以保養或做校正的工作。 圖1.4 接觸式探頭半徑補正 而一般非接觸式的量測方法[13]主分為雷射位移量測及 CCD 取像式量 測,通常的優點有不必有探頭補正的問題,速度相對較快,缺點則是精度較差, 因為非接觸式探頭量測效果易受工件表面光線的反射性(Reflectivity)影 響,且 CCD 焦距的正確與否也會影響成像定位的精度。
1.4 研究動機與目的 工業生產在於講求高生產力,相對的對於品質之要求更高,目前在工業 檢測上的應用,使用機器視覺(machine vision)[9]的技術,已經是非常普 遍了,在現今的電子產業中,幾乎都已經使用自動化檢測來取代傳統的人工檢 測,因為使用自動化檢測,有著快速與準確的優點,傳統的人工檢測,常常會 受到檢測人員視力、體力等人類先天體能條件的限制,而使得檢測的品質、效 率降低,且可靠度也不及使用自動化機器檢測。而且在製造上大量生產,生產 成本低,所以如何達到快速檢驗且高可靠度之量測方法是工廠生產中之重要的 課題,也是本論文之研究方向。 本研究主要是以圖控的方式,進行 X-Y 平台與影像擷取之整合技術,以 獲得渦卷之輪廓點座標。在傳統的應用上,一般利用三次元座標量測儀
(coordinate measuring machine
,
CMM)[14]來量測渦卷的誤差範圍,而三維 座標量測儀具備高精密度運動定位系統的機器,機台價格極為昂貴且量測耗 時,亦無法做線上量測,所以本文自行研發出一台自動式渦卷離線檢測平台, 目的在於以光學檢測方式量測出渦卷之外形輪廓點座標透過軟體補償技術來 減少誤差的方法,比較其三次元座標量測儀量測出來的誤差值並克服環境因素 (振動)所造成的干擾,驗證其可行性。 此系統包含之功能以及需克服的技術項目如下: (1) 著重於探討實務上可行之渦卷外形檢測平台之系統架構。 (2) 探討如何利用攝影機取像。 (3) 探討如何使用適當之光源突顯渦卷。 (4) 藉由影像處理分析技術[15],有效判斷出渦卷之真實輪廓點座標 (5) 輸出渦卷內、外輪廓之座標值。 1.5 論文章節架構 本文章節安排如下: 第一章: 簡述整個系統的基本架構、論文的研究動機與目的以及文獻探討,渦 卷方程式之建立。第二章: 機器視覺(Machine Vision)基本架構探討,與影像量之重要參數 說明以及誤差簡介。 第三章: 敘述整個實驗的架構,各硬體組件之型號、精度說明與時系統運 作流程。 第四章: 實驗結果說明如何驅動攝影機拍照、平台移動與擷取資料。 第五章: 結論與未來工作。
第二章 機器視覺基本架構及誤差簡介
2.1 視覺系統架構之基本組成 視覺系統在自動化生產線的地位,等於一個能檢測產品並提供控制訊號的智 慧型感測器,一個視覺檢測系統的基本組成,大致可粗分為六大單元[16]如圖 2.1 所示: 圖 2.1 典型的視覺系統基本架構 本研究以此為藍本,發展一具實務性之渦卷用視覺檢測系統,將於後續章 節逐一介紹。 2.2 光源照明系統 影響機器視覺之效益可分為:光源、硬體以及軟體三大因素,光源照明的 主要目的乃利用適當光源突顯待測物的物體特徵,提高影像的對比及細節,將重要的部分強調出來,將不需要的部分移除或使之模糊。光源照明系統若設計 的好,便能減少對所取得之影像額外的前處理步驟,所以光源照明系統的設計 可說是機器視覺系統的一大要素。 光源環境的好壞直接影響到待測影像的品質,好的光源環境不但可以突顯 物體的對比,而且可以清楚的顯示被攝物體表面的紋路、特徵,也可以減少影 像的雜訊,簡化影像處理的步驟以縮短時間;因此欲設計一個快速可靠的檢測 系統,一個合適的光源是必備的。 常見的光源系統設計或打光技巧有以下幾種[17],如圖 2.2 所示; (1) 前照式(Front lighting):光源與攝影機在物體之同側,利用光線反射強 弱的不同,作為檢測物體表面特徵時之照明,常見的應用為:鎳幣面額辨 識、光學字元辨識…等。 (2) 背照式(Back lighting):光源與在物體的不同側,利用背照式產生出對 比強烈的物體輪廓線,作為物體尺寸檢測之用,常見的應用為:導線架瑕 疵檢測、瓶中異物檢測…等。 (3) 側照式(Side lighting):光源放在物體的側面,光源的照射方向與物 體平面近乎平行,利用側照光源的效果突顯待檢測物體之幾何性質, 常見的應用為:紙張表面瑕疵檢測、PCB 錫膏瑕疵檢測…等。 圖2.2 常見打光方式示意圖
Batchelor[18]整理出63種視覺照明系統及對應之取像方式,本研究將參 考這些打光技巧,並以前照式環型光源進行本研究的光源設計。 2.3 影像感測器 現今的影、音科技蓬勃發展,以滿足人們的視聽享受,其中尤以影像產品 大發利市,影像感測器(Image sensor)也連帶的日漸竄紅。 目前使用於數位相機中的影像感測器,可分為二大類:CCD感測器(Charge Coupled Device電荷耦合元件影像感測器)與CMOS感測器(Complementary Metal-Oxide Semiconductor互補性金屬氧化物半導體影像感測器)。 CCD 是一種陣列式的光電耦合檢像器,稱為“電荷耦合元件“,為一種矽 基固態影像感測元件,在擷取影像時,有點類似傳統像機底片的感光作用,但 是它的作用為轉換光的訊號成為電子的訊號並且能根據光的強弱送出適當的 電子訊號。使用CCD做影像用途時稱為CCD影像感測器,一般都只簡稱為CCD。 CCD元件是利用半導體的技術累積成二維面形的陣列,因其乃一為具高密 度像素(pixel)如圖2.3所示,具有高解析度及高感度之特性的固態影像感測 元件,像素尺寸越大,代表感光度越好,影像訊息越多,接受到自物體的訊息 越穩定解析度越高,其成像原理如圖2.4所示。由於CCD影像感測器的諸多優 點,成為影像系統應用上重要元件。CCD電荷耦合元件可作成多種形式,依應 用分為有線型(用於傳真機、影像掃描器及條碼機)與面型(用於攝錄影機、 監視器、電視對講機、數位照相機及影像電話)兩種;依感光頻譜區分,則有 可見光、紅外光、 X 射線⋯⋯等區別。 CMOS 影 像 感 測 元 件,是 一 種 利 用 光 電 相 關 技 術 原 理 製 造 的 影 像 感 測 元 件 , 目 前 主 要 應 用 於 在 低 階 影 像 產 品 如 安 全 監 控 、 數 位 相 機 、 PC Camera、玩 具、手 機、PDA、影 像 電 話、指 紋 辨 識 器 等。省電,體積小, 低單價,速度及動態反應快,因此很適合工業高速檢測。但對光熱雜訊反應較 敏感,因此訊號比會較差。本研究因為目前高解析度之 CCD 尚未發展成熟, 所以初步將採用 CMOS 作為本文自動光學檢測之影像感測器。
