國 立 交 通 大 學
機 械 工 程 學 系
碩士論文
高壓氣瓶的高溫旋壓縮口之
有限元素分析研究
Finite Element Analysis on Spinning of High-pressure
Tube at High Temperature
研 究 生:范馨勻
指導教授:洪景華 教授
高壓氣瓶的高溫旋壓縮口之有限元素分析研究
Finite Element Analysis on Spinning of High-pressure Tube
at High Temperature
研 究 生:范馨勻 Student: Hsin-Yen Fan
指導教授:洪景華 教授 Advisor: Dr. Ching-Hua Hun 國 立 交 通 大 學
機 械 工 程 學 系 碩 士 論 文
A Thesis
Submitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
in
Mechanical Engineering
July 2011
Hsinchu, Taiwan, Republic of China
高壓氣瓶的高溫旋壓縮口之有限元素分析研究
研究生:范馨勻 指導教授:洪景華 教授國立交通大學機械工程學系
碩士論文
摘要
本研究使用有限元素模擬軟體 Abaqus 建立一個高溫旋壓縮口加 工製程的分析模組,用以設計及分析安全氣囊的新式氣體產生器的高 壓氣瓶。首先以簡化的假設針對鋼瓶爆破壓力進行模擬,藉此取得符 合強度之最輕巧鋼瓶初步結構設計;隨後以有限元素模擬軟體 DEFORM 內建之 SAE1020 在 1200℃時的材料性質,配合高溫拉伸試 驗的結果進行近似性分析,並將該近似數據做為模擬的材料性質依據, 代入有限元素模擬軟體 Abaqus 中,模擬高溫旋壓縮口三道次加工製 程;最後以實驗驗證模擬所得之結果,以此驗證有限元素分析模組的 正確性。Finite Element Analysis on Spinning of
High-pressure Tube at High Temperature
Student: Hsin-Yen Fan Advisor: Dr. Ching-Hua Hung
Department of Mechanical Engineering
National Chiao Tung University
ABSTRACT
In order to design and analyze the high-pressure tube used in the new design of gas generant of airbag, a finite element analysis module of spinning process at high temperature is built in this research.
In this analysis module, the process of burst test is simulated first with simplified assumptions to obtain of preliminary tube design. The material property of SAE1020 at 1200℃in software DEFORM’s material library is fitted to the result of high temperature tensile test, and is then used as material property in the 3-stage-spinning-process simulation with software Abaqus. Finally, the simulation results are compared to those of experiment, to determine the validity of the analysis module.
Keywords: finite element analysis module, high-pressure tube, high-temperature spinning, gas generant of airbag
誌謝
回顧過往兩年的研究生時光,一路上受到許多人的幫助及啟發, 尤其感謝指導老師洪景華教授,從最開始接觸有限元素分析這個領域 開始直到這篇論文完成的這段時間,老師不厭其煩地給予了許多的建 議及指導;除此之外,老師對於教學的堅持及對研究的熱情,乃至於 待人處事的態度為學生樹立了一個相當好的典範。 同時也很感謝實驗室的學長們給予了許多幫助,麒禎學長很有耐 心的解答關於模擬上各式各樣的問題,如果沒有學長的幫助,這篇論 文或許不會這麼順利的完成;很有個人特色的銘傑學長,總是充滿熱 忱的彥彬學長,認真的志嘉學長以及待人和善的志傑學長為實驗室帶 來融洽的氣氛,提供一個良好的環境進行研究。 還有同屆的同學們,常常與振傑互相討論研究中遇到的問題,彼 此幫助,雅喬總是讓實驗室充滿歡笑,與書麟總有各式各樣的話題可 聊。而學弟妹宜均、致豪、呂翔、品帆及彥佑,分擔實驗室的大小瑣 事,讓我在寫論文時不用分心。 也要謝謝元翎精密有限公司的林運賢學長,在實驗上給予大力的 協助,並提供相關的專業知識供我做為模擬的依據及參考。最後感謝 家人的支持及關心,讓我可以心無旁鶩的專注於學業。目錄
1.1 簡介 ... 1 1.2 研究載具介紹 ... 2 1.3 高溫旋壓加工 ... 3 1.4 文獻回顧 ... 4 1.5 研究動機及目的 ... 7 1.6 研究方法 ... 7 1.7 論文架構 ... 8 中文摘要... i 英文摘要... ii 誌謝 ... iii 目錄 ... iv 表目錄 ... vii 圖目錄 ... viii 一、 緒論 ... 12.1 試驗目的 ... 9 2.2 彈性係數與指數定律 ... 9 2.3 實驗方法 ... 11 2.4 不同應變率之真實應力真實應變數據 ... 14 3.1 Abaqus 軟體介紹 ... 20 3.2 有限元素模型之基本假設 ... 21 3.3 建立模型 ... 22 3.3.1 建立元件之幾何外形 ... 22 3.3.2 網格劃分 ... 23 3.3.3 材料及元素性質給定 ... 24 3.3.4 邊界條件及分析設定 ... 25 3.4 模擬結果 ... 28 3.5 初步設計之結果討論 ... 30 4.1 有限元素模型之基本假設 ... 32 4.2 建立模型 ... 33 4.2.1 建立各元件之幾何外形 ... 33 4.2.2 邊界條件及分析設定 ... 35 4.2.3 網格劃分 ... 37 4.2.4 材料性質給定 ... 38 二、 材料試驗與性質 ... 9 三、常溫耐壓爆破測試模擬 ... 20 四、高溫旋壓成形加工模擬及結果討論 ... 32
4.2.5 模擬的其餘設定 ... 38 4.3 步驟一之模擬結果 ... 38 4.4 網格重新劃分 ... 39 4.4.1 Abaqus 內建網格重新劃分 ... 40 4.4.2 手動網格重新劃分方法 ... 41 4.5 階段二各步驟模擬與實驗結果比較 ... 44 4.5.1 步驟一結果比較 ... 45 4.5.2 步驟二結果比較 ... 48 4.5.3 步驟三結果比較 ... 50 4.6 結果討論 ... 53 5.1 結論 ... 55 5.2 未來工作 ... 56 5.2.1 改進分析模組 ... 57 5.2.2 進行設計與驗證 ... 57 第五章 結論與未來工作 ... 55 參考文獻... 59
