Physical Properties of Electrically Conductive
Complex-Ply Yarns and Woven Fabrics Made From Recycled
Polypropylene
ABSTRACT
Recycled industrial feedstocks can improve a textile firm’s balance sheet while reducing and recycling garbage. In this study, recycled polypropylene nonwoven selvage/metal (PPNS/M) complex-ply yarns served as the weft yarns of complex woven fabrics. The core yarn of each complex-ply yarn was recycled PPNS with an area mass of 30 g/m2.
Stainless steel wires wrapped each core yarn. Three combinations of materials were tested; type A used core yarns with no metals; type B used core yarns with stainless steel reinforcement wires; type C used core yarns with both stainless steel and copper
reinforcement wires. For the manufacturing process, the speed of the rotor twister was 8000 rpm and the wrap counts of the recycled PPNS/M complex-ply yarns were 0.5, 1.5, 2.5, 3.5, and 4.5 turns/cm. We fabricated the PPNS/M complex-ply yarns into PPNS/M complex woven fabrics. We performed maximum breaking strength and elongation testing: the complex-ply yarns wrapped at 2.5 turns/cm and reinforced with stainless steel wires and copper wires had a maximum breaking strength of 47.8 N and an elongation of 47.9%. Moreover, fabrics woven from those same yarns had a tensile strength of 637. 9 N and a tensile strain of 40.8%. Fabrics woven from
yarns with a wrap count of 4.5 turns/cm and reinforced with stainless steel wires and copper wires showed an optimum air permeability of 80 cm3/cm2/s. The lowest surface resistivity found with
the fabric specimen woven with type C yarns, which was 28.2 Ω/sq.
Keywords: recycled polypropylene nonwoven selvage (PPNS), stainless steel wires, copper wires, rotor twister machine.
INTRODUCTION
The global market share of polypropylene has long been on the rise. A diverse variety of consumers use polypropylene to replace glass, metal, some plastics and so on. Nonwoven fabrics are often used as insulating packaging, geotextiles, filter materials, medical knitted fabrics, automotive interiors, and so on [1].
The nonwoven industry has gradually gained importance in the textile industry; nonwoven synthetic-fiber products comprise about one third of the whole textile market [2]. In the United States,
polypropylene was more popular than polyester fibers for the first time in 1992, and the two product types have been competitive for more than a decade [3]. The mass production of nonwoven polypropylene also produces a great amount of nonwoven selvage. In the nonwoven industry, 3 to 5% of the raw material for nonwoven product becomes nonwoven selvage. Pieces of nonwoven selvage that have been thermally pressed or thermally treated cannot be recycled and are usually burned or used as stuffing. Unlike raw materials that are used for the first time, recycled selvage cannot be re-used to make conventional products [4]. This research introduces unconventional products, namely complex-ply yarns and nonwoven textiles, in which selvage can be used.
Anti-static electricity garments make good special coverall with dust-free and anti-static properties for industries of electronics, optical
apparatus, pharmacy, micro-organism engineering, and precise instruments. Common electricity conductive textiles are made by coating with conductive polymer [5-6] but they are not washable as their electrical conductivity reduces after they are washed. The textile could be rendered with long-lasting electrical conductivity when it is fabricated with metal wires. Furthermore, good air permeability of the textile is also essential as it brings more comfort to the wearers and promotes the wearers’ working efficiency [7-8].
Circular knitting is often used to produce complex fasciated yarns [9-11]. It is not feasible to fabricate complex-ply yarn from a feedstock consisting of nothing but recycled PPNS; moreover, it is rare to see relevant textile research on the manufacturing uses of recycled fibrous materials. In order to recycle
and reuse PPNS effectively, PPNS/M complex-ply yarn was fabricated with the PPNS as the core.
A rotor twister machine (invented by the author, Dr. Lin [12-18]) wrapped each core yarn with stainless steel wires. Additional steel and copper wires reinforced the PPNS/M complex-ply yarns. Afterward a loom wove the PPNS/M complex-ply yarns into fabrics. The warp yarns were PET filaments coated with PVC; the weft yarns were recycled PPNS/M complex-ply yarns. We evaluated the mechanical properties of the recycled PPNS/M complex-ply yarns; we tested both the mechanical properties and air permeability levels of the recycled PPNS/M complex woven fabrics. The wrap counts of the recycled PPNS/M complex-ply yarns and the speed of the rotor twister affected the mechanical properties of the yarns and those of the fabrics.
