Synthesis and Characterization of Copolyesters Containing
the Phosphorus Linking Pendent Groups
SHINN-JEN CHANG,1,2
FENG-CHIH CHANG1 1
Institute of Applied Chemistry, National Chiao-Tung University, Hsinchu, Taiwan 2
Speciality Polymer Division, Union Chemical Laboratories, Industrial Technology Research Institute, Hsinchu, Taiwan
Received 29 April 1998; accepted 18 July 1998
ABSTRACT: Poly(ethylene terephthalate)-co-poly(ethylene DDP)s [PET-co-poly(ethyl-ene DDP)s], were synthesized by charging 9,10-dihydro-9-oxa-10-phosphaphenan-threne-10-oxide (DOP), itaconic acid, terephthalic acid, and ethylene glycol in one reactor to conduct the microaddition reaction (using H2PtCl6as catalyst), esterification reaction, and polycondensation reaction. H2PtCl6 has demonstrated to be a highly efficient microaddition catalyst to improve the DDP conversion. The microaddition reaction of the phosphorus compound (DOP) with the itaconic acid can be proceeded at a significantly lower temperature (110°C) and results in higher conversion (. 98%). The use of the H2PtCl6catalyst makes it possible to charge all the reactants in one reactor to produce high molecular weight phosphorus-containing copolyesters without requir-ing the presynthesis of the DDP. These resultrequir-ing copolyesters are identified by Fourier transform infrared spectroscopy,1H-NMR, and differential scanning calorimetric anal-ysis. Thermal characteristics, thermal stability, intrinsic viscosity, acid value, and rheological and mechanical properties of these copolyesters were also characterized. The presence of the bulky pendent phosphorus side groups in the copolyester tends to decrease the structural regularity and retards its crystallization. The formation of a protected char layer for the phosphorus-containing copolyester raises the decomposi-tion temperature of the copolyester under an oxygen atmosphere higher than that of PET. The limiting oxygen index values of all phosphorus-containing copolyesters are all higher than 33. Higher phosphorus content results in decreasing crystallinity, lower melting temperature, lower decomposition temperature, as well as lower tensile strength, but increasing residual char after thermal degradation and higher limiting oxygen index value. The rheological behaviors of copolyesters remain similar to that of PET. The glass temperatures of copolyesters are all; 77°C (76.8°–77.2°C). Incorpora-tion of phosphorus moieties into its molecular chain has a significant effect on thermal and flame retardancy behavior. However, the crystal lattice of all copolyesters do not change with incorporation of the pendent phosphorus side group in the backbone of the copolyester.© 1999 John Wiley & Sons, Inc. J Appl Polym Sci 72: 109 –122, 1999
Key words: phosphorus-containing copolyester; synthesis; characterizations; flame retardant
INTRODUCTION
To impart flame retardancy of polyester, it can be achieved by blending, finishing, and
copolymer-ization. The method of blending an additive-type flame retardant has the advantages of conve-nience and low manufacturing cost.1 However,
organic flame retardant in the blend may not be able to retain during melt processing because of volatility or decomposition at an elevated temper-ature. In addition, poor compatibility between polymers and flame retardant may cause
migra-Correspondence to: F.-C. Chang.
Journal of Applied Polymer Science, Vol. 72, 109 –122 (1999)
© 1999 John Wiley & Sons, Inc. CCC 0021-8995/99/010109-14
tion of flame retardant to the surface of the fab-ricated products and results in reduced flame re-tardation.2–5
Polyesters are usually extruded into filaments at a temperature higher than 290°C that often makes the organic flame retardant degraded, and results in breaking of filaments. If polyesters are blended with an inorganic flame retardant, the spinnerets may be blocked when they are spun and affect the pack pressure in spinning. Addi-tionally, inorganic flame retardants are usually detrimental to the physical properties of polyes-ters.
When polyesters are woven into fabrics or non-woven fabrics, another approach is to coat or fin-ish a layer of flame retardant on fabricated arti-cles of polyester fabrics to render such fabrics flame retardant. This method had the advantages of easy treatment. However, its disadvantage is that only the surface of the fabricated articles is flame retarded and coated flame retardant will be gradually washed off.
Copolymerization is an alternative to improve the flame resistance of polyester. Incorporating a chemically reactive flame retardant into a poly-mer chain, it will not migrate to the surface of the polymer during processing. Both the
flame-re-tarding effect and physical properties of the poly-mer are not affected. They also display well wash-ing fastness and permanent flame retardancy. The permanent attachment of a flame retardant through copolymerization leads to high efficiency in flame retardance.6 –11
To improve heat resistance, compatibility, and migration problems of a conventional retardant, we have imported a phosphorus-containing comonomer into the main chain of the polyester. To avoid the generation of toxic, corrosive, or halogenated gases in combustion, nonhaloge-nated flame retardants are preferred. Conse-quently, phosphorus-containing compounds are often chosen for the flame retardation of organic polymers.6,12–16 As the phosphorus-containing
comonomer is chemically incorporated into the polyester backbone with low molar ratio, it can be considered as a flame-retardant poly(ethylene terephthalate) (PET). If the flame-retardant comonomer is chemically incorporated into the polyester backbone with high molar ratio, it serves as a compatible high molecular flame re-tardant. When this compatible high molecular flame retardant is blended with polyester, it will not migrate to the surface during melt processing, such as extruding, injection molding and
ning. Therefore, the efficiency of flame retardancy will not be affected. The blended polyester can retain their physical properties and permanent flame retardancy.
