國立交通大學
機械工程學系
碩 士 論 文
工輥在熱軋製程及冷卻過程中之熱分析
Thermal Analysis of Work Roll in Hot Rolling and Cooling Processes
研 究 生:謝秋傑
指導教授:楊文美 博士
工輥在熱軋製程及冷卻過程中之熱分析
Thermal Analysis of Work Roll in Hot Rolling and Cooling Processes
研 究 生:謝 秋 傑 Student:Chiu-Chieh Hsieh 指導教授:楊 文 美 Adviser:Wen-Mei Yang 國 立 交 通 大 學 機 械 工 程 學 系 碩 士 論 文 A Thesis
Submitted to Institute of Mechanical Engineering College of Engineering
National Chiao Tung University in Partial Fulfillment of The Requirements
for the Degree of Master of Science
in
Mechanical Engineering July 2006
Hsinchu, Taiwan, Republic in China
摘 要
本文以數值方法探討工輥在熱軋製程及冷卻過程中之熱傳現 象,首先建立一個二維軸對稱工作輥體的暫態物理模型,然後以隱性 (implicit)有限體積法模擬工輥於中鋼實際操作環境中,包括週期性軋 延過程及研磨前冷卻過程的溫度變化與直徑熱膨脹量大小,並探討不 同參數對模擬結果的影響。 在週期性軋延過程部分,本文模擬工輥經過實際軋延過程的狀 況。結果發現由於鋼帶在軋延過程中不會保持一固定位置,因此輥體 溫度分佈會有平移的現象,且輥體於不同軋延週期中受到的加熱及冷 卻條件均會有所變化,故輥體表面溫度分佈受不同邊界條件所影響, 而直徑熱膨脹量所得結果大小受溫度分佈所決定,即整體溫度分佈高 則熱膨脹量大,且結果會隨加熱週期數增加而成長。 在研磨前冷卻過程方面,本文分析不同對流熱傳係數對模擬結果 的影響。結果發現因空氣的對流熱傳係數值相差不大,所得出輥體表 面溫度分佈與直徑熱膨脹量大小結果相當接近,而水的對流熱傳係數 值範圍較大,但因水冷時間足夠長,所以不同冷卻條件下的輥體表面 溫度分佈及直徑熱膨脹量大小差距亦相當有限。誌 謝
首先感謝指導教授楊文美博士兩年來的悉心指導與諄諄教 誨,使本論文能順利的完成。恩師治學嚴謹之態度,使我培養出獨 立思考的能力,並給予在為人處事上的潛移默化及正確的研究方法 與態度,使學生受益良多,浩瀚師恩,非筆墨難以形容,永銘於心, 謹誌於此,以表由衷感謝與敬意。 口試期間承蒙胡毓仁博士、盧定昶教授及游明輝教授等不吝賜 教,並提供諸多寶貴意見,使本文更加完備,深表謝意。 感謝實驗室學長豪傑,同學啟豪以及學弟武伸、文山在生活上 的熱情幫忙與大力支持,使得兩年的研究生活更為充實平順,並且 感謝在交通大學求學期間所有教導過我的師長,使我在學識的領域 上有所成長與突破,在此謹致上我最誠摯的謝意。 最後謹以本論文獻給我的父母及親友,感謝你們對我的生活無 止境的關懷與照顧,並在精神上全力的支持與鼓勵,此恩此情銘記 於心。目 錄
摘要... i 誌謝... ii 目錄... iii 表目錄... iv 圖目錄...v 符號說明... vii 第一章 緒論...1 1-1 前言 ...1 1-2 文獻回顧 ...2 1-3 研究目的 ...5 第二章 物理模式 ...7 2-1 統御方程式 ...7 2-2 初始條件 ...8 2-3 邊界條件 ...8 第三章 數值方法 ...11 3-1 輥體的離散方程式 ...11 3-2 數值計算過程 ...13 3-3 計算輥體熱膨脹 ...14 第四章 結果與討論 ...15 4-1 週期性軋延過程 ...15 4-1-1 溫度分析 ...16 4-1-2 熱膨脹變形量 ...17 4-2 研磨前冷卻過程 ...17 4-2-1 溫度分析 ...18 4-2-2 熱膨脹變形量 ...19 第五章 結論...20 參考文獻...21表 目 錄
表1輥體格點類型係數表...24 表2 中鋼 thermal 程式基本輸入參數 ...26 表3 中鋼 thermal 程式輸出結果 ...28 表4
冷卻流體之熱物性質表...30 表5 不同冷卻條件之對流熱傳係數表 ...30
圖 目 錄
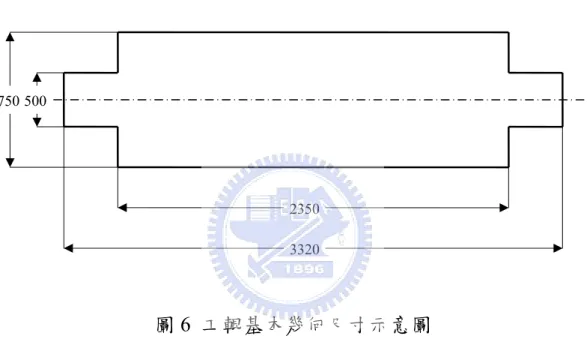
圖 1 熱軋輥輪組示意圖...31 圖 2 軸對稱工輥模型示意圖...32 圖 3 輥體格點類型圖...33 圖 4 輥體內部格點取控制體積示意圖...34 圖 5 輥體內部格點取控制體積之熱膨脹模型...35 圖 6 工輥基本幾何尺寸示意圖...36 圖 7 121805b 組軋延過程,每座軋鋼輥體於第 40 軋延週期中加熱 結束後之軸向溫度分佈圖...37 圖8 輥體於第 10 軋延週期中加熱結束後,不同 r 位置之軸向溫度 分佈圖...38 圖9 輥體於第 20 軋延週期中加熱結束後,不同 r 位置之軸向溫度 分佈圖...39 圖10 輥體於第 40 軋延週期中加熱結束後,不同 r 位置之軸向溫度 分佈圖...40 圖11 輥體於最後第 47 軋延週期中加熱結束後,不同 r 位置之軸向 溫度分佈圖...41 圖12 輥體表面中心點處(z=0)溫度隨軋延週期個數變化圖 ...42 圖13 輥體於第 10 軋延週期中加熱結束後之等溫分佈圖 ...43 圖14 輥體於第 20 軋延週期中加熱結束後之等溫分佈圖 ...44 圖15 輥體於第 40 軋延週期中加熱結束後之等溫分佈圖 ...45 圖16 輥體於最後第 47 軋延週期中加熱結束後之等溫分佈圖 ...46 圖17 輥體於不同軋延週期中加熱結束後,直徑熱膨脹量分佈圖 .47 圖18 輥體表面中心點處(z=0)於每個軋延週期中加熱結束時,直徑 熱膨脹量變化圖...48 圖19 輥體分別於空冷(ha=3W/m2K)、水冷(hw=6000W/m2K)結束時的 表面溫度分佈圖...49 圖20 輥體於不同空氣冷卻條件下之表面溫度分佈圖 ...50圖21 輥體於固定空冷條件(ha=3W/m2K),不同水冷條件下之表面溫 度分佈圖...51 圖22 輥體中心表面處溫度及徑向平均溫度隨冷卻時間變化圖,其 中固定空冷條件(ha=3W/m2K),水冷條件(hw=6000W/m2K)..52 圖23 輥體分別於空冷(ha=3W/m2K)、水冷(hw=6000W/m2K)結束時的 直徑熱膨脹量分佈圖...53 圖24 輥體於不同空氣冷卻條件下之直徑熱膨脹量分佈圖 ...54 圖25 輥體於固定空冷條件(ha=3W/m2K),不同水冷條件下之直徑熱 膨脹量分佈圖...55 圖26 不同計算方式之輥體中心直徑熱膨脹量隨冷卻時間變化圖, 其中固定空冷條件(ha=3W/m2K),水冷條件(hw=6000W/m2K) ...56
符 號 說 明
符 號
