國
立
交
通
大
學
材料科學與工程學系
碩
士
論
文
使用薄膜鈦/鎳(釩)/銅金屬墊層以及銅銲墊的錫銅銲錫
接點之電遷移研究
Electromigration study in SnCu solder joints with Ti/Ni(V)/Cu thin-film
under-bump-metallization and Cu substrate pad
研 究 生:朱明慧
指導教授:陳 智 教授
使用薄膜鈦/鎳(釩)/銅金屬墊層以及銅銲墊的錫銅銲錫接點之電遷移
研究
Electromigration study in SnCu solder joints with Ti/Ni(V)/Cu thin-film
under-bump-metallization and Cu substrate pad
研 究 生:朱明慧 Student:Ming-Hui Chu 指導教授:陳 智 Advisor:Chih Chen 國 立 交 通 大 學 材料 科 學 與 工 程 學 系 碩 士 論 文 A Thesis
Submitted to Department of Material Science and Engineering National Chiao Tung University
in partial Fulfillment of the Requirements for the Degree of
Master in
Material Science And Engineering June 2008
Hsinchu, Taiwan, Republic of China
Electromigration study in SnCu solder joints with
Ti/Ni(V)/Cu thin-film under-bump-metallization
and
Cu substrate pad
Student: Ming-Hui Chu Advisor: Dr. Chih Chen
Department of Material Science and Engineering, National Chiao Tung University
Abstract
In this study, electromigration study in SnCu lead-free solder joints with thin-film under-bump-metallization and Cu substrate pad was conducted. We found that there was sever damage on the substrate side (anode side), and the damage on chip side (cathode side) was little. The damage on substrate side included void formation, dissolution of copper, andintermetallic compound formation. The voids almost separated Cu pad from the solder. We used microstructure analysis and 3-dimension simulation to investigate the electromigration mechanism in the area between Cu pad and solder. The higher diffusion rate of Cu in the SnCu solder was responsible for the serious void formation in the interface between Cu pad and the solder layers.
使用薄膜鈦/鎳(釩)/銅金屬墊層以及銅銲墊的錫銅銲錫
接點之電遷移研究
