I-Shou University Institutional Repository:Item 987654321/1374
83
0
0
全文
(2) . 超快雷射應用於 ITO 層去除加工 之探討 The Study of ITO Ablation with Ultrafast Laser . 研 究 生: 陳 胤 豪. Student:Yin-Hao Chen. 指導教授:林明哲. Advisor:Ming-Jer Lin. 義 守 大 學 機械與自動化工程學系 碩士論文 A Thesis Submitted to Department of Mechanical and Automation Engineering I-Shou University in Partial Fulfillment of the Requirements for the Master degree in Mechanical and Automation Engineering July , 2009 Kaohsiung, Taiwan, Republic of China. 中華民國 九十八 年 七 月. .
(3) .
(4) . 總目錄 總目錄 .................................................................................................................... I 圖目錄 ................................................................................................................. III 表目錄 ................................................................................................................. VI 誌 謝 ............................................................................................................... VII 摘 要 ................................................................................................................ VIII Abstract................................................................................................................ IX 第一章 緒論 ......................................................................................................... 1 1-1 研究動機與目的 ..................................................................................... 1 1-2 文獻回顧 ................................................................................................. 2 第二章 雷射系統 ................................................................................................. 6 2-1 雷射原理 ................................................................................................. 6 2-1-1 原子的光譜與能階 .............................................................................. 6 2-1-2 光的吸收與發射 ................................................................................. 8 2-1-3 吸收係數與增益係數 ....................................................................... 10 2-1-4 反轉分佈 ........................................................................................... 12 2-2 超快雷射原理 ....................................................................................... 13 2-2-1 鎖模的基本概念 ............................................................................... 14 2-2-2 主動鎖模技術 ................................................................................... 15 2-2-3 被動鎖模技術 ................................................................................... 18 第三章 ITO(銦錫氧化物)透明導電薄膜.......................................................... 20 3-1 ITO 結構 ................................................................................................ 20 3-2 ITO 電性 ................................................................................................ 21 3-3 ITO 光學性質 ........................................................................................ 21 第四章 實驗機台介紹與參數設計 ................................................................... 24 I .
(5) . 4-1 雷射加工機台介紹 ................................................................................ 24 4-2 實驗規劃 ............................................................................................... 28 第五章 加工結果與分析 ................................................................................... 33 5-1 焦距結果與分析 ................................................................................... 33 5-2 雷射能量與頻率曲線圖分析............................................................... 37 5-3 雷射能量與頻率對加工品質之影響分析 .......................................... 45 5-4 雷射能量密度探討與 SEM 圖 ............................................................ 63 第六章 結論與未來展望 ................................................................................... 66 6-1 結論 ....................................................................................................... 66 6-2 未來展望 ............................................................................................... 67 參考文獻 ............................................................................................................. 69. II .
(6) . 圖目錄 圖 1-1 雷射聚焦點角度示意圖........................................................................... 3 圖 1-2 ITO 薄膜雷射加工之 AFM 剖面輪廓 ..................................................... 3 圖 1-3 波長(a)266nm 和(b)355nm 的 SEM 圖 ................................................... 4 圖 1-4 波長 1047nm 和 262nm(由左至右)......................................................... 4 圖 2-1 能階 ........................................................................................................... 7 圖 2-2 雙原子分子的能階................................................................................... 8 圖 2-3 兩能階系 ................................................................................................... 8 圖 2-4 (a)自然發射(b)吸收(c)受激發射 .............................................................. 9 圖 2-5 單位斷面積之介質的光強度 ................................................................ 10 圖 2-6 介質中的吸收與增加............................................................................. 12 圖 2-7 波耳茲曼分佈......................................................................................... 12 圖 2-8 反轉分佈 ................................................................................................. 13 圖 2-9 各類雷射簡圖......................................................................................... 14 圖 2-10 普克爾盒光強度調制........................................................................... 15 圖 2-11 利用聲光調制原理的主動腔內鎖模................................................... 16 圖 2-12 五個縱模及四十一個縱模的鎖模輸出的脈衝波形 .......................... 17 圖 2-13 被動鎖模雷射結構示意圖 .................................................................. 19 圖 3-1 氧化銦之單位晶體結構......................................................................... 20 圖 3-2 Burstein-Moss shift 效應示意圖 ............................................................. 22 圖 4-1 超快雷射機台外觀................................................................................. 24 圖 4-2 雷射型號 PL10100 的外觀及產生機制 ................................................ 25 圖 4-3 不同雷射的脈衝寬度示意圖 ................................................................ 26 圖 4-4 不同雷射的脈衝寬度(圖左→右分別為 fs、ps 及 ns)......................... 26 圖 4-5 光學影像量測儀..................................................................................... 28 III .
(7) . 圖 4-6 不同波長對 ITO 薄膜穿透率 ................................................................ 29 圖 4-7 實驗規畫流程圖..................................................................................... 30 圖 4-8 雷射加工焦點示意圖............................................................................. 30 圖 4-9 雷射聚焦光束......................................................................................... 31 圖 5-1 不同焦距與線寬曲線圖......................................................................... 34 圖 5-2 不同焦距加工形貌.................................................................................. 36 圖 5-3 線寬與不同頻率曲線圖(0.07W) ........................................................... 38 圖 5-4 線寬與不同頻率曲線圖(0.14W) ........................................................... 38 圖 5-5 線寬與不同頻率曲線圖(0.21W) ........................................................... 38 圖 5-6 線寬與不同頻率曲線圖(0.28W) ........................................................... 39 圖 5-7 線寬與不同頻率曲線圖(0.35W) ........................................................... 39 圖 5-8 線寬與不同頻率曲線圖(0.42W) ........................................................... 39 圖 5-9 線寬與不同頻率曲線圖(0.49W) ........................................................... 40 圖 5-10 線寬與不同頻率曲線圖(0.07~0.49W) ................................................ 40 圖 5-11 線寬與不同功率曲線圖(50kHz) ......................................................... 42 圖 5-12 線寬與不同功率曲線圖(60kHz) ......................................................... 42 圖 5-13 線寬與不同功率曲線圖(70kHz) ......................................................... 42 圖 5-14 線寬與不同功率曲線圖(80kHz) ......................................................... 43 圖 5-15 線寬與不同功率曲線圖(90kHz) ......................................................... 43 圖 5-16 線寬與不同功率曲線圖(100kHz) ....................................................... 43 圖 5-17 線寬與不同功率曲線圖(50~100kHz) ................................................. 44 圖 5-18 50kHz 不同功率加工品質(表面) ......................................................... 46 圖 5-19 50kHz 不同功率加工品質(底部) ......................................................... 47 圖 5-20 60kHz 不同功率加工品質(表面) ......................................................... 49 圖 5-21 60kHz 不同功率加工品質(底部) ......................................................... 50 IV .
(8) . 圖 5-22 70kHz 不同功率加工品質(表面) ......................................................... 52 圖 5-23 70kHz 不同功率加工品質(底部) ......................................................... 53 圖 5-24 80kHz 不同功率加工品質(表面) ......................................................... 55 圖 5-25 80kHz 不同功率加工品質(底部) ......................................................... 56 圖 5-26 90kHz 不同功率加工品質(表面) ......................................................... 58 圖 5-27 90kHz 不同功率加工品質(底部) ......................................................... 59 圖 5-28 100kHz 不同功率加工品質(表面) ....................................................... 61 圖 5-29 100kHz 不同功率加工品質(底部) ....................................................... 62 圖 5-30 不同頻率加工後之最好的結果 SEM 圖 ............................................ 65 . V .
(9) . 表目錄 表 2-1 固體雷射中常用的各種鎖模染料的飽和強度 Is,復原時間 tD ........ 19 表 4-1 PL10100 雷射型號的規格 ...................................................................... 25 表 4-2 高精密三軸移動平台規格 .................................................................... 27 表 5-1 雷射能量密度與平均功率及頻率之關係表 ........................................ 64. VI .
(10) . 謝. 誌. 論文的順利完成,首先,恩師 林明哲老師當屬首功。老師謙虛的為人處事與嚴謹 的治學態度,樹立了我學習的典範,周密的邏輯思維以及對於學生的熱忱照顧與殷切鼓 勵,使我對研究有諸多的啟發,在此向老師的栽培之恩致上最高的衷心謝意與敬意。 再者,感謝金屬工業研究發展中心葉昭永顧問、義守大學機械與自動化工程研究所 陳一雄老師在論文口試過程中的不吝指點與建議,因為您們的許多寶貴意見與鼓勵,不 僅使得本論文更臻完善,也讓我獲益良多,特別是葉顧問,在雷射加工方面,更是傾囊 相授地教導我,也是我重要的恩師。另一方面,承蒙金屬工業研究發展中心陳明源組長 與許富銓經理給予我在金屬研究發展中心實習的機會,並提供雷射機台讓我使用,順利 完成我的論文研究,在此也要表達致謝之意;另外,我特別要在此感謝金屬工業研究發 展中心周政賓經理,沒有您提供我研究的材料以及讓我參與各科技公司的計畫案,我不 可能學習到許多業界與實務處理的經驗,我感激在心,也敬致誠摯的感謝之意。在此, 獻上由衷的感謝與誠摯的祝福,感謝您們在這些日子以來,無私的指導我,用心栽培我, 以無止盡的愛心及耐心鼓勵我,為我的人生指引一盞明燈。 接下來,要好好的感謝我身邊這群很棒的好朋友及好同學,首先,在金屬研究發展 中心實習期間,感謝宗立、育廷,給予我許多寶貴的研究意見,總是把好東西分享於我, 而仲琪、尹銜、弘翔帶給我歡樂,謝謝你們使我在這段時間過得充實、快樂;接下來要 感謝馥鴻、聰明,謝謝你們照顧我,與我一起努力做研究,互相提醒對方,互相勉勵, 謝謝你們一直以來的加油與打氣;也要感謝巧紋,謝謝妳支持我,鼓勵我,在我最徬徨 的時候替我加油,使我能夠心無旁騖的完成論文;感謝所上鍾姐、雅惠助理幫我渡過一 些問題,並感謝建豪學長對我論文研究的協助,讓我獲益良多。 最後,我要特別感謝我的家人,感謝我的父親-陳清山先生,不時地指引我走向正 確的路,給我莫大的鼓勵;感謝我的母親-黃月秋女士、姐姐-奕樺,總是默默支持我, 做我愛吃的東西,因為有您們照顧我的生活起居,使我衣食無虞,無後顧之憂的讀書, 真的很感謝您們一直以來的支持與關懷! 千言萬語,豈是短短幾分鐘所能表達無盡的感激,隨著我滿滿的行囊,帶著,離開 校園,此時此刻,也是我們道別的時候了,我將充滿感恩,帶著祝福與支持,邁向人生 的另一段旅程!. VII .
