國立交通大學
工業工程與管理學系
碩士論文
半導體雙廠設計方案之評估
Evaluation of Dual-Fab Design Alternatives for
Semiconductor Manufacturing
研 究 生:陳曉嚴
指導教授:巫木誠教授
半導體雙廠設計方案之評估
Evaluation of Dual-Fab Design Alternatives for
Semiconductor Manufacturing
研 究 生:陳曉嚴 Student:Show-Yen Chen
指導教授:巫木誠 博士
Advisor:Dr. Muh-Cherng Wu
國 立 交 通 大 學
工 業 工 程 與 管 理 學 系
碩 士 論 文
A ThesisSubmitted to Department of Industrial Engineering and Management College of Management
National Chiao Tung University in Partial Fulfillment of the Requirements
for the Degree of Master of Science in
Industrial Engineering June 2010
Hsin-chu, Taiwan, Republic of China
半導體雙廠設計方案之評估
研究生:陳曉嚴 指導教授:巫木誠 博士
國立交通大學工業工程與管理研究所
中文摘要
本研究主要探討在不同規模產出需求下,三種廠房設計方案的表現。三種方 案分別為單一大廠房、功能完整雙廠房以及功能分割雙廠房。給定機台種類及數 目,三種廠房設計方案主要差異在於廠房內機台設置方式不同。單一大廠房方案 將所有相同種類的機台置放一起形成一個工作站,並且將所有工作站設置在單一 廠房中。功能完整雙廠房方案將各種類相同的機台分成兩個工作站,兩工作站個 別設置在兩個較小的廠房,兩廠皆具備所有種類的工作站,因此定義為功能完整 的雙廠房。相反地,功能分割雙廠房則是將相同種類的機台置放一起形成一個工 作站,將所有種類的工作站分成兩群,各工作群分別設置到兩小廠,兩廠房內工 作站不重複且無法獨立完成產品。本研究將利用等候網路模式來求解廠房設計方 案的機台組合,並利用此模式為績效評估工具,評估三種廠房設計方案的表現。 在所假設的利潤成本資訊下,實驗結果顯示單一大廠方案適合在小規模產出情 境,功能完整雙廠房方案適合在大規模產出情境,而功能分割雙廠房方案則適合 中規模產出情境。 關鍵詞:半導體製造、廠房設計、跨廠生產、群組技術、等候網路模式Evaluation of Dual-Fab Design Alternatives for
Semiconductor Manufacturing
Student: Show-Yen Chen
Advisor: Dr. Muh-Cherng Wu
Department of Industrial Engineering and Management
National Chiao Tung University
Abstract
This research examines three design alternatives for semiconductor fabs in order to compare their effectiveness under various scales of throughput requirements. The three design alternatives are respectively called single large fab (SL-fab), two functionally-comprehensive fabs (TFC-fab), and two functionally-disjoint fabs (TFD-fab). Given a particular set of machine types and numbers, the three design alternatives use different methods in the decisions of physically locating these machines. In the SL-fab alternative, all machines of each type are placed in a workstation and all workstations are located in a single fab. In the TFC-fab alternative, all machines of each type are grouped into two workstations, each of which as a result is functionally identical and respectively placed in one of two smaller fabs. In contrast, the TFD-fab alternative, all machines of each type are placed in a workstation but all workstations are grouped into two categories, and each category is placed in one of two smaller fabs. Queuing network models are used to design the machine mix for and evaluate the effectiveness of the three design alternatives. Experiment results indicate that the SL-fab alternative is most suitable for small-scale throughput, the TFD-fab alternative is most suitable for mid-scale throughput, while the TFC-fab alternative might be most suitable for very large-scale throughput. Surely, ranges of the three-level scales of throughput depend upon how we make the assumptions about the revenue and cost information.
Keywords: Semiconductor manufacturing, Fab design, Cross-fab production, Group technology, Queuing network model
誌謝
本論文得以順利完成,首先要感謝指導老師巫木誠教授。在巫木誠教授的細 心指導下,使學生在課業、學術研究上獲益良多,並且教導學生許多做人處事的 道理以及把事情做好的工作態度,得以終生受用。同時,也很感謝口詴老師許錫 美教授和彭德保教授在論文口詴時,給予學生的寶貴建議以及意見,使學生論文 更臻完善。 在兩年研究所生活中,要感謝同實驗室的洪浩翰、凌金傳、謝佩芸、戴邦豪, 大家互相鼓勵與討論,陪我充實地度過學習、撰寫論文的日子。特別要感謝施昌 甫學長的幫忙,在我論文遇到瓶頸時,總是熱情的關心與指導,使我一次又一次 解決難題,順利如期地完成論文。其次感謝邱志文學長指導我演算法的程式撰寫, 讓我對於演算法程式有更進一步的認識。還有這兩年眾多學長姊、學弟妹們,認 識你們讓我有更多不同的想法。 最後,特別感謝我的父親陳得清先生,謝謝你多年的辛苦以及鼓勵,在我求 學一路上總是給予支持,使我勇往直前、堅持到底。感謝我的家人總是在我疲累 的時候,給我溫暖的關懷。最後僅以此論文獻給我最愛的家人以及所有關心我的 師長、朋友,有你們真好。 陳曉嚴 于 新竹交大 2010’6’30目錄