This article reports syntheses of a series of high molecular weight phosphorus-containing co-polyesters, PET-co-poly(ethylene DDP) (PET-co-PEDDP)], with phosphorus contents ranging from 0.7 to 3.0 wt % by melt polycondensation. These copolyesters are based on terephthalic acid (TPA), ethylene glycol (EG), and 9,10-dihydro-10[2,3-di-(hydroxy carbonyl)propyl]-10-phosphaphenan-threne-10-oxide (hereinafter referred to as DDP). These phosphorus-containing copolyesters were identified by infrared (IR) spectroscopy and
1H-NMR spectroscopy. Thermal, rheological, and
mechanical properties of these phosphorus-con-taining copolyesters were also characterized. Fur-thermore, the widely used indexes of flame resis-tance and the limiting oxygen index (LOI) were also examined.
EXPERIMENTAL Reagents
TPA and EG were obtained from Tuntex Distinct Corp. of Taiwan.
9,10-Dihydro-9-oxa-10-phospha-phenanthrene-10-oxide (DOP) and itaconic acid (ITA) were purchased from Sanko Ltd. of Japan. Tetrabutyl orthotitanate was purchased from Merck Schichardt Ltd. 1,1 9,2,29-tetrachloroeth-ane, phenol, and trifluoroacetic acid were also purchased from Merck Schichardt Ltd. Dihydro-gen hexachloroplatinate was bought from United Chemical Technologies, Inc.
Synthesis of Phosphorus-Containing Copolyesters
To synthesize phosphorus-containing copolyes-ters, the reactive phosphorus-containing comono-mer (DDP) is not comcomono-mercially available and has to be presynthesized.17 This necessitates
addi-tional equipment for synthesis of this reactive comonomer (DDP), separation, and purification of the resulting phosphorus-containing comonomer. We discovered a metal complex catalyst, that high molecular weight phosphorus-containing copoly-esters can be manufactured by charging DOP, ITA, TPA, and EG in a single reactor.
There are three methods (A, B, and C) to syn-thesize these phosphorus-containing copolyes-ters. Method A is conducted by charging all reac-tants (TPA, ITA, DOP, and EG) in one reactor using H2PtCl6 as the microaddition reaction cat-alyst through microaddition, esterification, as well as polycondensation (as shown in Scheme 1).
Scheme 2 Synthesis of PET-co-PEDDP polymer by reaction method B.
Method B has the same procedures and condi-tions as method A, except that no catalyst for microaddition reaction is involved, and the mi-croaddition temperature is higher than that of method A (160° vs. 110°C) (as shown in Scheme 2). Method C uses two reactors for two batches (as shown in Schemes 3-I and 3-II). The first reactor is used to synthesize phosphorus-containing di-acid (DDP) through microaddition reaction of DOP with ITA (as shown in Scheme 3-I). The second reactor is used to synthesize copolyesters by charging DDP, TPA, and EG through esterifi-cation and polycondensation (as shown in Scheme 3-II). The three synthesis methods are further described.
Method A (Scheme 1)
A typical example for preparation of copolyesters by method A is described as follows: 74.78 g of DOP, 44.98 g of ITA, 163 g of TPA, 249.4 g of EG, and 0.0078 g of H2PtCl6as microaddition catalyst
are added to a 1500-mL stainless reactor equipped with a fractionating column, stirrer, and nitrogen gas inlet. The reactor is heated to 110°C and maintained for 4 h while stirring and purging with nitrogen gas at flow rate of 30 mL min21. After completion of the microaddition re-action, the temperature is then raised to 230°C throughout the esterification. When the conver-sion reaches 96%, 0.3087 g of tetrabutyl orthoti-tanate catalyst is added. The reaction tempera-ture is further raised to 250°–270°C, and the pres-sure is gradually reduced to, 1 mmHg within 45 min and maintained for 2 h to yield a high molec-ular flame-retardant polyester.
Method B (Scheme 2)
The same procedures and reaction conditions are used as the reaction method A, except that no catalyst for microaddition reaction was involved, and the temperature of microaddition reaction is 160°C.
Method C (Schemes 3-I and 3-II)
A typical example for preparation of the copoly-esters by reaction method C is described as fol-lows.