圖2.3 像素的組成
2.4 影像擷取卡 影像擷取卡是採用市售現成的影像介面卡,安裝於個人電腦的32位元的 PCI插槽,利用一條視訊傳輸線與CCD攝影機相連接,進行影像擷取的工作,讓 CCD攝影機所看到的影像能夠迅速的被程式所利用,完成工作。由於訊號線傳 入的為類比訊號,所以必須要藉由擷取卡轉成數位訊號,才可供電腦使用。影 像擷取卡除了擷取影像的功能外,還具有調整影像的功能。如對所擷取的影像 做明暗、對比等調整,可以補足或調整訊號進來時的缺失。 圖2.5 影像介面卡架構 2.5 影像處理系統之基本參數 在取像之前必須先設定好影像處理系統之參數,一般影像處理系統是由五 種基本參數構成的:解析度、視野、運作距離、感應器尺寸及景深,如圖2.6 所示。 (1) 解析度(Resolution):影像處理系統可以分辨物體的最小呈現尺寸。 (2) 視野(Field of View):攝影機可擷取到的偵測領域。 (3) 運作距離(Working Distance):從攝影機鏡頭前方到受偵測的物體 距離。 (4) 感應器尺寸(Sensor Size):感應器之活動區域的尺寸。
(5) 景深(Depth of Field):可將物體保持在聚焦中的最大深度。
圖2.6 影像處理系統之基本參數 2.6 幾何誤差簡介
一般精密運動系統(precision motion system)對於精密加工及精密量測儀器 而言,是相當重要而不可或缺的一環,諸如CNC銑床、CNC磨床、綜合加工 機(machine center)及三次元量床(coordinate measuring machine, CMM)[1],都必 須設法增加其運動系統的精確性,以減小機器及設備在使用時所造成的誤差。
工具機的誤差,一般可分為靜態誤差與動態誤差兩類,靜態誤差即是由工 具機的幾何誤差所造成,其誤差量的大小與位置有關,故被稱為「位置決定誤 差」(position dependent error)。而動態誤差包含了機電系統及控制器所造成的 誤差,此類誤差與進給速度有關,故被稱為「速度決定誤差」(feed-motion dependent error)。
若將工具機之任一軸向運動視為一剛體運動,則此運動體在空間中應具有 六個自由度,其中包括沿 X、Y、Z 三軸的移動(translation),以及繞 X、Y、 Z 三軸的轉動(rotation),如圖 2.7 所示。故對空間中的運動體而言,要描述 其移動狀態,必須要知道其相對於座標原點的三軸平移量及對三座標軸的角度 偏移量,亦即找出圖 2.7 中的 Oo'向量(包含三軸平移量)及 O-XYZ 座標與 o'-x'y'z'座標之間的旋轉矩陣 R (包含三座標軸的角度偏移量)。而幾何 誤差便是由於在這六種型態之運動過程中的若干偏移量及 X、Y、Z 三座標軸本 身的正交性所構成的整體性誤差,其中包含 21 項靜態的誤差元素。 圖 2.7 空間中的剛體運動 空間中所包含的21項幾何誤差元素,分別包括在以下四種不同的類型之 中:
(1) 線性誤差(linear error): 線性誤差又稱為定位誤差(positioning error),是指運動體在對某一軸平移 時,其期望位移量與真實位移量之間的差值,例如我們希望運動體由X=0 的位置移動到X=10的位置,而其實際上只有移動到X=9.99的位置,其中這 0.01的誤差量便是我們所謂的X方向之線性誤差δx(x),而Y、Z方向亦具有 相同型式之誤差,故線性誤差共包含
δ
x(x
)
、δy(y)、δ
z(z
)
等三項幾何誤 差元素。 (2) 角度誤差(angular error): 角度誤差是指運動體上的原三座標軸(與O-XYZ之方位一致)與在經過 旋轉之後所到達的新三軸方位(與o’-x’y’z’ 之方位一致)之間的各角度 差,即X-x’、Y-y’、Z-z’等三個軸與軸之間的角度差。我們分別以ε
x(x
)
、 εy(x)、ε
z(x
)
來表示x’方向的角度差在X、Y、Z三軸上的投影量,亦即 x’分別與X、Y、Z三軸之夾角的cos值,而y’方向及z’方向亦各具有相同 型式的三個投影量,所以一共有九個投影量來描述運動體之方位的改 變,故角度誤差共包含九個投影量來代表九項幾何誤差元素。 (3) 直線度誤差(straightness error): 直線度誤差是指運動體在對某一軸平移時,其對另外兩軸所產生的偏移 量,例如我們希望運動體由X=0的位置移動到X=10的位置,理論上Y方 向及Z方向的位移量應該等於零,但可能出現Y=0.01及Z=0.02的微小偏 移量,這兩個偏移量即為X在Y方向的直線度誤差δy(x)以及X在Z方向的 直線度誤差δz(x),而Y、Z方向亦具有相同型式之誤差,故直線度誤差 共包含δy(x)、δz(x)、δx(y)、δz(y)、δx(z)、δy(z)等六項幾何誤差元素。(4) 直角度誤差(squareness error): 直角度誤差是指因X、Y、Z三座標軸本身之正交性所造成的誤差,理論 上三座標軸應該是兩兩互相垂直的,但可能因為某些因素而造成軸與軸 之間無法完全垂直,而產生微小的角度偏差量。αxy即代表X軸及Y軸之 間的角度偏差量,αyz及αxz則分別代表Y軸及Z軸與X軸及Y軸之間的角 度偏差量,故直角度誤差共包含αxy、αyz、αxz等三項幾何誤差元素。 以上四種不同的類型的誤差中,共包含三項線性誤差、九項角度誤差、六 項直線度誤差以及三項直角度誤差等,共21項的幾何誤差元素。經由這21項變 數,我們便可以清楚地描述出 CNC 工具機或三次元量床等精密設備的各主軸 在運動時所造成的幾何誤差量。 本章敘述了機器視覺之基本組成,接下來在下一章中,本研究將運用上述 視覺系統架構,規劃出本文所要進行之渦卷檢測機台各零件組成與運作流程。