(11) . 超快雷射應用於 ITO 層去除 加工之探討 摘 要 ITO(Indium Tin Oxide,銦錫氧化物)為一種透明導電物質,因其透光的特性, 常應用於平面顯示器、觸控面板及電子儀器作為透明電極。現行 ITO 導電層加工 方法大多採用濕蝕刻、光蝕刻;其缺點除了製作方法複雜外,極易造成 ITO 表面 化學汙染。本研究針對鍍有 ITO 薄膜的塑膠基板進行雷射直接加工法去除部份 ITO 導電材料,製作電路。透過超快雷射絕熱加工特性,可於不造成基板材質損 害情況下完成 ITO 導電層絕緣區的製作。本研究主要調整超快雷射機台的參數, 分別為焦距、雷射頻率及雷射功率,使用 OM 顯微鏡量測加工後的線寬,光學影 像量測儀觀測 ITO 薄膜表面及溝槽底部之結果,並計算雷射能量密度範圍對 ITO 導電層加工表面品質的影響,以加工出絕緣區為目的。本實驗加工結果顯示,獲 得良好表面品質、電阻斷路及最小線寬 3.6μm 的最佳參數,分別為平台移動速度 30mm/s、焦距-1.9mm、頻率 70kHz 及功率為 0.07w。 本 研 究 結 果 顯 示 對 厚 度 120nm 之 ITO 薄 膜 , 當 雷 射 能 量 密 度 範 圍 0.141~0.247J/cm2 時,ITO 薄膜能完全去除不傷及塑膠基板,且為斷路狀態。. 關鍵字 : 銦錫氧化物、雷射直接加工法、超快雷射. VIII .
(12) . The Study of ITO Ablation with Ultrafast Laser Abstract Indium tin oxide (ITO) is a material with high transparency and electric conductivity. Thin film ITO coatings are commonly used in flat panel displays, touch panels and other electronic devices as electrodes. The traditional patterning technique has used photolithography followed by wet etching process to ablate ITO on substrates. However, this technique involves complex multi-step processes and may induce chemical pollution. In this research, the laser direct-write patterning method is applied to the micromachining of ITO thin films on plastic substrates. Owing to the adiabatic heating characteristics of ultrafast laser, it is possible to complete the patterning process without damaging the substrates. The purpose of this study is to ideutify the proper processing parameters, namely the focal length, laser repetition rate and laser power, of a ultrafast laser machine, for the purpose of clean selective removal of the ITO films. The outcomes sre assessed by measuring the line width after processing using OM, observing the surface guality of ITO films and trench bottom using VMC, and calculating the laser energy density. The range of laser energy density that allowing clean ITO removal and good surface guality is obtained. In the experiments, the minimum lin width of 3.6μm with good surface guality and clean removal of ITO films is achieved by using the following processing parameters: platform moving speed 30mm/s, focal length -1.9mm, repetition rate 70kHz, and power 0.07W. This research shows when the laser energy density is in the range of 0.141~0.247J/cm2, the 120nm thick ITO film is completely removed without damaging the substrate. Keywords: ITO, Laser direct-write method, Ultrafast laser. IX .
(13) . 第一章 緒論 1-1 研究動機與目的 平面顯示器(flat-panel displays)與太陽能電池(solar cells)為目前國內重點產業, 而 ITO(銦錫氧化物)透明導電層具有很高的導電率且在可見光具有很高的穿透率, 因此常被應用在觸控面板(touch panel)、平面顯示器、抗靜電膜、太陽能電池之透 明電極、加熱除霧膜、熱鏡(heat mirror)、冷鏡(cold mirror)、防反光塗佈及 熱反射鏡(heat reflecting mirror)等電子、光學及光電裝置上。隨著人機介面不斷翻 新,觸控面板也跟著當紅,目前 ITO 導電層常鍍於塑膠基板作為軟性觸控面板材 料,其輕薄、耐衝擊及可撓曲等特性的優勢,可望在可撓式(軟式)顯示器與太陽 能板等應用領域取代導電玻璃。 目前產業界常用的電極圖案加工方法為微影蝕刻(lithography),主要為光阻塗 佈、曝光、顯影、烘烤、蝕刻及去光阻等多重步驟,其製作方法複雜及耗時,亦 容 易 造 成 ITO 表 面 化 學 汙 染 , 目 前 國 外 產 業 界 開 始 採 用 雷 射 直 接 加 工 法 (direct-write method),該技術可有效簡化為單道次且乾式製程,不僅降低設備成 本,亦提高製程效率。 本研究採用皮秒級超快雷射設備進行 ITO 薄膜去除加工,主要透過功率 (power)與頻率(repetition rate)之雷射參數調整,直接以雷射加工機進行圖案製 作(patterning)。同時探討各參數對加工後薄膜表面形貌、加工線寬的影響,並檢 測是否符合業界採用斷路標準;最後計算出製作高品質蝕刻線所需能量密度 (fluence) 之材料破壞門檻。目的在使電極圖案製造技術簡化為單道次製程,並於 不造成基板材質損害情況下完成 ITO 薄膜電極圖案的製作。. 1 .
(14) . 1-2 文獻回顧 隨著科技與工業發展,業界往往需要在硬脆及薄膜材料,例如矽晶圓、半導 體、壓克力、玻璃、ITO 透明導電薄膜、太陽能薄膜等材料上,進行切割、鑽孔、 淺層加工或表面微結構加工。硬脆性材料及薄膜在傳統的加工方法上是使用機械 式、濕蝕刻及光蝕刻,而機械式加工是針對硬脆性材料最主流且效率最高的加工 方式,但是最近幾年機械式加工在精度和微細化的能力逐漸無法滿足產業界的需 求。而濕蝕刻及光蝕刻是目前業界最常使用在薄膜的加工方式,也有少數業界使 用 Q-switch 雷射進行加工,然而濕蝕刻及光蝕刻除了會造成化學污染之外,加工 過程複雜且耗費機台及工時,因此業界開始思考使用更先進的雷射加工技術來取 代傳統的機械式、濕蝕刻及光蝕刻加工方式[1-2]。 雷射技術應用於材料加工已有多年的發展,雷射束聚焦於小點上,建立一個 焦點圓錐。焦點圓錐角,通常介於 3°~10°,如圖 1-1,其特色為非接觸式加工, 不會造成夾具之磨耗與破損,容易自動化加工,可經由透明體加工,不需真空。 除了加工金屬工件外,亦可加工陶瓷、壓克力、薄膜等非金屬材料。移除材料原 理是伴隨著電子熱傳導在目標裡面融化一個區域,而後使其汽化以達到加工目的, 不過在固體到汽化過渡時期,會有液相的存在,使加工精度降低[3]。雷射大多由 激發系統、增益介質和光學共振腔三部份組成。激發系統就是利用光能、電能或 化學能產生使介質由基態變成激態的裝置。目前使用的激發手段,主要有光照、 通電或化學反應等。增益介質是能夠產生雷射的物質,如紅寶石、氖氣、半導體、 有機染料等。光學共振腔的作用,是用來回授增益介質的輻射光,產生特徵模態 和選定雷射的波長和方向等。 短脈衝雷射及短波長雷射具有較高的能量密度常用來加工材料。. 2 .
(15) . 圖 1-1 雷射聚焦點角度示意圖 用 Picosecond laser 來加工,其脈衝短的足以避免能量的熱擴散,並且達到移 除材料的門檻所需要的能量密度,因此,可以忽視傳熱所造成的熱影響區。在實 驗和理論證明了大約短於 10ps 的持續時間,雷射脈衝對於加工可避免熱效應的 產生[4]。超快雷射加工系統主要對象為金屬淺穴精微模具加工,次要對象為微鑽 孔、微製造、2D-3D 表面微結構加工。超快雷射加工對象除了金屬外更可推廣至 透明導電薄膜、半導體及硬脆材料。 2006 年 Xu 等人則以 F2-準分子雷射,波長為 157nm 的紫外光,在真空狀態 下對鍍有厚為 100nm 銦錫氧化物(ITO)薄膜的玻璃基板進行加工。由實驗結果得 知一個去除 ITO 的加工門檻,當能量密度大於 0.49J/cm2,可以開始對 ITO 進行 去除,而當能量密度到達 4.5 J/cm2 ,則可以完全把 100nm 的 ITO 移除如圖 (1-2)[5]。. 圖 1-2 ITO 薄膜雷射加工之 AFM 剖面輪廓. 3 .
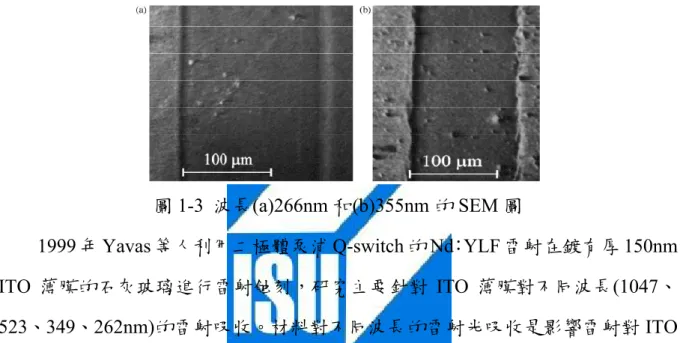
(16) . 2007 年 Raciukaitis 等人使用高重複率的皮秒雷射在不同波長(分別為 266、355 及 532nm)對鍍有厚 120nm ITO 薄膜的玻璃基板進行蝕刻劃圖, 並利用掃描式電 子顯微鏡(SEM)、光學顯微鏡和原子力顯微鏡(AFM),去分析雷射開始對 ITO 薄 膜進行加工而完全移除所需要的能量密度。當不同波長 266、355 及 532nm 要完 全去除,所需的能量密度分別需達到 0.2、0.46 及 1.55 J/cm2。當波長為 355nm 時, 所加工出來的溝槽品質最好,但是會有大量粉塵殘留在表面,如圖(1-3(b))所示, 而波長 266nm 加工之後表面最好,如圖(1-3(a)) [6]。. 圖 1-3 波長(a)266nm 和(b)355nm 的 SEM 圖 1999 年 Yavas 等人利用二極體泵浦 Q-switch 的 Nd:YLF 雷射在鍍有厚 150nm ITO 薄膜的石灰玻璃進行雷射蝕刻,研究主要針對 ITO 薄膜對不同波長(1047、 523、349、262nm)的雷射吸收。材料對不同波長的雷射光吸收是影響雷射對 ITO 進行蝕刻之影響,由圖(1-4)的結果可以了解當波長 1047nm 時,雷射蝕刻的深度 比波長 262nm 蝕刻深度淺,蝕刻之後產生的熔融物也比短波長來的少 [7]。. 圖 1-4 波長 1047nm 和 262nm(由左至右) 2006 年 Park 等人,針對鍍有厚 200nm ITO 薄膜的 OLED 進行雷射蝕刻,發 現雷射的加工條件,將會強烈影響電阻值表面品質及溝槽的型態。當能量密度 4 .