研究生: 朱明慧 指導教授:陳智博士 國立交通大學材料科學與工程學系(研究所)碩士班 摘要 但是近年來因為環保議題而使用無鉛銲錫,其破壞模式就與以往所 熟悉在錫鉛銲錫內部的模式不同。本實驗使用試片為鋁/鎳(釩)/銅的 薄膜金屬墊層(UBM)以及錫銅銲錫作為銲料,板端銅墊層(Cu pad)。 研究發現靠近晶片端的陰極並沒有往常一般的破壞,反而是靠近板端 的陰極端有嚴重的破壞,其破壞包含孔洞生成、板端銅墊層消耗以及 介金屬化合物的生成。其成因是因為板端銅墊層良好的分散電流使得 電流進入銲錫凸塊之後會匯集在銲錫凸塊周圍,導致周圍一圈的電流 密度增高,讓破壞從銲錫凸塊與銅墊層介面周圍開始生長,成為主要 的破壞地點。在具有薄膜金屬墊層的錫銅銲錫中使用銅墊層讓此處成 為銲錫接點在電遷移中最脆弱的點。誌
謝
能在兩年內完成此論文,首先要感謝我的指導教授--陳智老 師,若無老師的指導,決無可能有這些研究成果,除了在實驗上,老 師也非常熱心提供許多寶貴的意見以及該有的人生態度,讓我獲益匪 淺,我會將這兩年內所學習到的謹記在心並且對老師獻上誠摯的敬 意。感謝日月光公司提供試片,讓本研究得以進行。 這兩年間與實驗室的大家朝夕相處,感謝聖翔學長的關心以及 分享生活的經驗,筱芸學姊不論在研究或是生活上無私的照顧,世緯 學長對於本研究上提供諸多的寶貴意見以及重要的模擬結果,翔耀學 長對於實驗上给於我非常慷慨的協助,阿丸學長不管在任何方面上常 常以不同角度切入給與意見,開朗的宗寬學長為實驗室帶來許多歡 樂,詠湟學長實驗認真而且最近也被大家帶壞了,熱愛運動的建民學 長則是相當幽默,程昶學長實驗上認真的態度也令我難忘,同屆的宗 憲常常分享研究上的苦樂,與旻峰很難得的同班六年,佳凌學姊、岱 霖、Q 毛、建志、龍哥在實驗室相處的時間不長,但是也令我的碩士 生涯更加豐富。感謝我的同學全雯、靜雯以及怡臻,不管研究上或是 生活上的歡笑以及痛苦,都與彼此分享,曉旻和豈聿雖然不在交大, 但是一路走來給我非常多支持以及心靈上的鼓勵。最後,由衷感謝我 的家人,若沒有他們不會有現在的我。
目錄
中文摘要---I 英文摘要---II 誌謝---III 目錄---IV 圖目錄---V 第一章電子封裝簡介與研究動機...V 1-1 電子封裝簡介... - 1 - 1-2 研究動機 ... - 3 - 第二章 文獻回顧...- 7 - 2-1 電遷移理論... - 7 - 2-2 銲錫接點內的電遷移現象... - 9 - 2-2-1 焦耳熱效應... - 9 - 2-2-2 電流集中效應... - 11 - 2-2-3 電遷移下造成的孔洞生成... - 11 - 2-2-4 鋁導線在薄膜金屬墊層中的破壞... - 13 - 2-3 銲錫電流密度分布的模擬... - 14 - 第三章 實驗方法、步驟與流程...- 21 - 3-1 試片製備... - 21 - 3-2 實驗方法... - 21 - 3-2-1 銲錫接點電阻量測... - 22 - 3-2-2 銲錫破壞模式觀測... - 23 - 3-2-3 銲錫接點內部電流密度分佈三維模擬... - 25 - 第四章 結果與討論...- 30 - 4-1 銲錫剖面觀測... - 30 - 4-1-1 銲錫與銅墊層界面微結構改變... - 30 - 4-1-2 改變實驗條件驗證破壞... - 34 - 4-2 雙重破壞模式... - 35 - 4-3 模擬結果與實驗結果對照... - 37 - 第五章 結論...- 57 - Renference...- 58 -圖目錄
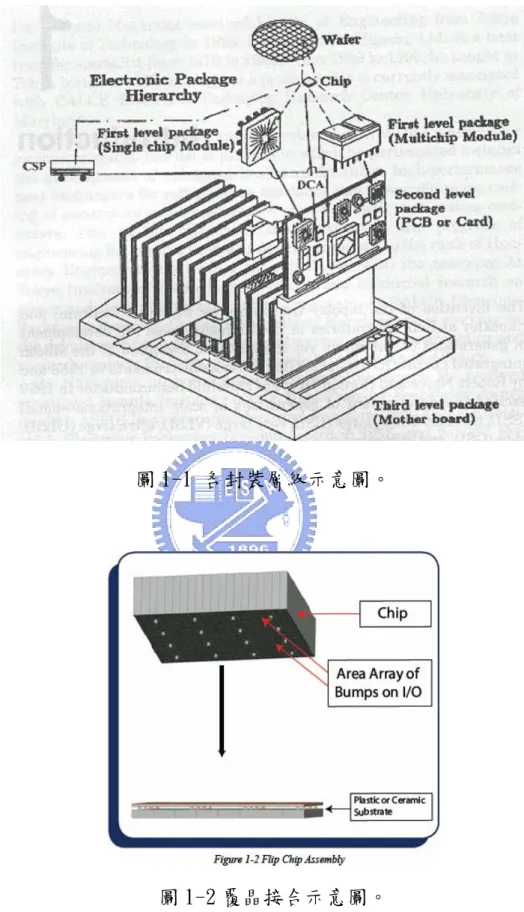
圖 1-1 各封裝層級示意圖---5
圖 1-2 覆晶接合示意圖---5
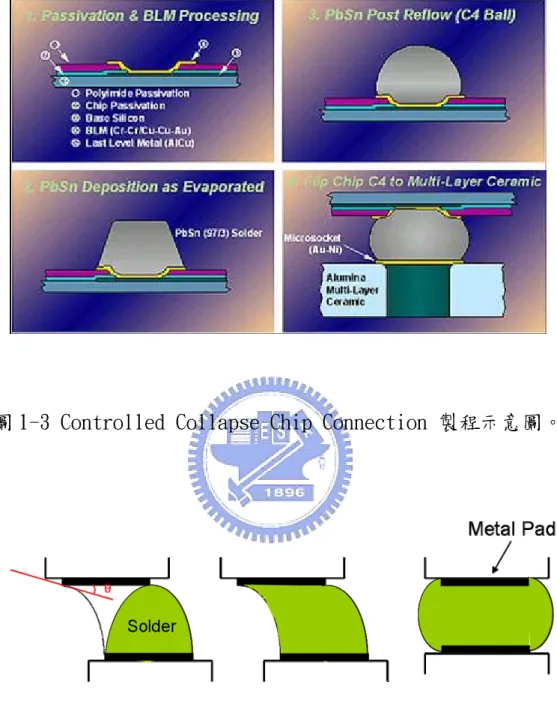
圖 1-3 Controlled Collapse Chip Connection 製程示意圖---6