第三章 實驗規劃及儀器介紹
3.1 理想實驗流程
一般自動光學檢測流程可分為線上(On Line)檢驗與離線(Off Line) 檢驗,本研究之最終應用為採用理想狀況下的 On Line 檢驗,即是指在自動 化生產製程中,在 CNC 銑床刀具庫裡將其中一把加工刀具的位置卸下來,裝 上 CCD 攝影機,如圖 3.1 所示,即工件加工完,即時更換刀具為 CCD 攝影 機,並同時利用數值程式控制 CCD 與 X-Y 機台移動距離取得待測物輪廓點資 料,但現階段之研究將先使用離線檢驗來驗證本研究設計系統及硬體組件的可 行性,期待本研究完成後,有機會實際達成應用於線上檢驗的最終目標。 更換刀具庫中之一把為影像感測器 圖3.1 整合於 CNC 加工技術線上檢驗之示意圖 3.2 系統架構
本文量測系統主要是應用影像處理技術,針對一般不規則待測物(渦卷) 為檢測對象架設離線自動化量測系統,其中採用互補式金屬氧化半導體影像感 測器(CMOS)擷取渦卷影像,並將獲取之影像資料傳送到電腦記憶體,然後利 用 X-Y 平台作動態尋邊(渦卷工件之內外緣),並同時使用影像處理技術取 出渦卷之內、外緣座標點。整體系統架構如圖 3.2 所示,而作動流程圖如圖 3.3 所示。本研究中需撰寫人機介面軟體功能以影像擷取,驅動 X-Y 平台移 動為主。而程式開發係採用較為廣用之圖形程式化語言 LabVIEW 8.2[19]。 圖3.2 整體系統架構 主電腦 X-Y TABLE 步進馬達 CMOS 光源控制器 運動控制卡
座標式平台移動 鏡頭定位 鏡頭誤差補償 X-Y 機台定位 循機並開始 擷取影像 CMOS 連續擷取多張影像 藉由影像技術處理取得渦卷 內、外座標點 輸出座標 程式處理 對機台輸入渦卷線型方 程式作自動光學追蹤 即時影像監控 影像量測 影像比對 馬達控制器 使用者開始操作 圖3.3 平台及影像監控作動流程圖
本實驗系統的架構是以 X-Y 平台及 CMOS 來做搭配,整個流程是在電腦 做好 X-Y 平台位移以及 CMOS 影像比對的程式,而本研究所建構之 X-Y 平台 定位模組控制系[20],是以控制平台移動距離為主,所以使用者可以在個人電 腦上規劃機台(TABLE)移動的路徑和操作方式,此程式部分一般稱為編輯 NC (數值控制)程式。 而影像處理分析可分為:影像比對系統與影像量測系統。影像比對即是做 硬體上的定位校正,首先對攝影機作鏡頭誤差補償即是修正鏡頭的變形量;為 了要拍攝垂直度的平面,攝影機支撐架的垂直度與 X-Y 精密移動平台的水平 度必須事先要做好誤差補償,才能由 CMOS 擷取影像資料,透過軟體做影像處 理分析。 機台系統定位好後,啟動光源控制器並使用正向打光技巧,由上往下直接 照射渦卷以突顯輪廓特徵。這時開始進行影像量測部分,擷取影像再傳送到電 腦儲存影像於硬碟裡,以供後續之資料擷取動作。同時也對機台輸入渦卷線形 方程式,移動機台做自動光學追蹤,而機台也會輸出移動座標點,再利用影像 處理方法,對尋找出渦卷輪廓邊界,接續作程式處理動作,輸出渦卷座標點。
3.2.1 整體硬體系統 本機器視覺離線檢測系統可分為影像擷取系統、光源系統及馬達控制系 統,如圖 3.4 所示。影像擷取系統包含 CMOS攝影機、鏡頭(lens)、攝影機 支撐架。光源部分採用正向光源方式。馬達部份係採用步進馬達搭配光學尺作 平台自動控制。本文所採用的是以 PC 為架構的影像處理系統,實驗所使用之 各項軟、硬體設備及實驗環境設置的說明如下: ■ 個人電腦(PC):使用 CPU 為 Pentium4 (1.6 GHz)個人電腦,記憶體為 768 MB
■ 影像感測器(Image Sensor):CMOS 彩色 500 萬畫素 CAMERA ■ 鏡頭(lens):MLH-3XMP 變焦鏡頭 ■ 光源設備(Lighting Device):環型燈源 ■ 影像處理軟體:LabVIEW 8.2 ■ X-Y自動平台 ■ 攝影機支撐架 ■ 運動控制卡:MPC-3042 2軸運動控制卡 本研究之實驗環境為室溫(25℃)進行影像量測,至於各組件型號、精 度等詳細資訊,請見後續 3.2.2 節詳述之。
3.2.2 系統中之各組件說明 如上述說明所示,本研究自行建構出實用離線檢測系統,各元件之型號與 規格如下: 1. 影像感測器選擇 影像感測器的解析度取決於待測物的大小,渦卷外徑為10 mm,加工精度 需求為5μm,所以解析度計算公式為 2 6 10 10 5 10× − × ,實際上所需求的畫素為 8(pixels), 目前受限於硬體限制還未發展出大尺寸之高解析度 CCD 攝 影機,本文將選取 U500C CMOS 彩色 500萬畫素 CAMERA,如圖 3.5 所示,實 際規格如下: 2 10× (1) 晶片尺寸:1/2.5" CMOS (2) 有效畫素:2592(H) x 1944(V) (3) 訊號輸出:USB 2.0 傳輸線 (4) 掃描方式:漸進式掃描(Progressive Scan) (5) 尺寸:63mm x 55mm x 37mm 圖3.5 CMOS U500C 彩色相機
2. 鏡頭 鏡頭採用肯定科技代理之日製 MLH-3XMP 變焦鏡頭,倍率範圍為 0.3X~1.5X,工作距離為 90 mm,如圖 3.6 所示。增大鏡頭放大倍率,為直接 提高影像解析度,滿足本實驗高精度(5μm)需求的方法。 圖3.6 MLH-3XMP 變焦鏡頭 3. 光源設備 影像感測器之感光度與光源良好的契合,能得到更好的影像。根據所量測 之待測物的不同,光源選取是一項重要因素。從理論上角度來看,