(17) . 0.07J/cm2,是完全不會傷及基板,當能量密度約 1.2~1.6 J/cm2,則雷射在對 ITO 薄膜蝕刻會選擇性破壞玻璃基板[8]。 2002 年 Ghandour 等人研究目前被應用在大型平面顯示器的 150nm ITO 薄膜 100μm 厚的塑膠基板,而準分子雷射加工也取代了傳統的光蝕刻加工,除了減少 許多加工過程,也降低了成本。當雷射能量密度 350mJ/cm2,線寬能夠大於 11μm 且能夠到完全移除 ITO 薄膜並且達到絕緣狀態[9]。. 5 .
(18) . 第二章 雷射系統 2-1 雷射原理[10] 雷射產生的過程中,事實上是輻射場(光子)與物質(原子)的相互作用的 過程。為了了瞭這種過程情形,因此必須要對物質有所了解,物質由分子組成, 而分子由原子組成。關於原子、分子等的理論,可經由原子、分子中電子的能階 分佈對光子的吸收及輻射加以探討。. 2-1-1 原子的光譜與能階 一、原子的能階與光譜 原子的光譜並非連續光譜,而是以離散性波長發光-此為 N. Bohr 的原子理 論。Bohr 認為原子由原子核與電子組合而成,電子會在原子核附近周圍盤旋, 因 此根據原子模型提出二個假說: 1.原子內的電子只在量子化的軌道旋轉,在此軌道上運動時並不會放射光(量 子條件),且量子化軌道會滿足以下的關係。 mυr. π. (2-1). m為電子質量,υ為電子速度,r為軌道半徑,h為Planck常數,n為主量子數, 因此量子化軌道是指電子的角動量值只有可能等於h/2π的整數倍,並有離散性數 值的特殊軌道。 2.當電子從假說1.所敘述的一個安定軌道躍遷至另一個安定軌道時,才會放 出光,假如反方向移動時則會吸收光。假設變化前後的電子能量差為ΔΕ,則放射 或吸收光的頻率ν可表示成 hν=ΔΕ. (2-2). 原子的能量為電子動能與位能的總和,而能量取決於原子種類的離散性數值。 能量最低的狀態就是當電子軌道在 n=1 時的情況下,因此我們將此狀態稱之為基 6 .
(19) . 態,而能量高於基態的狀態稱之為激態,圖 2-1 顯示這些能量狀態的大小,因此 我們將能量狀態稱之為能階。. 圖 2-1 能階 二、分子的能階與光譜 分子的能量取決於最外殼電子狀態的電子能量Εe、分子內原子核的振動能量 Ευ、及分子的旋轉能量Εr之和,可表示成(2-3)式。 Ε=Εe(n)+ Ευ(υ)+ Εr(J). (2-3). 圖2-2表示雙原子分子兩種不同電子狀態(基態和激態)的位能曲線,分子的基 態能量是在當原子核間距離r=re時最小且安定。電子狀態分別與振動能階組進行 組合,而各振動能階又與旋轉能階組進行組合。因此在兩個能量的曲線之間產生 的電子躍遷稱之為電子光譜,並且在可見光紫外線領域的光譜中。如此一來光譜 對應於電子、振動、旋轉能量,分別有3種不同波長的光譜區域存在。. 7 .
(20) . 圖 2-2 雙原子分子的能階 A為旋轉能階間的躍遷,B為振動躍遷,C為電子躍遷。. 2-1-2 光的吸收與發射 從最簡單的兩個能階來討論原子,如圖(2-3)所示,它們的能階狀態分別為Ε1、 Ε2且(Ε1<Ε2)。. 圖 2-3 兩能階系. 8 .
(21) . 激態Ε2的原子自然躍遷至低能階狀態Ε1時,利用兩個能階之間的能量差可產 生光發射。此時的光能為兩個能階差,如(2-4)式。 hν21=Ε2-Ε1. (2-4). 而光的頻率ν21則為 E. ν. E. (2-5). h為Planck常數,此種光的發射現象稱為自然發射,即便沒有外來因素,也會 自然發生(圖2- 4(a))。 假如波長為hν21=Ε2-Ε1的光入射於能量在Ε1狀態的原子時,因此原子會吸收 光,所以能量狀態將由Ε1躍遷到Ε2。入射光引起電子躍遷的過程,其過程稱之為 吸收(圖2- 4(b))。 相反地,當激態Ε2的原子在發生自然發射之前,若有與能階之間互相調諧的 光-亦即能量為hν21=Ε2-Ε1光的入射,受其刺激,會造成有相位、頻率及發射方 向與入射光相同的光。此稱為受激發射(圖2- 4(c)) ,亦即入射光因受激發射而成 為2倍能量的光,光會放大,此受激發射過程為雷射產生最重要過程。. 圖 2-4 (a)自然發射(b)吸收(c)受激發射. 9 .
(22) . 2-1-3 吸收係數與增益係數 如圖(2-5)所示,強度Ι的單色光在某種介質當中,假設單位面積內通過距離為 dx時,可將其變化分dΙ(x)表示成 dΙ(x)=-αΙ(x)dx. (2-6). α稱之為吸收係數,負的符號表示當α為正量時,所吸收的光導致強度的減 弱。. 圖 2-5 單位斷面積之介質的光強度 把(2-6)式積分可得 Ι x. I e. (2-7). Ι0:光入射於介質的強度。 光在某種介質內通過距離為dx時,體積要素中在低能階Ε1的狀態原子數N1因 為吸收而躍遷到高能階Ε2的狀態。相反的,在能階Ε2的狀態原子數N2因為受激發 射而躍遷到低能階Ε1的狀態,單位體積內光子所損失比率-dn/dt可表示為 N ρ B. 10 . N ρ B. (2-8).
(23) . n 為單位體積內的光子數,ρν 為光能量密度,B12= B21 為愛因斯坦(B-係數) 自然發射的影響小因此不計算。當 B12= B21 時 N. N ρ B. (2-9). 光的強度Ι=ρνc其單位為[Js-1m-2],可利用頻率ν將其表示成(2-10)式 Ι=nhνc. (2-10). 通過距離為 dx 的單位面積,單位體積內的光子變化為 Ι. dn. Ι. Δ. ν. (2-11). 假如通過距離dx夠短的話,可將(2-11)式寫成 Ι. dn. (2-12). ν. 光行進距離dx所需要的時間dt=dx/c,單位體積內的光子減少率可表成 Ι. (2-13). ν. 然後把(2-6)式代入(2-13)式即可得 dn. αΙ x. αρν c. dt. hν. hν. (2-14). 利用(2-9)及(2-14) 式,可以解得 N1 N2 B21 hν. α. c. (2-15). (2-15)式表示吸收係數α與兩個能階之間原子分佈數之差的關係式。在達成 熱平衡狀態時,因N1大於N2,故發生吸收現象,如圖2-6所示,光的強度減少。 假設N2大於N1的話,α成為負, (2-7) 式的-αx為正,則光的強度則可以表示為 Ι x. I eβ. (2-16). 式中β=-α,β稱之為增益係數。 此時光的強度隨著距離增加,β(=-α)稱為增益係數,其表示式 β. N. 11 . N B. ν. (2-17).
(24) . 以上係假設在單一頻率所發生之吸收、發射現象,實際上是在原子光譜的寬 度全部的頻率領域發生。因此,吸收係數 α 及增益係數 β 實際上使用頻率的函數 α(ν)、β(ν)來表示。. 圖 2-6 介質中的吸收與增加. 2-1-4 反轉分佈 當原子在溫度T時達成熱平衡狀態,如圖(2-7)所示,能階Ε1與能階Ε2的原子 數比例符合Boltzmann分佈,因此可用下式來表示: N N. exp. E. E Τ. (2-18). 圖 2-7 波耳茲曼分佈 因為Ε2-Ε1>0,T>0,所以N1>N2,因此若有入射光,其受激吸收N1B12ρν 比受激發射N2B21ρν多,此每秒所發生的吸收為(N1-N2)ρνB12,而不會發生放大 12 .
(25) . 現象。 若在能階Ε1與能階Ε2之間達成Ε2-Ε1>0而N2>N1的狀態下(圖2-8),與(圖2-7) 的情形相反,此時受激發射超過吸收,因此受激發射每秒為(N2-N1)ρνB12,發 生光放大現象。 Ε2-Ε1>0 且 N2>N1 的分佈形態稱為反轉分佈,若反轉分佈要成立,則式(2 -18)中的溫度 Τ 要為負值,因此反轉分佈形態又稱為負溫度形態。原子或分子 系統中電子數達成反轉分佈,會因為受激發射而產生光放大現象,因此產生雷射 必需讓物質具有反轉分佈。. 圖 2-8 反轉分佈 一般用泵浦方式讓物質處激發態便可達成。. 2-2 超快雷射原理 雷射分為兩種,一種是連續(CW)雷射,另ㄧ種是脈衝式(pulse)雷射。而脈衝 式雷射又分為兩種,一種是Q-開關(Q-switch)雷射,另ㄧ種則是鎖模(Mode locking) 雷射或稱超快雷射,如圖(2-9)所示。 使用 Q 開關技術,可以壓縮脈衝雷射的寬度至毫微秒數量級(10-9 秒),峰值 功率將可達到 MW 級次。如果要更進一步壓縮脈衝寬度以獲得更大的峰值功率, 就要用鎖模技術。使用鎖模技術可以獲得皮秒(10-12 秒)~飛秒(10-15 秒)的超短脈衝 13 .