A 表面積 p c 比熱 D 輥體直徑 D′ 輥體直徑熱膨脹量 h 對流熱傳係數 g 重力加速度 k 熱傳導係數 M ,N z,r方向取的格點數 D Nu Nusselt number Pr Prandtl number R 輥體半徑 ' R 輥體半徑熱膨脹量 D Ra Rayleigh number D Re Reynolds number r,z 輥體座標 T 溫度 0 T 初始溫度 f T 輥體表面與流體之平均溫度 ∞ T 流體溫度 t 時間 t 冷卻時間R t 加熱時間 P t 軋延週期 V 控制體積 α 熱擴散係數 β 體積膨脹係數 r Δ 內部格點之控制體積徑向長度 r′ Δ 內部格點之控制體積徑向熱膨脹量 t Δ 時間步階 z Δ 內部格點之控制體積軸向長度 ε 熱膨脹係數 ν 運動黏滯係數 ρ 密度
下 標
surr 周遭環境 P 主格點 W 主格點之左邊界 E 主格點之右邊界 N 主格點之上邊界 S 主格點之下邊界上 標
第 一 章
緒 論
1-1 前言
在鋼鐵工業中,鋼品生產過程可細分為許多程序,每一個程序的 操作,都足以成為影響產品品質的重要因素。其中鋼材的主要成形法 有軋延、鍛造、擠出、抽伸和深冲等五種方法。將鋼胚通過兩個轉動 軋輥,受連續軋延壓力而伸展成形,其產品謂之軋製鋼材。因軋製法 產量高,加工容易,平均成本低,故軋製鋼材佔全部鋼成品的百分之 九十五以上。鋼材的軋製可分為熱軋和冷軋兩種,熱軋是指在鋼胚送 進軋延機軋製之前,先將其加熱至高溫;而冷軋則是指被軋延材料不 預先加熱,在常溫下即送進軋延機軋製,不同的軋製過程生產出不同 物性的鋼品。 本文就熱軋的程序來對工作輥輪做溫度及徑向熱變形量的分析 與討論。當高熱的鋼材進入熱軋生產線時,熱量經由其與工作輥體的 接觸區域,迅速地傳輸進入輥體,輥體因受熱而膨脹,為避免輥體的 膨脹尺寸過大,導致軋延鋼帶的厚度產生不均或是發生邊波的情形, 故於軋製的同時會在輥體周圍噴灑冷卻水做對流散熱。因此為了控制 鋼帶熱軋的精準度與延長輥輪的使用壽命,必須發展一個快速反應且 精確的即時模擬系統,以清楚了解輥體的溫度分佈及其因受熱而產生 的徑向變形量大小。1-2 文獻回顧
Cerni[1]建立一個輥輪的二維暫態模型,假設輥體僅以對流方式 冷卻,且輥體受熱僅由均一熱源供給之前提下,分析輥體的表面溫度 分佈,Cerni 的結果也為後來的研究提供了一個參考的基準。 Hogshead[2]將 Cerni 的方法加以簡化,且以穩態為條件進行溫度 分佈解析,得到輥體表面溫度分佈的穩態解。繼 Hogshead 之後 Stevens、Ivens 和 Harper[3]以實驗方式量測輥體在熱軋過程中受鋼胚 傳入熱量及外加散熱機構作用下的暫態溫度分佈數據。 Parke 和 Baker[4]發展一個二維暫態模型,使用有限差分法探討 輥體在熱軋過程中的暫態溫度變化,此種模型後來被廣泛的使用與改 進。如Poplawski 和 Seccombe[5]以 Parke 和 Baker 的研究為基礎,建立分析輥體溫度的三維模型。Wilmott 與 Mignon[6]亦發展了包含軸向
與徑向的二維模型,一樣使用有限差分法,假設邊界條件皆為等效, 並考慮輥體冷卻時的水壓、流率與噴頭角度等因素,分析出輥體的暫 態溫度分佈。
Haubitzer[7]研究輥體的二維模型,徑向以 Kelvin functions 表示,
圓周方向以Fourier series 展開,以控制表面溫度為前提,解得輥體溫
度分佈的穩態解。Patula[8]以 Haubitzer 的研究為基礎,研究輥體在熱
軋過程中,輥體的受熱表面有固定的熱量傳入,其餘面積則以對流方
式冷卻,分析出輥體的溫度分佈。但Patula 在對流冷卻表面,以不同
之輥體,熱傳滲透的深度也會不同,高轉速會有較薄的滲透深度。 Yuen[9]亦以 Haubitzer 的研究為基礎,作深入的探討,將輥體分 別以固定及不定的熱源和對流冷卻之熱傳條件,分析輥體的溫度分 佈。Tseng[10]以有限差分法求解一個高速轉動輥體的模型,因為輥體 轉動的速度很快,故溫度變化僅限於接近輥體表面的一薄層內。此 外,Tseng 分析不同的Pe數,對輥體溫度分佈的影響,得到較小的Pe 數對於溫度分佈變化會有較大的影響。 Pallone[11]使用拉普拉斯積分,並控制冷卻水噴頭的角度,求出 輥體暫態的軸向溫度分佈。Ye 與 Samarasekera[12]建立一個考慮徑向 和軸向的二維熱傳模型,以有限差分法得出輥體的暫態溫度分佈,並 計算相對的輥體變形量,進一步探討冷卻水流率、表面濕潤角度、冷 卻水噴頭擺放位置及潤滑劑種類對分析結果的影響。
Van Steden 與 Tellman[13]分別就軸向與圓周方向以及軸向與徑 向為發展模型,並且加入了冷卻水噴灑角度、輥體表面溫度、噴嘴與 輥體之間的距離、冷卻水流率與噴灑水壓等參考因素,求得暫態溫度 分佈。 Hwang[14]發展一個徑向與圓周方向的物理模型,使用有限元素 法分析輥體於穩態時的溫度分佈,並探討鋼帶和輥體間的磨擦條件、 熱傳係數、輥體轉動速度、潤滑劑種類與噴灑位置等不同操作參數對 模擬結果的影響。 Ryu 與 Lee[15]使用有限體積法求解二維輥體模型,研究模型在 經過多次的熱軋及空冷後,輥體的溫度變化。結果發現經過越多次的 循環,熱量越往輥體的中心傳遞,且整體的溫度也會逐漸的升高。他
們也模擬了僅有空冷的條件下,未加任何強制對流進行散熱,即輥體 只藉由自然對流散熱,得出輥體在不同時間點的溫度分佈。 Guo[16]使用各種不同方法分析輥體溫度,研究中以有限元素法 和Runge-Kutta 法求解輥體一維及二維模型。在電腦計算時間中,求 得二維正合解所花的時間最多。研究中指出每一種方法都有其優缺 點,分析二維系統會比一維系統更加精確,但是相對所耗費的電腦計 算時間也更多。 Lin 與 Chen[17]亦建立數值模擬模型,假設軋延過程為二維以簡 化問題和減少電腦計算時間,並基於三維控制體積模型下使用有限差 分法,來預測工作輥輪於軋延過程中的溫度分佈及其熱膨脹狀況。對 此三維非穩態熱傳模擬模型,在熱軋延過程中所考慮的邊界條件包含 工作輥輪分別與空氣和冷卻水的對流冷卻、冷卻水的沸騰現象、工作 輥輪的熱輻射現象,以及工作輥輪與鋼帶接觸區域因摩擦所產生的熱 等,其所有的邊界條件皆假設為可控制的,而此模擬結果與實驗所得 之結果極為吻合,並且比較前人所建立之二維模型,其結果也是極相 近的。 Garcia-Gil 與 Colas[18]以實驗量測工輥於軋延結束後,從軋延機 座上取出至空氣中冷卻的表面溫度分佈,再以一個二階多項式曲線修 正量測數據,並建立一個數學模型,將修正後的表面溫度數據導入, 使用有限差分法,分析計算輥體暫態溫度分佈及相對的變形量,研究 提供了解不同機制對軋延產品外形的影響。 江勝文[19]建立一個二維暫態數值模型,使用有限體積法模擬輥
