行政院國家科學委員會專題研究計畫 成果報告
網路虛擬 CNC 銑削工具機數位化教學系統之研發
計畫類別: 個別型計畫 計畫編號: NSC94-2522-S-151-002- 執行期間: 94 年 08 月 01 日至 95 年 07 月 31 日 執行單位: 國立高雄應用科技大學模具工程系 計畫主持人: 鄭新有 共同主持人: 高永洲 計畫參與人員: 林晉偉、方正安 報告類型: 精簡報告 處理方式: 本計畫可公開查詢中 華 民 國 95 年 10 月 31 日
行政院國家科學委員會補助專題研究計畫
;
成 果 報 告
□期中進度報告
網路虛擬
CNC 銑削工具機數位化教學系統之研發
Development of a networked virtual CNC milling machine
digital lecturing system
計畫類別:
5
個別型計畫 □ 整合型計畫
計畫編號:NSC 94-2522-S-151-002-
執行期間:
94 年 07 月 01 日 至 95 年 07 月 31 日
計畫主持人:鄭新有
計畫參與人員:高永洲、林晉偉、方正安
成果報告類型(依經費核定清單規定繳交):□精簡報告
5
完整報告
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
處理方式:除產學合作研究計畫、提升產業技術及人才培育研究計畫、
列管計畫及下列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,□一年□二年後可公開查詢
執行單位:國立高雄應用科技大學 模具工程系
中 華 民 國 95 年 10 月 29 日
中文摘要
隨著科技的快速發展,製造技術逐漸朝微小化與精密化加工進行探討與開發,而在傳 統三軸銑削工具機上,其可加工工件之幾何形狀受限,故需增加工具機之軸數來獲得加工 自由度,促使多軸加工機之發展成為目前精密加工之趨勢,在航太零組件,汽車元件與高 精密模具上,皆可見多軸工具機之加工應用。 本文主要將虛擬實境技術應用於傳統三軸銑削加工機之模擬,整合虛擬控制器之開發 與虛擬場景之建立,提出其建構之流程與概念,並以三軸銑削加工機之實作,結合數控程 式解譯模組完成程式控制模擬與座標轉換,並包含手動控制、工件尋邊與自動換刀系統的 模擬,配合即時刀具路徑顯示與物件碰撞偵測,可做為實際加工前的檢查與驗證。另外也 結合聲音效果與環境材質貼圖,以提升系統的擬真度。本研究應用Microsoft Visual Basic 6.0進行虛擬控制器之開發,依據實際控制器之功能 加以撰寫,整合虛擬實境軟體EON Studio所建構之擬真場景,並結合網路相關技術之運用, 可提供學生於實際上機前之加工流程演練與數控程式驗證,亦可透過網路進行數位學習。 本研究所開發之三軸銑削加工機系統,可提供數控程式碼教學與三軸銑削加工學習之數位 教學輔助工具。 由於網路虛擬實境的應用在各領域都可見到相關實例,軟硬體的快速發展更使虛擬實 境發揮其強大的影響力,數控機具昂貴,國內的教學單位普遍有設備不足的問題,本研究 所開發的虛擬工具機可作為數值控制控課程的教學輔助工具,所開發的系統已實際在 CAD/CAM課程中測試與展示,並由學生實作上機加工流程並驗證程式,虛擬工具機的應 用對於數控教學也提供了另一個思考的方向。
Abstract
With the rapid advancement of science and technology, manufacturing technology has been gradually focused on the exploration towards miniaturature and precision development. This has resulted in the precision machining trend requests for more movement axes of a machine tool in traditional milling machining process so that machined component could be characterized with more complex geometrical features. That is to say, multi-axis machine tool has very high potential applications in industries such as aerospace, automotive and high precision die.
This research has adopted virtual reality technology in traditional three-axis machining simulation in integrating virtual controller and virtual scene. The construction process has been proposed and implemented in three-axis machining practices. The functionalities of the developed system include NC codes parser, coordinates system transformation; manual control mode, workpiece edge tracing, automatic tool changer, tool path animation and collision detection. This system can be used as the final stage verification before the NC program is to be used in real machining. Audio and texture effects have also been used in making the developed virtual machine tool looks more like the real machine.
The Microsoft Visual Basic 6.0 has been adopted in developing the virtual controller according to the functions of the reali controller. The virtual reality scene provided by EON Studio environment has been integrated with network related technology so that students can simulate and verify NC program before real operation. Digital learning environment on nC codes education and tutoring could also be provided through networking the developed three-axis milling machining system in.
The application of virtual reality technology has been applied successfully in various domains owing to the rapid development of related software and hardware technology. This research has adopted virtual reality technology in resolving the issues such as (1) NC machine tool is generally very expensive, and (2) deficiencies of NC machine facilities in most of the education institutions. The developed system has been adopted in CAD/CAM course for evaluating and testing the designed algorithm by students showing very promising achievement and also providing with a new way in future NC teachings.
目錄