(26) . 和 GW 數量級的峰值功率輸出。. 圖 2-9 各類雷射簡圖[11]. 2-2-1 鎖模的基本概念[12] 一般自由運轉的雷射輸出中,總是會存在許多個縱模的振盪(除了嚴格的均勻 加寬雷射是單縱模輸出外)。這些縱模全部都位於雷射激活介質的增益曲線內。各 縱模頻率的間距為 c/2d (其中 d 為腔的長度,c 為光的速度,假設腔內的折射率為 1)。這些縱模是互相相位無關的,振幅亦不等的。因此它們之間並不會有出現任 何 “干涉”現象。 如果採取某種技術使這些縱模的位相鎖定,即造成一定的位相差,這些縱模 就會像光學原理中所謂的 “干涉” (多光束相干的必要條件是它們之間必須有一 定的位相差) 現象一樣,出現縱模的 “干涉”。而 “干涉”的結果形成時間寬度相 當短的脈衝雷射。 鎖模技術一般主要有二種,一種稱之為主動鎖模( Active mode locking)技術; 另一種則為被動鎖模( Passive mode locking)技術。下面分別介紹鎖模技術的工作 原理。. 14 .
(27) . 2-2-2 主動鎖模技術[12] 所謂主動鎖模技術是利用聲光晶體或電光晶體於腔內進行調制來鎖模。當調 制頻率很快達到縱模間距為 c/2d 數量級時,會產生鎖模現象。它一般大致上適用 於連續運轉雷射,因此可以連續得到高重複率的相間很密的皮秒脈衝雷射(幾百 MHZ),其工作原理可以由下面說明來理解: 假如將一個單色載波頻率 ν0 的光波,以某種方法作週期性調制,其調制頻率 為 f。這就相當以 ν0 為載波頻率,而 f 為調制頻率。該被調制的光波利用傅利葉 ( Fourier)級數展開,在展開級數中,除了載波頻率 ν0 的單色波項之外,尚有 ν0 ± mf ( m = 1,2,3,…)的邊帶( Sidebands)波項。邊帶波的強度與被調制了的光波形狀及調 制的因子有關。(見圖 2-10) 圖(2-10)利用電光晶體來調制光的強度,其原理乃是利用外加電場,產生晶 體折射率變化,此效應稱為普克爾效應,其組成之光電晶體元件,通稱為普克爾 盒。其中圖(c)展示了邊帶波頻的出現。雖然光調制器可以使用電光晶體、聲光晶 體等。然而在鎖模技術當中,大多使用聲光晶體為主動鎖模元件。 假如調制頻率達到縱模的頻率間隔 Δν= c/2d,則這時分立的邊帶波就對應於 雷射分立的縱模。它們允許在腔內振盪。但由於邊帶波的位相是相關的(決定於調 制波函數),因此經這樣腔內調制的各縱模(亦即邊帶波)將是位相相關的(即可相耦 合,相干涉的)。. . (a)實驗裝置(b)雷射光通過普克爾盒調製後光的輸出強度(c)透射光的頻譜 圖 2-10 普克爾盒光強度調制. 15 .
(28) . 由下面一個簡單的例子來進行分析,得以更進一步敘述鎖模技術原理。 這是一個典型的腔內聲光主動鎖模的技術,如圖(2-11)。. (a)超聲波調制器(b)壓電換能器(c)雷射 圖 2-11 利用聲光調制原理的主動腔內鎖模 假如雷射為單一色的光波,其光振幅可表示為 A t. A cos. (2-19). 而其光的強度調制函數為 Ω. T. (2-20). 其中 T 為調制器光的透射率。δ 為調制因子,f = Ω/2π 為調制頻率,t 為時間。 假設第 m 個縱模(即第 m 個邊帶波)在腔內的振盪,其振幅為: A. A. TA cosω t. t. 1. δcosΩt cosω t. (2-21). 由三角函數和差定理可得 A. t. A. cosω t. A δ. cos ω. Ω t. cos ω. Ω t. (2-22). 假如調制頻率 f = Ω/2π 等於縱模的間距 Δν= c/2d,則由(2-22)式右邊第二項 可見,邊帶波為 A. A δ. cosω. t. (2-23). 將被同時產生,它們將同時被放大且產生雷射振盪,而這些邊帶波的位相是 被鎖定的,由調制的函數來決定,在這個例子中調制的函數為 及A. 三個縱模在 Tk =. Ω. Ω. ,因此 Am. (k = 0,1,2,3,…)時間中,位相差為零。這二個在腔內 16 . . δ.
(29) . 振盪的邊帶波又被調制器調制,因而產生新的邊帶波:ω2 = ω0±2Ω,…,直到在 雷射增益曲線內,所有的縱模全部振盪為止,而且它們的位相是被鎖定。 假設在雷射的增益曲線內有(2p + 1)個縱模可以被振盪,而這些鎖定位相關係 的縱模相耦合,其合成之後的振幅為: A(t)=∑ (2p. / /. 1. A cos(ω0+Ω )t. (2-24). ,δν 為增益線寬). 合成之後光的強度為 I(t) = A(t) A*(t)為 I t. Ω. A Ω. cos ω t. (2-25). 假如 A0 為常數,則(2-25)式為如圖 2-13 的曲線,是一個週期性函數,其 π. 週期 T=. Δν. Ω. 。. 圖 2-12 五個縱模及四十一個縱模的鎖模輸出的脈衝波形 圖 2-12 為對應(2p+1=5)個縱模及(2p+1=41)個縱模的情形,從圖中可以了解 鎖模雷射輸出為一列等間距的短脈衝序列,其間距為光子在腔內來回一次所需要 的時間 T=2d/c,而每一個短脈衝的寬度為 ΔT=1/δν。δν= pΔν 為增益曲線的一半 寬度。同時還可以看出縱模數越多的話,即增益譜線則越寬,因此短脈衝的雷射 寬度就越窄。 圖 2-12 中的鎖模合成光的強度分佈函數,類似於很多個狹縫相干波的繞射 (例如光柵的情況)光的強度分佈函數。 17 .
(30) . 鎖模輸出的脈衝時間為 T=1/Δν=2d/c,等於光子在腔內來回一週所需要的時 間。如果光子每隔 T 時間通過腔內的調制器,這時調制器的穿透率為最大,腔內 的損耗為最小,因此光子在這個時間有最大增益。在上述時間內準確地通過調制 器的光子,可以得到放大現象,而其它所有的光子則都不能被放大因而形成雷 射。. 2-2-3 被動鎖模技術[12] 主動鎖模在超快雷射技術中不常被使用,主要是調制頻率要與共振腔來回的 頻率一致,才會有穩定的脈衝光產生。共振腔長度會因溫度效應而改變,往往會 使最佳鎖模狀態消失,被動鎖模技術可以彌補此一缺失,一般載超快雷射技術中, 採用此方法者占大多數。 被動鎖模技術類似於染料 Q 開關技術,在腔內放置一個特別的飽和吸收體(染 料盒)。這種被動鎖模技術特別適用於高峰值功率的固體雷射,如 Nd :Glass 雷射或 Ruby 雷射。 飽和吸收體(Saturable Absorber)染料與 Q 開關染料極為類似,但是要拿來當 作鎖模的染料必須滿足二個條件,第一:染料的復原時間,就是從漂白狀態(飽和 吸收態)回復到常態的時間,必須比預定光子在腔內來回一趟所需要的時間還短; 第二:染料的吸收譜帶必須與雷射的振盪波帶一致,而且染料吸收帶的寬度要大 於或等於雷射的線寬即為增益曲線寬度。 這樣的染料在腔內受到雷射的振盪過程中,經過強光不斷地照射,不斷地改 變吸收率,經由吸收之後變成透明,不斷調制腔內的 Q 值(Q. 2πνL · τ ,其中τ 為. 光在雷射腔內的平均壽命,νL 為雷射頻率),而使該染料產生上面敘述主動鎖模中 的聲光調制器也會在腔內產生邊帶波(ν0 ± mνm),而輸出一列超短的脈衝寬度。. 18 .
(31) . 圖 2-13 被動鎖模雷射結構示意圖 圖(2-13)被動鎖模雷射結構,其 1 為染料盒,2 為飽和吸收體,3 為微細孔, 4 為增益介質,5 為光輸出鏡面。 固體雷射常用的鎖模染料有 Eastman No.9740, No.9860, DDI 和 Cryptocyanine。 它們的飽和強度,復原時間如表 2‐1 所示。 表 2-1 固體雷射中常用的各種鎖模染料的飽和強度 Is,復原時間 tD. 染料型號. Is[Wcm-2] tD. (PS). 雷射類型. Eastman. Eastman. NO.9740. NO.9860. 4×107. DDI. Cnyptocyanine. 5.6×107. ~2×107. 5×106. 8.3. 9.3. 14. ~2. Nd3+. Nd3+. 紅寶石. 紅寶石. 目 前 被 動 鎖 模 元 件 , 則 以 半 導 體 飽 和 吸 收 體 (Semicondnctor Satourable Absorber)為主流,取代有機染料,然而其工作原理相同。. 19 .
(32) . 第三章 ITO(銦錫氧化物)透明導電薄膜 3-1 ITO 結構 ITO 透明導電薄膜為一種具寬能隙(大約 3.5~3.7eV)的 n 型簡併(degenerate)之 半導體(semiconductor),對波長範圍為 400~700nm 之可見光具有穿透性(穿透率約 為 80~90%),且具有良好的導電率(電阻係數小於 1x10-4Ω•cm),在顯示器上可當 做陽極的透明導電電極使用。ITO 在可見光區的折射率 n 為 1.8~2.1,其理論密度 為 7.5g/cm3,其晶格結構跟 In2O3 相同為體心立方晶體結構(cubic bixbyite)[13]。 圖(3-1)為氧化銦之單位晶體結構。但因錫的摻雜(dopant)使得晶格約略膨脹(In2O3 的晶格常數 a0=10.118Å,ITO 則為 10.118Å<a<10.31Å)。ITO 薄膜典型的晶粒 大小(grain size)直徑介於 400~600Å,且隨著薄膜不同的沉積條件會展現很強的 <100>、<111>、<110>之優選方位[14-15]。. 圖 3-1 氧化銦之單位晶體結構[13]. 20 .