表目錄
表 1 新型氣體產生器之零件配置[1]... 2
表 2 各尺寸之組合表(單位:mm) ... 23
表 3 材料參數 ... 24
圖目錄
圖 1 旋壓加工示意圖[1] ... 3 圖 2 旋壓加工輥輪路徑示意圖[2] ... 4 圖 3 三維旋壓模型[3] ... 5 圖 4 不同加工減縮量之管件實驗結果[4] ... 5 圖 5 各道次示意圖[5] ... 6 圖 6 各階段流程 ... 7 圖 7 鋼瓶試片切片示意圖[1] ... 11 圖 8 高溫拉伸試驗試片夾持情形[8] ... 12 圖 9 拉伸試驗尺寸圖[8] ... 12 圖 10 拉伸試驗結果 ... 13 圖 11 應變率為 10-3時之真實應力真實應變曲線 ... 14 圖 12 應變率為 10-3時之真實應力真實應變曲線局部放大圖 ... 15 圖 13 應變率為 1(1/s)時的真實應力真實應變曲線 ... 16 圖 14 應變率為 3(1/s)時的真實應力真實應變曲線 ... 17 圖 15 外插後的應力應變曲線圖 ... 18 圖 16 Gleeble 實驗配合 DEFORM 資料庫後之材料曲線圖 ... 19 圖 17 左半部為簡化後尺寸,右半部為原始尺寸設計[1] ... 23圖 18 耐壓測試之鋼瓶網格規劃 ... 24 圖 19 耐壓爆破測試模擬使用之簡化材料性質曲線 ... 25 圖 20 耐壓測試之鋼瓶配置圖 ... 26 圖 21 邊界條件示意圖 ... 27 圖 22 組合 I 之模擬結果之等效塑性應變 ... 28 圖 23 組合 II 之模擬結果之等效塑性應變 ... 29 圖 24 組合 III 之模擬結果之等效塑性應變 ... 30 圖 25 輥輪尺寸圖(單位:mm)[1] ... 33 圖 26 輥輪的三維外型 ... 33 圖 27 母材無縫鋼管之原始尺寸圖[1] ... 34 圖 28 各步驟的輥輪路徑之示意圖 ... 35 圖 29 各元件在模擬中的配置圖 ... 36 圖 30 網格分布示意圖 ... 37 圖 31 步驟一模擬結果之等效塑性應變圖 ... 38 圖 32 適應性網格之結果比較 ... 40 圖 33 重劃前後之網格分布(左半部為重劃前,右半部為重劃後) . 42 圖 34 重劃前後之等效應變分布(左半部為重劃前,左半部為重劃後) ... 43 圖 35 步驟一之模擬與實驗結果比較 ... 45 圖 36 步驟一之厚度分布比較 ... 46
圖 37 步驟一之外徑分布比較 ... 47 圖 38 步驟二之模擬與實驗結果比較 ... 48 圖 39 步驟二之厚度分布比較 ... 49 圖 40 步驟二之外徑分布比較 ... 50 圖 41 步驟三之模擬與實驗結果比較 ... 50 圖 42 步驟三之厚度分布 ... 51 圖 43 步驟三之外徑分布比較 ... 52 圖 44 各階段之工作內容 ... 56
一、 緒論
1.1 簡介
高壓氣體鋼瓶被廣泛應用於各種不同的領域中,根據不同的需求 設計出不同的容量及不同氣壓等級的鋼瓶,常見的應用如汽車安全氣 囊高壓鋼瓶、隨身氧氣瓶、玩具槍充氣瓶、奶油發泡器…等所需之高 壓鋼瓶,而本研究的載具為使用於汽車安全氣囊的高壓氣瓶。 安全氣囊的氣體發生器在傳統上分為壓縮氣體型及火藥型;而本 研究中的高壓鋼瓶用於混合型氣體發生器,由高壓氣體與少量的化學 藥劑所組成,氣體的產生為高壓氣體與化學藥劑反應後的氣體所混合, 可將火藥型及壓縮氣體型的優缺點相互融合,與火藥型比較,其氣體 溫度及製造成本較低,而與壓縮氣體型比較其體積較小。 業界對不同用途的高壓氣瓶有不同的強度規範,而此種使用於汽 車安全氣囊的高壓氣瓶的耐壓強度需到達 80MPa,並且爆破的裂口不 可在瓶口,因此業界選用碳鋼 SAE1020 無縫鋼管做為製作鋼瓶的母 材,但因為強度較高,需在高溫下以雙輥輪旋壓的方式對無縫鋼管進 行縮口。文獻上以碳鋼無縫鋼管旋壓加工成高壓鋼瓶的研究較少,因 此本研究將以建立適當的有限元素研究模組為目標,並以實驗驗證模 擬的結果,確認此模組是否正確。1.2 研究載具介紹
表 1 新型氣體產生器之零件配置[1] 剖 面 圖 零 件 表 編號 零件名稱 1 氣瓶主體 2 螺絲 3 排氣帽 4 封片組 5 藥杯 6 多孔板 7 端蓋法蘭 8 陶瓷棉墊 9 點火器 10 O ring 11 點火座 12 短路環 13 化學藥劑 14 混合氣體 表 1 為元翎精密工業公司提供之新式氣體產生器之配置圖,由剖 面圖可看到化學藥劑置於 13 的位置,高壓氣體 14 充填在氣瓶主體 1 的內部空間,而本研究的載具即為此氣體發生器的氣瓶主體,由於此鋼瓶需與排氣帽 3 配合,因此外徑需固定。
1.3 高溫旋壓加工
旋壓加工為一相當古老的加工法,其可加工軸對稱的工件,如棒 件、管件等,並且加工區的接觸面積小,可以較小的力進行塑性變形, 加工精度高,其機械性能也佳。因此,業界一般選擇使用旋壓加工製 造高壓氣瓶。 圖 1 旋壓加工示意圖[1] 圖 1 為鋼瓶在旋壓加工時之配置圖,可看到欲成形鋼管被置於夾 具中,以夾具轉動帶動工件進行自轉,左右兩個輥輪進給進行旋壓加 工。而本研究之載具之加工也是相同的程序進行旋壓加工,但由於材 料強度較高,並且在加工時工件單位長度的口徑減縮率較高,因此以 高周波加熱加工區段至 1200℃再行旋壓加工,以得到較佳的延性, 提高成形性。
1.4 文獻回顧
Xia[2]等人使用鋁合金 6061T 進行常溫的非同軸旋壓模擬,以多 道次壓印的方法進行旋壓縮口,其壓印方法如圖 2 所示,以半徑方向 將管件切割成兩層的網格進行模擬分析;與實驗結果對照得到在加工 處管件會伸長,並且厚度會增加,而其管徑對厚度比(ro/to)約為 27.8。 圖 2 旋壓加工輥輪路徑示意圖[2] Iguchi[3]等人,使用的旋壓加工法為將工件固定,令輥輪組沿著 工件軸向方向旋轉並依特定的路徑運動,並且指出此加工法適合量產, 模擬則使用一虛擬圓盤帶動三輥輪進行旋壓,並且由於管徑對厚度比 約為 50,使用殼元素進行模擬,如圖 3 所示。圖 3 三維旋壓模型[3] Murata[4]等人使用鎂合金進行管件的高溫縮口試驗,發現當直徑 減小時,旋壓力(spinning force)會增加,並且由於加工硬化的發生, 拉伸強度會增加;雖然當設定加工溫度上升時,維氏硬度下降,但當 直徑下降時,維氏硬度會增加,其實驗結果如圖 4 所示。 圖 4 不同加工減縮量之管件實驗結果[4]
本實驗室 Huang[5]等人使用材料 JISG3141 經深引伸製程的鋼瓶 進行旋壓加工分析,由於鋼瓶經過深引伸製程,有加工硬化現象,因 此該製程在 1000℃的高溫下進行,分成四階段進行鋼瓶之縮口加工 及模擬,如圖 5 所示,又由於管徑對厚度比約為 10,此研究以 Abaqus/Explicit 利用殼元素進行模擬。 圖 5 各道次示意圖[5] 已有的文獻顯示在旋壓加工中,多道次壓印為旋壓加工中常使用 之加工方式,而 Iguchi 等人在模擬中使用一虛擬圓盤帶動三輥輪進行 旋壓的方法,其輥輪速度及位置在模擬中不易控制。並且在文獻中模 擬中多使用殼元素進行模擬,但本研究管徑對厚度比約為 6,屬於厚 管之成形,不適合使用殼元素進行模擬,因此需以三維實體元素進行 加工模擬。