Batchelor [18]提到當檢測的待測物是圓形時,使用環型光源(Ring Lighting) 如圖 3.7 所示,是一個不錯的打光技巧,它使光能很均勻的照射在檢測物上。
表 3.1 環型燈源基本規格 機型 HR-2550 光源顏色 白色 調控方式 定電流控制 輸入電壓 DC-12V 環境溫度 0℃~35℃ 4. X-Y 自動平台 本實驗所採用的機台在各組件選取即採購後由建興電子科技協助組裝測 試完成,其中 X 軸和 Y 軸之運動由步進馬達所組成且 X 軸和 Y 軸均配有光 學尺,因此每次傳 pulse 出去,皆有實際上的移動量和理論輸入值作為誤差 比較,作為步進馬達的回饋量,而其中 X 和 Y 軸最小一個 pulse 的移動量 理論值為 1 μm。 X-Y 平台定位因為需要較精密的定位性,故常用由步進馬達及伺服馬達來 控制,一般較常見到的直線運動定位結構,不外乎是由滾珠螺桿配合高精度定 位滾珠滑軌所組合,再配合步進馬達或伺服馬達作傳動來達到定位的目的,馬 達的傳動原理是利用一個彈性軸連結器(Flexible Shaft Coupling)如圖 3.8 所示,將步進馬達和滾珠導螺桿(Ball Bearing)結合在一起。而有 關位置資訊的控制方法,是將附在滾珠導螺桿上的光學感測器(Optical Encoder)的資訊迴授至命令端所完成的。平台的規格如表 3.1 所示:
圖3.8 彈性軸連結器(Flexible Shaft Coupling) 表3.2 X-Y 平台基本規格表 平台移動 範圍(mm) 滾珠螺桿 牙距(mm) 解析度 (μm) 重複精度 (μm) 最大移動 速度 (mm/s) X 軸 300 2 1 4 3000 Y 軸 200 2 1 8 3000 性能 移動軸 5. 光學尺 線性編碼器(光學尺)隨精密量測技術發展,成為高精密度及高效率量測工 具,特別是光學尺以數位來表示,可與電腦的結合,使得量測時間縮短,於是 慢慢擴展到二次元、三次元位置的量測,光學尺乃成為座標量測的發展基礎。 而三次元座標量測機的精密量測機構則是具有正交的XYZ 三軸光學尺,利用裝 在 Z 軸前端的各種探頭接觸在工件的量測位置。
光學尺是編碼器的一種,如圖 3.9 所示。所謂編碼器即是將量測時所得 到的類比信號轉換成數位的編碼信號。電腦或錄影機上常利用旋轉式的編碼器 以得知位移量,在一些加工機械設備,也常可見到旋轉編碼器的使用旋轉編碼 器得到角度量後換算成旋轉的圈數再乘上螺桿每旋轉一圈的螺距即為直線位 移量。此法的優點式價格便宜量測行程限制少,但缺點是螺桿間隙可能存在著 誤差因此量測值與待測物本身真正的位置之間存在一些差距。 圖3.9 光學尺 6. 運動控制卡 所謂運動控制卡,是以 PC 為中心所構成之運動控制器,內含諸如運動控 制卡等模組,以達到機器設備的運動功能,一個運動控制系統,可包含控制器 (Controller)、驅動器(Driver)、致動元件(Actuator)、偵測器(Sensor) 所構成。運動控制系統通常針對受控體的速度、位置、加速度以及運動路徑需 求而設計,因此運動設計模組,就成了運動控制系統的主要關鍵。而本實驗中 的運動控制卡為健昇科技提供 MPC-3042 2軸運動控制卡,如圖 3.10 所示。 圖3.10 MPC-3042 2軸運動控制卡
3.3 系統之運作 本研究主要系統運作環境是以 LabVIEW 圖形程式化語言為主,在視窗環 境下,利用2軸運動控制卡本身所提供的動態連結函式庫以及 CMOS 影像感測 器,開發了一個整合於 X-Y 控制平台與影像擷取系統的人機介面。 在 X-Y 控制平台部份,利用2軸運動控制卡所提供的動態連結函式庫,可 以分別或同時控制 XY 兩個軸的運動,本文主要是對平台輸入渦卷線型方程 式,循渦卷中心線作平台自動光學追蹤。 而在影像擷取部分,可以即時顯示 CMOS 所拍攝到的影像,並且可以隨時 更改所擷取的影像大小與可視範圍(預設為512×512 8bits),並對渦卷作連續 取像動作。 3.3.1 系統運作流程 機件測量時,為了獲得理想的精確度,儀器事前必須做校正,因為實驗設 備本身的誤差會影響實驗結果的可靠性,故量測之前必須先校準整個實驗系統 參數,系統參數的校正在視覺量測系統的應用上是一種基本的是前工作。本研 究之量測系統校正如圖 3.11 所示包括 X-Y 平台設備校正、CMOS 垂直度校正 與光學鏡頭 CMOS 下的水平及垂直像素校正參數與鏡頭變形量修正[21]三個 部份。 圖 3.11 硬體設備校正流程示意圖
3.3.1.1 CMOS 垂直度校正
如圖 3.11 所示,首先我們先確保 CMOS 擷取的圖形是呈真平面,本文使 用 HP 雷射干涉儀作為 CMOS 垂直度校正,HP 雷射干涉儀,如圖 3.12 所示 根據齊曼效應(Zeeman Effect)產生雙頻 He-Ne 雷射,經由線性干涉鏡將雷 射光轉向反射鏡,再利用反射鏡將雷射光以反方傳遞回接收器,HP 反射鏡是 採用立方腳反射鏡(Cube Corner),這是為了能對準各道光束之中心,立方 腳反射鏡能將入射線以平行於入射角方向將光線反射回去落於原來射出窗口 之下方,如圖 3.13 所示。 實驗設備: 都卜勒雷射干涉儀(HP-5529):1部 線性干涉鏡(1A02665):1個 反射鏡(1A05010):2個 圖 3.12 都卜勒雷射干涉儀
圖 3.13 垂直度校正示意圖 實驗步驟: 1. 將折射鏡與反射鏡放置於定位,折射鏡固定於 CMOS 支撐架與基座接合 處,反射鏡固定於 CMOS 固定板上。 2. 把雷射干涉儀鎖固於支撐架上,並調整雷射干涉儀支撐架高度使雷射能 正確打在干涉鏡上。 3. 將反射鏡鎖定於干涉鏡後方,使雷射光束反射回干涉儀上的接收器,確 保干涉鏡在雷射光束路徑上,若未接收到訊號則調整干涉儀位置。 4. 固定干涉鏡在 CMOS 固定架基座上並將干涉鏡上的標板取下。 5. 把 CMOS 固定板降至最低點並將標板吸附於反射鏡上及調整反射鏡位 置於雷射光束路徑上。 6. 取下標板讓反射鏡將雷射反射回雷射干涉儀上的感應器,若雷射反射回 正確位置及指示燈亮起,即角度正確,若信號燈未亮起則調整 CMOS 基 座與 CMOS 支撐架間的夾角。 7. 將 CMOS 固定板升至最高點,若信號燈未亮起則調整 CMOS 基座與 CMOS 支撐架間的夾角。 8. 重複步驟6、7,直到 CMOS 固定板移動到最低及最高點時信號燈亮起, 即 CMOS 基座與 CMOS 支撐架夾角成90度。