(33) . 3-2 ITO 電性 在半導體的晶體結構中,若含有些許的雜質或缺陷,則很容易造成 n 型半導 體或 p 型半導體,使得半導體中的自由載子濃度和導電率增加。 ITO 屬 n 型半導體,可能的導電機制有兩種,一種為雜質摻雜機制,另一種 則為氧空位(oxygen vacancy)機制。在 n 型的 ITO 薄膜內,參與導電的載子可由下 列兩式說明[16]: V 2SnO. I. V O. 2e. 2SnI. 其中+和-代表有效正電荷和負電荷;符號V. O. 3O. 2e. (3-1) O. (3-2). 意指帶兩正電荷的氧空缺,符號. SnI 表示正四價的錫取代正三價的銦離子進入 In2O3 晶格內。In2O3 本身在結構上 為易失去氧而產生氧空缺,由(3-1)式可知在生成 ITO 薄膜過程中會有部分氧逸 失掉(可在生成過程中抑制氧逸失的量),使生成之薄膜中存在有許多氧空缺,這 些氧空缺(V0)取代原先為 O2-離子的位置,一旦氧原子逸失後,這些位置便留下 有負二價的靜電荷(2e-),而產生施體,是一般類似 ITO 金屬氧化物薄膜能夠導電 的原因。另外 ITO 有 5~10wt%SnO2 的主要原因是當做摻雜質,(3-2)式中由於 In、 Sn 原子大小、質量均相近,故 Sn4+離子有機會取代 In2O3 中的 In3+離子,取代後 多餘的一個外圍電子便會形成自由載子。故 ITO 薄膜的導電機制有上述兩個,其 自由載子濃度是由氧空缺以及 Sn4+離子雜質所控制。. 3-3 ITO 光學性質 ITO 薄膜在不同波長區域範圍內,具有不同的光學特性,因為受到大量自由 電子的影響,在可見光及近紅外光區為高穿透、低反射,在紫外光區則為高吸收、 低穿透,而在紅外光區為高反射、低穿透,具有光選擇性[17]。 ITO 薄膜的光學穿透率受到其內的自由電子濃度的影響,出現在紫外光區的 21 .
(34) . 稱為 Burstein-Moss shift(BM-shift)效應,出現在紅外光區的被稱為自由電子吸 收效應,In2O3 與 SnO2 都有此共通現象。BM-shift 效應可由(3-3)式表示: E. E. ∆E BM. (3-3). 式中,Eg 為 ITO 能隙的間距;Eg0 為 ITO 在超低溫下,低電子濃度下的能隙;∆E BM 為因高濃度載子產生能帶變化的 BM-shift 效應。 所謂 BM-shift 效應是透明半導體材料,隨著自由電子的增加,吸收端的光 譜範圍朝高能量區域移動的現象。因為生成的載子會佔據導帶的底部,帶有原來 能隙能量 Eg0 的光無法將價電帶的電子激發到導電帶的底部,必須有更高的能量 Eg 才能將電子激發到導電帶,如圖(3-2)所示。實際在 ITO 中,原先吸收端在可 見光範圍的 In2O3,添加 Sn 生成載子後,其吸收端會向紫外線區域移動[18]。. 圖 3-2 Burstein-Moss shift 效應示意圖[18] ITO 對不同波長的電磁波吸收與穿透可分為下面兩種: 1.在紫外光區為高吸收、低穿透 當入射光的能量大於 ITO 的能隙寬度時,處於價電帶的電子會因吸收光子能 量而激發至導電帶,由於光子能量的吸收,穿透率會隨光子能量增加而急速下降; 根據 BM-shift 效應,當自由電子密度變高時,會使傳導電子由底層開始往高能 階堆積,因此從價電帶被激起的電子,為了進入傳導帶,必須具有更高的能量才 能飛越傳導帶底層的電子,光學吸收波長往高能量區移動:此即 ITO 薄膜隨著導 電帶變化,同時橫跨可見光、紫外光成為透明的理由。. 22 .
(35) . 2.在可見光及近紅外光區為高穿透、低反射 此區域的穿透率約在 80%以上,薄膜對光子的吸收與散射很小約 2%,穿透 率的下降主要是因為反射率的增加所致,可見光穿透率(T)為下面關係式[19-20]: T. 1. R. exp. α·d. (3-4). 其中 R 為反射率,d 為薄膜厚度,α 為吸收係數。又吸收係數可表示為 α. A hν. Eg. (3-5). 其中 A 為-常數,hν 為光子能量,Eg 為能隙的間距。故 ITO 薄膜的可見光穿透 率與其能隙有關。. 23 .
(36) . 第四章 實驗機台介紹與參數設計 4-1 雷射加工機台介紹 本研究所使用之超快雷射加工機台,借用自金屬工業研究發展中心精微成形 研發處模具組,金屬中心於 94 年底成立精微模具及成形共同實驗室,並於 95 年 引進皮秒(picosecond)級次的超快雷射加工機,圖(4-1)為該機台外觀。其開創台灣 在產業界,引進以超快雷射進行材料加工之先河。金屬中心所引進的超快雷射加 工機為皮秒級雷射加工機台,主要由四大子系統所架構而成。包括皮秒超快雷射 子系統、雷射光束傳輸子系統、高精密三軸移動平台子系統及整合各系統間介面 的硬體與程式控制軟體。以超快雷射進行材料加工,一般不採用光束掃描器,而 以固定光束式經由加工件的 3D 空間移動模式,以減少加工重覆性誤差的累積。 在各子系統中,最具關鍵的核心系統為皮秒超快雷射子系統。. 圖 4-1 超快雷射機台外觀[21] 金屬中心超快雷射系統,其雷射源是採用立陶宛 EKSPLA 公司生產的 PL10100 工業用波長為 1064nm 的皮秒級雷射,圖(4-2)為雷射源外觀及產生機制, 24 .
(37) . 表(4-1)為其規格。PL10100 雷射源主要由被動式鎖模二極體泵浦的固態 Nd:YVO4 雷射共振腔(diode-pumped oscillator)及再生放大器(diode-pumped RGA)所構成。 雷射共振腔在鎖模條件下,可產生再現頻率為 86MHz 時域脈衝串列,而每單一 個光脈衝寬度可達 10ps 以下(量測值為 6ps)。共振腔輸出的串列超短脈衝光,經 由脈衝選擇器(pulse picker),可產生 50~100kHz 的時域脈衝串列種子光源,再經 由空間橫模匹配後,進入再生放大器,可產生脈衝能量在 100~200 微焦耳範圍的 超短脈衝能量。. 圖 4-2 雷射型號 PL10100 的外觀及產生機制 表 4-1 PL10100 雷射型號的規格. 雷射加工是利用雷射光的能量,與材料相互作用,進行材料去除的物理現象。 雷射加工品質的良莠,主要取決於雷射參數及被加工材料參數的搭配。影響加工 品質的雷射參數包括雷射波長、雷射光脈衝寬度、光束品質、雷射功率、雷射頻 率及雷射輸出的穩定性,其中以雷射光脈衝寬度的影響最為明顯,當脈衝寬度越 25 .
(38) . 短,表示當雷射能量對材料進行加工,因為脈衝寬度越短,所以加工時間越短, 因此材料被加工之後,有足夠的時間能夠將熱量散去,不容易產生熱效應,如圖 (4-3(b))。脈衝寬度越長,雷射能量對材料進行加工,因為脈衝寬度越長,所以加 工時間越長,因此材料被加工之後,由於沒有足夠的時間將熱散去,容易產生熱 效應,表面的雜物也比較多,如圖(4-3(a))。圖(4-4)以不同的雷射脈衝寬度進行對 矽材料打孔試驗,結果顯示,越短的脈衝寬度加工出來的品質越好。雷射光脈衝 寬度在 ps 或 fs 級次,屬於超快雷射加工,雷射光脈衝寬度在 ns 或更長,通稱傳 統熱型加工雷射。用傳統熱型雷射來進行材料加工,加工過程由於材料的熱擴散, 對於大部份材料之微細加工難以實現。若使用超快雷射,在材料的熱擴散尚未發 生之前,光與材料的相互作用即停止,其加工品質則可大幅改善。. 圖 4-3 不同雷射的脈衝寬度示意圖. 圖 4-4 不同雷射的脈衝寬度(圖左→右分別為 fs、ps 及 ns) 26 .
(39) . 雷射光束的輸出雖然是線性偏振態,在光束行徑上,經由四分之一波片 (quarter wave plate)的偏振態轉換,可形成圓偏振態(circular polarization state)的設 計輸出,有利於材料均方向性的去除。 雷射光束到達被加工物件表面過程中,藉由光束擴展後再聚焦,可產生最小 直徑為 15 微米大小的空間高斯分佈(spatial Gaussian distribution)光點,此光點決 定了雷射加工最小尺寸,但必須同時兼顧雷射光的能量設定。當雷射光能量過大 時,在聚焦點會產生加工品質劣化且加工尺寸大於最小尺寸的結果(即加工孔徑大 於 15 微米以上)。藉由高精密三軸移動平台系統環境溫度與濕度條件控制,其加 工精度及加工範圍可取決於精密三軸移動平台規格,如表(4-2)。 表 4-2 高精密三軸移動平台規格 XYZ 軸移動平台速度. 400mm/s. XYZ 軸加工最大範圍. 200x200x150mm. 加工精度. ±1μm. 量測儀器為智泰科技公司所提供的光學影像量測儀,型號為 VMC/-T300,放 大倍率分為兩種,Step Zoom 光學放大率:0.7-4.5X,影像放大率:28-180X,光 學尺解析度為 1μm,其全貌如圖(4-5)。不僅可以透過影像處理方式量得工件平面 距離,更可以量得工件高度。所以也稱為 2.5D 光學量測儀器[22]。. 27 .
(40) . 圖 4-5 光學影像量測儀[22]. 4-2 實驗規劃 本實驗採用ITO薄膜製作觸控面板用導電電極,基板為PE塑膠材質,若ITO 薄膜導電性要好,勢必增加膜厚,但相對穿透度較差,在實驗中,我們採用之ITO 薄膜厚度為120nm;線徑尺寸與表面品質觀察主要藉由光學顯微鏡(OM)與掃描式 電子顯微鏡(SEM),而判斷電極是否絕緣是利用三用電錶進行量測,以電阻40MΩ 為基準,若達到此電阻值則為絕緣狀態。 由 參 考 文 獻 得 知 , 現 有 的 雷 射 加 工 ITO 電 極 圖 案 製 作 , 多 半 以 短 波 長 (λ=262,355nm)之紫外線雷射進行加工。憑藉超快雷射在脈衝寬度內高密度之雷射 能量破壞材料分子鍵結,在熱效應擴散前進行材料的移除。因此,即使ITO材料 對於1064nm波長之雷射吸收率(absorption rate)僅約10%(如圖4-6,. 不同波長對. ITO薄膜穿透率[23]),但實驗結果顯示仍能有效對ITO材料進行加工。. 28 .