1.5 研究動機及目的
經由以上的文獻可知,目前無厚管的旋壓成型研究,再加上母材 SAE1020 無縫鋼管已有加工硬化的現象,強度較高,因此旋壓加工需 在高溫下進行。 由於此為一新產品的研究,因此將以建立有限元素研究模組為目 標,並且以實驗驗證模擬的結果,確認此模組是否正確。1.6 研究方法
本研究分為兩階段,如圖 6 所示。 圖 6 各階段流程 在階段一將針對設計鋼瓶進行耐壓爆破測試,使用有限元素軟體 Abaqus/Standard 進行模擬,以簡化的假設及鋼瓶尺寸進行分析,並假 設鋼瓶達到降伏強度即為失效,以找出符合強度需求之最輕巧鋼瓶設計(以下稱設計鋼瓶)。 而在階段二,由於鋼瓶旋壓縮口在高溫下進行,將設法取得鋼瓶 材料 SAE1020 在 1200℃時的材料性質,將其匯入有限元素模擬軟體 Abaqus/Explicit 中,以雙輥輪旋壓的方式對無縫鋼管進行縮口模擬, 並且將針對材料厚度、外形等參數,與實驗做比較驗證高溫旋壓加工 分析模組的可靠性。
1.7 論文架構
論文先就本研究進行簡單介紹後,針對模擬所需之材料性質依據 進行材料試驗並探討其結果(第二章),之後為求得鋼瓶的初始結構設 計,進行常溫耐壓爆破試驗模擬(第三章),在得到材料性質及鋼瓶初 始厚度之後,進行高溫旋壓成形加工模擬(第四章),最後總結本研究 之所得以及未來頇完成之工作(第五章)。二、 材料試驗與性質
本章將透過高溫單軸拉伸試驗求得無縫鋼管之彈性係數及真實 應力應變曲線等材料性質,以做為後續有限元素分析的依據。2.1 試驗目的
由於本研究中的母材鋼管為經過無縫鋼管製程加工,材料性質與 原始棒材不同,需要經由材料試驗直接得到該無縫鋼管之材料性質, 而本研究為高溫旋壓,亦需要以高溫進行拉伸試驗取得高溫時的真實 應力應變曲線,做為有限元素分析時的依據。2.2 彈性係數與指數定律
由單軸拉伸試驗可得到與試片伸長量及拉伸力,透過換算可以得 到材料的工程應力,但在後續在模擬過程中,則是需要真實應力真實 應變數據,但當頸縮發生之後已不再是單軸拉伸,因此將不考慮頸縮 後之數據,由式(1)可得工程應力與工程應變之關係[6]。 (1 ) o E o o A F F l T A A A l (1) 其中 :真實應力(MPa)、F:荷重值(N)、Ao:原截面積(mm 2 ) A:真實截面積(mm2)、lo:試片原長、Δl:伸長量 工程應變的方程式求法如式(2)示1 E o o l l l l
(2) 其中εE:工程應變 又於由真實應變εT ,以當時的試片長度為基準,d(εT)=dl/l, 所以經由積分後可得真實應變,並且根據式(3)可得真實應變與工程 應變的關係: ln( ) ln(1 ) T E o l l
(3) 同時根據式(2)也可得真實應力與工程應力的關係: ( ) (1 ) T E E E o l l
(4) 將取得的真實應力應變曲線取其彈性區域進行迴歸分析以取得 材料的楊氏係數E。求得楊氏係數之後,將材料之真實應力真實應變 曲線利用式(3)及(4)扣除前段彈性部份,進而繪出材料真實應力塑性 應變曲線,再找出一指數定律(power law)式(6)與其趨近,可利用此指 數定律有效表示材料的機械性質[7]。 E
T T p T
(5)
T
y K(
Tp n) (6) 其中, :真實塑性應變、σy:降伏強度、K, n:常數2.3 實驗方法
本研究將母材無縫鋼管(SAE1020)以軸向方向切割成六等分,銑 平曲面部分以得到平板鋼板,以此鋼板做線切割處理成高溫拉伸試片, 其切片示意圖如圖 7,透過工研院南分院奈米粉體與薄膜科技中心的 Gleeble-3500 合金材料試驗機[8]進行高溫的拉伸試驗。 圖 7 鋼瓶試片切片示意圖[1] Gleeble-3500 合金材料試驗機,為全積分數位閉迴路控制高溫材 料試驗系統(fully integrated digital closed loop control thermal and mechanical testing system),採用直接電阻加熱系統(direct resistance heating system),其最高試片加熱速率為 10,000°C/s,最大拉伸或是壓 縮力量為 10 噸,並可提供最高位移速率為 1000mm/s,本研究之拉伸試驗配合使用荷重元 (load cells)以確保實驗的精確性,同時使用熱電 偶以確保試片維持在 1200℃的溫度下進行拉伸試驗,圖 8 為高溫拉 伸試驗的試驗狀況,可以清楚的看到試片有溫度分布不均的現象。 圖 8 高溫拉伸試驗試片夾持情形[8] 由於 gleeble-3500 材料試驗機的夾具設計,限制試片有一定的尺 寸規格,試片尺寸如圖 9 所示。 圖 9 拉伸試驗尺寸圖[8] 由於鋼瓶將在高溫下進行旋壓加工成型,於是本拉伸試驗將在 單位:mm
1200°C 的高溫下進行拉伸試驗;又因為在高溫加工時應變率對材料 之應力及應變影響較大,因此以 10-3、1、3 三組應變率(1/s)進行高溫 拉伸試驗。 使用 Gleeble-3500 合金材料試驗機,以 10℃/sec 之升溫速率加 熱至 1200℃後持溫 1 分鐘,以此溫度進行高溫材料試驗。 圖 10 為拉伸試驗的機台輸出位移對力量的結果,其數值雜訊較 多,但仍可看出其曲線趨勢,當應變率極小(10-3 )時,所需力量也相 對小許多,當應變率在相同級距時,其數值的差異較少,但仍可看出 當應變率越大時,所需的拉伸力越大。 圖 10 拉伸試驗結果
2.4 不同應變率之真實應力真實應變數據
圖 11 應變率為 10-3時之真實應力真實應變曲線 圖 11 為應變率為 10-3 (1/s)時的真實應力真實應變曲線,而圖 12 為其局部放大,紅色曲線為使用指數定律近似後的材料曲線。 0.00 5.00 10.00 15.00 20.00 25.00 30.00 35.00 40.00 0.000 0.005 0.010 0.015 0.020 0.025 0.030 0.035 應力 (M Pa) 應變應變率=0.001(1/s)
實驗數值 擬合曲線圖 12 應變率為 10-3時之真實應力真實應變曲線局部放大圖 由圖 12 可看出,本實驗所做之高溫材料試驗應變極小,無法以 橫距法中的永久伸長率為 0.2%對應的應力點為降伏強度[6],因此取 彈性區的終點為降伏強度,該點為 15MPa,此擬合曲線之方程式為 5 . 0 115 15 (MPa)。 0.00 5.00 10.00 15.00 20.00 25.00 30.00 35.00 40.00 0.0000 0.0010 0.0020 0.0030 0.0040 0.0050 應力 (M Pa) 應變
應變率=0.001(1/s)
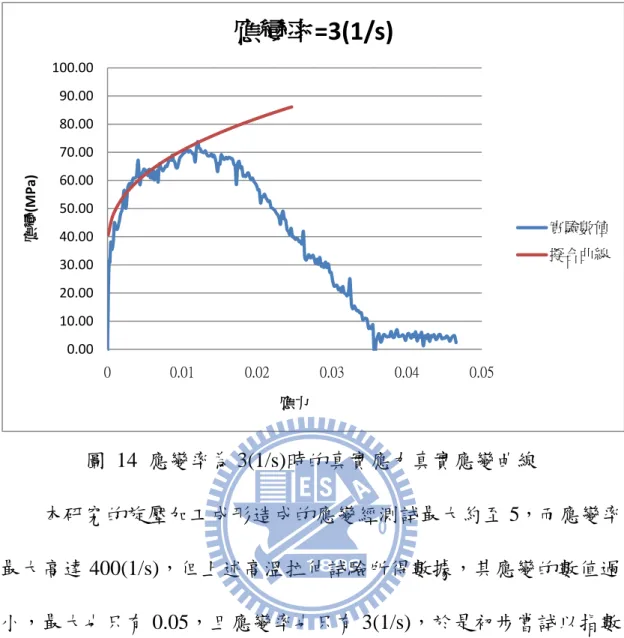