變化。結果顯示由於軋延過程中輥體與熱鋼胚接觸的面積不大且轉動 快速,因此輥體溫度變化僅限於接近外側表面的一定厚度內。在進行 軋延過程中,輥體受到各參數的影響,當Pe和Bi增加時,輥體的溫 度分佈會隨之下降。 周弘仁[20]將圓周方向視為一等效溫度場,僅考慮徑向與軸向之 二維軸對稱暫態模型,且亦使用有限體積法分析模擬輥體在熱軋過程 中的熱傳行為。結果得到各參數對於輥體溫度分佈的影響,輥體溫度 隨Bi增加會降低,且當鋼帶經過輥面正中央時,輥體的溫度分佈會有 對稱的情況,若鋼帶有所偏移時,輥體的溫度分佈也隨之偏移。 熱軋製程是由數個不同的熱傳機構所組成,其物理現象相當複 雜,文獻中考慮輥體模型多為二維,且經由許多假設以簡化模型的複 雜度。此外,這方面的研究很少探討工輥於軋延結束後,從軋延機座 取出冷卻至下次安裝繼續軋延之間的狀態,如能發展一套系統,提供 冷卻中任意時間點的輥體變形修正曲線,則可大大節省需達到完全冷 卻的時間,提高軋製鋼品生產量。
1-3 研究目的
熱軋鋼品強度足、韌性佳、容易加工成各種形狀複雜的零組件, 且焊接性良好,易與其他金屬構架組合,因此被廣泛使用於車架、橋 樑、建築、道路護欄、鋼管、壓力容器及園藝工具等產品用途。若無 法達到中下游各產業的對高品級熱軋鋼品的用料需求,將導致產品競 爭力下降。本研究的目的在於建立一個工作輥體的暫態熱傳模型,以數值模 擬工輥於中鋼實際操作環境中的溫度變化和直徑熱膨脹量大小,並分 析各參數對輥體溫度及直徑熱膨脹量的影響。此外,本文亦計算工輥 於熱軋結束後,從軋鋼機座取下冷卻的熱膨脹量,將其當做外形研磨 參考曲線,修正熱軋結束後的變形量,並分析使用不同對流熱傳係數 對結果的影響,以達成較佳控制方法,使其軋延厚度更加均勻,且提 高鋼材熱軋廠的生產率。
第 二 章
物 理 模 式
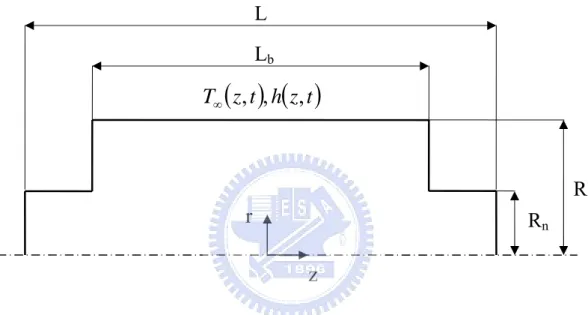
本文中研究熱軋工作輥體溫度分佈之物理模型如圖1 所示,熱軋 廠中單座軋延輥輪組共有四根輥輪,由上而下分別為上背輥、上工 輥、下工輥及下背輥,受熱軋延鋼帶由兩工作輥輪中通過,達到軋延 鋼材的目的。其中上下背輥的功用在於能夠提供上下工輥垂直應力, 避免工作輥輪因受熱而嚴重變形導致鋼材受力不均造成產物的厚薄 誤差。 由於輥輪組的物理模型具有上下對稱的特性,故本研究中僅考慮 上工輥的效應,且輥體在軋延過程中處於高速運轉,可將圓周方向視 為一等效溫度場,忽略其圓周方向的溫度變化,而又為了符合中鋼所 提供的資料型態,建立一個軸對稱的輥體模型如圖2。模型中定義座 標起點於輥體中心,L為工輥長度,Lb為輥面長度(barrel length),R為輥體半徑,Rn為工輥頸部半徑(roll neck radius),考慮工作輥體溫度函
數T為徑向r 、軸向z與時間t的函數T =T(r,z,t),並以此為基礎,建 構本研究之物理模式。
2-1 統御方程式
本研究中工輥的物理模型如圖 2 所示,考慮二維輥體溫度函數 ) , , (r z t T T = 的統御方程式可表示如下:⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ ∂ ∂ + ∂ ∂ + ∂ ∂ = ∂ ∂ 2 2 2 2 1 z T r T r r T t T α (2.1) 上式中 p c k ρ α = 為輥體的熱擴散係數(thermal diffusivity),ρ 為密度 (density) , cp 為 比 熱(specific heat) , k 為 熱 傳 導 係 數(thermal
conductivity)。
2-2 初始條件
當尚未進行軋延製程之前,輥體暴露於空氣之中並沒有接觸鋼 胚,因此無熱量之進出,其溫度與室溫Tsurr相同,故初始條件(initial condition)如下: surr T z r T( , ,0) = (2.2)2-3 邊界條件
為符合中鋼所提供之資料型態,因此考慮輥體表面(r=R)的邊界 條件(boundary conditions)均為對流效應,包含受熱區域與受對流冷卻 區域,其中h及T∞值隨輥面位置不同而改變,依軋延操作條件可分述 如下: (1) 假設輥體溫度分佈為軸對稱,故在r =0處為絕熱,其邊界條件如 下: 0 = ∂ ∂ r T (2.3)(2) 週期性軋延過程 熱軋過程中,鋼胚經由傳輸線分段輸送至輥輪組,當輥輪接觸到 鋼胚時,熱量由鋼胚傳入工輥,軋延結束後,鋼胚離開輥輪組,至下 一段鋼胚到達之前,工輥僅有冷卻水做對流散熱,整個流程週而復 始,最後完成包含多個週期的製程。在此定義單一週期內輥體的加熱 時間為tR、冷卻時間為tC,此兩段時間和為一個週期tP。不同軋延過 程包含不同軋延週期數,其中每個軋延週期時間長短不一且操作條件 不同,即輥體表面(r= R)於每個不同軋延週期中受到的加熱及冷卻條 件均會有所變化,一個時段使用一組不同的邊界條件,如下所示: 2 2 b b L z L + ≤ ≤ − h(z,t)
[
T T (z,t)]
r T k = − ∞ ∂ ∂ − (2.4) 除輥體表面(r =R)外,其他區域邊界條件依據實際操作條件分述如 下: n R r ≤ ≤ 0 T(
r,±L,t)
=const. (2.5) 2 2 L z Lb ± ≤ ≤ ± T(
Rn,z,t)
=const. (2.6) 其中const.為一固定溫度。 R r Rn < ≤ h( L ,t)[
T T ( L ,t)]
z T k = ± b − ± b ∂ ∂ − ∞ (2.7) 上式中h及T∞值為輥面兩端點處之對流條件。 (3) 研磨前冷卻過程 工輥於熱軋結束後,會從軋鋼機座取下依序經過空冷、水冷的冷 卻流程,再送至磨床上研磨修正輥體變形量,然後才再安裝回軋鋼機座上繼續軋延,使其軋延厚度更加均勻。考慮兩段時間內的冷卻條件 均為固定,其中空冷、水冷的冷卻條件使用經驗公式[21]估算,分別 如下所示: 空冷(Free convection)
(
)
[
]
2 27 8 16 9 6 1 559 0 1 387 0 60 0 ⎪⎭ ⎪ ⎬ ⎫ ⎪⎩ ⎪ ⎨ ⎧ + + = / / / D D Pr / . Ra . . Nu(
)
12 3 10 ≤ − = ∞ να β T T D g Ra s D (2.8) 水冷(Forced convection)(
)
[
]
5 4 8 5 4 1 3 2 3 1 2 1 282000 1 4 0 1 62 0 30 0 / / D / / / / D D Re Pr / . Pr Re . . Nu ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ + + + = ReD Pr>0.2 (2.9)第 三 章
數 值 方 法
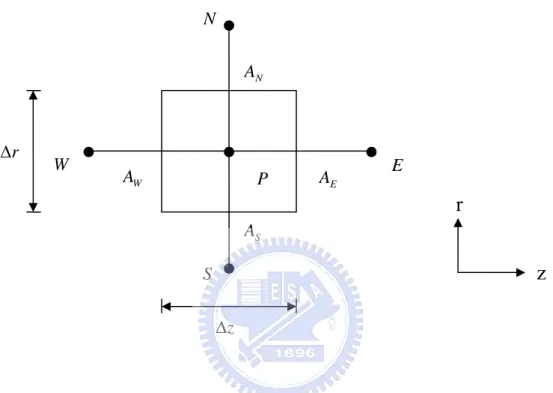
本研究採用的數值方法為隱性(implicit)有限體積法,將輥體切割 為若干格點如圖3,對每一個格點取控制體積,每個控制體積內每一 時刻皆必須保持能量守恆[22],如圖 4 所示,由此可以推導出各個格 點的溫度離散方程式。將所有離散後的方程式依格點位置列成矩陣 後,利用LU 法分解求得出下一個時階的溫度分佈。本章就各個不同 型態的格點做出分類,並列出其控制體積、表面積、格點溫度及矩陣 排列方式與求解方法,最後建立計算輥體熱膨脹的模型。3-1 輥體的離散方程式