(41) . 圖 4-6 不同波長對 ITO 薄膜穿透率[23] 圖(4-7)為本實驗規劃流程圖,在實驗參數設計方面,主要針對焦距、功率與 頻率(repetition rate)之雷射參數設定,先行透過雷射劃線加工找出線寬最窄,加工 深度較深視為焦點處,將此當作Z=0,分別將焦距調整為+0.06、+0.04、+0.02、 0、-0.02、-0.04與-0.06mm,每次間隔0.02mm,正值代表焦點在工件表面上 方,負值則焦點在表面下方。圖(4-8)為雷射加工焦點示意圖。其他參數設定為頻 率100kHz、功率0.56W、平台移動速度30mm/s,藉此調整照射於材料表面雷射能 量,並以表面品質為前提進行觀測,以獲得最佳品質時之焦距為固定焦距,進行 脈衝能量與重複率實驗。. 29 .
(42) . 圖 4-7 實驗規畫流程圖. . 圖 4-8 雷射加工焦點示意圖 30 .
(43) . 由於能量密度與材料加工門檻具有絕對關係,當能量密度超過材料破壞臨界 值時,會產生加工痕跡,而雷射脈衝能量與該焦距下光束大小是決定能量密度關 鍵要素,如 (4-1) 式所示: F. ∆E. ∆E. ∆A. π. (4-1). 其中F為能量密度(J/cm2),ΔE為每一脈衝之能量(J),r為焦距為z處之光束 半徑,如圖(4-9)所示,此光束半徑可透過下式計算: ω Z. ω0 1. zλ 2. (4-2). πω20. 雷射脈衝能量,ΔE之大小取決於雷射平均功率(W)與頻率(Hz): ΔE=平均功率/頻率. (4-3). 至於在單一脈衝能量下,能量密度F與加工溝槽線寬D之關係為: D. 2ω ln. F. (4-4). F. D為加工溝槽線寬,ω0為光束腰部直徑,F為能量密度(J/cm2),經由實際 加工計算出Fth數值,並將此值套用至上述公式計算,將可驗證加工溝槽線寬與理 論是否相符,或是存在某種相對關係。. . 圖 4-9 雷射聚焦光束 決定雷射加工品質另一關鍵參數為脈衝能量,由(4-3)式得知脈衝能量與功 率大小成正比,而與重複率成反比,經由先期性測試後,雷射功率介於0.07~0.49W 31 .
(44) . 時,搭配機台脈衝頻率50~100kHz條件下,有較佳表面品質,本研究採用田口式 實驗,透過光學顯微鏡觀測以不同的實驗參數加工後之表面形貌、測量線徑,藉 此了解各參數對於線寬與表面形貌相關性;另外將藉由(4-1)式計算最窄且表面 品質較佳線徑之能量密度,將該能量密度視為材料破壞臨界值,並可透過(4-2) 式提及當能量密度達破壞臨界值時,所產生線寬尺寸,來驗證理論計算與實際加 工差異。 最後將以三用電錶量測經雷射加工去除薄膜之電極,是否符合業界電極之電 阻大於 40MΩ 需求,透過全因子實驗表格來界定斷路與否趨勢圖,從中計算出當 能量密度超過該數值時,即可製作出符合業界需求之高品質與斷路蝕刻線。. 32 .
(45) . 第五章 加工結果與分析 5-1 焦距結果與分析 使用雷射加工時,必須先找到雷射的焦點,為實驗的最佳焦距,因為雷射的 特性當越接近雷射的焦點,雷射能量會越大所以加工時爆裂點也會越多,而線寬 也會越細,所以一開始我們針對實驗參數做一個規劃。設定雷射加工參數為頻率 100kHz、加工平台移動速度 30mm/s,雷射機台焦點在加工平台表面,焦距設定 Z=0、-0.02、-0.04、-0.06、+0.02、+0.04、+0.06mm。當功率設定太小時, 由 OM 顯微鏡 200X 下量測線寬會發現因為功率小,使得不同焦距加工出來的線 寬差距不明顯,所以把功率設定在 0.56W。 因為超快雷射對 ITO 薄膜的穿透率為 85%,一開始直接把 ITO 塑膠基板放置 在平台或者金屬板上加工,雷射能量 15%被 ITO 薄膜吸收而其餘的 85%加工在平 台或金屬板進而反射傷到 ITO 薄膜的塑膠基板。此外,由於 ITO 塑膠基板因厚度 很薄,本身材質非常軟,所以當使用治具把 ITO 塑膠基板架高時,會造成 ITO 塑 膠基板不平坦進而影響加工結果。 最後根據雷射對透明物體的穿透特性,進而想到在加工平台上放置壓克力板, 因為雷射 85%穿透過 ITO 塑膠基板,所以 85%雷射能量不是被壓克力吸收就是穿 透,因此並不會有雷射加工到平台或者金屬反射傷及塑膠基板,也不會因為使用 治具造成 ITO 塑膠基板不平坦,而影響加工結果。厚為 1.69mm 的壓克力板,加 上 ITO 塑膠基板厚為 0.21mm,總厚度為 1.9mm,由於機台本身機構為 Z 軸越負 值雷射焦點越往上移動,所以最後實驗參數 Z 軸設定為-1.84、-1.86、-1.88、 -1.9、-1.92、-1.94、-1.96mm,利用 OM 顯微鏡 200X 下量測線寬及光學影 像量測儀 800X 觀察其加工表面。 雷射的光束呈現類似漏斗型,將 ITO 塑膠基板加工表面由焦點上方移往焦點 下方時,表面的 ITO 薄膜加工後的線寬由粗到細,再由細到粗呈現 V 字型的曲線 33 .
(46) . 圖(5-1)),由圖可以 以看出當焦 焦距-1.9m mm 時,線 線寬最細,因此把焦 焦距-1.9m mm 設為 ITO 薄膜加工時最 薄 最接近雷射 射焦點的位 位置。. . 圖 5-1 不同 同焦距與線 線寬曲線圖 圖 在 在實驗中可 可以發現,當 當雷射加工 工時,工件 件表面越接 接近焦點火 火花也越多 多,相對 的能量 量也越大,因此表面的 的爆裂點也 也相對多。 。圖(5-2)為 為雷射在不 不同焦距下 下的加工 表面形 形貌,依序將 將雷射焦點 點自 ITO 塑膠基板下 塑 下移至雷射 射焦點在 IT TO 薄膜表 表面,再 將雷射 射焦點移至 至 ITO 薄膜 膜表面上面,焦點漸漸 漸往上進行 行加工。最 最後使用三 三用電錶 量測 IT TO 薄膜割 割線兩側,看 看電阻值是 是否大於 40MΩ,當 4 當電阻值大 大於 40MΩ 表示完 全去除 除 ITO 薄膜 膜因而斷路 路。 當 Z=-1.84 及-1.866mm,加工 工後使用三 三用電錶量測 測電阻值,發現並未 未斷路, 表示雷 雷射焦點在 在 ITO 薄膜 膜內或者塑膠 膠基板進行 行加工,並 並未加工在 在表面,但 但是可以 看出越 越接近 ITO 薄膜表面 面,其熱效應 應越大。 當 Z=-1.888mm,ITO O 薄膜表面 面有爆裂點 點,表示雷 雷射開始針 針對表面進 進行部份 的去除 除加工,但 但是無法完全 全去除,因 因為三用電 電錶所量測 測的電阻值 值並未斷路 路。 34 .
(47) . 當 Z=-1.9mm,可以看出爆裂點最多,且使用三用電錶進行量測,結果為 斷路,表示 ITO 薄膜完全被去除,而黑色的部分係因為能量過大因而傷及到塑膠 基板所產生。由圖(5-1)可以看出在此焦距下,加工的線寬最細,故在此焦距時, ITO 薄膜表面為最接近雷射焦點的位置。 當 Z=-1.92、-1.94 及-1.96mm 時,雷射焦點在 ITO 薄膜表面上面,且加 工後使用三用電錶進行量測結果為斷路。由圖可以非常明顯看出除了把 ITO 薄膜 去除之外,黑色的部分表示雷射除了去除 ITO 薄膜之外,也對塑膠基板進行加工, 因此感覺 Z=-1.96mm 時爆裂點最為嚴重,那是因為雷射加工 ITO 薄膜或者塑 膠基板過程所產生的化學效應。由此結果,後續頻率及功率之實驗規劃,以 Z= -1.9mm 做為固定焦距。. 35 .
(48) . 20μm. 20μm. Z=-1.84mm. Z=-1.86mm. 20μm. 20μm. Z=-1.88mm. Z=-1.9mm. 20μm. 20μm. Z=-1.92mm. Z=-1.94mm. 20μm. Z=-1.96m 圖 5-2 不同焦距加工形貌. 36 .
(49) . 5-2 雷射能量與頻率曲線圖分析 由 5-1 節的實驗結果,我們找到了最佳焦距(Z=-1.9mm),接下來針對雷射 功率與頻率對加工的影響進行探討。設定焦距 Z 為-1.9mm,平台移動速度 30mm/s,雷射功率由於在 5-1 章節探討焦距時,雷射功率設定為 0.56 W,結果發 現功率太大,因此造成爆裂點,所以在探討雷射功率與頻率之影響時,將功率參 數設定為 0.07、0.14、0.21、0.28、0.35、0.42、0.49 W,頻率參數設定為 50、60、 70、80、90、100kHz。並利用田口式實驗來探討功率與頻率對加工後的表面品質、 線寬的影響,並量測電阻是否大於 40MΩ。 (a)雷射功率固定,改變不同頻率:如圖(5-3)~(5-10)。首先把功率固定在 0.07 W,改變不同頻率分別為 50、60、70、80、90、100kHz,由圖(5-3)可以發現當頻 率增加時,所加工出來的線寬相對的變小,因為當雷射頻率為 50kHz,表示雷射 每秒可打 50×103 發,而雷射頻率為 100kHz,雷射每秒可打 100×103 發,所以 50kHz 的脈衝寬度比較長,因此每發所打的時間比 100kHz 每發脈衝寬度時間長,所以 相對停留時間長,加工出來的寬度相對比較大。圖(5-4)~(5-9)顯示雖然不斷的把 功率提高,但是所加工出來的線寬跟圖(5-3)有一樣的趨勢,就是當頻率越高線寬 越細。 圖(5-10)是把圖(5-3)~(5-9)的結果做一個整合,可以發覺除了當功率為 0.14W 時,頻率在 50、60、70、80、90、100kHz,加工後之線寬有很明顯漸漸變細的 趨勢,在其他功率時,當頻率在 70、80、90 kHz 時,所加工出來的線寬幾乎差 不多。. 37 .