Materials
Pieces of recycled nonwoven polypropylene with an area mass of 30 g/m2, provided by Cheng-Yu
Enterprise Co., Ltd, were cut into 30 mm wide slabs, as shown in Figure 1. 80 μm stainless steel wires were supplied by King Metal Fiber Technology Co., Ltd and 80 μm copper wires were provided by Floodlit Enterprise Co., Ltd.
FIGURE 1. Selvage with a width of 30 mm
Methods
Manufacturing Techniques for PPNS/M Complex-ply Yarns
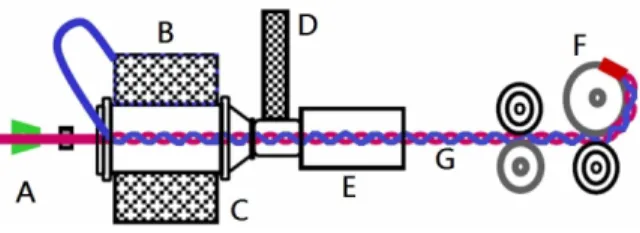
The products described in this research were made by an unusually configured rotor twister machine, shown in Figure 2. The stainless steel wires (B) were
placed over a rotor twister (C) that was operated by a motor-driven tangent belt (D). A winding roller pulled recycled PPNS, copper wires, and stainless steel wires went through the collector (A) to form the bobbin yarn (F). When the rotor twister was set in motion, the stainless steel wires wrapped the recycled PPNS.
FIGURE 2. The configuration of the rotor twister machine
Note. A is the collector; B is the stainless steel wire; C is the rotor
twister; D is the tangent belt activated by a motor; E is the bearing;
F is the winding roller; and G is the recycled PPNS/M
complex-ply yarn.
The wrap counts of the complex-ply yarns can be altered by changing the speeds of the rotor twister and of the winding roller. When the speed of the
rotor twister is held constant the speed of the winding roller is inversely proportional to the wrap count of the complex-ply yarn.
Figure 3 shows type C PPNS/M complex-ply yarns; recycled PPNS serves as the core yarn, stainless steel wires and copper wires serve as the reinforcement materials, and stainless steel wires serve as the wrapping yarn. The relation between the wrap counts of the recycled PPNS/M complex-ply yarns per centimeter and the speed of the rotor twister can be expressed as Eq. (1).
………..………..(1)
where T is the speed of the winding roller (rpm), R is the speed of the rotor twister (rpm), Wis the wrap counts of the recycled PPNS/M complex-ply yarns, and D is the diameter of the winding roller (cm).
FIGURE 3. The recycled PPNS/M complex-ply yarns
All recycled PPNS/M complex-ply yarns were made with a core yarn that included recycled PPNS; all yarns were wrapped with stainless steel wires. Three types of yarn were made; type A had no reinforcement wires in its core; type B had 80 μm stainless steel wires in its core; type C had both 80 μm stainless steel wires and 80 μm copper wires in its core. The speed of the rotor twister was 8000 rpm.
Manufacturing Techniques for PPNS/M Complex-ply Woven Fabrics
Table 1 shows that nine varieties of yarn can be made by combining three compositions, A, B, and C, with
80μm stainless steel wires (wrapped yarn)
PPNS (core yarn)
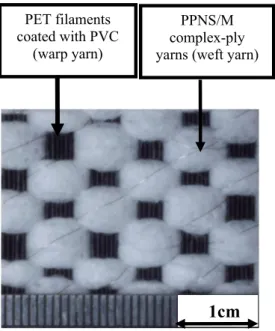
three wrap counts, 0.5, 2.5, and 4.5 turns/cm. Each of these nine yarns served as weft for a separate type of fabric. We wove each fabric on a Rapier loom with one of these nine yarns as weft yarn; all warp yarns were PET filaments coated with PVC. Figure 4 shows a sample of recycled PPNS/M complex woven fabric with a weft yarn density of 7 picks/inch and a warp yarn density of 4 ends/inch.