Reactor I: Synthesis of Phosphorus-Containing Diacid (DDP) (Scheme 3-I)
DOP (216 g) and 130 g of ITA were added to a 1500-mL stainless reactor equipped with a
frac-Table I Processing Condition for the Injection Molding of Phosphorus-Containing Copolyester and PET
Samplea
Pb (wt %)
Barrel Temperature (°C) Mold
Temperature (°C)
Stage 1 Stage 2 Stage 3 Nozzle
PET 0.0 245 250 245 245 50 PA07 0.7 235 245 240 245 50 PA12 1.2 215 235 230 225 50 PA20 2.0 210 210 205 205 50 PA30 3.0 200 180 180 150 50 aP
A07, PA12, PA20, and PA30 copolyesters are synthesized by reaction method A with 0.7%, 1.2%, 2.0%, and 3.0% (by wt) phosphorus content, respectively.
bWt % of phosphorus content base on total polymer.
Scheme 3-II Synthesis of PET-co-PEDDP polymer by reaction method C (reactor II).
tionating column, stirrer, and nitrogen gas inlet. The reactor was heated to 160°C and maintained for 1.5 h with continuous stirring and nitrogen purging to produce a crude phosphorus-contain-ing diacid (DDP). The crude DDP was purified by adding the crude DDP to 500 mL of acetone and refluxing at 60°C for 2 h. Alternatively, the crude DDP can be purified by crystallizing from ace-tone. The melting point of the purified product is 195°C, and the conversion is 83.3%.
Reactor II: Synthesis of Phosphorus-Containing Copolyester (Scheme 3-II)
Purified DDP (124.25 g), 163 g of TPA, and 249.4 g of EG were added into a 1500-mL stainless reactor equipped with a fractionating column, stirrer, and nitrogen gas inlet. The reaction mix-ture was heated to 230°C and maintained at this temperature while purging with nitrogen gas un-til the conversion of this esterification is at 96%. Tetrabutyl orthotitanate catalyst (0.3087 g) is then added to the reaction system. The reaction temperature was further raised to 270°C, and the pressure was gradually reduced within 45 min to , 1 mmHg and maintained for 2 h to give the phosphorus-containing copolyester.
Characterizations
The intrinsic viscosities of copolyesters were deter-mined by an Ubbelohde viscometer at 30°C in the phenol/1,19,2,29-tetrachloroethane (60/40 wt%) solu-tion. Acid values are obtained by dissolving samples
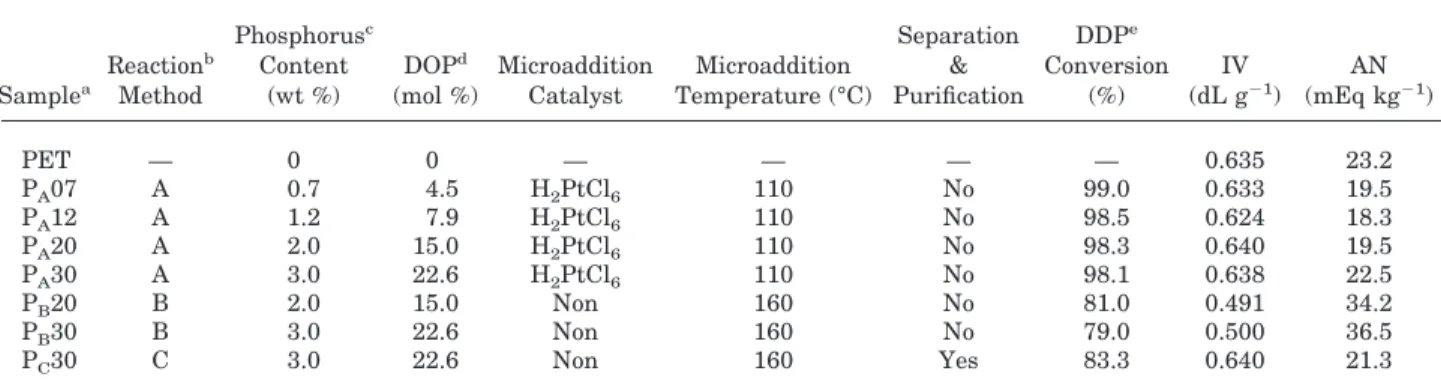
Table II Phosphorus-Containing Copolyesters Synthesized Condition of Each Method and Their Resulting
Samplea Reactionb Method Phosphorusc Content (wt %) DOPd (mol %) Microaddition Catalyst Microaddition Temperature (°C) Separation & Purification DDPe Conversion (%) IV (dL g21) AN (mEq kg21) PET — 0 0 — — — — 0.635 23.2 PA07 A 0.7 4.5 H2PtCl6 110 No 99.0 0.633 19.5 PA12 A 1.2 7.9 H2PtCl6 110 No 98.5 0.624 18.3 PA20 A 2.0 15.0 H2PtCl6 110 No 98.3 0.640 19.5 PA30 A 3.0 22.6 H2PtCl6 110 No 98.1 0.638 22.5 PB20 B 2.0 15.0 Non 160 No 81.0 0.491 34.2 PB30 B 3.0 22.6 Non 160 No 79.0 0.500 36.5 PC30 C 3.0 22.6 Non 160 Yes 83.3 0.640 21.3 aP
A07, PA12, PA20, and PA30 copolyesters are synthesized by reaction method A, with 0.7, 1.2, 2.0, and 3.0 wt % phosphorus content, respectively, & PB20 and PB30 copolyesters are synthesized by reaction method B, with 2.0 and 3.0 wt % phosphorus content, respectively, PC30 copolyester is synthesized by reaction method C, with 3.0 wt % phosphorus content.