3.3.1.2 CMOS 鏡頭誤差校正 被拍攝物體表面的一點,會對應 CMOS 攝影機座標的其中一點,但假使不 經過校正,無法得知攝影機座標與實際空間座標之間的關係,也無法確實得知 一個像素(Pixel)所代表的實際距離;另外,由於鏡頭的畸變造成影像的扭曲, 進而會造成量測上的誤差,故我們必須對 CMOS 攝影機作參數校正。一般而 言,會造成影像邊緣之搜尋產生誤差的原因有二,一是 CMOS攝影機本身的校 正問題,另一為環境所造成的問題。 在我們利用CCD 攝影機來決定物體影像座標之前,一般必須事先對於攝影 機本身的方位與參數加以校正,一般而言,可分為外部參數(Extrinsic parameters)與內部參數(Intrinsic parameters)的校正。其中外部參數主要 為進行物體之空間座標系(Scene coordinates)、攝影機座標系(Camera coordinates)、影像座標系(Image coordinates)、像素座標系(Pixel coordinates)間的轉換;而內部參數的校正則包括攝影機得一些內部幾何參數 的校正,其中包含有: 1. 攝影機常數(Camera constant):代表由投影中心至成像平面的距離。 2. 主軸點(Principal point):代表光軸(Optical axis)與成像平面的交點。 3. 鏡頭畸變(Lens distortion):代表因透鏡成像所造成的像差。
4. 長寬比(Aspect ratio):代表像素的長寬比例。
本系統中所使用的影像處理設備與可變焦鏡頭,因為在作量測時,CMOS 影 像之下所需的單位和實際工件之尺寸有一定的比例關係,所以我們先放一網格 點校正片(Dot Grid Pattern)如圖 3.14 所示,在其 CMOS 鏡頭之下,調整 所需之放大尺寸即將其焦距調整到所需要之距離且清晰之後,所以我們可以利 用下列的關係式中作為系統校正之依據:
圖 3.14 網格點校正片(0.1mm 小方格) 方向參數 表示 方向參數 表示 Y D X DX = = Y 個數總和 量測影像長度 離 平台實際移動長度之距 個數總和 量測影像寬度 離 平台實際移動寬度之距 Pixel D Pixel D Y X = = (3.1) 經由(3.1)的計算之中我們可以得到實際影像中每單位長度(以 mm 為 單位)對應到 CMOS 影像之中的 Pixel 的個數,經由單位換算後,其每單位 像素表示式如下所示: 長度:0.02217 mm/pixel 寬度:0.02212 mm/pixel 鏡頭畸變包含兩種,一種為徑向畸變(Radial distortion),會使入射的 光線比實際彎曲更多或更少的量,如圖 3.15 所示;另一原因為鏡頭的偏心 (Decentering),指鏡頭中心與光軸之間將存在一偏心距離,實際上的畸變形 式如圖 3.16 所示,分別為Barrel distortion 和Pincushion distortion。
圖3.15 徑向畸變示意圖 圖3.16 常見的鏡頭畸變形式 Tsai[22]提出依次校正出 CMOS 攝影機之外部參數及各內部參數,得出畸 變參數,再經此係數補償,可求得影像在像素座標系上之正確位置。此法雖可 以精確進行 CMOS 攝影機之校正,但是其程式運算太費時間,並不適合工廠中 線上量測、即時補償的需要。實驗中所使用的 CMOS 攝影機及鏡頭,擷取網格 影像並與實際網格比對後,靠近影像邊緣部分確實會產生些許誤差(如圖 3.17),大體上而言,鏡頭畸變的情形並不嚴重,而我們所量測的待測物約靠 近鏡頭中心部位,故本文在此未做有關鏡頭的校正工作。
圖3.17 CMOS 擷取之網格影像 3.3.1.3 X-Y 平台校正 本實驗中,為了達到其自動檢測出渦卷之邊緣作標點為真實點,所以必須 應用到 X-Y 平台的控制原理,且必須得知其移動量和實際量之比例關係。因 為有時平台並不會以垂直正交方式移動,會有角度偏差,所以校正方式為在平 台放置一標準校正塊規,如圖 3.18 所示,以鏡頭中心線對準校正基準線,並 循此基準線移動,驗證平台2軸是否正交垂直,如圖 3.19 所示。而X-Y 平台 移動量測值如表 3.3 所示,量測出本時驗所使用之平台2軸移動方式並沒有垂 直正交,兩軸皆有角度誤差,所以本文校正方式使用餘弦定理的概念來做角度 校正,餘弦定理如式(3.2)所示,之後便以此數值對渦卷之便界座標值加以 補償。
θ
cos 2 2 2 2 AB B A C = + − (3.2) 其中 C 為理論移動路徑,A 為實際移動路徑,B為軸偏差量,θ維角度偏差圖3.18 校正標準塊規
圖3.19 校正平台垂直正交流程 校正基準線
表 3.3 X-Y 平台移動量測值 次數 定義零點 移動到右側 距離(μm) Y 軸偏差值 (μm) 平均(μm) I (0,0) (118761,0) -232 II (0,0) (118711,0) -236 III (0,0) (118732,0) -247 IV (0,0) (118745,0) -253 -242 次數 定義零點 移動到右側 距離(μm) Y 軸偏差值 (μm) 平均(μm) I (0,0) (0,90759) 176 II (0,0) (0,90811) 173 III (0,0) (0,90786) 178 IV (0,0) (0,90826) 174 175