中文摘要... 1 Abstract... 2 目錄... 3 表目錄... 7 一、前言:... 8 二、研究目的:... 9 三、文獻探討:... 11 四、研究方法:... 12 五、結果與討論:... 14 (一)虛擬 CNC 銑削工具機之發展與實作... 14 1-1 數控工具機操作與教學實務 ... 14 1-2 虛擬工具機之開發 ... 14 1-2-1 真實工具機 ... 15 1-3 虛擬控制器之開發 ... 16 1-3-1 控制器介面規劃... 16 1-3-2 CNC 程式解譯... 21 1-3-3 工具機軸向運動控制... 22 1-3-4 座標系統與座標轉換... 23 1-3-5 換刀系統... 24 1-3-6 即時刀具路徑顯示... 25 1-4 尋邊與高度量測 ... 26 (二)虛擬工具機之教學系統整合... 29 2-1 工具機模型與虛擬場景 ... 29 2-2 工具機座標系統 ... 29 2-3 虛擬場景之座標顯示 ... 312-4 虛擬控制器與工具機之連結 ... 31 2-5 網路化環境規劃 ... 32 (三)CNC 銑削工具機教學系統之測試... 34 3-1 V30 三軸銑削加工機 ... 34 3-2 網路化環境 ... 40 4-1 案例一 ... 43 4-2 案例二 ... 44 (五) 結論... 45 (六) 未來展望... 46 六、計畫成果自評:... 47 七、參考文獻:... 49
圖目錄 圖 2-1、系統 發展 架構概 念圖... 9 圖 2-2、3D 刀具路徑與 NC 程式 ... 10 圖 2 3、NC 程式驗證 ... 10 圖 3-1、網頁介面 ... 12 圖 4-1、系統目前操作流程... 13 圖 4-2、加入工件與程式原點設定程序後之操作流程... 13
圖 4-3、Visual Basic 程式與 EON 的傳值方式 ... 13
圖 4-4、第一年預定執行進度(2005/08/01~2006/07/31)... 13 圖 5-1、數控工具機操作流程... 14 圖 5-2、 系 統 架 構 圖 ... 15 圖 5-3、麗偉 V30 加工中心機... 15 圖 5-4、立式龍門型加工機... 16 圖 5-5、DMC 高速加工機 ... 16 圖 5-6、虛擬控制器兩種介面之切換顯示... 17 圖 5-7、控制介面與下拉功能選單... 18 圖 5-8、 虛擬控 制器 功能模 組 ... 19 圖 5-9、 G54~G59 設 定 ... 20 圖 5-10、 補正 值設 定 ... 20 圖 5-11、 刀具 資料 ... 20 圖 5-12、 工具 機組 態設定 ... 21 圖 5-13、 碰撞 偵測 與自動 尋邊 功能對 話框 ... 21 圖 5-14、 手動 尋邊 與高度 量測 功能對 話框 ... 21 圖 5-15、線性插補示意圖... 23 圖 5-16、極座標系統與卡氏座標系統之轉換... 23 圖 5-17、執行 NC 碼時之程式邏輯... 24 圖 5-18、刀具位置與旋轉軸之關係... 25 圖 5-19、欲交換刀具與被交換刀具之對應位置... 25 圖 5-20、為刀具路徑顯示畫面... 26 圖 5-21、尋邊器與高度量測計... 26 圖 5-22、碰撞偵測節點之設定... 27 圖 5-23、EON 開發環境中傳送數值的元件 ... 27 圖 5-24、X 軸方向尋邊之物件關係... 27 圖 5-25、碰撞偵測節點之設定... 28 圖 5-26、框架節點相對關係之設定與座標系說明... 30 圖 5-27、框架節點關係與接收外部數值之設定... 31 圖 5-28、輔助座標顯示 ... 31 圖 5-29、為完成建構的 V30 工具機... 32 圖 5-30、任意角度觀看虛擬工具機... 32
圖 5-31、網站建構所使用之工具軟體... 33 圖 5-32、網站建構與資料庫管理... 33 圖 5-33、網站畫面 ... 33 圖 5-34、網站會員申請流程架構圖... 34 圖 5-35、執行 Y 軸原點復歸畫面... 35 圖 5-36、X 軸行程超越警告畫面... 35 圖 5-37、主軸轉速限制畫面... 36 圖 5-38、NC 程式自動執行模式... 36 圖 5-39、單節執行模式 ... 37 圖 5-40、使用 G92 指令設定程式零點之畫面... 37 圖 5-41、使用 G55 設定進行工作座標轉換... 38 圖 5-42、X 方向尋邊畫面... 38 圖 5- 43、使用電子尋邊器畫面... 39 圖 5-44、使用指針式高度計量測之畫面... 39 圖 5-45、使用電子高度計量測之畫面... 40 圖 5-46、數控工具機簡介... 41 圖 5-47、NC 碼教學... 41 圖 5-48、學員登錄使用虛擬微銑削機畫面... 41 圖 5-49、檢定題庫 ... 42 圖 5-50、瓢蟲造型與刀具路徑... 43 圖 5-51、進行 X 方向尋邊之畫面... 43 圖 5-52、刀具路徑驗證情形... 44 圖 5-53、四驅車造型與刀具路徑... 44 圖 5-54、X 方向尋邊畫面... 44 圖 5-55、高度量測 ... 45 圖 5-56、刀具路徑驗證畫面... 45
表目錄
表 5-1、數控工具機的四大結構分類... 16
表 5-2、操作介面各部分功能說明... 18
表 5-3、解譯後之結構所對應之 NC 碼與數值資料結構 ... 22
一、前言:
電腦數值控制(Computer Numerical Control)技術自 1950 年代開始被研究發展
以來,期間經過電子工業科技的不斷提升,已廣泛用於各式專用加工機具,如車床、 銑床、鑽床、磨床、冲床、搪床以及各式加工中心機等等,憑藉著其優異的加工效 率以及精確性,促成了精密工業的快速發展。電腦數值控制系統以其快速的計算與 判斷能力,已成為目前最主要的數值控制型式;但是以一般教學環境而言,其購買 單價仍是龐大的負擔,而保養維修不易與危險性考量也常是無法使電腦數值控制課 程成為理論與實作並重的科目。因此,極需一不需要維修之評價的 CNC 學習系統, 例如虛擬工具機(VR CNC) ,可讓學生進行虛擬操作學習,且不需考量維修與危險 性之問題。
二、研究目的:
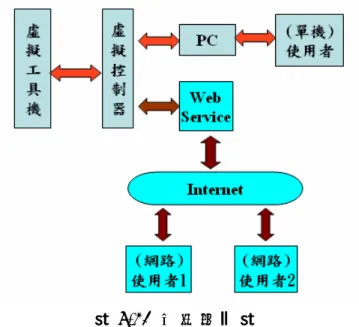
近幾年來,由於電腦設備與網路環境的快速發展,對我們的生活不論在工作模 式、娛樂,或者是消費型態上,皆造成了重大的衝擊與改變;而在教育學習訓練上 之影響與衝擊則更為巨大,數位科技使得平面教材變成了「數位內容」,帶來了相當 多 的 便 利 , 學 生 可 以 在 任 何 時 間 與 任 何 地 點 , 透 過 網 際 網 路 進 行 數 位 學 習 (e-learning)。而在 e-learning 的風潮下,虛擬實境是另一個被重視的技術,虛擬實 境所具備的 3I 特性:融入感(Immersion)、互動性(Interaction)及想像力(Imagination), 藉著空間、感覺與聲音等模擬使人產生沉浸的效果,因此可建構出似真的學習環境, 讓學習者有身臨其境的感受,進而引發較高的學習動機,同時藉由與電腦之互動, 學習者可從中獲得與真實情況相似之學習經驗。 本研究主要在於透過虛擬實境的技術與程式語言之搭配,建構一套『虛擬三軸 銑削加工機』,將此系統導入實際之教學課程,提供一個虛擬化與數 位化之教學平 台,進而降低學生實機操作之危險性,與提高學生之學習熱忱及對實際操作系統之 熟悉度;而網路化數位學習方式亦是本系統發展之重點,透過網際網路學生可輕易 學習數值控制理論與操作虛擬機具,圖 2-1 為系統架構概念圖。 圖 2-1、系統發展架構概念圖 以目前大專院校的數控工具機課程而言,普遍存在實際操作機具時必須多人分 配資源與時間的問題,而數控工具機又是基礎知識與實做並重的一門課程,虛擬數 控工具機的開發正可幫助學生先在虛擬環境中操作機台,並驗證所撰寫的 NC 程式 與加工概念。傳統的數控工具機教學以使用平面教材再配合實際上機為主要的教學 方式,但是平面教材較為枯燥,對於學習者加工觀念的建立較不直接也較不容易, 由 NC 加工概念的建立到實際上機操作之間容易有落差,導致上機實作的前置時間 增加,例如材料與刀具的準備與選用、NC 程式除錯等,或是發生一些不可預期的 情況,致使機器碰撞損壞;再者,數控機具價格昂貴,一般學校教學資源有限,學生 與機器的比例懸殊,每位學生可分配的時間不多以致學習效果相對降低。虛擬工具 機的開發可彌補理論到實作之間的落差,透過與虛擬場景的互動與引導,輔助基礎 知識的教授,尤其是較難建立的 NC 加工觀念,例如座標系統的設定與轉換等,學 生在實際上機前經過虛擬工具機的訓練,可減少機具碰撞耗損與危險發生的機率, 人機互動的虛擬設備也可提升學習興致與教學功效。虛擬工具機的另一優點是可以 藉著網頁式的介面,不受時間與空間的限制,隨時提供學生網路學習資源,且系統 的維護與更新容易。 目前所開發的虛擬 CNC 網頁的重心是在 NC 程式的模擬,如上所述的 3D 刀 具路徑與機具動作驗證(圖 2-2、圖 2-3),對於一般工具機的控制設定如尋邊器的使 用與程式加工原點的設定等等則仍未加入,實體切削模擬與機具碰撞偵測功能也尚未開發,另外刀具資料庫並與虛擬 CNC 串連也是一需要研究的項目,這些元素的 加入都可使虛擬 CNC 更接近真實的機台,也更增加學習與教育的功效,因此本計 畫 之 目 的 即 在 於 將 目 前 的 虛 擬 工 具 機 之 功 能 加 以 擴 充 並 實 際 應 用 於 高 中 職 與 技 專 院校的數控工具機教學上,包括學生的試用與老師的試教,藉此以驗證並持續更新 系統,希望對於傳統教學方式的缺點能夠有所改進與突破,發展出具有切削模擬功 能 以 及 包 含 加 工 刀 具 與 材 料 參 數 資 料 庫 之 數 位 化 CNC 教 學 系 統 , 以 服 膺 e-Learning、e-Training 的概念。 圖2-2、3D 刀具路徑與 NC 程式 圖2-3、NC 程式驗證