bReaction method A is a one reactor-one batch method, with H
2PtCl6as a microaddition catalyst; reaction method B is a one reactor-one batch method, without microaddition catalyst. Reaction method C is a two reactors-two batches method with separation and purification.
cDesized phosphorus content of phosphorus-containing copolyesters.
dDesized molar fraction of the phosphorus compound (DOP) of the phosphorus-containing copolyester. eDDP conversion is calculated from31P-NMR results as shown Figure 1, % DDP conversion5 I
DDP/(IDOP1 IDDP)3 100%.
in a 3 : 2 solvent mixture of phenol and chloroform, and titrated with 0.1N KOH/phenyl alcohol solution using phenol red as an indicator. The 31P-NMR
spectra of DDP are conducted with a Bruke Am NMR by using trifluoroacetic acid as a solvent and phosphorus acid as an internal standard. The DDP conversion (the conversion of DOP reacted with ITA to convent to DDP) is calculated from the result of
31P-NMR. Metertek SP-830 UV spectrophotometer
is used to determine the phosphorus content of the copolyester.18IR spectra are recorded by a Bio-RAD
FTS-40 FTIR Spectrophotometer, and 1H-NMR
spectra of the copolyesters in d-trifluoroacetic acid are determined with a Bruke Am 400 NMR.
Melting point (Tm), heating crystallization temperature (Thc), and glass transition tempera-tures (Tg) of the phosphorus-containing copolyes-ters were determined by a DuPont 910 differen-tial scanning calorimetry (DSC) at heating rate of 10°C min21 under a nitrogen atmosphere. The cooling crystallization temperature (Tcc) was ob-tained by cooling the sample from 300°C at a cooling rate of 10°C min21. Thermogravimetric analysis was conducted by using a DuPont Model 951 TGA using a heating rate of 20°C min21 un-der oxygen and nitrogen atmospheres, respec-tively. Rheological properties were performed us-ing a Gottfert 2001 Capillary Rheometer at 270°C. The flammability test is based on LOI measurement according to the ASTM D2863-67
method. Crystallinity was determined by a Rigaku D/MAX-RC X-ray diffractometer using the Ni-filtered CuKaradiation at 100 mA and 40 kV.
Dynamic mechanical analysis (DMA) was con-ducted by using a DuPont DMA Model 983 at temperature range from2150 to 150°C under a nitrogen atmosphere. The dimension of DMA specimen is 50 mm3 12.7 mm 3 3.2 mm.
Tensile properties were performed by using an Instron universal testing machine Model 4201 ac-cording to the ASTM D368 with a crosshead speed of 5 mm min21. Impact properties are performed by using a Test Machine Inc. impact tester ac-cording to the ASTM D256 method. The testing specimens were prepared by an injection-molding machine of Toshiba 55EPN. Detailed processing conditions for injection molding are listed in Ta-ble I.
RESULTS AND DISCUSSION Syntheses and Characterization
The phosphorus-containing copolyesters of PA07, PA12, PA20, and PA30 were obtained by method A, as shown in Scheme 1 (copolyesters by method A with a phosphorus content of 0.7 wt % is denoted as PA07, 1.2 wt % is denoted as PA12, and so on).
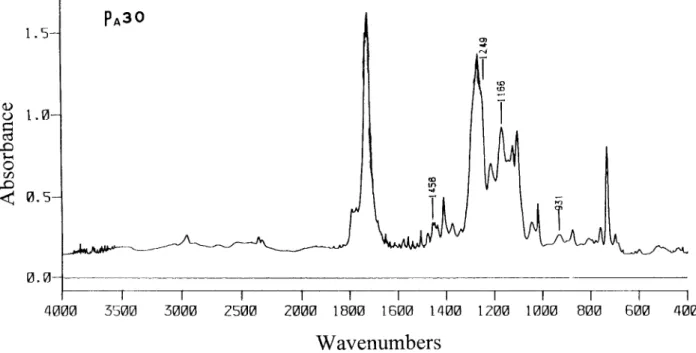
Figure 2 Fourier transform IR spectrum of PA30.
