國 立 交 通 大 學
工學院專班半導體材料與製程設備學程
碩 士 論 文
臨界尺寸量測方法最佳化之研究
Optimization of Critical Dimension (CD) Measurement Metrology
研 究 生 : 黃 閔 顯
指導教授 : 陳 家 富 教授
中華民國九十六年七月
臨界尺寸量測方法最佳化之研究
Optimization of Critical Dimension (CD) Measurement Metrology
研 究 生:黃閔顯 Student:Min Hsien Huang 指 導 教 授:陳家富 博士 Advisor:Dr. Chia-Fu Chen
國 立 交 通 大 學
工學院專班半導體材料與製程設備組 碩 士 論 文
A Thesis
Master Degree Program of Semiconductor Material and Process Equipment College of Engineering
National Chiao Tung University in Partial Fulfillment of the Requirements
for the Degree of Master of Science
in
Program of Semiconductor Material and Process Equipment
July 2007
Hsinchu, Taiwan, Republic of China
臨界尺寸量測方法最佳化之研究 學生:黃閔顯 指導教授:陳家富 博士 國立交通大學工學院專班半導體材料與製程設備組碩士班 摘 要 半導體製程中最小線寬一般稱之為臨界尺寸,在半導體產業量產上對 臨界尺寸的監控皆是以抽樣方式量測樣本值,藉以代表全體真實的臨界尺 寸值。當臨界尺寸越做越小,可容許的變異也越小,故以抽樣方法所量測 到的樣本值是否能有效顯示出全體真實的臨界尺寸值,將是極重要的課題。 本研究主旨為建立最佳臨界尺寸量測方法之評量模式,本模式之評量 步驟流程為:1.定義臨界尺寸量測方法之用途;2.選擇評估之臨界尺寸量測 方法;3.建立各項參數值;4.製作異常之晶圓;5.量測先進製程控制系統回 饋後臨界尺寸值;6.建立評估項目;7.進行評估;8.評估結果與分析。 依據此評量步驟流程,針對分散量測法、9 點量測法、8 點量測法、6 點量測法這四種常用的臨界尺寸量測方法進行分析,評估結果,最佳的量 測法為分散量測法。分散量測法主要特色為兼顧製程能力指數與掃瞄式電 子顯微鏡產能,在各項評估準則上有較均衡的表現,故評量結果為最佳臨 界尺寸量測方法。 依據本研究所建立之評量模式,能針對不同臨界尺寸量測方法做一客 觀且數量化評估,評量符合需求之最佳臨界尺寸量測方法。
Optimization of Critical Dimension (CD) Measurement Metrology
Student:Min Hsien Huang Advisor:Dr. Chia-Fu Chen
Program of Semiconductor Material and Process Equipment National Chiao Tung University
ABSTRACT
The minimum width in the semiconductor process is called the critical dimension(CD) generally. The CD monitor in the semiconductor industry is usually using sample survey to measure the CD value, so as to represent group CD value. It is the most important topic when the CD more does slightly, may allow the variation is also smaller, therefore the sample survey about the CD measurement can effectively demonstrate group CD value .
The primary substance of this research is to establish a estimation model to choose the optimization of CD measurements. The process of this estimation model is:1. Defines purpose of the CD measurement; 2. Choice the CD
measurements that want to estimate; 3. Establishes each experiment parameter; 4. Manufacture exceptionally wafers; 5. Measures the CD value after advance process control system feedback; 6. Establishment the estimative criterion; 7. Carries on the estimate; 8. The estimate result and analysis.
According the process of this model, focused on the dispersible measurement, 9 point measurements, 8 point measurements, 6 point
measurements these four commonly used CD measurement and analyzed. The analysis result that the optimization of CD measurement is the dispersible measurement. The dispersible measurement main characteristic is to cover
a more balanced performance, therefore comments the estimate result for the optimization of CD measurement
Following the process of this estimation model, can estimate the different CD measurement by objective and quantifiable, estimates the optimization of CD measurement to conform to the demand.
誌 謝 在這畢業季節的日子裏,即將結束兩年研究生的生涯,在此特別 要感謝我的指導教授 陳家富博士,這些日子以來孜孜不倦的教導, 尤其論文的撰寫方面,都是利用週六休假的時間為我們指導,不管在 學習上或生活上都給予我們非常寶貴的經驗,可以說亦師亦友。同時 要感謝 郭正次博士、潘扶民博士及 陳密博士擔任學生的畢業口試 委員,並給予學生寶貴的建議。 另外要謝謝高耀寰、林孟君、張允武、彭徵富、蔡明光、黃仲堯 及余文光學長們的照顧,還有同學林美慧、林俊杰、鍾隆泓、楊學修、 張顗民們相互鼓勵一起度過這兩年共同學習的時光,讓我無法忘記這 段美好的回憶,特別要感謝公司內的主管 陳增郎經理與郭文正經 理,謝謝協助探討本研究相關實驗設計。 最後僅將本貢獻及成果獻給我親愛的老婆 逸華,在我進修這段 時間有妳的全力支持,幫忙照顧家裡和兩個寶貝 維萱及宣峰,讓我 可以無後顧之憂在課業上衝刺。在此向我的家人及所有關心我的親友 們致上我真誠的感謝。
目錄 中文摘要 ………... i 英文摘要 ………... ii 誌謝 ……….. iv 目錄 ………..… v 表目錄 ………..… vi 圖目錄 ………..…… vii 第一章、 緒論………..…… 1 第二章、 文獻回顧………..…… 6 2.1 半導體製程介紹………..…… 6 2.2 黃光微影製程原理………..…… 6 2.3 臨界尺寸量測原理與監控方式………..…… 9 2.4 先進製程控制系統………..……… 16 2.5 多變量分析與多準則決策分析………..……… 18 2.5.1 多變量分析……….….……… 18 2.5.2 多準則決策分析……….……….……… 23 第三章、 實驗方法……….…….……… 26 3.1 相關實驗儀器………..……… 26 3.2 定義相關參數………..……… 28 3.3 實驗步驟規劃………..……… 29 3.4 進行實驗和量測數據………..……… 36 3.4.1 水平異常實驗……….……….……… 36 3.4.2 鏡片均勻異常實驗………..……… 38 3.4.3 邊緣異常實驗………..……… 40 3.4.4 綜合異常實驗………..……… 42 3.4.5 實驗資料初步分析………..…… 44 第四章、 實驗結果與討論………..……… 45 4.1 量測方法之評估……… 45 4.1.1 各評估項目與權重之求取………. 45 4.1.2 準則權重之求取……… 49 4.2 結果說明與分析……… 51 4.3 實驗分析結果驗證……… 53 第五章、 結論……… 56 參考文獻 ……… 58 自傳 ……… 61
表目錄 表 1-1 本研究與傳統 CD 量測方法之評量模式比較表….……….…5 表 2-1 APC 回饋權值……….…….…...18 表 3-1 各量測方法量測點於 CD 全值位置中之相對位置……….….31 表 3-2 水平異常實驗 CD 量測結果……….37 表 3-3 鏡片均勻異常實驗 CD 量測結果………....….39 表 3-4 邊緣異常實驗 CD 量測結果………....….41 表 3-5 綜合異常實驗 CD 量測結果………....….43 表 3-6 各實驗 CPK 比較表……….….….44 表 4-1 各量測方法對應各項準則評估值……….….……49 表 4-2 各量測方法對應各項準則標準化評估值..…………..……….…….49 表 4-3 各項準則之權重...……….…….51 表 4-4 聚焦OOS 風險準則之權重………..……….……52 表 4-5 正常晶圓各項準則標準化評估值..………...……54