(50) 線寬(μm). 22 20 18 16 14 12 10 8 6 4 2 0. 12. 10 7. 50. 60. 70. 7. 80. 7. 90. 5.5. 100. 頻率(kHz). 線寬(μm). 圖 5-3 線寬與不同頻率曲線圖(0.07W) 22 20 18 16 14 12 10 8 6 4 2 0. 13. 50. 12. 60. 11. 70. 9.5. 80. 8.5. 90. 7. 100. 頻率(kHz) . 線寬(μm). 圖 5-4 線寬與不同頻率曲線圖(0.14W) 22 20 18 16 14 12 10 8 6 4 2 0. 14.5. 14. 14. 13.5. 13.5 10.5. 50. 60. 70. 80. 90. 頻率(kHz). 圖 5-5 線寬與不同頻率曲線圖(0.21W). 38 . 100.
(51) 線寬(μm). . 22 20 18 16 14 12 10 8 6 4 2 0. 15. 50. 15. 60. 14.5. 70. 14.5. 80. 14. 90. 13.5. 100. 頻率(kHz). 線寬(μm). 圖 5-6 線寬與不同頻率曲線圖(0.28W) 22 20 18 16 14 12 10 8 6 4 2 0. 18. 50. 16. 60. 15.5. 70. 15.5. 80. 15. 90. 14.5. 100. 頻率(kHz). 線寬(μm). 圖 5-7 線寬與不同頻率曲線圖(0.35W) 22 20 18 16 14 12 10 8 6 4 2 0. 20. 18. 17.5. 17. 17 14.5. 50. 60. 70. 80. 90. 頻率(kHz). 圖 5-8 線寬與不同頻率曲線圖(0.42W). 39 . 100.
(52) 線寬(μm). 22 20 18 16 14 12 10 8 6 4 2 0. 21. 19.5. 18. 18. 17.5 15. 50. 60. 70. 80. 90. 100. 頻率(kHz). 線寬(μm). 圖 5-9 線寬與不同頻率曲線圖(0.49W) 22 20 18 16 14 12 10 8 6 4 2 0. 50. 60. 70. 80. 90. 100. 0.07w. 12. 10. 7. 7. 7. 5.5. 0.14w. 13. 12. 11. 9.5. 8.5. 7. 0.21w. 14.5. 14. 14. 13.5. 13.5. 10.5. 0.28w. 15. 15. 14.5. 14.5. 14. 13.5. 0.35w. 18. 16. 15.5. 15.5. 15. 14.5. 0.42w. 20. 18. 17.5. 17. 17. 14.5. 0.49w. 21. 19.5. 18. 18. 17.5. 15. 頻率(kHz) . 圖 5-10 線寬與不同頻率曲線圖(0.07~0.49W). 40 .
(53) . (b)雷射頻率固定,改變不同功率:如圖(5-11)~(5-16)。首先把頻率固定在 50kHz,改變不同功率分別為 0.07、0.14、0.21、0.28、0.35、0.42、0.49W,圖(5-11) 可以發現當我們把功率不斷提高,所加工出來的線寬相對的變大,雷射頻率為 50kHz,表示雷射每秒可打 50×103 發,而雷射頻率為 100kHz,雷射每秒可打 100×103 發,所以 50kHz 的脈衝寬度比較長,因此每發所打的時間比 100kHz 每 發脈衝寬度時間長,所以相對停留時間長,所以加工出來的寬度相對比較大。而 當我們把雷射功率不斷的提高,表示雷射每發所攜帶的能量越大,因此能量越大, 所加工出來的線寬相對的也會變粗。圖(5-12)~(5-16)顯示雖然不斷的把頻率提高, 但是所加工出來的線寬跟圖(5-11)一樣的趨勢,就是當功率越高線寬越粗。 圖(5-17)是把圖(5-11)~(5-16)所呈現出來的結果做一個整合,可以發覺當頻率 100kHz,功率只要大於 0.28W 時,所加工的線寬結果差不多。最後由圖可以察覺 到不管頻率多少,當功率為 0.28W 時,加工出來的線寬結果非常地接近。. 41 .
(54) 線寬(μm). 22 20 18 16 14 12 10 8 6 4 2 0. 18 12. 0.07. 0.14. 15. 14.5. 13. 0.21. 21. 20. 0.28. 0.35. 0.42. 0.49. 功率(W) . 線寬(μm). 圖 5-11 線寬與不同功率曲線圖(50kHz) 22 20 18 16 14 12 10 8 6 4 2 0. 12. 10. 0.07. 0.14. 0.21. 16. 15. 14. 0.28. 18. 0.35. 0.42. 19.5. 0.49. 功率(W). 線寬(μm). 圖 5-12 線寬與不同功率曲線圖(60kHz) 22 20 18 16 14 12 10 8 6 4 2 0. 14.5. 14. 18. 17.5 15.5. 11 7. 0.07. 0.14. 0.21. 0.28. 0.35. 0.42. 0.49. 功率(W) . 圖 5-13 線寬與不同功率曲線圖(70kHz). 42 .
(55) 線寬(μm). 22 20 18 16 14 12 10 8 6 4 2 0. 14.5. 13.5. 18. 17. 15.5. 9.5 7. 0.07. 0.14. 0.21. 0.28. 0.35. 0.42. 0.49. 功率(W). 線寬(μm). 圖 5-14 線寬與不同功率曲線圖(80kHz) 22 20 18 16 14 12 10 8 6 4 2 0. 8.5. 7. 0.07. 15. 14. 13.5. 17.5. 17. 0.14. 0.21. 0.28. 0.35. 0.42. 0.49. 功率(W). 線寬(μm). 圖 5-15 線寬與不同功率曲線圖(90kHz) 22 20 18 16 14 12 10 8 6 4 2 0. 14.5. 13.5 10.5 7. 5.5. 0.07. 0.14. 0.21. 0.28. 0.35. 0.42. 功率(W). 圖 5-16 線寬與不同功率曲線圖(100kHz). 43 . 15. 14.5. 0.49.
(56) . 22 20 18. 線寬(μm). 16 14 12 10 8 6 4 2 0. 0.07. 0.14. 0.21. 0.28. 0.35. 0.42. 0.49. 50kHz. 12. 13. 14.5. 15. 18. 20. 21. 60kHz. 10. 12. 14. 15. 16. 18. 19.5. 70kHz. 7. 11. 14. 14.5. 15.5. 17.5. 18. 80kHz. 7. 9.5. 13.5. 14.5. 15.5. 17. 18. 90kHz. 7. 8.5. 13.5. 14. 15. 17. 17.5. 100kHz. 5.5. 7. 10.5. 13.5. 14.5. 14.5. 15. 功率(W). 圖 5-17 線寬與不同功率曲線圖(50~100kHz). 44 .
(57) . 5-3 雷射能量與頻率對加工品質之影響分析 本節介紹 ITO 薄膜表面及底部塑膠基板品質探討與斷路與否之量測結果。當 頻率設定為 50kHz、功率分別為 0.07、0.14、0.21、0.28、0.35、0.42、0.49W,加 工後用三用電錶進行量測,根據電阻是否大於 40MΩ 做為斷路與否之判定。發現 當頻率為 50kHz 時,不管使用功率多少,全部皆為斷路。圖(5-18)為使用光學影 像量測儀,800X 拍攝 ITO 薄膜表面及溝槽底部之結果。由圖可知當功率 0.07 及 0.14W 時拍攝結果最為漂亮,並沒有傷及塑膠基板,因為沒有焦黑狀態。而功率 為 0.21W 時可以看出表面已經開始有焦黑狀態,表示已經開始有對塑膠基板進行 部分加工。當功率為 0.28W 時焦黑狀態更為明顯,而當功率大於 0.35W 時,除 了 ITO 薄膜全部被移除外,幾乎連塑膠基板也全部被加工。功率大於 0.35W 時因 為雷射加工 ITO 薄膜或者塑膠基板過程中所產生化學效應,所加工破壞的程度, 並不能加以預測。 圖(5-19)為加工後的溝槽底部圖,由此圖可以更容易精確了解當功率小的時 候,觀察加工後溝槽底面,知道是否傷及塑膠基板。當頻率為 50kHz,而功率大 於 0.14W 時,已經有焦黑且傷及塑膠基板的情形,因此前段所述,當功率為 0.07 及 0.14W,並未傷及塑膠基板說法,對照圖(5-19)觀察其溝槽底部就可以更清楚 知道頻率 50kHz 時,只有 0.07W 表面及溝槽底部品質最好且為斷路。. 45 .
(58) . 20μm. 20μm. 0.07W(斷路). 0.14W(斷路). 20μm. 20μm. 0.21W(斷路). 0.28W(斷路). 20μm. 20μm. 0.35W(斷路). 0.42W(斷路). 20μm. 0.49W(斷路) 圖 5-18 50kHz 不同功率加工品質(表面). 46 .
(59) . 20μm. 20μm. 0.07W(斷路). 0.14W(斷路). 20μm. 20μm. 0.21W(斷路). 0.28W(斷路). 20μm. 20μm. 0.35W(斷路). 0.42W(斷路). 20μm. 0.49W(斷路) 圖 5-19 50kHz 不同功率加工品質(底部). 47 .