中文摘要 ... i Abstract ... ii 誌謝 ... iii 目錄 ... iv 表目錄 ... vi 圖目錄 ... vii 第一章 緒論 ... 1 1.1 研究動機 ... 1 1.2 研究議題 ... 2 1.3 研究方法 ... 4 1.4 論文章節介紹 ... 4 第二章 文獻探討 ... 5 2.1 半導體廠房設計 ... 5 2.2 跨廠房生產規劃 ... 7 2.3 等候網路模式 ... 9 第三章 雙廠房設計及其評估 ... 12 3.1 問題描述 ... 12 3.1.1 機台規劃問題 ... 13 3.1.2 工作站配置問題 ... 13 3.1.3 廠房運輸系統設計問題 ... 13 3.2 研究架構 ... 15 3.2.1 階段一:求解最適機台數 ... 16 3.2.2 階段二:雙廠房工作站配置/估算廠房面積及運輸時間 ... 17 3.2.3 階段三:求解運輸系統設計 ... 19 第四章 實例驗證 ... 22 4.1 情境假設 ... 22 4.2 結果分析 ... 24 4.2.1 實驗參數推估 ... 24 4.2.2 功能分割雙廠房的最適運輸系統設計 ... 24 4.2.3 軌道擴建報酬率 ... 25 4.2.4 廠房設計方案比較 ... 26 4.2.6 產品回流率對建廠方案的影響 ... 28 4.3 本章結論 ... 31 4.3.1 三種方案比較 ... 314.3.2 產品回流率對建廠方案的影響 ... 34 第五章 結論及未來研究 ... 35 5.1 結論 ... 35 5.2 未來研究 ... 36 參考文獻 ... 37 附錄 ... 1
表目錄
表 2.1: 自動化物料搬運系統問題分類 ... 7 表 4.1: 不同目標產出下的廠房設置機台數以及廠內運輸時間比例 ... 24 表 4.2: 不同目標產出下,功能分割雙廠房的最適運輸設計 ... 25 表 4.3: 不同規模下,擴增運輸軌道數的報酬分析 ... 26 表 4.4: 不同目標產出下,單廠房、功能完整雙廠房、功能分割雙廠房方案的 實際產出比較 ... 27 表 4.5: 高回流途程情境下、不同目標產出,三建廠方案的實際產出比較 ... 29 表 4.6: 不同回流率情境下三種廠房設計方案比較 ... 30圖目錄
圖 1.1: 單一大廠房與雙廠房跨廠之示意圖 ... 1 圖 1.2: 功能分割雙廠房跨廠生產設計概念圖 ... 3 圖 2.1: 半導體廠房設計相關議題 ... 5 圖 2.2: Spine 式佈置型態平面圖 ... 6 圖 2.3: 產能分配議題分類 ... 8 圖 2.4: 產出與生產週期時間的曲線圖 ... 9 圖 2.5: 將軌道視為機台的途程規劃 ... 10 圖 3.1: 晶圓廠房運輸系統示意圖 ... 14 圖 3.2: 機台區位以及兩廠通道與運輸路徑關係 ... 15 圖 3.3: 研究架構圖 ... 15 圖 3.4: 求解最適機台數目之流程圖 ... 17 圖 3.5: 兩廠工作站配置說明圖 ... 18 圖 3.6: 求解運輸系統設計之流程圖 ... 20 圖 4.1: 三方案利潤分析線圖 ... 31 圖 4.2: 單一廠房軌道與工作站配置 ... 32 圖 4.3: 功能分割雙廠房軌道與工作站配置 ... 32 圖 4.4: 機台共享效應 ... 33第一章 緒論
1.1 研究動機
半導體產業是資本密集的產業,投資一座 12 吋晶圓廠大約需要 30 億美金, 其中機台設備成本約占 75%,如何發揮機台產能一直都是半導體產業很重要的議 題,機台利用率越高越有競爭力。隨著市場的需求以及技術的進步,半導體廠的 目標產出越來越大,所需要的機台數變多,需要更大工廠空間去容納。面對這樣 趨勢,一般半導體公司會有兩種廠房設計方案:1.單一大廠房生產、2.雙廠房跨廠 生產。 圖 1.1: 單一大廠房與雙廠房跨廠之示意圖 半導體廠為了讓昂貴的機台利用率提高,通常都會將相同功能的機台集中置 放形成一個工作站(Workstation),工作站內的機台可即時相互支援產能、備份件, 使機台利用率較為提高。建立一個大規模的廠房,容納所有種類工作站,將相同 功能的機台全部置放一處,晶圓工件經由廠房內運輸系統流動於各工作站間加 工,其優點是產能容易相互支援。但缺點是大規模代表廠內的運輸距離變長,產 出量變大代表運輸量變多,廠內的運輸系統很可能會變成瓶頸。過去曾有學者討 Fab_1 Fab_2 Fab_0 W1 W2 W1 W1 W2 W2論此問題的情況,如施昌甫 (2009)提出以多層運輸軌道來解決半導體廠房運輸系 統成為產出瓶頸的問題。 另一方面為了管理便利性,半導體廠房大都將廠房設置在鄰近的地方,有學 者提出跨廠房生產的設計方式,如 Wu et al. (2009)討論如何決定跨廠房生產的途 程規劃,跨廠房設計利用通道連結兩廠來進行產能互相支援,比起單一大廠設計, 兩個進行跨廠生產的廠房面積較小,廠內的運輸距離相對較短,運輸產能較不易 成為瓶頸。目前跨廠房生產設計主要是建立在兩個功能完整可獨立運作的廠房 (Two Functionally-Comprehensive Fabs),所謂功能完整的廠房即是一個廠房具備完 整的工作站種類,可獨立生產產品的廠房。而功能完整雙廠房的設計,使得具有 同樣功能性的機台分散在兩廠,當某廠的機台發生當機,等待加工的工件也無法 立即被搬運到另一廠加工,機台無法達到立即互相支援,機台產能可能出現閒置。 半導體產業是以產能設備為導向的產業,若無法有效利用機台設備,將使公司的 獲利受限。 廠房設計是屬於長期的規劃問題,不同的設計方案會影響廠房內的機台配 置,機台配置不同使機台產能表現有所差異而影響產出表現。上述兩種廠房設計 方案為過去學者已有所探討,本研究希望能夠提出不同的跨廠房設計方案來達到 更好產出表現。面對不同規模產出需求,應如何選擇合適的廠房設計方案使總利 潤最大化是值得關切的問題。
1.2 研究議題
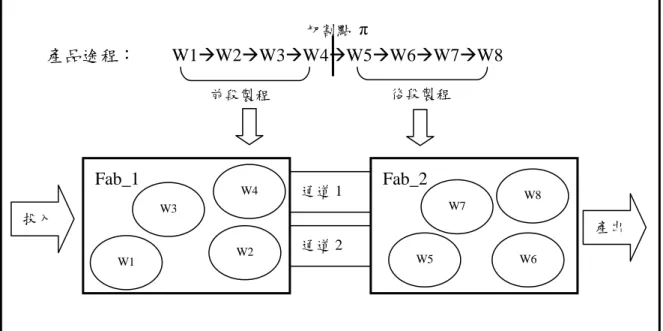
本研究提出功能分割雙廠房跨廠生產設計(Two Functionally-Disjoint Fabs),其 構想如圖 1.2,將完成產品所需要的工作站(W1、W2、…、W8)指派到兩廠(Fab_1、 Fab_2),各廠專門負責產品某部份製程,各廠工作站種類不重複,無法獨立完成 產品。功能相同的機台集中置放於某一廠房,避免產能損失。
圖 1.2: 功能分割雙廠房跨廠生產設計概念圖 其構想假設如下:(1)將產品途程切割出前、後段製程(切割點為 π,使產品都必 頇跨廠生產);(2)兩廠分別配置產品前、後段途程所需要的工作站,兩廠的工作站 種類不允許重複設置,各廠皆無法單獨完成產品,為非獨立運作的兩廠;(3)產品 的前段製程交給 Fab_1 去負責,後段製程交給 Fab_2 去負責。若後段製程出現前 段製程的加工途程,則讓工件回流到 Fab_1 去加工;(4)兩廠之間建立通道,讓工 件可以來回兩廠進行加工;(5)不限制工件跨廠次數,隨工件的途程順序回流於兩 廠間加工。 本研究將探討以下議題:(1)設計功能分割雙廠房方案;(2)在不同生產情境 下,比較單一大廠方案、功能完整雙廠房方案以及本研究提出功能分割雙廠房方 案的優劣;(3)推論出三種不同廠房設計方案的最適生產情境。 切割點 π 產品途程: W1W2W3W4W5W6W7W8 Fab_1 W1 W2 W4 Fab_2 W6 W5 W8 通道 1 通道 2 投入 前段製程 後段製程 W3 W7 產出
1.3 研究方法
本研究將建立模型,模擬晶圓廠房實際運作情形,並考慮各工作站的運輸時 間以及目標生產週期時間。利用 Connors et al. (1996)等候網路模式(Queuing Network)求解廠房設計的最適機台數,接著進行各方案的機台佈置。得知各廠房 機台數目後,便可以推算出廠房所需面積以及廠內的運輸時間。最後利用 Wu et al. (2009)根據 Connors et al. (1996)所修改的等候網路模式(將運輸視為機台),求解廠 內最適運輸軌道層數以及跨廠通道數。導入假設的利潤成本資訊,比較三種方案 的表現。
1.4 論文章節介紹
本論文共分為五章。第一章敘述研究動機、議題以及研究方法介紹。第二章 將探究半導體廠房設計、跨廠生產以及等候網路模式等相關文獻,並透過整理文 獻找出本研究議題的定位。第三章將明確說明研究問題、情境說明以及研究的架 構。第四章為實例驗證。第五章則為結論及敘述未來研究方向。第二章 文獻探討
2.1 半導體廠房設計