實驗數值 擬合曲線圖 13 應變率為 1(1/s)時的真實應力真實應變曲線 圖 13 為應變率為 1(1/s)時的真實應力真實應變曲線,紅色曲線為 使用指數定律擬合後的材料曲線,其方程式為 0.5 325 30 (MPa)。 圖 14 為應變率為 3(1/s)時的真實應力真實應變曲線,紅色曲線為 使用指數定律擬合後的材料曲線,其方程式為 0.4 35 225 (MPa)。 0.00 10.00 20.00 30.00 40.00 50.00 60.00 70.00 80.00 90.00 100.00 0.000 0.020 0.040 0.060 0.080 0.100 應力 (M Pa) 應變
應變率=1(1/s)
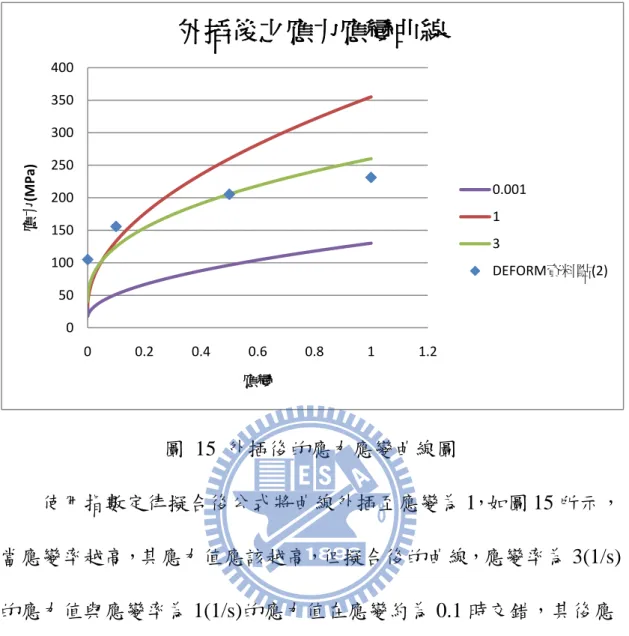
實驗數值 擬合曲線圖 14 應變率為 3(1/s)時的真實應力真實應變曲線 本研究的旋壓加工成形造成的應變經測試最大約至 5,而應變率 最大高達 400(1/s),但上述高溫拉伸試驗所得數據,其應變的數值過 小,最大也只有 0.05,且應變率也只有 3(1/s),於是初步嘗試以指數 定律擬合後的曲線進行外插,以期得到較高應變率的應力應變曲線。 0.00 10.00 20.00 30.00 40.00 50.00 60.00 70.00 80.00 90.00 100.00 0 0.01 0.02 0.03 0.04 0.05 應變 (M Pa) 應力
應變率=3(1/s)
實驗數值 擬合曲線圖 15 外插後的應力應變曲線圖 使用指數定律擬合後公式將曲線外插至應變為 1,如圖 15 所示, 當應變率越高,其應力值應該越高,但擬合後的曲線,應變率為 3(1/s) 的應力值與應變率為 1(1/s)的應力值在應變約為 0.1 時交錯,其後應 變率為 1(1/s)的應力值皆大於應變率為 3(1/s)的應力值,不符合趨勢, 由此判定此擬合曲線的可信度較低。 本研究因此再嘗試將擬合曲線與有限元素軟體 DEFORM 內建資 料庫之 SAE1020 在 1200℃於應變率為 2(1/s)時的資料點比較,發現 DEFORM 資料點的起始數值較大,約為 100MPa,但在應變大於 0.5 時,其應力值小於在應變率為 3(1/s)的擬合曲線的應力值,並且相鄰 兩點連線的斜率因應變率的增加而減少,因此雖然 DEFORM 內建資 0 50 100 150 200 250 300 350 400 0 0.2 0.4 0.6 0.8 1 1.2 應力 (M Pa ) 應變
外插後之應力應變曲線
0.001 1 3 DEFORM資料點(2)料庫的 SAE1020 材料性質與本研究所使用的 SAE1020 材料性質可能 不完全相同,但其可信度較高。 由於本研究所使用之 SAE1020 之材料性質與 DEFORM 內建資料 庫 SAE1020 材料性質不盡相同,考慮高溫拉伸試驗所得之拉伸強度 及拉伸試驗歷程,以試驗所得數據的數值級距為基準,將 DEFROM 內建資料點中應變率為 2 的數值與拉伸試驗之擬合曲線中應變率為 3 的數值比較後,選擇將 DEFROM 擬合曲線向下平移 50MPa,如圖 16 所示,以平移後的材料曲線為材料性質來進行旋壓加工成形模擬。 圖 16 Gleeble 實驗配合 DEFORM 資料庫後之材料曲線圖 由於 DEFORM 內建資料庫中並無 SAE1020 在 1200℃時的楊氏 系數,只有 600℃與 1500℃的楊氏係數,將以此兩點進行內插得到 1200℃的楊氏係數,為 100.9GPa。 0 200 400 600 800 1000 1200 1400 0 1 2 3 4 5 6 應力 (M Pa) 應變
材料實驗配合DEFORM資料庫後之曲線
2 20 200 2000 20000三、常溫耐壓爆破測試模擬
本研究將以製造鋼瓶的材料 SAE1020 進行鋼瓶高溫旋壓縮口之 有限元素分析,在階段一,針對鋼瓶的爆破壓力進行模擬,由於直接 模擬鋼瓶真實爆破情形較困難且耗時,本研究將簡化鋼瓶的外形及材 料性質進行模擬,以鋼瓶到達降伏強度與否為基準,判斷其是否失效, 使用有限元素法軟體 Abaqus/Standard 模擬鋼瓶不同厚度的變形狀況, 以找出最輕巧且符合強度的鋼瓶初始結構設計。3.1 Abaqus 軟體介紹
本研究採用有限元素軟體 Abaqus 進行有限元素分析。Abaqus 是 一套功能強大的工程模擬軟體,具有整合式與自動化的前後處理器與 解析功能,提供一非常直覺的介面,最符合設計人員、設計工程師及 分析工程師的需求。其支援多項元素分析類型與材料性質,可進行線 性與非線性的問題分析,並且在模擬中,Abaqus 能夠自動調整時間 增量(time increment)與收斂公差,讓模擬結果更為準確及效率。 Abaqus 有限元素分析軟體在全球工業界中已被公認是一套解題 能力最強、分析結果最可靠的軟體。其被廣泛地使用在線性及非線性 分析上;解題範圍廣泛而深入,是一個研究或是實際工業應用的最佳 選擇。在靜態應力分析的部份,不考慮慣性效應的應力分析,其中非線性領域更是 Abaqus 最擅長的問題,包括: (1) 材料非線性問題: 包括塑性變形、黏塑性材料及非線彈性材料等。 (2) 幾何非線性問題: 包括物體受力產生受大位移、大應變、過挫曲及潰壞等問題。 (3) 邊界非線性問題: 以有間隙的物體受力變形後產生接觸問題為代表。 前後處理的部分,Abaqus/CAE 提供簡易介面,讓使用者能利用 幾何進行模型建立、材料性質定義、邊界條件設定、建立網格等,從 建構模型、解題到觀看分析結果,淺顯易懂,一氣呵成[9]。在求解 器的部分,而本研究分為兩階段進行模擬求解,階段一的耐壓測試模 擬使用 Abaqus/Standard 進行分析,適用於各種線性及非線性的工程 模擬,所得的解為收斂解,較為精確,但耗時。
3.2 有限元素模型之基本假設
直接模擬鋼瓶真實的爆破情形較為困難且耗時,不符合實際的應 用,因此本研究將材料性質及外形之最簡化假設進行模擬,並且在此 設計階段不考慮加工後造成的厚度不均現象。 基於強度的需求,選擇使用 SAE1020 製成的無縫鋼管,其厚度 較大,母材雖經過無縫鋼管製程,有加工硬化的現象產生,強度較原材 SAE1020 大,但由於規範中需耐壓 80MPa,因此在此設計階段, 選擇較保守的假設,使用 SAE1020 的常溫均質材料,並且假設工件 在耐壓測試模擬中達降伏強度即為失效。 1. 假設加工處厚度均勻。 2. 假設工件達降伏強度即為失效。 3. 假設材料為 SAE1020 的常溫均質材料。
3.3 建立模型
3.3.1 建立元件之幾何外形
在階段一的耐壓爆破測試模擬中,由元翎精密工業提供之初步鋼 瓶外形設計圖進行外形的簡化,將其導圓角去除,並且假設各厚度為 均勻厚度,圖 17 中桃紅色區段為未來旋壓加工成形區段。 由於此氣體鋼瓶為氣體產生器的一部分,需與對手件配合,各區 段的外形必頇固定,本研究將固定各組合之各區段的外徑,以半徑方 向向軸心增厚,改變三組厚度進行模擬,每組厚度區段皆相差 0.5 公 厘,以得到較合適的厚度組合,各尺寸之組合如表 2 所示。圖 17 左半部為簡化後尺寸,右半部為原始尺寸設計[1] 表 2 各尺寸之組合表(單位:mm) A B C D 組合 I 3.0 3.5 3.5 2.5 組合 II 3.5 4.0 4.0 3.0 組合 III 4.0 4.5 4.5 3.5
3.3.2 網格劃分
耐壓測試將設計鋼瓶以半徑方向分割成三層,如圖 18 所示,使 單位:mm 將導圓角去除用 Abaqus 之三維實體元素(solid element) C3D8。 圖 18 耐壓測試之鋼瓶網格規劃
