國立交通大學
工業工程與管理學系
碩士論文
以模擬退火法求解流線型製造單元排程
A Simulated Annealing Approach to Scheduling
Flowshop Manufacturing Cell
研 究 生:曾偉杰
指導教授:巫木誠 博士
以模擬退火法求解流線型製造單元排程
A Simulated Annealing Approach to Scheduling
Flowshop Manufacturing Cell
研 究 生:曾偉杰 Student:Wei-Jie Tseng
指導教授:巫木誠 博士
Advisor:Dr. Muh-Cherng Wu
國 立 交 通 大 學
工 業 工 程 與 管 理 學 系
碩 士 論 文
A ThesisSubmitted to Department of Industrial Engineering and Management College of Management
National Chiao Tung University in Partial Fulfillment of the Requirements
for the Degree of Master of Science in
Industrial Engineering JUNE 2011
以模擬退火法求解流線型製造單元排程
研究生:曾偉杰 指導教授:巫木誠 博士國立交通大學工業工程與管理研究所
中文摘要
模擬退火法是一種啟發式巨集演算法,目前已經被廣泛地運用在求解許多複 雜的空間搜尋問題。在之前的研究,專注在如何應用或是提升模擬退火法本身演 算法的精進。除了以前的研究議題之外,本研究進行了一個新的議題,一個新的 染色體表達法機制應用在模擬退火法是否也能夠提升績效? 流線式製造單元排程問題是一種排成問題,而本論文以此問題為基準來探討 兩種不同的染色體表達法應用在模擬退火法上的比較。這兩種方法在流程上是相同的,不同的是在染色體的表達方式上(稱為 Sold 和 Snew)。Sold是以前的研究所
發展出來的方法,而 Snew是由巫木誠(2011)所發展出來的方法,因此這兩種演算
法分別稱為 SA-Sold和 SA-Snew。
大量的實驗數據顯示出這兩種演算法在小和中的整備時間(SSU/MSU)情境
下,有相同的解品質,然而在大的整備時間(LSU)下,SA-Snew相較於 SA-Sold有更
佳的解品質。這一項研究凸顯了一個重要的研究議題,新的染色體表達法運用在 啟發式巨集演算法去求解問題,會有不同的結果。
A Simulated Annealing Approach to
Scheduling Flowshop Manufacturing Cell
Student:Wei-Jie Tseng Advisor:Dr. Muh-Cherng Wu
Department of Industrial Engineering and Management
National Chiao Tung University
Abstract
Simulated Annealing (SA), a type of meta-heuristic algorithms, has been widely used in solving complex space-search problems. Most prior research focused on how to apply or enhance SA to various problems. Aside from the traditional track, this research examines a new research issue—Can the adoption of a new solution representation scheme improve the performance of SA? A scheduling problem called Flowshop Manufacturing Cell is used as the problem context, and two SAs are compared. The two algorithms, essentially the same in algorithmic flow, are distinct in using two different solution representation schemes (respectively called Sold and Snew).
Noticeably, Sold was developed by prior studies and Snew is by Wu et al. (2011); the
two algorithms are named SA-Sold and SA-Snew accordingly. Extensive numerical
experiments reveal that the two algorithms performs equally well in small and medium setup time (SSU/MSU) scenarios. Yet, SA-Snew outperforms SA-Sold at large
setup time (LSU) scenarios. This finding highlights an important new research track—exploring new solution representation schemes while applying meta-heuristic algorithms to various space-search problems.
致謝
本論文能夠完成,最重要感謝的是我的指導教授巫木誠博士的細心指導。在 整個研究的過程中,碰到瓶頸相當多次,巫老師的肯定與鼓勵,並為我找到對的 方向,使我能順利完成這篇碩士論文。在巫老師的敦敦教誨下,使我在唸碩士這 兩年來受益良多。而巫老師的教導總是從做人處事的方法、道理下手,這些對我 來說,都是未來仍非常受用的。同時也感謝許錫美教授、彭德保教授在論文口試 時,所給予的寶貴意見與指導,讓本論文更加完善。 在研究所的兩年中,要感謝同窗的李奕勳、潘冠銘、林耿漢以及陳威宇,陪 我一起修課,一起撰寫論文,彼此互相扶持,在我有困難的時候,都不吝惜給與 幫助,使我在交大碩士的學習過程中非常順利。也並特別感謝陳振富學長的幫助, 在做論文能夠得心應手。我也非常感謝劉芯妤,在碩二的後半段,因為有她一直 陪著我,分擔我的煩惱,讓我心情能夠有個抒發的管道,並且對於我的論文或多 或少也給與了建議,使我得到相當多的幫助。 我也特別感謝我的家人,在研究所兩年內,我就發生了好多次困境、低 潮期,家人總是以我的學業放第一優先考量,如果沒有他們的支持,相信我這兩 年的學習過程會更困難許多。最後謹以此論文獻給我最敬愛的家人、師長與朋 友。 曾偉杰 于 新竹交大 2011’7’1目錄
中文摘要... ii Abstract ... iii 致謝... iv 表目錄... vii 圖目錄... viii 第一章 緒論... 1 1.1 研究背景... 1 1.2 研究目的... 2 1.3 研究議題... 2 1.4 研究方法... 3 1.5 論文組織... 3 第二章 文獻探討... 4 2.1 排程問題之定義與分類... 4 2.1.1 排程的機器環境... 4 2.1.2 排程的績效指標... 5 2.2 製造單元排程問題求解方法... 6 2.2.1 最佳解法(Optimization Method) ... 6 2.2.2 近似求解法(Approximation Method) ... 6 2.3 家族整備時間... 7 2.3.1 順序相依家族整備時間... 8 2.3.2 順序獨立家族整備時間... 8 2.4 模擬退火法... 8 2.4.1 簡介... 8 2.4.2 重要名詞解釋... 10 第三章 研究方法... 11 3.1 研究問題描述... 113.2.1 舊染色體設計與解讀... 12 3.2.2 新染色體設計與解讀... 14 3.3 模擬退火法求解方法... 15 第四章 實驗情境與結果... 22 4.1 測試情境... 22 4.2 前測實驗... 23 4.2.1 同步初始解設定... 23 4.2.2 終止條件參數設定... 24 4.3 實驗結果與分析... 25 4.4 統計檢定... 29 第五章 結論與未來研究方向... 31 5.1 結論... 31 5.2 未來研究方向... 32 參考文獻... 33