半導體廠房設計的相關議題基本上可以分成三個部份,分別是機台數目規 劃、機台區位規劃以及自動化物料搬運系統設計,如圖 2.1 所示: 圖 2.1: 半導體廠房設計相關議題 機台規劃決定一間晶圓廠的機台種類、數量多寡以達到產出需求的規劃,當 需求變動時,最適機台組合配置也會跟著改變。以下為一些過去探討機台規劃問 題的相關文獻,如 Swaminathan (2000)提出啟發式的機台規劃方法,對於每一個 需求可能發生的情境給予相對應的機率值,並考慮產能預算、購買機台預算的限 制,在缺貨成本極小化的目標下,決定晶圓廠機台配置的規劃。Hood et al. (2003) 則以預算邊際效用遞減的概念,提出機台採購規劃之決策模式。 機台區位規劃決定半導體廠房的加工區(Bay)間運輸系統設計以及機台配置 方式,Peters & Yang (1997)提出 Spine 式以及 Perimeter 式。本研究假設的晶圓廠 房佈置方式採取 Spine 式,關於 Spine 式的廠房機台區位規劃如下圖 2.2 說明。 半導體廠房設計 機台規劃 Tool number 機台區位規劃 Tool location 自動化物料搬運 系統設計與管理 Path Design Vehicle Control1 2 3 4 5 8 7 6 9 10 Workstation Material Handling System Bay (Department) Pickup/Deposit Point 圖 2.2: Spine 式佈置型態平面圖 如圖 2.2 所示:(1)整個搬運系統由中央單迴圈軌道和轉換裝置(Pickup/Deposit Point)建構而成,中央運輸迴圈內不設置任何機台;(2)加工區位於中央軌道的兩 側,各加工區放置機台進行加工,一個加工區可容納多種類工作站。加工區內各 個工作站依序由軌道相連形成一個單迴圈運輸軌道,工件在加工區內可流通於各 工作站間進行加工;(3)各加工區至少需要有一邊連接中央軌道,經由轉換裝置, 工件流通於中央軌道與各加工區之間。(4)各加工區的高度需要一致;(5)12 吋以 上的晶圓廠房,運輸軌道架設在天花板上,都採用自動化搬運,工件在天花板上 流動,到達需要加工的工作站後,經由垂直升降梯將工件搬運下來進行加工。 目前半導體晶圓廠大都採用自動化物料搬運系統(Automated Material
Handling System, AMHS)。過去有許多學者對於自動化物料搬運系統有許多相關 研究,Egbelu (1987)提出解析法來決定無人搬運車的數量。Lin et al. (2003)提出了 不同類型搬運車的指派方法。Jang (2001)提出有效率的搬運車路徑選擇方式。 Nazzal & McGinnis (2007)認為等候網路模式會因為搬運車發生阻塞(blocking)而 使衡量出來的績效失真,所以提出間斷式的馬可夫鏈評估模式,此模式包含了搬 運車阻塞的情境,可快速且準確的評估封閉式自動化物料搬運系統的績效。以下
表 2.1 為針對自動化物料搬運系統相關文獻重點整理: 表 2.1: 自動化物料搬運系統問題分類 自 動 化 搬 運 系 統 設 計 作者 內容 單 層 軌 道 Ting 和 Tanchoco(2001) 加工區間的軌道設計 Mackulak 和 Savory(2001) 加工區間的倉儲設計 Wang 和 Lin(2004) 派車問題 Egbelu(1987) 軌道及搬運車數量問題 Jang(2001) 路徑選擇問題 Nazzal 和 Mcginnis(2007) 塞車現象 多 層 軌 道 施昌甫(2009) 運輸軌道層數 本研究 運輸軌道數 & 跨廠通道數 過去自動化搬運系統設計議題,大都是建立在單層軌道情境下的運輸系統設 計議題,而因市場需求因素,單層的運輸軌道可能不足維持大規模產出的晶圓廠 運作,如施昌甫 (2009)提出多層運輸軌道構想。本研究除了繼續探討多層軌道設 計,也考慮多跨廠通道數以符合功能分割雙廠房設計的跨廠需求。
2.2 跨廠房生產規劃
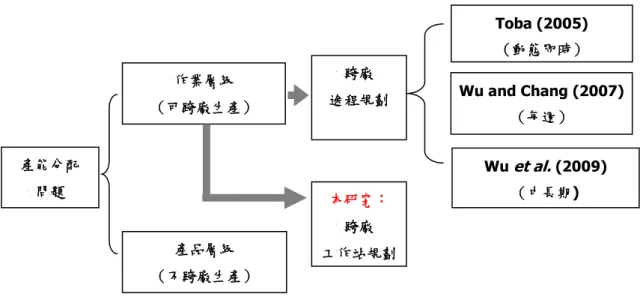
跨廠房生產規劃問題是指將不同廠房的產能整合並重新做分配,屬於一種產 能分配問題。通常產能分配問題可以分成作業層級以及產品層級,如圖 2.3,產品 層級是指派產品生產數量給各廠房,沒有跨廠生產。而作業層級的產能分配,則 是將完成產品各項作業指派到各單元(Cell),半導體廠房可視為生產單元,產品流 通於廠房間完成,並衍生出跨廠途程規劃問題(Cross-Fab Route Planning)。圖 2.3: 產能分配議題分類
Toba (2005)在假設跨廠搬運系統的產能為「無限」的前提下,也就是跨廠運 輸時間等於 0 的情況下,將作業(operation)分成多個作業集合(operation set),每個 「作業集合」完工之後需即時決定下一個「作業集合」的生產工廠,為一動態、 及時的跨廠途程規劃,其目標為最小化生產週期時間。Wu & Chang (2007)則是同 樣假設跨廠搬運的產能為「無限」的情境下,決定每週最佳的產能交易。其作法 為每週按「原訂生產計畫」與「現在機台狀況」預估各廠房每一工作站的下週產 能利用率,低利用率工作站賣產能給他廠高利用率工作站,為定期決策,每週進 行「跨廠產能交易」。Wu et al. (2009)則假設跨廠搬運產能為「有限」的情境下, 作跨廠房的途程規劃,屬於中長期的途程規劃,此規劃方式在小規模產出時有良 好的績效,但在大規模產出的情境下則會發生求解時間過長的問題。 本研究假設功能分割雙廠房跨廠生產,其廠房可視為作業集合的單元,各廠 房都具有某「部份作業功能」(亦即具備某部份工作站),無法單一獨立完成產品, 研究規劃跨廠的工作站配置而非產品途程規劃,一旦各廠完成工作站設置,便不 以更動,因此可視為長期的途程規劃。本研究也是假設搬運產能是有限的情況下 進行跨廠生產。 跨廠 途程規劃 產能分配 問題 作業層級 (可跨廠生產) (將作業指派給各廠) 產品層級 (不跨廠生產) (將產品指派給各廠) Wu et al. (2009) (中長期) Toba (2005) (動態即時) Wu and Chang (2007) (每週) 本研究: 跨廠 工作站規劃
2.3 等候網路模式
等候網路模式是一種可以快速對半導體廠作績效分析的工具。根據 Connors et al. (1996)所設計的等候模式,可以將半導體廠內的毎一工作站視為一個等候節 點,而工件製造會經過特定的工作站,一個工件就視為一個物件(Entity)。當物件 到達某等候節點直到離開等候節點的這段時間,就是工件在某工作站的加工時 間,由於半導體產品具有回流加工現象,加工過的工件有可能再回到相同的工作 站加工,當物件到達此節點的次數越高,則代表此工作站利用率越高,週期時間 也就跟著拉長。整個等候模式以數學關係式來看,可以簡單表示如下: CT = f(Th, PX, MX)輸入參數為目標產出量(Throughput; Th),產品資訊(Product Mix; PX)途程,以及機 台資訊(Machine Mix; MX),輸出參數則為產品的生產週期時間(Cycle Time; CT)。 給定特定的產品組合以及機台組合後,當產出越高,機台利用率也會越高,則產 品生產週期會越長。其關係圖 2.4 如下: 圖 2.4: 產出與生產週期時間的曲線圖 然而 Connors 所設計的等候網路模式是假設運輸的產能是無限,如果能夠考 慮實際運輸產能,則對於評估工廠的表現則能夠更加精確,尤其產出大規模下運 Cycle Time Throughput
輸極有可能成為工廠生產瓶頸,不能忽略運輸的存在性。 Wu et al. (2009)修改 Connors 的等候網路模式,發展出考慮運輸時間不等於 0 的等候網路模式(Enhanced Queuing-Network),其塑模的的概念是將運輸軌道視為 機台,廠房內的各工作站藉由運輸軌道互相連通。假設每兩站點間的路徑有一區 段運輸軌道連接,將運輸軌道區段視為一部機台。同一時間下,一層軌道就只有 一台機台在負責搬運。,如下圖 2.5。 圖 2.5: 將軌道視為機台的途程規劃 不考慮運輸時間的情況下,假設原始生產途程為 W1 到 W3,則表示為 W1W2W3。如果考慮運輸時間情況的話,則在各站點間運輸區段視為加工機 台,如 W1、W2、W3 之間的運輸機台為 S2、S3,新的生產途程將變成 W1S2W2S3W3,當工件要跨越其他加工區加工時,則加工區與中央軌道 的聯繫依靠轉換裝置 T1、T2。半導體產品途程約有 600~700 道製程,加入運輸 W1 W2 S2 W3 S3 S4 S5 S1 S6
Main Transportation System
T1 T2