3.3.3 材料及元素性質給定
在此設計階段,選擇較保守的假設,使用 SAE1020 的常溫均質 材料,並且假設工件在耐壓測試模擬中達降伏強度即為失效,而材料 在塑性區的應力值為定值,曲線如圖 19 所示。使用 SAE1020 的常溫 彈性性質及母材無縫鋼管供應商提供的出場檢驗表中的降伏強度為 材料性質,如表 3 所示。 表 3 材料參數 楊氏係數 蒲松比 降伏強度 200GPa 0.3 606MPa圖 19 耐壓爆破測試模擬使用之簡化材料性質曲線
3.3.4 邊界條件及分析設定
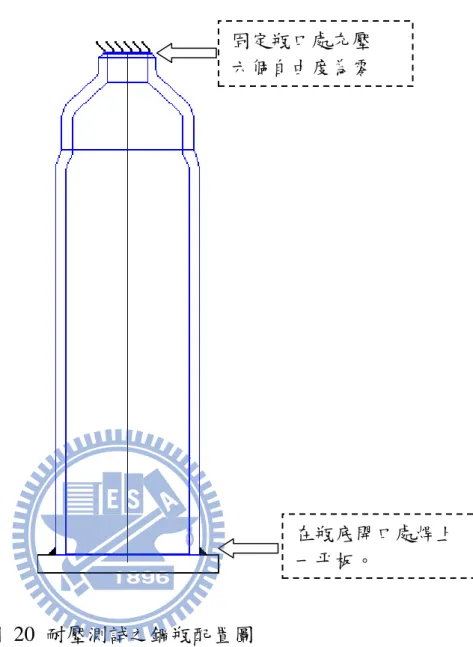
由於耐壓爆破測試時,為將瓶底處焊接一鋼板,並且將瓶口旋入 充壓口,自瓶口處充壓,至鋼瓶破裂為止,並記錄鋼瓶破裂前之最高 氣壓,以此為耐壓強度,鋼瓶的配置示意如圖 20 所示。 0 100 200 300 400 500 600 700 0 0.02 0.04 0.06 0.0 8 0.1 0.12 0.14 0.16 0.18 0.2 0.22 0.24 0.26 0.28 0.3 0.32 0.34 0.36 0.38 0.4 0.42 0.44 0.46 0.48 0.5 str e ss(M Pa) strainSAE1020
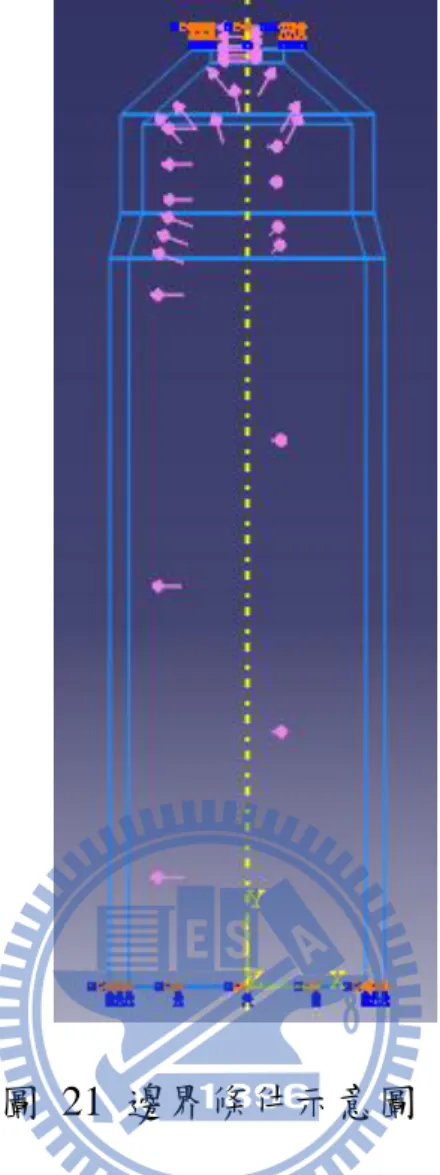
圖 20 耐壓測試之鋼瓶配置圖 由於規範中此種鋼瓶需耐壓 80MPa,設定瓶內的壓力為均壓並線 性上升至 80MPa。 圖 21 為模擬中邊界條件的示意情形,粉紅色箭頭為壓力之方向, 藍色及橘色三角錐分別代表線性位移及旋轉位移。 固定瓶口處充壓 六個自由度為零 在瓶底開口處焊上 一平板。
圖 21 邊界條件示意圖
為接近真實耐壓測試配置情形造成的邊界條件,由於實體元素並 無旋轉自由度,因此本研究在模擬中將固定瓶口端三個自由度
(Ux=Uy=Uz=0),並設定鋼瓶底端軸向方向為可動,其餘自由度的位移
3.4 模擬結果
圖 22 組合 I 之模擬結果之等效塑性應變 組合 I 的模擬結果在瓶口處有明顯的變形,達失效標準,細看瓶 口處可發現,主要的變形發生在區段 C 與區段 D 的交界處,並且在 區段 D 的中間有明顯的皺摺,並在此處發生最大塑性應變(0.13129), 而此鋼瓶設計的原始厚度為 3.0 公厘。圖 23 組合 II 之模擬結果之等效塑性應變
相較於組合 I 而言,組合 II 的並無明顯的變形,最大塑性變形也 發生區段 D 與區段 C 的交界處,為 0.00752179,較組合 I 小了兩個 級距,其母材的原始厚度為 3.5 公厘。
圖 24 組合 III 之模擬結果之等效塑性應變 組合 III 的變形狀況與組合 II 的變形狀況非常相似,都只有在瓶 口處有變形,其最大塑性應變為 0.00302976,較於組合 II 又小了一 倍以上。 表 4 各組合之最大塑性應變 組合別 組合 I 組合 II 組合 III 最大塑性應變 0.13129 0.00752179 0.00302976 由表 4 的各組最大塑性應變可看出組合 I 的最大塑性應變遠大於 其他組合,而組合 II 及組合 III 的最大塑性應變在相同的級距中。
3.5 初步設計之結果討論
由於圓角的去除,預期區段 B 與區段 C 的交界及區段 C 與區段 D 的交界,為最有可能發生塑性變形,但由模擬結果發現區段 B 與區段 C 的交界無明顯塑性變形,而塑性變形主要發生在區段 C 與區段 D 的交界,其可能原因為交界區為應力集中處,並且區段 D 之厚度 較薄,造成瓶口處的變形。 由以上模擬結果中可看出組合 I 明顯已達到失效標準,且最大塑 性應變遠大於其他組合,而組合 II 及組合 III 的最大塑性應變在相同 的級距,由於本研究採用較為保守的假設,並且將成本考量及加工後 的加工硬化現象納入考慮之後,選擇使用較薄的組合 III 的鋼瓶結構 設計,其原始的無縫鋼管厚度為 3.5 公厘。
四、高溫旋壓成形加工模擬及結果討論
透過常溫耐壓爆破測試模擬得到原始的鋼瓶厚度為 3.5 公厘,以 此厚度的鋼瓶為工件進行高溫旋壓成形模擬分析,本模擬將分三步驟 進行,並在每一步驟結束後進行網格的重新劃分,再進行後續步驟的 模擬,以減低由於網格品質下降造成的誤差,最後將模擬各步驟的結 果與實驗所得鋼瓶比較,驗證成形模擬的正確性。4.1 有限元素模型之基本假設
本研究階段二的旋壓成形加工,其接觸較為複雜,屬於動態的非 線性塑性加工問題,故在此將採用 Abaqus/Explicit 來進行求解。 為了減少模擬計算的時間及數值計算的錯誤,將對旋壓成形加工 模擬進行簡化,並且在此模擬中給定了以下的假設: 1. 在模擬中,僅針對加工區段進行成形模擬。 2. 假設母材無縫鋼管為一均質之彈塑性材料。 3. 不考慮輥輪的變形,定義其為剛體。 4. 高溫加工時,不考慮工件的熱傳現象,假設工件加工處為均溫。 5. 假設輥輪與工件接觸時,在公轉的方向無相對滑動。4.2 建立模型
4.2.1 建立各元件之幾何外形
在階段二的旋壓加工模擬中,由元翎精密工業提供之輥輪設計圖 可得輥輪尺寸,如圖 25,並利用 Abaqus 前處理繪出兩個輥輪的三維 模型,如圖 26。 圖 25 輥輪尺寸圖(單位:mm)[1] 圖 26 輥輪的三維外型圖 27 母材無縫鋼管之原始尺寸圖[1] 由階段一耐壓測試結果可得所需之母材無縫鋼管厚度為 3.5 公厘, 其尺寸示意如圖 27 所示。 在加工模擬中,為了減少數值計算的時間,僅模擬鋼瓶經旋壓加 工的區段,因此模擬中的鋼瓶(以下稱工件)原始長度為 50 公厘長。 單位:mm
4.2.2 邊界條件及分析設定
階段二的高溫旋壓成形模擬,由於其口徑減縮量很大,並且為求 得成形歷程中工件的應力及應變狀況,並與元翎公司討論後將旋壓加 工分成四個步驟: 步驟一:進行加工單位長度縮口最劇烈的區段。 步驟二:旋壓出工件大致的外型。 步驟三:修整工件加工部分的整體外型。 步驟四:修整縮口的末段。 圖 28 各步驟的輥輪路徑之示意圖 在實際加工時,各步驟的輥輪路徑示意圖如圖 28 所示,工件以 1800(轉/分鐘)自轉時,輥輪自紅色箭頭的位置起始,以紅色箭頭所指 的方向沿著黑線的路徑移動,以此進行高溫旋壓加工成形。 步驟一 步驟二 步驟四 步驟三然而在模擬中難以達成此種運動,且較容易出現數值計算的錯誤, 於是邊界條件方面,將簡化輥輪對鋼瓶的運動方式,以減少數值計算 的錯誤。因此在模擬中將固定工件,令其以工件的中心軸為圓心公轉, 輥輪公轉轉速即為工件自轉轉速,而輥輪原始之運動路徑將改為公轉 半徑的線性變化進行模擬,以數值運算軟體 MATLAB 計算並輸出兩 個輥輪的運動軌跡數據,代入 Abaqus/Explicit 內進行模擬。 圖 29 為輥輪與工件在模擬中的配置圖,在此高溫旋壓縮口加工 模擬中,以輥輪的位移擠壓工件進行加工,因此需要設定各元件之間 的接觸條件,各元件接觸情形如下列所示: 1. 輥輪 A 與工件表面的接觸,設定輥輪 A 為剛體,工件為變形體。 2. 輥輪 B 與工件表面的接觸,設定輥輪 B 為剛體,工件為變形體。 3. 將輥輪與工件表面之庫倫摩擦係數設為 0.4[10]。 圖 29 各元件在模擬中的配置圖
同時因為旋壓成形至步驟三時已完成大致的成形,因此在模擬分 析時只進行至步驟三。