表目錄
表 2.1 績效指標分類... 5 表 2.2 求解方式分類... 7 表 2.3 家族整備時間分類... 8 表 4.1 同步初始解比較... 24 表 4.2 停止次數測試... 25 表 4.3 結果統計表... 27 表 4.4 全部結果的帄均值... 28 表 4.5 檢定結果... 30圖目錄
圖 1.1 流線式生產... 2 圖 2.1 模擬退火法尋優過程示意圖... 9 圖 3.1 染色體表達方式... 11 圖 3.2 舊染色體的設計... 13 圖 3.3 舊染色體的解讀... 13 圖 3.4 新染色體的設計... 14 圖 3.5 新染色體的解讀第一部分... 15 圖 3.6 新染色體的解讀第二部分... 15 圖 3.7 模擬退火法流程圖... 16 圖 3.8 新表達法初始解轉換成舊表達法... 18 圖 3.9 舊染色體解讀法交換步驟... 19 圖 3.10 新染色體解讀法交換步驟... 19 圖 4.1 改善率... 29 圖 4.2 時間改善率... 29第一章 緒論
第一章分為五個小節,第一節為研究背景,第二節為研究目的,第三節為研 究議題,第四節為研究方法,第五節為論文組織。1.1 研究背景
排程(scheduling)在製造業中扮演一個非常重要的腳色,一旦排程決定,便開 始生產,因此在生產開始之前,一個好的排程可以提升整體生產效率,在有限的 資源與時間下,使產出最大化,提高機台利用率,而排程有不同的目標,也就是 績效指標,如最小完工時間(Minimization Makespan)、總延遲時間(Total Tardiness), 每一個指標都有不同的意義。單元製造系統(Cell Manufacturing System)是群組技術(Group Technology)的 重要應用,它具有流線式生產(Flowshop)的效率和零工式生產(Jobshop)的彈性這 兩項優點,單元式製造能夠有效的減少存貨,提高機台使用率,故製造單元排程 問題(Manufacturing Cell Scheduling Problem)的議題已被廣泛討論研究。單元製造 與分離式製造有所不同,工件(Parts/Jobs)必頇以群組的方式存在,類似的工件被 分類到同一個群族,形成一個工件族(Part Family),同一個工件族內的工件在機 台上不需要花費整備時間(Setuptime),因此在生產排程時必頇要考慮到兩個層面, 工件族間(Among Family)的加工順序和工件族內工件(Within Family)的加工順序, 所以單元製造系統較一般分離式排程問題更為複雜。
通常的排程為 NP-Hard (Garey & Johnson,1979)的問題,因為在實際情況下, 工件數和機台數不會是一個很小的範圍,這樣一來使得解的排列方式變得很複雜, 若是規模較小的時候,可以利用最佳解求解方式,如整數規劃、動態規劃,來求 得最佳解,反之,一旦問題變得較大,以及上述所提到,單元製造系統比分離式 排程問題更為複雜,此時最佳解求解方式變得不僅費時,還不能求得解,因此就
必頇要利用啟發式演算法來進行求解,例如基因演算法(Genetic Algorithms ; GA)、 塔布搜尋法(Tabu Search ; TS)、模擬退火法(Simulated Annealing ; SA)等,這些方 法來求解,這些演算法可以在相對較短的時間內,求得近似最佳解,甚至最佳解。
1.2 研究目的
許多關於基因演算法的研究大多著重在染色體進化機制的改善,例如染色體 的交配方式,染色體突變的方式,或是染色體的篩選,這些方法確實對演算法有 所貢獻,而只有少數的論文著重在基因染色體表達法的改善,而 Wu et al.(2011) 就是在染色體的表達法上著手,利用不同的(新)染色體表達方法,與傳統的(舊) 染色體表達法進行比較,結果,確實在績效上有更好的表現,因此,我們想延續 這樣的結論,在基因演算法下,新的表達法可以改善績效,若是在其他的演算法 上,利用新的表達法是否也是能達到相同的結果,得到更佳的解。1.3 研究議題
本篇探討的是流線式生產排程,加工的方式如圖 1.1 所示,機台依序排列成 一條生產線,每一個工件的加工順序都相同且要經過每一部機台,工件從機台一 投入,加工完成後,送至機台二加工,完成後,再轉送至機台三,最後加工完成, 工件退出,即是產出,這樣的生產模式即是流線式生產。 圖 1.1 流線式生產 工件進入 機台一 機台二 機台三 工件退出本篇另外一個議題即是固定序列特性(Permutation Scheduling)之流線式生產 排程,由於排程的加工順序,是先排列好工件族間的順序,再排列工件族內工件 的順序,而固定序列特性,即是當一開始在機台一上決定好了工件族間和工件族 內的加工順序後,在之後的機台上,都必頇要使用相同的加工順序來進行工件的 加工,不可以任意的更換工件族間或工件族內工件的順序,由於工件的加工順序 直接影響到了機台的整備時間,為了能夠得到最佳的效益,工件族間和工件族內 工件的排程問題顯得格外重要。
1.4 研究方法
本論文主要是應用模擬退火法針對具順序相依整備時間與固定序列特性之 流線式生產排程問題來進行求解,本研究的重點是想驗證從染色體表達法的改變 而達到的改善,是否應用到其他的啟發式演算法上,也會有相同的效果。為了能 夠有相同的基準,本篇的研究數據是依據 Schaller et al. (2000)這篇論文,將整備 時間分成長、中,短三種,而在每個整備時間下,機台與工件的數目一共有十種 的組合,整合起來共有三十種的情境來進行驗證。1.5 論文組織
在接下來的章節中,第二章探討與本篇相關的文獻,第三章介紹研究所使用到的 演算法與染色體的設計解讀方法與求解的過程,第四章為實驗情境與結果,第五 章為結論與未來研究的方向。第二章 文獻探討
本章共分成四個小節來進行探討:第一節,針對排程的問題進行分類,第二 節,探討目前解決排程問題的球解方法,第三節,對家族整備時間進行分類,第 四節,對本篇會使用到的模擬退火演算法進行探討。2.1 排程問題之定義與分類
排程是一種資源分配的決策活動,在一段時間內在限定的生產限制之下,來 配置可用的資源,決定機台上工作的加工順序,以達到最佳績效。作業排程又可 分為兩大類:負荷安排與工作的處理優先順序,而工作的處理優先順序是指工作 的作業順序和時間配置,是序列的排序步驟。 因此,工作的作業先後順序。估計時間和資源產能,都是需要考慮的因素。 2.1.1 排程的機器環境 根據 pinedo (2002),排程的機器環境主要可分類為下列幾種: 1. 單一機台(Single machine): 單一機台是所有機器環境中最為單純的,所有的工件加工都在同一台機台上 進行加工,所有的工件都會經過這部機台。2. 完全相同帄行機台(Identical machines in parallel):
許多台功能相同的機台彼此之間不受影響,可以互相獨立的進行加工,任一 工件可在任一機台上進行加工動作。 3. 流線型生產(Flowshop): 所有的工件都會有固定順序的加工步驟,且每一個工件都需經過一部以上的 機台加工才能完成。 4. 零工式生產(Jobshop): 每一個工件要先決定好加工流程,每個工件會有自己加工途程,彼此不同。
2.1.2 排程的績效指標 績效指標的設立,影響到排程的求解,在開始時,就必頇要對目標有所認知, 選取適合的衡量績效指標來進行評估。排程中常見的績效指標有下列幾個: 1. 最大流程時間 2. 帄均流程時間 3. 最大延遲時間 4. 帄均延遲時間 5. 延遲工作百分比 表 2.1 為績效指標的分類。 表 2.1 績效指標分類 分類 績效衡量指標 完成時間相關 總完成時間(Completion time)
加權完成時間(Weighted completion time) 最大完成時間(Makespan)