機台之後,生產途程變得更加複雜。 在這樣的假設下,運輸軌道區段也是等候模式的節點,當運輸產能不足時, 就會發生塞車現象。其修改等候網路模式數學關係式可以簡單表示如下: CT = f (Th, PX, MX, Traffic) 其輸入參數為目標產出(Th)、產品資訊(PX)、機台資訊(MX)以及運輸軌道層數(T)。 當擴增一層運輸軌道時,代表各運輸區段增加一條軌道,站點間的運輸產能越大, 縮短了運輸時間,避免運輸成為瓶頸。 利用等候網路模式可以快速去評估半導體廠房的運作情況,尤其是些微改變 半導體廠房的參數,如增減一、兩台機台。如果用軟體模擬工具去評估工廠績效, 則每變動一次機台數,就需要耗費長時間去得知模擬結果;反之,等候網路模式 所需時間則相對縮短很多,且結果不會有太大的失真程度。本研究將利用 Wu 所 修改的等候網路模式作為評估工廠的績效工具。
第三章 雙廠房設計及其評估
本章將探討如何建模功能分割雙廠房方案,在已知條件為產品組合、目標產 出以及目標生產週期時間的情形下,決定最適建廠決策。決策變數分別為各工作 站的機台數、廠房的工作站配置、廠內的運輸軌道以及跨廠通道數,本研究將廠 房設計決策分成三階段求解,各別描述各階段問題以及研究架構。3.1 問題描述
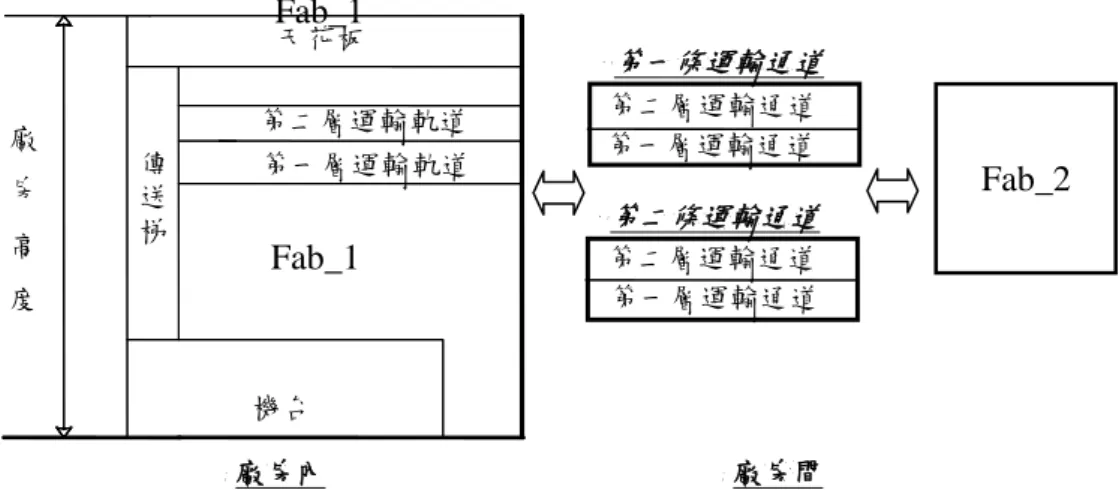
面對不同規模產出需求,應當如何設計本研究所提出的功能分割雙廠房方 案。廠房設計規劃問題可分成以下三階段:機台規劃問題、工作站配置問題以及 運輸系統設計問題。本研究更提出兩種標竿廠房設計方案,比較在不同生產情境 下,各廠房設計方案的表現。三種廠房設計方案說明如下: 1. 單一大廠房:所以機台都設置在一個廠房內,不做跨廠生產規劃。運輸系 統設計只考量廠內運輸軌道層數擴增,沒有考量跨廠通道數。廠房設計決 策變數為各工作站機台數、廠內運輸軌道層數。 2. 功能完整雙廠房:依照施昌甫 (2009)所提出的雙廠跨廠房生產設計,將 相同功能的機台數平均分成兩個工作站,兩廠各具備相同工作站且所有工 作站種類,各廠可獨立完成產品,也可利用跨廠通道支援產能。廠房設計 決策變數為各工作站機台數、廠內運輸軌道層數、跨廠通道數。 3. 功能分割雙廠房:將相同種類的機台置放一起形成工作站,將各工作站指 派到兩廠房,兩廠利用跨廠通道互相支援產能,各廠無法獨立完成產品。 廠房設計決策變數為各工作站機台數、工作站配置、廠內運輸軌道層數、 跨廠通道數。3.1.1 機台規劃問題 當得知產品途程資訊以及目標產出量,便可以計算出工作站種類及其需求產 能,在滿足需求產能以及生產週期的限制下,應當如何購買機台,目標使廠房機 台總數目最少。此階段求解可以得知各工作站的機台數。 3.1.2 工作站配置問題 此階段將決定機台如何設置在廠房內,不同廠房設計方案其機台設置也會有 所差異。單一廠房因為只有一個廠房空間,各工作站都設置在單一廠房內的加工 區內,不需做工作站配置規劃。功能完整雙廠房將相同機台平均分配到兩廠,兩 廠工作站種類完備,可獨立生產,兩廠的廠內工作站配置與單一廠房相同,不需 做工作站配置規劃。功能分割雙廠房方案將相同的機台放置一起形成工作站,本 研究針對功能分割雙廠房設計提出一個指派各種類工作站到兩廠的配置方法。此 工作站指派方法滿足功能分割設計並使兩廠房總機台數近似。 本研究假設雙廠房設計方案的兩廠房面積相等,廠房面積與機台數成正比關 係,因此工作站配置決策會影響廠房空間大小。 3.1.3 廠房運輸系統設計問題 在大規模產出的情況下,運輸系統可能會成為生產瓶頸。面對不同的產出規 模,必頇決定廠房的最適運輸系統設計,也就是決定運輸軌道層數以及跨廠通道 數,使得產出最大化。單一廠房方案只需考量廠內運輸軌道層數,雙廠房方案需 要考量廠內運輸軌道以及跨廠通道數。 半導體的運輸軌道通常採取懸吊式的運輸軌道,而本研究所提出廠房設計方 案也是假設採用懸吊式運輸軌道。如圖 3.1 所示:
圖 3.1: 晶圓廠房運輸系統示意圖 運輸軌道位於機台上方,晶圓透過傳送梯從運輸軌道傳送下來到機台加工, 待加工完成後,再利用傳送梯將晶圓上傳至運輸軌道,並運往下一個加工機台, 兩廠間經由運輸通道讓晶圓流通於兩廠。本研究假設廠內運輸軌道是屬於整層擴 充的規劃,當決定要擴增軌道時,廠內所有站點間的運輸區段都必頇擴增一層, 屬於一次到位的空間規劃。實際上局部擴充的可能性也非常的低,因為局部擴充 會常常讓半導體廠內的工作站機台停工,浪費機台的產能。 本研究假設機台區位與運輸軌道採用 Spine 式的佈置方式,如下圖 3.2 所示, 其相關的假設條件說明:(1)每一個加工區內可容納至多 4 種類型的工作站。加工 區內各個工作站依序由軌道相連形成一個單迴圈(如 Bay_1 的 W1、W2、W3),工 件在加工區內可單向順時針方向流通於各工作站間進行加工;(2) 加工區內面積 假設無限,也就是加工區內的機台數量沒有上限。並假設區與區之間的運輸路徑 固定,採取最短路徑運輸;(3)兩站點間的軌道區段視為單一「運輸軌道區段」。 一段運輸軌道區段視為一部機台,負責搬運兩站點間流通的工件。運輸所需要的 總時間為搬運時間加上等待時間,可將搬運時間視為加工時間,等待搬運時間視 為等候加工的時間;(4) 一層運輸區段,在同一時間,只能容許一部搬運車行走, 並假設運輸節點(運輸機台)的工件暫存區(Buffer)容量「無限」,當工件到達某一運 輸節點,如果該節點運輸車正在執行搬運,則工件會進入暫存區等候被搬運,搬 機台 廠 房 高 度 傳 送 梯 第一層運輸軌道 第二層運輸軌道 天花板 Fab_2 第一條運輸通道 第二條運輸通道 第二層運輸通道 第二層運輸通道 第一層運輸通道 第一層運輸通道 Fab_1 廠房內 廠房間 Fab_1
運處理法則為先進先出(FIFO);(5) 廠房間利用跨廠通道(Cross-Aisle)連結兩廠, 工件利用通道可以到另外一廠進行加工。跨廠通道數與廠內運輸軌道層數獨立不 相關,跨廠通道與中央軌道用轉換裝置連結,視為一個運輸節點。 圖 3.2: 機台區位以及兩廠通道與運輸路徑關係
3.2 研究架構
本研究架構可分為三階段求解,其研究流程如圖 3.3: 圖 3.3: 研究架構圖 目標產出率(Th) 產品組合(PX) 目標週期時間(CT0) Stage 1:求解 最適機台數目 (MX*) Stage 3:求解 最適運輸系統 T_Layer*, S_Aisle* Q1 運輸時間≠0 Stage 2:求解 各工作站廠房配置(MX1*, MX2*) 各廠房面積(A1, A2) 各廠房運輸距離(T1, T2) Q1:Queuing Network-Connors (1996) 假設運輸時間=0Q2:Ehanced Queuing Network- Wu et al. (2009) 假設運輸時間≠0 Q2 運輸時間= 0
結束
Bay_1Main Transportation System Bay_2 Bay_7 Bay_8 Bay_6 Bay_3 Bay_5 Bay4 Bay_2 Bay_7 Bay_3 Bay_6 Bay_4 Bay_5 W2 Cross-Aisle Fab_2 W2 W2
開始
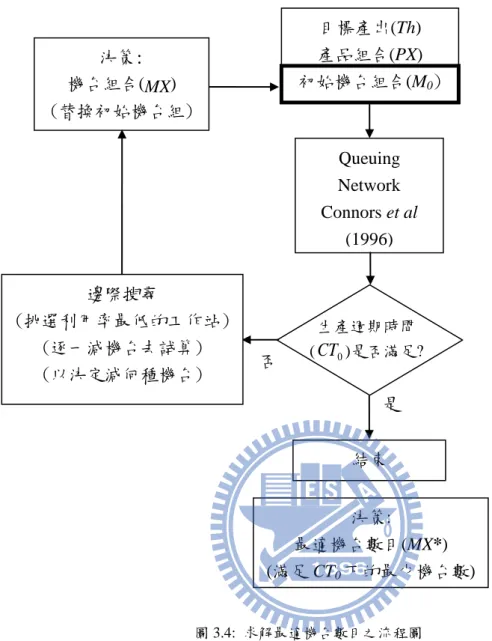
3.2.1 階段一:求解最適機台數 不同的需求下,所需要的最適機台數不同。在階段一,目標是求得廠房所需 要的各工作站機台數。在此假設廠房運輸時間=0 且不考慮雙廠房的工作站配置問 題,三種廠房設計方案皆採用單一大廠的機台規劃。利用整數規劃求出初始的機 台組合,整數規劃求解機台數時無法考慮生產週期時間,但可以快速概略地求出 機台組合。晶圓產品具有生命週期短的特性,規劃機台時必頇考慮生產週期的因 素。利用 Connors et .al. (1996)設計的等候網路模式,可以在考慮生產週期時間下 規劃機台產能。 Connors et .al. (1996)設計的等候網路模式,其主要的運算輸入參數包含目標 產出量(Th),產品資訊(PX)途程資訊以及機台資訊(MX),輸出參數為產品生產週 期(CT),其關係式如下: CT = f(Th, PX, MX) 給定目標產出(Th),產品組合(PX)、初始機台組合(MX0)、目標生產週期時間(CT0) 之後,求出最適機台組合 ( 1*,..., *) * k m m M ,其中mi*代表第 i 個工作站所需的機台 數目。每當變動機台組合(MX),可利用此等候網路模式求得其相對應的 CT 及其 各工作站的利用率。而初始機台組合是在放寬條件的情形下(預留產能、考慮當機) 所作的機台規劃,因此初始的機台數目是被高估的。 本研究規劃最適機台數目配置是滿足目標生產週期的限制下,規劃機台數目 最少化的機台配置。經由等候網路模式可以快速評估現階段機台組合的工作站利 用率,接著利用邊際搜尋法依序挑選利用率最低到最高的工作站,逐一減機台數 量去詴算以決定減何種工作站機台。直到 CT 達到目標生產週期時間CT0,其當下 的機台組合即是最適機台數目配置。其求解流程如下圖 3.4:
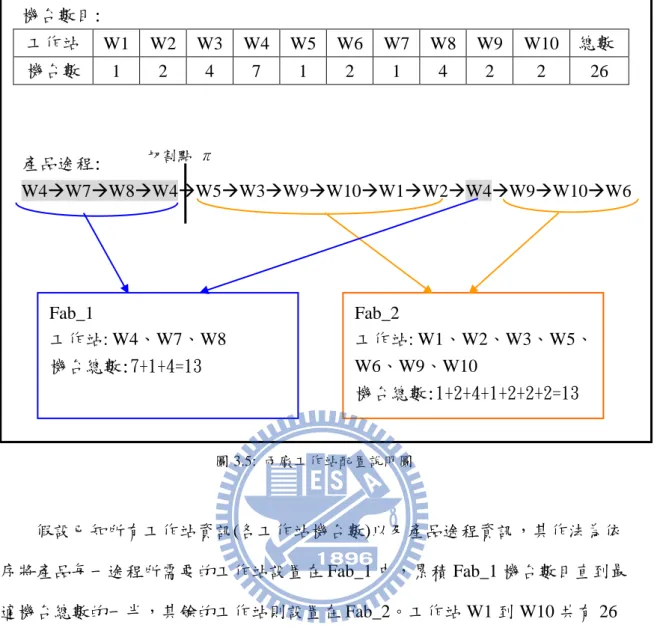
圖 3.4: 求解最適機台數目之流程圖 3.2.2 階段二:雙廠房工作站配置/估算廠房面積及運輸時間 廠房工作站配置:本研究提出的功能分割雙廠房方案,其構想讓兩廠成為專 門負責製程某部份的功能廠,這表示各工作站必頇被指派到各廠。滿足功能分割 的設計以及假設兩廠房面積大小相同,可容納的機台總數相等的情況下,本研究 提出產品途程切割法來指派雙廠的工作站配置。如下圖 3.5 說明: Queuing Network Connors et al (1996) 決策: 機台組合(MX) (替換初始機台組) 合) 目標產出(Th) 產品組合(PX) 初始機台組合(M0) 是 否 生產週期時間 (CT0)是否滿足? 邊際搜尋 (挑選利用率最低的工作站) (逐一減機台去詴算) (以決定減何種機台) 結束 決策: 最適機台數目(MX*) (滿足 CT0下的最少機台數)
圖 3.5: 兩廠工作站配置說明圖 假設已知所有工作站資訊(各工作站機台數)以及產品途程資訊,其作法為依 序將產品每一途程所需要的工作站設置在 Fab_1 中,累積 Fab_1 機台數目直到最 適機台總數的一半,其餘的工作站則設置在 Fab_2。工作站 W1 到 W10 共有 26 台機台,隨著產品途程順序,累計工作站 W4、W7、W8 的機台數,三工作站加 起來的機台數為 13 台,為全部機台的一半。將此三工作站設置在 Fab_1,而剩下 的工作站則設置在 Fab_2。產品途程切割點在第四製程步驟(W4)後,產品途程前 四步驟(W4W7W8W4)則為前段製程,在前段廠(Fab_1)完成加工,其餘步 驟(W5W3…W10W6)則為後段製程,在後段廠(Fab_2)完成加工。但由於 半導體產品具有回流加工現象,產品途程後段仍會出現需要前段工作站的製程, 允許工件從 Fab_2 透過跨廠通道到 Fab_1 進行加工。 單一廠房以及功能分割雙廠房方案,其廠房都具備所以工作站種類,因此不 需做工作站指派配置,依工作站編號依序設置填滿廠房加工區。經過工作站配置 產品途程: W4W7W8W4W5W3W9W10W1W2W4W9W10W6 機台數目: 工作站 W1 W2 W3 W4 W5 W6 W7 W8 W9 W10 總數 機台數 1 2 4 7 1 2 1 4 2 2 26 Fab_1 工作站: W4、W7、W8 機台總數:7+1+4=13 Fab_2 工作站: W1、W2、W3、W5、 W6、W9、W10 機台總數:1+2+4+1+2+2+2=13 切割點 π
估算廠房面積以及運輸時間:得知廠房機台數之後,將業界真實晶圓廠資訊 作為「標竿廠房」,利用標竿廠房資訊推估出各廠房面積大小,接著利用廠房面積 推估各機台之間的距離,計算出各機台之間的運輸時間。釋例如下: 假設 Fab_0 為資訊已知的標竿晶圓廠,N0代表標竿晶圓廠的機台總數,A0代表標竿晶圓廠所 需的面積,L0為標竿晶圓廠內某特定運輸路徑的長度,T0則為 Fab_0 的運輸路徑 L0的運輸時間。假設 Fab_i 為一晶圓廠其機台總數已知,但運輸時間未知。亦即 Ni為 Fab_i 晶圓廠的已知資訊,但 Ai , Li , Ti為 Fab_i 晶圓廠的待求資訊,則 Ai , Li , Ti等資訊可利用下列公式求得: 0 0 A A N Ni i (1) 0 0 0 A A L L T Ti i i (2) 假設各種機台大小相同,廠房面積與機台數成正比,運輸距離與廠房面積開 平方成正比,而運輸時間與運輸距離成正比,透過上述數學關係,估算出晶圓廠 各運輸路徑區段的運輸時間,當運輸時間不等於 0 時,進入階段三求解架構。 3.2.3 階段三:求解運輸系統設計
Wu et .al. (2009)Enhanced Q-network 設計的等候網路模式,改良自 Connors
et .al. (1996)的等候網路模式,考慮運輸時間不等於 0,構想為將運輸區段視為「機 台」等同於加工節點,整個產品途程也因為納入運輸區段而變得更加複雜。此模 式主要運算輸入參數包含產品資訊(PX)、目標週期時間(CT0)、機台資訊(MX)、廠 內運輸軌道數(T)以及跨廠通道數(S),並歸類(T,S)為運輸參數,輸出參數為實際產 出(Actual_Th)其關係式如下: Actual_Th = f (CT0, PX, MX, (T, S) )
利用 Enhanced Q-Network 關係式,給定產品資訊(PX)、目標生產週期時間 (CT0)、最適機台數(MX*)以及各站點間的運輸時間。當變動運輸系統(T, S),就會 得到相對應的 Actual_Th,以及各工作站、運輸機台的利用率。當有運輸節點(運 輸區段或跨廠通道)的利用率為廠房系統最高時,即表示運輸系統成為生產瓶頸, 必頇考慮是否擴增廠內運輸軌道層數或是跨廠通道數。在利潤最大化目標下,找 出最適廠內運輸軌道數以及跨廠通道數,此階段的研究架構流程如下: 圖 3.6: 求解運輸系統設計之流程圖 實際產出 Actual_Th Enhanced Q-Network Wu et al. (2009) 決策: 增加運輸系統設計 (T,S) 結束 是 否 運輸系統 是否為瓶頸 產品組合(PX) 目標週期時間(CT0) --- 最適機台組合(M*)以及各 工作站間的運輸時間 決策: 最適運輸系統設計(T*,S* ) (目標利潤最大化) 目標:利潤最大化
Total Profit = Revenue-Cost Revenue = 實際產出 Cost = 運輸設計
將此模式視為績效評量的工具,透過此工具得知晶圓廠的實際產出是否受限 運輸瓶頸,考量利潤成本因素並決定是否擴增運輸系統。階段三主要討論在目標 利潤最大化的情況下,決策三種廠房設計方案的廠內運輸軌道數目以及雙廠房方 案的跨廠通道數。
第四章 實例驗證
為了驗證本研究所提出的功能分割雙廠房方案,本章提出一些情境假設,其 情境修改工業界晶圓廠資料。在不同目標產出規模,依據第三章的研究架構設計 各廠房方案,考量成本報酬率,討論在最大化利潤目標下,比較三種廠房方案的 優劣,並進一步推論各方案適合的生產情境。最後探討不同產品回流率對於三種 建廠方案的影響。4.1 情境假設
1. 產品資訊 (1) 三種產品 A、B、C,其生產比例為 5:2:3。 (2) A、B、C 產品為同一產品族,加工製程特性類似。功能分割雙廠房 方案,面對同樣產品族的產品,其工作站配置都相同。 (3) 一個批量(Lot)大小為 25 片晶圓(Wafer)。 (4) 產品途程: 產品 加工道次數 回流次數 回流比率 A 781 204 26.12 % B 700 175 25 % C 650 177 27.23 % (5) 回流比率:本研究定義回流比率=回流次數/加工道次數。工作站經指 派過後,即可得知產品途程需要經過幾次跨廠回流次數。 2. 廠房資訊 (1) 晶圓廠皆採取 Spine 式佈置 (2) 加工區(Bay):15 個 (3) 工作站(Workstation):依照本研究提出的工作站分配法,Fab1_包含 24 個工作站,Fab_2 包含 36 個工作站,兩廠總共 60 個工作站。(4) 平均每部機台加工時間為 30 分鐘,並考慮當機情況。
(5) 運輸軌道區段(Transportation Track Segment):Fab_1 共有 114 個運輸 區段,Fab_2 共有 126 個運輸區段。 (6) 兩廠大約相距 250 公尺,跨廠運輸時間大約 25 秒。 (7) 當決定增加運輸軌道時,單廠房以及雙廠方案的兩廠房內的所有運輸 區段都同時增加運輸軌道數,屬於一次到位的整層軌道擴建。 3. 成本資訊 (1) 標竿廠(月產量 45K)增加一層運輸軌道的成本為 12,000 萬美元,假設 運輸軌道成本隨廠房內運輸距離成正比。 (2) 增加一條跨廠通道的成本為增加運輸軌道成本的 4%。 (3) 每片晶圓單價大約 2,500 元,半導體產品毛利率大約等於 30%。 (4) 不考慮機台成本,因各方案具有相同的機台組合,機台總成本相同。 故比較利潤時,可以忽略機台成本的計算。 (5) 半導體廠房設備折舊週期為五年。 4. 其他資訊 (1) 目標週期時間:運輸時間等於零,規劃廠房機台數時,目標週期時間 為 20 天。運輸時間不等於零,求實際產出量時,目標週期時間為 35 天。 (2) 標竿廠房資訊:月產量 45K(1800 lot);廠房面積= 200m * 100m;廠 內運輸速率= 4.0 m/s;總機台數:621 台 5. 實驗變動參數:不同的目標產出規模需求,分別為月產量 30K(1200 lots)、 45K(1800 lots)、60K(2400 lots)、90K(3600 lots)以及 120K(4800 lots)。