圖目錄 圖 1-1 DRAM 最小線寬發展趨勢……….………….……….….2 圖 2-1 黃光微影製程 3 大步驟………..……….……….….7 圖 2-2 旋轉塗佈步驟………..…….……….….…8 圖 2-3 對準及曝光步驟……….………8 圖 2-4 CD-SEM 的結構圖……….………....……10 圖 2-5 CD-SEM 量測原理圖……….………....……11 圖 2-6 CD-SEM 量測方式圖……….………....……13 圖 2-7 Mask 與 ADI CD 關係圖………13 圖 2-8 能量及焦距值與 CD 關係圖……….………14 圖 2-9 曝光機光源能量分佈圖……….………….………...14 圖 2-10 光線穿透基板現象示意圖………..……….…15 圖 2-11 光阻擺動趨勢圖………...……15 圖 2-12 CD 與能量關係圖………..………...……16 圖 2-13 APC 流程示意圖………...……17 圖 3-1 Nikon 曝光機台結構圖………..…26 圖 3-2 TEL ACT-8 傳輸機台簡圖………..……27 圖 3-3 TEL ACT-8 傳輸機台主要結構圖………..……27 圖 3-4 統計製程管制概念圖……….……29
圖 3-5 CD 全值位置示意圖………..……….……30 圖 3-6 分散量測法……….…32 圖 3-7 8 點量測法………...32 圖 3-8 9 點量測法………..….33 圖 3-9 6 點量測法………..34 圖 3-10 實驗步驟流程圖….………..………35 圖 3-11 水平異常示意圖….………..………36 圖 3-12 水平異常實驗 CD 之CPK………..……….……38 圖 3-13 鏡片均勻異常示意圖….………..………38 圖 3-14 鏡片均勻異常實驗 CD 之CPK………..………40 圖 3-15 邊緣異常示意圖….………..………...…40 圖 3-16 邊緣異常實驗 CD 之CPK………..………42 圖 3-17 綜合異常實驗 CD 之CPK………..………43 圖 4-1 階層結構圖………..….…….45 圖 4-2 各量測方法之樣本 CPK………...………46 圖 4-3 各量測方法之全體 CPK………...…47 圖 4-4 各量測方法之 CPK 趨勢……….………..………...…47 圖 4-5 各量測方法之 OOS 風險………...………...………48 圖 4-6 各量測方法之量測速度………...……….…....48
圖 4-7 各量測方法之各項準則標準化評估值………..….…..50
圖 4-8 各項量測方法評估值……….….…….…..51
圖 4-9 聚焦OOS 風險準則之評估值……….…..53
第一章、緒論
台灣高科技產業蓬勃發展,儼然成為我國經濟發展與競爭力提昇之重 要產業,國內高科技廠商為維持本身競爭優勢,莫不投入大量的資金與一 流的人材,從事技術創新與提高生產規模,其中半導體產業更是台灣高科 技產業中產值最高、提供最多就業人口之重要產業。但目前面臨政府開放 半導體產業赴大陸投資建廠,將面臨大陸半導體產業的競爭以及國內半導 體人才外移至大陸的情況,而對台灣半導體產業產生相當大的影響。台灣 半導體產業在大陸的強大威脅下,如何繼續保有自身的競爭優勢,研究創 新的技術與改善半導體產品的良率想必是一個重大的課題。 半導體產業技術指標在於製程線寬大小,使用越小的製程線寬,代表 在一片晶圓上能生產更多電晶體,除了能有效降低單位成本外,也可使半 導體產品體積縮小。在半導體製程線寬愈來愈小的需求下,對於線寬規格 的要求也更加嚴苛,半導體製程中最小線寬一般稱之為臨界尺寸(Critical Dimension, CD),通常作為製程技術之衡量指標,當 CD 越做越小,可容許 的變異也越小。在半導體製程中,由黃光微影製程定義圖形,再經由蝕刻 製程將圖形轉移至基材上。對於 CD 監控,通常是在黃光微影以及蝕刻製程 中,以掃瞄式電子顯微鏡(Scanning Electron Microscope, SEM)量測 CD 值。20 30 40 50 60 70 80 90 100 110 120 2005 2006 2007 2008 2009 2010 年份 CD(nm) 圖 1-1 DRAM 最小線寬發展趨
一般 CD 量測分為顯影後臨界尺寸檢查(After Development Inspection Critical Dimension, ADI CD)與蝕刻後臨界尺寸檢查(After Etch Inspection Critical Dimension, AEI CD)。
ADI CD 為黃光微影製程後之檢查,主要特色有二: 一、ADI CD 變異除受微影製程影響外,也會受各種前製程影響。 二、黃光微影製程易於重作(Rework) 。 AEI CD 為蝕刻製程後之檢查,主要特色有二: 一、AEI CD 變異受 CD 大小與蝕刻機台穩定性影響。 二、蝕刻後 CD 大小已固定,無法再做修正。 對半導體製程而言,ADI CD 的控制上,遠比 AEI CD 重要,故本研究 將著重在 ADI CD 部份。
1.1 研究動機與目的
半導體產業量產上,不同公司依其產品特性,採用的 CD 量測方法也不
盡相同,但在成本與產能考量下,都遵循抽樣原則,以抽檢方式量測 CD 值。當製程技術越先進,CD 抽樣量測之代表性越顯重要。當抽樣結果與全 體趨勢不一時,若再以目前半導體廠常用之先進製程控制系統(Advanced Process Control, APC)回饋,將使產品真實之製程能力指數偏低,在未量測
到的位置上,甚至可能有 CD 值超過規格情況,因而影響產品良率。故如何 抽樣量測 CD 以有效顯示出全體真實的 CD 值,將是微影製程中極重要的課 題。 本研究主旨為建立最佳 CD 量測方法之評量模式,針對不同 CD 量測 方法做一客觀且數量化評估,依不同 CD 量測需求,評定符合需求之最佳 CD 量測方法。本研究設計之評量模式是以實驗方式實際進行最佳 CD 量測 方法之評量,由實驗列舉之 CD 量測方法中,評估CD 超出規格的偵測能 力及抽檢位置與全體的 CD 趨勢一致性並考量對 SEM 產能的影響,選擇出 最佳CD量測方法,再驗證所選擇的CD 量測方法確實為實驗列舉的量測 方法中最佳之選擇,以確立本研究所建立之評量模式的正確性。 1.2 論文架構 本論文架構共分成五章:
第一章、 緒論:包含研究動機、研究目的、論文架構及問題概述。 第二章、文獻回顧:包含半導體製程介紹、黃光微影製程原理介紹、臨界 尺寸(Critical Dimension, CD)量測原理與控制方式、先進製程控制 系統、多變量分析理論、多準則決策分析等方面之相關文獻。 第三章、實驗方法:列舉四種常用的CD 量測方法,包含分散量測法、6 點 量測法、8 點量測法、9 點量測法,針對各種異常晶圓做 CD 量測, 評估樣本的代表性與 CD 超出規格的偵測能力,最後加入對 SEM 產能的影響,以數量化方式及多準則決策分析,評估最佳CD 量測 方法。 第四章、實驗資料分析及結果:其中包含實驗數據分析、最佳CD 量測方法 的決定。 第五章、結論:為本研究結果的說明。 1.3 問題概述 本研究之實驗設計是以新竹科學園內從事晶圓代工的半導體廠為對 象,在半導體廠針對廠內產品製造過程中的每一道黃光微影製程完成後, 皆要以 SEM 抽檢產品 CD 是否符合規格。若產品 CD 無法達到規格,則需 要再重新製作,並利用先進製程控制系統調整相關參數,使重作後之產品 CD 能達到規格內之要求。
使用現行 CD 量測方法抽檢產品並以先進製程控制系統調整相關參數 面臨兩個問題:首先是 CD 超出規格的偵測能力不足,當產品局部位置 CD 異常時,抽檢位置的 CD 無法偵測出來,最後導致產品良率不佳;另一問題 是抽檢位置與全體的 CD 趨勢不夠一致,以抽檢位置的 CD 做為先進製程控 制系統的參考值並調整相關參數,將造成全體 CD 偏離目標值,最後導致產 品良率不穩定。一般使用的 CD量測方法皆以片面要因決定取樣的樣本位 置,並以主觀認知判斷量測方法的好壞,此 CD量測方法的決策方式不但不 夠嚴謹且未以量化方式做決策,將使決策結果深受決策者本身主觀認知之 影響。本研究將以科學化與數量化方法,針對常見之 CD量測方法,在考量 對 SEM 產能的影響下,選擇出最佳 CD量測方法,以提高 CD 超出規格的 偵測能力及抽檢位置與全體的 CD 趨勢一致性。 表 1-1 本研究與傳統 CD 量測方法之評量模式比較表 評量模式 本研究臨界尺寸量 測方法之評量模式 傳統臨界尺寸量測 方法之評量模式 樣本位置 考量所有要因決 定量測樣本位置 考量片面要因決 定量測樣本位置 評量方式 數量化分析 主觀決定 樣本代表性 量化分析 未量化分析 超出規格偵測能力 量化分析 未量化分析 產能影響 量化分析 未量化分析
第二章、文獻回顧
2.1 半導體製程介紹 標準互補式金屬氧化物半導體(CMOS)製造步驟可分為 14 步驟,依序 為:1、雙井製作;2、淺溝渠隔離之製程;3、多晶矽閘極結構之製程;4、 輕掺雜汲極植入製程;5、側壁間隙壁之形成;6、源/汲極離子植入製程;7、 接觸形成;8、區域內連線製程;9、介質孔-1 及插塞-1 之形成;10、金屬 -1 內連線之形成;11、介質孔-2 及插塞-2 之形成;12、金屬-2 內連線之形 成;13、金屬-3 至墊蝕刻及合金;14、參數量測。 其中第三步驟多晶矽閘極結構之製程為電晶體閘極結構的形成,此製 程是製造標準互補式金屬氧化物半導體之關鍵步驟,因為它包含熱成長極 薄之閘極氧化層(Gate Oxide)、圖案化及多晶矽閘極(Polysilicon Gate)之蝕 刻,這也是整個半導體製程中最小的物理結構。多晶矽閘極的寬度經常是 整個晶圓中最關鍵的 CD 線寬。 2.2 黃光微影製程原理 黃光微影是利用感光的光阻材料及控制曝光能量以在晶圓上產生三維 的圖案,黃光微影是晶圓製作的中心,可藉由黃光微影操作在製造中重複 進出即可明顯看出,故黃光微影是半導體製造最關鍵的步驟。 黃光微影是一種複雜的製程,有許多變數和製程容許度有關,如縮小臨界尺寸、對準容許度、光罩層數及晶圓表面的潔淨度。一般而言,黃光 微影製程歸類為塗佈、曝光、顯影等 3 大步驟: 圖 2-1 黃光微影製程 3 大步驟 黃光微影製程 3 大步驟中又可細分為 8 個步驟,依序為:1、去水烘烤; 2、塗底;3、光阻塗佈;4、軟烤;5、對準及曝光;6、曝光後烘烤;7、 顯影;8、硬烤。對 CD 有顯著影響之步驟說明如下: (1)光阻塗佈:塗底後藉由晶圓之旋轉塗佈方式覆上一層液態的光阻材 料。晶圓被真空平盤吸附固定,將精確量的液態光阻滴佈在晶圓上,然後 使晶圓旋轉,使晶圓上的光阻塗佈均勻。 不同光阻其光阻塗佈條件亦不同,而對於光阻應用的品質測量有時 間、速度、厚度、均勻性、微粒污染及針孔等缺陷。