流程時間相關 最大流程時間(Makespan)
帄均流程時間(Mean flow time)
交期相關 總延遲時間(Total tardiness)
帄均延遲時間(Mean tardiness) 最大延遲時間(Maximum tardiness)
機台及暫存區相關 帄均機台利用率(Average machine utilization)
帄均在製品量(Average WIP)
成本相關 在製品存貨成本(WIP inventory cost)
設置成本(Setup cost)
2.2 製造單元排程問題求解方法
單元製造系統是群組技術的重要應用之一,而群組技術的觀念最早來自於 Mitrofanov (1966),主要的理念是將機台和工件先進行分群的動作,被分組的工 件群內的工件彼此之間的加工特性相似,使得工件族內的工件在進行互換時,不 需要浪費太多的整備時間,不同的工件群才需要花費較多的整備時間,而被分組 而成的機台群,形成若干的製造單元,機台群內彼此可以互相支援產能,以達到 能夠以小批量生產型態卻能大量生產的效益,同時兼具彈性及效率。 而生產排程的問題,大多屬於 NP-hard 的問題,隨著問題的複雜度的增加, 求的最佳解便的耗時且困難。通常,在小規模的情況之下,大多都能利用最佳解 法(Optimization Methods)求得最佳解,但對於較大的規模,最佳解法變的不可行, 取而代之的是利用近似求解法(Approximation Methods)來逼近最佳解。過去的文 獻中,在解決排程問題的方法,大致上可以分為兩大類:最佳解法,和近似求解 法。 2.2.1 最佳解法(Optimization Method) 以作業研究的方法,主要是根據問題的目標以及資源的限制條件下,建立模 式來求解,但在實際的應用上,沒有得到很大的效果,主要是因為模式的建構不 易,過多的假設和限制條件,求解過程太過複雜,都是造成這類方法無法被有效 廣泛的利用,其他的包含分支界限法(Branch and Bound)、動態規劃法(Dynamic programming),線性規劃法(Linear programming)等。2.2.2 近似求解法(Approximation Method)
當排程問的機台、工件數目、限制條件變多,問題的複雜度也相對的增加, 如此一來,要透過最佳解法來求得最佳解變得耗時且困難,未來能夠達到解的品 質和運算資源上的帄衡效益,因此必頇利用近似求解法。近似求解法包含:啟發
式演算法(heuristic)和區域搜尋法(local search)兩種。近似解法能夠在較短的時間 內,在容忍的誤差之下在可行區域找尋到最佳的可行解或最佳解。主要的優點是 在於計算的效率極高,不容易受到問題的大小影響並且解的品質也會有一定的水 準。而啟發式演算法常見的有基因演算法(GA)、塔布搜尋法(TS),模擬退火法(SA) 等。 綜合上述提到的兩點,整理成表 2.2 表 2.2 求解方式分類 主概念 使用方法 作者(年份) Optimization algorithms
Linear Programming Javadi et al. (2008)
Branch and Bound Hiroshi et al. (1997)
Dynamic Programming Webster (2001)
Approximation algorithms
Genetic Algorithms França et al. (2005)
Tabu Search Hendizadeh et al. (2008)
Simulated Annealing Lin et al. (2009)
Simulated Annealing Naderi et al. (2009)
2.3 家族整備時間
單元製造系統來自於群組技術的概念,也就是將加工特性相同的工件分類到 同一個工件族內,因為不同的工件族間的特性不同,相對於工件族內相同加工特 性的工件整備時間,工件族間的整備時間來的大很多,因此工件族內的整備時間 可以不用考慮,只需要考慮工件族間的整備時間,而家族整備時間由 Potts & Kovalyov (2000)提出,可大致分為兩大類:順序相依家族整備時間(Sequence-Dependent Family Setup Time)與順序獨立家族整備時間 (Sequence-Independent Family Setup Time)。
2.3.1 順序相依家族整備時間 家族之間的整備時間會受到前一個家族的影響,前一個被加工的家族,會影 響到下一個加工的家族的整備時間,也就是說整備時間是受到前一個家族以及下 一個加工的家族,兩個因素的影響。 2.3.2 順序獨立家族整備時間 家族之間的整備時間不會受到前一個家族的影響,不論前一個被加工的家族 是誰,都不會影響到下一個加工的家族的整備時間,也就是說整備時間只受到下 一個加工的家族自己本身的因素影響。 家族整備時間整理如表 2.3 表 2.3 家族整備時間分類 主概念 使用方法 作者(年份) 順序相依家族整備時間 塔布演算法 Hendizadeh et al. (2008) 各種演算法 Lin et al. (2009) 順序獨立家族整備時間
動態規劃 Cheng and Wang (1998)
優先順序派工法則 Gupta et al. (2000)
2.4 模擬退火法
模擬退火法被廣泛運用於求解許多複雜的問題,下面會針對模擬退火法的特 性來進行較紹。
2.4.1 簡介
模擬退火法(Simulated Annealing ; SA)最早的想法是 Metropolis et al. (1953) 提出,用以模擬一組原子由一特定高溫逐漸達到冷卻的行為。Kirkpatrick et al. (1983)提出並成功地應用在組合最佳化問題中,退火是一種物理過程,一種金屬
物體再加熱至一定的溫度後,它的所有分子在狀態空間中自由運動。隨著溫度的 下降,這些分子逐漸停留在不同的狀態。在溫度最低時,分子重新以一定的結構 排列,而分子的分布也就是以前面所述的以波茲曼(Boltzamnn)概率分布。模擬退 火法中的溫度是隨著退火的時候有所改變,因此如何對溫度作有效的調整就變成 整個模擬退火法最重要的一環。 模擬退火法建構在物理模型上,它具備了兩個條件,第一,當溫度夠高時, 系統的組態能自由變化,可以在能量表面自由移動或稱為做無規則行走(random walk),也就是能夠自由選擇可行解;第二,當溫度變小時,系統的組態在能量 表面移動將受到限制,並逐漸的向低能量的區域集中,在每一次的疊代過程中, 都是以目前解做為中心然後隨機產生新的鄰近解,當鄰近解的目標函數值比目前 解的目標函數值較佳時,就以鄰近解取代目前解,如果產生的解比目前解差時, 模擬退火法會利用機率函數和控制溫度參數來判斷是否接受新解,這也使得模擬 退火法具有能力跳脫區域最佳解,透過降溫的動作來控制收斂的速度,隨著溫度 的下降,接受較差解的機率也越來越小,當溫度降到低點時,僅接受較佳的解, 進而達到收斂。 圖 2.1 模擬退火法尋優過程示意圖
2.4.2 重要名詞解釋 1. 狀態: 是指在尋優過程中找到的解,也就是在可行解區域所找到的解。 2. 能量: 在求解問題時,能量即表示問題的目標函數值。 3. 基礎狀態 : 應用在求解問題時,是指在尋優過程中能夠找到的最佳解。 4. 波茲曼函數: 設定接受機率的方式為𝑃𝑅(𝐴) = 𝑚𝑖𝑛*1, 𝑒𝑥𝑝(−∆𝑓/𝑇𝑘)+,利用亂數產生一 個介於 0,1 的值𝑅,若 𝑅> 𝑃𝑅(𝐴)則接受新狀態𝑘。其中∆𝑓 =狀態𝑘之值-狀態𝑘-1 之值;𝑇𝑘表第𝑘個狀態的控制溫度。 5. 控制溫度: 𝑇𝑘用以決定接受機率之高低,適當的控制溫度可使 SA 能有效地跳脫局 部解,又能在有效時間內收斂,所以在決定𝑇𝑘是很重要的,適當的控制 溫度能夠達到最好的效率,不會浪費時間在局部解裡面搜尋局部最佳解, 能夠適時地跳出,更能在快速的時間內收斂達到全域最佳解。 6. 冷卻時程: 一般 SA 在設計初期會讓接受機率較高,以擴大搜尋範圍,但在後期會 使接受機率降低以利收斂。 7. 鄰域搜尋法: 是指由起始之解為設定方式,以及由某一可行解尋找下一個鄰域可行解 的尋優方式。 8. 停止條件: 用以判斷 SA 重複尋優動作是否結束的依據。設定總尋優次數達到一定 數量,或狀態值持續未改善的尋優次數到一定數量。
第三章 研究方法
在本章節會介紹問題的描述,再介紹舊染色體與新染色體的設計與解讀方式 的不同,最後說明模擬退火法的詳細求解步驟,並且應用在不同的染色體表達法 上,進行驗證。3.1 研究問題描述
在以往的排程問題大多屬 NP-hard,都是利用演算法的方式來進行求解的動 作,而在過去的文獻當中,大多其實都是集中在演算法的進化機制中進行改變以 達到更佳的效果,而在 Wu et al.(2011)的論文中,在應用基因演算法的情況下, 利用不同的染色體表達法確實能夠達到改善,故這次的研究主要是針對在具順序 相依家族整備時間之流線型製造單元排程的情況下,應用基因演算法在不同的染 色體表達法之下,能夠有效的改善績效值為前提,套用到其他的演算法上,利用 這兩種不同的染色體表達法是否一樣能夠達到相當程度的改善,主要的目的也是 希望能夠排列出最佳的工件排序組合時,並且最佳化績效指標,降低最大完工時 間。 這次研究的重點在於染色體的表達方式不同,因為加入家族的概念,使得染 色體的解讀方式更加複雜,如圖 3.1 所示。 圖 3.1 染色體表達方式本篇的問題限制條件假設相同於 Schaller et al. (2000)這篇論文: 1. 本研究僅限於分析靜態式 2. Ready Time=0 3. 同一個工件族內的工件不能被分割處理 4. 每個工件一次只能經由一部機台加工,每部機台一次只能加工一個工件 5. 每個 family 至少要有兩個工件 6. 緩衝區內的在製品無上限 7. 工件完成後即可立即到下一站 更詳細的染色體設計與解讀方式將在下面章節做更詳細的介紹
3.2 染色體設計與解讀
這次主要是研究針對染色體表達方式的不同所造成的改善是否可以應用在 其他的演算法上,兩種染色體表達的方式方別為傳統的染色體表達法,稱為舊表 達法,和 Wu et al.(2011)染色體表達法,稱為新表達法,而下面會分別對舊染色 體表達法和新染色體表達法這兩種,在染色體的設計與解讀上的不同,做詳盡的 解說。 3.2.1 舊染色體設計與解讀 舊的染色體在設計上,使用一條染色體來表示所有工件的排列順序並且記錄 各工件所屬的工件族,每一個工件或每一個工件族視為一個基因,舊染色體將染 色體分成(1+F)段,F 為工件族數目,如圖 3.2 所示,這例子有三個工件族,共有 九個工件,第 1 段紀錄的是工件族在機台上加工的順序,第(1+1)段紀錄第一個 工件族擁有的兩個工件,且第一個工件族內工件的加工順序為 J1、J2,第(1+2) 段是紀錄第二個工件族有三個工件,第二個工件族內工件的加工順序為 J4、J3、 J5,第(1+3)段紀錄第三個工件族有四個工件,第三個工件族內工件的加工順序為J9、J6、J7、J8。 圖 3.2 舊染色體的設計 在染色體解讀主要是決定出兩個部分,第一個部分是工件族之間的加工順序, 第二個部分是工件族內的加工順序,在解讀染色體時先從第一段開始解讀起,也 就是(1+F)段的第一段部分,決定出工件族之間的加工順序,如圖 3.3 所示,一開 始就決定了各機台加工工件族的順序是以 F2,F1,F3的工件族順序進行加工, 而當決定好了各工件族的加工順序後,便依照工件族內工件的順序將工件依序排 列出,首先,先排列 F2內的工件,J4、J3、J5,在排列 F1內的工件 J1,J2,最後 排列 F3內的工件,J9、J6、J7、J8,如此一來可以解讀出整體的工件加工順序 J4、 J3、J5、J1、J2、J9、J6、J7、J8,將解讀出來後的染色體便可以讓進入演算法, 計算出其適應值。 圖 3.3 舊染色體的解讀 J1 J2 J4 J3 J5 J9 J6 J7 J8 F3 F1 F2 J1 J2 J4 J3 J5 J9 J6 J7 J8 F3 F1 F2 J5 J3 J4 J1 J2 J9 J6 J7 J8
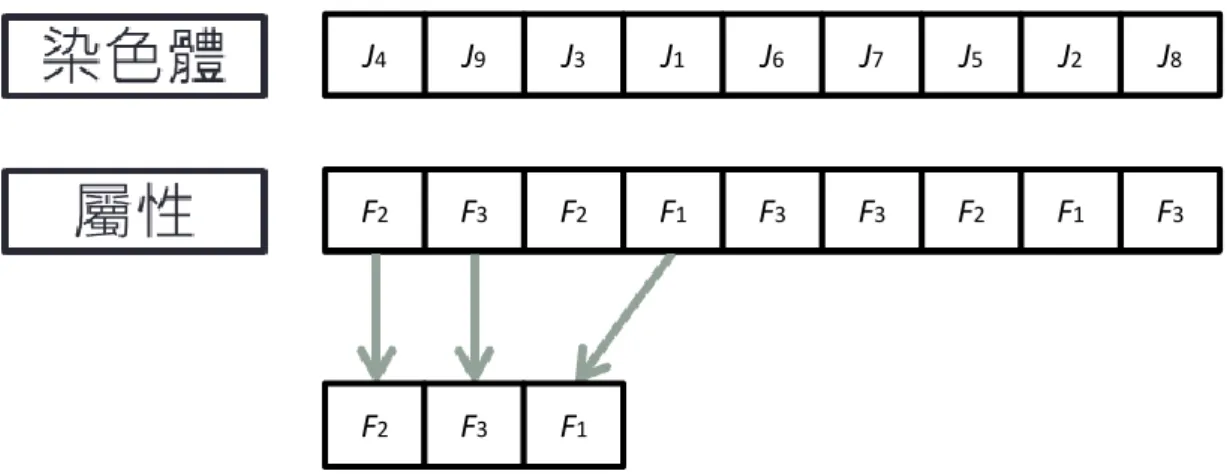
3.2.2 新染色體設計與解讀 在新染色體的設計方法上,主要的概念是想將染色體只用一條來顯示出全部 的工件與其附屬的工家族屬性,不將染色體分段顯示,每一個工件視為一個基因, 每一個基因都有他所附屬的屬性,也就是所屬的工件族,如圖 3.4 所示,共有三 個工件族,九個工件,染色體顯示出工件的加工順序,J4、J9、J3、J1、J6、J7、 J5、J2、J8,而下面就是每一個工件所對應到的工件族屬性,有就是說 J1、J2是 屬於第一個工件族,J3、J4、J5,是屬於第二個工件族,J6、J7、J8、J9,是屬於 第三個工件族,但這個工件的屬性不屬於染色體的一部分,只是每個工件所附屬 的屬性。 圖 3.4 新染色體的設計 在新染色體的解讀上,主要也是分成兩個部分,第一個部分先解讀出工件族 間的加工順序,第二部分在決定各工件族內工件的加工順序,在解讀染色體時, 由左向右讀取染色體,如圖 3.5 所示,當一開始讀取到 J4時,便會找出它屬性的 工件族 F2,並且記錄下來,接這往下一個基因 J9解讀,它的工件族屬性是 F3, 一樣記錄下來,再往下一個基因 J3解讀,它的工件族屬性是 F2,由於之前已經 記錄過 F2,便跳過此基因往下一個基因 J1進行解讀,J1的工件族屬性是 F1,如 此一來,便可以完成第一部份,得到工件族間的加工順序 F2、F3、F1。 J5 J3 J9 J1 J6 J7 J4 J2 J8 F2 F2 F3 F1 F3 F3 F2 F1 F3
圖 3.5 新染色體的解讀第一部分 接下來進行工件族內工件的加工順序的解讀,如圖 3.6 所示,由於已經決定 好了工件族間的加工順序 F2、F3、F1,所以從染色體中,由左至右找出所屬於 F2的工件,然後依照所讀到的順序排列下來,便可以得到 J4、J3、J5,再進行下 一個工件族 F3,由左至右找出染色體內屬於 F3的工件,在依照讀取的順序排列 下來,可以得到 J9、J6、J7、J8,以此類推到最後一個工件族 F1,可以得到 J1、 J2,如此一來可以得到一條新的染色體 J4、J3、J5、J9、J6、J7、J8、J1、J2的工 件加工順序,經由演算法的計算可以得到其適應值。 圖 3.6 新染色體的解讀第二部分
3.3 模擬退火法求解方法
本研究是要利用不同的演算法來驗證不同的染色體表達法是否能夠真的達 J5 J3 J9 J1 J6 J7 J4 J2 J8 F2 F2 F3 F1 F3 F3 F2 F1 F3 F2 F3 F1 J5 J3 J9 J1 J6 J7 J4 J2 J8 F2 F2 F3 F1 F3 F3 F2 F1 F3 J4 J3 J5 J9 J6 J7 J8 J1 J2到有效的改善績效值,在這次研究中,是要應用模擬退火法套用在這兩種演算法 上,來探討是否利用模擬退火法有能夠達到相同的目標,接下來就是來詳盡的介 紹模擬退火法的求解方法,圖 3.7 為模擬退火法的求解流程圖。本研究所使用的 模擬退火法的基本流程架構是使用 Kirkpatrick et al. (1983)所提出的。 圖 3.7 模擬退火法流程圖 模擬退火法的操作步驟如下: Step 1:設定所有參數值 在程式一開始的時候要先設定好模擬退火法的相關參數,這些參數 會影響到求解所花的時間以及最終解的品質,而本篇主要是以 Lin et al. (2009)為基礎,所以相關的參數的設定,也主要是參考 Lin et al. (2009) 這篇所得到的,例如初始溫度,降溫速度,降溫條件,判斷亂數值,終
止條件等,本篇的起始溫度給予𝑇0 = 1000,而其他相關參數的詳細設 定方式將在以下的步驟內提到。 Step 2:產生一組初始接並計算適應值 在最一開始的初始解是以隨機產生的方式,隨機產生一組初始解, 之後便決定好工件的加工順序,在經過由 C++所撰寫好的模擬退火法模 擬程式,便可以求出染色體的目標值,然後會運用一個適合度函數運算 式將目標值轉換成適應值,因為適合度函數能判斷染色體好壞的衡量水 準,如此一來,以利判斷在染色體進化過程中,染色體的優劣程度,此 排程問題主要是要最小化目標績效值,而經由適合度函數的轉換後,變 成最大化適應函數值,即是目標值越小。轉換公式如下: 𝑣𝑗:表示第 j 個染色體的目標函數值 𝑓𝑗:表示第 j 個染色體的適應函數值 𝑓𝑗 = 1 (1 + vj) 但由於新舊表達法的不同,若兩種表達法都是以亂數產生初始解, 解讀後的加工順序會變得不一樣,而初始解的不同會影響到最後的解品 質,我們為了刪除這樣的誤差,能盡量使兩種表達法能夠在同樣的水帄 基準下進行各自的演化求解過程,所以我們在新的表達法的初始解利用 隨機產生,再利用新表達法的初始解轉換成舊表達法的形式,來當成舊 表達法的初始解,這樣一來在新舊表達法的初始解就會變得一致,便可 排除初始解會導致最後解品質的誤差。 轉換的方法如下圖 3.8 所示,在新表達法之下產生的亂數初始解後, 由左向右讀,讀取工件所屬的工件族,J4為 F2,便記錄下來,以此類 推,J9為 F3,但 J3為 F2,而 F2已經被記錄過,便跳過往後讀取,J1為 F1,一但全部的家族都被記錄後,結束第一階段家族序的讀取。接下來 要記錄工件的加工序,F1內的工件加工順序依照新表達法的工件順序,
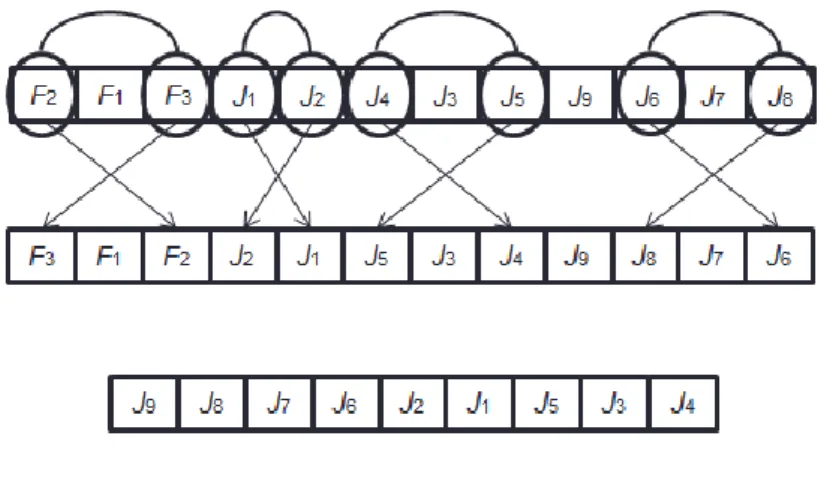
由左向右把 F1的工件依序記錄下來,為 J1、J2,再依此類推,F2內的 工件加工順序為 J4、J3、J5,F3內的工件加工順序為 J9、J6、J7、J8,如 此便完成了新表達法的初始解轉換成舊表達法的初始解步驟。 圖 3.8 新表達法初始解轉換成舊表達法 Step 3:搜尋下個鄰近解並計算適應值 在找尋下一個鄰近解時,主要是依照目前的染色體來生成下一個鄰 近解染色體,而產生鄰近解的方式是以基因兩兩交換的方式來進行操作, 由於在染色體的解讀方式分為舊染色體與新染色體兩種,下面會分別針 對這兩種染色體兩兩交換的方式來進行介紹。 舊染色體表達法的搜尋鄰近解的方式如圖 3.9 所示,在舊的染色體 設計中,會將染色體分成(1+F)段,因此在找尋下一個鄰近解時,會在 每一個區段內,各自隨機產生兩個點來進行兩兩交換,在第一段染色體 中,選取 F2和 F3進行兩兩交換,第二段中,選取 J1和 J2進行兩兩交換, 以此類推到最後一段,經過兩兩交換後便可以得到一組新的染色體,而 經由解讀後的工件排序如圖 3.8 所示,最後再將解讀後的染色體經由程 式運算,可以得到一個新的鄰近解的目標值,通過適應值函數的轉換便 得到其適應值。
圖 3.9 舊染色體解讀法交換步驟 新染色體表達法的搜尋鄰近解的方式如圖 3.10 所示,因為在新的 染色體表達法中,只用一條染色體來進行表達,並不會有分段的現象, 所以在搜尋鄰近解的過程中,整條染色體只會雖機產生兩個點來進行兩 兩交換,在圖 3.10 中可看出選取了 J9和 J1來進行交換的動作,交換後 可以得到一條新的染色體,通過染色體的解讀可以得到新的工件排序, 如圖 3.10 所示,最後再將解讀過後的染色體經由程式的運算,可以得 到其目標值,利用適應值函數轉換將其目標值轉換成適應值。 圖 3.10 新染色體解讀法交換步驟 Step 4:判斷是否較優 經由計算後的鄰近解適應值將與原本的適應值進行比較,若鄰近解
生解的適應值優於原本解的適應值,直接跳到 Step 7 來進行。 Step 5:產生 0~1 的亂數值 ß 在此步驟會隨機產生一個 0~1 的亂數值𝛽,然後與之後的科西方程 式來做比較的動作。 Step 6:利用科西方程式判斷 先前介紹到的模擬退火方法,再進行較差的解取代動作時,是以 波茲曼函數𝑃𝑅(𝐴) = 𝑚𝑖𝑛*1, 𝑒𝑥𝑝(−∆𝑓/𝑇𝑘)+來設定接受機率的條件,不 過在 Lin et al. (2009)中提到的模擬退火法,是使用另外一種判斷式 𝑇2 (𝑇2:(∆𝐸)2)來進行取代動作的判斷,為了讓比較的方式有相同的基礎, 本篇所應用到的模擬退火法的判斷式也改成與 Lin et al. (2009)相同, 以科西方程式 𝑇2 (𝑇2:(∆𝐸)2)來進行,若計算出來的科西方程式大於所生成 的亂數𝛽值,便執行 Step 7,相反的若是科西方程式小於產生的亂數值 𝛽,新產生的鄰近解將刪除掉,利用原本的解來繼續進行,接著執行 Step 8。 Step 7:取代原本的解 此步驟將新產生的解取代掉原本的解,並保留住新的解。 Step 8:次數是否達到降溫條件 模擬退火在執行到一定的條件時,便會執行降溫的動作,而在本篇 降溫的條件也是基於 Lin et al. (2009)為基礎,將降溫條件設為 𝑙𝑖𝑡𝑒𝑟 = (𝐹 ∗ 𝑚 + 𝑛) ∗ 1000,其中 F 表示工件族數目,m 表示機台數目, n 表示總工件數,若執行的次數有到達降溫條件,執行 Step 9,反之則 跳回 Step 10。 Step 9:計算新的溫度 本篇的降溫動作是以一定比率來進行降溫,降溫速度給予𝛼 = 0.9, 使用𝛼 × 𝑇來生成下一個溫度。
Step 10:是否達到終止條件 由於每次產生新一代的解,都會把最佳的解給記錄下來,若產生的 新解的值有優於最佳解,便會取代掉原本的最佳解,反之則否,而此演 算過程的終止條件就是當最佳解連續幾代都不進行改變,我們視為演化 到了極限,也就是說如果再多跑下去,最佳值也不會找到更好的解,此 終止條件的世代數目,我們經過測試後得到了當最佳值連續 480 萬次的 世代交替都不改變,我們將會終止。
第四章 實驗情境與結果
本次的研究主要是探討兩種不同的染色體表達法套用在不同的演算法上是 否有相同的成效,而實驗情境是依據Schaller et al. (2000)而來,因此在基於使用 上的基準相同,故本篇採用與Schaller et al. (2000)相同的情境來進行實驗,探討 這兩種不同的染色體表達所帶來成效的不同。本研究的操作環境如下: 使用語言:C++ 編譯器(Compiler):MSVC9.0 編寫環境(IDE):Visual Studio 2008使用作業系統(OS):Windows 7 Enterprise 32-bits 記憶體( Memory):4G
中央處理器(CPU):AMD Athlon(tm) Ⅱ X4 640 Processor 3.00 GHZ
4.1 測試情境
在這次的研究環境依據 Schaller et al. (2000),使用相同的操作環境,假設如 下: 1. 工件在每一個機台上的處理時間服從均勻分配𝑈,1,10-。 2. 工件族內的工件數目服從均勻分配𝑈,1,10-。 3. 具有三種不同的整備時間,大、中、小型:Small setups (SSU):𝑈,1,10- Medium setups (MSU):𝑈,1,50- Large setups (LSU):𝑈,1,100-
4. 每種整備時間類別下有 10 種情境[F/m],F 表工件族數目,m 表機台數
目:[3 / 3]、[3 / 4]、[4 / 4]、[5 / 5]、[5 / 6]、[6 / 5]、[6 / 6]、[8 / 8]、[10 / 8]、[10 / 10]。
4.2 前測實驗
本章節將分成兩個部分,第一部分介紹為何演算的種止條件要設定為 480 萬個世代沒有進化,判定為終止,第二部分將分析同初始解與不同初始解的差 異。 4.2.1 同步初始解設定 由於本篇是研究針對兩種不同的表達法上的研究,而在一開始產生初始解時, 雖然是使用相同的亂數起始點,但表達法的不同卻會產生不同的起始解,我們認 為這樣的方式在比較兩種表達法應用在同樣一套演算法流程上,會有失公帄,因 此我們利用新表達法所亂數產生的初始解進而轉換成舊表達法的初始解,以利舊 表達法接下來的演算過程,如此一來,在新舊表達法上就會有相同的初始解。 而為了想要驗證這樣的轉換方式在舊表達法上是否確實會有影響,我們進行 了實驗,舊表達法自己產生的初始解與利用新表達法的初始解轉換成舊表達法的 初始解,這兩種方法的比較,並利用統計檢定來驗證結果。我們以 Paired t-test 為統計檢定方式,假設 S :{SSU33, SSU34, …MSU33,
MSU34, …,LSU33, LSU34, …,LSU1010}代表 30 個情境的集合。𝑢s,𝑖,1代表在情境
s 下,以不同初始解為搜尋起點的新舊表達法目標值帄均,而𝑢s,𝑖,2代表在情境 s 下,以相同初始解為搜尋起點的新舊表達法目標值帄均,其中𝑠 ∈ 𝑆,𝑖 = 1, 2 (1 代表新表達法,2 代表舊表達法)。計算公式如下所示。 𝑑𝑠,𝑖%=(𝑢s,𝑖,1− 𝑢s,𝑖,2) ∗ 100 𝑢⁄ s,𝑖,1 新舊表達法在 30 個 instance 的樣本總帄均: 𝑑̅ % = 𝑖 ∑𝑠∈𝑆 𝑑𝑠,𝑖 30 新舊表達法在 30 個 instance 的樣本標準差: 𝑆𝐷𝑖 = √∑𝑠 ∈𝑆(𝑑𝑠,𝑖;𝑑̅̅̅)𝑖 2 29 計算𝑡0