三、文獻探討:
虛擬實境技術發展至今,已從最早的國防軍事訓練用途延伸到各個研究領域,而電腦 效能的提升除了使圖形化介面與影音多媒體成為數位化溝通的重要元素,3D 模型的顯示 能力也越來越強大,加上網際網路的普及與虛擬模型標準的制訂,使用者可以直接以網頁 瀏覽器遨遊虛擬的世界,在商業軟體的開發領域,3D 顯示介面更是不可或缺,如 CAD、 CAM、CAE 或動畫製作軟體等都利用強大的 3D 顯示與模型及時互動,使操作者獲得更 直接的視覺圖形。 國外期刊關於虛擬實境的應用與研究不勝枚舉[1~10],各研究領域皆應用其沈浸 (Immersion)與互動(Interaction)的特性,發展出各種介面,而針對 CNC 工具機的文獻有新加坡大學的 Ong 等所開發的網頁式虛擬 CNC 銑削系統[8],使用 VRML(Virtual Reality
Modeling Language)建構 3D 模型與場景,透過 JAVA 程式及 EAI 與 VRML 虛擬場景作互
動,可解譯G code 進行簡單的虛擬切削,該系統並包括碰撞偵測與加工參數模擬如刀具
壽命計算。同樣使用 VRML 與 JAVA EAI 建構虛擬工具機網頁的還有 Suh 等所開發的
WVMT(Web-based Virtual Machine Tools)[9],較前述系統之控制介面豐富,NC 模擬則多 了刀具路徑的顯示,但並未結合加工參數資料庫;針對工業教育方面的研究,有 Lin 等人
的VRTSs(Virtual Reality-based Training Systems)[10],含有 task-planning knowledge,可對
不同的加工進行訓練,應用派區網路(Patri net)理論作為任務規劃與擬定訓練劇本的工
具,特色是使用頭戴式虛擬裝置與搖桿控制介面,但系統是在 UNIX 環境下開發,使用
SGI 公司的 SGI Reality Engine II,對於一般教學應用則有系統平台障礙。另外,Ong 等提 出的教學網頁[11]則完全針對 NC 程式的學習所規劃,分為 2D 與 3D 的教學介面,3D 方 面使用的技術也是VRML 與 JAVA。將虛擬 CNC 工具機與實際機台串連的研究則有 Wang 所提出的遠端即時加工網頁[12],使用 JAVA 3D 作為虛擬場景開發,於機具上裝設感應 器送回座標訊息使虛擬與實際工具機能夠同步動作,藉以監視遠端機台的狀況,虛擬環境 的機台移動僅需座標資料,相較於直接使用攝影機作監視,可大量減少網路頻寬的佔用。 由上述文獻可知虛擬實境在CNC模擬上的應用已有各種開發工具可在個人電腦上實 作出來,且普遍使用了網頁式介面。國內關於虛擬工具機的研究則有許等所建構的網頁虛 擬工具機,除了虛擬場景的互動外,完成了有限制的NC程式模擬(G00、M03、M04、M05)[13]; 針對五軸虛擬工具機的研究,有李等開發的一般化建構方法[14][15],可對不同構型的機具 定義加工軸,免去傳統方式需重新建構的缺點;雖然國內對於虛擬實境技術的研究也有相當 多的參考文獻,教學上的應用也極為多樣化[16~20][23],但目前針對虛擬三軸銑削工具機 於教學上作驗證並改進的研究則少有,本研究之目的即為應用虛擬實境技術所建構的CNC 工具機作為數位化的教學工具,以驗證虛擬工具機在實際教學應用上的成效並加以改進, 目前計畫主持人所帶領之研究團隊已經使用虛擬實境軟體開發出一虛擬CNC銑削工具機 網頁[21][22][23],針對三軸加工機建構虛擬模型,且使用了分散式網路將NC程式解譯模組 置於獨立的伺服器上,而溝通的標準是共用物件請求經紀架構(Common Object Request Broker Architecture, CORBA),(圖3-1)為網頁介面,包含G code、M code與系統使用說明、 3D刀具路徑顯示、標準NC程式解譯、虛擬工具機場景與NC程式之動作模擬以及遠端實體 CNC監控模組,由於刀具路徑與虛擬CNC皆使用3D資料,因此可進行即時的場景互動,如 旋轉、縮放、平移視角,而虛擬CNC亦可依據所讀入並經過NC解譯後的座標資料即時模擬 出機具的動作,使用的工具為Visual Basic程式語言與虛擬實境軟體EON Studio加上OpenGL 顯示環境。
圖3-1、網頁介面
四、研究方法:
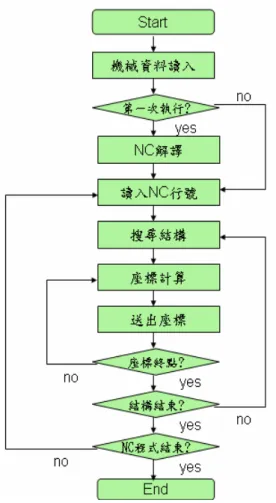
本計畫研究與內容詳述如下: 由於目前的系統僅僅針對NC 程式的解譯與刀具路徑顯示及 VRCNC 動作模擬驗證為 主軸,而實際進行CNC 工具機的操作時還有很多的相關設定必須考慮進去,尤其是座標 系統,這也是學習NC 程式較容易發生的障礙,例如 G92 絕對原點設定與 G54~G59 工作 原點座標設定等,這些設定也是最容易發生意外碰撞的因素同時也是極為重要的NC 加工 概念。已開發的系統操作流程如圖4-1 所示,尚未將工件考慮進去,而加入工件之後,則 需要獲知工件所在的位置,之後則必須以尋邊器來設定程式原點,如此刀具加工動作才能 配合加工完成件進行驗證,因此各座標系統包括機械座標,程式座標與工件座標,必須能 夠建立相關性以便相互轉換,另外完成後的工件模型可由使用者輸入至虛擬場景並定位以 便檢驗NC 程式,如此一來,系統之操作流程成為圖 4-2,在 VRCNC 控制面板上則必須 增加手動XYZ 軸控制功能,並即時顯示出目前的各相關座標,如同操作真實機具一般。 換刀系統方面,目前的系統可展示換刀動作,但未建立完整刀具庫,本年度將建立常用的 標準刀具供使用者選擇,以符合實際加工狀況。除了既定的系統升級工作,配合本校機械 系數控工具機課程之教授,以此系統實際作教學試用,利用網頁服務模式,使學生除了上 課時間,隨時可藉由網際網路進行課外練習,並由學生使用反應作介面上的改進,使系統 更具親和力。系統開發使用Visual Basic 程式以 ActiveX 內嵌虛擬實境軟體 EON Studio 虛擬場景檔
案,EON 主要負責場景建構與簡單的模型互動功能,座標輸入與移動皆於 VB 環境開發 程式模組,由於虛擬場景的物件移動是因為持續改變座標,越小的座標間隔可以得到更好
的效果,但相對必須付出更多的系統效能,因此目前的NC 加工模擬是以實際世界的 1mm
為移動單位,開發工件定位與程式原點設定功能時同樣使用由VB 程式計算並傳送座標至
圖4-1、系統目前操作流程
圖4-2、加入工件與程式原點設定程序後之操作流程
圖4-3、Visual Basic 程式與 EON 的傳值方式
五、結果與討論:
本研究應用 Microsoft Visual Basic 6.0 進行虛擬控制器之開發,依據實際控制器
之功能加以撰寫,整合虛擬實境軟體 EON Studio 所建構之擬真場景,並結合網路相 關技術之運用,可提供學生於實際上機前之加工流程演練與數控程式驗證,亦可透 過網路進行數位學習。本研究所開發之三軸銑削加工機系統,可提供數控程式碼教 學與三軸銑削加工學習之數位教學輔助工具。 (一)虛擬 CNC 銑削工具機之發展與實作 1-1 數控工具機操作與教學實務 數控工具機之基本操作流程如圖 5-1 所示,包含前置準備、啟動機器主電源、 啟動控制器電源、工件夾持與定位、機械原點復歸、檢查基本設定、裝設刀具、刀 具號碼確認、工件尋邊、座標系統設定、輸入 NC 程式、實際加工等。目前高中職 及大專院校於數控工具機之教學課程模式,主要先以教科書教授基本理論與 NC 程 式撰寫練習,再配合 CAM 軟體或由學生撰寫可加工之 NC 程式,最後再進行上機 實作。 本研究所開發之虛擬工具機,目的在於做為數控課程之輔助教學,使學習者能 夠在 NC 程式的學習階段就能夠有一虛擬機器可進行測試並驗證所學所得;NC 程式 的教學重點,如工件尋邊、座標系統等較難由課堂課程傳授與說明,虛擬工具機可 彌補不足,提供實際上機前的操作演練,進而降低機具碰撞之發生,以提高實習課 程之安全性;而目前數控機具價格昂貴,教學資源有限,虛擬工具機做為教學輔助 的另一項優點是可攜帶性,隨時可以展示機台的動作與 NC 指令間的關係,不需要 實際到真實機具前,即可進行教學與訓練。 圖5-1、數控工具機操作流程 1-2 虛擬工具機之開發 本 研 究 中 的 虛 擬 工 具 機 是 由 兩 大 部 分 所 構 成 , 即 工 具 機 虛 擬 場 景 與 虛 擬 控 制 器,虛擬場景的構成是使用EON Studio 5.1[24],虛擬控制器的開發則是使用Visual Basic 6.0 程 式 開 發 環 境 , 利 用 EON 本 身 所 提 供 的 函 式 庫 以 及 微 軟 視 窗 系 統 下 的 ActiveX物件內嵌虛擬場景於VB表單中,可與VB程式互傳數值資料。
本研究系統之規劃,如圖 5-2 所示,學習者可於單機上操作,亦可以於網路連
化的環境則可克服地域與環境上的限制,系統實作之步驟與內容在以下章節有詳細 之介紹。
圖5-2、系統架構圖
1-2-1 真實工具機
本研究中所模擬的主要機台是台灣麗偉公司所製造,型號V30之三軸加工中心
機,採用Mitsubishi PC-based控制器,作業系統為Microsoft Windows NT 4.0,極限 行程X軸760mm、Y軸410mm、Z軸510mm,刀具軸於Z軸方向作動,工件平台負責X 軸及Y軸方向的運動,主軸馬達功率5.5/7.5KW,最高轉速8000rpm,配備刀臂式自 動換刀系統,刀庫可容納之刀具數為24組,圖5-3為V30機台之實際照片。以下小節 所探討的為真實三軸銑床之結構、模組功能與教學實務,以做為開發虛擬機器之參 考。 圖5-3、麗偉 V30 加工中心機 1-2-2三軸工具機結構 三軸工具機的種類繁多,且包含各種不同的構型,例如以三軸銑床而言,主要區分為 立式或臥式銑床,構型上可由機具的三個第一線性軸是由主軸或床台所帶動來區隔,立式 三軸工具機的X、Y、Z軸向控制較常見的有三種形式,其中一種是龍門型,亦即Z方向與X 方向的運動由主軸所控制,Y方向運動則由加工平台控制(圖5-4);另外一種則是加工平台 負責X方向與Y方向的移動,主軸負責Z方向動作,V30即屬於此種形式;有些高速加工機 因考慮機具穩定與冷卻,則有Z方向與Y方向的控制置於主軸上,平台負責X軸向的機體構 造,如圖5-5中的高速工具機;另外較特殊的也有三軸運動皆由主軸本體控制,通常用於加 工龐大的工件,因重量大必須採用固定式平台。但所有機型的座標系統皆遵循右手定則。
圖5-4、立式龍門型加工機 圖5-5、DMC 高速加工機 數值控制工具機的結構可分為數控系統、驅動系統、與機械本體四大部分[25],表5-1 為各部分所包含的元件,而虛擬工具機的製作則僅需考慮數控系統與機械本體的部分,所 謂的驅動與量測事實上皆以三維座標運算與轉換達成。 表5-1、數控工具機的四大結構分類 數控系統 驅動系統 量測系統 機械本體 包含元件 電腦硬體 軟體功能 操作介面 馬達驅動器 伺服馬達 滾珠導螺桿 編碼器 光學尺 主軸 主軸馬達 工作平台 導軌 自動換刀系統 1-3 虛擬控制器之開發 1-3-1 控制器介面規劃 本研究所開發之虛擬控制器功能是參考配備於麗偉V30綜合加工中心機上的三菱控制 器,型號MELDAS 64[26][27],簡化功能後,並考慮教學需求所構成的虛擬控制器操作介 面,面版功能主要區分為手動操作模式與程式操作模式,功能包含有自動執行、手動編輯、 原點復歸、JOG控制、手輪、快速移動、寸動七個模式做切換,其中手動編輯與自動執行 模式下介面表單會切換至自動模式,此模式下所有手動操作按鈕皆不予顯示,而切換至手
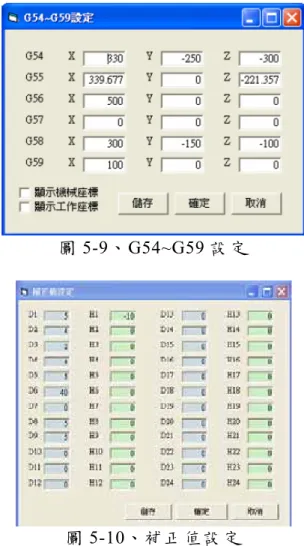
動控制模式時,則NC控制按鈕隱藏,圖5-6是虛擬控制器兩種介面之切換顯示,圖5-7是控 制器介面與下拉式選單內的功能模組。NC程式編輯視窗可直接輸入NC碼或由儲存媒介中 讀取NC檔案,在自動執行模式下無法編輯程式,而切換至手動編輯模式時,則可進行程式 的修改,直接執行單行或多行NC程式,在NC視窗上並顯示有NC程式的總行數與目前所已 執行的行數,執行中的NC碼會在視窗中呈現反白狀態,若開啟單節執行功能時則可逐行執 行NC程式;座標系統則有目前座標、絕對座標與程式座標顯示,歸零按鈕可設定加工座標 的絕對位置;系統狀態方面顯示目前加工平面(G17~G19)、工作座標系(G54~G59)、絕對或 相對座標系統(ABS/INC)、目前使用之單位與刀具補正狀態;手動操作模式方面,包含X軸、 Y軸、Z軸方向與速度控制、主軸控制、進給速率控制與刀庫旋轉控制,以及緊急停止與系 統重設按鈕。表5-2對照圖5-6列出操作介面上的各部分功能說明。圖5-8為虛擬控制器功 能模組。 圖5-6、虛擬控制器兩種介面之切換顯示 最上方的下拉式選單由左至右依序為檔案、設定、功能、路徑與顯示五項,檔案是處 理NC程式的讀取、儲存等一般功能,顯示則決定控制器表單是否為最上層顯示,設定一項 中有四個對話框,用以設定工作座標系、刀具補正值、刀具庫資料與工具機組態,圖5-9 顯示工作座標設定表單,可由使用者輸入座標設定值,所設定的座標值如同實際工具機一 樣儲存於硬體中,不因重新開機而消失,此處是以檔案方式處理之;圖5-10為補正設定表 單,可設定D1~D24、H1~H24共48個補正數值,數值同樣儲存於外部檔案中,啟動控制器 時自動讀入;圖5-11是刀具庫資料,紀錄刀具所在刀庫編號與刀具描述,圖5-12是有關工 具機的設定,可輸入三軸極限行程與三個軸向所屬的控制單元,以適應不同型態的三軸工 具機,而設定好的數值可另行存檔,因此對應到該型工具機時直接讀取其設定檔案即可, 達到多機使用的目的。
圖5-7、控制介面與下拉功能選單 表5-2、操作介面各部分功能說明 編號 功 能 說 明 1 NC檔案讀取、儲存、另存新檔與清除 2 工作座標系、補正表、刀具庫與行程與軸向設定表單 3 碰撞偵測、自動尋邊、手動尋邊、高度量測對話框 4 刀具路徑顯示 5 設定虛擬控制器是否為最上層顯示視窗 6 NC程式編輯視窗,執行時自動反白所執行的程式 7 程式執行燈號,告知使用者目前是否正在執行NC程式 8 單節執行功能,勾選之後則每按一次程式開始按鈕執行一行NC 9 顯示所執行程式的總行數與目前已執行行數 10 原點復歸燈號,完成回歸後亮起 11 工作座標系統 12 零點設定鈕,可將加工座標系原點置於該處,須加減刀半徑值 13 程式座標值,執行NC程式時的加工座標系統 14 相對於機械座標系原點的座標值 15 超過機器三軸可動行程時的警告信號 16 顯示目前系統的設定值 17 顯示主軸轉速、進給速度、刀號、模式碼與補正編號 18 NC自動執行模式,此模式下不可進行程式編輯 19 NC手動編輯模式,可切換至此模式進行程式編輯 20 原點復歸模式,在此模式下方可進行原點復歸動作 21 手動JOG模式,移動速度由JOG速度設定值決定 22 手輪控制模式,由轉動格數與倍率設定決定移動增量 23 快速移動模式,由G00速度設定決定移動速度 24 寸動控制模式,由倍率設定決定移動增量 25 系統重設與緊急停止按鈕
26 倍率選擇,決定手輪模式與寸動模式下的單位進給量 27 選擇手動模式下的控制軸 28 JOG速率設定,0~2000mm/min二十五段切換 29 G00移動速度比率設定,0%、25%、50%、100%四段切換 30 G01比率設定,0%~240%二十五段切換 31 JOG模式、快速模式、寸動模式下的方向控制鍵 32 手輪,選定格數後,按下方向鍵移動 33 主軸順時針旋轉 34 主軸停止旋轉 35 主軸逆時針旋轉 36 主軸轉速增加,每按一次增加10%,最多可增加20% 37 主軸正常速度,取消已增加或減少的比率 38 主軸轉速減少,每按一次減少10%,最多可減少50% 39 刀庫順時針旋轉 40 刀庫逆時針旋轉 41 啟動原點復歸,需配合所選定的控制軸 42 啟動NC程式 43 停止NC程式 圖5-8、虛擬控制器功能模組
圖 5-9、G54~G59 設定
圖 5-10、補正值設定
圖 5-12、工具機組態設定 功能下拉選單中包含四個屬於虛擬實境應用的功能,啟動決定碰撞偵測的物件並啟動 後,如果該物件在操作時有干涉的情況發生時,虛擬場景中會顯示出干涉警示訊息,以利 使用者判斷是否有意外的碰撞發生以及加工路徑是否有過切之情形;第二與第三項尋邊功 能同樣是利用碰撞偵測功能配合程式邏輯,模擬實際加工前的XY座標尋邊動作;高度量測 與尋邊功能同是利用碰撞偵測所實作而成,圖5-13是功能下拉選單中的碰撞偵測與自動尋 邊對話框,圖5-14是手動尋邊與高度量測對話框。尋邊與高度量測的操作將在第五章的系 統測試中說明。 圖 5-13、碰撞偵測與自動尋邊功能對話框 圖 5-14、手動尋邊與高度量測功能對話框 1-3-2 CNC 程式解譯 數值控制機具的加工過程主要是依據操作者所給予的NC程式來執行,目前由於 加工自動化的快速發展,各種協助NC前、後處理的電腦輔助製造軟體被廣泛應用, 但是其購置成本高,除了軟硬體設備的配合之外,人員訓練也包含在整體成本之內。 本研究中的NC程式解譯模組則是針對手寫或自動產生的NC程式進行資料結構的重 整,將原本屬於程序式的NC程式以行號為標籤,進行加工資料的結構化分類,將所 有運動分為直線結構、圓弧結構、固定循環結構與原點回歸結構四類主要結構,且