FIGURE 4. A complex fabric woven from recycled PPNS/M
with warp yarn and weft yarn
The Research Design
Complex fabrics were woven with warp yarns and weft yarns. All warp yarns were PET filaments coated with PVC; each weft yarn was one of three kinds of recycled PPNS/M complex-ply yarns, namely A, B, and C. For each complex-ply yarn, recycled PPNS and zero, one, or two reinforcement materials were first fed into the rotor twister to form the core yarn. Each core yarn was wrapped with stainless steel wires. The speed of the rotor twister was 8000 rpm and the wrap counts of the recycled PPNS/M complex-ply yarns were 0.5, 1.5, 2.5, 3.5, and 4.5 turns/cm. Furthermore, every type of complex-ply yarn used stainless steel wires as wrap yarns. The three core yarns were:
A) Core yarn without reinforcement material:
recycled PPNS;
B) Core yarn with one reinforcement material:
recycled PPNS/80 μm stainless steel wires; C) Core yarn with two reinforcement materials:
1cm
PET filaments coated with PVC (warp yarn) PPNS/M complex-ply yarns (weft yarn)recycled PPNS/80 μm stainless steel wires and 80 μm copper wires.
Table 1 and Table 2 summarizes all parameters used for complex-ply yarns and fabrics in this research.
Furthermore, the woven fabrics which were laminated with 1, 2, and 3 layers were evaluated with air permeability.
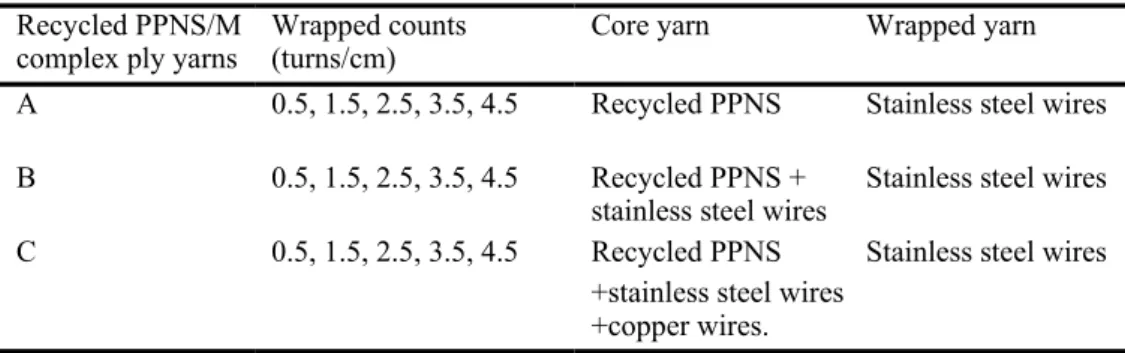
Table 1.
The manufacturing parameters of the recycled PPNS/M complex-ply yarn
Recycled PPNS/M
complex ply yarns Wrapped counts (turns/cm) Core yarn Wrapped yarn
A 0.5, 1.5, 2.5, 3.5, 4.5 Recycled PPNS Stainless steel wires
B 0.5, 1.5, 2.5, 3.5, 4.5 Recycled PPNS +
stainless steel wires Stainless steel wires
C 0.5, 1.5, 2.5, 3.5, 4.5 Recycled PPNS
+stainless steel wires +copper wires.
Stainless steel wires
Table 2.
The manufacturing parameters of th
e recycled PPNS/M complex-ply yarns (i.e., the weft yarns of the
recycled PPNS/M complex woven fabrics)
Recycled PPNS/M complex ply yarns Wrapped counts (turns/cm)
Core yarn Wrapped yarn weave Thickness
(mm)
A 0.5, 2.5, 4.5 Recycled PPNS Stainless steel
wires Plain 2.58±0.08
B 0.5, 2.5, 4.5 Recycled PPNS +
stainless steel wires Stainless steelwires Plain 2.50±0.07
C 0.5, 2.5, 4.5 Recycled PPNS
+stainless steel wires +copper wires.
Stainless steel
wires plain 2.54±0.07
Testing standards
Maximum breaking strength and elongation testing for recycled PPNS/M complex-ply yarns
An Instron 5566 was used to measure the maximum breaking strength and elongation of the complex-ply yarns according to CNS 11263. The settings were as
follows: the gauge length was 250 mm, the tensile speed was 300 mm/min, and each sample was tested twenty times.