(60) . 當頻率設定為 60kHz、功率分別 0.07、0.14、0.21、0.28、0.35、0.42、0.49W, 加工後用三用電錶進行量測,根據電阻是否大於 40MΩ 做為斷路與否之判定。發 現當頻率為 60kHz 時,不管使用功率多少,全部皆為斷路。圖(5-20)為使用光學 影像量測儀,800X 拍攝 ITO 薄膜表面及溝槽底部之結果。由圖可知當功率 0.07 及 0.14W 時拍攝結果最為漂亮,並沒有傷及塑膠基板,因為沒有焦黑狀態。而功 率為 0.21W 時可以看出表面品質也很好,但是多少可以看出有許多小黑點,因此 可以判斷出已經有焦黑狀態並且開始對塑膠基板進行部分加工。當功率為 0.28W 時焦黑狀態更為明顯,而當功率 0.35W 時,雖然已經開始有爆裂點產生但是溝槽 邊緣多少還有點 ITO 薄膜,當功率大於 0.42W 時,除了 ITO 薄膜全部被移除外, 幾乎連塑膠基板也全部被加工。當功率大於 0.42W 時,因為雷射加工 ITO 薄膜或 者塑膠基板上過程中所產生化學效應,所加工破壞的程度,並不能加以預測。 圖(5-21)為加工後的溝槽底部圖,由此圖可以更容易精確了解當功率小的時 候,觀察加工後溝槽底面,知道是否傷及塑膠基板。當頻率為 60kHz,功率 0.14W 時,已經有少部分塑膠基板被加工,而功率 0.21W 時已經有明顯焦黑且傷及塑膠 基板的情形,因此前段所述,當功率為 0.07 及 0.14W 時,並未傷及塑膠基板的 說法,對照圖(5-21)觀察其溝槽底部就可以更清楚知道頻率 60kHz 時,只有 0.07W 表面及溝槽底部品質最好且為斷路。. 48 .
(61) . 20μm. 20μm. 0.07W(斷路). 0.14W(斷路). 20μm. 20μm. 0.21W(斷路). 0.28W(斷路). 20μm. 20μm. 0.35W(斷路). 0.42W(斷路). 20μm. 0.49W(斷路) 圖 5-20 60kHz 不同功率加工品質(表面). 49 .
(62) . 20μm. 20μm. 0.07W(斷路). 0.14W(斷路). 20μm. 20μm. 0.21W(斷路). 0.28W(斷路). 20μm. 20μm. 0.35W(斷路). 0.42W(斷路). 20μm. 0.49W(斷路) 圖 5-21 60kHz 不同功率加工品質(底部). 50 .
(63) . 當頻率設定為 70kHz、功率分別為 0.07、0.14、0.21、0.28、0.35、0.42、0.49W, 加工後用三用電錶進行量測,根據電阻是否大於 40MΩ 作為斷路與否之判定,發 現當頻率為 70kHz 時,不管使用功率多少,全部皆為斷路。圖(5-22)為使用光學 影像量測儀,800X 拍攝 ITO 薄膜表面及溝槽底部之結果。由圖可知當功率 0.07 及 0.14W 時拍攝結果最為漂亮,並沒有傷及塑膠基板,因為沒有焦黑狀態。而功 率為 0.21 及 0.28W 時可以看出表面品質也很好,但是多少可以看出有許多小黑 點,因此可以判斷出有焦黑狀態,並且開始對塑膠基板進行部分加工,0.35W 更 為明顯,而當功率 0.42W 時,雖然已經開始有爆裂點產生但是溝槽邊緣還有點 ITO 薄膜,當功率大於 0.49W 時,除了 ITO 薄膜全部被移除外,幾乎連塑膠基板也全 部被加工。當功率大於 0.49W 時,因為雷射加工 ITO 薄膜或者塑膠基板過程中所 產生化學效應,所加工破壞的程度,並不能加以預測。 圖(5-23)為加工後的溝槽底部圖,由此圖可以更容易精確了解當功率小的時 候,觀察加工後溝槽底面,知道是否傷及塑膠基板。當頻率為 70kHz,功率 0.14 及 0.21W 時,已經有少部分塑膠基板被加工,而當功率 0.28W 時,已經有明顯 焦黑且傷及塑膠基板的情形,因此前段所述,當功率為 0.07 及 0.14W 時,並未 傷及塑膠基板的說法,對照圖(5-23)觀察其溝槽底部就可以更清楚知道頻率 70kHz 時,只有 0.07W 表面及溝槽底部品質最好且為斷路。. 51 .
(64) . 20μm. 20μm. 0.07W(斷路). 0.14W(斷路). 20μm. 20μm. 0.21W(斷路). 0.28W(斷路). 20μm. 20μm. 0.35W(斷路). 0.42W(斷路). 20μm. 0.49W(斷路) 圖 5-22 70kHz 不同功率加工品質(表面). 52 .
(65) . 20μm. 20μm. 0.07W(斷路). 0.14W(斷路). 20μm. 20μm. 0.21W(斷路). 0.28W(斷路). 20μm. 20μm. 0.35W(斷路). 0.42W(斷路). 20μm. 0.49W(斷路) 圖 5-23 70kHz 不同功率加工品質(底部). 53 .
(66) . 當頻率設定為 80kHz、功率分別為 0.07、0.14、0.21、0.28、0.35、0.42、0.49W, 加工後用三用電錶進行量測,根據電阻是否大於 40MΩ 作為斷路與否之判定,發 現當頻率為 80kHz 時,功率 0.07W 並未斷路,其餘功率不管多少,全部皆為斷路。 圖(5-24)為使用光學影像量測儀,800X 拍攝 ITO 薄膜表面及溝槽底部之結果。由 圖可知當功率 0.07W 時,並未完全去除 ITO 薄膜,當功率 0.14、0.21、0.28W 時 拍攝結果最為漂亮,並沒有傷及塑膠基板,因為沒有焦黑狀態,而功率為 0.35W 時可以看出其表面品質也很好,但是多少可以看出有許多小黑點,因此可以判斷 出有焦黑狀態,並且開始有對塑膠基板進行加工,0.42W 更為明顯,而當功率為 0.49W 時,雖然已經開始有爆裂點產生但是溝槽邊緣還有點 ITO 薄膜。 圖(5-25)為加工後的溝槽底部圖,由此圖可以更容易精確了解當功率小的時 候,觀察加工後溝槽底面,知道是否傷及塑膠基板,當頻率 80kHz,功率 0.21 及 0.28W 時,已經有少部分塑膠基板被加工,而當功率 0.35W 時,已經有明顯焦黑 且傷及塑膠基板的情形,因此前段所述,當功率為 0.14、0.21 及 0.28W 時,並 未傷及塑膠基板,對照圖(5-25)觀察其溝槽底部就可以更清楚知道頻率 80kHz 時, 只有 0.14W 表面及溝槽底部品質最好且為斷路。. 54 .
(67) . 20μm. 20μm. 0.07W(未斷路). 0.14W(斷路). 20μm. 20μm. 0.21W(斷路). 0.28W(斷路). 20μm. 0.35W(斷路). 0.42W(斷路). 20μm. 0.49W(斷路) 圖 5-24 80kHz 不同功率加工品質(表面). 55 .
(68) . 20μm. 20μm. 0.07W(未斷路). 0.14W(斷路). 20μm. 20μm. 0.21W(斷路). 0.28W(斷路). 20μm. 20μm. 0.35W(斷路). 0.42W(斷路). 20μm. 0.49W(斷路) 圖 5-25 80kHz 不同功率加工品質(底部). 56 .
數據
![圖 1-1 雷射聚焦點角度示意圖 用 Picosecond laser 來加工,其脈衝短的足以避免能量的熱擴散,並且達到移 除材料的門檻所需要的能量密度,因此,可以忽視傳熱所造成的熱影響區。在實 驗和理論證明了大約短於 10ps 的持續時間,雷射脈衝對於加工可避免熱效應的 產生[4]。超快雷射加工系統主要對象為金屬淺穴精微模具加工,次要對象為微鑽 孔、微製造、2D-3D 表面微結構加工。超快雷射加工對象除了金屬外更可推廣至 透明導電薄膜、半導體及硬脆材料。 2006 年 Xu 等人則以 F 2 -準分](https://thumb-ap.123doks.com/thumbv2/9libinfo/8958198.276976/15.892.325.578.111.348/快雷射加工系統主要對象為金屬淺穴精微模具加工次要對象孔微準分.webp)


+7
![圖 4-5 光學影像量測儀[22] 4-2 實驗規劃 本實驗採用ITO薄膜製作觸控面板用導電電極,基板為PE塑膠材質,若ITO 薄膜導電性要好,勢必增加膜厚,但相對穿透度較差,在實驗中,我們採用之ITO 薄膜厚度為120nm;線徑尺寸與表面品質觀察主要藉由光學顯微鏡(OM)與掃描式 電子顯微鏡(SEM),而判斷電極是否絕緣是利用三用電錶進行量測,以電阻40MΩ 為基準,若達到此電阻值則為絕緣狀態。 由 參 考 文 獻 得 知 , 現 有 的 雷 射 加 工 ITO 電 極 圖 案](https://thumb-ap.123doks.com/thumbv2/9libinfo/8958198.276976/40.892.129.759.102.755/本實驗電子顯微SEM而判斷電極是否絕緣是利用三用電錶進行以電Ω.webp)
![圖 4-6 不同波長對 ITO 薄膜穿透率[23] 圖(4-7)為本實驗規劃流程圖,在實驗參數設計方面,主要針對焦距、功率與 頻率(repetition rate)之雷射參數設定,先行透過雷射劃線加工找出線寬最窄,加工 深度較深視為焦點處,將此當作Z=0,分別將焦距調整為+0.06、+0.04、+0.02、 0、-0.02、-0.04與-0.06mm,每次間隔0.02mm,正值代表焦點在工件表面上 方,負值則焦點在表面下方。圖(4-8)為雷射加工焦點示意圖。其他參數設定為頻 率100kH](https://thumb-ap.123doks.com/thumbv2/9libinfo/8958198.276976/41.892.127.777.106.776/定先行透過雷射劃線加工找出線寬最窄加深度較深視為焦點處將此當.webp)




Outline
相關文件
2 Department of Materials Science and Engineering, National Chung Hsing University, Taichung, Taiwan.. 3 Department of Materials Science and Engineering, National Tsing Hua
using tungsten single crystal emitters the thermally-assisted Schottky type, using emitters of zirconium oxide. field emission
Department of Physics, National Chung Hsing University, Taichung, Taiwan National Changhua University of Education, Changhua, Taiwan. We investigate how the surface acoustic wave
Figure 6.19 The structure of a class describing a laser weapon in a.
Y., (1997), “Resource recovery of sludge as building and construction materials — a future trend in sludge management,” Journal of Water Science and Technology, Vol. (2000)
We have investigated, designed, and completed the testing of the novel auto leveling, multiple-directing, high refined laser light line red and green laser cross line indictor..
Y., (1997), “Resource recovery of sludge as building and construction materials — a future trend in sludge management,” Journal of Water Science and Technology, Vol. J.,
Atomic structure of hydrous ruthenium oxide coating on CNT substrate with 5 minutes of deposition period, (a) HRTEM image of specimen and (b) higher magnification of HRTEM