The phosphorus-containing copolyesters of PB12
and PB30 were synthesized by method B, with a
phosphorus content of 1.2 wt % and 3.0 wt %, respectively, as shown in Scheme 2. PC30 was
synthesized by method C, with a phosphorus con-tent of 3.0 wt % as shown in Scheme 3. Table II lists various copolyesters, synthesized method, conversion, intrinsic viscosities (IVs), and acid values (ANs). The DDP conversion is indicative of the efficiency of DOP converting into DDP during synthesis. Typical DDP conversion is calculated from31P-NMR results (as shown Fig. 1). The DDP conversion of IPA30, an intermediate of PA30
prior to esterification reaction, is calculated as follow:
% DDP conversion5 IDDP
IDOP1 IDDP3 100%
where IDDPis the intensity of 31
P-NMR at 40 ppm chemical shift, and IDOP is the intensity of 31
P-NMR at 20 ppm chemical shift. Table II reveals that copolyesters with higher IV and lower AN were obtained by methods A and C than that of method B. Relative to method A, the procedures of method C are tedious and require additional equipments for synthesis, separation, and purifi-cation. By comparison, results from method A is better than method B, based on higher IV and lower AN of the resultant copolyesters. It reveals that the metal complex H2PtCl6 is a highly
effi-cient catalyst. Therefore, the microaddition reac-tion of the DOP with ITA in method A can be proceeded at a substantially lower temperature (110°C vs. 160°C) and results in higher conver-sion (.98% vs. 79%, 81%). The use of this catalyst makes it possible to charge all the reactants in
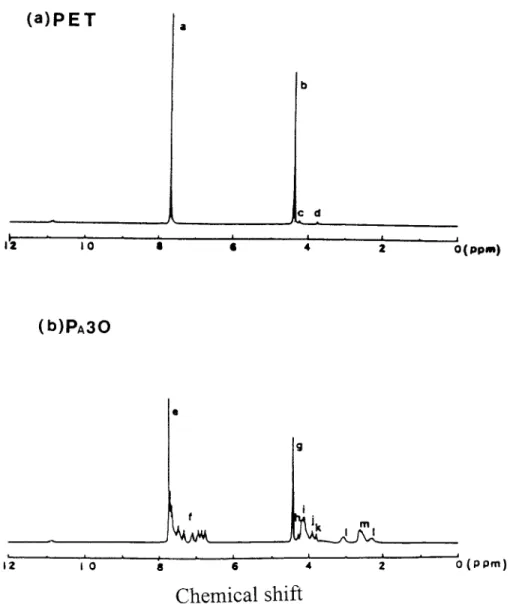
Figure 3 1H-NMR spectra of PET and P A30.
one reactor and produces high molecular weight, phosphorus-containing copolyesters. We will con-centrate our discussion on syntheses of these phosphorus-containing copolyesters (PA07, PA12, PA20, and PA30) by method A. The high phospho-rus conversion by method A shown in Table II reveals that the phosphorus content of the result-ing copolyesters can be effectively controlled via changing the reactant feed ratios. Additionally, copolyesters with high intrinsic viscosity (. 0.620 dL g21) and low acid value (, 23 mEq kg21) can be achieved. Table II shows that method B gives copolyesters with relatively lower intrinsic viscos-ities (# 0.500 dL g21) and higher acid values (. 34 mEq kg21) due to lower DDP conversion relative to method A. It is well known that higher impurity in reactants in any polycondensation reaction would result in lower molecular weight of the product. The result of PC30 indeed demon-strates this point that method C is able to produce product with high intrinsic viscosity (0.640 dL g21) and low acid value (21.3 mEq kg21), because DDP is separated and purified before copolycondensa-tion.
The IR spectrum of the PA30 copolyester is shown in Figure 2. Absorptions of np50 at 1249 cm21,np-o-c(aromatic) at 1166 cm21, 931 cm21, and np-phat 1456 cm21, respectively, are the
character-istic absorptions of the copolyesters.6,7,19 –22Proton
NMR spectra of both PET and PA30 copolyester are
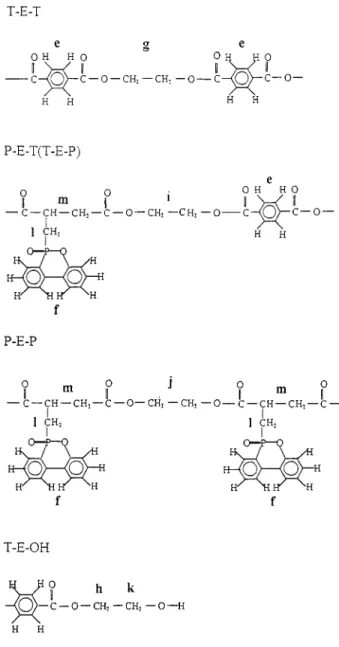
illustrated in Figure 3(a,b). The chemical structure and resonance peak assignments are shown in Schemes 4 and 5 and in Table III.
Thermal, Rheological, and Physical Properties
The charged monomer molar fractions of the phosphorus-containing compound (DOP), melting temperatures (Tm), glass transition tempera-tures (Tg), cooling crystallization temperatures (Tcc), and heating crystallization temperatures (Thc) of the synthesized phosphorus-containing copolyesters PA07, PA12, PA20, and PA30 are summarized in Table IV. All the intrinsic viscos-ities of these phosphorus-containing copolyesters are; 0.633 to 0.640 (as shown in Table II). These intrinsic viscosities indicate that the molecular weights of these phosphorus-containing copolyes-ters are high and fairly close. Therefore, the effect of molecular weight on polymer properties can be neglected. DSC thermograms of PET and copoly-esters PA07, PA12, and PA30 are shown in Figure 4. PA07 and PA12 copolyesters exhibit similar thermal behavior to that of PET, but have lower
Tm (236°C and 228°C vs. 257°C) and higher Thc (165°C and 174°C vs. 158°C). This is an indication of slower rate of crystallization of the copolyesters than PET. As can be seen from Figure 4, PA30 copolyester only exhibits one glass transition, whereas crystallization does not occur. The
pres-Scheme 4 Chemical structures of PET and PET-co-PEDDP polymer.
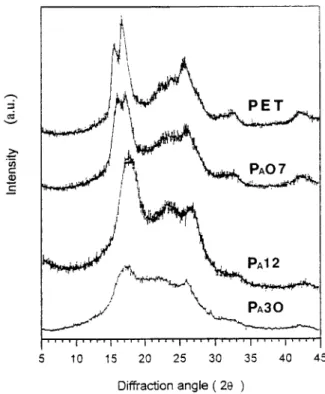
ence of the bulky pendent phosphorus side groups in the copolyester tends to decrease the structural regularity and retards its crystallization. The X-ray diffraction patterns of PET and copolyesters (PA07, PA12, and PA30) are shown in Figure 5. The intensity of scattering is plotted as a function of 2u. These relatively sharper peaks are from the crystalline region, and the broad region is from the noncrystalline region. Figure 5 clearly shows that the crystalline region of copolyester de-creases qualitatively with the increase of the phosphorus content. As the phosphorus content of copolyester reaches 3% (i.e., the DDP comonomer molar fraction of copolyester is 22.6%), the result of wide-angle X-ray diffraction shows that the
relatively sharp peaks are almost vague of PA30. High content of bulky pendent phosphorus side group (PA30) in copolyester totally retards its crystallization. However, all copolyesters exhibit a similar diffraction pattern, implying the similar crystal lattices of all copolyesters, regardless of incorporating the phosphorus-containing comono-mer in the backbone of the polyester.
The thermogravimetric analysis results of PET and the phosphorus-containing copolyesters un-der nitrogen atmosphere are summarized in Ta-ble V. It is clearly shown that an increase in the phosphorus content results in lower decomposi-tion temperature, but higher residual char. The LOI value is used as an indicator to evaluate polymer flame retardancy. The flame retardancy of a phosphorus-containing polymer, the correla-tion with its phosphorus content, and residual char have been previously studied.23–25 Table V
summarizes LOI value, the corresponding resid-ual char, and the decomposition temperatures of PET and phosphorus-containing copolyesters. Both LOI value and residual char increase as the phosphorus content is increased. Table V reveals that PET has the highest thermal decomposition temperature (Td 5 442°C) under a nitrogen atmosphere, followed by PA07 copolyester (Td 5 442°C), PA12 copolyester (Td 5 426°C), PA20
copolyester (Td5 419°C), as well as PA30 copoly-ester (Td 5 413°C). Reduced thermal stability with higher phosphorus content is due to more POO bond cleavage of those phosphorus-contain-ing copolyesters. However, under oxygen
atmo-Table III Assignments of Resonance Peaks of PET and Copolyester PA30
Quence Proton Chemical Shift (ppm)
PET a 7.79 b 4.48 c 4.34 d 3.86 PA30 a e 7.79 f 7.53–6.81 g 4.48 h 4.34 i 4.25–4.17 j 3.97 k 3.86 l(l1, l2) 3.12,2.34 m 2.63–2.71 aP
A30 is the copolyester with phosphorus content of 3.0 wt % synthesized by reaction method A.
sphere, the trend of thermal decomposition tem-perature has been reversed, as given in Table IV. The formation of a protected char layer26,27 for
the phosphorus-containing copolyester raises the decomposition temperature of the copolyester un-der oxygen atmosphere higher than that of PET. As illustrated in Table V, the LOI values of all phosphorus-containing copolyesters are higher than 33. These results indicate that these copoly-esters have excellent flame retardancy.
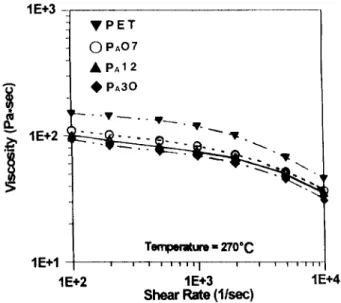
The melt viscosity as a function of shear rate for PET and copolyesters at 270°C are delineated in Figure 6. All copolyesters exhibit similar shear thinning behavior as PET. The melt viscosity de-creases slightly with the increase of the
phospho-rus content due to the lower melting temperature of phosphorus-containing copolyesters. According to Figure 6, phosphorus-containing copolyester PA07, PA12, PA30, and PET have similar
rheologi-cal characteristic within the shear rate range of 102–104L s21.
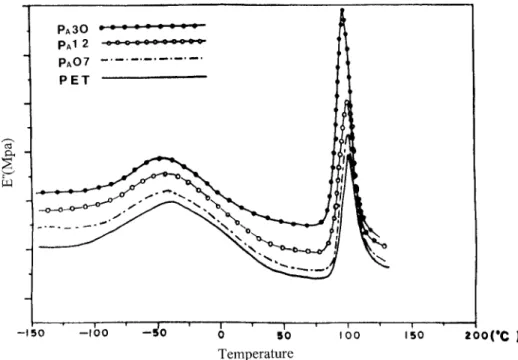
Curves of loss module (E0) vs. temperature from the DMAs of PET (PA07, PA12, and PA30,
respectively) are illustrated in Figure 7. All
sam-Table IV Phosphorus Content, Phosphorus Comonomer Molar Fraction, and Thermal Properties of Various Phosphorus-Containing Polyesters
Samplea Pb (wt %) DOPc (mol %) Tccd (°C) Thce (°C) Tmf (°C) Tg(DSC) (°C) PET 0 0 188 158 257 81.7 PA07 0.7 4.5 176 165 236 77.2 PA12 1.2 7.9 161 174 228 77.2 PA20 2.0 15.0 148 — 188 77.0 PA30 3.0 22.6 — — — 76.8 aP
A07, PA12, PA20, and PA30 are copolyesters with 0.7 wt %, 1.2 wt %, 2.0 wt %, and 3.0 wt % of phosphorus content, respectively.
bWt % of phosphorus content base on total polymer. cDOP is the phosphorus-containing compound. dT
ccis the cooling crystallization temperature. eT
ccis the heating crystallization temperature. fT
mis melting temperature. gT
gis the glass transition temperature.
Figure 4 DSC heating scan thermograms of various phosphorus-containing copolyesters PA07, PA12, PA30, and PET.
Figure 5 X-ray diffraction patterns of PA07, PA12, PA30, and PET.
ples give two transition temperatures. The lower temperature (around 250°C) correspond to the secondary transition28,29 due to the rotation of
ester (OCOOO) and methylene (OCH2O), whereas the higher one (; 100°C) corresponds to the glass transition of the main chain motion of the amorphous region. PA07, PA12, and PA30 co-polyesters demonstrate a similar dynamic me-chanical behavior to that of the PET, but slightly lower Tg at ; 97°–102°C (E0 is usually higher than tan d). In terms of microscale, PET is a homopolymer with homogenous sequence. On the other hand, the phosphorus-containing copolyes-ters are random copolyescopolyes-ters with heterogeneous sequential lengths (Lnp5 1.158 for PA30
copoly-ester and Lnp 5 1.012 for PA07 copolyester, re-spectively).30The width of transition peak has the
trend of PA30 copolyester . PA12 copolyester . PA07 copolyester . PET due to longer Lnp of
P30. The amorphous region of the copolyester in-creases with increased of Lnp. Furthermore, the sequence of transition temperature is: PET . PA07 copolyester . PA12 copolyester . PA30
copolyester. This observed DMA results again emphasized that amorphous region of copolyester increases qualitatively with the increase of the phosphorus content.
Table VI delineates the tensile strength and Izod impact of the injection-molded specimens for phosphorus-containing copolyesters (PA07, PA12, PA20, and PA30) and PET. The general trend shows that lower tensile strength for the copoly-ester with higher phosphorus content. However, the Izod impact increases with the increase of the phosphorus content. The presence of higher phos-phorus content of copolyester tends to reduce crystallinity and results in lower tensile strength but higher impact toughness.
CONCLUSIONS
A series of phosphorus-containing copolyesters can be synthesized by charging DOP, ITA, TPA, and EG in one reactor to proceed microaddition, esterification, as well as polycondensation reac-tions. H2PtCl6 has been demonstrated to be a highly efficient microaddition catalyst to improve DDP conversion. The microaddition reaction of the phosphorus compound (DOP) with ITA can proceed at a significantly lower temperature (110°C), but results in higher conversion (. 98%).
Table V Decomposition Temperature, Residual Char, and LOI Values of PET, PA07, PA12, PA20, and PA30 Samplea P (wt %) Tdb(°C) Under Nitrogen Tdc(°C) Under Oxygen Residual Chard (wt %) LOI PET 0 442 382 4.2 23.7 PA07 0.7 431 386 10.0 33.3 PA12 1.2 426 389 11.8 34.1 PA20 2.0 419 394 12.4 35.0 PA30 3.0 413 397 12.5 35.2 aP
A07, PA12, PA20, and PA30 are copolyesters with 0.7 wt %, 1.2 wt %, 2.0 wt % and 3.0 wt % of phosphorus content, respectively.
bOnset decomposition temperature under nitrogen. cOnset decomposition temperature under oxygen. dWt % of residual char at 850°C under nitrogen.
Figure 6 Melt viscosity as function of shear rate for phosphorus-containing copolyesters PA07, PA12, PA30, and PET.
The use of this H2PtCl6catalyst makes it possible
to charge all the reactants in one reactor to pro-duce high molecular weight, phosphorus-contain-ing copolyesters without requirphosphorus-contain-ing presynthesis of the DDP. Chemical structures of copolyesters were confirmed by Fourier transform infrared spectroscopy,1H-NMR, and DSC analyses.