4.2.3 網格劃分
輥輪定義為剛體,並設定母材無縫鋼管為均質材料,使用三維實 體元素 C3D8,在各步驟中將無縫鋼管之網格以半徑方向切割成三層, 而在步驟一中工件圓周的網格共計 96 層,並且在加工區的網格以工 件的中心軸方向加密為 21 層,未加工部分較為稀疏,共計 13 層網格, 其網格分布情形如圖 30 所示。 圖 30 網格分布示意圖4.2.4 材料性質給定
旋壓加工模擬中,使用第二章所得的 1200℃高溫材料性質曲線 進行加工模擬。4.2.5 模擬的其餘設定
本研究使用兆軒科技公司之高速運算工作站(Supermicro 7046A), 採雙中央處理器,共計八核心同時進行數值的計算。 在旋壓模擬中,每一步驟之模擬後以手動網格重劃再接續下一步 驟之模擬,並且各步驟模擬皆使用全積分,為減少模擬時間 mass scaling factor 設定為 100,三步驟模擬內的時間為 7.172 秒。4.3 步驟一之模擬結果
圖 31 步驟一模擬結果之等效塑性應變圖 由圖 31 可知在瓶頸加工處其口徑減縮率較高,也有較大的塑性應變,並且由於加工進給量較大,在瓶頸處的的網格明顯被拉長許多, 約為原始的網格長度的兩倍。瓶頸表面處等效塑性應變亦明顯較大, 顯示與輥輪接觸的面上有加工硬化的現象產生。 雖然假設輥輪與工件在輥輪公轉方向並無相對滑動,但仍發生網 格扭曲的現象,可能因為工件被網格劃分為許多可變形的六面體,其 表面並非平滑的曲面,在輥輪與工件中任兩平面間的交界線或交界點 接觸時,造成該交界線的變形或交界點的位移,導致工件的網格在整 體上有扭轉的現象發生。 在步驟一的模擬中,由於瓶口處減縮量較大,造成網格品質下降, 但後續步驟之模擬仍著重於瓶口至瓶頸處加工,在瓶口端亦有較大的 減縮量,以此網格品質及分布情形進行後續模擬,可能會導致數值計 算的誤差增加,因此在進行下一步驟之模擬前,需進行網格的重新劃 分。
4.4 網格重新劃分
由於工件經過加工模擬後其網格變形劇烈,無法直接以上一步驟 模擬結果之網格分布進行接續的模擬,需將網格重新劃分後,再進行 後續的模擬。4.4.1 Abaqus 內建網格重新劃分
在 Abaqus/Explicit 中可使用適應性網格(ALE adaptive mesh),此 種網格設定必頇以減積分進行計算,可在選定的工件變形區域中在進 行計算時,令兩兩網格的交界處的角度減小,使網格分布較為平順。 本研究以減積分進行步驟一之模擬,之後將其結果輸入網格重新 劃分模擬中,在此模擬使用適應性網格設定,以此重新劃分網格。 圖 32 適應性網格之結果比較 (左半部為步驟一結果,右半部為使用適應性網格劃分後結果)
由圖 32 可看出網格的分布在重新劃分後,其分布較平均,且網 格表面較為平滑,其網格品質及分布情形較佳。然而工件在步驟一的 變形已相當劇烈,即使已使用網格沙漏效應控制,仍在瓶口處發生有 沙漏狀變形(hourglass deformation)[11]的網格,數值計算上已有明顯 的誤差,因此必頇選擇使用全積分進行模擬,但又因為適應性網格設 定只能在減積分中使用,於是本研究將進行手動網格重新劃分。
4.4.2 手動網格重新劃分方法
手動網格重劃分為兩部分,首先將前一步驟模擬結果中,工件各 高度的內徑與外徑分別輸出後,利用 Abaqus/CAE 內建的前處理器畫 出下一步驟之工件外形,以進行網格的重建。旋壓加工成形適合加工 出軸對稱的工件,但事實上,工件經過旋壓加工後,其外形並非完全 軸對稱的狀態。為避免手動網格重新劃分之耗時,後續研究假設每一 加工步驟後之工件尺寸為軸對稱,將工件的最外圈及最內圈的各點座 標分別輸出後,將最外圈及最內圈同一高度範圍的各點進行平均後, 得到平均後的工件外徑及內徑,匯入 Abaqus/CAE 中,以此作為下一 步驟起始的近似軸對稱之工件尺寸。圖 33 重劃前後之網格分布(左半部為重劃前,右半部為重劃後) 圖 33 為步驟一模擬完成後,網格重劃前後的比較圖,重劃前的 網格在瓶頸處的網格有被拉長的情形,並且有網格扭曲的現象發生, 經過網格重劃後,在瓶頸處及後續加工區段的網格加密,並且無網格 扭曲的現象發生。 而在後續三個步驟的模擬中,工件的外形皆承接前一步驟的模擬 結果進行模型的建立,仍以半徑方向切割成三層,在上半部加工區段 的網格分布較為密集,下半部未加工的部分,其網格分布較稀疏。 而重劃網格的第二部分,需輸出前一步驟的等效塑性應變,以得
到前一步驟之加工硬化現象。將前一步驟中工件的等效塑性應變存到 未重劃前網格上的各點後,以一點對應一等效塑性應變值的方式輸出, 同時輸出重劃後網格上的各點,以自撰程式將重劃後工件上的任一位 置點對應到重劃前工件鄰近該位置點的四點,並且將此四點的等效塑 性應變進行平均後存到重劃後工件的一點上;而一元素共有八點,重 劃後工件網格內元素上八點的等效塑性應變進行平均後,再將進行平 均後的數值存回新網格上的元素中,以此近似出上一步驟之加工硬化 現象。 圖 34 重劃前後之等效應變分布(左半部為重劃前,左半部為重劃後) 由圖 34 為旋壓加工成形模擬第一步驟之重劃前後的等效塑性應
變比較圖,可看出重劃前加工區段有明顯的加工硬化發生,在瓶頸到 瓶口端的等效塑性應變較大,而重劃後也確實重現此等效塑性應變的 分布。 由於此手動網格重新劃分的方式,為將前一步驟各點的等效塑性 應變平均後存到後一步驟初始狀態元素中,導致每一元素的一等效塑 性應變值,在網格內並無等效塑性應變的變化,無法承接前一步驟工 件表層的加工硬化現象,在後續的模擬中可能因此造成部分誤差。
4.5 階段二各步驟模擬與實驗結果比較
由於鋼瓶內充填高壓氣體,經過旋壓加工成形後的成品必頇厚度 分布均勻,避免在厚度較薄的地方造成應力集中現象;並且在鋼瓶在 旋壓加工後,希望該加工區段的厚度能均勻增加,以提升強度。同時, 為了成品的美觀,完成旋壓加工成形後的工件在外形上需要盡可能的 減少階梯狀的平面的發生。 因此各步驟的模擬完成後將針對厚度及外徑的數值對實驗量測 的結果進行比較,以此確保旋壓加工成形製程的可行性。4.5.1 步驟一結果比較
圖 35 步驟一之模擬與實驗結果比較 步驟一模擬之加工時間為 2.2026 秒,模擬計算時間約為 47 小時, 圖 35 為步驟一結果比較,由圖中可看出模擬與實驗的鋼瓶原始長度 不同,因此無法得知模擬及實驗鋼瓶之確切長度,但由於其輥輪進給 量相同,選擇已加工完成之鋼瓶上的一尖點為鋼瓶長度基準,比較模 擬於實驗結果之長度,計算後可得模擬中經過步驟一的加工後工件全 長約 66.71 公厘,而實驗量測的鋼瓶總長約為 66.5 公厘,其數值極為 相近。 步驟一的厚度及外徑分布比較如圖 36 及圖 37 所示,在厚度分布 方面,自鋼瓶的底部 25 公厘開始,以 5 公厘為圓周距離區間進行量 基準點測,相同高度下共計量測六點,將其進行平均後,得到平均厚度。而 在模擬中則為將工件最外圈的各點及最內圈的各點,分別以相同高度 區間的半徑進行平均後,輸入至繪圖軟體 AutoCAD 中,計算模擬中 的工件厚度。而實驗量測的外徑分布與厚度分布使用相同的高度區間, 並且與模擬中工件最外圈的各點進行比較。 圖 36 步驟一之厚度分布比較 由圖 36 可看出在瓶身及瓶頸處的模擬的結果厚度分布較實驗量 測稍大,而厚度有兩處較高的尖點,為輥輪路徑導致之材料堆積,在 圖 35 中也可看出該高度的厚度較大。考慮量測誤差,此厚度分布情 形相當準確,但瓶口處的厚度劇增,誤差較大。 0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 0 10 20 30 40 50 60 70 厚度 (m m ) 高度(mm)
步驟一厚度分布
實驗結果量測 模擬結果圖 37 步驟一之外徑分布比較 圖 37 為步驟一之外徑分布比較,由於實驗與模擬的加工量相同, 考慮量測誤差後,在外徑分布情形應屬相當準確。 0 5 10 15 20 25 30 0 10 20 30 40 50 60 70 半徑 (m m ) 高度(mm)
步驟一外徑分布(半徑)
實驗結果量測 模擬結果4.5.2 步驟二結果比較
圖 38 步驟二之模擬與實驗結果比較 步驟二之模擬加工時間為 2.3628 秒,實際計算時間約為 9 小時, 圖 38 為步驟二的模擬與實驗結果比較圖,由圖中可發現,模擬與實 驗在瓶身皆有一處明顯的尖點,但模擬在未加工處的瓶身有凸起,且 在瓶口處有材料的堆積。 將模擬的工件經過平移計算後可得模擬中經過步驟二的加工後 工件全長約 67.0358 公厘,而實驗量測的鋼瓶總長約為 68.527 公厘, 其數值相差近 1.5 公厘,可能是在此步驟模擬中,輥輪由上而下運動 進行加工,導致未加工處的瓶身凸起,造成工件在成形後的長度減 少。步驟二的厚度分布情形如圖 39 所示,模擬的厚度在瓶身處較實 驗結果厚,而在瓶頸處較薄,其可能原因為輥輪自上往下運動,造成 材料向下堆積,而在實驗中瓶頸處較厚,可能是材料的流動性較差導 致此結果。 圖 39 步驟二之厚度分布比較 圖 40 為步驟二之外徑分布比較圖,考慮量測誤差後,模擬與實 驗結果相當相近,並且由圖中也可發現,模擬在未加工處有明顯凸起 的現象。 0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 0 10 20 30 40 50 60 70 厚度 (m m ) 高度(mm)
步驟二厚度分布
實驗結果量測 模擬結果圖 40 步驟二之外徑分布比較
4.5.3 步驟三結果比較
圖 41 步驟三之模擬與實驗結果比較 步驟三模擬加工時間為 2.6066 秒,實際計算時間約為 14 小時, 0 5 10 15 20 25 30 0 20 40 60 80 半徑 (m m ) 高度(mm)步驟二外徑分布(半徑)
實驗結果量測 模擬結果圖 41 為步驟三之模擬與實驗結果比較圖,經由比較後可發現,模擬 之工件全長為 67.3803 公厘,而實驗鋼瓶的全長為 71.25 公厘,有將 近 4 公厘的誤差。在外觀上,模擬在瓶身處由於前一步驟造成的材料 堆積,造成瓶身處在加工區與未加工區的交界處不平滑,並且在瓶口 處沒有發生凸點。 造成以上誤差的可能原因為前兩步驟在瓶口處之成形量較大,造 成在瓶口處的外徑較小,導致材料不會向上堆積在瓶口處產生凸點, 也因此工件也不會被拉長。 圖 42 步驟三之厚度分布 圖 42 為步驟三之厚度分布情形,由圖中可發現模擬結果在瓶身 處的厚度明顯較大,越接近瓶口處越小,實驗結果量測也可發現同樣 的趨勢。 0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 0 10 20 30 40 50 60 70 厚度 (m m ) 高度(mm)
步驟三厚度分布
實驗結果量測 模擬結果圖 42 與圖 39 之厚度分布情形比較,發現在步驟三模擬之厚度分 布曲線抖動非常明顯,可能原因為步驟三的工件上有較多的節點,由 於本研究厚度計算方法以外圍的節點起點,以距離該點最近值距離為 厚度,當節點越多時,取得厚度分布曲線抖動的情形越嚴重。 圖 43 步驟三之外徑分布比較 由圖 43 的外徑分布比較可看出,經過步驟三的修整後,瓶身為 加工區段與加工區段的交界處已較為平滑,但未加工區段仍有凸起的 現象,至於在加工區段的外徑尺寸,則是非常的相近。 0 5 10 15 20 25 30 0 20 40 60 80 半徑 (m m ) 高度(mm)
步驟三外徑分布(半徑)
實驗結果量測 模擬結果4.6 結果討論
本研究已完成三步驟之旋壓模擬並與實驗進行比較,在加工區段 的外形相當準確,但當成形進行到後段,其誤差也越大,在模擬中如 厚度分布的抖動及未加工區段凸起等。 造成誤差的幾個可能原因,條列如下: 1. 本研究使用之材料性質與母材鋼管之材料性質不完全相同,並且 Gleeble-3500 材料試驗機所做的高溫拉伸試驗,其試片的溫度分布 不均,可能導致誤差。 2. 在本研究中將工件加工處假設為 1200℃的均溫,但在實際加工時 鋼瓶以高周波加熱某區段至 1200℃,該區段前後有溫度梯度的變 化,且鋼瓶的溫度隨加工時間增加而下降,因此在模擬中材料的 流動性較佳。 3. 由於步驟二輥輪的路徑為由上而下運動,導致工件受擠壓,造成 未加工區段的凸起,而步驟三在瓶口處未發生尖點,則是因為前 兩步驟的成形量較大,導致在步驟三瓶口處的材料未受擠壓而堆 積。 4. 模擬在瓶口處的厚度會劇增,可能是輥輪運動路徑及網格分布密 度太低所致。 5. 在網格重新劃分階段,新網格中每一元素內的等效塑性應變皆為前一步驟之平均,無法表現出前一步驟工件表層的加工硬化現象, 導致後續模擬的誤差。 6. 本研究的厚度量測方法為,令鋼瓶外表面上的一點為起點,以距 離該點的最近距離為厚度,在實驗的鋼瓶上有量測誤差存在。 7. 由於模擬使用與實驗鋼瓶相似的方法量測厚度,以最外圈的每一 節點為起點,因此量測出的厚度可能會某些區段劇增或劇減。 8. 當模擬進入後段,工件長度增加其節點也增加,當節點越多時, 厚度分布曲線抖動的狀況越嚴重。 9. 由於後一步驟承接前一步驟的模擬結果,因此誤差會累積。 本研究中最大的誤差來源應為溫度的假設,模擬與實驗結果的厚 度分布在瓶口處有較大的誤差,但三步驟的趨勢皆相同,而外形分布 相當接近,因此模擬結果具有相當的參考價值。
第五章 結論與未來工作
5.1 結論
本研究目前已完成高溫旋壓加工之有限元素分析模組,並且以此 模組與實驗之結果進行驗證,證實其成果具有相當的參考價值。 研究中首先以 Abaqus/Standard 建立高壓鋼瓶之耐壓爆破測試模 型,由內部線性升壓至 80MPa,並以達到降伏強度與否為基準,取得 符合強度之最輕巧鋼瓶設計,計算出鋼瓶設計所需的原始厚度為 3.5 公厘。 其後以此厚度為基礎,採用 DEFORM 內建材料資料庫的 SAE1020 在 1200℃下的材料性質配合高溫單軸拉伸試驗結果,經平 移及擬合後獲得材料應力應變曲線,以 Abaqus/Explicit 建構出高壓鋼 瓶旋壓成形加工有限元素模型,分為三步驟進行模擬分析,並與實驗 的結果比較。經由比較後發現模擬中厚度會在瓶口處遽增,並且在瓶 頸處的厚度會較薄,其可能原因為模擬中假設工件溫度為 1200℃的 均溫,導致材料的流動性較佳,加上各道次的路徑累積的變形造成, 然而實驗並沒有此現象,估計是實驗中材料的流動性較差,導致在加 工時各步驟的變形較均勻。 而模擬與實驗結果的厚度分布有相同的趨勢,在瓶身處有增厚的現象,而在瓶頸處較薄,在外形上除了未加工區段的凸起及步驟三瓶 口處的尖點外,加工區段的外形相當相似,符合預期。因此初步可確 認本研究所採用的有限元素旋壓成形分析模組應為可靠。
5.2 未來工作