圖 1-4 self-alignment 示意圖---6 圖 2-1 在鋁導線中電遷移的影響---15 圖 2-2 無鉛銲錫經過 1431 小時通電流 1.68×104 A/cm2 ,孔洞生成於導線進入 銲錫處---16 圖2-3 (a)通入0.59 A 電流,以紅外線顯像儀觀測到的溫度分布---17 (b)通入電流時,銲錫內部溫度分布模擬---17 圖 2-4 鬆餅狀的孔洞示意圖---18 圖 2-5 為錫銀銅銲錫接點經過2250小時通電測試後的截面SEM圖---19 圖 2-6 轉角結構及導線孔洞之於電流密度的模擬結果---20 圖 2-7 有限元素分析銲錫內部電流密度分布示意圖---20 圖 3-1 銲錫凸塊結構剖面示意圖---26 圖 3-2 銲錫凸塊未通電之剖面SEM影像---26 圖 3-3 利用凱文結構做四點量測示意圖---27 圖 3-4 遠紅外線觀測儀---27 圖 3-5 使用EDS做上端IMC成分分析---28 圖 3-6 使用EDS做下端IMC成分分析---28 圖 3-7 三維模擬模型結構示意圖---29 圖 4-1 銲錫凸塊破壞為生成孔洞以及 UBM 消耗之 SEM 剖面圖---41 圖 4-2 利用遠紅外線探測儀得知 1.5 安培電流下,表面溫升為 17℃。---42 圖 4-3 試片在 150 ℃下,經 1.5 安培通電時間 140 小時之後截面的 SEM 影 像圖---43 圖 4-4 試片在 150 ℃下,經 0.7 安培通電時間 480 小時的截面 SEM 影像 44 圖 4-5 試片經 X 光能量分布圖譜分析介金屬化合物的成分---45 圖 4-6 試片在 150 ℃下,經 1.5 安培通電時間 160 小時,之後研磨拋光並 且擷取電子流向上的銲錫凸塊 SEM 影像---46 圖 4-6 試片在 150 ℃下,經 1.5 安培通電時間 350 小時,改變研磨方向 41 圖 4-7 試片在150 ℃下,經 1.5安培通電時間 350小時,改變研磨方向,使 其平行銅導線,垂直於鋁導線的截面SEM影像圖---47 圖 4-8 試片在 150 ℃下,基板端黏著在加熱板上,經 1.3 安培通電時間 140 小時截面 SEM 影像圖。---48 圖 4-9 試片在150 ℃下,晶片端黏著在加熱板上,經 1.3安培通電時間 140 小時截面SEM影像圖---49 圖 4-10 試片在 150 ℃下,經 1.5 安培通電時間 60 小時的 SEM 截面圖---50
圖 4-11 四點量測電阻改變量對時間曲線圖。 (a) 試片在 150 ℃下,經 1.5 安培通電時間 140 小時,僅有一種 破壞模式---51 (b) 試片在 150 ℃下,經 1.5 安培通電時間 60 小時,具有雙重破 壞模式---51 圖 4-12 試片在 150 ℃下,經 0.8 安培通電時間 500 小時的截面 SEM 圖 52 圖 4-13 (a)模擬銲錫接點內三維電流密度分布---53 (b)模擬銲錫接點剖面電流密度分布---53 (c)對應圖(b)四點的電流密度實際值---53 圖 4-14 銲錫凸塊內,平行銅導線的截面的模擬電流密度分布圖---54 圖 4-15 模擬銅墊層的電流密度分布圖---55 圖 4-16 三維座標表示銲錫凸塊底層的電流密度圖---56
第一章電子封裝簡介與研究動機
1-1 電子封裝簡介 今日半導體技術成長快速而且電路也隨之更複雜,元件尺寸 益加縮小,因應各式各樣不同需求的封裝技術被提出,依照不同 的目的以及接合過程,封裝可分為三個不同層級,示意圖如圖 1-1 [1]。 第一層級封裝為矽晶片接合至封裝導線 (Chip to Package),第二層級將結合好的接線再接合到系統基板上,而第 三層級則是將元件連接到電路基板上。每一層級封裝都有著不同 的接合目的,第一層級封裝的挑戰在於找到低介電係數的材料以 及無鉛化之後的替代物和符合無鉛化的設計,第二層級封裝因為 面臨可攜式電子產品的製造,需要保持良好的抗衝擊性,本篇將 著重於第一層級封裝的探討。 傳統的打線封裝已經無法滿足需要高密度接點的需求,所以 具有高密度接點及優良散熱效果的覆晶封裝成為未來的主流。覆 晶封裝最早由IBM公司在60年代所提出,覆晶接合方式系利用錫 球面朝下接合的技術如圖1-2,稱為C4製程,如圖1-3(ControlledCollapse Chip Connection)[2]。