4.2 結果分析
4.2.1 實驗參數推估 不同的目標產出下,廠房需要的機台數目不同,大規模的目標產出需要較多 的機台數以及較大的廠房面積去容納機台,廠房變大造成廠內的運輸距離變長, 各運輸區段搬運時間變長。如下表 4.1 所示,與標竿廠 45K 相比,120K 廠房所需 要的總機台數為 1594 台,廠房面積大約為標竿廠的 2.57 倍,廠內運輸時間大約 為標竿廠的 1.6 倍。而 120K 廠房新增一條運輸軌道成本大約 192.26 佰萬美元。 表 4.1: 不同目標產出下的廠房設置機台數以及廠內運輸時間比例 目標產出 最適機台數 面積百分比 運輸時間百分比 運輸軌道 成本 Fab1 Fab2 總和 Fab1 Fab2 Fab1 Fab2 (佰萬美元) 30K(1200 lots) 212 218 430 67.7 70.8 82.3 84.1 99.86 45K(1800 lots) 313 308 621 100 100 100 100 120 60K(2400 lots) 409 413 822 130.7 134.1 114.3 115.8 138.06 90K(3600 lots) 606 608 1214 193.6 197.4 139.1 140.5 167.78 120K(4800 lots) 770 814 1594 246 264.3 156.8 162.6 192.26 4.2.2 功能分割雙廠房的最適運輸系統設計 下表 4.2 說明不同的目標產出下,功能分割雙廠房方案其運輸系統設計的實 際產出績效,以月產量 30K 為例,只需要一層運輸軌道,但是需要三條跨廠通道 才可以達到目標產出,45K 的規模產出則需要一層運輸軌道、四條跨廠通道。而 當產出規模持續上升,廠內的運輸系統成為生產瓶頸。如 60K 的規模產出只架設 一層運輸軌道,則實際產出量最多達 1807 lots,約為目標產出的 75.3%。如果擴 增運輸軌道數為兩層,則可以達成 60K 的目標產出(2400 lots,五條通道)。120K 規模的運輸則需要四層運輸軌道、九條通道。表 4.2: 不同目標產出下,功能分割雙廠房的最適運輸設計 4.2.3 軌道擴建報酬率 根據表 4.2 得到的結果,本節將計算功能分割雙廠房方案軌道擴增的報酬率。 假設 Q(X)i,i+1代表當目標規模產出為 X、運輸軌道為 i 層時,增加一層軌道所增加 的產量。由於架設跨廠通道的成本遠低於運輸軌道的成本,因此面對不同規模的 運輸系統設計,都以滿足跨廠運輸為優先,也就是跨廠通道數必頇足夠。以規模 產出 120K 廠為例,Q(120K)1,2 = (2598-1298)*25*12 =390K 晶圓/年,代表目標產 出為 120K 時,運輸軌道從第一層擴增到第二層,每年可多產出 390K 晶圓片。 Q(120K)2,3 = (3888-2598)*25*12 =387K 晶圓/年。 根據工業界提供的資料,本研究假設每片晶圓單價 P = 2500 美元,產品毛利 率 r= 30%,而半導體廠折舊週期為五年。以目標產出 120K 的規模來看,從一層 目標產出 跨廠通道 運輸層數 1 2 3 4 5 6 7 8 9 30K (1200Lot) 1 594 1188 1200 2 594 1188 1200 3 594 1188 1200 45K (1800Lot) 1 594 1188 1783 1800 2 594 1188 1783 1800 3 594 1188 1783 1800 60K (2400Lot) 1 594 1188 1783 1807 1807 2 594 1188 1783 2377 2400 3 594 1188 1783 2377 2400 90K (3600Lot) 1 594 1188 1487 1487 2 594 1188 1783 2377 2972 2972 3 594 1188 1783 2377 2972 3567 3600 120 (4800Lot) 1 594 1188 1298 1298 2 594 1188 1783 2377 2598 2598 3 594 1188 1783 2377 2972 3567 3888 3888 4 594 1188 1783 2377 2972 3567 4162 4757 4800
軌道數擴增到兩層軌道數,軌道總成本為 207.63 佰萬美元,其增加的獲利為 5*Q(120K)1,2* r * p = 1462.5 佰萬美元,其報酬率為 1462.5/207.63=7.04 倍。而從 兩層軌道擴增到三層軌道,其報酬率=7 倍。假設R(X)ij為規模產出為 X 下,擴 增運輸軌道數 ij 的投資報酬率,表 4.3 為不同規模下,擴增運輸軌道數的投資 報酬率。從表中可以發現在小規模產出的情境下,如月產量 30K、45K 情境只需 要一層運輸軌道數即可,而 60K、90K、120K 情境擴增運輸軌道數即可以獲得極 大的報酬率。 表 4.3: 不同規模下,擴增運輸軌道數的報酬分析 功能分割雙廠房 (R = 30%, P = 2500) 目標產出 R12 R23 R34 30K 0 0 0 45K 0 0 0 60K 4.65 0 0 90K 9.22 3.90 0 120K 7.04 7 4.94 4.2.4 廠房設計方案比較 本章節將比較不同的廠房生產設計方案,其廠房設計方案有單廠房、功能完 整雙廠房以及功能分割雙廠房方案。給定相同的生產情境假設(詳 4.1 節),針對不 同的規模目標產出下,導入利潤/成本考量,比較各方案的利潤表現。 從表 4.4 中,單廠房方案在目標產出 30K、45K、60K、90K、120K 的規模產 出情境下,單廠房方案需要的運輸軌道數分別為一層、兩層、三層、五層、八層; 功能完整雙廠房方案則是在 30K、45K 只需要一層運輸軌道,60K、90K 需要兩 層運輸軌道,120K 則需要三層運輸軌道,任何目標產出規模皆只需要一條跨廠通 道。但功能完整雙廠房方案則無法達到目標產出,經過分析機台利用率表現後,
發現加工機台成為產出瓶頸而非運輸節點,本研究將其原因留待本章結論再作說 明;功能分割雙廠房方案在 30K、45K 需要一層運輸軌道,所需的跨廠通道數為 兩條、四條,60K 需要兩層軌道數以及五條通道,90K 需要三層運輸軌道以及七 條通道,120K 需要四層運輸軌道以及九條通道。 表 4.4: 不同目標產出下,單廠房、功能完整雙廠房、功能分割雙廠房方案的實際產出比較 (下標數字為跨廠通道數) 廠房設計 運輸 層數 目標產出 30K (1200 lots) 45K (1800 lots) 60K (2400 lots) 90K (3600 lots) 120K (4800 lots) 單廠房 1 1200 1060 921 758 661 2 1200 1800 1843 1517 1324 3 1200 1800 2400 2276 1986 4 1200 1800 2400 3037 2649 5 1200 1800 2400 3600 3311 6 1200 1800 2400 3600 3974 7 1200 1800 2400 3600 4636 8 1200 1800 2400 3600 4800 功能完整 雙廠房 1 1037 (1) 1529(1) 2072(1) 1989(1) 1743(1) 2 1037(1) 1529(1) 2147(1) 3396(1) 3482(1) 3 1037 (1) 1529(1) 2147(1) 3396(1) 4593(1) 4 1037 (1) 1529(1) 2147(1) 3396(1) 4593(1) 功能分割 雙廠房 1 1200 (2) 1800(4) 1807(4) 1487(3) 1298(3) 2 1200(2) 1800(4) 2400(5) 2972(5) 2598(5) 3 1200 (2) 1800(4) 2400(5) 3600(7) 3888(7) 4 1200(2) 1800(4) 2400(5) 3600(7) 4800(9) 在目標最大化利潤下,各方案的最佳選擇的利潤表現如附表 A。以目標產出 月產量 45K 為例,單廠房方案的最佳運輸設計為兩層運輸軌道,實際產出可達 1800 lots;功能完整雙廠房方案的最佳方案為一層運輸軌道,一條通道,實際產 出可達 1529 lots;功能分割雙廠房方案的最佳方案為一層運輸通道,四條通道,