For a phosphorus-containing copolyester, the incorporation of phosphorus moieties into a mo-lecular chain has significant effect on its thermal and flame retardancy behavior. The presence of the bulky pendent phosphorus side groups in the copolyester main chain tends to decrease the
structural regularity and retards its ability to crystallize. The formation of a protected char layer for the phosphorus-containing copolyester raises the decomposition temperature of the co-polyester under an oxygen atmosphere higher than that of PET. The LOI values of all phospho-rus-containing copolyesters are all. 33. A higher phosphorus content results in lower crystallinity, lower melting temperature, lower decomposition temperature, and lower tensile strength, but greater LOI value and higher residual char after thermal degradation. The rheological behavior of these phosphorus-containing copolyesters is sim-ilar to that of PET. The glass temperatures of copolyesters are all; 77°C (76.8°C–77.2°C). Fur-thermore, the crystal lattice of all copolyesters does not change with incorporating the pendent phosphorus side group in the backbone of the copolyester.
REFERENCES
1. Sandler, S. R.; Karo, W. Polymer Synthesis, Vol. I; Academic Press: New York, 1974; p. 367.
2. Sakon, I.; Sekiguchi, M.; Kanayama, A. U.S. Pat. 5,026,757 (1991).
3. Sakon, I.; Sekiguchi, M.; Kanayama, A. U.S. Pat. 5,041,490 (1989).
Figure 7 Loss modules (E0) vs. temperature from DMA spectra of PA07, PA12, PA30, and PET.
Table VI Tensile Strength and Izod Impact of PET, PA07, PA12, PA20, and PA30 Samplea P (wt %) Tensile Strength (MPa) Impact Strength (J M21) PET 0 60.0 20.9 PA07 0.7 41.0 24.3 PA12 1.2 38.0 25.1 PA20 2.0 33.5 26.4 PA30 3.0 30.0 27.6 aP
A07, PA12, PA20, and PA30 are copolyesters with 0.7 wt
%, 1.2 wt %, 2.0 wt %, and 3.0 wt % of phosphorus content, respectively.
4. Cohen, L. S.; Stackman, R. W. Be Pat. 769,229 (1972).
5. Helmut, K.; Walter, H.; Haraid, C. DE Pat. 2,148,348 (1973).
6. Annakurtry, K. S.; Kishore, K. Polymer 1988, 29, 756.
7. Kishore, K.; Annakutty, K. S.; Mallick, I. M. Poly-mer 1988, 29, 762.
8. Banks, M.; Ebdon, J. R.; Johnson, M. Polymer 1993, 34, 4547.
9. Banks, M.; Ebdon, J. R.; Johnson, M. Polymer 1994, 35, 3470.
10. Banerjee, S.; Palit, S. K.; Maiti, S. J. Polym Sci Polym Chem 1984, 22, 1259.
11. Mikroyannidis, J. A.; Kourtides, D. A. J Appl Polym Sci 1984, 29, 941.
12. Nair, C. P. R.; Clouet, G.; Guilbert, Y. Polym De-grad Stab 1989, 26, 305.
13. Kannan, P.; Gangadhara; Kishore, K. Polymer 1991, 32, 1909.
14. Baillet, C.; Gandi, S.; Breant, P.; Delfosse, L. Polym Degrad Stab 1992, 37, 149.
15. Banerjee, S.; Palit, S. K.; Maiti, S. J. Polym Sci Polym Chem 1994, 32, 219.
16. Horrocks, A. R.; Zhang, J.; Hall, M. E. Polym Int 1994, 33, 303.
17. Endo, S.; Kashihara, K.; Osako, A.; Shizuki, T.; Ikegami, T. U.S. Pat. 4,127,590 (1978).
18. Chang, S. J.; Chang, F. C. Polym Int 1998, 45, 36. 19. Liu, Y. L.; Hsiue, G. H.; Chin, Y. S.; Jeng, R. J.; Ma,
C. J. Appl Polym Sci 1996, 59, 1619.
20. Thomas, L. C. Interpretation of Infrared Spectra of Or-ganophosphorus Compounds; Hydel: London, 1974. 21. Antony, R. J Polym Sci Polym Chem 1993, 31,
3187.
22. Sato, M.; Kondo, H.; Yokoyama, M. J Appl Polym Sci 1984, 29, 299.
23. Yang, C. P.; Wang, S. S. J Polym Sci 1989, A27, 3351.
24. Hilado, C. J. Flame Retardants, Vol. I; Technomic: Westport, CT, 1973; p. 1.
25. Cullis, C. F.; Hirscher, M. M. The Combustion of Organic Polymers; Oxford: New York, 1981; p. 241. 26. Bank, M.; Ebdon, J. R.; Johnson, M. Polymer 1994,
34, 4547.
27. Ward, I. M. Trans Faraday Soc 1960, 56, 648. 28. Iller, K. H.; Breuer, H. J. Colloid Sci 1963, 18, 1. 29. Mark, H. F.; Bilkales, N. M.; Overberger, C. G.;
Menges, G.; Kroschwitz, J. I. Encyclopedia of Poly-mer Science and Engineering, Vol. 24, 2nd ed.; John Wiley & Sons, Inc.: New York, 1988.