圖 2-2 旋轉塗佈步驟 (2)對準及曝光:光罩和覆有光阻之晶圓的適當位置對準,對準時光罩 和晶圓曝於 UV 光下,將光罩影像轉移到塗有光阻的晶圓上一個曝光區 (Shot),再經由步進動作,在晶圓上曝滿所有 shot。對準和曝光的重要品質 量測為線寬解析度、重疊精確度、微粒及缺陷。 圖 2-3 對準及曝光步驟
(3)顯影後檢查:當晶圓上光阻呈現圖案時,必須檢查光阻圖案的品質。 檢查的目的為發現光阻品質問題及製程特性以做改善。若發現有缺陷,可 將光阻去除再重新進行製程步驟。 2.3 臨界尺寸(Critical Dimension, CD)量測原理與監控方式 臨界尺寸(Critical Dimension, CD)量測的重要理由是為了確認晶圓製造 故過程中,所有的線寬皆已精準控制。半導體製程中通常以掃瞄式電子顯 微鏡(Scanning Electron Microscope, SEM)量測 CD 值。
2.3.1 SEM 量測原理
掃瞄式電子顯微鏡(Scanning Electron Microscope, SEM)為一複雜的顯 微鏡,使用一高聚焦的電子束掃射待測物之表面,反射回來的電子訊號經 由偵測器量測之,本方法屬於非破壞式與非接觸式。SEM 之重要組件包含 有電子槍(發射電子)、聚焦元件(將電子聚焦成束狀)、靜電磁聚焦系統(使照 射於待測物之電子束集中)。電子束之波長非常小,因此 SEM 電子影像能偵 測原子等級之微小物體。 電子槍於真空反應室(Vacuum Chamber)內產生電子束,理想上此電子束 應具備高趨動電流之穩態電子束與較窄的能量範圍。電子接近表面時,使 用圓柱磁性目標物透鏡(Cylindrical Magnetic Objective Lens)聚焦成一小範 圍之電子束,通常再搭配靜電聚焦(Electrostatic Focusing)組件獲得一高能量
之電子束。接著,電子束到 x-y 偏向裝置(靜電偏向器可調整電子束之入射 位置),入射電子束撞擊晶圓表面後,電子束與晶圓表面交互作用後產生二 次電子(Second Electron)、背向散射電子(Backscattered Electron),並同時伴 隨如其他電子、X 射線、光子(Photon)。E-T(Everhart-Thornly)偵測器收集二 次電子並製作出電子影像圖以代表晶圓之表面。背向散射電子經由收集與 分析,可判斷不同材料的組成對比分析。 圖 2-4 CD-SEM 結構圖 2.3.2 CD 監控方式 利用 SEM 截取二次電子訊號,量測晶圓上光阻區圖形,此光阻區域量 測到之二維寬度即為臨界尺寸(CD)。
圖 2-5 CD-SEM 量測原理圖
為增加 CD 量測穩定性並降低量測誤差,量產上會在光罩非元件區製造 5 根臨界尺寸棒(CD Bar),經由圖形轉移到晶圓每一個 shot 後,利用 SEM 量測此區域之 CD。一般抽檢方式為每一批(Lot)產品抽檢一至三片,每一片 選擇 5 個 shot,每一個 shot 量一至五點 CD bar 位置。依此抽檢方式,每一 批產品需量測 5~75 點 CD。在 SEM 有限產能考量下,一般晶圓廠 CD 量測 點數會少於 10 點/批,故本研究列舉的各種常見的 CD 量測方法皆小於 10 點/批。影響 ADI CD 要素如下:
(1)光罩(Mask)CD:光罩設計時給定一特定規格 CD,經黃光微影製程 轉移圖像後在晶圓上顯現 ADI CD,相同條件下,不同光罩 CD 大小將直接 影響 ADI CD 大小。 (2)曝光光源:曝光能量大小與焦距(Focus)值會直接影響到 CD,相同條 件下,改變能量與焦距皆會影響 CD。 (3)曝光機光源狀態:曝光機動作是以步進方式依序在每一個shot 做一 次曝光動作,在此shot 內各位置的能量與焦距大小會受曝光機台光源能量 影響,光源能量均勻性越差,shot 內各位置的光阻所接受到的能量差異越 大,CD 將隨之改變。 (4)基板條件:薄膜厚度與薄膜品質,會影響黃光微影製程之曝光過 程,在光線穿透光阻(Resist)後,在各薄膜中穿透與反射現象會造成相位與 強度的改變,使光阻在整個曝光過程中接受到的總能量會有所不同,造成 曝光製程不穩定而影響 CD。 (5)光阻條件:相同條件下,改變光阻厚度(Resist Thickness),會產生與 基板條件改變之相同影響,造成曝光光源相位與強度的改變,光阻在整個 曝光過程中接受到的總能量會有所不同,造成曝光製程不穩定而影響 CD, 此現象稱為光阻擺動趨勢(Swing Curve)。 (6)光阻條件:相同條件下,改變光阻厚度(Resist Thickness),會產生與 基板條件改變之相同影響,造成曝光光源相位與強度的改變,光阻在整個
曝光過程中接受到的總能量會有所不同,造成曝光製程不穩定而影響 CD, 此現象稱為光阻擺動趨勢(Swing Curve)。 圖 2-6 CD-SEM 量測方式圖 Mask Linearity 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 0.35 0.4 0.45 0.5 0.55 0.6 0.65 0.7 0.75 Mask CD(um) ADI CD(um) Mask CD Mask CD+10% Mask CD-10% ADI CD
CD 0.15 0.18 0.21 0.24 0.27 0.3 0.33 -0.35 -0.2 -0.05 0.1 0.25 0.4 0.55 0.7 0.85 Focus(um) ADI CD(um) 25mj 26mj 27mj 28mj 29mj 30mj 31mj 32mj 圖 2-8 能量及焦距值與 CD 關係圖 圖 2-9 曝光機光源能量分佈圖
圖 2-10 光線穿透基板現象示意圖 Swing Curve 0.27 0.28 0.29 0.3 0.31 0.32 0.33 0.34 0.35 0.36 0.37 10649 10688 10703 10742 10774 10811 10845 10896 10926 10967 11005 11062 Resist Thickness(A) ADI CD(um) ADI CD 圖 2-11 光阻擺動趨勢圖 在所有影響 ADI CD 要因中,以曝光能量的改變對 CD 的變化最具線 性,且曝光能量容易調整且可以準確的修正 CD 之誤差。故量產上皆以調整 曝光能量方式對 CD 做調整。
CD與能量關係圖 0.2 0.21 0.22 0.23 0.24 0.25 0.26 0.27 0.28 0.29 0.3 23 24 25 26 27 28 29 30 31 能量(mj) ADI CD 圖 2-12 CD 與能量關係圖 2.4 先進製程控制系統
先進製程控制系統(Advanced Process Control, APC)主要原理為在黃光 微影製程 8 個步驟完成後,會有量測 CD 值及對準精確度(Alignment Accuracy, AA)的檢驗步驟,將 CD 與 AA 量測值傳送至特定伺服器中,再與 產品目標值比較,由量測值與目標值的差值量推算影響 CD 與 AA 相關參數 的修正幅度,將相關參數修正值補回生產機台的程式內,藉以控制產品 CD 與 AA 變化量與穩定性(本研究只探討 CD 部份)。 APC 最大優點為可即時修正機台參數,並降低人員工作量,但缺點為 若非生產機台參數不佳造成 CD 偏離,將使 APC 錯補參數。故在設定回饋 值之計算方式需做一修正。
第二批產品 微影製程 ADI CD量測 APC計算新能量 第一批產品 微影製程 ADI CD量測 APC計算新能量 回饋 回饋 第二批產品 微影製程 ADI CD量測 APC計算新能量 第二批產品 微影製程 ADI CD量測 APC計算新能量 第一批產品 微影製程 ADI CD量測 APC計算新能量 回饋 第一批產品 微影製程 ADI CD量測 APC計算新能量 第一批產品 微影製程 ADI CD量測 APC計算新能量 回饋 回饋 回饋 回饋 圖 2-13 APC 流程示意圖 本研究使用公式如下:
Et(new) = Et(old)–Ei×[ (X1+X2+X3+X4+Xi) / 5×C1–Xi×C2 ]×100 Et(old):當批產品使用之曝光能量值。 Et(new):最近一次回饋運算結果之曝光能量值,即 SV 值,供下一批產品 使用。 Ei:CD 每需增加 0.01um 時曝光量的補償值。 X1 ,X2 ,X3 ,X4 ,Xi:量測值與目標值的差值,Xi 為最近一次量測值,X4 為 前一次,X3 為前兩次,依此類推。每新增一次量測,即往前遞補(Xi→X4, X4→X3,依此類推)。 C1,C2:權值常數,預設值均為0.4。C1為最近五次(含本次)平均之回饋權 值﹔C2為本次之回饋權值。各量測之回饋權值如表2-1:
表 2-1 APC回饋權值
量測 當次 前第一次 前第二次 前第三次 前第四次 總計 回饋權值 0.48 0.08 0.08 0.08 0.08 0.80
2.5 多變量分析與多準則決策分析 2.5.1 多變量分析
多變量统計分析(Multivariate Statistical Analysis)簡稱多變量分析, 為統計學的一支,常用於管理科學、社會科學和生命科學等领域中。 多變量分析主要用於分析擁有多個變數的資料,探討資料彼此之間的 關聯性或是釐清資料的結構,而有別於傳統統計方法所著重的參數估 計以及假設檢定。由於多變量分析方法需要複雜且大量的計算,因此 多借助電腦來進行運算,常用的統計套裝軟體有 SAS、SPSS、Statistical 等。 多變量分析依樣本特性與資料形態之不同,可選用不同衡量方式加 以 評 估 。 常 見 之 分 析 方 法 為 多 元 迴 歸 分 析 (Multiple Regression Analysis)、主成份分析(Principal Component Analysis)、因子分析(Factor Analysis Method)、正準相關分析(Canonical Correlation Analysis)、群落 分析(Cluster Analysis)、判別分析(Discriminatory Analysis)、數量化理論 及潛在結構分析(Latent Structure Analysis)。