The tensile strength and elongation of the PPNS/M woven fabrics in the weft direction
The tensile strength and elongation values of all PPNS/M woven fabrics were tested according to ASTM D-5035 (the Strip method) of CNS-12915, at a temperature of 20±2 ºC and a relative humidity of 65±2 %, with an Instron 5566. The settings were as follows: gauge length was 200 mm, the width of each sample was 50 mm, gauge speed was 300 mm/min.
Air permeability measurement for the PPNS/M woven fabrics
The air permeability levels of the PPNS/M woven fabrics were tested according to ASTM D737 using an air permeability tester. Each sample was tested twenty times; for each sample, the mean of the twenty readings was taken as the definitive value.
RESULTS AND DISCUSSION
The effects of wrap counts and reinforcement materials on the strength levels of PPNS/M complex-ply yarns
The strength level of a yarn means the maximum strain the yarn can endure before it breaks.
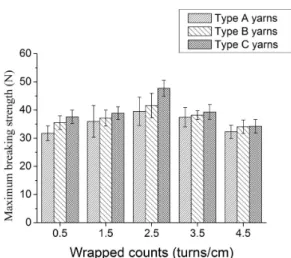
Figure 1 shows that the PPNS/M complex-ply yarn with a wrap count of 2.5 turns/cm demonstrated the greatest strength levels of all yarns tested. The yarn with a wrap count of 0.5 turns/cm did not have sufficient strand integrity and thus did not have a compact structure. Yarns under external stress had lower strength levels even if their cores contained reinforcement materials. Yarns with wrap counts of 2.5 turn/cm displayed the greatest strength levels, because both the wrapped yarns and the core yarns had good cohesion forces. Because they were
wrapped at an angle of around 45°, they dispersed the axial forces evenly and had compact structures. However, yarns with wrap counts over 2.5 turns/cm were weaker. High wrap counts necessarily imply large wrap angles between the wrapped yarn and the core yarn; high wrap counts likewise bring high lateral forces and low axial forces; thus yarns with very high wrap counts are weak.
The PPNS/M complex-ply yarns with reinforcement materials, types B and C, were stronger than the unreinforced yarn, type A. In particular, type C, with both stainless steel wires and copper wires, was the strongest yarn, and type A was the weakest yarn. The metal wires dispersed axial forces. The yarns with metal wires had better extension and allowed more axial stretching. Type C PPNS/M complex-ply yarns had the greatest strength of all yarns in this research, namely 47.8 N.
FIGURE 5. The effects of wrap counts and reinforcement
materials on strength levels
Figure 5 shows how the various yarn wrap counts (0.5, 1.5, 2.5, 3.5, and 4.5) and reinforcement materials (80 μm stainless steel wires and 80 μm copper wires) affected the strength levels of the PPNS/M ply yarns. The PPNS/M complex-ply yarns were fabricated as described in Section 2; type C yarns with 2.5 turns/cm were the strongest yarns in this study.
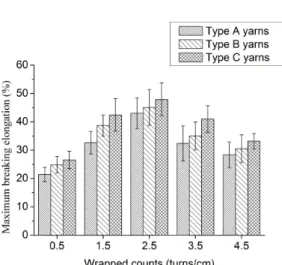
materials on yarn elongation
Figure 6 shows that yarns with very high and very low wrap counts had suboptimal elongation, and that type C yarn with a wrap count of 2.5 turns/cm had the greatest elongation. Low wrap counts produced loose structures; high wrap counts produced compact structures. Yarns with very low wrap counts transferred most stress to the core yarn or the reinforcement materials, and thus showed little elongation. Yarns with wrap counts over 2.5 turns/cm showed poor elongation because the stress of elongation made them circular in cross-section. Thus they assumed the shape of compact ply yarns, which promoted strand integrity but impeded core yarn extension. This poor elongation performance meant that axial stress was low and lateral stress was high when the yarns were stretched to their breaking points.