圖3.20 量測平台 Y 軸偏差值 理論移動路徑 實際移動路徑 Y 軸偏差 -242μm 量測起點 X 軸偏差 175μm 理論移動路徑 實際移動路徑 量測起點 圖3.21 量測平台 X 軸偏差值
本研究之平台及影像即時監控系統架構,主要分為平台控制、影像擷取、 資料擷取、電腦畫面即時顯示等4大部分,如圖 3.22 所示,詳細說明如下: 圖3.22 平台及影像即時監控系統架構 平台控制 影像擷取 平台及影像即時監 控系統架構 資料擷取 電腦畫面即時 顯示
軟體功能需求: 本研究為滿足即時圖控式之 X-Y 平台監控與影像擷取,所以規劃了下 列功能需求,以利研究或操作人員,很方便的使用平台設備,進行渦卷影 像的擷取與分析,詳細功能說明與方塊如下圖 3.23 所示: 軟體功能需求 影像擷取 即時圖控式軟 體介面 平台資料擷取 彈性座標移動 圖3.23 軟體功能需求示意圖
z 影像擷取 影像擷取必須是即時,並且是連續播放,為了讓使用者以圖控互動方式操 控平台,進行影像擷取之畫面顯示,所以系統設計是以監視器(Monitor) 為主。 z 平台資料擷取 在做任何方式的平台移動,為滿足平台移動精度,隨時都需要把擷取當時 的位置誤差值,即時作以修作。只要發現沒有到達使用者所指定的位置, 系統可依據位置誤差值做重複的修正。 z 彈性座標式移動 由於有時為了需要,平台可以絕對或相對座標方式進行移動。所以當平 台要定座標原點時,需要下指令將現在位置設為原點,之後就會以先前 所定的位置為相對源點作移動,或配合即時平台監控所需的相對座標而 移動。本研究之相對座標移動方式為對平台輸入渦卷線型方程式,循渦 卷外形作移動。 z 即時圖控式軟體介面 此程式之目的是即時由 CMOS 攝影機,將影像存入電腦硬碟裡,以備後續 之資料處理。將影像顯示於螢幕上,可以即時移動平台,讓使用者方便操 控平台,隨意變換位置進行視景的擷取檢測。
平台操控方法: 本研究之平台操控功能如下圖 3.24 所示: 平台操控方式 定義座標原點 相對移動 平台歸位 圖3.24 平台操控功能示意圖
z 定義座標原點 依據使用時的狀況,可以移動平台至新訂原點的位置,爾後的所有平台 移動,皆是參考此原點。 z 相對移動 以當時的平台位置,設定為相對原點,所做的移動。 z 平台歸位 當程式告一段落,即將關閉系統前,可將平台歸位,以利下一次系統再 度開啟時,即無須再次定義原點(Homing Define)的動作。 資料擷取方法: 由光學位置編碼器(Encoder)介面卡傳回的位置資訊,是以脈衝(Pulse) 為單位,而一個脈衝計數所代表的行程(Pulse count),X-Y兩軸皆為1 μ m。
3.3.2 軟體之使用與說明
系統軟體架構以 LabVIEW 為發展工具,它是一種圖形程式化語言,目前 已廣泛的被工業界、學術與研究機構使用為資料擷取與儀器控制的軟體標準規 格。LabVIEW 是一種擁有強大功能與適用性高的儀控與分析軟體。使用LabVIEW 在建立自己的LabVIEW 程式或虛擬儀表(Virtual Instrument,簡稱VI)是容 易的。LabVIEW 跳脫傳統的程式設計環境進入到容易使用的圖形化語言
(Graphic Language,簡稱G 語言)之作業環境,包括資料擷取(DAQ)、資 料分析與結果呈現等所有必須使用的工具。藉由圖形化程式設計語言的協助, 我們所使用圖形化的程式方塊圖編譯成機械碼。傳統程式語言上所爭辯的許多 問題,LabVIEW將可以在短時間之內解決,呈現多面科學與工程運用上的想法。 在 LabVIEW 環境裡有兩個重要的部分:人機介面跟程式方塊圖。
z 人機介面( front panel ) :是使用者與VI 間之介面(interface)它 模擬真正儀器的介面,使用者藉由滑鼠與鍵盤操作,並可在螢幕上觀看程 式執行的結果,如圖 3.25 所示。
z 程式方塊圖(block diagram),這是 VI 的程式碼,在前置面版所顯示 的結果都在此地方作運算,方塊圖包含了叫低階的VI、內建函數、常數與 程式執行的控制結構。人機介面在方塊圖中具有對應的接點(terminal), 因此資料可以經由使用者傳至程式當中,經由程式運算完畢再回傳至使用 者,如圖 3.26 所示。 圖3.26 程式方塊圖
在Labview的操作環境內還有一個工具板面,主要功能為滑鼠(游標)訂定 一些套別的工作模式:如同小畫家繪圖軟體中使用一樣,執行特定的編輯與操 作功能,如接線、文字編寫、著色等等的功能,如圖 3.27 所示。另外,在人 機介面上顯現的控制元與顯示元圖形,是位於控制板面,如圖 3.28 所示;而 程式方塊圖中所使用的常數、函數與程式架構則是位於函數板面,如圖 3.29 所示。 圖3.27 LabVIEW 環境中的工具版面 圖3.28 LabVIEW 環境中的控制版面
圖3.29 LabVIEW 環境中的函數版面
第四章 研究結果
4.1 前言 本章節依據第三章所規畫之實驗流程,這時已調正好硬體系統參數,即平 台垂直度已修正完畢(本文忽略鏡頭變形量),所以本研究開始進行影像擷取、 平台操控與資料擷取部分之實驗工作。而本實驗之系統整合測試如圖 4.1 所 示。 驅動程式 影像擷取 影像檢測 其他功能 CMOS XY 平台 影像讀取 影像儲存 輸入影像擷取條 件 檢測結果統計 平台配合間隔距離作連續取 輸出座標 程序控制 渦卷外形檢測 圖 4.1 系統整合測試流程圖如圖 4.1 在本研究中所使用的影像擷取系統之系統整合測試,搭配四項 主要功能做影像的擷取與處理,其各個主要功能分別如下所述:
(1) 驅動程式:針對於 CMOS U500C 攝影機與 X-Y MPC-3042 2軸運動控 制卡作驅動。 (2) 影像擷取:搭配光源及照明系統(環型燈源),作影像讀取及儲存在 PC 的動作。 (3) 影像檢測:驅動平台循渦卷線型方程式作相對移動時,同時輸入影像 擷取條件,並與平台配合間隔距離做連續取像動作,進行 渦卷外形點資料之擷取,以達到本研究即時檢測目的。 (4) 其他功能:以上動作完成後,針對量測結果輸入在 Excel 上作統計, 整合資料庫,以便日後對渦卷點資料作誤差分析有不同參 考依據。 如上述所示,規畫好本實驗系統測試流程,這時開始進行渦卷檢測實驗, 流程如圖 4.2 所示,詳細內容會在 4.2 小節作詳加介紹。 影像擷取 輸出座標 程式處理 平台移動 檢測開始 座標定位 調整光源 渦卷上架 圖 4.2 渦卷檢測實驗流程圖
4.2 程式寫作 利用 LabVIEW 撰寫之影像比對程式,利用此比對程式,以提供後續任意 渦卷視景之擷取檢測,人機介面如圖 4.3 所示。 4.2.1 影像處理(影像比對) 本文所撰寫之影像擷取人機介面功能,僅為接收影像與擷取 CMOS 所拍攝 下之任意渦卷邊緣之影像。a 部分為程式所辨別出之 USB 攝影機,程式預設 接收第一台 USB 攝影機裝置及第三章硬體組件所提到 U500C CMOS
攝影機。b部分視窗所擷取為影像之可視範圍,此部分可視操作者之需求自行 更改影像視窗大小。而c部分 為擷取影像之按鈕,當驅動程式開始擷 取渦卷內、外壁邊緣影像時,按下 做連續取像動作,而所擷取之影像 為後續進行分析渦卷輪廓點資料。但此檢測方式屬於後續資料處理,即將所擷 取影像儲存於電腦硬碟裡的影像暫存區,一般儲存數位影像資訊所需的記憶體 容量是很龐大的,就像是取一張彩色的影像,佔1380位元組,此方式非常佔電 腦記憶體導致影像分析時間過長,並不符合本文即時檢測之目的,所以本研究 加入 指令,即一驅動 CMOS 拍攝渦卷時可同時進行影像處 理分析取得渦卷內、外緣座標點,而本文是使用 LabVIEW 所搭配副程式 NI Vision Assistant 8.2.1進行影像處理分析,如何透過程式有效辨別渦卷輪廓 點資料會在 4.5 小節作詳加介紹。
圖 4.3 影像擷取之人機介面示意圖 a
c
4.2.2 X-Y 平台之運動程式 1. 驅動 驅動部分最主要的地方就是設定平台的轉速以及 X、Y 的距離、大小,設 定好之後,再經由載入,平台便會依所設定的值來做驅動,驅動時再依陣列的 座標值來做機械位移。如圖 4.4 所示,平台路徑移動方式則是輸入渦卷線型 方程式,如第一章所提到渦卷曲線之創成,依座標點方式循渦卷理想中心線移 動。 圖4.4 驅動 X-Y 平台移動之程式示意圖
2. 座標產生
本研究之 X-Y 平台運動程式設計是操作 X-Y 平台的機械位移,即輸入渦 卷線型方程式,控制平台循渦卷理想中心線作相對座標移動,移動同時平台也 會輸出座標值,而本文最終研究結果就是輸出渦卷外壁邊緣座標值。
3. X-Y 移動平台之人機介面 上述所示之程式方塊圖所完成之移動平台人機介面如圖 4.6 所示,這樣 一來操作者就能很容易上手。第一部分為設定平台所使用到的硬體,即2軸馬 達控制卡。第二部分為驅動平台移動,按下 GO 按鍵平台便會依所設定的值來 做移動,而 Current Position 為光學尺讀值,將來則是讀取此數值作為後續 影像處理分析。第三部分為平台移動方式,由於第三章硬體組件內容提到目前 還未發展出大尺寸且高解析度之 CCD 攝影機,所以實驗方式為驅動平台循渦 卷線型方程式以相對移動方式作自動光學追跡。最後第四部分為平台移動速 度,為避免平台累積誤差量會越大,本實驗將速度設定為 100 mm/s。 a b c d e f 第一部份 第二部份 第三部份 第四部份 圖4.6 X-Y 移動平台之人機介面示意圖
a. 驅動2軸運動控制卡 MPC 3042 b. 光學尺讀值 c. 移動X、Y 軸選擇 d. 移動步數(Pulse)選擇 e. 移動方式(絕對移動或相對移動) f. 移動速度 4.3 定義座標原點 由渦卷標準漸開線原理得知,圓上任意一點對基圓展開,此展開點在空間 中所構成之曲線及為漸開線。而渦卷一般製造出來為了後續光學檢測定位方便 如圖 4.7 所示,以兩個定位銷為固定渦卷之基準點,並以兩點之連線取其中 心點為座標原點,所以本文假想渦卷之中心為基圓中心,即定義為座標原點如 圖 4.8 所示,並循渦卷之理想中心線軌跡作自動光學追蹤,做連續取像動作。 圖 4.7 渦卷之定位銷示意圖 定位銷之固定點
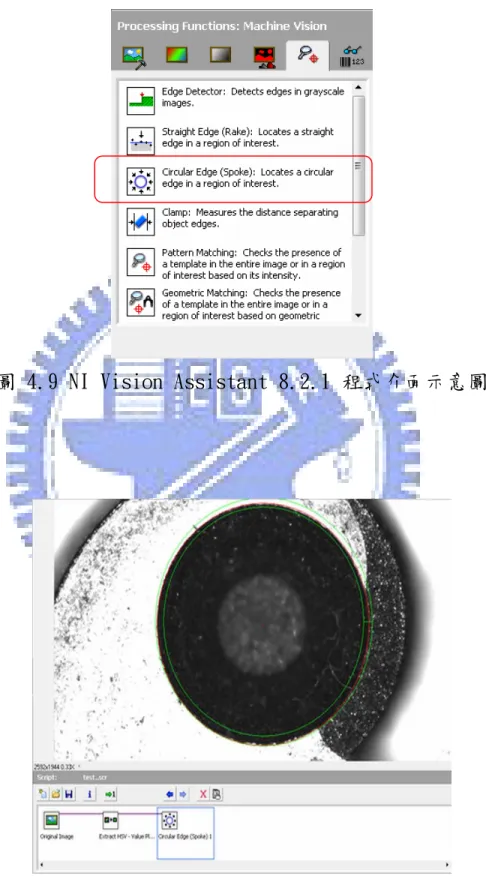
圖 4.8 定義渦卷中心孔為座標原點之示意圖 本研究為了更有效地抓取渦卷中心孔為座標原點,我們使用 LabVIEW 所 搭配的副程式 NI Vision Assistant 8.2.1,在程式驅動擷取渦卷局部圖形 時,同時驅動 Vision Assistant 8.2.1 量測出渦卷之中心點。程式介面如圖 4.9 所示,中心孔之紅點即為程式判別中心點,爾後機台座標原點之定義即為 此點,如圖 4.10 所示。在功能選單選取圓形檢測(Circular Edge),程式 就會自動判斷出渦卷中心孔之正確中心點位置所在。
圖 4.9 NI Vision Assistant 8.2.1 程式介面示意圖
4.4 影像擷取畫面 本研究中我們所採用光源設備為同軸型環型燈源,打光技巧為正向打光 (front lighting)其光源系統之最大瓦特數為 50W ,其可照射範圍為 ,此打光技巧可以很容易擷取渦卷的外形,如圖 4.11 所示,而 我們所要擷取的邊界為倒角外緣,因為倒角外緣才是本研究需要獲得的點資 料,而紅線部分為影像顯示渦卷之中心線即 4.2 節討論到驅動平台循渦卷之 理想中心線移動方式,如上述 4.2 節之影像擷取人機介面功能所示,按下 40mm×30mm 後程式則會同時進行拍攝與自動抓取渦卷座標點,由於此 檢測流程屬即時檢測,所以在細部方面是如何驅動程式抓取渦卷點座標於下一 小節作詳加說明。 渦卷理想中心線 圖4.11 以環型燈源拍攝之渦卷輪廓
4.5 渦卷資料點之擷取