結構中的座標資料是依據絕對座標系統(G90)或相對座標系統(G91),以及加工原點 設 定(G92)所 計 算 , 且 每 一 結 構 中 並 記 錄 該 結 構 的 刀 徑 補 正 (G40~G42)、 刀 長 補 正 (G43、G44、G49)資料與工作座標設定(G54~59),以及轉速(S)、進給率(F)、刀號(T), 其中刀徑補正、刀長補正與工作座標設定僅做資料記錄但並不加以偏置與轉換,而 是由使用該解譯模組的程式開發者依據所發展之系統所設定的座標與補正值進行轉 換與刀具路徑偏移,以適應不同開發者的需求。又四個分類結構中的固定循環與原 點回歸是由多重直線結構所合成,因此最終結構再分類為加工原點、快速定位、直 線切削、圓弧切削與模式碼五種,表5-3列出五種解譯後的結構與對應的NC碼,以 及每一結構中所記錄之數值。 表5-3、解譯後之結構所對應之 NC 碼與數值資料結構 工作原點 快速定位 直線切削 圓弧切削 模式碼 NC碼 G92 G00、G28、 G29、Cycle G01、Cycle G02、G03 M Code 紀錄數值 結構編號NC行號 起始行號 設定值 結構編號 NC行號 起始行號 座標系統 加工平面 起點座標 終點座標 補正資料 主軸轉速 移動速度 刀號 結構編號 NC行號 起始行號 座標系統 加工平面 起點座標 終點座標 補正資料 主軸轉速 進給速度 刀號 結構編號 NC行號 起始行號 座標系統 加工平面 圓心座標 起始角 終止角 圓弧半徑 補正資料 主軸轉速 進給速度 刀號 結構編號NC行號 起始行號 刀號 1-3-3 工具機軸向運動控制 在本研究中,是透過虛擬控制器傳入之數值改變虛擬場景中物件的座標位置, 以達模擬工具機加工的動作效果。在實際工具機之加工運動上,控制器本身會進行 插補運算,使得刀具運動路徑符合各軸同動的結果,而我們在建構虛擬工具機上同 樣必須進行插補運算,計算出每一 NC 單節做動時在各軸上的單位增量值,也就是 虛擬環境更新每一畫格時物件在 XYZ 軸上的座標改變量,如此一來虛擬機台運動 時才能顯示正確的刀具路徑與機器的加工動作。以下就線性插補與圓弧插補的座標 計算方式分別說明: (1) 線性插補 在實際的工具機線性插補計算上需要三個參數:起點座標、終點座標與各軸速 度,而虛擬物件的運動控制則僅由座標決定,因此在虛擬場景中需考慮更新每一畫 格時各軸的座標增量值,計算方法如圖 5-15 所示,假設起點與終點座標為已知,可 計算出該線段的總長度 L,因此在該線段前進 a 單位時,各軸上座標增量值可由 L 與 a 之比例計算而得,但限於硬體顯示效能,過小的增量並沒有更佳的效果,本研 究 中 每 一 畫 格 的 長 度 增 量 最 大 值 為 1mm, 手 動 控 制 模 式 下 的 單 位 增 量 最 小 值 為
0.001mm,執行 NC 程式時,若該直線段長度小於 0.1mm 則每一畫格直接更新至該 行 NC 的終點座標。 dx dz dy (X1,Y1,Z1) X Y Z a dx=(X2-X1)*a/L dy=(Y2-Y1)*a/L dz=(Z2-Z1)*a/L (X2,Y2,Z2) L (X1+dx,Y1+dy,Z1+dz) 圖5-15、線性插補示意圖 (2)圓弧插補 圓弧插補是將圓弧運動以高解析度的短直線分割,在極座標系統上圓弧可由起 始角、終止角與半徑定義,若轉換到卡氏座標則有如圖 5-16 所示的關係,其中 Xc、 Yc 是圓心在卡氏座標上的位置,圓弧插補在 NC 程式中所給予的資料需包括起點座 標、終點座標、圓弧半徑或圓弧中心座標、圓弧方向,在 1-3-2 小節中所提到的 NC 解譯函式庫已將這些資料轉換為圓弧中心座標、圓弧起始角、圓弧終止角與圓弧半 徑,因此決定出極座標系的角度增量後即可利用轉換公式計算出目前的刀具位置。 (Xc,Yc) (Xc+RCosθ , Yc+RSinθ ) R θ X Y 圖5-16、極座標系統與卡氏座標系統之轉換 1-3-4 座標系統與座標轉換 由於NC解譯函式庫每次進行程式解譯時是使用其內定的初始設定值,而僅開放出機械 原點相對於程式原點的座標值供每次解譯NC時預先設定,但操作虛擬工具機時必須使用手 動方式移動刀具位置,或者執行完前一個NC程式後停止於某個位置,並不見得與NC解譯 的初始設定相同,而除了座標必須進行轉換之外,還有一些NC碼屬於一旦宣告之後除非關 閉機器或者重設機器,否則便維持宣告之後的設定,例如絕對或相對系統、加工平面選擇、 工作座標系選擇等,因此欲將該NC解譯核心整合到虛擬控制器中勢必要解決一些問題,因 此實作上是取用NC解譯後的大部分資料,再以程式依據目前座標系統進行刀具路徑的平 移。圖5-17說明執行NC碼時之程式邏輯。
圖5-17、執行 NC 碼時之程式邏輯 1-3-5 換刀系統 以切削加工中心機而言,通常配備有刀具庫與自動換刀系統,方便加工流程中刀具的 快速更換,本研究中的機台配備刀臂式換刀系統與旋轉刀庫,可使用T碼呼叫刀具至換刀 位置,M碼來進行換刀動作,而每一把刀具的編號與所在刀庫位置必須在控制器上註冊, 如此一來控制器便會自動去找到操作人員所需的刀具,因此虛擬換刀系統同樣必須隨時紀 錄刀具號碼以及換刀之後刀具所在的刀庫編號,以確保多次換刀之後系統仍然可以作動無 誤。虛擬場景的部分,為了降低刀具變換後物件位置的複雜性,使用兩組刀具模型,一為 加工刀具,負責加工動作模擬時的顯示與碰撞偵測;另一組則專司換刀動作,以下分兩部 分說明之: 1.加工刀具組 此組刀具所有物件皆固定於主軸上,而顯示在畫面上的只有目前刀具,其餘則隱藏, 一旦控制器接收到換刀指令後,刀具便依據控制器的指示變更目前刀具的顯示,例如目前 使用編號一的刀具,則該把刀具顯示,其餘刀具則隱藏,但若是直接變換則無法顯示出自 動換刀系統的特色,因此還需要配合換刀刀具的動作。 2.換刀刀具組 此組刀具僅負責換刀動作的顯示,但所需要的動作較複雜,以旋轉式刀庫與刀臂式換 刀而言,從下刀、換刀至收回刀筒以至於在刀庫中旋轉,必須定義出三個旋轉參考軸,即 換刀軸、收刀軸、刀庫旋轉軸圖5-18說明換刀動作刀具位置與旋轉軸之關係,圖5-19說明 刀具交換時欲交換刀具與被交換刀具之對應位置。
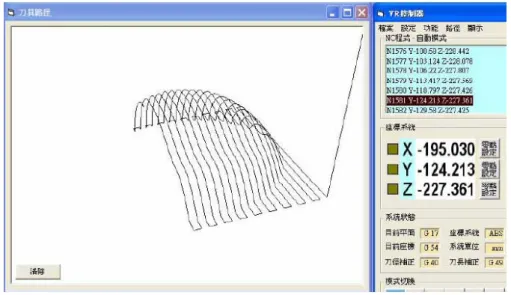
圖5-18、刀具位置與旋轉軸之關係 圖5-19、欲交換刀具與被交換刀具之對應位置 1-3-6 即時刀具路徑顯示 本研究所使用之VR 軟體 EON Studio 由於本身內建節點僅提供了簡單的直線段繪製功 能,且無法於模擬時新增線段,這對於NC 路徑的顯示上是一大限制;在本研究中對於刀 具路徑的三維顯示是另外使用OpenGL 開發環境來實作,雖然 OpenGL 主要是使用 C++程 式語言,但目前已經出現可在VB 環境實作之參考元件與函示庫,如此一來使得在 VB 環 境運用支援OpenGL 的 3D 加速設備變得更加方便,顯示即時路徑的方法是擷取虛擬控制 器的座標,而後利用線段繪製的方式連接每一NC 結構的起迄座標並逐一畫出,圓弧的繪 製方式則是進行插補運算時便將每一次改變的座標值傳送到顯示路徑的副程式中,最後呼 叫OpenGL 顯示出結果,圖 5-20 為刀具路徑顯示畫面。
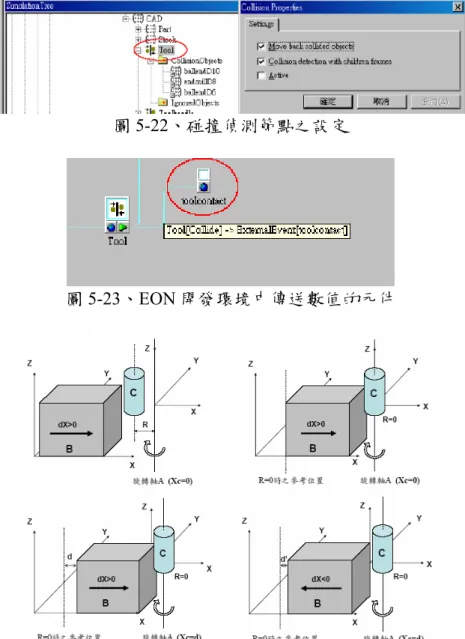
圖5-20、為刀具路徑顯示畫面 1-4 尋邊與高度量測 尋邊是加工之前的重要工作之一,本文中所模擬的尋邊工具為一偏心器,高度計量則 是使用指針式Z高度計,如圖5-21所示。使用VR開發工具模擬時,開發者必須知道何時物 件發生干涉,EON Studio內提供一碰撞偵測(Collision)節點,可偵測虛擬場景中的物件是否 發生干涉的情形,設定方式如圖5-22所示,將節點置於要進行碰撞偵測的框架之下,再將 需要與該框架中的物件發生碰撞偵測的框架連結置入CollisionObjects中,但若只是使物件 發生碰撞偵測事件仍無法達到尋邊動作的模擬,仍然需要配合程式邏輯撰寫,以偏心尋邊 器進行尋邊動作時,在碰觸工件之後原本的偏心量會逐漸縮小,當偏心量減至零時控制器 上的座標即是所需的數值,虛擬世界與真實情形不同的是在尋邊器與碰撞發生時,理論上 就已得知正確的座標位置,但虛擬的物件是以三角網格所表示,因此如偏心棒之類的圓形 物件並非真正的圓形,其誤差與網格的細密度有關,再者,偏心旋轉而前進的物件與平面 發生干涉時的座標並無法直接使用,因為還需考慮到碰撞時的旋轉偏心位置。實際以一半 徑5mm高100mm的圓柱與100mm立方的方塊測試,其碰撞偵測的精度可達到0.001mm,這 對於一般工具機的尋邊精度而言已足夠,為了使虛擬場景的碰撞事件可以傳送到VB程式 中,必須在EON開發環境中設定傳送數值的元件,圖5-23中標記的物件即負責送出數值的 元件Outevent。進行X軸方向的尋邊動作時虛擬場中的物件關係如圖5-24,假設R為偏心半 徑,Xc為偏心軸對自身座標系統的X值,當方塊B未碰撞偏心旋轉的圓柱C時,則持續前進, 當方塊B與圓柱C發生碰撞則每次R遞減一單位直到R=0,R=0之後則由方塊移動增量dX的 正負來判斷方塊是繼續往圓柱的方向移動或是往離開圓柱的方向移動,若是往圓柱移動則 圓柱的平移量為d,若方塊離開圓柱,則圓柱的平移量維持目前的值。 圖5-21、尋邊器與高度量測計
圖5-22、碰撞偵測節點之設定 圖5-23、EON 開發環境中傳送數值的元件 圖5-24、X 軸方向尋邊之物件關係 高度量測方面則較為單純,因不需考慮旋轉與偏心的問題,僅需紀錄第一次發生碰撞 時的Z座標,而後刀具下降的Z增量等於高度計量測面的下沈量,直到量測面到達定位,完 成測量動作,圖5-25說明碰撞前與碰撞後的物件位置關係。在虛擬場景必須考慮的另一個 問題則是高度計的放置,實作的方式是建立一高度計三維控制表單,可由操作者自行決定 位置,最後按下放置按鈕,使高度計自動下降至與工件接觸後停止,因此必需設定高度計 與工件之碰撞。 另外刀具庫中也建置了電子式的尋邊器,因為不需考慮偏心旋轉問題,此利用碰撞偵 測功能即可完成製作,而電子式的高度計同樣也利用碰撞節點實作完成。
(二)虛擬工具機之教學系統整合 2-1 工具機模型與虛擬場景 使用EON Studio製作虛擬場景所需要的資料如表5-4所列,正確的三維零件模型是建構 虛擬工具機所必須的資料,是虛擬環境中的基礎物件,機台構型決定模型間的框架關係, 再由物件相對位置進行虛擬環境中的組裝,而材質的使用與音效加入雖然並非必要,但是 卻能使物件的呈現更加真實,達到擬真的效果。 表5-4、製作工具機虛擬場景所需之資料 在電腦輔助設計軟體中,例如Pro/E、Solidworks、CATIA等等,當使用者必須建構較 複雜的物件時通常都是採用組合零件的方式,亦即各部零件是被獨立繪製的,而後再將零 件進行組合,與實際上的產品組裝是相同的,也因此CAD系統業者已持續將產品擴大到虛 擬組裝甚至是生產線的模擬,就其呈現的方式而言,亦可算是虛擬實境技術在工程上的開 發與應用。在建立虛擬環境之前,必須先決定虛擬機台的零件使用並加以測量。於EON中 建構虛擬場景的第一個步驟即是匯入先前已繪製的立體模型,利用CAD軟體繪製完成後另 存成STL或IGES等其他標準格式檔案,再使用EON中的模型匯入功能,亦可先經由3D Studio MAX等動畫製作軟體設定好相關材質後再行匯入。匯入所有零件之後會於模擬樹 (Simulation Tree)視窗看到樹狀的物件結構;每一個物件在EON裡皆稱為節點(Node),這些 節 點 可 以 是 模 型 、 材 質 、 動 作 、 光 源 、 行 為 等 等 , 可 以 使 用 的 節 點 則 顯 示 在 組 成 (Components-Nodes)視窗裡,路由(Routes)視窗中則可以定義節點之間的事件關聯與邏輯關 係[28][29]。 2-2 工具機座標系統 虛擬場景中的所有物件座標皆是相對於內定的三維世界座標系統,此一座標可視為一 絕對座標系,當物件匯入時將其繪圖座標與世界座標設定為重合,之後再移動至相對位置 上。EON Studio中用來決定物件位置的節點是框架(Frame)節點,該節點定義了六個數值, 而每一個框架節點都可視為一個相對於上層節點的新座標系,圖5-26中以”平台Y”框架節點 為例,框架節點中的六個數值所代表的即是 「平台Y」框架之下的物件相對於「X校正」 座標的位置,因此理論上使用者可以定義出無限多個座標系。三軸工具機的動作若只考慮 加工路徑,一般僅有經過插補運算後的三維直線與二維圓弧,或無插補運算之直線移動, 雖然EON Studio提供多種運動節點,以位移(Place)節點為例,將其至於框架節點下,即可 藉由改變座標而達到物件動作的效果,也可做三維空間的插補運動,對於工具機直線段運 動可勝任大部分工作,但是對於圓弧切削的處理,就顯的累贅,因為每一次的旋轉皆必須 指定旋轉參考軸,也就是說每次的圓弧運動皆必須改變與上層框架的相對位置,而一旦改 變了上層框架的座標值也就等於改變物件的座標,因此物件位置也跟著上層節點而改變, 此時唯一的方法是再將物件座標扣除上層節點的移動量,如此一來除了增加座標系統的複 雜性,也會使虛擬控制器的開發受到限制,日後程式移植的彈性大為降低,故本文捨棄軟
體本身的運動節點,選擇自行撰寫程式控制物件座標值,達到移動效果,另一個優點是保 有虛擬控制器系統核心的完整性,不必依賴虛擬實境軟體內建之功能,而將其定位在較偏 向三維場景彩現的工具。實做上,三軸控制就如同真實工具機一般,所有的運動都是由三 個線性軸所合成,而各軸移動是屬於主軸或床台則關係著框架節點間樹狀結構,以V30而 言,XY軸是由床台移動所控制,Z軸則是由主軸移動而決定,因此將Z軸框架獨立放置, XY軸框架則必需屬於父子關係,再將物件的幾何(Mesh或Shape)節點連結置於最底層,如 此一來,當改變X軸座標時僅有接收到數值的框架座標改變,但下層的所有物件都會跟著 變換到新的位置,改變Y軸座標時亦同。圖5-27說明節點設定方式,首先在模擬樹數窗 (Simulation Tree)中新增框架節點”X"、”Y"、”Z”,將加工平台的幾何圖形置於最底層, 而後將”X"、”Y"、”Z”框架拖曳至路由(Routes)視窗中,接著設定外部資料接收物件,數 值型態設定為SFVEC3F,亦即該數值屬於三維向量,這是因為框架節點接收座標時皆以一 組三維座標或三維旋轉座標為依據,此物件的名稱即VB程式利用動態連結函式庫傳送數值 時所輸入的名稱,最後將該物件連結至框架節點後就完成工具機運動控制部分的基本設定。 圖5-26、框架節點相對關係之設定與座標系說明
圖5-27、框架節點關係與接收外部數值之設定 2-3 虛擬場景之座標顯示 工具機的座標轉換概念是撰寫程式與加工的基礎,為了幫助教學說明,因此利用虛擬 環境中顯示座標系的方式,使機械座標與加工座標能夠直接在3D環境中顯示,可以更清楚 的展示座標系統的使用,在虛擬場景中的座標可隨刀具移動以及座標設定而清楚的顯示出 刀具、機械原點與工作原點間的相對位置與關係,由於使用三維環境顯示,更加容易說明 座標轉換的運用方式,且配合程式操作,可立即見到機器的反應,使教學上有直接的效果, 如圖5-28所示,在虛擬場景加入座標系標誌,立即觀察到目前刀具位置與座標系統之關係。 圖5-28、輔助座標顯示 2-4 虛擬控制器與工具機之連結 由於虛擬工具機的刀具與加工平台是依據NC程式的被解譯後的座標來移動,因此重 點是如何將點位資料傳送給虛擬工具機,由於EON的內定節點大部分是針對一般使用設 計,當開發者有特殊需求時往往不敷使用,因此EON提供了程式編寫的功能,包括
JAVAScript與VBScript,另外可與VB程式互相傳送資料的控制項EonX Type Library,使VR 環境的功能得以擴充。在前面小節所提到,EON開發環境中負責與VB程式傳送數值的元件 有兩種,分別是Inevent與Outevent,在路由視窗中設定好這兩個元件後,就可在VB程式中 使用EonX動態連結函式庫做數值傳送,以圖5-22中的碰撞節點為例,所要傳送的數值型態 是布林值,則VB端所接收到的會有兩個數值,一是Outevent的名稱,屬於字串變數,一是 所傳送的數值,反之,要由VB傳送數值時也必須指定物件名稱,且傳送屬性相同的變數。 完成虛擬控制器與虛擬場景的連結工作後,開啟系統主畫面可選擇不同工具機的虛擬 場景檔案,圖5-29為完成建構的V30工具機,利用下方捲軸可調整機殼的透明度,使用滑 鼠可遊走於虛擬場景中,並可由任意角度觀看虛擬工具機(見圖5-30),或使用鍵盤指令開閉 安全門與照明光源。
圖5-29、為完成建構的 V30 工具機 圖5-30、任意角度觀看虛擬工具機 2-5 網路化環境規劃 在資訊化的現代,網路的普及使學習方式進行相當大之轉變,數位學習型態在近幾年 來已廣泛盛行於各領域。如圖5-31所示,本研究使用Apache網站伺服器[30],搭配網頁程 式語言PHP[31],以及MySQL資料庫[32],建置一可管理與討論之學習網站,其中運用 phpMyAdmin套件[33]進行MySQL資料庫之管理作業,圖5-32(a)為使用PHP編寫網頁畫面, 圖5-32(b)為使用phpMyAdmin進行資料庫之管理作業畫面。 在虛擬多軸工具機系統網路化上,由於VB程式本身可以封裝成網頁型態,透過微軟 作業系統的ActiveX元件,即可置於網頁伺服器下,提供使用者瀏覽,使用IE網頁瀏覽器將 虛擬環境相關檔案下載至用戶端,直接以瀏覽器介面開啟。而在學習網站之操作上,使用 者需註冊成為會員之後,方可使用本虛擬多軸工具機學習系統,而網站所提供之內容部分, 包括虛擬多軸工具機學習系統、使用者討論區、加工參數資料、以及操作指令資料等,圖
5-33為網站畫面,圖5-34為本網站會員申請流程架構圖。 (a) Http Server (b) 網頁語言 (c) Database (d) 資料庫管理 圖5-31、網站建構所使用之工具軟體 (a)php 編輯網頁 (b)phpmyadmin 管理資料庫 圖5-32、網站建構與資料庫管理 圖5-33、網站畫面
圖5-34、網站會員申請流程架構圖 (三)CNC 銑削工具機教學系統之測試 本研究所模擬之機台,分別是 LEADWELL V30 三軸加工機,在上述章節說明 其建構方法與流程,而本章節將就建構完成之系統進行測試與敘述。 3-1 V30 三軸銑削加工機 3-1-1 手動操作模式 (1)原點復歸 大部分的數控工具機在啟動之後,必須先執行原點復歸,因前次關機時通常為了機台 平衡理由而將主軸置於床台中央,在執行過原點復歸後才允許執行程式,雖然也有些工具 機在開機後便將依據目前刀具絕對位置與G54工作座標計算出目前工作座標,但以教學的 角度來設定,仍希望讓操作者先進行原點復歸的操作,圖5-35為執行完X軸復歸後,執行Y 軸復歸的狀態,已執行復歸的軸向其復歸燈號會亮起以告知使用者該軸已完成復歸動作, 三個軸向依序完成原點復歸後,則目前座標值便以G54座標系為參考座標,也就是顯示為 G54座標設定中正負號相反之值。
圖5-35、執行 Y 軸原點復歸畫面 (2)快速移動、JOG、手輪與寸動 進行尋邊或高度量測時,可先使用快速移動、JOG控制模式將刀具移至工件附近,再 使用手輪或寸動模式逐步接近,手動軸向控制有行程限制功能,當任何一軸超越行程後就 不再動作,此時行程超越的警告信號將會被開啟,與虛擬場景中的紅色警告燈做閃爍顯示, 圖5-36為X軸機械座標已經超過行程限制的畫面。 圖5-36、X 軸行程超越警告畫面 (3)主軸轉速控制 手動模式下的主軸轉動控制有六個按鈕,可以命令主軸正反轉與加減速,若轉速設定 超過機具極限轉速時,則如圖5-37彈出警告對話方塊。
圖5-37、主軸轉速限制畫面 3-1-2 NC控制模式 (1)自動執行與手動編輯 使用NC自動執行模式時,僅能由外部儲存媒介讀入NC程式檔,並不允許修改,只有 切換至手動編輯模式才能直接在文字視窗中修改程式內容或者直接在文字視窗中鍵入手寫 的NC程式,圖5-38的畫面顯示在自動模式下執行NC程式,執行中的程式碼會以反白狀態 持續追蹤顯示,若此時按下停止程式按鈕,則程式暫停,目前所執行的程式總行數與已執 行的行數顯示於右方的計數器中,待使用者再次按下程式起動按鈕,則由下一行NC碼繼續 執行。 圖5-38、NC 程式自動執行模式 (2)單節執行 勾選NC程式視窗中的單節執行核取方塊後,便啟動單節執行的功能,程式會在每一 行結束後暫停,按下啟動按鈕後則執行下一行,方便使用者逐一檢視每行NC程式的執行結 果,如圖5-39所示。
圖5-39、單節執行模式 3-1-3座標系統設定 在本系統的操作中,如同實際加工前的情形,必須有正確的座標設定,才能夠依照加 工者的想法執行NC程式的刀具路徑,數控機具的座標轉換一般是使用G92指令或G54~G59 來選定工作座標系統,以下分別說明本系統的操作情形。 (1)G92 G92指令的作用為指出目前刀具與程式座標原點的相對位置藉以設定程式零點,圖 5-40為完成尋邊動作之後,利用G92指令設定程式座標系統的例子,在這個例子之中,設 定刀具對程式零點之Z座標為100mm,因為已事先由工作零點提高了100mm的距離。 圖5-40、使用 G92 指令設定程式零點之畫面 (2)G54~G59 如圖5-41所示,以G55座標為例,當改變G55座標系統的設定值後,目前座標的顯示自 動轉換到該工作座標系,由於G54~G59座標系統是相對於機械原點,因此目前座標值即絕 對座標減去G55的設定值。另外也可以使用零點設定按鈕將目前的位置設定為工作原點, 設定後系統自動將座標值記錄至工作座標設定表單中。
圖5-41、使用 G55 設定進行工作座標轉換 3-1-4尋邊與高度量測 (1)尋邊 使用T碼與M06程式碼將刀具置換為尋邊器後,並啟動尋邊功能,當尋邊器碰觸工件 邊緣後偏心量漸減,如圖5-42所示,若直接使用自動尋邊,則系統會直接在偏心量為零時 停止刀具移動,圖5-43則是使用電子式尋邊器畫面,碰觸到工件時指示燈便亮起。尋得XY 座標後再增減尋邊器半徑,即可使用G54~G59工作座標設定方式或使用G92命令指定刀具 與程式原點之關係。 圖5-42、X 方向尋邊畫面
圖5- 43、使用電子尋邊器畫面 (2)高度量測 開啟高度計後需先使用對話框中的XYZ移動按鍵將高度計置於工件上,方式是由工件 上方按下放置按鈕,由程式判斷是否發生碰撞事件,一旦產生干涉則立即停止高度計的下 移動作,之後再將刀具往下接觸高度計直到數值歸零(如圖5-44),此時的絕對座標Z值再減 去高度計本身高度後即可得到該把刀具接觸工件平面時的Z軸絕對座標,再配合之前尋邊 所得的XY值即可進行座標設定,座標設定在下一節中說明之。圖5-45則是使用電子式高度 計進行量測的畫面。 圖5-44、使用指針式高度計量測之畫面
圖5-45、使用電子高度計量測之畫面
3-2 網路化環境
本研究將上述之單機版程式封包成網路版,並透過網頁與資料庫相關設計建構 一數位學習網,建構完成之內容與畫面簡述如下: ◎ 數控工具機:簡介數值控制工具機其發展歷史與概況,並介紹數控工具機之基本 原理與常識,了解其加工方式以及所需注意之安全事項,如圖 5-46 所示。 ◎ 虛擬工具機:簡介虛擬工具機系統之緣起及其發展之情形。 ◎ NC 碼教學:詳細介紹標準之 G 碼、M 碼,以提供學員參考學習,如圖 5-47 所 示。 ◎ 學員登錄:學員於登入系統後,可使用系統之功能,包括操作虛擬工具機,更新 個人資料及發表個人意見等,圖5-48 學員登錄使用虛擬微銑削機畫面。 ◎ 檢定題庫:提供乙級與丙級檢定試題題庫及一般常見之操作問題供使用者參考, 如圖 5-49 所示。 ◎ 討論區:供使用者發表對於使用之感想、建議及問題探討。 ◎圖5-46、數控工具機簡介
圖5-47、NC 碼教學
(四) 教學系統實務 本系統已經在高雄應用科技大學機械工程系所開設的電腦輔助設計製造期末課程中 由學生實際操作測試,該課程教學使用的軟體工具為CATIA V5 R12,授課內容主要為零件 設計與加工,因此由學生準備好欲加工的零件檔與NC程式,在虛擬工具機上模擬機台操作 與加工相關設定,學生必需正確的操作加工機以完成件來驗證NC程式、操作流程及相關設 定,以下小節中包含學生實作之兩個案例以及相關討論。 4-1 案例一 案例一是一瓢蟲造型筆座,由CATIA NC模組產生之刀具路徑如圖5-50所示,刀具使 用直徑6mm球刀,以螺旋切削方式進行精加工,於虛擬工具機模擬的尋邊畫面如圖5-51進 行X方向尋邊,在此案例中由於進行XY軸尋邊時學生未增減刀具半徑值,因此啟動碰撞偵 測功能驗證刀具路徑時發生刀具與完成工件干涉之狀況(見圖5-52)。 圖5-50、瓢蟲造型與刀具路徑 圖5-51、進行 X 方向尋邊之畫面
圖5-52、刀具路徑驗證情形 4-2 案例二 案例二是四驅玩具車造型,使用來回掃略方式加工外型,刀具為直徑6mm球刀,刀具 路徑如圖5-53所示,虛擬工具機X方向尋邊畫面如圖5-54,使用電子高度計量測畫面如圖 5-55,工具機動作畫面如圖5-56。 圖5-53、四驅車造型與刀具路徑 圖5-54、X 方向尋邊畫面
圖5-55、高度量測 圖5-56、刀具路徑驗證畫面 (五) 結論 本文針對虛擬三軸工具機所提出的開發架構,是基於虛擬實境與數值控制理論利用程 式輔助實作而成,運用虛擬實境建構數控工具機之虛擬場景,並以控制器開發的角度,將 控制系統獨立出來成為可套用於各種三軸工具機上的模組,如同真實環境中控制器與工具 機本體間的關係,所開發的虛擬三軸加工中心機,包含手動控制與NC控制功能,可模擬真 實加工操作流程中的工件尋邊、加工座標設定以及自動換刀系統中的刀具呼叫與置換,再 使用標準NC加工程式進行即時刀具路徑模擬,利用3D視角由不同角度觀看加工過程,亦 可啟動碰撞偵測功能檢查是否有不預期狀況發生,可協助加工前的驗證工作。 除了預先模擬幫助加工前的驗證外,本系統可運用於數控工具機教學的輔助,由於一 般加工的流程已在本系統的虛擬環境中模擬,操作者必須針對每一步驟做正確的設定才會 獲得預期之結果,因此可輔助實作教學,並達到一人一機的效果,對於理論與程式的教學 亦可運用經過設計的虛擬場景加以說明,例如座標轉換關係、程式碼的運用,學習者可立 即看到結果。若能運用這樣的系統於課程的教授上,這對於目前職業與技專院校中CNC設備 普遍不足而造成的教學問題可有所改善。
(六) 未來展望 關於本研究之未來發展,說明如下: ◆虛擬切削 受限於虛擬實境應用軟體的功能,因此對於切削模擬問題並未加以探討,未來可運用 底層3D顯示技術開發即時切削功能,並進一步建構虛擬工具機之專用系統。 ◆多軸工具機 目前的系統為三軸控制,而多軸加工由於系統更為複雜,需要考慮的參數亦多,因此 加工模擬的需求更高。 ◆刀具管理 開放式的刀具編輯系統可方便建立各種刀具,並導入磨耗估算,進一步整合刀具規劃 系統,使加工模擬更完整。 ◆融入式虛擬工具機 目前系統是屬於非融入式環境,利用立體投影設備可使虛擬場景更加真實,電子手套 的整合,更可模擬真實環境中操作機器的感覺。 ◆多人線上教學系統 網路教學環境的建立也是另一發展的方向,利用多人線上平台,建構遠距虛擬教學環 境,對於推廣CNC工具機的教學將有所助益,亦可加入引導教學,成為一套自學系統。 ◆虛擬與實際機器之整合 虛擬與實際機器的整合除了可以進行遠端監控外,更可幫助診斷維修系統的建立,以 最短的時間處理問題,是提升競爭力的方法之一。
六、計畫成果自評:
6.1 研究內容與原計畫相符程度 本計劃依照所研究的計畫內容和原計畫內容比較其相符程度: 原計畫內容 研究內容 達成預期目標 (1)建立機械座標、工件座標、加 工座標系統。 (1)已完整建立三種的座標 系統、並可作座標系統的顯 示。 已達成100%的目標。 (2)建立各座標系相對關係、加入 夾治具。 (2)已建立座標系相對關,並 加入夾治具於工具機的工 作台上。 已完成100%之進度。 (3)建立 VRCNC 三軸手動控制功 能。 (3)已透過線性插補程式,分 別控制三軸向的手動和自 動控制的功能。 已完成100%的目標。 (4)開發程式原點座標與加工基準 面設定功能。 (4)已完成程式原點與工作 基準面設定。 已完成100%之進度。 (5)加工完成件輸入模組開發。 (5)已透過 STL 模組將加工完成件輸入。 已達成100%的目標。 (6)系統內建刀具庫 (6)已將各種刀具種類以及 量測工具完整建入刀具庫 內。 已達成100%之進度。 (7)由學生試用系統 (7)已在電腦輔助設計製造 期末課程中由學生實際操 作測試系統。 已達成100%的目標。 (8)系統介面改善 (8)已在課程中,做問卷調查,並改善系統的介面。 已達成100%的目標。。 6.2 研究成果之學術或應用價值 應用價值: ⑴ 在防撞技術方面: 虛擬工具機在加工技術的應用可於實際加工前先行整機模擬以防止程式或校刀錯誤 產生之撞機事件造成廠商與客戶的損失,以及操作人員包括學生因撞機造成的危險。 (2) 教育訓練: 一般而言,工具機的售後服務除了是客戶考慮的因素外也是公司的一項負擔,而且新 購機器如果無法馬上讓客戶上線生產,那要付款也是跟著延遲,而且新機上線如果因 為操作上疏失導致機器撞機的損失幾乎都是販售機器公司要自行吸收,因此售後的教 育訓練至為重要,尤其國外客戶在距離與語言的溝通上更加困難,所以如果有整機模 擬系統,則使用者在接受短期訓練後便可進入虛擬整機模擬系統作自我練習,那不僅 可以很快上線而且在練習過程也不用擔心會撞機,所以機模擬系統實為增進教育訓練 效果最好的工具,當然應用於教學方面就是可加快學習效果與提高學習興趣以及替代 真實機器以節省教學設備的投資。 (3) 展示與行銷: 銷售是攸關公司收入的主要來源,在行銷技術的運用上是每家公司絞盡腦汁要精進的 地方,在展覽會因此如何吸引人潮更是展覽會的重要工作,所以如果能藉由多媒體技術開發互動式的3D 機器展示系統,一方面在展覽上可吸引人氣另一方面更可促進買 氣;而立體虛擬機器的展出應用是一項極具吸引力的方式,因此除了上述的教育訓練 上方面外,互動式的3D 機器展示是一種有別於傳統的展覽方式,除了可以節省機台 搬運成本外也是具有新鮮感的另類行銷方式,如圖6-1 為去年(2005)德國 EMO 展覽 場上國內某家公司展示3D 虛擬機器的盛況。
圖6.1 3D 虛擬機器在展覽場上的應用實例(2005 EMO) 6.3 學術期刊論文發表: 1. 鄭新有、蔡若鵬、林晉偉、李承成,「使用OpenGL於三軸虛擬CNC銑床教學系統之 製作」,第四屆精密機械與製造技術研討會,(2006)。 2. 鄭新有,「三軸 CNC 銑床整機加工模擬系統的研發」,第五屆精密製造學術研討 會,2006 年 11 月 11 日於高雄。(2006)
3. Yung-Chou Kao, Cheng-An Fang and Hsin-Yu Cheng, “Development of an Interactive Virtual Micro Milling Machine Teaching Assistance System”, Research papers at the International Manufacturing Leaders Forum 2006, Taipei, Paper number: O11-TW-FP126, (in a CD, no page information) (2006).
七、參考文獻:
[1] Barry Harper, John G. Hedberg, Rob Wright, “Who benefits from virtuality?”, Computers & Education 34 163-176, 2000
[2] Chetan Shukla, Michelle Vazquez, and F. Frank Chen, “Virtual Manufacturing: an Overview”, Computer and Industrial Engineering, Vol.31, No. 1/2, pp.79-82, 1996
[3] M.-G. Her, K.-S. Hsu and T.-S. Lan, “Virtual Reality Application for Direct-Drive Robot with Force Feedback” Advanced Manufacturing Technology 21:66-71, 2003
[4] U. Roy, Y. Xu, “Computation of a Geometric Model of a Machined Part from its NC Machining Programs” Computer-Aided Design 31, 401-411, 1999
[5] Michael Weyrich, Paul Drews, “An interactive environment for virtual manufacturing: the virtual workbench”, Computers in Industry 38, 1999 5-15
[6] K. Gierach, D. Thompson, P. Banerjee, “An Approach for Facilitating Service Management in Networked Virtual Manufacturing Environments” Robotics and Computer Integrated Manufacturing 18, 147-156, 2002
[7] Aizhu Ren, Yang Wen, Chi Chen, Jianyong Shi, “Modeling of irregular structures for the construction simulation in virtual reality environments based on web”, Automation in Construction, Vol.13, pp.639–649, 2004
[8] S. K. Ong, L. Jiang and A. Y. C. Nee, “An Internet-based Virtual CNC Milling System”, The International Journal of Advanced Manufacturing Technology 20:20-30, 2002.
[9] Suk-Hwan Suh, Yoonho Seo, So-Min Lee, Tae-Hoon Choi, Gwang-Sik Jeong, Dae-Young Kim “ Modelling and Implementation of Internet-Based Virtual Machine Tools ”The International Journal of Advanced Manufacturing Technology 21:516-522, 2003
[10] Fuhua Lin, Lan Ye, Vincent G. Duffy, Chuan-Jun Su “Developing Virtual Environments for Industrial Training” Information Sciences140, pp.153-170, 2002
[11] S.K. Ong and M.A. Mannan, Virtual reality simulations and animations in a web-based interactive manufacturing engineering module, Computers & Education, Vol.43, pp. 361– 382, 2004
[12]Lihui Wang, Peter Orban, Andrew Chunningham, Sherman Lang ”Remote Real-time CNC Machining for Web-based Manufacturing” Robotics and Computer Integrated Manufacturing 20, pp563-571, 2004 [13]許光城、張簡楨展、邵達夫、宋明鴻,「應用 3D 虛擬實境技術建立工具機製造業遠距 可視化創新服務之研究」,第十三屆全國自動化科技研討會論文集,上集,台北,第43-50 頁,2004。 [14]李榮顯、林彥宏,「五軸虛擬工具機一般化建構之研究」,第十三屆全國自動化科技研 討會論文集,上集,台北,第52-59 頁,2004。 [15]林彥宏,「五軸虛擬工具機模擬系統一般化建構之研究」,碩士論文,國立成功大學 機械工程學系,台南,2004。 [16]吳孟軍,「自動化工作站虛擬實境於網際網路之研究」,碩士論文,彰化師範大學工業 教育學系,彰化,2000。 [17]郭泰呈,「網路汽車保養教學輔助系統之開發與製作」,碩士論文,國立成功大學機械 工程學系,台南,2000。 [18]張惠欽、李洲城,「虛擬實境技術應用於車床工具機之教育訓練研究」,中國機械工程 師學會第二十一屆全國學術研討會論文集E(III),高雄,第 6131-6136 頁,2004。 [19]賴明珊、林根源、馮君平、黃俊仁、董基良,「虛擬材料試驗機之研究」,中國機械工 程師學會第二十一屆全國學術研討會論文集E(III),高雄,第 6173-6178 頁,2004。 [20]賴奕維、鄭銘章、宋文旭,「虛擬實境電擊去顫術模擬訓練系統之開發與成效初探」, 中國機械工程師學會第二十一屆全國學術研討會論文集E(III),高雄,第 6179-6185 頁,


![圖 5-4、立式龍門型加工機 圖 5-5、DMC 高速加工機 數值控制工具機的結構可分為數控系統、驅動系統、與機械本體四大部分[25] ,表5-1 為各部分所包含的元件,而虛擬工具機的製作則僅需考慮數控系統與機械本體的部分,所 謂的驅動與量測事實上皆以三維座標運算與轉換達成。 表 5-1、數控工具機的四大結構分類 數控系統 驅動系統 量測系統 機械本體 包含元件 電腦硬體 軟體功能 操作介面 馬達驅動器伺服馬達 滾珠導螺桿 編碼器 光學尺 主軸 主軸馬達](https://thumb-ap.123doks.com/thumbv2/9libinfo/8827844.234489/18.892.167.731.112.287/三維座標運算與轉換達控工具機四大結構分類數控編碼器光學尺馬達.webp)