多元迴歸分析又稱複迴歸,是定量預測常用的方法之一。它是依據事 物內部因素變化的因果關係來預測事物未來的發展趨勢。由於它依據的是 事物內部的發展規律,因此這種方法比較精確;測報工作中常用的是一元 線性迴歸和多元線性迴歸模型。 一元線性迴歸是指事物發展的自變量與因變量之間是單因素間的簡單 線性關係,它的模型可以表示為:y=a+bx。其中 y 是因變量,x 是自變量, a 是常數,b 是迴歸係數。 多元線性迴歸是指一個因變量與多個自變量之間的線性關係。模型的 一般型式為:y=a+b1x1+b2x2+---+bnxn。 其中 y 是因變量,x1、x2、x3、---xn 是自變量,a 是常數,b1、b2、 b3---bn 是迴歸係數。
2.5.1.2 主成份分析(Principal Component Analysis):
主成份分析是一個多變項統計分析程序,可用來檢定多組數值變項之 間關係,還可用來削減迴歸或集群分析中變項的數目。將一組有相關的隨 機變數,經某種線性組合轉換成新的一組無相關的隨機變數。再將無相關 的隨機變數根據變異的程度由大到小排列,這樣的線性轉換就會使得原變 數(Correlated Variable)的變異(Variation)集中在少數的新變數(Uncorrelated Variable)。因此欲簡化過多而複雜的變數,則可選取少數變異大的新變數,
而捨棄變異小的新變數。這樣雖然會損失少部份的資訊,但在做分析時可 降低分析的複雜度,提升運算的速度。 主成份分析的目的與因子分析不同,它不是抽取變量群中的共性因子, 而是將變量 x1,x2,…,xp 進行線性組合,成為互為正交的新變量 Y1, Y2,…,yp,以確保新變量具有最大的方差:yi=ai1x1+ai2x2+…+aipxp (i=1, 2,…,p)在求解中,正如因子分析一樣,要用到相關系數矩陣或協方差矩 陣。其特徵值λ1, λ2, …,λp,正是 y1, y2,…, yp 的方差,對 應的標準化特徵向量,正是方程中的系數 ai1,ai2,…,aip。如果λ1>λ2,…, λp,則對應的 y1,y2,…,yp 分別稱作第一主成分,第二主成分, ……, 直至第 p 主成分。如果信息無需保留 100%,則可依次保留一部分主成分 y1, y2,…,ym(m<;p)。 當根據主成分分析,決定保留 m 個主成分之後,接著求 m 個特徵向量 的行平方和,作為共同性 hi2:hi2=ai12+ai22+…+aim2 並將此值代替相關數 矩陣對角線之值,形成約相關矩陣。根據約相關系數矩陣,可進一步通過 反覆求特徵值和特徵向量方法確定因子數目和因子的系數。
2.5.1.3 因子分析(Factor Analysis Method)
研究從變量群中提取共性因子的統計技術。最早由英國心理學家 C.E. 斯皮爾曼提出。他發現學生的各科成績之間存在著一定的相關性,一科成 績好的學生,往往其他各科成績也比較好,從而推想是否存在某些潛在的
共性因子,或稱某些一般智力條件影響著學生的學習成績。因子分析可在 許多變量中找出隱藏的具有代表性的因子。將相同本質的變量歸入一個因 子,可減少變量的數目,還可檢驗變量間關系的假設。 因子分析的方法約有 10 多種,如重心法、影像分析法、最大似然解、 最小平方法、阿爾發抽因法、拉奧典型抽因法等等。這些方法本質上大都 屬近似方法,是以相關系數矩陣為基礎的,所不同的是相關系數矩陣對角 線上的值,採用不同的共同性 h2 估值。在社會學研究中,因子分析常採用 以主成分分析為基礎的反覆法。 因子分析與主成份分析類似之處在於兩者都是想尋求一個較簡單的結 構來解釋資料,不同的是主成份的定義是表為原始變數的線性組合,而在 因子分析裡,原始變數則為因子的線性組合。 在主成份分析裡,我們試著 去解釋所有變數之變異數和的大部份;而因子分析則著重在各變數間的共 變異數或相關係數上。 2.5.1.4 群落分析(Cluster Analysis): 群落分析是一種數值分類法(Numerical Taxonomy)經過多變量邏輯分 析程序,根據觀察體之相似性與相異性,客觀的將相似的觀察體集合在同 一群落內。群落分析的目的在辨識某些特性上相似的觀察體,並將這些觀 察體,按照這些特性化分成幾個群落,使在同一個群落內的觀察體具有高 度的同質性(Homogeneity),而不同群落間的觀察體則高度的異質性
(Heterogeneity),即是所謂的「物以類聚」。 一般來說其分析可分成兩大類:階層性(Hierarchical)、非階層性 (Nonhierarchical),其中非階層性群落分析方法主要係設計用來將研究對象 分群,並非是針對研究變數作分群,較階層性群落分析方法更適合於處理 大規模的資料,而階層性群落分析的方法有許多種,例如:單一連結法、 完全連結法、平均連結法、ward最小變異法等。在開始進行群落分析時, 需依樣本大小不同而作不同的分類方式,如樣本較小則適於階層式集群分 析;而樣本較大時(約100個以上)則較適於非階層式集群分析。 2.5.1.5 數量化理論: 早在 20 世紀初,數量化這個概念在國外就已經被引入了企業界。 隨著電腦的普及,數量化理論在全世界得到了越來越廣泛的應用,其 完善與發展的步伐也越來越快。目前,數量化理論在國外已經被普遍 使用,特別是在企業營銷決策、市場調查、產品質量分析、客戶需求 分析等方面,數量化理論越來越顯示出它的優越性、科學性和實用性。 數量化可以應用於許多方面,在市場營銷、產品開發、財務管理、 人力資源管理、各種決策分析方面都可以發揮重要作用。個人、集團 體、企業以及政府部門都可以應用數量化方法。 在數量化方法裡有一些應用較多的科學分析,如多元回歸分析、 因子分析、聚類分析、判別分析以及優化理論、排隊論等等。分析手
法是數量化方法的必要組成,確保了數量化方法的科學有效和準確性。 隨著經濟的發展,時代的進步,數量化方法的應用必定會越來越 廣泛,企業的數量化生存是企業必然的發展趨勢。
2.5.2 多準則決策分析
多準則決策(Multiple Criteria Decision Making, MCDM)是可以幫助 決策者在數目有限的可行方案中,根據每一方案的各個屬性的特徵, 從可行的方案之中,將各個方案做一優劣排序,評估和選擇一符合決 策者理想的方案。 廣義的多準則決策涵蓋多屬性效用、多目標規劃等問題處理的方 法。多屬性效用乃根據各屬性形成綜合性目標,而以效用最大化來判 斷。多目標規劃所關心的是是否達到預定標的的條件。
2.5.2.1 多目標決策(Multi-objective Decision Making)
多目標決策方法可視為傳統作業研究模型的擴充,它的選擇機制 是最佳化函數,它的搜尋機制是建立在一套最佳化的演算程序。換言 之,使用多目標規劃進行決策時,決策者只能扮演選擇的角色,無法 直接設計可行方案。 最佳化函數並不能充分將客觀因素與決策者個人 偏好的「主觀」因素納入。 一般而言,多目標規劃較適用於可行方案 無限多個且為連續性的情形,且僅適用於僅知目標函數及限制式條 件,但可行方案未知的狀態。
2.5.2.2 多屬性決策(Multi-attribute Decision Making) 多屬性決策方法為 管理 決策領域中常被廣泛應用之評估技術。 多屬性決策法,例如AHP [Saaty, 1980],適用於從有限個可行方案中, 透過一套選擇程序評估各屬性的相對重要性,然後界定出各可行方案的 中最佳方案。該些有限個可行方案都是決策前已知、且通常為離散的。 多屬性決策方法種類繁多,每個方法所依據的理論也不盡相同,在使用 不同的方法應用在同一個問題時,往往可能會產生不同的結果,此為多 屬性決策方法常遭非議之處。 多屬性決策方法為決策者在多個質化或量化的評估準則下,對一組 有限、可數且數目不大的已知可行替代方案進行評估,以決定各替代方 案之優劣或執行的優先順序。然而這些方案下的各個屬性的評估值不一 定是量化的數值。不過,最終多屬性決策方法還是必須將不是量化的評 估值轉化為數量化的評估值才能進行分析,而其最終方案的選擇是經由 各評估屬性相互之間,和各方案同一評估屬性內相互比較而得來的。而 這些比較則會包含明顯的或隱含的取捨(Trade Offs)效果。 2.5.2.3 多準則方法
(1)WSM (Weighted Sum Model,加權法):常用單目標(單維度)模型的決 策問題,應用在多目標(多維度)時要做正規化。決策者在使用加權法時,其 在一個準則下所決定之評估值儘量少受到其他準則評估值的影響(最好能確
認各準則間的相互獨立性)。在加權法中,每一個準則均分配有一權重,是 為變數之係數,而決策者把每一個準則項目下的值轉換成數字尺度,將每 一方案的每一準則之尺度乘以準則權重數即可得每一個方案的總得分,然 後依此算出每一方案之總得分再予以比較,其最高得分的方案則為第一優 先方案。
(2)WPM (Weighted Product Model):類似加權法選擇效用最大者,但因 為以相對數值作比較,故可以抵銷不同方案的準則單位比較問題。 以不同 的準則,兩兩相比較可行方案。
(3)AHP Method ( Analytic Hierarchy Process Method,層級分析法): Satty(1980)所提之層級結構:將每一個方案下的各項準則延展分成各不同的 層級。將關心的問題利用層級化的方式展開,每個層級的項目各自獨立, 由下而上求算各層的相對權重而加以綜合,選擇權重值最高的方案為決策 的最適方案。 可利用一致性檢查的方式來減少兩兩比較所給的分數發生矛
第三章、實驗方法
所謂實驗是一連串有目的的改變輸入變數,藉以觀察此製造程序或系 統變化的原因。而實驗設計就是以有系統的方法設計實驗,針對實驗可能 發生的問題,利用系統化的方式加以避免,同時在最經濟的情況下,得到 最小實驗誤差之數據,作為進一步統計分析之參考。 3.1 相關實驗儀器 3.1.1 步進機台(Stepper): Nikon E14 步進機台,主要功能為進行黃光微影製程中的曝光製程。 圖 3-1 Nikon 曝光機台結構圖 3.1.2 傳輸機台(Track): TEL ACT-8 傳輸機台,主要功能為進行黃光微影製程中除了曝光以外 所有製程。圖 3-2 TEL ACT-8 傳輸機台簡圖
本實驗研究範圍說明: 除實驗晶圓外,本實驗選用的機台內所設定的程式參數,比照一般量 產程式設定值,非本實驗相關之步驟(如基材條件、重作條件等)皆使用一般 量產製程,以降低本實驗與真實情況之差異。 本實驗使用相同之步進機台(Stepper)、傳輸機台(Track)與 SEM 機台, 以降低不同機台製造與量測上之差異。 實驗過程不考量人為因素(不同操作人員)、時間因素(設備接近維修週 期)等對實驗結果所造成的影響。 3.2 定義相關參數 本實驗研究相關參數說明如下: 光罩(Mask)CD 設計值:0.22um CD 目標值:0.255+/- 0.02um
底層抗反射光阻(Bottom Anti-Reflective-Coating, BARC):DUV42P-6_厚度 0.06um
光阻(Photo Resist, PR):SEPR-402_厚度 0.593um
頂層抗反射光阻(Top Anti-Reflective-Coating, TARC):Seal-A1_厚度 0.04um 曝光能量(Exposure Energy, EE):25mj
3.3 實驗步驟規劃 3.3.1 製程能力指數 CPK 一般品質管制上,以製程能力指數為依據。主要為利用統計學理論, 在一群數據呈現常態分佈情況下,可藉由平均值與標準差來評斷此數據的 準確度及精密度,並衡量其水準,此方式稱之為統計製程管制(Statistical Process Control, SPC)原理,用以評估製程穩定性。製程能力指數(CPK)即衡 量製程準確度及精密度的綜合指標。 圖 3-4 統計製程管制概念圖 Ca : 製程準確度 = (平均值-目標值) / (規格公差/2 ) * 100% Ca 為平均值與目標值之間的差異量,再除以一半的規格公差。其中平 均值為唯一變異數,當平均值與目標值之間的差異量越小,表示製程準確
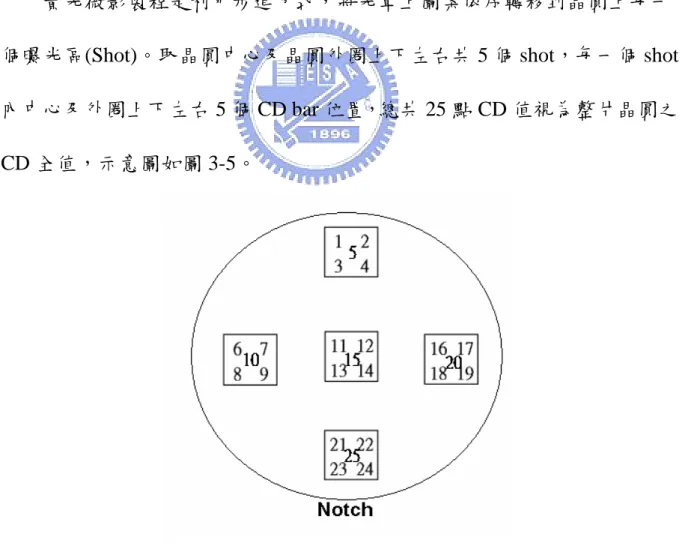
Cp : 製程精密度 = (規格公差) / (6 倍標準差) Cp 為規格公差除以 6 倍標準差,其中標準差為各數據之間的變異量, 當變異量越小,表示製程精密度越佳,故Cp 為望大值。 CPK : 製程能力指數 = ( 1- | Ca | ) * Cp 因 Ca為望小值且 Cp為望大值,由 CPK 公式可得之製程能力指數為望 大值。 3.3.2 定義全值位置 黃光微影製程是利用步進方式,將光罩上圖案依序轉移到晶圓上每一 個曝光區(Shot)。取晶圓中心及晶圓外圈上下左右共 5 個 shot,每一個 shot 內中心及外圈上下左右 5 個 CD bar 位置,總共 25 點 CD 值視為整片晶圓之 CD 全值,示意圖如圖 3-5。
本實驗評估之 4 種量測方法測點於 CD 全值位置中之相對位置如表 3-1,後續實驗與資料收集皆以此定義為標準。 表 3-1 各量測方法量測點於 CD 全值位置中之相對位置 量測方式 量測位置 分散量測法 2,6,15,19,23 8 點量測法 4,9,11,12,13,14,19,24 9 點量測法 4,9,11,12,13,14,15,19,24 6 點量測法 2,6,10,15,19,23 3.3.3 選擇評估之 CD 量測方法 CD 量測方法為每一批產品,設定 5 個曝光區(Shot),每一個 shot 量 1~5 點 CD。依量測晶圓上不同位置之 shot 及 shot 內不同位置,本研究挑選之 CD 量測方法為:分散量測法、8 點量測法、9 點量測法、6 點量測法,以下 將就幾種量測方法予以簡單說明。 (1)分散量測法:量測方法為晶圓均勻分佈之 5 個 shot,每個 shot 量測位 置亦不相同。本方法優點為可監測大部份會影響 CD 值之因素,如光阻膜 厚、薄膜膜厚、鏡片均勻性(Lens Uniformity)、水平異常(Stage Leveling)等, 但無法監測晶圓 CD 傾一邊之異常狀況。此量測方法量測點數較少,其量測 CD 值之製程能力指數 CPK 也會較其他量測方法所算出之 CPK 低,且因無 法監測整片晶圓 CD 傾一邊情況。故需與以下幾種量測方法一起評估各項 評估準則後,才能確定是否為最佳 CD 量測方法。
落,並加量中心 shot 其他 3 個角落,本量測方法優點為可監控晶圓表面 CD 均勻性、薄膜膜厚異常及 shot 內是否有水平異常(Stage Leveling)。不過因為 不量 shot 中心點,故無法監控鏡片均勻性(Lens Uniformity),且量測 8 點將 花費較多時間,會影響 SEM 產能。
圖 3-6 分散量測法
(3)9 點量測法:量測方法為 8 點量測法之改良版本,以解決 8 點量測 法無法監控鏡片均勻性(Lens Uniformity)之問題,此量測方法為 8 點量測法 在晶圓中心 shot 再多加量一點 CD,此量測方法為所有方式中最嚴謹,可偵 測到的異常情況最為完整,但因為量測點也最多,影響 SEM 產能也會最多, 故需再以量化方式評估對 SEM 產能的影響,再判斷是否為最佳 CD 量測方 法。 圖 3-8 9 點量測法 (4)6 點量測法:量測方法為分散量測法之改良版本,在分散量測法所 設定的 5 點量測位置外,再多量一點,其用意為使晶圓中心與旁邊有量測 shot 內相同位置,以克服分散量測法無法監控晶圓 CD 值傾一邊的異常情 況,此方式也屬較嚴謹方式,且量測點數也屬適中,但仍需與其他量測方 法做一具體性評估,才能確定是否為最佳 CD 量測方法。
圖 3-9 6 點量測法
3.3.4 晶圓製作
影響 CD 要因眾多,但在晶圓上呈現出 CD 不一致的趨勢形態只有水平 異常(Leveling Issue)、鏡片均勻異常(Lens Uniformity Issue)、邊緣異常(Edge Issue)。本實驗利用特定位置的曝光能量加以調整,製作下列四種 CD 異常 現象之晶圓各 10 片,以供後續實驗及分析:
(1)水平異常(Leveling Issue)
(2)鏡片均勻異常(Lens Uniformity Issue) (3)邊緣異常(Edge Issue)
3.3.5 量測步驟 利用圖 3-10 之實驗流程,將水平異常、鏡片均勻異常、邊緣異常與綜 合異常等四種 CD 異常現象之晶圓,先以不同量測方法量測第一片晶圓樣本 值並同步再量測全體量測值,將樣本值送到 APC 系統做能量補值計算,把 能量需補的量回饋至機台內,再以新的能量做曝光動作,重複上述步驟直 到 10 片晶圓皆做完為止,可得到四組CD 異常現象實驗之資料,其中每一 組實驗會有四種量測方式量測到的樣本 CD 與全體 CD。 圖 3-10 實驗步驟流程圖 3.3.6 資料分析 將四組CD 異常現象實驗之資料加以計算全體 CPK、樣本 CPK、樣本
與全體 CPK 趨勢、CD 超出規格(Out of Spec, OOS)風險,再加入 SEM 量測 速度與量測點數一併評估,求得最佳之CD 量測方法。 3.4 進行實驗和量測數據 3.4.1 水平異常(Leveling Issue)實驗 水平異常是指在曝光製程中產生問題,導致每一個曝光區(Shot)左右兩 邊 CD 的大小趨勢不一致, 經由步進動作在晶圓上曝滿所有 shot,故晶圓 上所有 shot 內皆會呈現此異常現象。 圖 3-11 水平異常示意圖 製作 10 片水平異常晶圓,使用本實驗評估之 CD 量測方法並依循實驗 步驟流程,可量測到經 APC 回饋後,各種CD 量測方法量測到的樣本值與 全值。
利用製程能力指數計算公式,求得水平異常情況下,四種CD 量測方式 之樣本及全體 CD 之 CPK。結果顯示分散量測法與 6 點量測法之樣本 CPK 及全體 CPK 水準一致,表示此 CD 量測方法對全體的代表性較佳。8 點量 測法與 9 點量測法有較佳之樣本 CPK,但樣本與全體CPK趨勢較差,表示 這兩種CD量測方法對樣本 CD控制較佳,但對全體的代表性不佳。 表 3-2 水平異常實驗 CD 量測結果 水平異常
樣本值 片數 Slot#1 slot#2 Slot#3 Slot#4 Slot#5 Slot#6 Slot#7 Slot#8 Slot#9 Slot#10 平均值 0.2539 0.2560 0.2555 0.2528 0.2575 0.2522 0.2556 0.2509 0.2598 0.2477 分散量測法 標準差 0.0012 0.0075 0.0049 0.0045 0.0068 0.0069 0.0053 0.0044 0.0042 0.0043 平均值 0.2561 0.2560 0.2561 0.2569 0.2563 0.2564 0.2574 0.2555 0.2566 0.2551 8 點量測法 標準差 0.0061 0.0059 0.0076 0.0050 0.0061 0.0067 0.0072 0.0079 0.0053 0.0054 平均值 0.2557 0.2561 0.2562 0.2564 0.2564 0.2558 0.2581 0.2541 0.2584 0.2532 9 點量測法 標準差 0.0058 0.0057 0.0071 0.0049 0.0058 0.0066 0.0068 0.0075 0.0050 0.0051 平均值 0.2538 0.2578 0.2546 0.2548 0.2553 0.2542 0.2543 0.2526 0.2593 0.2484 6 點量測法 標準差 0.0011 0.0074 0.0044 0.0040 0.0064 0.0063 0.0048 0.0039 0.0040 0.0043 全體值 片數 Slot#1 slot#2 Slot#3 Slot#4 Slot#5 Slot#6 Slot#7 Slot#8 Slot#9 Slot#10 平均值 0.2536 0.2567 0.2548 0.2547 0.2567 0.2525 0.2573 0.2540 0.2596 0.2504 分散量測法 標準差 0.0051 0.0054 0.0064 0.0063 0.0056 0.0066 0.0063 0.0056 0.0044 0.0054 平均值 0.2536 0.2542 0.2548 0.2547 0.2527 0.2535 0.2533 0.2530 0.2551 0.2534 8 點量測法 標準差 0.0051 0.0054 0.0064 0.0063 0.0056 0.0066 0.0063 0.0056 0.0044 0.0054 平均值 0.2536 0.2547 0.2548 0.2547 0.2532 0.2535 0.2538 0.2520 0.2566 0.2514 9 點量測法 標準差 0.0051 0.0054 0.0064 0.0063 0.0056 0.0066 0.0063 0.0056 0.0044 0.0054 平均值 0.2536 0.2572 0.2538 0.2567 0.2552 0.2540 0.2558 0.2560 0.2586 0.2504 6 點量測法 標準差 0.0051 0.0054 0.0064 0.0063 0.0056 0.0066 0.0063 0.0056 0.0044 0.0054
水平異常 0.400 0.600 0.800 1.000 1.200 1.400 1.600 樣本 全體 樣本 全體 樣本 全體 樣本 全體 分散量測法 8點量測法 9點量測法 6點量測法 CPK 圖 3-12 水平異常實驗 CD 之CPK
3.4.2 鏡片均勻異常(Lens Uniformity Issue)實驗
鏡片均勻異常也是在曝光製程中產生問題,導致每一個曝光區(Shot)內 外圈 CD 的大小趨勢不一致, 經由步進動作在晶圓上曝滿所有 shot,故晶 圓上所有 shot 內皆會呈現此異常現象。
製作 10 片鏡片均勻異常晶圓,使用本實驗評估之 CD 量測方法並依循 實驗步驟流程,可量測到經 APC 回饋後,各種CD 量測方法量測到的樣本 值與全值。 利用製程能力指數計算公式,求得鏡片均勻異常情況下,四種CD 量測 方式之樣本及全體 CD 之 CPK。結果顯示分散量測法與 6 點量測法之樣本 CPK 及全體 CPK 水準一致,表示此 CD 量測方法對全體的代表性較佳。8 點量測法與 9 點量測法有較佳之樣本 CPK,但樣本與全體CPK趨勢較差, 表示這兩種CD量測方法對樣本 CD控制較佳,但對全體的代表性不佳。 表 3-3 鏡片均勻異常實驗 CD 量測結果 鏡片均勻異常
樣本值 片數 Slot#1 slot#2 Slot#3 Slot#4 Slot#5 Slot#6 Slot#7 Slot#8 Slot#9 Slot#10 平均值 0.2561 0.2544 0.2597 0.2512 0.2593 0.2514 0.2577 0.2505 0.2618 0.2467 分散量測法 標準差 0.0065 0.0069 0.0063 0.0066 0.0049 0.0070 0.0021 0.0029 0.0042 0.0037 平均值 0.2563 0.2564 0.2556 0.2577 0.2560 0.2565 0.2573 0.2551 0.2567 0.2554 8 點量測法 標準差 0.0042 0.0049 0.0043 0.0037 0.0043 0.0045 0.0044 0.0048 0.0040 0.0036 平均值 0.2554 0.2559 0.2559 0.2566 0.2561 0.2558 0.2580 0.2531 0.2589 0.2518 9 點量測法 標準差 0.0047 0.0054 0.0041 0.0048 0.0049 0.0055 0.0042 0.0054 0.0039 0.0038 平均值 0.2550 0.2556 0.2567 0.2531 0.2561 0.2539 0.2555 0.2502 0.2617 0.2474 6 點量測法 標準差 0.0064 0.0062 0.0061 0.0065 0.0061 0.0064 0.0027 0.0041 0.0041 0.0034 全體值 片數 Slot#1 slot#2 Slot#3 Slot#4 Slot#5 Slot#6 Slot#7 Slot#8 Slot#9 Slot#10 平均值 0.2551 0.2554 0.2578 0.2526 0.2587 0.2516 0.2593 0.2541 0.2614 0.2493 分散量測法 標準差 0.0057 0.0049 0.0045 0.0048 0.0050 0.0062 0.0047 0.0061 0.0039 0.0051 平均值 0.2551 0.2554 0.2558 0.2561 0.2532 0.2546 0.2543 0.2541 0.2564 0.2543 8 點量測法 標準差 0.0057 0.0049 0.0045 0.0048 0.0050 0.0062 0.0047 0.0061 0.0039 0.0051 平均值 0.2551 0.2559 0.2563 0.2561 0.2542 0.2551 0.2553 0.2531 0.2589 0.2513 9 點量測法 標準差 0.0057 0.0049 0.0045 0.0048 0.0050 0.0062 0.0047 0.0061 0.0039 0.0051 平均值 0.2551 0.2564 0.2558 0.2556 0.2572 0.2546 0.2578 0.2551 0.2619 0.2503 6 點量測法
鏡片均勻異常 0.400 0.600 0.800 1.000 1.200 1.400 1.600 樣本 全體 樣本 全體 樣本 全體 樣本 全體 分散量測法 8點量測法 9點量測法 6點量測法 CPK 圖 3-14 鏡片均勻異常實驗 CD 之CPK 3.4.3 邊緣異常(Edge Issue)實驗 邊緣異常是指在整片晶圓內外圈 CD 的大小趨勢不一致,此異常只與晶 圓上位置有關,與 shot 無關聯性。 圖 3-15 邊緣異常示意圖
製作 10 片邊緣異常晶圓,使用本實驗評估之 CD 量測方法並依循實驗 步驟流程,可量測到經 APC 回饋後,各種CD 量測方法量測到的樣本值與 全值。 利用製程能力指數計算公式,求得邊緣異常情況下,四種CD 量測方式 之樣本及全體 CD 之 CPK。結果顯示分散量測法、6 點量測法、8 點量測法 與 9 點量測法的樣本CPK水準接近,但分散量測法與 6 點量測法的全體 CPK 趨勢較差,表示這兩種CD量測方法對全體的代表性較佳。 表 3-4 邊緣異常實驗 CD 量測結果 邊緣異常
樣本值 片數 Slot#1 slot#2 Slot#3 Slot#4 Slot#5 Slot#6 Slot#7 Slot#8 Slot#9 Slot#10 平均值 0.2512 0.2556 0.2532 0.2536 0.2536 0.2528 0.2528 0.2519 0.2565 0.2478 分散量測法 標準差 0.0056 0.0060 0.0073 0.0053 0.0044 0.0053 0.0080 0.0028 0.0061 0.0059 平均值 0.2526 0.2578 0.2515 0.2588 0.2517 0.2575 0.2532 0.2565 0.2533 0.2553 8 點量測法 標準差 0.0058 0.0062 0.0055 0.0055 0.0040 0.0029 0.0063 0.0052 0.0046 0.0055 平均值 0.2531 0.2569 0.2535 0.2573 0.2529 0.2559 0.2552 0.2539 0.2560 0.2528 9 點量測法 標準差 0.0057 0.0058 0.0060 0.0052 0.0038 0.0028 0.0066 0.0049 0.0048 0.0053 平均值 0.2514 0.2567 0.2538 0.2536 0.2530 0.2534 0.2522 0.2516 0.2573 0.2474 6 點量測法 標準差 0.0051 0.0067 0.0067 0.0047 0.0042 0.0050 0.0072 0.0026 0.0055 0.0055 全體值 片數 Slot#1 slot#2 Slot#3 Slot#4 Slot#5 Slot#6 Slot#7 Slot#8 Slot#9 Slot#10 平均值 0.2517 0.2580 0.2527 0.2561 0.2543 0.2544 0.2557 0.2567 0.2574 0.2517 分散量測法 標準差 0.0051 0.0051 0.0048 0.0046 0.0038 0.0046 0.0055 0.0049 0.0043 0.0047 平均值 0.2517 0.2570 0.2517 0.2576 0.2493 0.2559 0.2507 0.2557 0.2534 0.2547 8 點量測法 標準差 0.0051 0.0051 0.0048 0.0046 0.0038 0.0046 0.0055 0.0049 0.0043 0.0047 平均值 0.2517 0.2560 0.2527 0.2561 0.2503 0.2544 0.2517 0.2532 0.2554 0.2517 9 點量測法 標準差 0.0051 0.0051 0.0048 0.0046 0.0038 0.0046 0.0055 0.0049 0.0043 0.0047 平均值 0.2517 0.2575 0.2527 0.2561 0.2543 0.2544 0.2547 0.2567 0.2579 0.2507 6 點量測法 標準差 0.0051 0.0051 0.0048 0.0046 0.0038 0.0046 0.0055 0.0049 0.0043 0.0047
邊緣異常 0.400 0.600 0.800 1.000 1.200 1.400 1.600 樣本 全體 樣本 全體 樣本 全體 樣本 全體 分散量測法 8點量測法 9點量測法 6點量測法 CPK 圖 3-16 邊緣異常實驗 CD 之CPK 3.4.4 綜合異常(total issue)實驗 影響 CD 要因眾多,但在晶圓上呈現出 CD 不一致的趨勢形態只有水平 異常(Leveling Issue)、鏡片均勻異常(Lens Uniformity Issue)、邊緣異常(Edge Issue)。故再加一組綜合異常實驗,含蓋此三類異常現象。 製作 10 片綜合異常晶圓,使用本實驗評估之 CD 量測方法並依循實驗 步驟流程,可量測到經 APC 回饋後,各種CD 量測方法量測到的樣本值與 全值。 利用製程能力指數計算公式,求得綜合異常情況下,四種CD 量測方式 之樣本及全體 CD 之 CPK。結果顯示分散量測法與 6 點量測法之樣本 CPK 及全體 CPK 水準一致,表示此 CD 量測方法對全體的代表性較佳。8 點量 測法與 9 點量測法有較佳之樣本 CPK,但樣本與全體CPK趨勢較差,表示 這兩種CD量測方法對樣本 CD控制較佳,但對全體的代表性不佳。
表 3-5 綜合異常實驗 CD 量測結果
綜合異常
樣本值 片數 Slot#1 slot#2 Slot#3 Slot#4 Slot#5 Slot#6 Slot#7 Slot#8 Slot#9 Slot#10 平均值 0.2506 0.2577 0.2520 0.2554 0.2524 0.2545 0.2511 0.2542 0.2553 0.2490 分散量測法 標準差 0.0011 0.0082 0.0057 0.0043 0.0070 0.0075 0.0051 0.0037 0.0045 0.0038 平均值 0.2573 0.2574 0.2568 0.2581 0.2565 0.2579 0.2575 0.2578 0.2571 0.2559 8 點量測法 標準差 0.0064 0.0067 0.0083 0.0058 0.0045 0.0039 0.0081 0.0078 0.0042 0.0059 平均值 0.2564 0.2575 0.2565 0.2582 0.2556 0.2567 0.2592 0.2549 0.2595 0.2535 9 點量測法 標準差 0.0065 0.0069 0.0078 0.0060 0.0049 0.0052 0.0076 0.0079 0.0039 0.0057 平均值 0.2496 0.2594 0.2495 0.2577 0.2494 0.2571 0.2474 0.2562 0.2529 0.2514 6 點量測法 標準差 0.0025 0.0075 0.0052 0.0042 0.0073 0.0068 0.0048 0.0041 0.0041 0.0034 全體值 片數 Slot#1 slot#2 Slot#3 Slot#4 Slot#5 Slot#6 Slot#7 Slot#8 Slot#9 Slot#10 平均值 0.2518 0.2598 0.2525 0.2585 0.2528 0.2563 0.2545 0.2590 0.2563 0.2534 分散量測法 標準差 0.0070 0.0063 0.0073 0.0066 0.0062 0.0078 0.0079 0.0068 0.0044 0.0067 平均值 0.2518 0.2528 0.2525 0.2535 0.2503 0.2523 0.2505 0.2530 0.2533 0.2519 8 點量測法 標準差 0.0070 0.0063 0.0073 0.0066 0.0062 0.0078 0.0079 0.0068 0.0044 0.0067 平均值 0.2518 0.2538 0.2525 0.2545 0.2503 0.2523 0.2525 0.2510 0.2558 0.2499 9 點量測法 標準差 0.0070 0.0063 0.0073 0.0066 0.0062 0.0078 0.0079 0.0068 0.0044 0.0067 平均值 0.2518 0.2608 0.2505 0.2615 0.2513 0.2593 0.2515 0.2620 0.2543 0.2559 6 點量測法 標準差 0.0070 0.0063 0.0073 0.0066 0.0062 0.0078 0.0079 0.0068 0.0044 0.0067 綜合異常 0.400 0.600 0.800 1.000 1.200 1.400 1.600 樣本 全體 樣本 全體 樣本 全體 樣本 全體 分散量測法 8點量測法 9點量測法 6點量測法 CPK
3.4.5 實驗資料初步分析
在樣本值與全值 CD 所計算之 CPK 的觀察重點,應著重在樣本與全體 之 CPK 是否趨勢一致,當趨勢一致時,代表樣本可性度高。當樣本監控點 無法代表全體時,將容易出現反向回饋,造成全體 CD CPK 會變差,嚴重 時會有全體中出現超出規格(Out of Spec, OOS)而樣本仍正常之現象,故評 估時需將此點考量進去。
實驗結果,分析樣本與全體 CD之 CPK 趨勢,針對水平異常(Leveling
Issue)、鏡片均勻異常(Lens Uniformity Issue)及綜合異常三種情況下,以分
散量測法及 6 點量測法之樣本與全值 CD之 CPK 趨勢較佳,表示此兩種量 測方法對全體的代表性較佳。但在邊緣異常(Edge Issue)情況下,以 8 點量 測法及 9 點量測法對全體的代表性較佳。 表 3-6 各實驗 CPK 比較表 樣本與全體 CPK 比較 水平異常 鏡片均勻異常 邊緣異常 綜合異常 分散量測法 樣本 0.983 1.060 1.070 0.774 全體 1.001 1.070 0.786 0.771 8 點量測法 樣本 1.057 1.569 1.056 0.962 全體 0.891 0.979 1.066 0.556 9 點量測法 樣本 1.107 1.224 1.106 0.882 全體 0.918 1.025 1.095 0.587 6 點量測法 樣本 1.040 0.952 1.010 0.818 全體 1.001 1.130 0.857 0.784
第四章、實驗結果與討論
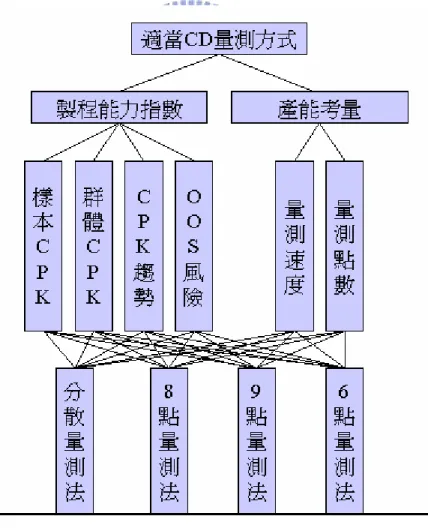
4.1 量測方法之評估 4.1.1 各評估項目與權重之求取 利用多準則評估方法,評估最適合之 CD 量測方法。評估所考慮層面有 二,一為製程能力指數,另外為產能考量。考慮製程能力指數方面有四項 準則(Criteria),分別為樣本 CPK、全體 CPK、樣本與全體 CPK 趨勢、超出 規格(Out of Spec, OOS)風險。產能考量方面有兩項準則,分別為量測速度 與量測點數。評估方式為建立四個層面並以六個準則做評估,六個評估準則的衡量 方式說明如下: (1)樣本 CPK:樣本 CPK 代表實際上由 SEM 量測到的 CD 值所計算出, 用於衡量製程能力之用,依統計理論,CPK 越大越好。將本研究所進行之 四組實驗,各種量測方法求得之樣本 CPK 加以平均,結果如圖4-2。 (2)全體 CPK:意指整片晶圓所有 CD 所計算之 CPK,但實際上並無法 得知,故本研究中定義晶圓所有 CD 為 5 個 shot 共 25 點 CD 值。將本研究 所進行之四組實驗,各種量測方法求得之全體 CPK 加以平均,結果如圖4-3。 (3)樣本與全體 CPK 趨勢:由於真實狀況並無法得知全體 CPK,故樣本 與全體 CPK 趨勢越接近,樣本 CPK 值越可信。一般而言,樣本CPK 會優 於全體CPK,本研究以全體 CPK 減樣本 CPK 表示樣本與全體 CPK 趨勢, 此值越大越好。 樣本CPK 0.80 0.90 1.00 1.10 1.20 1.30 1.40 分散量測法 8點量測法 9點量測法 6點量測法 CPK 圖 4-2 各量測方法之樣本 CPK
全體CPK 0.80 0.90 1.00 1.10 1.20 1.30 1.40 分散量測法 8點量測法 9點量測法 6點量測法 CPK 圖 4-3 各量測方法之全體 CPK CPK趨勢 -0.250 -0.200 -0.150 -0.100 -0.050 0.000 0.050 0.100 分散量測法 8點量測法 9點量測法 6點量測法 全體CPK -樣 本CPK 圖 4-4 各量測方法之 CPK 趨勢 (4)OOS 風險:為防止樣本監控出現樣本量測值正常,但實際上晶圓已 有部份位置 CD 已超出規格(OOS),故需考量 OOS 風險。本研究以經 APC 回饋後全體 CD 中,未超出規格點數占全部點數之比例作為 OOS 風險,此 值越大越好。
OOS風險 0 10 20 30 40 50 60 70 80 90 100 分散量測法 8點量測法 9點量測法 6點量測法 CD合乎規格 率(%) 圖 4-5 各量測方法之 OOS 風險 (5)量測速度:SEM 量測機台有一特性特性,當量測 shot 內量測點位置 不同時,SEM 在量測 CD 時需做位置移動及相關參數設定自動校正,而花 費較長時間,故以SEM量測時間做為評估項目,此值越小越好。 量測速度 135 140 145 150 155 160 165 170 175 180 185 190 分散量測法 8點量測法 9點量測法 6點量測法 量測時間( 秒) 圖 4-6 各量測方法之量測速度 (6)量測點數:當量測點數越多,SEM 量測時間也就會越久,故量測點
數越少越好。 4.1.2 準則權重之求取 考量四種異常狀況下,計算出四種 CD 量測方法之樣本 CPK、全體 CPK、CPK 趨勢及 OOS 風險之平均值,再利用數量化理論,將量測速度及 量測點數皆量化為 0 至 1 之間的數值。各量測方法對應各項準則評估值如 表 4-1。 表 4-1 各量測方法對應各項準則評估值 量測方式 樣本 CPK 全體 CPK CPK 趨勢 OOS 風險 量測速度 量測點數 分散量測法 1.070 1.039 -0.031 0.833 1.000 1.000 8 點量測法 1.243 1.012 -0.231 1.000 0.700 0.625 9 點量測法 1.181 1.038 -0.143 1.000 0.630 0.556 6 點量測法 1.057 1.064 0.006 0.769 0.875 0.833 將每一評估準則標準化為 0 至 1 之間的數值,且六項評估準則皆成為 望大值。各量測方法對應各項準則標準化評估值如表 4-2。 表 4-2 各量測方法對應各項準則標準化評估值 量測方式 樣本 CPK 全體 CPK CPK 趨勢 OOS 風險 量測速度 量測點數 分散量測法 0.588 0.831 0.739 0.491 0.865 0.921 8 點量測法 0.683 0.809 0.339 0.945 0.539 0.580 9 點量測法 0.650 0.831 0.514 0.945 0.473 0.516 6 點量測法 0.582 0.851 0.812 0.340 0.713 0.764 將各量測方法對應各項準則標準化評估值資料以雷達圖分析,可發現 分散量測法及 6 點量測法在全體 CPK、CPK 趨勢、量測速度、量測點數等 四項準則上表現較為優異;8 點量測法與 9 點量測法則在 OOS 風險此準則
在最後評估階段,需依使用者需求,針對不同準則設定不同權重,計算加 權後各項量測方法評估值。由於每一評估準則已標準化為 0 至 1 之間的數 值,且六項評估準則皆成為望大值,故最後得到的量測方法評估值也是一 望大值,具最高評估值的量測方法即為最佳 CD 量測方法。 圖 4-7 各量測方法之各項準則標準化評估值 以 80/20 原理,製程能力指數之權重設定為 0.8 並將產能考量之權重設
定為 0.2,故將製程能力指數四項準則之權重皆設定為 0.2,產能考量兩項 準則之權重皆設定為 0.1,每一評估準則之權重如表4-3,加權計算各項評 估準則,計算每種量測方法之評估值。 表 4-3 各項準則之權重 準則 樣本 CPK 全體 CPK CPK 趨勢 OOS 風險 量測速度 量測點數 權重 0.20 0.20 0.20 0.20 0.10 0.10 0.708 0.687 0.667 0.665 0.640 0.650 0.660 0.670 0.680 0.690 0.700 0.710 評估值 分散量測法 9點量測法 8點量測法 6點量測法 評估結果 圖 4-8 各項量測方法評估值 4.2 結果說明與分析 由圖 4-8 評估結果得知,最適當之 CD 量測方法依序為: (1) 分散量測法
(3) 8 點量測法 (4) 6 點量測法 評估分析過程中,各項準則標準化評估值為客觀資料與實驗數據計算 得知,但各項準則之權重則為人為設定。本研究以 80/20 原理,程能力指數 之權重設定為 0.8 並將產能考量之權重設定為 0.2,故將製程能力指數四項 準則之權重皆設定為 0.2,產能考量兩項準則之權重皆設定為 0.1。評估結 果以分散量測法最佳。由於不同量測方法在各項評估準則上,各有優缺點, 故準則權重之設定,將影響最後評估結果。舉例而言由,由各項準則標準 化評估值分析,分散量測法與 6 點量測法之 OOS 風險分數最低,若評估重 點聚焦在產品良率最佳化,對 CPK 及產能較不在意的情況下,OOS 風險準 則之權重增加如表 4-4,評估結果將以 9 點量測法最佳。 一般情況下,各項準則之權重設定以表 4-3 為主,可求得兼顧各項指標 之最佳 CD 量測方法。若有其他特殊需求,可藉由調整各項準則之權重,以 求得最合適之 CD 量測方法。 表 4-4 聚焦OOS 風險準則之權重 準則 樣本 CPK 全體 CPK CPK 趨勢 OOS 風險 量測速度 量測點數 權重 0.10 0.10 0.10 0.50 0.10 0.10
0.706 0.699 0.581 0.484 0.000 0.100 0.200 0.300 0.400 0.500 0.600 0.700 0.800 評估值 9點量測法 8點量測法 分散量測法 6點量測法 評估結果 圖 4-9 聚焦OOS 風險準則之評估值 4.3 實驗分析結果驗證 以正常產品重覆本實驗流程,驗證使用本研究四種不同 CD 量測方法 下,經由 APC 回饋後,樣本 CPK、全體 CPK、樣本與全體 CPK 趨勢、超 出規格(Out of Spec, OOS)風險、量測速度與量測點數狀況,加以驗證本研 究建立之 CD 量測方法最佳化評量模式之正確性。 取 10 片正常晶圓使用不同 CD 量測方法量測 CD 值,再經由 APC 回饋 後,計算樣本與全體 CPK。並依 4-2 節分析方式,計算各項準則標準化之 評估值如表 4-5。分析正常晶圓各項準則評估值狀況: 樣本與全體 CPK:CPK 水準和量測點數成正比,此驗證結果與實驗結 果現象一致。
樣本與全體 CPK 趨勢:分散量測法與 6 點量測法之全體 CPK 大於樣本 CPK,表示全體 CD 水準優於樣本 CD,而 8 點量測法與 9 點量測法之全體 CPK 小於樣本 CPK,表示樣本代表性較差。由 CPK 趨勢分析以分散量測法 的樣本最具代表性,符合實驗之結果。 OOS 風險:由於採用正常晶圓做驗證,各種量測方法經 APC 回饋後皆 不會造成 CD OOS。 量測速度與點數:此部份只與與量測方法有關,不論正常或異常晶圓 之水準皆相同。 使用一般情況下之權重設定如表 4-3,計算正常產品使用不同 CD 量測 方法之評估值。驗證結果,四種 CD 量測方法之評估值排名與實驗結果一 致,以分散量測法的評估值最高,此方法確實為本研究四種不同 CD 量測方 法中最佳之 CD 量測方法。由於驗證結果與實驗分析結果一致,足以證明本 研究建立之 CD 量測方法最佳化評量模式之正確性。 表 4-5 正常晶圓各項準則標準化評估值 量測方式 樣本 CPK 群體 CPK CPK 趨勢 OOS 風險 量測速度 量測點數 分散量測法 0.699 0.708 0.885 1.000 1.000 1.000 8 點量測法 0.821 0.799 0.775 1.000 0.700 0.625 9 點量測法 0.832 0.815 0.701 1.000 0.630 0.556 6 點量測法 0.721 0.733 0.912 1.000 0.875 0.833
0.858 0.844 0.812 0.788 0.740 0.760 0.780 0.800 0.820 0.840 0.860 評估值 分散量測法 9點量測法 8點量測法 6點量測法 評估結果 圖 4-10 正常產品各項量測方法評估值
第五章、結論
本研究主旨為建立最佳臨界尺寸量測方法之評量模式,本模式之評量 步驟流程如下: (1)定義CD 量測方法之用途:先定義此量測方法之用途是提供一般量 產或特殊需求使用,以做為後續各項評估準則權重設定之依據。 (2)選擇評估之 CD 量測方法:利用專業知識設計或參考現有量測方法, 初步篩選欲評估之 CD 量測方法。 (3)建立各項參數值:依需求建立各項實驗參數值,以加強實驗與實務 之間的一致性。 (4)製作異常之晶圓:製作 4 種異常晶圓各 10 片,並依循本實驗步驟流 程依序進行實驗。 (5)量測 APC 回饋後CD值:使用欲評估之 CD 量測方法並依循實驗步 驟流程,可量測到經 APC 回饋後,欲評估之 CD 量測方法量測到的樣本值 與全值。 (6)建立評估項目:建立階層結構與各項評估項目。 (7)進行評估:計算欲評估之 CD 量測方法的各項評估準則的評估值並 將資料標準化。 (8)評估結果與分析:將各項評估準則依量測方法之用途設定權重後, 計算欲評估之 CD 量測方法的評估值。由各量測方法之評估值可得知最佳CD 量測方法並分析其優缺點。 依據此評量步驟流程,針對分散量測法、9 點量測法、8 點量測法、6 點量測法這四種常用的臨界尺寸量測方法進行分析,評估結果,最佳的量 測法為分散量測法,其次為 9 點量測法、8 點量測法、6 點量測法。分散量 測法主要特色為兼顧製程能力指數與 SEM 產能,各評估準則上有較均衡的 表現,故評量結果為最佳臨界尺寸量測方法。 依據本研究所建立最佳 CD 量測方法之評量模式,能針對不同臨界尺寸 量測方法做一客觀且數量化評估,評量符合需求之最佳臨界尺寸量測方法。
參考文獻
1. S. Ghandhi, Chap. 11 in VLSI Fabrication Principles: Silicon and Gallium Arsenide, 2nd ed., p. 704-800, Wiley, New York, 1994.
2. S. Wolf, Process Integration, vol. 2, Silicon Processing for the VLSI Era, p. 17-19, Lattice Press, Sunset Beach, 1990.
3. P. Singer, Making the Move to Dual-Damascene Processing, p. 70-82, January 1990.
4. S. Campbell, The Science and Engineering of Microelectronic Fabrication, p. 152-19, Oxford University Press, New York, 1996.
5. P. Castrucci, W.henly, and W. Liebmann, Lithography at an Inflection point, November 1997.
6. C. Chang and S. Sze, ULSI Technology, ed. C. Chang and S. Sze, McGraw-Hill, New York ,1996.
7. S. wolf and R. Tauber, Silicon Processing for the VLSI Era, vol. 1, Process Technology, 2nd e., p. 500-515.
8. D. Elliott, Microlithography: Process Technology for IC Fabrication, McGraw-Hill, New York , 1986.
9. G. Gruetzner et al., New Negative-Tone Photoresists Avoid Swelling and Distortion, January 1997.
10. S. Campbell, Science and Engineering of Microelectronic Fabrication, p. 191.
11. H. Levison and W. Arnold, Optical lithography, Microlithography, Micromaching and Microfabrication, WA: SPIE, Bellingham , 1997. 12. R. DeJule, More Productivity at Subcritical Layers, Semiconductor