圖 44 各階段之工作內容 本研究已完成旋壓成形模擬並與實驗結果驗證,後續將先針對旋 壓模擬結果與設計尺寸之內壓爆破測試模擬進行比較,以確保尺寸設 計及旋壓製程的正確,其後針對本研究之分析模組的誤差進行改善, 並且修改各種不同製程參數後,重複前述工作進行鋼瓶尺寸及製程的 最佳化分析5.2.1 改進分析模組
為了增加模組的準確性,未來將針對以下幾點進行改進: 1. 由於 Gleeble-3500 合金材料試驗機,以直接電阻加熱法加熱試片, 造成溫度分布不均,將以較佳的加熱方法進行高溫單軸拉伸試 驗。 2. 使用 DEFORM 內建資料庫之 SAE1020 在 1200℃下之材料性質與 本研究所使用之母材 SAE1020 材料性質不完全相同,且目前透過 Gleeble-3500 所得之材料性質數據最高應變率只到 3(1/s),而旋壓 加工時工件的應變率最高達 400(1/s),因此未來將進行更高應變率 之高溫材料試驗,並以此做模擬工件材料性質之依據。 3. 經由本研究之模擬結果發現,旋壓加工模擬中工件以 1200℃的均 溫進行模擬,造成材料的流動性增加,而實際加工時的溫度分布 並非均溫,因此將以紅外線感測儀量測鋼瓶在加工時的溫度分布 情形,以此為未來模擬中工件溫度分布之依據。 4. 本研究中每步驟的網格重新劃分方法的等效塑性應變分布,無法 表現表面的加工硬化現象,因此將改善網格重新劃分的方法。5.2.2 進行設計與驗證
為確保成品的可靠度及改善旋壓加工製程,將進行以下工作:1. 將旋壓加工模擬結果輸出以進行耐壓爆破測試模擬,確保此製程 製作出的成品符合強度規範。 2. 更改不同母材厚度重複前兩階段的模擬試驗,進行鋼瓶設計的最 佳化。 3. 進行各種不同製程參數的分析,如工件自轉速度、輥輪尺寸及各 道次路徑等,以達到提升成形性及製程最佳化之目的。 4. 以厚度及外徑分布為基準比較實驗與模擬結果,以確保成品的可 靠度。
參考文獻
[1] 元翎精密工業股份有限公司,http://www.twmosa.com
[2] Q.X. Xia, Sh.W. Xie , Y.L. Huo, F. Ruan, “Numerical simulation and experimental research on the multi-pass neck-spinning of non-axisymmetric offset tube”, journal of materials processing technology, 206, pp. 500-508, 2008.
[3] Takaaki Iguchi, Akihide Yoshitake, Tohru Irie, Akinobu Morikawa , “Numerical Simulation and Development of Tube SpinningProcess for Exhaust System Components of Motor Vehicles”, The American Institute of Physics, pp. 1077-1082, 2004.
[4] Makoto Murata, Takashi Kuboki, Tutom Murai, “Compression spinning of circular magnesium tube using heated roller tool”, Journal of Materials Processing Technology, 162–163, pp. 540-545, 2005.
[5] Chi-Chen Huang, Jung-Chung Hung, Chinghua Hung, Chia-Rung Lin, “Finite element analysis on neck-spinning process of tube at elvated temperature”, The International Journal of Advanced Manufacturing Technology, DOI: 10.1007/s00170-011-3247-0 [6] 林進誠等編著,材料實驗,修訂版,高立圖書有限公司,台北,
pp. 32-33,民國八十二年。
[7] J.E. Hatch, Aluminum : properties and physical metallurgy, 1st
edition , Asm International Handbook Committee , 1984. [8] 南臺灣研發資源分享中心,
http://airp.org.tw/iars/menu2_6_data_hide.asp?r_mac_id=805
[9] 愛發股份有限公司,ABAQUS 實務入門引導,初版,全華,2005。
[10] Yang H, Huang L, Zhan M, “Coupled thermo-mechanical FE
simulation of hot splitting spinning process of magnesium alloy AZ31”, Comput Mater Sci 47:857–866, 2010.
[11] ANSYS LS-DYNA User’s Guide , chapter 9: hourglassing,
![圖 3 三維旋壓模型[3] Murata[4]等人使用鎂合金進行管件的高溫縮口試驗,發現當直徑 減小時,旋壓力(spinning force)會增加,並且由於加工硬化的發生, 拉伸強度會增加;雖然當設定加工溫度上升時,維氏硬度下降,但當 直徑下降時,維氏硬度會增加,其實驗結果如圖 4 所示。 圖 4 不同加工減縮量之管件實驗結果[4]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8761005.208177/17.892.338.566.126.438/三維旋當直徑化的發生拉伸強度會增加雖然當設定加工溫度上升氏硬.webp)
![圖 12 應變率為 10 -3 時之真實應力真實應變曲線局部放大圖 由圖 12 可看出,本實驗所做之高溫材料試驗應變極小,無法以 橫距法中的永久伸長率為 0.2%對應的應力點為降伏強度[6],因此取 彈性區的終點為降伏強度,該點為 15MPa,此擬合曲線之方程式為 5](https://thumb-ap.123doks.com/thumbv2/9libinfo/8761005.208177/27.892.141.762.103.762/驗應變極小無法以橫距法中永久伸長率為對應應力點為終點度該點為.webp)

![圖 17 左半部為簡化後尺寸,右半部為原始尺寸設計[1] 表 2 各尺寸之組合表(單位:mm) A B C D 組合 I 3.0 3.5 3.5 2.5 組合 II 3.5 4.0 4.0 3.0 組合 III 4.0 4.5 4.5 3.5 3.3.2 網格劃分 耐壓測試將設計鋼瓶以半徑方向分割成三層,如圖 18 所示,使單位:mm 將導圓角去除](https://thumb-ap.123doks.com/thumbv2/9libinfo/8761005.208177/35.892.345.738.117.731/AD組合組合劃分耐壓測試將設計鋼瓶以半徑方向分割三層如圖去除.webp)