As shown in Figure 6, the type A complex-ply yarns yielded the lowest elongation because they contained no reinforcement materials to take the axial stress. Type A yarns were weak and had little elasticity. Yarn types B and C had reinforcement materials, and thus had better elongation values. Type C yarns, with both copper and steel wires, had better extension than type B yarns, which only had stainless steel wires. In this research, the sample with the best elongation consisted of type C yarns with a wrap count of 2.5 turns/cm; that sample’s optimum elongation was 47.9%.
compositions on elongation
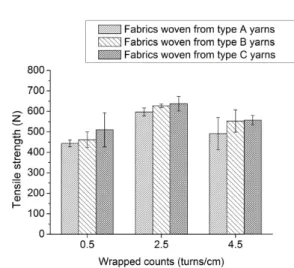
The effects of yarn wrap counts and reinforcement materials on the tensile strength levels of the woven fabrics
Figure 7 shows that the strongest fabrics were those woven from yarns wrapped at 2.5 turns/cm; all of those fabrics, regardless of core yarn composition, exceeded 600 N of tensile strength. High wrap counts produce tight yarns; fabrics woven from tight yarns have high levels of tensile strength. In this study, the yarns wrapped at 2.5 turns/cm exhibited the optimum twisting coefficient and optimal overall cohesion force; axial stretching heightened their tensile strength levels. However, yarns wrapped at densities greater than 2.5 turns/cm had excessively large wrap angles, which reduced axial forces in yarns and tensile strength levels in fabrics.
Type A yarns had no reinforcement materials and the lowest tensile strength levels. The recycled PPNS in
type A yarns took all stretching forces; the fabrics woven from type A yarns were weak. Fabrics woven from type C yarns had the highest tensile strength values; copper wires exhibited better extension than steel wires. The strain of testing broke PPNS and stainless steel, but did not break the copper wires. The measurements of fabric tensile strength confirmed the findings concerning yarn structures and strengths.
FIGURE 7. The effects of wrap counts and reinforcements on
the tensile strength levels of fabrics
The effects of wrap counts and reinforcement materials on tensile strain
Cohesion forces on the yarns tended to increase strain on the woven fabrics; the yarns wrapped at 2.5 turns/cm performed best under tensile strain. Yarns wrapped at 4.5 turns/cm became highly compact and rigid, and did not elongate well. Yarns wrapped at 4.5 turns/cm had wrap yarns nearly parallel to the axis of the core yarn, which reduced axial stress, impeded elongation, and promoted breakage. Therefore, fabrics woven from yarns wrapped at 4.5 turns/cm did not perform optimally under tensile strain.
FIGURE 8. The effects of selected wrap counts and
reinforcement materials on elongation
For each wrapped counts, the addition of the reinforcement materials heightened both the maximum breaking strength and elongation of the PPNS/M complex-ply yarns. Figure 8 shows the maximum elongations that selected yarns sustained before breakage. For each wrap count, fabrics woven from yarn A had very little elasticity. Likewise, for each wrap count, fabrics woven from yarn C had the best elongation and the best ability to tolerate tensile strain. Each fabric’s capacity to endure tensile strain depended on its yarn structure; the fabrics’ tensile strain capacities were in accord with the elongation capacities of the PPNS/M complex-ply yarns.
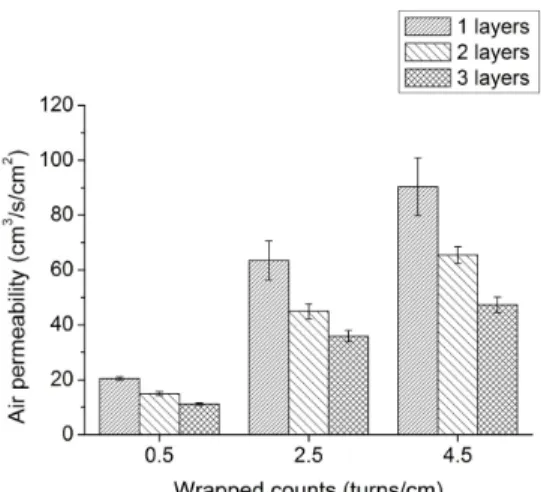
Fabric Lamination Counts and Reinforcement Materials for Air Permeability
Samples of fabric with 1, 2, and 3 layers (or laminations) were tested. Samples with lamination counts over 3 could not be measured by the air permeability tester and thus were excluded from this
research. Yarn types A, B, and C, as detailed in Table 1 of Section 3, were woven into fabrics. Figure 9, 10, and 11 show that for a given wrap count, the air permeability of each PPNS/M complex woven fabric was inversely proportional to its lamination count. The pores in a fabric were inversely proportional to the number of layers; thus it was difficult for air to pass through multi-layer fabrics. The air permeability of some triple-layer PPNS/M complex woven fabrics was approximately half of that of the corresponding single-layer fabrics. For fabrics woven from type A yarns wrapped at 2.5 turns/cm, the air permeability of triple-layer fabric was less than half that of the corresponding single-layer fabric.