分割格點完成後,對每一點取控制體積,再引用有限體積法,則 可推導得離散方程式。以圖4 之內部點 P 為來討論,首先列出其控制 體積與各表面積: z r r AN ⎟⋅Δ ⎠ ⎞ ⎜ ⎝ ⎛ + Δ ⋅ = 2 2π z r r AS ⎟⋅Δ ⎠ ⎞ ⎜ ⎝ ⎛ −Δ ⋅ = 2 2π r r r r r r A AW E ⎟ = ⋅ ⋅Δ ⎠ ⎞ ⎜ ⎝ ⎛ Δ − ⋅ − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ + ⋅ = = π π 2π 2 2 2 2 z r r z A V = W ⋅Δ =2π⋅ ⋅Δ ⋅Δ (3.1)根據熱傳導傅力葉定律(Fourier’s law) n T kA q ∂ ∂ − = (3.2) 故對控制體積每個表面積進入的能量分別為 z T T r r k z T T A k q n P n W n P n W W W Δ − ⋅ Δ ⋅ ⋅ ⋅ = Δ − ⋅ ⋅ = +1 +1 2π +1 +1 z T T r r k z T T A k q n P n E n P n E E E Δ − ⋅ Δ ⋅ ⋅ ⋅ = Δ − ⋅ ⋅ = +1 +1 2π +1 +1 z T T z r r k z T T A k q n P n N n P n N N N Δ − ⋅ Δ ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ +Δ ⋅ ⋅ = Δ − ⋅ ⋅ = +1 +1 +1 +1 2 2π z T T z r r k z T T A k q n P n S n P n S S S Δ − ⋅ Δ ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ −Δ ⋅ ⋅ = Δ − ⋅ ⋅ = +1 +1 +1 +1 2 2π (3.3) 而儲存在控制體積中的能量為 ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ Δ − ⋅ ⋅ ⋅ Δ ⋅ Δ ⋅ ⋅ = ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ Δ − ⋅ ⋅ ⋅ = + + t T T c z r r t T T V c E n P n P p n P n P p st 1 1 2π ρ ρ (3.4) 由能量平衡得 st S N E W q q q E q + + + = (3.5) 將(3.3)及(3.4)帶入(3.5)式中得
( ) ( )
( )
( )
(
( )
)
(
)
( )
Pn n S n N n E n W n P T T r r r F T r r r F T z F T z F T r F z F = ⋅ Δ Δ − ⋅ − ⋅ Δ Δ + ⋅ − ⋅ Δ − ⋅ Δ − ⋅ ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ Δ + Δ + + + + + + 1 2 1 2 1 2 1 2 1 2 2 2 / 1 2 / 1 2 2 1 (3.6) 其中 t c t k F p Δ ⋅ = ⋅ Δ ⋅ = α ρ 。將方程程式進一步簡化為 f T e T d T c T b T a⋅ Pn+1+ ⋅ Wn+1+ ⋅ En+1+ ⋅ Nn+1 + ⋅ Sn+1 = (3.7)的離散方程式,如表 1 所列。其中為節省計算時間,邊界部份則以顯 性(explicit)法來處理。
3-2 數值計算過程
當所有點的離散方程式皆被推導出後,建立一係數矩陣A、由前 一時階溫度計算所得之矩陣B以及下一時階的溫度矩陣 X ,寫成 B AX = 的形式,使用矩陣運算來解出各時間的溫度分佈,其求解步驟 如下: (1) 輸入基本數據及定義初始條件。 (2) 矩陣排列規則 令輥體z方向切割點數為M ,r方向切割點數為N,則總共切割 點 數 為 M ×N , 矩 陣 A 的 維 度 為(
M×N) (
× M×N)
, 矩 陣 X 和 B 為(
M × N)
×1,其第K點的各係數在矩陣中位置如下 K K K a A , = AK,K−1 =bK AK,K+1 =cK K M K K d A , + = AK,K−M =eK BK = fK (3.8) (3) 使用 LU 法分解A矩陣,求解下一時階的溫度分佈,其原理如下 B AX = 使用LU 法分解得LUX =B 令UX = y得Ly =B,求解y 再代回UX = y求得X (4) 進行反覆疊代計算各格點溫度直到軋延過程結束,可得任一時間 點的輥體溫度分佈。3-3 計算輥體熱膨脹
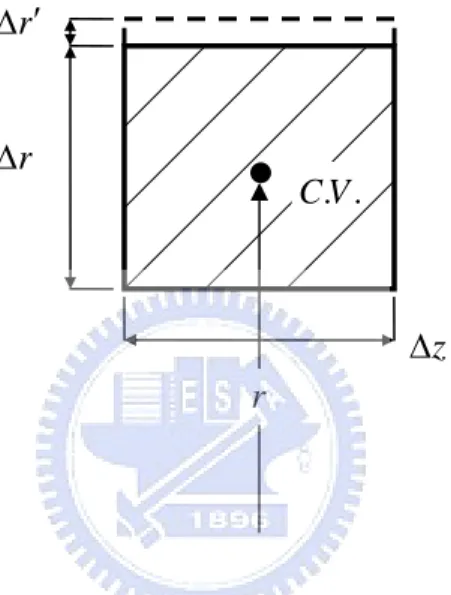
在鋼鐵熱軋過程中,熱量經由鋼帶與工作輥體的接觸區域迅速地 傳輸進入輥體,輥體因受熱而膨脹,其熱變形量受輥體內部的溫度分 佈所控制,進而影響軋延鋼帶的品質,故設法控制輥體熱膨脹尺寸為 提高產品良率的重要因素之ㄧ。 考慮輥體內部格點之控制體積如圖5,工輥徑向熱膨脹量為從輥 體中心到表面由於溫度變異產生的變形量之總和,其計算步驟如下: (1) 輥體內部位置r,控制體積徑向的變形量 ε ⋅ − ⋅ Δ = ′ Δr r (T T0) (3.9)其中T0為初始溫度,ε 為熱膨脹係數(thermal expansion coefficient)。
(2) 輥體徑向總熱膨脹量
∑
∑
= = ⋅ − ⋅ Δ = ′ Δ = ′ n i n i T T r r R 1 0 1 ) ( ε (3.10) 其中n為輥體內部控制體積數目。又輥體的物理模型具有軸對稱的特 性,故輥體直徑總熱膨脹量可以下式來表示∑
= ⋅ − ⋅ Δ = ′ = ′ n i T T r R D 1 0) ( 2 2 ε (3.11) 在此定義徑向平均溫度(bulk temperature)如下式,藉此當作代表整體 溫度分佈的參考值∑
= = n i i bulk T n T 1 1 (3.12) 則輥體直徑總熱膨脹量可表示如下第 四 章
結 果 與 討 論
本章將討論工作輥體於中鋼實際操作環境中,經過週期性軋延過 程,溫度分佈的變化及直徑熱膨脹量大小。此外,本文亦計算工輥於 熱軋結束後,從軋鋼機座取下冷卻的溫度分佈與直徑熱膨脹量,並分 析不同對流熱傳係數對結果的影響。4-1 週期性軋延過程
實際的熱軋過程並非一直持續著軋延的動作,持續軋延將會使得 輥體過度膨脹造成軋延鋼帶厚度不均或是導致工輥毀損,因此熱軋過 程為一個連續進行軋延、冷卻循環的週期性製程。在週期性軋延過程 中,鋼鐵廠中工作人員可以調整鋼帶的長度與冷卻時間的長短來對輥 體的溫度作更精確的控制,故不同軋延過程包含不同軋延週期數,其 中每個軋延週期時間長短不一且操作條件不同,即輥體於每個不同軋 延週期中受到的加熱及冷卻條件均會有所變化,相較於周弘仁[20]考 慮單一固定週期更能符合實際上操作狀況。 考慮工輥幾何尺寸如圖6,輥體表面所有邊界條件均以(2.4)的形 式所示,一個時段使用一組不同的邊界條件,其中h及T∞隨輥面位置 不同而改變,此二值均由中鋼所提供之程式計算得出,且本文配合中 鋼所提供的資料,對輥體z 方向取 117 個計算格點數,r 方向取 16 個。程式計算每條生產線所需輸入資料內容均包含 7 座輥輪組之相關參 數,以 121805b 組之輸入資料為例,每座輥輪組均需經過 47 個不同 軋延週期數,而每個不同軋延週期中加熱段或冷卻段之輸入參數形式 均如表 2 所列,故每座輥輪組會有 94 段不同輸入條件,而表 3 為首 座輥輪組於第一個軋延週期中的加熱條件輸出結果。
4-1-1 溫度分析
圖 7 為 121805b 組軋延過程,每座軋鋼輥體於第 40 軋延週期中 加熱結束後之軸向溫度分佈圖,由圖可知鋼帶在軋延過程中不會保持 一固定位置,因此輥體溫度分佈會有平移的現象,且隨鋼帶依序經過 七座軋鋼機,其含有的熱量會逐漸散失,故從第一到七座軋鋼輥體的 最高表面溫度會依序遞減。 由於輸入數據繁多,故在此以121805b 組之首座輥輪組做為分析 範本。圖 8~11 為輥體分別於第 10、20、40 及最後第 47 軋延週期中 加熱結束後,不同 r 位置之軸向溫度分佈圖,由圖 8~11 可觀察出不 同軋延週期中的輥體表面溫度分佈受不同時段邊界條件所影響,其中 每個時段的h及T∞隨輥面位置不同而變化,而不同r 位置軸向溫度分 佈隨其距離輥體中心越接近則越趨平緩。圖 12 為輥體表面中心點處 溫度隨軋延週期個數變化圖,由圖可知輥體反覆經過加熱、冷卻循環 週期製程時,其中心點溫度變化會有震盪的現象。 圖13~16 為輥體分別於第 10、20、40 及最後第 47 軋延週期中加過軋延週期數越多而越趨於均勻,顯示軋延時間越久,熱量經由傳導 進入輥體內部的效果越明顯。
4-1-2 熱膨脹變形量
工輥徑向熱膨脹量為從輥體中心到表面由於溫度變異產生的變 形量之總和,其計算步驟如3-3 所列。圖 17 為輥體分別於第 10、20、 40 及最後第 47 軋延週期中加熱結束後,直徑熱膨脹量分佈圖,其計 算所需溫度場分別來自於圖 13~16,所得結果大小受溫度分佈所決 定,即整體溫度分佈高則熱膨脹量大。圖 18 為輥體表面中心點處於 每個軋延週期中加熱結束時,直徑熱膨脹量變化圖,由圖可知輥體表 面中心點處之直徑熱膨脹量會隨加熱週期數增加而成長。4-2 研磨前冷卻過程
工輥於熱軋結束後,會從軋鋼機座取下依序經過空冷、水冷的冷 卻流程,再送至磨床上研磨修正輥體外形,然後才再安裝回軋鋼機座 上繼續軋延,使其軋延厚度更加均勻。 本文單純考慮輥體於上述冷卻流程中,因溫度變異而產生的熱膨 脹量,將其當做外形修正曲線,修正熱軋結束後的變形量,包含熱軋 過程中黏附於輥體表面的雜質,其中空冷與水冷的條件分別如(2.5) 和(2.6)式所示,計算所需流體之熱物性質如表 4 所列,而表 5 為不同 冷卻條件之對流熱傳係數(convection heat transfer coefficient)估算結果。在此固定整個冷卻流程時間為 135 分鐘,其中空冷時間為 45 分 鐘,水冷時間為 90 分鐘,分析不同對流熱傳係數對輥體溫度分佈及 熱膨脹量的影響。
4-2-1 溫度分析
圖 19 為輥體分別於空冷、水冷結束時的表面溫度分佈圖,其中 空氣的對流熱傳係數取表 5 所列之中間值(ha=3W/m2K),而水的對流 熱傳係數亦取自於表 5 所列之中間值(hw=6000W/m2K),藉此當做之 後分析的參考基準。圖 20 為輥體於不同空氣冷卻條件下之表面溫度 分佈圖,由圖可知因對流熱傳係數相差不大,故得出表面溫度分佈結 果相當接近,最大差量為 0.39℃。圖 21 為輥體於固定空冷條件 (ha=3W/m2K),不同水冷條件下之表面溫度分佈圖,從圖中可發現因 水冷時間足夠長,所以冷卻後的表面溫度分佈差距亦相當有限,最大 差量為 0.28℃。圖 22 為輥體中心表面處溫度及徑向平均溫度隨冷卻 時間變化圖,其中固定空冷條件(ha=3W/m2K),水冷條件(hw=6000 W/m2K),由圖中實線部份可觀察出空冷前段溫度會有上升的現象, 這是因為輥體於軋延結束後,內部溫度比表面高,加上空氣冷卻效果 不佳,所以熱量會逐漸透過傳導至表面造成溫度上升,當空冷結束 後,水冷的 h 值較大使得溫度迅速下降,然後隨冷卻時間增加而越趨 於一穩態結果,而圖中虛線部份代表輥體中心徑向平均溫度,其定義 如(3.12)所示。4-2-2 熱膨脹變形量
如4-1-2 所述,熱膨脹變形量所得結果大小受溫度分佈所決定, 即整體溫度分佈高則熱膨脹量大。圖 23 為輥體分別於空冷(ha=3 W/m2K)、水冷(hw=6000W/m2K)結束時的直徑熱膨脹量分佈圖,由圖 可知輥體於空冷結束至水冷結束間直徑熱膨脹量之變化範圍。圖 24 為輥體於不同空氣冷卻條件下之直徑熱膨脹量分佈圖,結果顯示相當 接 近 , 最 大 差 量 為 1.36×10-6 m。圖 25 為輥體於固定空冷條件 (ha=3W/m2K),不同水冷條件下之直徑熱膨脹量分佈圖,結果差距亦 相當有限,最大差量為4.47×10-6 m。圖 26 為不同計算方式之輥體中 心 直 徑 熱 膨 脹 量 隨 冷 卻 時 間 變 化 圖 , 其 中 固 定 空 冷 條 件(ha=3 W/m2K),水冷條件(hw=6000W/m2K),實線部份計算式子為(3.11),虛 線部份則為(3.13),由圖可知此二者之結果相當接近,故可將徑向平 均溫度當做衡量直徑熱膨脹量大小的參考基準,而從圖 22 的溫度分 析中可觀察出輥體中心徑向平均溫度在空冷前段均會有上升的現 象,接著緩慢下降至空冷結束,當水冷開始後,較大的h 值使得溫度 迅速下降,然後隨冷卻時間增加而持續下降,故其熱膨脹量變化在空 冷前段會有上升的情形,接著緩慢下降至空冷結束,當水冷開始後, 下降的幅度就明顯變大,然後隨冷卻時間增加而繼續降低。第 五 章
結 論
本文藉由數值模擬探討輥體在實際熱軋過程中的溫度分佈變化 與直徑熱膨脹量大小,並計算工輥於熱軋結束後,從軋鋼機座取下冷 卻的溫度分佈及熱膨脹量,分析使用不同對流熱傳係數對結果的影 響。綜合前一章所得到的結果,可得以下結論。 1. 週期性軋延過程:鋼帶在軋延過程中不會保持一固定位置,因此 輥體溫度分佈會有平移的現象。因輥體於每個不同軋延週期中受 到的加熱及冷卻條件均會有所變化,故輥體表面溫度分佈受不同 邊界條件所影響,而不同 r 位置軸向溫度分佈隨距離輥體中心越 接近則越趨平緩。此外,直徑熱膨脹量所得結果大小受溫度分佈 所控制,即整體溫度分佈高則熱膨脹量大,且結果會隨加熱週期 數增加而成長。 2. 研磨前冷卻過程:因空氣的對流熱傳係數值相差不大,故得出輥 體表面溫度分佈與直徑熱膨脹量大小結果相當接近,而水的對流 熱傳係數值範圍較大,但因水冷時間足夠長,所以不同冷卻條件 下的輥體表面溫度分佈及直徑熱膨脹量大小差距亦相當有限。參 考 文 獻
1. Cerni, S., 1961, “The temperature and thermal stress in the rolling of metal strip”, Iron and Steel Engineer Year Book, pp. 717.
2. Hogshead, T. H., 1967, “Temperature distribution in the rolling of metal”, Ph. D. thesis, Carnegie-Mellon Univ., Pittsburgh, Pa.
3. Stevens, P. G., Ivens, K. P. and Harper, P., 1971, “Increasing work-roll life by improved roll-cooling practice”, Journal Iron Steel Institute, vol. 209, pp. 1-11.
4. Parke, D. M. and Baker, J. L. L., 1972, “Temperature effects of cooling work roll”, Iron Steel Eng., vol. 49, pp. 83-88.
5. Poplawski, J. V. and Seccombe, D. A., 1980, “Bethlehem’s contribution to the mathematical modeling of cold rolling tandem mills”, Iron Steel Eng., vol. 57, pp. 47-58.
6. Wilmott, S. and Mignon, J., 1973, “Thermal variations of the camber of the working rolls during hot rolling”, C.R.M. Report, No. 34, March, pp. 17-34.
7. Haubitzer, W., 1974, “Steady-state temperature distribution in rolls”, Arch. Eisenhuettenwes., vol. 46, pp. 635-638.
8. Patula, E. H., 1981, “Steady-state temperature distribution in a rotation roll subject to surface heat fluxes and convective cooling”, J.
Heat Transfer, Tran. ASME, vol. 03, pp. 36-41.
9. Yuen, W. Y. D., 1984, “On the steady-state temperature distribution in a rotating cylinder subject to heating and cooling over its surface”, submitted to J. Heat Transfer, Tran. ASME, vol. 06, pp. 578-585. 10. Tseng, A. A., 1984, “Finite-difference solution for heat transfer in
roll rotating at high speed”, Numerical Heat Transfer, vol. 7, pp. 113-125.
11. Pallone, G. T., 1983, “Transient temperature distribution in work rolls during hot rolling of sheet and strip”, Iron and Steel Engineer, Dec. pp. 21-26.
12. Ye, X. and Samarasekera, I.V., 1994, “The role of spray cooling on thermal behavior and crown development in hot strip mill work rolls”, Iron and Steelmaker, vol. 13, pp. 49-60.
13. Van Steden, C. and Tellman, J. G. M., 1984, “A new method of designing a work roll cooling system for improved productivity and strip quality”, Proc. 4th Intl. Steel Rolling Conference: The Science and Technology of Flat Rolling.
14. Hwang, S. M., Joun, M. S. and Kang, Y. H., 1993, “Finite element analysis of temperature, metal flow, and roll pressure in hot strip rolling”, Journal of Engineering for Industry, Tran. of the ASME, vol. 115, pp. 290-298.
strip rolling”, Posco Technical Report, vol. 4, pp. 103-109.
16. Guo, R. M., 2001, “Evaluation of thermal profile models using various solution methods”, AISE Conference Cleveland, pp. 23-26. 17. Lin, Z. C. and Chen, C. C., 1995, “Three-dimension heat-transfer
and thermal-expansion analysis of the work roll during rolling”, Journal of Material Processing Technology, vol. 49, pp. 125-147. 18. Garcia-Gil, G. and Colas, R., 2000, “Calculation of thermal crowning
in work rolls from their cooling curves”, International Journal of Tools and Manufacture, vol. 40, pp. 1977-1991.
19. 江勝文,「熱軋製程中工輥之二維熱分析」,國立交通大學機械工
程研究所碩士論文,民國94 年。
20. 周弘仁,「熱軋鋼帶製程中工輥的熱分析」,國立交通大學機械工
程研究所碩士論文,民國94 年。
21. Incropera, F. and Dewitt, D., “Fundamentals of heat and mass transfer”, 5th ed., John Wiley & Sons, Inc.
22. Hwu, Y. J., 1999, “The theorem of finite difference method for an axial symmetrical heat transfer problem” China Steel Co. inner data, pp. 1-7.
23. Hoffmann, K. A. and Chiang, S. T., 1993, “Computational fluid dynamics for engineers volume I”.
表 1 輥體格點類型係數表 Point a b c d e f 0
( ) ( )
2 2 2 2 1 r F z F Δ + Δ +( )
2 z F Δ −( )
2 z F Δ −(
)
( )
2 2 / 1 r r r F Δ Δ + ⋅ −(
)
( )
2 2 / 1 r r r F Δ Δ − ⋅ − n P T 1( ) ( )
2 2 4 2 1 r F z F Δ + Δ + 0( )
2 2 z F Δ −( )
2 4 r F Δ − 0( )
z t z T H T z H n P Δ ⋅ + ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ −2 2 ∞ , 1 2、6( ) ( )
2 2 2 2 1 r F z F Δ + Δ + 0( )
2 2 z F Δ −(
)
( )
2 2 / 1 r r r F Δ Δ + ⋅ −(
)
( )
2 2 / 1 r r r F Δ Δ − ⋅ −( )
z t z T H T z H n P Δ ⋅ + ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ −2 2 ∞ , 1 3、7( )
2(
( )
2)
2 / 1 2 2 1 r r r F z F Δ Δ − ⋅ + Δ + 0( )
2 2 z F Δ − 0(
)
( )
2 2 / 1 2 r r r F Δ Δ − ⋅ −( )
z t T r z H T r z H Pn , 1 1 2 1 1 2 1 ∞ ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ + Δ ⋅ + ⋅ ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ + Δ ⋅ − 4、8、12 1( )
2 2 2(
1( )
2 /2)
r r r F z F Δ Δ − ⋅ + Δ +( )
2 z F Δ −( )
2 z F Δ − 0(
)
( )
2 2 / 1 2 r r r F Δ Δ − ⋅ −( )
r t z T H T r H n P Δ ⋅ + ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ −2 2 ∞ , 1 5( )
2(
( )
2)
3 2 / 3 2 2 1 r r r F z F Δ Δ − ⋅ + Δ +( )
2 3 2 z F Δ −( )
2 3 4 z F Δ −(
)
( )
2 3 2 / 1 2 r r r F Δ Δ + ⋅ −(
)
( )
2 3 2 / 1 4 r r r F Δ Δ − ⋅ −( )
z t T r z H T r z H n P , 1 1 3 2 1 1 3 2 1 ∞ ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ + Δ + ⋅ ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ + Δ −9、13
( )
2(
( )
2)
2 / 1 2 2 1 r r r F z F Δ Δ − ⋅ + Δ +( )
2 2 z F Δ − 0 0(
)
( )
2 2 / 1 2 r r r F Δ Δ − ⋅ −( )
z t T r z H T r z H Pn , 1 1 2 1 1 2 1 ∞ ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ + Δ ⋅ + ⋅ ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ + Δ ⋅ − 10、14( ) ( )
2 2 2 2 1 r F z F Δ + Δ +( )
2 2 z F Δ − 0(
)
( )
2 2 / 1 r r r F Δ Δ + ⋅ −(
)
( )
2 2 / 1 r r r F Δ Δ − ⋅ −( )
z t z T H T z H n P Δ ⋅ + ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ −2 2 ∞ , 1 11( )
2(
3( )
2)
2 / 3 2 2 1 r r r F z F Δ Δ − ⋅ + Δ +( )
2 3 4 z F Δ −( )
2 3 2 z F Δ −(
)
( )
2 3 2 / 1 2 r r r F Δ Δ + ⋅ −(
)
( )
2 3 2 / 1 4 r r r F Δ Δ − ⋅ −( )
z t T r z H T r z H n P , 1 1 3 2 1 1 3 2 1 ∞ ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ + Δ + ⋅ ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ + Δ − 15( ) ( )
2 2 4 2 1 r F z F Δ + Δ +( )
2 2 z F Δ − 0( )
2 4 r F Δ − 0( )
z t z T H T z H n P Δ ⋅ + ⋅ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ Δ −2 2 ∞ , 1 16( ) ( )
2 2 4 2 1 r F z F Δ + Δ +( )
2 z F Δ −( )
2 z F Δ −( )
2 4 r F Δ − 0 n P T 其中( )
p c t t z h H ⋅ Δ ⋅ = ρ , 續表1表2 中鋼 thermal 程式基本輸入參數
1. nrstr_brch : number of strip rolled since last backup roll changed 2470 2. flagmain : index of intration in main program 2 3. calcmode : calculation mode 0 4. nriter : number of iteration 1 5. ist : index of stand 1 6. iocheck : number of i/o check 32768 7. ndimrad : dimension of array in radial direction 11 8. dywr : distance of work roll segment [mm] 20 9. ndimwr : dimension of array in width direction 200 10. idrive : index of the roll segment on the drive side edge 42 11. imiddle : index of the roll segment on the center 100 12. ioper : index of the roll segment on the operate side edge 158 13. flagrch : index of work roll change (>0 indicates roll changed) 0 14. ncoolwr : number of roll cooling spray bar 4 15. lcoolwid(1) : width of narrow spray bar [mm] 2050.0 16. lcoolwid(2) : width of wider spray bar [mm] 1000.0 17. lcoolwid(3) : width of narrow spray bar [mm] 0 18. lcoolwid(4) : width of wider spray bar [mm] 0 19. lbr : barrel length of backup roll [mm] 2100.0 20. lchwr : distance between center of work roll chocks [mm] 3320.0 21. lwr : barrel length of work roll [mm] 2350.0 22. dbr : diameter of backup roll [mm] 1416.8 23. dwr : diameter of work roll [mm] 796.4 24. ewr : elastic modulus of work roll [N/mm**2] 204.41 25. rocpbr : (ρ∗cp) of backup roll [Ws/(m**3℃)] 4057100.0
26. rocpwr : (ρ∗cp) of work roll [Ws/(m**3℃)] 4061200.0
27. lambr : thermal conductivity of backup roll [W/(m*℃)] 37.70 28. lamwr : thermal conductivity of work roll [W/(m*℃)] 22.28 29. alphawr : thermal expansion coeff. of work roll 1.14E-05 30. pfefak : efficiency factor of heat transfer by water (tuned constant) 1933.4 31. flagthe : index of rolling (=1 rolling, =0 idling) 1 32. dtime : duration time of rolling or idling [s] 53.0
續表2
34. sft : work roll shift distance [mm] 0.0 35. flowbr : flow rate of coolant for backup roll [m**3/h] 50.0 36. flowwr(1,0) : entry flow rate of coolant in narrow bar for work roll 120.0 37. flowwr(1,1) : exit flow rate of coolant in narrow bar for work roll 75.0 38. flowwr(2,0) : entry flow rate of coolant in wide bar for work roll 0.0 39. flowwr(2,1) : entry flow rate of coolant in wide bar for work roll 0.0 40. flowwr(3,0) : entry flow rate of coolant in narrow bar for work roll 170.0 41. flowwr(3,1) : exit flow rate of coolant in narrow bar for work roll 125.0 42. flowwr(4,0) : entry flow rate of coolant in wide bar for work roll 0.0 43. flowwr(4,1) : entry flow rate of coolant in wide bar for work roll 0.0 44. temair : air temperature [℃] (0~50) 25.0 45. temcool : coolant temperature [℃] (0~50) 28.9 46. temneck : roll neck temperature [℃] (<200) 35.0 47. temstr : strip temperature [℃] (0~1200) 904.0 48. wid : width of strip [mm] 1260.3 49. h0 : stand entry thickness [mm] (0~100) 36.77 50. h1 : stand exit thickness [mm] 24.26 51. fr : roll force [N] (0~1e6) 16073.5 52. rocpstr : (ρ∗cp) of strip [Ws/(m**3℃)] 5230000.0
53. lamstr : thermal conductivity of strip [W/(m*℃)] 27.88 54. oxidlay : thickness of oxide layer on the surface of strip [mm] (0~0.1) 0.007 55. tembr : backup roll temperature [℃] 30.9 56. brtsrc : time since work roll change [s] 53.0
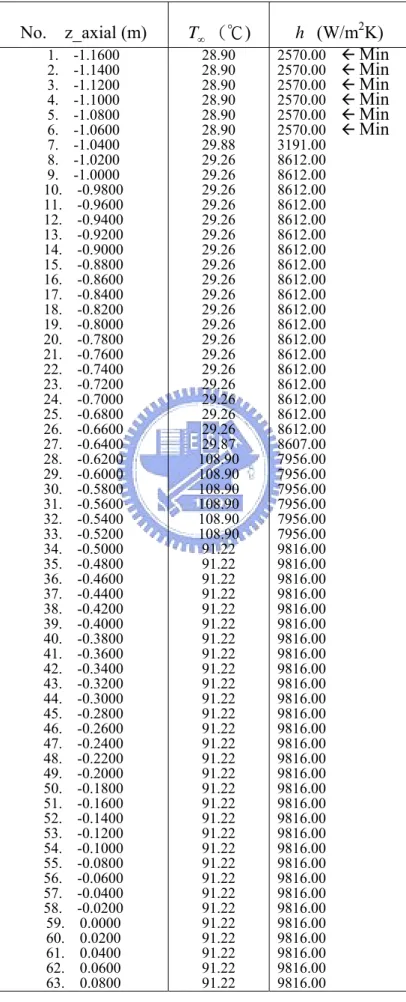
表3 中鋼 thermal 程式輸出結果 No. z_axial (m) T∞ (℃) h (W/m2K) 1. -1.1600 2. -1.1400 3. -1.1200 4. -1.1000 5. -1.0800 6. -1.0600 7. -1.0400 8. -1.0200 9. -1.0000 10. -0.9800 11. -0.9600 12. -0.9400 13. -0.9200 14. -0.9000 15. -0.8800 16. -0.8600 17. -0.8400 18. -0.8200 19. -0.8000 20. -0.7800 21. -0.7600 22. -0.7400 23. -0.7200 24. -0.7000 25. -0.6800 26. -0.6600 27. -0.6400 28. -0.6200 29. -0.6000 30. -0.5800 31. -0.5600 32. -0.5400 33. -0.5200 34. -0.5000 35. -0.4800 36. -0.4600 37. -0.4400 38. -0.4200 39. -0.4000 40. -0.3800 41. -0.3600 42. -0.3400 43. -0.3200 44. -0.3000 45. -0.2800 46. -0.2600 47. -0.2400 48. -0.2200 49. -0.2000 50. -0.1800 51. -0.1600 52. -0.1400 53. -0.1200 54. -0.1000 55. -0.0800 56. -0.0600 57. -0.0400 58. -0.0200 59. 0.0000 60. 0.0200 28.90 28.90 28.90 28.90 28.90 28.90 29.88 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.87 108.90 108.90 108.90 108.90 108.90 108.90 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 2570.00 Å Min 2570.00 Å Min 2570.00 Å Min 2570.00 Å Min 2570.00 Å Min 2570.00 Å Min 3191.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8607.00 7956.00 7956.00 7956.00 7956.00 7956.00 7956.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00