實際產出可達 1800 lots。各方案毛利計算如下: 單廠房(1800*25*2500*0.3*12*5-120,000,000*2)=17.85 億美元 功能完整雙廠房(1529*25*2500*0.3*12*5-120,000,000*(1+0.04))=15.95 億美元 功能分割雙廠房(1800*25*2500*0.3*12*5-120,000,000*(1+0.16))=18.86 億美元 在目標產出 45K 的規模下,功能分割雙廠房方案比單廠房方案 5 年高出 1.01 億美 元的利潤,比功能完整雙廠房方案 5 年高出 2.09 億美元。 4.2.6 產品回流率對建廠方案的影響 半導體產品的回流特性使得產品途程變得更加複雜,複雜的途程有可能會影 響廠房運輸系統的設計,本小節將討論產品加工回流率對建廠方案的影響。 在 4.1 節所提出的產品途程其回流率介於 26.12~27.23%,本研究將此途程定 義為低回流率產品途程,而低回流率途程實驗結果已在 4.2 節說明。在此本研究 繼續維持 4.1 節的所有情境假設,維持各產品比例、總加工道次數以及各製程加 工時間,只修改產品途程順序,使途程具有 53~54%的高回流率,其高回流率產 品資訊如下: 產品 加工道次數 回流次數 回流比率 A 781 414 53.01 % B 700 377 53..86 % C 650 351 54 % 面對高回流率途程的情境下,依本研究提出的研究架構,各方案的實際產出 表現如及其運輸系統設計如下表 4.5。
表 4.5: 高回流途程情境下、不同目標產出,三建廠方案的實際產出比較 (下標數字為跨廠通道數) 廠房設計 運輸層數 目標產出 30K (1200lots) 45K (1800 lots) 60K (2400 lots) 90K (3600 lots) 單廠房 1 1200 1088 945 777 2 1200 1800 1890 1555 3 1200 1800 2400 2334 4 1200 1800 2400 3112 5 1200 1800 2400 3600 功能完整 雙廠房 1 961(1) 1463(1) 1953(1) 2055(1) 2 961(1) 1463(1) 1953(1) 3155(1) 3 961(1) 1463(1) 1953(1) 3155(1) 功能分割 雙廠房 1 1200 (5) 1338(5) 1163(5) 957(4) 2 1200(5) 1800(7) 2330(9) 1916(7) 3 1200(5) 1800(7) 2400(9) 2874(11) 4 1200(5) 1800(7) 2400(9) 3600(13) 兩條生產途程其回流率、製程順序不同代表不同的生產情境,雖然無法直接 去比較不同生產途程情境下各方案的實際產出表現,但透過分析表 4.6,可以發現 兩條高、低回流率途程對各方案的影響。單廠房以及功能完整雙廠房方案在各個 目標產出規模下,大致上不會受途程回流率高低的影響;而功能分割雙廠房方案 則在回流率高的情境下,需要更多的運輸系統,例如 90K 規模時,低回流率情境 需要三層運輸軌道,七條跨廠通道;而高回流率情境卻需要四層運輸軌道,而跨 廠通道高達十三條。
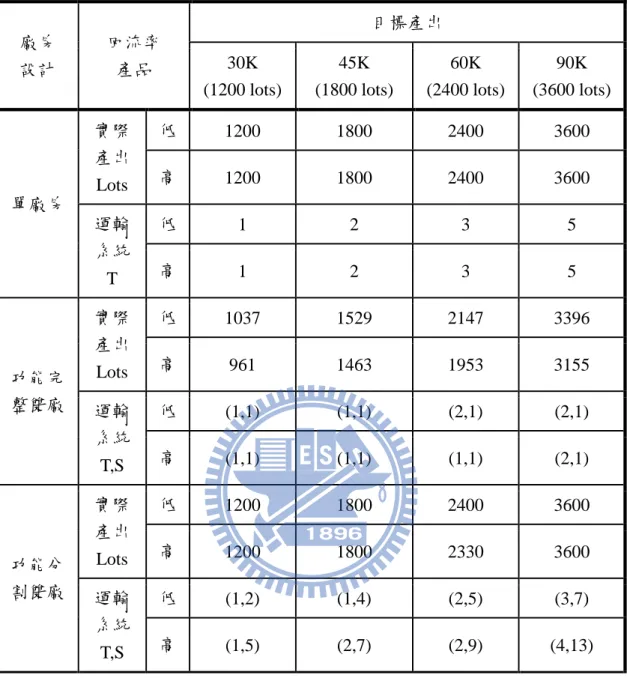
表 4.6: 不同回流率情境下三種廠房設計方案比較 廠房 設計 回流率 產品 目標產出 30K (1200 lots) 45K (1800 lots) 60K (2400 lots) 90K (3600 lots) 單廠房 實際 產出 Lots 低 1200 1800 2400 3600 高 1200 1800 2400 3600 運輸 系統 T 低 1 2 3 5 高 1 2 3 5 功能完 整雙廠 實際 產出 Lots 低 1037 1529 2147 3396 高 961 1463 1953 3155 運輸 系統 T,S 低 (1,1) (1,1) (2,1) (2,1) 高 (1,1) (1,1) (1,1) (2,1) 功能分 割雙廠 實際 產出 Lots 低 1200 1800 2400 3600 高 1200 1800 2330 3600 運輸 系統 T,S 低 (1,2) (1,4) (2,5) (3,7) 高 (1,5) (2,7) (2,9) (4,13)
4.3 本章結論
4.3.1 三種方案比較 依據附錄表 A 的各方案利潤表現表,製作出利潤折線圖,如圖 4.1: 圖 4.1: 三方案利潤分析線圖 根據圖 4.1 ,除了在目標產出 30K 的情況下,單廠房方案表現最好(12.5 億 美元)。產出規模 45K~90K,功能分割雙廠房方案表現最好。隨著目標產出規模 需求上升,功能分割雙廠房方案對單廠房方案的利潤差距拉大,但與功能完整雙 廠房的利潤差距則縮小。而當產出規模來到 120K 時,功能完整雙廠房表現最好 (45.83 億美元)。功能分割雙廠房方案 V.S.單一廠房方案 本研究認為功能分割雙廠房方案之所以會比單一廠房方案要好的原因在於運 輸軌道與工作站設置的位置有關,單一大廠房的中央運輸軌道等同一個大迴圈, 工作站位於軌道兩側,如下圖 4.2: 圖 4.2: 單一廠房軌道與工作站配置 在單一大廠房內,中央軌道迴圈內不設置工作站,廠房面積大使得各工作站距離 較遠,工件運輸距離變長。 功能分割雙廠房方案如果將跨廠通道視為廠內運輸,其概念雖然類似單一大 廠,但其軌道以及工作站的設置卻是有所不同,如下圖 4.3: 圖 4.3: 功能分割雙廠房軌道與工作站配置 Main Transportation System Main Transportation System W1 W2 W3 W4 W5 W6 W7 W8 W16 W15 W14 W13 W12 W11 W10 W9
Main Transportation System
W1 W2 W3 W4 W5 W6 W7 W8 W9 W9 W10 W11 W12 W13
雙廠房的中央軌道迴圈較小,且兩廠中央軌道間可以設置工作站(如 W3、W4、 W15、W16 的工作站位置),廠房面積小使得工作站間距離較近,因此搬運時間較 短,故功能分割雙廠房方案表現優於單一大廠方案。 功能分割雙廠房方案 V.S.功能完整雙廠房方案 廠房內隨著機台數增加,機台共享效應越大,如下圖 4.4 所示: 圖 4.4: 機台共享效應 當廠房機台組合等比例放大時,因為有更多機台可以互相支援產能,產出增加量 超出等比例。各方案的最適機台配置都是在單一廠房的假設下所規劃的機台配 置。功能完整雙廠房方案將相同機台平均分配到兩廠,等同於將廠房縮小一半, 廠房產出量縮小超過一半,兩小廠加起來的實際產出就無法達到預定的目標產出。 功能分割雙廠房是將工作指派到兩廠,相同的機台依然設置在一起,不會破 壞最適機台配置,且機台設置在一起可互相支援。在目標產出規模 30~90K 下, 功能分割雙廠房方案皆優於功能完整雙廠房方案。 值得注意的是隨著目標產出規模越來越大,兩方案的利潤差距變小,甚至根 Fab-Small W1:12 sets W2:10 sets W3: 8 sets --- 實際產出:1000 廠房等比例 放大一倍 Fab-Large W1:24 sets W2:20 sets W3:16 sets --- 實際產出:2150 產出並非等 比例增加 機台數越多機台共享效應越大
據圖 4.1 趨勢,當目標產出規模大於一定程度以上(月產量 120K),功能完整雙廠 房的利潤表現會優於功能分割雙廠房。關於這樣的結果,本研究認為隨著目標產 出規模越來越大,需要的建廠機台數越來越多,當機台數量多到一定程度時,則 功能完整雙廠房方案的兩小廠機台數增加,機台共享效應發揮優勢。 4.3.2 產品回流率對建廠方案的影響 單廠房方案將所有工作站都設置在同一廠房內,不會發生跨廠加工,產品途 程回流率不會影響單廠房方案的廠內的運輸設計。功能完整雙廠房方案則是類似 兩個小單廠設計,對廠內的運輸設計影響也是不大。而且並非所有工件都必頇跨 廠生產,即使跨廠加工,在功能完整雙廠房方案假設下工件也只需跨廠一次,高 回流率產品途程並不會影響跨廠通道數。 本研究所提出的功能分割雙廠房方案將工作站指派到兩廠,代表所有工件都 必頇跨廠生產,產品途程因為工作站分割變得更加複雜。高回流率產品途程情境 下工件多次來回兩廠間加工,造成廠內及廠間運輸需求上升,需要更多的運輸產 能。產品回流率會影響功能分割雙廠房方案的運輸設計,產品回流率越高,需要 比較多的運輸產能,使此方案較無競爭優勢。