在機台循渦卷中心線作自動光學追蹤後,本實驗為了更能有效確定 CMOS 量測出渦卷邊界點為真實點,使用 NI Vision Assistant 8.2.1 裡的邊緣檢 測功能(Edge Detector),如圖 4.12 所示,在功能選單選取邊緣檢測,並 在功能介面理選取內、外緣之邊界點(First & Last Edge)如圖 4.13 所示, 由於光源的照射,所影響的圖形對比(Contrast)也會有差,所以必須由使用 者自行調整,以便於有效辨別渦卷內、外邊界點。調整完後,程式即會出現一 條綠色線以辨別出渦卷內、外邊界點,圖形下方座標值為 CMOS 像素(Pixel) 座標值如圖 4.14 所示,必須由第三章所提到的像素與平台移動距離之座標值 轉換公式才能取的渦卷邊界真實點資料。 命令程式以垂直相 對距離方式判斷出 渦卷之內、外邊界點 圖 4.12 邊緣檢測功能示意圖
命令程式擷取渦卷 倒角外緣兩點 圖 4.13 邊緣檢測功能介面說明 程式顯示擷 取之渦卷點 資料 驅動程式自 動抓取渦卷 之內、外邊界 點 圖 4.14 程式辨別渦卷邊界點資料示意圖
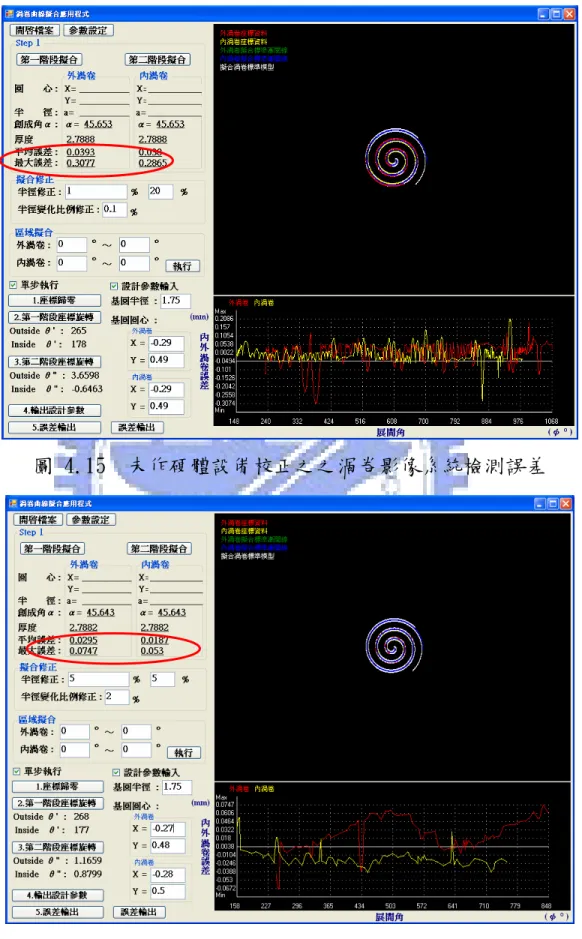
如上述所示,本研究旨在抓取渦卷之邊緣座標點,所以需要程式辨別出渦 卷之內、外邊界為倒角外緣,藉由程式呼叫出邊緣檢測功能介面,勾選 First & Last Edge 也就是渦卷最外圍之兩個邊界點。由於渦卷之標準漸開線為非 線性曲線,所以透過程式取點之均勻度控制是必須被重視的。本文所使用之渦 卷圈數為 2.75 圈(990度),所以均勻度控制是採取每 1 度擷取渦卷內、外 邊界點。擷取方式如圖 4.11 所示,藉由邊緣檢測功能命令由渦卷基圓產生一 條基準線,而相對距離產生方式是以與渦卷理想中線呈垂直方式取得內、外邊 界座標點。如此便可同時連續取向與進行影像處理分析結取出渦卷外形點資 料。 4.6 結果分析 針對程式所擷取出渦卷點資料輸入在 EXCEL 做統計,以便進行誤差分 析。在此本實驗影像檢測精度部份由本實驗室林育生同學以 Visual Basic 2005 應用程式負責開發渦卷逆向工程曲線擬合及渦卷製造誤差檢測之視窗化 物件導向式電腦輔助分析系統檢測渦卷在影像檢測過程中所產生之誤差。 另外也經由工研院三次元量測儀經過精度認證所量得之渦卷外形座標點 資料。由於渦卷在製造過程中,即有可能會因為銑刀刀具磨損…等原因,造成 渦卷成品與設計模型之間存在製造誤差,因此在渦卷誤差檢測應用程式介面上 使用誤差參數輸入功能如圖 4.15 所示,分別輸入渦卷設計基圓半徑與基圓中 心座標,替代渦卷擬合基圓半徑及擬合基圓中心作誤差運算,結果即為渦卷製 造誤差,本文主要是藉由此開發程式驗證出本實驗渦卷影像檢測系統精度。圖 4.15 為在做自動光學檢時並未對硬體設備上做校正,此實驗結果顯示渦卷誤 差之外渦卷平均誤差為 39 μm 、內渦卷為 38 μm。圖 4.16 為有作硬體設 備校正,其檢測誤差顯示為外渦卷平均誤差為 29μm、內渦卷為 18μm。由此 可見,在任何自動檢測實驗時,事先做好硬體設備校正工作是必須的。
圖 4.15 未作硬體設備校正之之渦卷影像系統檢測誤差
此結果顯示出在固定倍率下(1倍)渦卷之影像檢測誤差在 18~29μm 範 圍,與第三章硬體校正的鏡頭單位像素(22μm)是差不多的,實際上並無法 達到預期 5μm,因為本實驗使用固定鏡頭倍率下(1倍)進行渦卷檢測而導致 於鏡頭下像素間距誤差過大,無法符合渦卷加工精度需求。改善精度不足最常 見 的 方 法 為 增 加 鏡 頭 的 放 大 倍 率 , 本 實 驗 所 使 用 之 鏡 頭 倍 率 範 圍 為 0.3X~1.5X,所以使用鏡頭倍率為 1.4 倍放大倍率之網格擷取影像、渦卷擷取 影像以及輸出座標圖如圖 4.17、4.18、4.19 所示,其所對之單位像素間距如 下所示, 圖 4.17 1.4倍放大倍率擷取網格影像 長度:0.01422 mm/pixel 寬度:0.01417 mm/pixel
圖 4.18 1.4倍放大倍率渦卷擷取影像
由上述所示,選用1.4倍放大倍率鏡頭可減少鏡頭像素間距,其影像系統 檢測誤差如圖 4.20 所示,誤差明顯降為 8~13 μm,但鏡頭倍率改為 1.5 倍 時,鏡頭無法同時拍攝到渦卷內、外緣如圖 4.21 所示,其副程式也無法有效 判斷出渦卷之內、外邊界點如圖 4.22 所示,造成渦卷取點不均勻現象,即本 實驗所選取之鏡頭倍率為 1.4 倍時,為所能改善渦卷精度之最大極限。所以 此實驗結果顯示出作自動檢測時配合放大倍率之鏡頭以突顯出待測物輪廓滿 足高精度需求是必要的。 圖 4.20 更換鏡頭倍率為1.4倍之影像系統檢測誤差
圖 4.21 1.5倍放大倍率渦卷擷取影像
本實驗雖然已成功使用 LabVIEW 所自行設計出渦卷自動光學檢測之人機 介面,但實際上並無法達到預期結果(5μm),故本實驗故還有以下需克服之 項目: (1) 平台控制部份:本文平台驅動方式為對平台輸入渦卷線型方程式,驅動 機台循理想渦卷中心線作自動追跡,使其 CMOS 在所擷取的畫面下能同 時拍攝到渦卷之內、外壁。所以本文檢測方式是從已知的渦卷線型關係 及參數條件作離線檢測。 (2) 精度部份:在任何自動檢測情況下,必須要先對硬體設備作校正動作, 否則會導致量測出數據誤差量越大。本文量測物為渦卷,一般渦卷加工 精度需求為 5 μm,在第三章硬體校正部份,所校正基準值很明顯不合 乎需求,因為本實驗使用固定鏡頭倍率下(1倍)進行渦卷檢測而導致 於鏡頭下像素間距誤差過大。所以本文增加鏡頭的放大倍率以改善精度 不足,由實驗結果知,放大鏡頭倍率為1.4時,誤差明顯降為 8~13 μm, 顯示出本文所建構出渦卷影像檢測系統精度無法達到預期(5μm),影 響的原因不外乎受限於硬體設備,如機台之定位精度,相機之解析度等。 所以本文主要是著重以提高影像處理解析度(增加鏡頭的放大倍率), 來滿足高精度需求。 (3) 光源部份:本研究只使用環型燈源,每種不同光源照射,所能突顯渦卷 光源強度也會有所不同,爾後本文也會嘗試各種不同光源對渦卷所造成 影響,是否能完整辨別出渦卷外形。