續表3 64. 0.1000 65. 0.1200 66. 0.1400 67. 0.1600 68. 0.1800 69. 0.2000 70. 0.2200 71. 0.2400 72. 0.2600 73. 0.2800 74. 0.3000 75. 0.3200 76. 0.3400 77. 0.3600 78. 0.3800 79. 0.4000 80. 0.4200 81. 0.4400 82. 0.4600 83. 0.4800 84. 0.5000 85. 0.5200 86. 0.5400 87. 0.5600 88. 0.5800 89. 0.6000 90. 0.6200 91. 0.6400 92. 0.6600 93. 0.6800 94. 0.7000 95. 0.7200 96. 0.7400 97. 0.7600 98. 0.7800 99. 0.8000 100. 0.8200 101. 0.8400 102. 0.8600 103. 0.8800 104. 0.9000 105. 0.9200 106. 0.9400 107. 0.9600 108. 0.9800 109. 1.0000 110. 1.0200 111. 1.0400 112. 1.0600 113. 1.0800 114. 1.1000 115. 1.1200 116. 1.1400 117. 1.1600 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 91.22 108.90 108.90 108.90 108.90 108.90 108.90 29.87 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.26 29.88 28.90 28.90 28.90 28.90 28.90 28.90 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 9816.00 7956.00 7956.00 7956.00 7956.00 7956.00 7956.00 8607.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 8612.00 3191.00 2570.00 Å Min 2570.00 Å Min 2570.00 Å Min 2570.00 Å Min 2570.00 Å Min 2570.00 Å Min
表4 冷卻流體之熱物性質表 Air (T∞ =25°C) Water (T∞ =30°C) Thermophysical properties Tf =300K Tf =315K Tf =305K Tf =315K ) / (W mK k 0.0263 0.0274 0.62 0.634 ) / ( 2 s m ν 1.59 ×10-5 1.74 ×10-5 7.73 ×10-7 6.37 ×10-7 Pr 0.707 0.705 5.2 4.16 ) / ( 2 s m α 2.25 ×10-5 2.47 ×10-5 1.49 ×10-4 1.53 ×10-4 表 5 不同冷卻條件之對流熱傳係數表 Air Water K Tf =305 Tf =315K K Tf =300 Tf =315K V =1 ) / (m s 5 = V ) / (m s 1 = V ) / (m s 5 = V ) / (m s h ) / ( 2 K m W 2.27 4.28 2110 8819 2346 9967
圖1 熱軋輥輪組示意圖 噴水冷卻 受軋延鋼帶 噴水冷卻 噴水冷卻 上工輥 下工輥 噴水冷卻 ω 上背輥 下背輥
圖2 軸對稱工輥模型示意圖 L Lb
( ) ( )
z t h z t T∞ , , , R Rn r z圖 3 輥體格點類型圖 16 1 15 ● 7 6 ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● 2 3 4 5 8 9 10 11 12 14 13 0
圖4 輥體內部格點取控制體積示意圖 S N N A W A S A E A W z Δ z
●
●
●
●
●
E P r r Δ圖 5 輥體內部格點取控制體積之熱膨脹模型 r′ Δ r Δ ● . .V C z Δ r
圖 6 工輥基本幾何尺寸示意圖 500 750 2350 3320 單位:mm
z (m) -1.0 -0.5 0.0 0.5 1.0 T (oC) 20 40 60 80 100 No.1 No.2 No.3 No.4 No.5 No.6 No.7 圖7 121805b 組軋延過程,每座軋鋼輥體於第 40 軋延週期中加熱結 束後之軸向溫度分佈圖
z (m) -1.0 -0.5 0.0 0.5 1.0 T (oC) 20 40 60 80 100 120 140 r = 0.375 m r = 0.350 m r = 0.250 m r = 0.125 m 圖8 輥體於第 10 軋延週期中加熱結束後,不同 r 位置之軸向溫度分 佈圖
z (m) -1.0 -0.5 0.0 0.5 1.0 T (oC) 20 40 60 80 100 120 r = 0.375 m r = 0.350 m r = 0.250 m r = 0.125 m 圖9 輥體於第 20 軋延週期中加熱結束後,不同 r 位置之軸向溫度分 佈圖
z (m) -1.0 -0.5 0.0 0.5 1.0 T (oC) 20 40 60 80 100 120 r = 0.375 m r = 0.350 m r = 0.250 m r = 0.125 m 圖10 輥體於第 40 軋延週期中加熱結束後,不同 r 位置之軸向溫度分 佈圖
z (m) -1.0 -0.5 0.0 0.5 1.0 T (oC) 20 40 60 80 100 r = 0.375 m r = 0.350 m r = 0.250 m r = 0.125 m 圖11 輥體於最後第 47 軋延週期中加熱結束後,不同 r 位置之軸向 溫度分佈圖
軋延週期個數 0 10 20 30 40 50 T (oC) 20 40 60 80 100 120 z = 0 圖12 輥體表面中心點處(z=0)溫度隨軋延週期個數變化圖
z (m) -1.0 -0.5 0.0 0.5 1.0 D' (m) 0.0 5.0e-5 1.0e-4 1.5e-4 2.0e-4 2.5e-4 3.0e-4 3.5e-4 10 20 40 47 圖17 輥體於不同軋延週期中加熱結束後,直徑熱膨脹量分佈圖
加熱週期個數 0 10 20 30 40 50 D' (m) 0.00000 0.00005 0.00010 0.00015 0.00020 0.00025 0.00030 0.00035 z = 0 圖18 輥體表面中心點處(z=0)於每個軋延週期中加熱結束時,直徑 熱膨脹量變化圖
z (m) -1.0 -0.5 0.0 0.5 1.0 T (oC) 25 30 35 40 45 50 55 60 空冷結束 水冷結束 圖19 輥體分別於空冷(ha=3W/m2K)、水冷(hw=6000W/m2K)結束時的 表面溫度分佈圖
z (m) -1.0 -0.5 0.0 0.5 1.0 T (oC) 25 30 35 40 45 50 55 60 ha = 2.27 W/m 2 K ha = 3 W/m2K ha = 4.28 W/m2K 圖20 輥體於不同空氣冷卻條件下之表面溫度分佈圖
z (m) -1.0 -0.5 0.0 0.5 1.0 T (oC) 29.9 30.0 30.1 30.2 30.3 30.4 hw = 2110 W/m2K hw = 6000 W/m2K hw = 9967 W/m2K 圖21 輥體於固定空冷條件(ha=3W/m2K),不同水冷條件下之表面溫 度分佈圖
t (sec) 0 2000 4000 6000 8000 10000 T (oC) 25 30 35 40 45 50 55 60 T(R,0,t) Tbulk 圖22 輥體中心表面處溫度及徑向平均溫度隨冷卻時間變化圖,其 中固定空冷條件(ha=3W/m2K),水冷條件(hw=6000W/m2K)
z (m) -1.0 -0.5 0.0 0.5 1.0 D' (m) 0.0 5.0e-5 1.0e-4 1.5e-4 2.0e-4 2.5e-4 3.0e-4 空冷結束 水冷結束 圖23 輥體分別於空冷(ha=3W/m2K)、水冷(hw=6000W/m2K)結束時的 直徑熱膨脹量分佈圖
z (m) -1.0 -0.5 0.0 0.5 1.0 D' (m) 0.0 5.0e-5 1.0e-4 1.5e-4 2.0e-4 2.5e-4 3.0e-4 ha = 2.27 W/m2K ha = 3 W/m2K ha = 4.28 W/m2K 圖24 輥體於不同空氣冷卻條件下之直徑熱膨脹量分佈圖
z (m) -1.0 -0.5 0.0 0.5 1.0 D' (m) 4.0e-5 5.0e-5 6.0e-5 7.0e-5 8.0e-5 9.0e-5 1.0e-4 hw = 2110 W/m2K hw = 6000 W/m2K hw = 9967 W/m2K 圖25 輥體於固定空冷條件(ha=3W/m2K),不同水冷條件下之直徑熱 膨脹量分佈圖
t (sec) 0 2000 4000 6000 8000 10000 D' (m) 5.0e-5 1.0e-4 1.5e-4 2.0e-4 2.5e-4 3.0e-4 Eq.(3.11) Eq.(3.13) 圖26 不同計算方式之輥體中心直徑熱膨脹量隨冷卻時間變化圖, 其中固定空冷條件(ha=3W/m2K),水冷條件(hw=6000W/m2K)