第五章 結論及未來研究
5.1 結論
對於半導體廠房設計,本研究提出功能分割雙廠房跨廠生產設計,此設計方 案過去並無相關文獻探討。在假設運輸時間不等於零的情況下,討論如何規劃功 能分割雙廠房方案。 規劃功能分割雙廠房設計共分三階段求解,利用等候網路模式求解階段一的 最適機台組合問題以及階段三的最適運輸系統設計,運輸系統設計考量包含廠內 多層運輸軌道層數以及多跨廠通道數。階段二則是本研究提出工作站指派方法來 決定兩廠應該具備何種工作站。 比較三種廠房設計的表現並推論各方案最適的生產情境。在假設的實驗情境 下,本研究認為單一廠房方案較適合較小規模產出需求(如月產量 30K 以下);功 能完整雙廠房方案則是適合較大規模產出需求(如月產量 120K);而功能分割雙廠 房方案則是適合上述兩者之間的規模(月產量 30~90K)。 半導體產品回流率將會影響功能分割雙廠房方案的表現,高回流率產品會頻 繁地來回兩廠間進行加工,會讓功能分割雙廠房方案的運輸負荷上升,使其產出 表現較差,較無競爭優勢。因此規劃廠房設計時,除了考慮目標產量需求,也必 頇考慮產品途程的特性,才能做出較正確的廠房方案決策。5.2 未來研究
未來可能的研究方向可以分以下兩個部分: 1. 不同的工作站指派方法以及廠房內的工作站配置。 2. 多廠房跨廠生產考量。 3. 廠房內工作站作最適區位規劃。 本研究提出的工作站指派方法,則是考慮廠房面積限制,根據途程依序指派 工作站到各廠。然而半導體產品有回流以及製程重複的特性,如果能發展一套較 有效率的指派方法,順序相依性較高的工作站盡量在一個廠房,甚至在同一加工 區內,可減少功能分割雙廠房設計的運輸負荷。 目前跨廠生產設計只考慮在兩廠房的情況下,未來可以進一步探討兩廠房以 上的功能分割多廠房生產規劃設計。 考慮廠內工作站在加工區位的設置,半導體加工道次長且具有回流特性,將 途程順序相依的工作站設置在相鄰近的加工區,可減少運輸系統負荷,使產出上 升。參考文獻
英文部分:
Connors, D. P., Feigin, G. E., & Yao, D. D. (1996). A Queueing network model for semiconductor manufacturing. IEEE Transactions on Semiconductor Manufacturing, 9(3), 412-427.
Egbelu, P. J., (1987). The use of non simulation approaches in estimating vehicle requirements in an automated guided vehicle based transport system. Material Flow, 4, 17–32.
Hood, S. J., Bermon, S., & Barahona, F., (2003). Capacity planning under demand uncertainty for semiconductor manufacturing. IEEE Transactions on Semiconductor
Manufacturing, 16(2), 273- 280.
Jang, J., Suh, J., & Ferreira, P. M., (2001). An AGV routing policy reflecting the current and future state of semiconductor and LCD production lines. International Journal of
Production Research, 39(17), 3901-3921.
Lin, J. T., Wang, F. K., & Wu, C. K., (2003). Simulation Analysis of the Connecting transport AMHS in a wafer fab. IEEE Transactions on semiconductor Manufacturing, 16(3), 555-564.
Mackulak, G. T., & Savory, P., (2001). A simulation-based experiment for comparing AMHS performance in a semiconductor fabrication facility. IEEE Transactions on
Semiconductor Manufacturing, 14(3), 273-280.
performance in 300mm fabs. International Journal of Production Research, 45(3), 571-590.
Peters, B. A., & Yang T., (1997). Integrated facility layout and material handling system design in semiconductor fabrication facilities. IEEE Transactions on Semiconductor
Manufacturing, 10(3), 360-369.
Swaminathan, J., (2000). Tool capacity planning for semiconductor fabrication facilities under demand uncertainty. European Journal of Operational Research, 120, 545-558. Toba, H., Izumi, H., Hatada, H., & Chikushima, T., (2005). Dynamic Load Balancing Among Multiple Fabrication Lines Through Estimation of Minimum Inter-Operation Time. IEEE Transactions on Semiconductor Manufacturing, 18(1), 202-213.
Ting, J. H., & Tanchoco, J. M. A., (2001). Optimal bidirectional spine layout for overhead material handling systems, IEEE Transactions on Semiconductor
Manufacturing, 14(1), 57-64.
Wu, M. C., Chen, C. F., & Shih, C. F., (2009). Route Planning for Two Wafer Fabs with Capacity-Sharing Mechanisms. International Journal of Production Research, 47(20), 5843-5856.
Wu, M. C., & Chang, W. J., (2007). A short-term capacity trading method for semiconductor fabs with partnership. Expert systems with application, 33(2), 476-483. Wang, F. K., & Lin, J. T., (2004). Performance evaluation of an automated material handling system for a wafer fab. Robotics and Computer-Integrated Manufacturing, 20, 91-100.
中文部份: