i
國 立 交 通 大 學
機械工程學系
碩
士
論
文
嵌入式射出成型製品殘留應力之研究與改善
Study on the Reduction of Residual Stress in Insert Molding Products
研 究 生:葉人瑜
指導教授:徐瑞坤 教授
中 華 民 國 九 十 九 年 六 月
ii
嵌入式射出成型製品殘留應力之研究與改善
Study on the Reduction of Residual Stress in Insert Molding Products
研 究 生:葉人瑜 Student:Ren-Yu Yeh 指導教授:徐瑞坤 Advisor:Ray-Quan Hsu 國 立 交 通 大 學 機械工程學系 碩 士 論 文 A Thesis
Submitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master of Science
in
Mechanical Engineering
June 2008
Hsinchu, Taiwan, Republic of China
中華民國九十九年六月
i
嵌入式射出成型製品殘留應力之研究與改善
研究生:葉人瑜
指導教授:徐瑞坤教授
國立交通大學機械工程學系碩士班
摘要
嵌入式射出成型能省去組裝程序並提升組件強度而逐漸被廣泛應用於 產品設計上,但由於金屬嵌入件與塑膠的線膨脹系數差距甚大,導致成品 在經過熱循環等環境應力影響之後會從嵌入件附近產生開裂破壞。 本研究設計一含有圓柱嵌入件之平板試片,以四種不同模溫與嵌入件 溫度的射出參數製作試片,之後對試片施以退火處理,以觀察未接近圓柱 區域、塑料流經圓柱前後的殘留應力,以獲得嵌入件對塑件熱殘留應力與 流動殘留應力的影響,然後再以熱循環試驗與液態氮焠火探討殘留應力與 開裂破壞之間的關聯性。 實驗結果得知,嵌入件附近退火對殘留應力減低的效果會降低,並且 成型時嵌入件溫度越高退火所需時間越久,而開裂會出現在嵌入件附近殘 留應力的峰值處。 關鍵字:塑膠、嵌入式射出成型、殘留應力、開裂ii
Study on the Reduction of Residual Stress in Insert Molding Products Student: Ren-Yu Yeh Advisor: Dr. Ray-Quen Hsu
Department of Mechanical Engineering National Chiao Tung University
ABSTRACT
Insert molding is gradually adopted in the product design because it reduces the process of assembly and raises the strength of products. However, the coefficient of thermal expansion (CTE) difference between metal and plastic is significant. It induces crack around the insert parts when these plastic parts encounter temperature variation.
A flat specimen with cylindrical insert was designed. We made 4 types of specimens, each type with different mold temperature and insert parts temperature. We compared the residual stress around the insert part and areas away from insert part before and after annealing. Differences that the insert made on thermal residual stress and flow residual stress were discussed. We used temperature cycling and liquid nitrogen quenching to find the relation between cracks and residual stress.
Experiment results showed that the effect of annealing for decreasing the residual stress reduced in areas around the insert parts. Higher insert parts temperature in injection increased the annealing time for elimination of residual stress. The cracks appeared at peaks of residual stress.
iii
誌謝
白駒過隙,兩年碩士生涯很快就結束了,在這兩年中首先要感謝我的 指導教授徐瑞坤老師對我論文上的指導,因為有老師不斷灌輸我們做研究 的方法及態度,論文才能順利完成。感謝論文口試委員向四海教授、洪景 華教授以及陳仁浩教授對我論文上的指教,讓我的論文得以更加完善。 感謝在材料物性與成形實驗室的所有研究伙伴,博士班蔡毓斌學長、 梁達嵐學長、江維堂學長給予我研究上的意見與幫助,感謝我的實驗室同 學有毅、立群、俊億、偉仁陪我一起修課與學習,感謝實驗室的學弟,你 們讓實驗室天天都很歡樂。 最後最重要的,感謝我的家人,感謝父母與祖父母 20 幾年來對我的付 出與養育之恩,讓我在求學的路上順利沒有牽掛,感謝你們。 人瑜 謹識 2010.6iv
目錄
中文摘要………i 英文摘要………...ii 誌謝………..iii 目錄 ... iv 表目錄 ... vii 圖目錄 ... viii 第一章 緒論 ... 1 1-1 研究背景 ... 1 1-2 研究動機 ... 2 1-3 研究目的 ... 2 1-4 文獻回顧 ... 3 1-4-1 傳統射出成型參數 ... 3 1-4-2 熱處理 ... 3 第二章 研究內容與方法 ... 6 2-1 殘留應力概述 ... 6 2-2 裂紋與開裂 ... 9 2-3 嵌入式射出成型... 10 2-3-1 嵌入式射出成型優缺點 ... 10 2-3-2 嵌入式射出成型步驟 ... 11 2-3-3 射出成型製程各階段重點 ... 13 2-4 嵌入式射出成型製品殘留應力成因 ... 14 2-5 殘留應力量測法 ... 16 2-5-1 光的電磁波性質 ... 17 2-5-2 偏振光(polarized light) ... 19 2-5-3 平面偏光板(plane polarizer) ... 20v 2-5-4 雙折射(birefringence) ... 20 2-5-5 垂直入射下的二維應力光學定律 ... 21 2-5-6 剪應力差積分法(shear-difference method) ... 24 2-6 降低殘留應力之方式 ... 26 2-6-1 調整射出成型參數 ... 26 2-6-2 熱處理 ... 28 2-6-3 嵌入式射出成型之限制 ... 28 2-7 熱循環(temperature cycling)與塑件破壞 ... 29 2-7-1 熱循環簡介 ... 29 2-7-2 熱循環的破壞誘發 ... 30 2-7-3 熱循環應力篩選參數 ... 30 2-8 總結 ... 31 第三章 實驗規劃與流程 ... 40 3-1 實驗規劃 ... 40 3-2 實驗試片 ... 40 3-2-1 試片尺寸 ... 40 3-2-2 試片材料 ... 40 3-2-3 試片成形條件 ... 41 3-2-4 試片量測位置 ... 41 3-3 實驗設備 ... 41 3-3-1 射出成型模具 ... 41 3-3-2 光彈應力觀測儀 ... 42 3-3-3 加熱爐 ... 42 3-3-4 恆溫水槽 ... 42 3-3-5 冷凍庫 ... 43 3-4 實驗步驟 ... 43 3-4-1 退火實驗步驟 ... 43 3-4-2 熱循環實驗步驟 ... 44 第四章 實驗結果分析與討論 ... 52 4-1 實驗結果概論... 52 4-2 PC 試片實驗分析 ... 52 4-2-1 PC 試片 A 區 ... 52
vi 4-2-2 PC 試片 B 區 ... 53 4-2-3 PC 試片 C 區 ... 54 4-2-4 試片破壞結果 ... 54 4-3 PS 試片實驗分析 ... 55 4-3-1 PS 試片 A 區 ... 55 4-3-2 PS 試片 B 區 ... 56 4-3-3 PS 試片 C 區 ... 56 第五章 結論與未來展望 ... 85 5-1 結論 ... 85 5-2 未來展望 ... 86 參考文獻 ... 87
vii
表目錄
表 2- 1 應力篩選相關規範 ... 33 表 2- 2 各家廠商熱循環參數 ... 33 表 3- 1 聚碳酸酯樹脂(PC)材料性質 ... 45 表 3- 2 聚苯乙烯(PS)材料性質 ... 45 表 3- 3 不鏽鋼線 SUS304 材料性質 ... 46 表 3- 4 PC 試片射出成型參數(正雄 100 噸射出機台) ... 46 表 3- 5 PS 試片射出成型參數(正雄 100 噸射出機台) ... 46 表 3- 6 PC 試片實驗變因參數表 ... 47 表 3- 7 PS 試片實驗變因參數表 ... 47 表 4- 1 PC 原試片殘留應力表 ... 57 表 4- 2 PC 原試片熱循環 6 次殘留應力表 ... 58 表 4- 3 PC 退火 1Hr 試片殘留應力表 ... 59 表 4- 4 PC 退火 1Hr 試片熱循環 6 次殘留應力表 ... 60 表 4- 5 PC 退火 3Hr 試片殘留應力表 ... 61 表 4- 6 PC 退火 3Hr 試片熱循環 6 次殘留應力表 ... 62 表 4- 7 PS 原試片殘留應力表 ... 63 表 4- 8 PS 原試片熱循環 6 次殘留應力表 ... 64 表 4- 9 PS 退火 1Hr 試片殘留應力表 ... 65 表 4- 10 PS 退火 1Hr 試片熱循環 6 次殘留應力表 ... 66 表 4- 11 PS 退火 3Hr 試片殘留應力表 ... 67 表 4- 12 PS 退火 3Hr 試片熱循環 6 次殘留應力表 ... 68viii
圖目錄
圖 2- 1 Craze and Crack ... 34
圖 2- 2 全自動嵌入式射出成型展示機 ... 35 圖 2- 3 各種嵌入式成型製品 ... 35 圖 2- 4 射出成型製程步驟 ... 36 圖 2- 7 射出噴泉模流示意圖 ... 37 圖 2- 5 射出機之射出單元 ... 37 圖 2- 6 螺桿三段區域示意圖 ... 37 圖 2- 8 波片中沿著主軸 1 與主軸 2 傳播的光波 ... 38 圖 2- 9 兩個穿透成分的相對波長相平移δ ... 38 圖 2- 10 PC 經退火後機械性質改變示意圖 ... 38 圖 2- 11 主應力分離方法之參考模型 ... 39 圖 2- 12 τxy 值沿 x 軸之分佈示意圖 ... 39 圖 3- 1 研究流程圖 ... 48 圖 3- 2 試片尺寸圖 ... 49 圖 3- 3 應力量測點示意圖 ... 49 圖 3- 4 模具示意圖 ... 50
ix 圖 3- 5 光彈應力觀測儀 ... 50 圖 3- 6 加熱爐 ... 51 圖 3- 7 恆溫水槽 ... 51 圖 3- 8 冷凍庫 ... 51 圖 4- 1 PC 試片 A 區不同狀態下殘留應力比較圖 ... 69 圖 4- 2 PC 試片 B 區不同狀態下殘留應力比較圖 ... 70 圖 4- 3 PC 試片 C 區不同狀態下殘留應力比較圖 ... 71 圖 4- 4 PS 試片 A 區不同狀態下殘留應力比較圖 ... 72 圖 4- 5 PS 試片 B 區不同狀態下殘留應力比較圖 ... 73 圖 4- 6 PS 試片 C 區不同狀態下殘留應力比較圖 ... 74 圖 4- 7 PC 原試片光彈圖... 75 圖 4- 8 PC 原試片熱循環 6 次光彈圖 ... 75 圖 4- 9 PC 退火 1Hr 試片光彈圖 ... 76 圖 4- 10 PC 退火 1Hr 試片熱循環 6 次光彈圖 ... 76 圖 4- 11 PC 退火 3Hr 試片光彈圖 ... 77 圖 4- 12 PC 退火 3Hr 試片熱循環 6 次光彈圖 ... 77 圖 4- 13 PS 原試片光彈圖 ... 78
x 圖 4- 14 PS 原試片熱循環 6 次光彈圖 ... 78 圖 4- 15 PS 退火 1Hr 試片光彈圖 ... 79 圖 4- 16 PS 退火 1Hr 試片熱循環 6 次光彈圖 ... 79 圖 4- 17 PS 退火 3Hr 試片光彈圖 ... 80 圖 4- 18 PS 退火 3Hr 試片熱循環 6 次光彈圖 ... 80 圖 4- 19 注塑導致嵌入件彎曲示意圖 ... 81
圖 4- 20 PC 原試片開裂 (case1 & case2) ... 81
圖 4- 21 PC 原試片熱循環 6 次後開裂 (case1 & case2 & case3) ... 81
圖 4- 22 以 ABC 應力分佈建模 ... 82 圖 4- 23 應力模型與實體模型對正並分割 ... 82 圖 4- 24 case1 原試片與熱循環後應力分佈與破壞區比對 ... 83 圖 4- 25 case2 原試片與熱循環後應力分佈與破壞區比對 ... 83 圖 4- 26 case3 原試片與熱循環後應力分佈與破壞區比對 ... 84 圖 4- 27 PS 試片不規則彎曲 ... 84
1
第一章 緒論
1-1 研究背景
嵌入式射出成型廣泛應用於各種塑膠商品中,如通訊設備、電腦相關 產品、汽機車、閥類製品、IC 晶片、醫療器具等等,近年來更因為 3C 產 品講求輕薄,為了減低設計以及製程上的困難,嵌入式射出成型的運用機 會逐漸提升。 嵌入式射出成型雖然有省去組裝程序、強度提升等優點,但是在產品 造型、模具結構、嵌入件影響,甚至是機台調整以及製造成本考量的限制 下,塑膠產品的外觀缺陷有包風現象、毛邊、外觀的刮傷、短射、結合線 (Weld line)、還有殘留應力造成產品翹曲、精度不佳、開裂等等問題, 仍然是目前在產品開發或生產產品過程中必須花費大量時間,金錢及技術 克服的困難。2
1-2 研究動機
由於經濟考量,射出成型製程都會盡量縮短成形時間,因此在塑膠熔 膠快速冷卻條件下,容易產生外觀缺陷以及殘留應力等問題;而嵌入式射 出成型除了一般射出製程會有的問題之外,有時嵌入件周遭會出現開裂, 使產品良率大幅下降。 嵌入式射出成型開裂的問題不一定在製作完成時就會出現,往往是等 到出貨之後因環境應力(通常為熱循環)影響才發生,這也增加了解決問題的 困難度,然而嵌入件周遭殘留應力的變化,以及此變化對開裂破壞的關聯 性尚未有系統性的研究整理出現。1-3 研究目的
本研究主要方向即為觀察嵌入式射出的製品在經過各種熱循環條件影 響後開裂或者殘留應力改變的情況,再以加溫嵌入件、熱處理等方式改變 試片內殘留應力,觀察其對熱循環應力篩選結果是否有幫助,希望能找出 溫度對成品影響的關聯性,並進一步研究改善之方法。3
1-4 文獻回顧
目前當塑膠成型廠遇到翹曲、開裂等問題時,會採取的改善方式通常有 二:改變成型參數以及熱處理。1-4-1 傳統射出成型參數
射出成型製程參數可分為速度、溫度、時間、壓力等等,各種參數會 互相影響,各家公司有各自的經驗法則,並無一定之標準。 2002 年黃東鴻[1]利用田口法訂定射出參數組合(塑料溫度、模具溫度、 保壓壓力),並以高度計與剝層法量測薄殼射出件的翹曲變形與殘留應力, 結論為塑料溫度高、模溫高、保壓壓力高則變形量較小,並且溫度效應大 於壓力效應。 2008 年張淙賢[2]以調整塑料溫度與模溫方式改善 LED 嵌入式射出成 型模條翹曲情況。1-4-2 熱處理
1976 年 So 與 Broutman[3]探討了退火與焠火對塑件機械性質的影響,4 並推測殘留應力會影響內部裂紋的成長。
1983 年 Isayev [4]將自由射出的平板試片焠火,並量測光彈,發現雖然
熱殘留應力比流動殘留應力大一個數量級,但焠火後試片的光彈比注塑試
片小一個數量級,即流動殘留應力對分子取向影響較大。
1997 年 Korea 的 Choi, Broutman [5]提出熱處理影響塑件密度與殘留
應力之釋放,並且釋放殘留應力方面,溫度影響比時間更加敏感。
2001 年 Sanchez 與 Hornberger[6]提出將硬碟之塑膠 actuator arm,加以
不同熱處理時間(範圍:2hr~24hr),期間並以 holographic interferometry 即
時紀錄並重建 tines 之位移量,holographic interferometry 基本上就是光學量
測儀,能夠紀錄並比對 tines 之移動,在此當作是放殘留應力之效果。並且
證明此種方法是非常適合觀察塑膠製品之殘留應力存在。但是以光學量測
儀測量表面位移量判斷殘留應力之釋放效果,是否能正確判別殘留應力已
經釋放結束,或是仍有殘留應力存在,仍然需要驗證。
2001 年 Chen 等人[7]使用 Rapid thermal response(RTR) molding 技術,
並以光彈法觀察成形試片,發現此法可以大幅改善薄件射出成型的殘留應
5 2007 年 Na 與 Lv[8]提出,將厚度 0.5mm 之 PP 材質試片,先放置於 200℃ 環境中 5 分鐘後,加以急速冷卻。再放置於 160℃環境中 1.5 小時,與未處 理試片加以比較。並以雙邊缺口試片進行衝擊測試,結果退火後之試片, 斷面較為平整,原因是退火過程中,結晶度提高因此材料排列整齊之區域 增加而使材料偏向於脆性,而未退火試片則因為材料結晶度較低大部分高 分子鏈糾結而呈現延性破斷。 2008 年韋仁旌[9]利用 PC 與 PS 透明試片經過退火處理後,使之降低殘 留應力,再以光彈法量測並計算等效應力值,得知退火可明顯改善殘留應 力,並得到結論: 1. 非結晶性材料退火處理時,殘留應力降低效果隨厚度增加而增加。 2. 塑膠材料以退火處理降低殘留應力有其降低之極限,達到極限後再予 以退火無法再次降低。 3. 塑膠材料在退火時,殘留應力降低之原因主要因為高分子鍊移動、排 列,因溫度梯度造成之熱應力並不是影響因素。
6
第二章 研究內容與方法
2-1殘留應力概述
當塑膠製品在應用上發生破裂或破壞時,就材料力學的觀點,即代表 該塑膠件在破壞區域上所承受之應力數值總合超過了該材料之材料強度 [10][11]。因此要解決製品在使用上的破壞或破裂問題,就必須要增加材 料強度或減少製品之應力值。塑膠製品承受的應力作用通常可依照來源區 分為外部應力及內部應力兩種,外部應力是製品在使用時因遭受外力作用 而造成之應力,此部分將依產品應用場合而定,通常無法控制其程度,一 般在設計上會依照常態之外部應力值,乘上安全係數來設計產品之強度。 而內部應力通常是塑膠製品在加工過程中所產生而留存在於成品內部。 所 以要有效解決塑膠製品破壞問題,唯有降低內部殘留應力作用或提高材料 強度兩種方法。 塑膠材料由於具有高黏度特性,所以一般在成型加工時都需要利用高 溫、高壓等加工條件來降低塑膠熔膠黏度至容易加工之範圍,另外由於塑 膠具有較低之熱傳導係數,為熱的不良導體,所以在高溫後需要長時間才 能達到均勻溫度之冷卻。7
然而現代塑膠射出成型製程,一般為求經濟效益快速生產,所以對於
射出成型週期都盡量縮短,而所對應之射出成型條件即要求射速快、冷卻
時間短;然而射出與保壓的過程中,模內非等溫流動造成的剪切應力被過
快的冷卻所凍結,會導致塑品產生流動殘留應力 ( Flow residual stress),同
時因為塑件成型時膨脹收縮受到模具限制,快速冷卻時溫度分佈不均,冷
卻層從外而內推進,塑件各部位降至玻璃轉化點的時間不一而導致應力產
生,稱為熱殘留應力 ( Thermal residual stress),通常熱殘留應力比流動應力
殘留大一個數量級。 殘留應力對塑膠製品的影響常見的有下列幾種: 1. 塑膠製品的外觀尺寸變形及翹曲問題 由於剪切流動造成分子鏈的排向或是由於成品幾何造成流動的定向效 果,在塑膠製品脫模時容易因應力鬆弛而造成尺寸發生變形,另外由於塑 膠製品尺寸的不對稱性或在製品厚度方向冷卻收縮的不平衡性,所形成的 熱應力都將造成成品在脫模後發生翹曲變形現象。此現象對於尺寸精密度 有要求或有組裝搭接需求之塑膠射出製品,將會是一大問題。
8
2. 環境應力破壞(Environment Stress Cracking , ESC)
環境應力破壞當屬塑膠製品在使用上比例最高的破壞型式,例如太陽 UV 光照射破壞、老化破壞、氣候性乾溼冷熱循環破壞等等,其他像塑膠件 的蠕變性破壞、疲勞性破壞等,殘留應力的存在都是遠因之一。 3. 塑膠製品在使用上或二次加工上發生問題 例如表面接著、表面電鍍或表面塗裝等加工方法,都會因為塑膠製品 表面高度分子定向之高應力情況,而產生介面不相容性。 另外如接觸到溶 劑、化學品等也會造成在應力區域的加速劣化。 總括而言,塑膠殘留應力是指塑膠製品在經過成型或二次加工過程後, 在無外力作用下或無溫度梯度存在時,物體內部仍然維持承受應力之狀況。 也就是塑膠分子結構並非處在最低能量之最穩定狀態,分子鏈受到流動定 向影響或是受到周圍分子鏈之拘束,而呈現不穩定之高能量狀態,所以一 旦有外界能量給於此受應力作用之分子鏈時,則此分子鏈將極易釋放出應 力而達到穩定之組態。
9
2-2裂紋與開裂
高分子物質所發生的裂紋(craze)、開裂(crack)破壞,其微觀區別為:分子 局部配向影響所致出現細微空洞為裂紋,分子鏈間完全斷裂則為開裂,裂 紋累積一定量之後有機會斷開形成開裂,見圖 2- 1[12]。 一個開裂破壞依照時間前後可分為開始、成長、停止三個階段。 [10][11] 1. 開始階段:承受應力到產生裂紋的期間長短會因環境條件而有差異,也 因此我們可以利用溶劑、紫外線或熱循環等等方式加速開裂的產生; 這期間相當於超過發生裂紋所必須能量障壁的時間或發生點分子移動 的時間,發生點為聚合物中不均勻的部分,通常會由物品表面向內部 成長。 2. 成長階段:開始發生裂紋後,由於其周遭聚合物接連降伏,導致裂紋 越來越大,周遭聚合物會急速重新分子配向,造成裂紋寬度的成長。 3. 停止階段:停止的原因很多,一是裂痕變大導致周遭應力被分散,殘 留應力值降到破壞值以下,也有可能遇到異物而被強制終止。 當破壞尚在裂紋狀態時,利用退火是有效消除的,原因為退火能讓應10 力集中處的分子重新配向,成為較穩定的狀態。
2-3 嵌入式射出成型
嵌入式射出成型(insert molding)是射出成型製程中一種常見的方法, 也有人稱之為埋入射出或鑲件射出,嵌入式射出成型機常搭配機械手臂等 機構自動放置嵌入件(圖 2- 2),再施以傳統射出,用以簡化組裝製程,減少 整體製程花費時間;常見的製品有連結器、各種閥、3C 產品外殼、LED 等 等,見圖 2- 3。2-3-1 嵌入式射出成型優缺點
其優點為: 1. 結合塑膠(易組裝、複雜造型的製造成本低、自我潤滑、重量輕、不生 鏽與絕緣)與金屬特性(高強度、高硬度與良好導電性)兩者結合加強零 件的功能與特性,可減少產品體積。 2. 塑膠與嵌入件一體化,無相對位置偏移,機械強度大,提升裝配生產 性、自動化性、可靠度。11 3. 大部分難以組裝的小型零件,精密及複雜零件可直接嵌入模具,取代 二次組裝,提升生產效率。 缺點如下: 1. 大件的嵌入件在塑膠中容易應力集中。 2. 因結合兩種或兩種以上的不同性質的材質,其熱膨脹係數不同,易造 成變形或破壞。 3. 須加裝自動化操作設備:定位、棘輪、進料裝置等等。 4. 然而最大的問題則是多種材質結合在一起,報廢料件回收困難。
2-3-2 嵌入式射出成型步驟
傳統射出成型最基本的步驟就是充填、保壓、冷卻、螺桿鬆退及頂出 固化塑料等步驟,如圖2- 4,而嵌入式射出成型即是充填之前增加在模具中 置入嵌入件這一步驟再進行傳統射出成型。 射出成型機的構造中,一般是使用往復式螺桿進行射出機之進料、熔 膠及充填,其中螺桿之旋轉乃利用油壓作動來完成。圖2- 5所示為射出機之12 射出單元:塑料從進料筒以一般重力的方式落入料管,旋轉螺桿將塑料推向 料管之加熱區。由於螺桿旋轉是以高速進行,在將塑料推向加熱區的同時, 其螺牙對塑料所施予的剪切作用會產生極大的剪切熱,促使塑料提前熔化, 以確保塑料在獲得加熱區之熱源後,能夠達到完全熔融的狀態。圖2- 6為單 螺桿之三段區域示意圖,當熔融的塑料從進料區被推向計量區時,由塑料 對螺桿螺牙所施與的反作用力,將迫使螺桿向後退至原先設定位置,螺桿 轉動才會停止。此時料管前端已儲存足夠的射膠量,等待接著而來的充填 製程。 由於塑膠熔融狀態時之密度較塑膠冷凝為固態時之密度為小,而冷凝 後體積則相對縮小,保壓製程即是為了改善這種情形而設計,當模穴充填 完畢後,再以較高的壓力將模穴外的熔膠再次擠入模穴,並持續一段時間 後,使模穴內塑膠熔膠密度提高,以彌補冷卻後所收縮的體積。 冷卻的目的是將熔膠所含的熱量移除,使塑料從黏稠的熔膠凝結成為 固體狀態,以利成品於脫模時被頂出。模具中冷卻系統效率是影響冷卻時 間的主要因素,依不同模穴的幾何形狀、位置及大小等,必須設計不同冷 卻系統。冷卻劑的不同、冷卻管路相對位置、冷卻管路的大小及冷卻溫度
13 設計等因素都影響到冷卻時間長短及冷卻系統之效益。 料管內之塑料經高溫融化又經壓縮,當螺桿停止轉動後,塑料會膨脹 從射嘴流出,為使膨脹熔膠不從射嘴流出,故需在射膠動作結束時,將射 膠螺桿後退少許,以增加料管前端之空間,使塑料有多餘的空間膨脹而不 至於從噴嘴流出。最後打開模穴,將成品、澆道系統及廢料頂出。
2-3-3 射出成型製程各階段重點
1. 塑化過程要完全熔化且溫度需一致。 2. 充滿模穴時,模內各處溫度要盡量一致,並且模穴內各處之固化層厚度 盡量小且一致,才能有效傳遞保壓階段之壓力。 3. 充填過程波前速度要穩定,使表層分子拉伸程度及剪切應力一致。 4. 保壓階段模穴各處壓力保持一致,才能有相同的收縮率。 5. 冷卻過程中模穴各處壓力與溫度降低速率應一致,才能有一致之密度。 6. 參數設定不要超越塑料之性質極限,如溫度、剪切率、剪切應力,以免 破壞塑料分子。14 模溫控制之所以重要,是因為模溫高低與冷卻速率將大為影響塑膠製 品之外觀尺寸精度與殘留應力發生,其影響包括以下三點: 1. 對成形性及成形效率而言,模溫高則流動性佳。模溫低則能夠縮短固化 時間,提高效率。 2. 對成形品物性而言,模溫高則塑膠材料之結晶度高,表面性質較佳。模 溫低則材料迅速固化,容易不均勻冷卻造成殘留應力。 3. 對防止成品變形而言,冷卻不足容易發生收縮下陷。冷卻不均則容易收 縮不平均,引起翹曲、扭曲。
2-4 嵌入式射出成型製品殘留應力成因
通常塑膠製品常見之內部應力可分為兩種,一種是剪切流動造成之流 動應力,另一種是冷卻收縮所造成之熱應力。塑膠材料在成形過程中會因 為高剪切作用造成分子鏈結構的高度定向現象,此種是屬於熔膠剪切流動 所形成之應力,另外因為不均勻之冷卻造成塑膠製品內分子鏈的不均勻收 縮,當塑膠熔膠之溫度快速冷卻至塑膠材料的玻璃轉換點以下時,冷卻收 縮造成分子鏈間應力無法完全釋放,此種是屬於冷卻所形成之熱應力。15 另外結晶性材料之不平衡結晶作用,因為結晶區域會比非結晶區域排 列的較為整齊,因此體積收縮較多,使塑膠製品產生不均勻收縮時的拉伸 與壓縮應力,以及模穴壓力對不同位置分子鏈之不同影響,例如不同形狀 尤其是形狀較為複雜的模穴,塑料熔膠流動時的速度差與壓力不同都可能 使剪切應力無法釋放形成殘留應力[13]。 由塑膠製品厚度方向觀察,可依分子鏈之微觀結構差異,來區分不同 之區域,參考圖 2- 7:其中固化層為塑膠充填時緊貼兩側模壁,瞬間冷卻固 化的高分子鏈定向層,此部分會因為射出成型之噴流效應,而使分子鏈排 向方向與流動方向相反;而流動高剪切層是塑膠充填時緊靠固化層的高剪 切區域所形成的分子鏈定向層,由於與固化層具有最大之速度差,所以會 形成最大之剪切流動應力效果,塑膠充填結束時本區定向層尚未完全凝固, 而外層之固化定向層有絕熱效果,使流動高剪切層熱散失不至過快,另外 由於高剪切作用會產生剪切加熱作用,所以本區也是溫度最高之區域。 而熔膠流動層位於中心層因熔膠高溫及冷卻時間足夠,分子鏈有足夠 時間鬆弛定向,故無高分子鏈定向行為,高分子鏈彼此之間較無剪切作用 現象,若產品厚度有變化,則主要會影響熔膠流動層厚度,若是薄件成品
16 則熔膠流動層的厚度將會變小。 除了在成品厚度方向上下表面有一薄層固化層外,大部分區域是屬於 熔膠流動層,而這區域主要之內部應力形成是由於不均勻冷卻造成,塑膠 件厚度方向之冷卻是由與模壁接觸之成品表面開始向成品內部延伸,所以 中心層是最慢冷卻之位置。 因此當塑膠成品成形後,開始進行冷卻階段時, 在某一特定位置上之分子鏈會受到其外部已冷卻收縮之分子鏈牽引,會受 到較早先冷卻收縮之分子鏈的拉伸應力。 在成品厚度方向靠近表面之區域, 分子鏈是處在壓縮應力狀況,而內部區域是處於拉伸應力狀況。 當塑料流至嵌入件周遭時,等同於遇到大角度改變的模壁,導致此處 的熱應力與流動應力改變劇烈,形成殘留應力;再者因為嵌入件與塑料材 質不同,熱膨脹係數相差許多,在製品冷卻之後二者互相影響又會對組件 的殘留應力分布增加額外的影響。
2-5 殘留應力量測法
殘留應力常用的量測方法有數種:剝層法 (layer removal method)、鑽孔
17 剝層法因能得到平板試片厚度方向應力分佈而廣泛應用[14],但此法是 建立在以下假設上: (1)剝層操作中不能改變試片原本的應力分佈(2)在平板 試片的平面方向應力分佈是均勻的(3)材料本身為純彈性體。當厚度均勻的 薄層從試片表面剝下,其應力平衡即被破壞,試片彎曲,此時透過測量曲 率便可推算試片上截面的殘留應力。 鑽孔法基礎原理同剝層法,是利用鑽孔後的應力平衡破壞造成局部應 變再加以量測換算;通常都應用在大型工件殘留應力的量測,其優點包含 可攜帶性、可靠性,而且可以快速的量測應力。鑽孔法的鑽孔直徑約為 0.8mm 至 4mm 左右,對於量測表面以下一定深度的殘留應力分布最為有效。 以上二種方法皆為破壞性試驗,對需要對同一試片做多次觀測的本研 究並不適合,所以選擇非破壞性試驗的光彈法進行觀測,並且塑料皆使用 透明材料,以下各節介紹光彈法的原理與計算方式。
2-5-1 光的電磁波性質
光同時具有粒子及波動之特性,並且光波可在真空中傳遞是屬於電磁 波之一種,光的產生是藉由電荷振動所釋放之輻射波。光線自光源射出時, 朝各個方向傳播,而每一道光射線都是由一群不同波長的光波所組成,其18 中每一個波都可視為隨時間與空間作正弦變化的一個光向量。假設有一個 光波,具有波長 λ 與振幅A ,沿z 方向以速度 c 傳播,其數學描述如下 [15]: a(t, z) = A sin λ π 2 (z -ct) (1) 若波的觀察點固定在z 軸上的某一點,波的敘述如下: a(t) = A sin λ π 2 = A sin ωt (2) 其 ω = 2π f ,為波的圓周頻率(circular frequency),週期定義為 T =λ/c,頻率為f = 1/T(Hz)。可見光的顏色與光的波長或頻率有關,由 深紅色(360×1012 Hz)到深紫色(770×1012 Hz)。若光向量是由相同頻 率的成分所組成時,則可稱為單色光(monochromatic light)。因為每一個 光波可視為一個光向量,並可分解成兩個垂直的分量,如圖 2- 9。例如:(2) 式中的波 a(t)在x 與 y 方向的成分分別如下: ax (t) = A cos ϕ × sin ωt (3) ay (t) = A sin ϕ × sin ωt (4)
19 所以波 a(t)可視為兩個沿 z 方向傳播且在x 與y 方向作波振動之 向量和。
2-5-2 偏振光(polarized light)
所以若以自然光來做一些如干涉、繞射等分光光譜觀測時,將會因為 各方向光波的互相干擾而無法辨識。因此為方便於光譜觀測及便於以簡單 數學方程式來表示,所以一般常用單方向之光波來作為光源,而所謂單方 向光源則是利用將白光光源,通過一單方向之光學偏光片,使其通過之光 波都固定在一特定之方向上。 偏振光有三種形式: 1. 平面(plane)偏振光:當光向量被限制在一個單一平面。 2. 圓(circular)偏振光:當光向量沿z 方向傳播時,光向量尖端軌跡呈圓 形螺旋的形狀。 橢圓(elliptical)偏振光:類似圓偏振光,光向量尖端軌跡呈橢圓螺旋的形 狀。20
2-5-3 平面偏光板(plane polarizer)
由光學材料做成的平面偏光板可通過平行於平面偏光板之光軸的成分 而吸收橫向的成分,簡單拿兩片平面光學偏光片依前後放置在一白光光源 前,當白光通過第一片偏光片時已成一單方向光波,若旋轉第二片偏光片 觀察時,將會發現當兩片平面偏光片成平行時,可見到白光通過。但若兩 片平面偏光片成垂直時,則呈黑暗無光線通過。2-5-4 雙折射(birefringence)
對於一些透明的材料,偏振光通過材料時,折射率會隨面內(in-plane) 應力的作用而變化。即為光向量分解為兩個正交成分且以不同的速度通過 的光學特性。其最小與最大折射的主軸互為正交,分別稱為快軸(fast axis)與慢軸(slow axis)。具有這類特性的材料稱為雙折射(doubly refracting 或
birefringent),而且被用來製作波片(wave plate)。
考慮一個厚度為h 的波片,設(n1 ,c1)與(n2 ,c2) 分別為沿著主軸
1與主軸2的(折射率,光傳播速度)。若n2 > n1,則c1 > c2 ,其中主軸1 為
21 皆有一個角度,則從波片中生成的光會有在沿兩個主軸方向的成分, 而且 分別會有δ1 =(n1 −1)h 或 δ2 =(n2 −1)h 的相平移。若n2 > n1,則相 平移為δ2 > δ1 。 如圖2- 10所示,兩個穿透成分的相對波長相平移δ為: Δ = δ2 − δ1 = h(n2 − n1) (5) 而其相對角度相平移Δ為: Δ=(2π / λ)δ = 2πh / λ(n2 − n1) (6)
2-5-5 垂直入射下的二維應力光學定律
存有應力之塑膠材料中,在特定平面上可將應力分成兩個主軸應力, 此兩主軸不均勻之應力將使材料產生兩個不同的折射率。因此光要通過此 材料時,沿二個主應力方向振動的光波彼此有不同的速率,穿出材料時, 則會有相對速度差產生。而此相位差將正比於平面上的兩個主軸應力差。 光彈最常見的應用為二維平面應力結構的問題。光彈分析的基礎為當 施以一個二維應力的狀態下,一些透明材料的光學特性會因此而改變。二22 維應力光學定律是指一透明塑膠材料受應力作用時將產生雙折射現象,當 光線穿透具雙折射率材料時,光在材料內行進之速度也會不同,而且在模 型中任何一點的主應力軸會變成板中的快軸與慢軸,因此折射率為應力狀 態的函數,然而不像波片一樣,光彈材料並不會將光偏振,而是折射率會 隨快軸與慢軸作連續變化。 當偏極光進入有應力作用之雙折射材料時,光 線會分為較快速及較慢速兩光束,其速度差相對距離則稱為相位差或遲延 (retardation ,R)。其折射率亦會隨著所受應力變化而改變,當物體的應 力狀態和光交互作用,則可由光彈條紋可推知物體的應力狀態。光彈性量 測應力的方法其主要優點在於可瞭解產品於外力作用瞬間或成形加工後, 其整體的應力場分佈,並可實際用於產品檢測上。 光源若使用白光的話,光彈條紋是彩色的條紋,根據應力條紋對照表 可以得到某一種顏色的條紋代表某階的條紋(fringe order)。而使用單色 光當作光源時,透明塑膠材料遭受應力時在單色的光彈條紋中,粗線的地 方代表該點之主應力方向與x軸(或y軸)平行。因此兩道光之相位差為 整數波長,因而造成光場之明暗條紋,光場之條紋可以肉眼觀察,條紋越 密集的地方,表示應力愈大,亦是應力集中的地方,也是材料最先開始發 生破壞之處,是應力偏光儀量測觀察應力之原理。
23 應力狀態下的折射率的原理是由 Maxwell 所提出。根據他的觀察,折 射率的改變為主應力軸的線性方程,其關係表示如下: n1-n0 = P11 ×σ1 + P12 ×σ2 (7) n2-n0 = P11 ×σ2 + P12 ×σ1 (8) 其中n0為在未受應力狀態下的折射率,σ1與 σ2 為主應力軸, n1 與 n2 為與 σ1 軸與 σ2軸結合的折射率, P11 與P12為應力光學常數 (stress-optic coefficients)。 由(7)與(8)兩式相減得到: n2-n1 = (P12-P11)(σ1-σ2 ) = c (σ1-σ2 ) (9) 其中c = P12 − P11為相對應力光學常數。可改寫為 n2-n1 = Δλ /(2πh)即為 σ1-σ2 = Δλ /(2πhc) 得到:σ1-σ2 = Nfσ / h (10) 由應力偏光觀測所得之干涉光譜條紋,可計算出材料之雙折射率及主
24
應力差。其中N 為 fringe order,以及 fσ = λ/c 表示材料條紋常數
(material fringe value),單位為「應力-長度」。若N 可計算出來,
且對於特定材料的fσ已知,主應力的差即可求出。
2-5-6 剪應力差積分法(shear-difference method)
由於為了計算等效應力值,只有主應力差值並不夠,因此必須要分離 最大與最小主應力值。 理論推導:[16] [17][18] 假設σz =0 時,等效應力可表示為: 0 = ∂ ∂ + ∂ ∂ y x xy xτ
σ
, =0 ∂ ∂ + ∂ ∂ x y xy yτ
σ
(11) 將其改寫為 x y xy y ∂ ∂ − = ∂ ∂σ
τ
與 y x xy x ∂ ∂ − = ∂ ∂σ
τ
兩邊積分得( )
x y x xy x ∂ ∂ ∂ − =σ
∫
τ
σ
0 ,( )
y x y xy y ∂ ∂ ∂ − =σ
∫
τ
σ
0 (12)25 由 Finite difference 來進行微分及積分:
( )
∑
∆ ∆ ∆ − = x y x xy xτ
σ
σ
0 ,( )
∑
∆ ∆ ∆ − = y x y xy yτ
σ
σ
0 (13) (σx)0、(σy)0 為已知點之應力。 θσ
σ
τ
sin2 2 2 1− × = xy ,由 Fringe Order(N)可得到σ1-σ2,θ為等傾 角,求出σx與σy後,帶入(
σ
σ
)
(
σ
σ
)
σ
1 1 2 2 1 2 1 + + − = x y (14)(
σ
σ
)
(
σ
σ
)
σ
2 1 2 2 1 2 1 + − − = x y (15) 並求出等效應力:(
)
2 2 2 1 2 2 1 2 1σ
σ
σ
σ
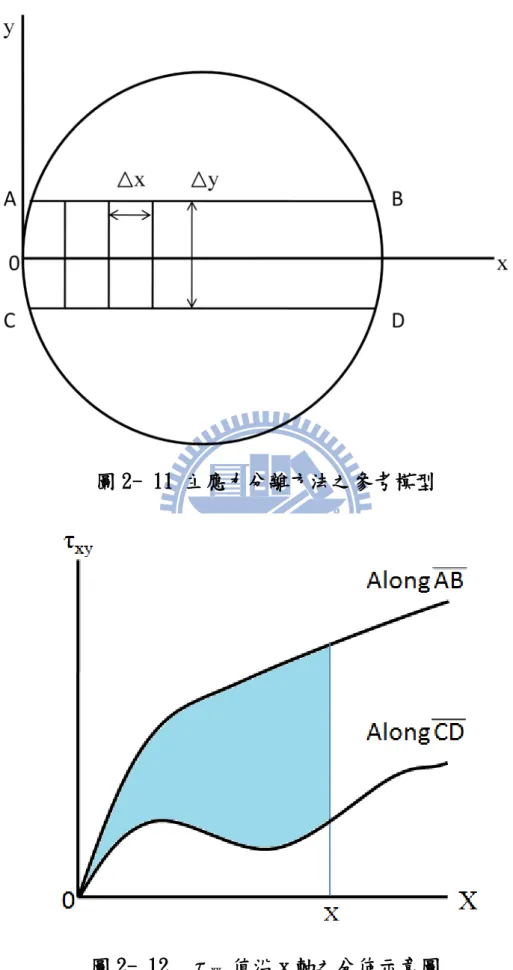
σ = − + + (16) 實際測量試片步驟: 首先參考圖 2- 11,所求目標為 x 軸上間隔∆x之所有點之最大主應力值 與最小主應力值,因此在實際試片上選擇 x 軸與 y 軸之位置後,在 x 軸上 從 x=0 開始以間隔∆x標記量測點,並於 x 軸兩側距離為 ∆y 2 1 處分別畫出 AB 與CD,在AB與CD上標記相同 x 座標之量測點。26 測量 x 軸、AB、CD上所有量測點之光彈條紋級數與等傾角值,等傾 角值為偏振軸相對於試片之 x、y 軸偏轉角度,將AB與CD上所有點之數據 帶入
τ
σ
σ
sin2θ 2 2 1− × = xy ,因為試片邊緣 x=0 處剪應力、σx為零,可以得 到沿AB、CD之剪應力分佈,如圖 2- 12,沿AB、CD在 x 座標等於 x 時,AB 與CD圍成之面積即為∑
∆τ
xy∆x,此面積除以∆y即可得到 x 軸上各點之σx, 再將 x 軸各點之光彈條紋級數與等傾角值帶入:(
σ
σ
)
θσ
σ
y= x− 1− 2 cos2 (17) 由此逐步求出 x 軸上各量測點之等效應力值。2-6 降低殘留應力之方式
降低殘留應力之方式主要有兩種,一是調整射出成型之參數,另一則 為熱處理,針對嵌入件附近的做法則大都是局部改變肉厚、局部加熱以及 熱處理[19][20]。2-6-1 調整射出成型參數
塑膠製品為了節省生產成本,大多以調整射出成型之參數來降低塑膠27 製品之殘留應力[21],調整之主要參數包括料溫、模溫、射出壓力、射出 速度、保壓壓力等等或是更換不同材料以抵抗成形過程中產生之殘留應力, 以避免塑膠製品之破壞。可調整參數包括: 1. 速度:充填速度、螺桿速度、開關模速度、頂出速度。 2. 溫度:料缸溫度、噴嘴溫度、模具溫度、嵌入件溫度。 3. 時間:充填時間、保壓時間、冷卻時間。 4. 壓力:充填壓力、保壓壓力。 5. 其他條件:進料位置、射出量/切換點位置、頂出量、殘留量。 一般的射出成型過程中,模溫與料溫較高,射出速度較快,保壓越高, 越不容易造成殘留應力,但是保壓越高容易導致成品的翹曲、變形,射出 速度過快與過慢都反而會造成殘留應力增加,而模溫、料溫越高延長塑料 熔融狀態之時間,也越容易造成產品收縮,因此模溫、料溫、射出速度以 及保壓等條件需要互相配合,能夠同時降低殘留應力,與良好的控制收縮 率。
28
2-6-2 熱處理
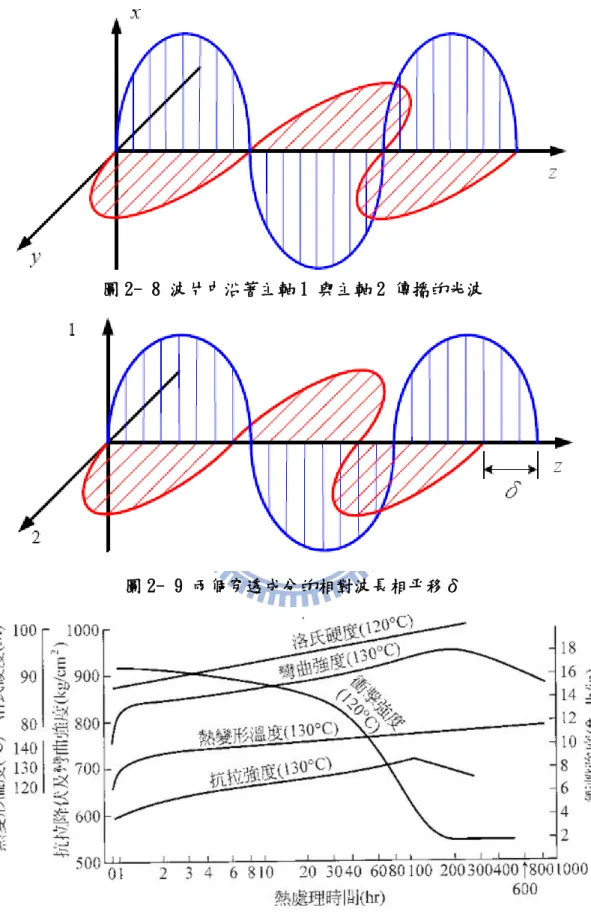
在塑膠成型業中最常見用來降低內部殘留應力之熱處理方法為退火 (annealing),其在工業上的意義除了改善殘留應力之外還可以改善材料 之機械性質,如圖 2- 10[22]。實行方式即是將塑膠成品放入烘箱中或給於 所需熱量,使定向分子鏈獲得能量而能再次重新排列以達到最低能量之穩 定結構,另外應力鬆弛的驅動力除了熱能外,也可利用機械能、光能、化 學能(溶劑作用),但在應力鬆弛同時也要考量成品尺寸變形之嚴重性。 退火是射出成型後的二次處理,考慮成品尺寸之變化,加熱的範圍不 能超過玻璃轉換點,以免軟化變形,退火溫度通常在玻璃轉換點以下 10 至 20℃。 由於溫度在玻璃轉換點以下,分子移動速度較溫度高於玻璃轉換點以 上時緩慢,因此需要讓製品保持溫度一段時間,讓塑料高分子有足夠時間 移動排列。2-6-3 嵌入式射出成型之限制
以上二小節所述為一般射出成型通用之作法,然而嵌入式射出成型卻29 有額外的限制條件,如射出速度、壓力須額外考慮嵌入件,不可過高導致 嵌入件彎曲變形;當有嵌入件的情況下,施行退火有可能反而提高內部應 力[23]。
2-7 熱循環(temperature cycling)與塑件破壞
2-7-1 熱循環簡介
熱循環是應力篩選(environmental stress screening,ESS)的一種。
應力篩選是產品在設計強度極限下,運用加速技巧外加環境應力,如:預 燒、熱循環、隨機振動、開閉循環..等方法,透過加速應力來使潛存於產 品的瑕疵浮現(潛在零件材料瑕疵、設計瑕疵、製程瑕疵、工藝瑕疵),以 及消除電子或機械類殘留應力,還有消除多層電路板間的雜散電容,將澡 盆曲線裡面的早夭期階段的產品事先剔除與修裡,使產品透過適度的篩選, 保存澡盆曲線的正常期與衰退期的產品,以避免該產品於使用過程中,受 到環境應力的考驗時而導致失效,造成不必要的損失,雖然使用 ESS 應力 篩選會增加成本與時間,但是對於提高產品出貨良率與降低返修次數有顯 著的效果,總成本反而會降低,客戶信任度也會有所提升。另外應力篩檢 本身應該視為一種製程階段的過程,而不是一種試驗,篩選是 100%對產品
30 進行的程序。 據統計,隨機振動應力可篩出 15~25%的缺陷,而熱循環可篩選出 75 ~85%,如果兩者結合的話可達 90%。
2-7-2 熱循環的破壞誘發
熱循環誘發的產品故障原因為:當溫度在上、下限極值溫度內進行循 環時,產品產生交替膨脹和收縮,使產品中產生熱應力和應變。如果產品 內部有暫態的熱梯變(溫度不均勻性)或產品內部鄰接材料的熱膨脹係數彼 此不匹配時,則這些熱應力和應變將會更加劇變。這種應力和應變在缺陷 處最大,這種循環使缺陷長大,最終可大到能造成結構故障。2-7-3 熱循環應力篩選參數
熱循環應力篩選的控制參數主要有下列幾項:高低溫極值範圍、駐留 時間、溫變率、循環數[24]。 1. 高低溫極值範圍:高低溫極值範圍愈大,所需循環數愈少,成本愈低, 但是不可以超過產品可承受的極限,不引發額外的故障構因為原則,31 溫度上下限差距盡量不少於 88°C,典型的變化範圍為-54 到 55°C。 2. 駐留時間:另外駐留時間也不可以太短,否則來不及使待測品產生熱 漲冷縮的應力變化,至於駐留時間多少,不同產品的駐留時間皆不相 同,可以參考相關規範要求,如表 2- 1 與表 2- 2。 3. 循環數:至於溫度循環應力篩選的循環數,也是考量產品特性、複雜 度、溫度上下限以及篩選率在訂定,其篩選數也不可過多,否則會讓 產品產生不必要的傷害,也無法提高篩選率,溫度循環數從 1~10 個 循環(普通篩選、一次篩選)到 20~60 個循環(精密篩選、二次篩選)都 有,針對最可能發生的做工(workmanship)缺陷,大約需要 6~10 個循 環才能夠有效去除,另外針對於溫度循環的有效性,主要取決於產品 表面的溫變率,而不是試驗箱裡面的溫變率。
2-8 總結
由以上學術文獻以及相關資料我們可以得知: 1.嵌入件附近的開裂破壞跟殘留應力有很大的關聯性,射出成型的成形參 數非常多而且互相影響,對殘留應力影響最大者為溫度所造成的熱應32 力。 2.塑膠退火一般而言對改善殘留應力是很有幫助的,且退火的持溫時間達 300 分鐘之後,殘留應力幾乎就不會再改變。 3.當有嵌入件的情況下,施行退火反而有可能提高內部應力,對此文獻中 並沒有提出解釋,推論可能是退火時因為嵌入件與塑件的熱膨脹係數 不同,導致塑件分子鍊是在有額外應力的條件下鬆弛,如此冷卻之後 反而提升內部應力。 4.熱循環實驗的篩選效果是各種方法中最有效的一種,其溫差越大所需循 環數就越少,由於各產品使用環境不同,各家公司上下溫標不盡相同。 5.利用剪應力差積分法可以得到塑件的等效應力,藉此我們可以客觀判斷 試片殘留應力之改變。 所以本研究將其他參數固定,僅改變嵌入件的溫度與模溫進行探討, 另外再對試片進行退火處理,最後施以熱循環實驗進行應力篩選,研究方 法則是利用光彈法並以剪應力差積分法求得量測點等效應力,藉以找出溫 度參數與退火對殘留應力的相關性,與殘留應力對熱循環之影響性。
33 表 2- 1 應力篩選相關規範 EC 68-2-14 溫度變化 MIL-STD-2164 電子設備環境應力篩選方法=GJB1032-1990 GJB1032-1990 電子設備環境應力篩選方法 DOD-HDBK-344 電子設備環境應力篩選=GJB/Z34-1993 NABMAT-9492 美軍海軍製造篩選 JIS C5030 熱循環試驗 表 2- 2 各家廠商熱循環參數
Corporation Cycle Temperature(℃) Range Lockheed Missiles and space
Co. -28/71 99
General Electric Co. 6~10 -53/55 108 Decca Rader, Ltd 20 -15/55 40 Radiation Incorporated 10~25 -53/55 108
Boeing Co. 3~12 -53/55 108 Motorola 22 -53/71 124 Collins Radio Co. 9~25 -53/71 124 Honeywell, Incorporated
(Denver) 12 -25-55 80 Hewlett Packard Co. 16 0/55 55 Delco(AC) Electronics 5 -28/48 76 Raytheon-Equipment Div. 5 0/71 71 Sandia Corporation 3~5 -53/71 124
34
(a) (b)
(c)
圖 2- 1 Craze and Crack[12]
(a)A craze showing microvoids and fibrillar bridges (b)A craze followed by a crack
35
圖 2- 2 全自動嵌入式射出成型展示機
36 (1) Filling stage (2) Packing stage (3) Cooling stage (4) Eject stage 圖 2- 4 射出成型製程步驟
37 圖 2- 6
圖 2- 7 射出噴泉模流示意圖 圖 2- 5 射出機之射出單元
38
圖 2- 8 波片中沿著主軸 1 與主軸 2 傳播的光波
圖 2- 9 兩個穿透成分的相對波長相平移δ
39
圖 2- 11 主應力分離方法之參考模型
40
第三章
實驗規劃與流程
3-1 實驗規劃
圖 3- 1 為實驗流程圖。 由文獻中可得知,溫度與熱應力是影響殘留應力最大的因素,所 以在射出成型的條件中我們僅以模溫與嵌入件溫度做射出時的變因, 之後再以退火消除大部分熱應力以觀測流動應力之影響,最後以熱循 環實驗跟液態氮淬火,探討何種參數能有較佳的殘留應力分佈與抵抗 破壞的能力。3-2 實驗試片
3-2-1 試片尺寸
本實驗試片之尺寸為長 40mm×寬 20mm×厚度 2mm(圓弧處厚 1mm),嵌入件為直徑 2mm×長 50mm,如圖 3- 2 所示。3-2-2 試片材料
塑料部分使用 PC 與 PS 二種,嵌入件為 SUS304 不鏽鋼線,材料性41 質見表 3- 1[25]、表 3- 2[25]、表 3- 3。
3-2-3 試片成形條件
嵌入件溫度分為三種:未加溫( 視為模溫 )、較模溫提高 15 度、 玻璃轉化點溫度;模溫則選用一般其材料常用溫度二種,其餘成形參 數皆固定(表 3- 4,表 3- 5),共四種試片,見表 3- 6 與表 3- 7。3-2-4 試片量測位置
見圖 3- 3,由試片側邊量到試片中央 4 點,編號 1、2、3、4,上 下計算輔助點 8 點,共測量三區塊:A 區為塑料射出後尚未到受嵌入 件影響區域,B 區為塑料流至接近嵌入件時,流體方向受到改變以及 冷卻受嵌入件影響的區域,C 區為塑料流過嵌入件後,塑料溫度受影 響以及塑料匯合的區域。3-3 實驗設備
3-3-1 射出成型模具
本實驗使用一模四穴之模具(圖 3- 4),模仁進行電鍍處理提高表 面光滑度以利光彈觀測,並外接加熱棒與 thermal couple 加熱嵌入件42 至設定溫度。
3-3-2 光彈應力觀測儀
如圖 3- 5,包括:投影機,教學用偏光儀,含較大與較小的兩片 4 λ 波片, 單色光濾鏡。3-3-3 加熱爐
本實驗使用之加熱爐(圖 3- 6),能夠設定加熱溫度與加熱時間, 並自動調整加熱速率以達到目標溫度與時間,以 thermal couple 量測 爐內溫度與加熱爐顯示溫度比較,誤差約±1℃。缺點為加熱速度越快, 加熱之溫度誤差也越大,以 30 分鐘從 35℃加熱至 120℃的情況下, 30 分鐘之後加熱爐 sensor 顯示溫度誤差大約為 6℃,需要約 15 分鐘 穩定至 120℃。因此若需要準確之溫度控制,本加熱爐以持溫時的溫 度控制較為精確。3-3-4 恆溫水槽
使用之恆溫水槽如圖 3- 7,可自動控制水溫維持固定溫度。43
3-3-5 冷凍庫
如圖 3- 8,常態溫度約為-15~-20 度。3-4 實驗步驟
3-4-1 退火實驗步驟
(1)將試片以光彈法觀測,照相紀錄試片於射出成型後之殘留應力 分佈,並觀察記錄試片 x 軸、AB、CD上各量測點之條紋級數 與等傾角,量測點位置如圖 3- 3,並計算出 x 軸上量測點之等 效應力值。 (2)進行不同射出參數試片之退火,PC 試片使用加熱爐持溫 120 度, 處理時間分為 1Hr 與 3Hr;PS 試片則因為加熱爐於低溫時過於 不穩定,改以水浴槽持溫 80 度,處理時間同 PC 試片。 (3)將退火後試片再以光彈法觀測,照相紀錄試片之殘留應力分佈, 並觀察試片上相同位置各量測點之條紋級數與等傾角,計算出 x 軸上量測點之等效應力值。 (4)分析各不同射出參數試片於退火後,其上各量測點之等效應力 值之變化,得到各試片分別與退火時間之關係,並分析不同射44 出參數試片於退火效果之關係。
3-4-2 熱循環實驗步驟
(1)接續 3-4-1 之試片以及原試片,進行熱循環,PC 試片高溫採 85 度恆溫水浴,低溫為-15 度冰櫃空冷,各持溫 15 分鐘,不同溫 度間轉移時間為 2 分鐘,作 6 次循環;PS 試片高溫 55 度恆溫 水浴,低溫為-15 度冰櫃空冷,時間參數同 PC 試片。 (2)將熱循環後試片再以光彈法觀測,照相紀錄試片之殘留應力分 佈,並觀察試片上相同位置各量測點之條紋級數與等傾角,計 算出 x 軸上量測點之等效應力值,並觀察試片是否有開裂發 生。 (3)分析各試片於熱循環後,其上各量測點之等效應力值之變化, 得到各試片與熱循環次數之關係,並分析不同射出參數以及不 同退火試片於對於熱循環之關聯性。45
表 3- 1 聚碳酸酯樹脂(PC)材料性質[25]
Properties Value Unit Density 1196 kg/m Young's modulus (E)
3
2.3 GPa
Yield stress (σt) 60 MPa
Poisson’s Ratio 0.38
Glass transition point 144 ℃
Temperature of Deflection 127 ℃
Melting point 300 ℃
Thermal conductivity ,k 0.15 W/(m·K) Specific heat ,c 1.5 kJ/kg·K Molding temperature 85-115 ℃
Coefficient of thermal expansion 7 10-5 stress-optic coefficient ,c
/K
7.8×10-11 m2/N
表 3- 2 聚苯乙烯(PS)材料性質[25]
Properties Value Unit Density 1069 kg/m Young's modulus (E)
3
1.96 GPa Yield stress (σt) 32 MPa
Poisson’s Ratio 0.38
Glass transition point 100 ℃
Temperature of Deflection 80 ℃
Melting point 250 ℃
Thermal conductivity ,k 0.15 W/(m·K) Specific heat ,c 1.8 kJ/kg·K Molding temperature 30 - 70 ℃
Coefficient of thermal expansion 9.4 10-5 stress-optic coefficient ,c
/K
46
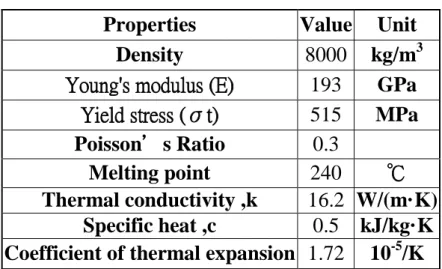
表 3- 3 不鏽鋼線 SUS304 材料性質
Properties Value Unit Density 8000 kg/m
Young's modulus (E)
3
193 GPa
Yield stress (σt) 515 MPa Poisson’s Ratio 0.3
Melting point 240 ℃
Thermal conductivity ,k 16.2 W/(m·K)
Specific heat ,c 0.5 kJ/kg·K
Coefficient of thermal expansion 1.72 10-5
表 3- 4 PC 試片射出成型參數(正雄 100 噸射出機台)
/K
Resin temperature(℃) T1 T2 T3 T4 310 310 300 250 Pressure limit(% of machine) P1 P2 P3
90 95 50 Filling time(sec) T1 T2 T3 40 90 15 Injection distance(mm) S1 S2 S3 76 50 80 Packing pressure(%) P1 P2 P3 30 40 100 Cooling time(sec) 9 表 3- 5 PS 試片射出成型參數(正雄 100 噸射出機台) Resin temperature(℃) T1 T2 T3 T4 225 220 210 190 Pressure limit(% of machine) P1 P2 P3
90 85 50 Filling time(sec) T1 T2 T3 40 40 15 Injection distance(mm) S1 S2 S3 75 50 80 Packing pressure(%) P1 P2 P3 30 60 100 Cooling time(sec) 12
47
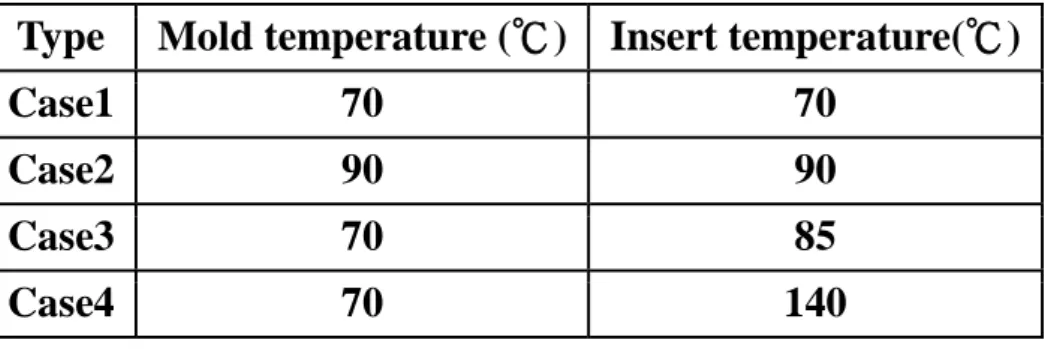
表 3- 6 PC 試片實驗變因參數表
Type Mold temperature (℃) Insert temperature(℃) Case1 70 70 Case2 90 90 Case3 70 85 Case4 70 140 表 3- 7 PS 試片實驗變因參數表
Type Mold temperature (℃) Insert temperature (℃) Case1 60 60
Case2 70 70 Case3 60 75 Case4 60 100
48
49
圖 3- 2 試片尺寸圖
50
圖 3- 4 模具示意圖
51
圖 3- 6 加熱爐
圖 3- 7 恆溫水槽
52
第四章
實驗結果分析與討論
4-1 實驗結果概論
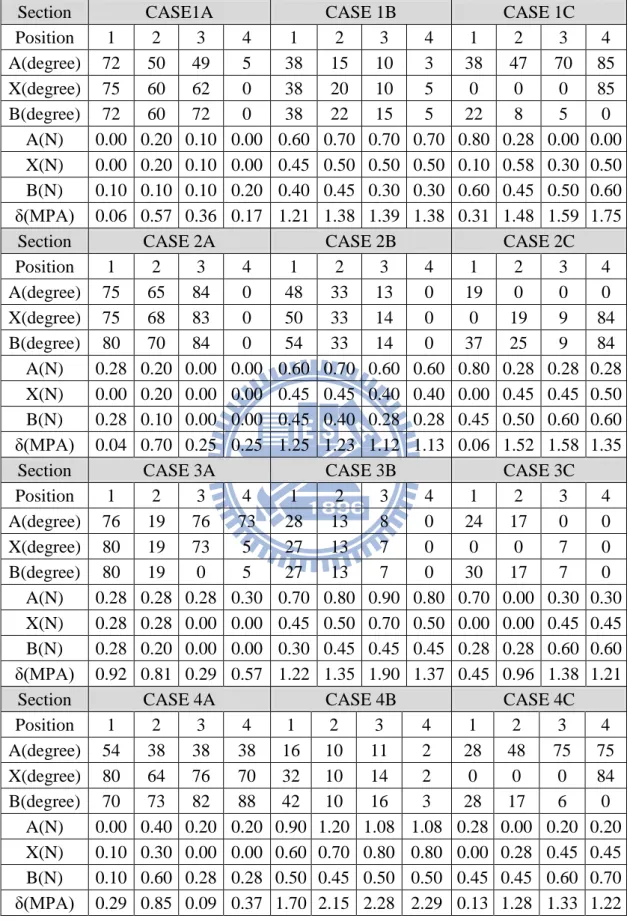
本研究將實驗結果分三部分做探討,塑料流至 A 區時尚未受到 嵌入件影響,可視為無嵌入件之平板試片的殘留應力表現;B 區塑料 遇到嵌入件而分流並且受嵌入件溫度影響,實行退火可以降低試片熱 殘留應力,進而使流動殘留應力的表現更加明顯;C 區塑料匯合並也 有受嵌入件溫度影響,影響因素最為複雜。 以下各點的條紋級數、主應力方向與計算出的等效應力列於表 4- 1 至表 4- 12,而應力改變的數值部分皆以各區量測點的平均值為 基準做比較。4-2 PC 試片實驗分析
4-2-1 PC 試片 A 區
PC 試片退火 1HR 後約可使殘留應力降至原本的 18%,其中 case3 降幅較小,僅 31.92%,而退火 3Hr 之殘留應力與 1Hr 比較,差異不 大。 熱循環會使原試片殘留應力微幅下降,降幅 case4 最大,熱循環53 6 次後剩原本的 52.77%,case3 次之,為 54.63%,case1 為 76.41%, case2 為 82.89%;而退火過的試片再經熱循環,整體上殘留應力不會 有太大的變動,且皆在 1MPa 之下,如圖 4- 1。 從 A 區的應力變化我們可以得知,熱循環對於沒有嵌入件的區 域而言並不會使應力上升,相當於試片受到較低溫度的退火處理。
4-2-2 PC 試片 B 區
退火 1Hr 後 case1 降為 43.14%,case2 為 50.45%,case3 為 44.18%,
case4 為 81.98%,然而繼續退火至 3Hr 時,case1 反升至 46.18%,case2 升至 64.91%,case3 降為 39.73%,case4 降為 41.70%,由此可得知, 當嵌入件加溫時,退火處理需要更多時間才能生效,而在嵌入件附近 退火造成的應力下降也不如 A 區,應是因為此區遇到嵌入件使塑料 流向改變並且較快冷卻,流動殘留應力佔總應力的比例較高,另外由 於退火時嵌入件會限制此區塑件的熱脹冷縮,過程中也會造成額外的 熱應力所致。 B 區熱循環依舊會使原試片殘留應力下降,case1 為 50.08%,case2 為 64.13%,case3 為 76.07%,case4 為 79.58%,而退火過的試片則是 普遍上升至退火後狀態的 150%,甚至會高於原始試片的殘留應力, 見圖 4- 2,推論有無退火試片熱循環後之差異原因為嵌入件循環過
54
程中造成的應力被循環時高溫區的退火效果抵消,而已退火試片原本
熱應力已經被消除過,嵌入件影響就直接反應在結果上。
4-2-3 PC 試片 C 區
如圖 4- 3,此區退火後殘留應力下降程度相當不明顯,退火 1Hr
後 case1 降為 85.86%,case2 為 91.32%,case3 反升至 111.92%,case4
為 97.53%,繼續退火至 3Hr,case1 降為 57.22%,case2 為 82.16%,
case3 為 107.62%,case4 為 93.22%,除了 case1 外其他組都無大改變, 此處塑料經過嵌入件後,流動應力應不會比 B 區大,所以退火後應
會下降才是,然而就嵌入件在退火時影響看來,射出時嵌入件受到壓
力,極有可能會造成嵌入件向 C 區方向彎曲(圖 4- 19),此曲率造成
加熱時嵌入件向 C 區壓迫,使得熱應力無法自由釋放。
此區熱循環後,原試片中央部分(量測點 3、4)殘留應力會明顯上
升,如圖 4- 3,取平均值 case1 為 169.07%,case2 為 212.44%,case3
為 283.25%,case4 為 193.38%,並且 case4 應力較其他組別小。
4-2-4 試片破壞結果
將各種實驗過之試片投入液態氮中 15min,結果原試片的 case1
55 裂位置位於試片內部與嵌入件相接處,於是我們將 ABC 區的應力曲 線做疊層(圖 4- 22),並與試片對正後做截面觀測(圖 4- 23),得到圖 4- 24、圖 4- 25、圖 4- 26 等比較圖,雖然因為太接近嵌入件處無法觀 測,導致截面的應力分佈會有所誤差,但大致上開裂破壞的位置與殘 留等效應力的峰值區域近似。
4-3 PS 試片實驗分析
PS 試片在所有實驗過程中只有出現小細紋,無明顯開裂破壞發 生,但試片極易彎曲變形,見圖 4- 27,可能是因為這樣,試片殘留 應力均在變形過程中釋放,到達不了造成破壞的程度,以下僅就實驗 結果的殘留應力分佈與數值比例做探討,另外試片的彎曲程度也不列 入討論。4-3-1 PS 試片 A 區
見圖 4- 4,PS 試片經退火後的應力改變並不像 PC 有規律,退火1Hr 後 case1 為 80.27%,case2 為 80.81%,case3 為 61.91%,case4 為
75.52%,但退火 3Hr 後則變成 case1 為 35.55%,case2 為 48.88%,case3 為 67.42%,case4 為 74.27%,根據文獻應是由於 PS 材料的半結晶特
56
原試片與退火 1Hr 之試片經熱循環後 case1 的應力明顯較其他參
數大,但退火 3Hr 後 4 種參數並無太大差異。
4-3-2 PS 試片 B 區
退火 1Hr 後 case1 為原本 70.62%,case2 為 53.43%,case3 為 59.17%,
case4 為 56.10%,然而退火 3Hr 後 case1 降為 38.84%,case2 為 31.35%,
case3 為 38.61%,case4 為 50.25%,與 PC 試片不同,case4 一開始即 大幅下降但繼續退火後反而其他組應力較低。
原試片熱循環後試片的應力分佈,僅 case4 為下降趨勢,退火 1Hr
試片則是只有 case1 升幅降大,退火 3Hr 後則是全體升幅一致。
4-3-3 PS 試片 C 區
見圖 4- 6,此區退火 1Hr 後 case1 為 70.51%,case2 為 76.86%,
case3 為 76.83%,case4 為 60.73%,3Hr 後 case1 為 50.21%,case2 為
54.11%,case3 為 52.97%,case4 為 58.46%,均為平緩下降;而熱循 環後僅有 case1 應力上升,其於皆與循環前無太大差異,甚至有下降
的趨勢,然而並不像 PC 試片有造成破壞,推測是結晶化的影響,使
57
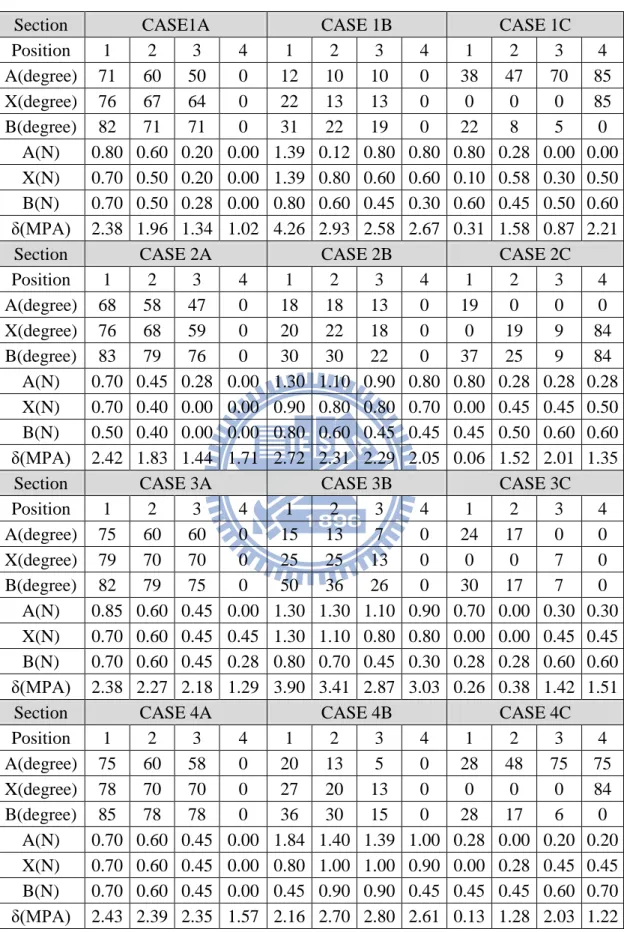
表 4- 1 PC 原試片殘留應力表
Section CASE1A CASE 1B CASE 1C
Position 1 2 3 4 1 2 3 4 1 2 3 4 A(degree) 71 60 50 0 12 10 10 0 38 47 70 85 X(degree) 76 67 64 0 22 13 13 0 0 0 0 85 B(degree) 82 71 71 0 31 22 19 0 22 8 5 0 A(N) 0.80 0.60 0.20 0.00 1.39 0.12 0.80 0.80 0.80 0.28 0.00 0.00 X(N) 0.70 0.50 0.20 0.00 1.39 0.80 0.60 0.60 0.10 0.58 0.30 0.50 B(N) 0.70 0.50 0.28 0.00 0.80 0.60 0.45 0.30 0.60 0.45 0.50 0.60 δ(MPA) 2.38 1.96 1.34 1.02 4.26 2.93 2.58 2.67 0.31 1.58 0.87 2.21
Section CASE 2A CASE 2B CASE 2C
Position 1 2 3 4 1 2 3 4 1 2 3 4 A(degree) 68 58 47 0 18 18 13 0 19 0 0 0 X(degree) 76 68 59 0 20 22 18 0 0 19 9 84 B(degree) 83 79 76 0 30 30 22 0 37 25 9 84 A(N) 0.70 0.45 0.28 0.00 1.30 1.10 0.90 0.80 0.80 0.28 0.28 0.28 X(N) 0.70 0.40 0.00 0.00 0.90 0.80 0.80 0.70 0.00 0.45 0.45 0.50 B(N) 0.50 0.40 0.00 0.00 0.80 0.60 0.45 0.45 0.45 0.50 0.60 0.60 δ(MPA) 2.42 1.83 1.44 1.71 2.72 2.31 2.29 2.05 0.06 1.52 2.01 1.35
Section CASE 3A CASE 3B CASE 3C
Position 1 2 3 4 1 2 3 4 1 2 3 4 A(degree) 75 60 60 0 15 13 7 0 24 17 0 0 X(degree) 79 70 70 0 25 25 13 0 0 0 7 0 B(degree) 82 79 75 0 50 36 26 0 30 17 7 0 A(N) 0.85 0.60 0.45 0.00 1.30 1.30 1.10 0.90 0.70 0.00 0.30 0.30 X(N) 0.70 0.60 0.45 0.45 1.30 1.10 0.80 0.80 0.00 0.00 0.45 0.45 B(N) 0.70 0.60 0.45 0.28 0.80 0.70 0.45 0.30 0.28 0.28 0.60 0.60 δ(MPA) 2.38 2.27 2.18 1.29 3.90 3.41 2.87 3.03 0.26 0.38 1.42 1.51
Section CASE 4A CASE 4B CASE 4C
Position 1 2 3 4 1 2 3 4 1 2 3 4 A(degree) 75 60 58 0 20 13 5 0 28 48 75 75 X(degree) 78 70 70 0 27 20 13 0 0 0 0 84 B(degree) 85 78 78 0 36 30 15 0 28 17 6 0 A(N) 0.70 0.60 0.45 0.00 1.84 1.40 1.39 1.00 0.28 0.00 0.20 0.20 X(N) 0.70 0.60 0.45 0.00 0.80 1.00 1.00 0.90 0.00 0.28 0.45 0.45 B(N) 0.70 0.60 0.45 0.00 0.45 0.90 0.90 0.45 0.45 0.45 0.60 0.70 δ(MPA) 2.43 2.39 2.35 1.57 2.16 2.70 2.80 2.61 0.13 1.28 2.03 1.22
58
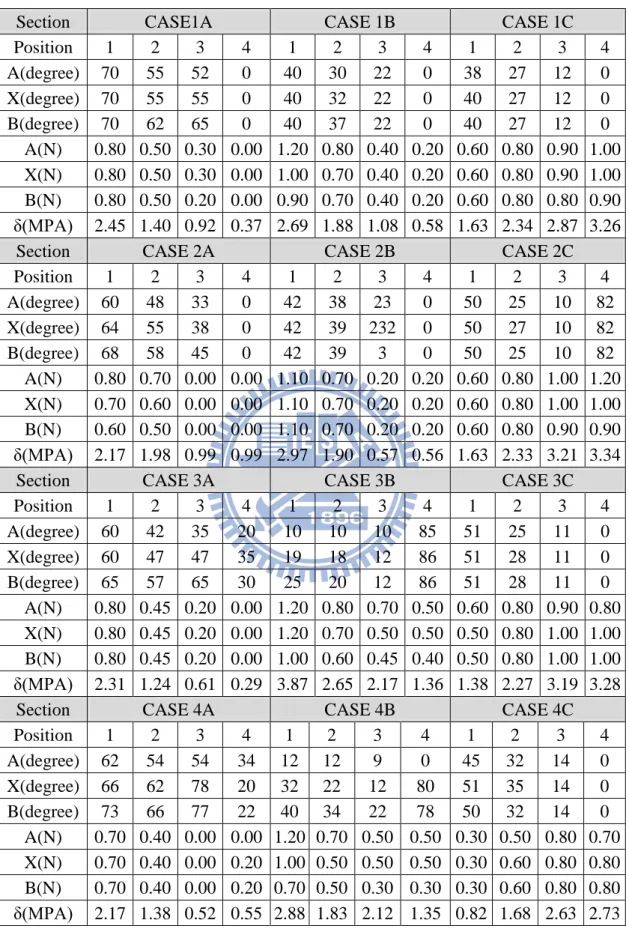
表 4- 2 PC 原試片熱循環 6 次殘留應力表
Section CASE1A CASE 1B CASE 1C
Position 1 2 3 4 1 2 3 4 1 2 3 4 A(degree) 70 55 52 0 40 30 22 0 38 27 12 0 X(degree) 70 55 55 0 40 32 22 0 40 27 12 0 B(degree) 70 62 65 0 40 37 22 0 40 27 12 0 A(N) 0.80 0.50 0.30 0.00 1.20 0.80 0.40 0.20 0.60 0.80 0.90 1.00 X(N) 0.80 0.50 0.30 0.00 1.00 0.70 0.40 0.20 0.60 0.80 0.90 1.00 B(N) 0.80 0.50 0.20 0.00 0.90 0.70 0.40 0.20 0.60 0.80 0.80 0.90 δ(MPA) 2.45 1.40 0.92 0.37 2.69 1.88 1.08 0.58 1.63 2.34 2.87 3.26
Section CASE 2A CASE 2B CASE 2C
Position 1 2 3 4 1 2 3 4 1 2 3 4 A(degree) 60 48 33 0 42 38 23 0 50 25 10 82 X(degree) 64 55 38 0 42 39 232 0 50 27 10 82 B(degree) 68 58 45 0 42 39 3 0 50 25 10 82 A(N) 0.80 0.70 0.00 0.00 1.10 0.70 0.20 0.20 0.60 0.80 1.00 1.20 X(N) 0.70 0.60 0.00 0.00 1.10 0.70 0.20 0.20 0.60 0.80 1.00 1.00 B(N) 0.60 0.50 0.00 0.00 1.10 0.70 0.20 0.20 0.60 0.80 0.90 0.90 δ(MPA) 2.17 1.98 0.99 0.99 2.97 1.90 0.57 0.56 1.63 2.33 3.21 3.34
Section CASE 3A CASE 3B CASE 3C
Position 1 2 3 4 1 2 3 4 1 2 3 4 A(degree) 60 42 35 20 10 10 10 85 51 25 11 0 X(degree) 60 47 47 35 19 18 12 86 51 28 11 0 B(degree) 65 57 65 30 25 20 12 86 51 28 11 0 A(N) 0.80 0.45 0.20 0.00 1.20 0.80 0.70 0.50 0.60 0.80 0.90 0.80 X(N) 0.80 0.45 0.20 0.00 1.20 0.70 0.50 0.50 0.50 0.80 1.00 1.00 B(N) 0.80 0.45 0.20 0.00 1.00 0.60 0.45 0.40 0.50 0.80 1.00 1.00 δ(MPA) 2.31 1.24 0.61 0.29 3.87 2.65 2.17 1.36 1.38 2.27 3.19 3.28
Section CASE 4A CASE 4B CASE 4C
Position 1 2 3 4 1 2 3 4 1 2 3 4 A(degree) 62 54 54 34 12 12 9 0 45 32 14 0 X(degree) 66 62 78 20 32 22 12 80 51 35 14 0 B(degree) 73 66 77 22 40 34 22 78 50 32 14 0 A(N) 0.70 0.40 0.00 0.00 1.20 0.70 0.50 0.50 0.30 0.50 0.80 0.70 X(N) 0.70 0.40 0.00 0.20 1.00 0.50 0.50 0.50 0.30 0.60 0.80 0.80 B(N) 0.70 0.40 0.00 0.20 0.70 0.50 0.30 0.30 0.30 0.60 0.80 0.80 δ(MPA) 2.17 1.38 0.52 0.55 2.88 1.83 2.12 1.35 0.82 1.68 2.63 2.73

![表 3- 1 聚碳酸酯樹脂(PC)材料性質[25]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8430115.181127/57.892.195.699.151.453/表31聚碳酸酯樹脂PC材料性質25.webp)