Fabrics woven from yarns with high wrap counts had high levels of air permeability. For any given lamination count, the wrap count of the yarn was
directly proportional to the air permeability of the woven fabric. Yarns with high wrap counts had compact structures that did not impede air flow; fabrics woven from such yarns had large pores. In particular, the air permeability of a fabric woven from yarn with a wrap count of 4.5 turns/cm was four times that of a fabric woven from yarn with a wrap count of 0.5 turns/cm.
FIGURE9. The effects of wrap counts and lamination counts
FIGURE 10. The effects of wrap counts and lamination counts
on the air permeability of fabrics woven from type B yarns
FIGURE 11. The effects of wrap counts and lamination counts
on the air permeability of fabrics woven from type C yarns
Effect of yarn wrap numbers and reinforcements on surface resistivity
Figure 12-14 show that the warp direction and weft direction of these fabrics displayed significant
differences in surface resistivity levels.
The results showed the surface resistivity decreased with the increase in wrapped counts. It was attributed to the amounts of the stainless steel wires which increased with wrapped counts, granting the probe more opportunities to come into contact with the stainless steel wires.
When measured in the weft direction, all fabrics showed less than 102.2 Ω/sq of surface resistivity.
Surface resistivity levels measured in the warp direction were always relatively high, but did not display a clear correlation with wrapped counts. It was because some of the differences of surface resistivity measured in the warp direction may have been measured when the metal probe touched the weft yarns. Fabrics made with type C yarns, with both copper and stainless steel wires, showed lower surface resistivity levels than fabrics made with type B yarns, which had only stainless steel wires. The
lowest surface resistivity found in this study, 28.2 Ω/sq, was measured for a fabric specimen woven with type C yarns.
FIGURE 12 Surface resistivity levels of single-layer fabrics with type A yarns.
FIGURE 13 Surface resistivity levels of single-layer fabrics with type B yarns.
FIGURE 14 Surface resistivity levels of single-layer fabrics with type C yarns.
SUMMARY AND CONCLUSIONS
In this research, we used a novel rotor twister machine to fabricate electrically conductive PPNS/M complex-ply yarns from recycled PPNS, stainless steel wires, and copper wires. One noteworthy yarn was spun from selvage, copper, and stainless steel; the rotor twister operated at 8000 rpm to wrap this yarn at 2.5 turns/cm. This yarn exhibited a maximum breaking strength of 47.8 N and an elongation of 47.9%. Fabric woven from this yarn had a tensile strength of 637.9 N and endured a tensile strain of 40.8%.
Fabrics woven from tightly spun yarns showed high air permeability. Fabrics with many layers showed low air permeability. The optimum air permeability, 80 cm3/cm2/s, was demonstrated by a single-layer
fabric woven from yarns wrapped at 4.5 turns/cm. Fabrics had lower surface resistivity in the weft direction than in the warp direction; furthermore, a greater wrap count results in a lower surface resistivity.
Our material selections and manufacturing techniques put common by-products to a valuable use; if our methods were widely adopted, the environment would benefit from reduced waste. Moreover, our recycled PPNS/M complex-ply yarns can be used for existing and new applications; our manufacturing techniques can be applied with familiar or new fibrous materials. In our future study, these particular woven fabrics will be thermally processed and evaluated in terms of static electricity
resistance and electromagnetic shielding effectiveness. The resulting woven fabrics can be used in the production of electronic instrument cases.
REFERENCES
1. Ráhel, J.; Simor, M.; Cernák, M.; Stefecka, M.; Imahori, Y.; Kando, M., "Hydrophilization of polypropylene nonwoven fabric using surface barrier discharge", Surface and Coatings Technology, 169-170, 2003, 604-608.
2. Warner S. B., “Fiber Science”, Prentice Hall, Englewood Cliffs, NJ07632, 1-3. 1995. 3. Dharmadhikary, R. K.; Gilmore, T. F.; Davis,
H. A.; Batra, S. K., "Thermal Bonding of Nonwoven Fabrics", Textile Progress, 26, 2, 1995, 24-32.
4. Lou, C.W., “Fabrication and Electric Properties of the Ply Yarn and Its Fabrics Produced by
Polypropylene Nonwoven Selvage”,
Chia, 2001, Taiwan.
5. Bohwon K., Vladan K., Eric D., Claude D., Pierre V., “Electrical and morphological properties of PP and PET conductive polymer fibers”, Synthetic Metals, 146, 2, 2004, 167-174.
6. Eva H., Andrew A., Akif K., “Electromagnetic shielding properties of polypyrrole/polyester composites in the 1–18 GHz frequency range”, Synthetic Metals, 156, 14-15, 2006, 917-925. 7. Lou, C.W., Lei, C.H., Chang C.W., Chen J.M.,
Hsu C.H., Huang C.B., Lin J.H., “Optimal process of warp-knitting fabricwith multiple functions”, Journal of Materials Processing Technology, 192-193, 2007, 323-327.
8. Abhijit, M., Samrat M.,Ravindra Y., “Thermal properties of knitted fabrics made from cotton and regenerated bamboo cellulosic fibres”, International Journal of Thermal Sciences, 49, 10, 2010, 2042-2048.
9. Chang, L.; Tang, Z. X.; Wang, X., "Effect of Yarn Hairiness on Energy Consumption in Rotating a Ring-Spun Yarn Package", Textile Research Journal, 73, 11, 2003, 949-954. 10. Batra, S. K.; Ghosh, T. K.; Zeidman, M. I., "An
Integrated Approach to Dynamic Analysis of the Ring Spinning Process", Textile Research Journal, 59, 6, 1989, 309-317.
11. Tang, Z. X.; Fraser, W. B.; Wang, X., "Modelling yarn balloon motion in ring spinning", Applied Mathematical Modelling, 31, 7, 2007, 1397-1410.
12. Chen, A. P.; Lin, C. M.; Hsieh, C. T.; Yang, Y. C.; Lou, C. W.; Lin, J. H., "Mechanical Evaluation of the Production of Bamboo Charcoal/ Stainless Steel Complex Yarns and Knitted Fabrics", Advanced Materials Research, 97-101, 2010, 1786-1789.
13. Chen, A. P.; Lin, C. M.; Lin, C. W.; Hsieh, C. T.; Lou, C. W.; Young, Y. H.Lin, J. H.,
"Electromagnetic Shielding Effectiveness and Manufacture Technique of Functional Bamboo Charcoal/Metal Composite Woven", Advanced Materials Research, 123-125, 2010, 967-970 14. Lin, J. H.; Lou, C. W., "Electrical Properties of
Laminates Made from a New Fabric with PP/Stainless Steel Commingled Yarn", Textile Research Journal, 73, 4, 2003, 322-326. 15. Lou, C. W.; Lin, C. M.; Chen, A. P.; Yang, Y.
C.; Chen, C. P.; Lin, J. H., "Manufacturing Technique and Physical Property of Metal Wires/ PP Nonwoven Selvedges Complex Ply Yarns and Knitted Fabrics", Advanced Materials Research, 97-101, 2010, 1797-1800. 16. Yang, Z. Z.; Lin, J. H.; Tsai, I. S.; Kuo, T. Y.,
"Particle Filtration with an Electret of Nonwoven Polypropylene Fabric", Textile Research Journal, 72, 12, 2002, 1099-1104. 17. Lin, J. H.; Chang, C. W.; Lou, C. W.; Hsing,
W. H., "Mechanical Properties of Highly
Elastic Complex Yarns with Spandex Made by a Novel Rotor Twister", Textile Research Journal, 74, 6, 2004, 480-484.
18. Chen, H. C.; Lee, K. C.; Lin, J. H.; Koch, M., "Comparison of electromagnetic shielding effectiveness properties of diverse conductive textiles via various measurement techniques", Journal of Materials Processing Technology, 192-193, 2007, 549-554.