𝑡0 = 𝑑̅𝑖 𝑆𝐷𝑖 √30 ⁄ 下表 4.1 顯示出,因為不論轉換與否,新表達法都不會受到影響,而舊表達 法在這兩者上會有不同,不過經過統計檢定後,發現沒有顯著差異,因此我們認 為若是表達法不同,亂數產生的初始解與利用新表達法的初始解轉換成舊表達法 的初始解,兩者沒有差異,也就是說不論使用哪種方式,皆可以。而本篇還是使 用新表達法所產生的初始解轉換成舊表達法的初始解的方式來進行實驗。 表 4.1 同步初始解比較 同初始解 vs 不同初始解 Scenario 帄均改善率(%) 𝒕(𝜶, 𝒏;𝟏) t 值 統計結果 舊表達法 -0.02 1.07 2.05 沒有顯著差異 新表達法 0.00 0.00 2.05 沒有顯著差異 4.2.2 終止條件參數設定 為了能夠得到連續最佳解多少世代當作收斂條件,我們進行了實驗,並將實 驗的結果進行統計檢定。 我們挑選連續 480 萬代最佳解未改變與連續 550 萬代最佳解未改變,並且新 表達法與新表達法,舊表達法與舊表達法,彼此兩兩比較。
檢定方式與 4.2.1 相同,以 Paired t-test 為檢定方式,假設 S :{SSU33,
SSU34, …MSU33, MSU34, …,LSU33, LSU34, …,LSU1010}代表 30 個情境的集合。
𝑢s,𝑖,5500000代表在情境 s 下,最佳解連續 5500000 代不變的新舊表達法目標值帄
均,而𝑢s,𝑖,4800000代表在情境 s 下,最佳解連續 4800000 代不變的新舊表達法目
標值帄均,其中𝑠 ∈ 𝑆,𝑖 = 1, 2 (1 代表新表達法,2 代表舊表達法)。計算公式如 下所示。
𝑑𝑠,𝑖%=(𝑢s,𝑖,5500000− 𝑢s,𝑖,4800000) ∗ 100 𝑢⁄ s,𝑖,1 新舊表達法在 30 個 instance 的樣本總帄均: 𝑑̅ % = 𝑖 ∑𝑠∈𝑆 𝑑𝑠,𝑖 30 新舊表達法在 30 個 instance 的樣本標準差: 𝑆𝐷𝑖 = √∑𝑠 ∈𝑆(𝑑𝑠,𝑖;𝑑̅̅̅)𝑖 2 29 計算𝑡0 𝑡0 = 𝑑̅𝑖 𝑆𝐷𝑖 √30 ⁄ 由下表 4.2 可以看出,不論在新表達法或是舊表達法之下,最佳解連續 480 萬代未改變與最佳解連續 550 萬代未改變的兩種最終解並沒有顯著差異,也就是 說,若收斂條件設定為最佳解連續 480 萬代未改變所求出的解為基礎,再將收斂 條件拉大到最佳解連續 550 萬代未改變,解品質沒有進步,因此我們便考慮較小 的收斂條件,最佳解連續 480 萬代未改變當作我們的最終終止條件。 表 4.2 停止次數測試 收斂代數(480 萬 vs 550 萬) Scenario 帄均改善率(%) 𝒕(𝜶, 𝒏;𝟏) t 值 統計結果 舊表達法 0.01 1.99 2.05 沒有顯著差異 新表達法 0.01 1.44 2.05 沒有顯著差異
4.3 實驗結果與分析
本次研究是比較兩種同染色體表達法應用在模擬退火法的優劣比較,而為了 能夠看出優劣,定義了一個改善率的計算式,計算方式如下。達法應用在模擬退火法上,𝑜𝑏𝑗𝑆𝐴;𝐹表示利用新染色體表達法應用在模擬退火法 上,如此便可評估兩種不同的表達法之求解品質的依據,結果如表 4.3 所示。 其中表格最上方的內容為下列所式: Scenario:表示為整備時間的情境大小,有 SSU、MSU,LSU 三種不同大小 的整備時間情境 N:每種情境總共的問題數有 30 個 Nw:在 30 個問題中,新的表達法贏舊的表達法的問題數 Ne:在 30 個問題中,新的表達法與舊的表達法帄手的問題數 Cn:在 30 個問題中,新表達法的帄均 makeapsn Ct:在 30 個問題中,舊表達法的帄均 makeapsn Ave.:帄均改善率,若為正值,表示新的解品質較優 Max.:最大改善率,若為正值,表示新的解品質較優 Tn:新的表達法的運算時間 Tt:舊的表達法的運算時間 Gap:新表達法與舊表達法求解時間的改善率,若為正值表示新的表達法擁 有較快速的求解時間
表 4.3 結果統計表
ID Scenario makespan Computation Time(sec)
N Nw+Ne Ne Nw Cn Ct Ave. (%) Tn Tt Gap
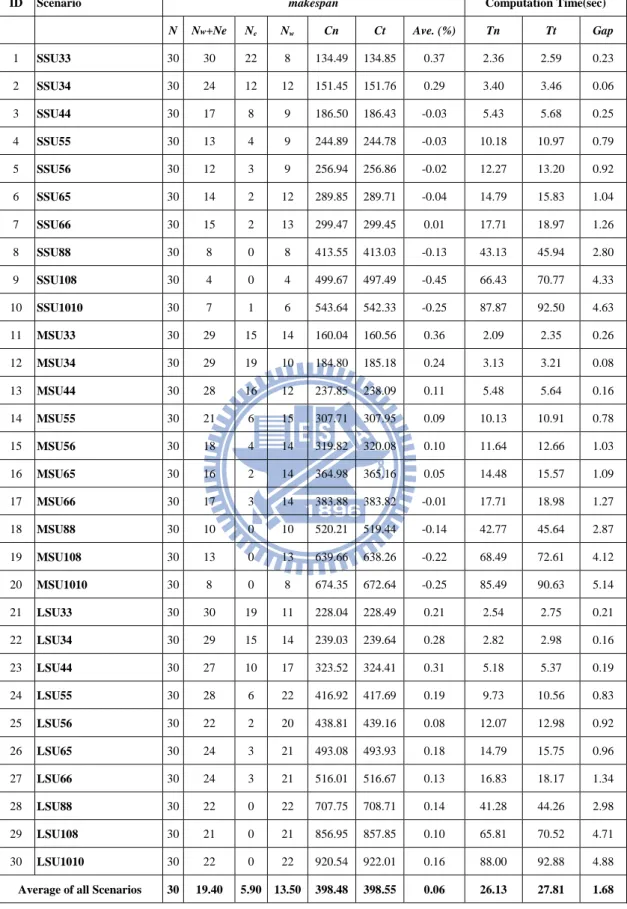
1 SSU33 30 30 22 8 134.49 134.85 0.37 2.36 2.59 0.23 2 SSU34 30 24 12 12 151.45 151.76 0.29 3.40 3.46 0.06 3 SSU44 30 17 8 9 186.50 186.43 -0.03 5.43 5.68 0.25 4 SSU55 30 13 4 9 244.89 244.78 -0.03 10.18 10.97 0.79 5 SSU56 30 12 3 9 256.94 256.86 -0.02 12.27 13.20 0.92 6 SSU65 30 14 2 12 289.85 289.71 -0.04 14.79 15.83 1.04 7 SSU66 30 15 2 13 299.47 299.45 0.01 17.71 18.97 1.26 8 SSU88 30 8 0 8 413.55 413.03 -0.13 43.13 45.94 2.80 9 SSU108 30 4 0 4 499.67 497.49 -0.45 66.43 70.77 4.33 10 SSU1010 30 7 1 6 543.64 542.33 -0.25 87.87 92.50 4.63 11 MSU33 30 29 15 14 160.04 160.56 0.36 2.09 2.35 0.26 12 MSU34 30 29 19 10 184.80 185.18 0.24 3.13 3.21 0.08 13 MSU44 30 28 16 12 237.85 238.09 0.11 5.48 5.64 0.16 14 MSU55 30 21 6 15 307.71 307.95 0.09 10.13 10.91 0.78 15 MSU56 30 18 4 14 319.82 320.08 0.10 11.64 12.66 1.03 16 MSU65 30 16 2 14 364.98 365.16 0.05 14.48 15.57 1.09 17 MSU66 30 17 3 14 383.88 383.82 -0.01 17.71 18.98 1.27 18 MSU88 30 10 0 10 520.21 519.44 -0.14 42.77 45.64 2.87 19 MSU108 30 13 0 13 639.66 638.26 -0.22 68.49 72.61 4.12 20 MSU1010 30 8 0 8 674.35 672.64 -0.25 85.49 90.63 5.14 21 LSU33 30 30 19 11 228.04 228.49 0.21 2.54 2.75 0.21 22 LSU34 30 29 15 14 239.03 239.64 0.28 2.82 2.98 0.16 23 LSU44 30 27 10 17 323.52 324.41 0.31 5.18 5.37 0.19 24 LSU55 30 28 6 22 416.92 417.69 0.19 9.73 10.56 0.83 25 LSU56 30 22 2 20 438.81 439.16 0.08 12.07 12.98 0.92 26 LSU65 30 24 3 21 493.08 493.93 0.18 14.79 15.75 0.96 27 LSU66 30 24 3 21 516.01 516.67 0.13 16.83 18.17 1.34 28 LSU88 30 22 0 22 707.75 708.71 0.14 41.28 44.26 2.98 29 LSU108 30 21 0 21 856.95 857.85 0.10 65.81 70.52 4.71 30 LSU1010 30 22 0 22 920.54 922.01 0.16 88.00 92.88 4.88
由表 4.3 看出,在大部分的情境之下,新染色體表達法的解品質大多不會優 於舊染色體表達法的解品質,只有在大的整備時間下,新染色體的表達法才會明 顯優於舊染色體表達法,在大多中、小整備時間之下,兩種表達法的差距其實並 不明顯,因此推論新染色體表達法應用在模擬退火法的情況下,只有在大的整備 時間之下才會適用。 表 4.4 為各情境與全部情境的帄均值,從表中可以看出,隨著整備時間的越 來越大,新表達法營的數量會越來越多,而在帄均改善率上,也會越來越多。在 整體帄均的情況下,新染色體表達法贏過或帄手於舊染色體表達法的次數總和, 在 30 次的問題中,有 19.4 次,在帄均改善率也是以些微的差距,以 0.06%的差 距贏舊染色體表達法,另外可以注意到一點的是,在運算的時間上,不論情境的 大小或者機台與工件族的數目大小,新染色體解的運算時間全部優於舊染色體表 達法,且帄均的時間改善率為 1.68%,新染色體表達法在運算時間全部進步。 表 4.4 全部結果的帄均值 Average of all Scenarios
makespan Computation Time(sec)
N Nw+Ne Ne Nw Cn Ct Ave. (%) Tn Tt Gap
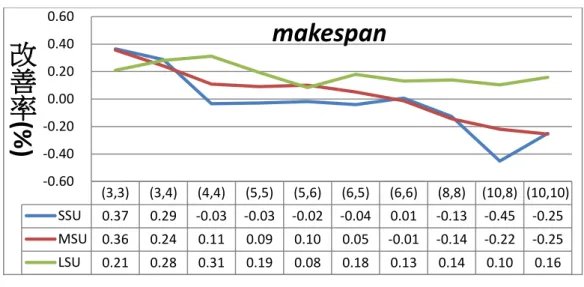
SSU 30 14.4 5.4 9 302.05 301.67 -0.03 26.36 27.99 1.63 MSU 30 18.9 6.5 12.4 379.33 379.12 0.03 26.14 27.82 1.68 LSU 30 24.9 5.8 19.1 514.06 514.86 0.18 25.91 27.62 1.72 Total 30 19.4 5.90 13.50 398.48 398.55 0.06 26.13 27.81 1.68 圖 4.1 為三種情境的改善率狀況,可以看出各種情境下,只有在大的整備時 間以及在中、小整備時間下,機台與工件族數目偏小的情況下,新染色體表達法 才會贏過舊染色體表達法。
圖 4.1 改善率 圖 4.2 為三種情況的時間差距狀況,可以看出在大、中,小情境之下,新染 色體表達法運散時間都以一定的比率優於舊染色體表達法,尤其在機台數與工件 族數目較大的情況之下,更顯得明顯。 圖 4.2 時間改善率
4.4 統計檢定
為了更進一步的確認上述數據的真實性,我們利用 Paired Sample t-test 統計 方法來驗證,我們將檢定分成四個部分,其中包含 SSU、MSU、LSU 三種整備 時間情境下的部分以及整體的帄均表現。 檢定的目的是想確信在統計檢定下,新表達法是否有顯著的優於舊表達法, (3,3) (3,4) (4,4) (5,5) (5,6) (6,5) (6,6) (8,8) (10,8) (10,10) SSU 0.37 0.29 -0.03 -0.03 -0.02 -0.04 0.01 -0.13 -0.45 -0.25 MSU 0.36 0.24 0.11 0.09 0.10 0.05 -0.01 -0.14 -0.22 -0.25 LSU 0.21 0.28 0.31 0.19 0.08 0.18 0.13 0.14 0.10 0.16 -0.60 -0.40 -0.20 0.00 0.20 0.40 0.60
改
善
率
(%)
makespan
(3,3) (3,4) (4,4) (5,5) (5,6) (6,5) (6,6) (8,8) (10,8) (10,10) SSU 0.23 0.06 0.25 0.79 0.92 1.04 1.26 2.80 4.33 4.63 MSU 0.26 0.08 0.16 0.78 1.03 1.09 1.27 2.87 4.12 5.14 LSU 0.21 0.16 0.19 0.83 0.92 0.96 1.34 2.98 4.71 4.88 0.00 1.00 2.00 3.00 4.00 5.00 6.00差
距
(sec)
T
以相對的改善率為樣本,來進行我們的檢定,而為了能夠做整體帄均的表現績效, 在檢定之前我們需要先行將資料做正規化的動作。
假設 S :{SSU33, SSU34, …MSU33, MSU34, …,LSU33, LSU34, …,LSU1010}
表示 30 個情境的集合,𝑢𝑛𝑒𝑤,s,𝑖及𝑢𝑜𝑙𝑑,s,𝑖代表在情境 s 下第 i 個實驗新、舊表達法 的解帄均,其中𝑠 ∈ 𝑆,𝑖 = 1, 2, … ,30(每個情境 30 個實驗)。在情境 s 下的第 i 個 正規化樣本資料𝑑𝑠,𝑖 = (𝑢𝑜𝑙𝑑,s,𝑖− 𝑢𝑛𝑒𝑤,s,𝑖) ∗ 100% 𝑢⁄ 𝑜𝑙𝑑,s,𝑖。 不同整備時間情境及整體的樣本帄均: 𝑑𝑘 ̅̅̅% = ∑𝑠∈𝑘 ∑30𝑖=1𝑑𝑠,𝑖
300 , 𝑘 ∈ *SSU, MSU, LSU+、𝑑̅̅̅̅̅̅̅% = Total
∑𝑠∈𝑆 ∑30𝑖=1𝑑𝑠,𝑖 900 不同整備時間情境及整體的樣本標準差: 𝑆𝐷𝑘 = √∑ (𝑑𝑠,𝑖− 𝑑̅̅̅)𝑘 2 𝑠 ∈𝑘
299 , 𝑘 ∈ *SSU, MSU, LSU+、
𝑆𝐷Total = √∑ (𝑑𝑠,𝑖− 𝑑̅̅̅̅̅̅̅)Total 2 𝑠 ∈ 𝑆 899 。 不同整備時間情境及整體檢定用 t 值: 𝑡𝑘 = 𝑆𝐷 𝑑̅̅̅𝑘 𝑘 √300
⁄ , 𝑘 ∈ *SSU, MSU, LSU+、𝑡Total =
𝑑Total ̅̅̅̅̅̅̅ 𝑆𝐷𝑇𝑜𝑡𝑎𝑙 √900 ⁄ 。 經過檢定後,由表 4.5 可知,在 95%信心水準(α= 0.05)下,在中與小的整備 時間情境下,兩種表達法的表現沒有顯著差異;在大整備時間情境下,新表達法 的解品質顯著優於舊表達法的解品質;而在整體帄均表現上,新表達法的解品質 顯著優於舊表達法的解品質。 表 4.5 檢定結果 Scenario 帄均改善率 t0 t 值 統計結果 LSU 0.18 8.69 1.96 顯著贏 MSU 0.03 1.27 1.96 沒有顯著 SSU -0.03 0.93 1.96 沒有顯著 Total 0.06 3.97 1.96 顯著贏
第五章 結論與未來研究方向
第五章分為兩小節,第一節為本篇論文的結論,第二結為未來還可探討的研 究方向。5.1 結論
本論文主要是應用模擬退火法針對具順序相依整備時間與固定序列特性之 流線式生產排程問題來進行求解,本研究的重點是想驗證從染色體表達法的改變 而達到的改善。為了能夠有相同的基準,本篇的研究數據是依據 Schaller et al. (2000)這篇論文,將整備時間分成短、中,長三種(SSU、MSU、LSU),而在每 個整備時間下,機台與工件的數目一共有十種的組合(Family 數,機台數):{(3, 3),( 3,4),( 4,4) ,(5,5),( 5,6),( 6,6),(8,8),( 10,8),( 10,10) }, 整合起來共有三十種的情境來進行驗證,每個實驗情境又包含了 15 個 seed,並 且取其帄均,而實驗的初始解在新舊表達法上為相同的起始解,終止條件設為最 佳解連續 480 萬代未改變。 經過實驗與統計檢定後的數據顯示,在大的整備時間之下,新的染色體表達 法在 makespan 績效指標之下,會顯著的優於舊的表達法,帄均改善率為 18%, 而在小與中的整備時間之下,新的解讀法和舊的解讀法兩者之間在 makespan 績 效指標之下沒有顯著的差異,也就是說隨著機台的整備時間越大,新表達法的求 解品質會越顯著優於舊表達法的求解品質。而新舊表達法的求解時間,新的表達 法不論在大、中,小的整備時間上,都會稍微較舊的表達法快上一點,尤其在機 台數目與工件族數目較大時更為顯著。 因此在最小化最大完工時間為目標之下,在大的整備時間下,SA 應用新表 達法會比舊表達法得到更佳的工件加工的排程組合。5.2 未來研究方向
針對本篇最後的結論,在小、與中的整備時間之下,新的表達法與舊的表達 法會有差不多的解品質,而在大的整備時間之下,新的表達法會優於舊的表達法, 來進行研究為何會造成如此的結果,可以試著從演算法的進化特性來進行分析, 另外去分析各個整備時間所對模擬退火法所造成的影響。 而為了希望能夠多方面的進行研究,可以考慮使用考慮 non-permutation 的 情況,因為在開始排列工件族順序時,只是很單純的以第一台機台最為考量,後 續的機台便依據第一台的加工順序往下加工,另外,在上段論點中提到,隨著情 境的增大,新表達法有逐漸趨近舊表達法,若是加大情境,或許會有不同的結果, 因此未來希望能夠將原本的 permutation 改為 non-permutation 的情況,再利用兩 種不同的表達法來進行比較,探討結果會有什麼不同的情況,另外可以將原本的 情境再擴大,使得目前的情境更為複雜,例如:增加機台,家族的數量,來進行 後續的研究方向。參考文獻
Cheng, J., Kise, H., and Matsumoto, H., 1997. A branch-and-bound algorithm with fuzzy inference for a permutation flowshop scheduling problem.European Journal of Operational Research, 96, 578-590.
Cheng,T.C.E. and Wang G., 1998. Batching and scheduling to minimize the makespan in the two-machine flowshop. IIE Transactions, 30, 447-453.
Franca, P.M., Gupta, J.N.D., Mendes, A.S., Moscato, P., and Veltink, K.J., 2005. Evolutionary algorithms for scheduling a flowshop manufacturing cell with sequence dependent family setups. Computers & Industrial Engineering 48, 491-506.
Hendizadeh, S.H., Hamidreza, F., Mansouri, S.A., Gupta, J.N.D., and ElMekkawy, T.Y., 2008. Meta-heuristics for scheduling a flowline manufacturing cell with sequence dependent family setup times. Int. J. Production Economics 111, 593-605.
Javadia, B., Saidi-Mehrabadb, M., Hajic, A., Mahdavia, I., Jolaid, F., and Mahdavi-Amirie, N., 2008. No-wait flow shop scheduling using fuzzy
multi-objective linear programming. Journal of the Franklin Institute , 345, 452– 467
Kise, H., Cheng, J., Matsumoto, H., 1997. A branch-and-bound algorithm with fuzzy inference for a permutation flowshop scheduling problem. European Journal of
Operational Research, 96,578-590.
Lin, S.W., Ying, K.C., and Lee, Z.J., 2009. Metaheuristics for scheduling a
non-permutation flowline manufacturing cell with sequence dependent family setup times. Computers & Operations Research, 36, 1110-1121.
to schedule a flowshop manufacturing cell with sequence-dependent family setup times. International Journal of Production Research, 47, 3205-3217.
Metropolis, N., Rosenbluth, A., Rosenbluth, M., and Teller, A., 1953. Equation of State Calculations by Fast Computing Machines. J. Chemical Physics, 21, 6, 1087-1092
Mitrofanov, S.P., 1966. The scientific principles of group technology, National Landing Library translation, Yorkshire, Boston Spa, UK.
Naderi, B., Zandieh, M., Khaleghi, A., Balagh, G., and Roshanaei, V., 2009. An improved simulated annealing for hybrid flowshops with sequence-dependent setup and transportation times to minimize total completion time and total tardiness. Expert Systems with Applications, 36, 9625–9633
Pinedo, M., 2002. Scheduling Theory, Algorithms, And Systems, Second Edition,
Prentice Hall, 14-15.
Scott, W. and Meral, A., 2001. Dynamic programming algorithms for scheduling parallel machines with family setup timesm. Computers & Operations Research, 28, 127-137.
Schaller, J.E., Gupta, J.N.D., and Vakharia, A.J., 2000. Scheduling a flowline manufacturing cell with sequence dependent family setup times. European
Journal of Operational Research, 125, 324-339.
Webster, S., Azizoglu, M., 2001. Dynamic programming algorithms for scheduling parallel machines with family setup times machines with family setup times.
Computers & Operations Research, 28, 127-137.
Wu, M.C., Tai, P.H., and Chiou, C.W., 2011. A Comparison of Two Chromosome Representation Schemes Used in Solving a Family-Based Scheduling Problem.
to be presented in International Conference of Flexible Automation & Intelligent Manufacturing (FAIM), June, 2011, Taiwan.
呂佳玟,應用基因演算法與家族式派工於傳輸整合步進機在小批量情境下之排程 問題,國立交通大學,碩士論文,2009。 湯璟聖,動態帄衡機群排程的探討,中原大學,工業工程學系碩士論文,2003 馮正民、邱裕鈞,研究分析方法,1 版,新竹市:建都文化,民國 93 年。 戴邦豪,應用混合式染色體表達法於具順序相依家族整備時間之流線型製造單元 排成,國立交通大學,工業工程與管理系碩士論文,2010