C4製程利用高鉛銲錫做為銲錫 凸塊(solder bump)來接合。高鉛的優點在於,有良好的延展性 可抵抗來自外部的衝擊,之後亦有衍生出以共晶錫鉛做為銲料, 共晶銲錫對於銅的接觸角小,可有效防止剝離(sapling),同時 具有優異的溼潤效果(wettablity)、機械強度、可靠度以及低熔 點,所以常被使用於基板的接著媒介。且鉛價格低廉,可以有效 降低成本,且具有自動對準(self-alignment)如圖1-4的功用, 可增加製程的簡便與速度。 但是鉛會造成許多問題,諸如環境汙染、破壞人體神經系 統。各國對於電子產業中,已經明文立法要求,歐盟實行"限用 有害物質指令(RoHS)",日本則完全禁止,在西元 2005 之後的 國內電子元件,不得含有鉛、鎘、汞與溴化耐燃劑(多溴聯苯類、 多溴聯苯醚類)物質。因應無鉛環保的主流,紛紛以無鉛的錫銀、 錫銀銅…等,銲料來取代含鉛銲料做為覆晶接點,未來無鉛銲錫 凸塊的可靠度將成為最重要的議題之一。
1-2 研究動機
今日因為環保議題,而將共晶錫鉛銲錫凸塊改為無鉛銲錫凸 塊,以前適用於共晶錫鉛凸塊的各種設計以及對應材料,對於無 鉛銲錫凸塊來說不一定可行。例如常被使用於含鉛銲錫凸塊做為 金屬墊層Under Bump Metallization(UBM)的材料以及做為銲錫 下方的銅銲墊(Cu Pad)。常被使用於共晶錫鉛銲錫凸塊下方銅銲 墊的surface finish通常為有機銲錫保護膜organic solderable preservative(OSP) [3],OSP為有機化合物高分子薄膜塗布在銅 銲墊上,用途是保護銅銲墊並防止銅氧化。在製程中,銅銲墊並 不一定馬上與銲錫凸塊接合,且銅易與空氣中的氧反應形成氧化 銅(Cu2O),故需要一層保護層來防止形成氧化銅,形成氧化銅會 導致與銲錫的濕潤性下降,造成接合的良率下降,常用的保護層 除了有機銲錫保護膜,尚有鍍金(ElectrolyticNi/Au),化金
(ElectrolessNi/Au,ENIG),或是噴錫HASL(Hot Air Solder Leveling)等。有機銲錫保護膜具有許多優點,其優點為製程簡 單、花費低、表面平整、低污染以及接合強度強,故最常被採用。 銅銲墊在通電狀態下,受電遷移或是化學反應作用影響並非主要 破壞來源,在電遷移反應破壞中所佔地位並不明顯。在共晶錫鉛
消耗或是晶片端銲錫凸塊孔洞生成導致接點破壞,但是現在採用 無鉛銲錫,此篇研究以具有薄膜金屬墊層之錫銅無鉛銲錫為研究 對象,並探討銅銲墊受電遷移影響造成的破壞機制以及成因,此 為本篇研究的主要重點。
圖 1-1 各封裝層級示意圖。
圖 1-3 Controlled Collapse Chip Connection 製程示意圖。
第二章 文獻回顧
本篇文獻回顧主要著重於銲錫內部各種現象的分析。首先介 紹電遷移理論,接下來是銲錫接點內常見的破壞機制以及介紹觀 測覆晶銲錫使用的電性量測方式的相關研究。 2-1 電遷移理論 電遷移(electromigration)是一種質量藉著電場以及電荷 移動的現象。藉著電場的驅動,質量移動方向等同於電子移動方 向。如圖2-1所示,這是一個典型的Blech結構[4],顯示電遷移 效應在鋁導線中的影響。由於電遷移的效應在陰極端產孔洞,而 陽極端產生質量堆積。K.N.Tu發表於JAP.2003[5]有系統的介紹 電遷移起源,金屬部份的電遷移,則是由Paul S. Ho 與 Thomas Kwok[6]最先提出研究,Seith 與Wever 也以定位點(marker) 的運動,來量測質量遷移的位移量,此方式在測量電遷移上,後 來成為標準的方法。電遷移的主要驅動力為電子風力(electron wind force),在1914年由Skaupy提出,來量化電遷移的質量傳 輸。電子聚集發生於電遷移在銅導線的damascence 當中,為了加速 電子聚集效應,他們使用特定的結構並且發現到有孔洞的產生, 而後藉由有限元素分析法的模擬結果,可得知持續性的原子推動 力是如何作用在特定的路徑上,最後導致孔洞產生,同時原子流 的發生也受到通電造成的焦耳熱效應溫度梯度影響。 由Nernst-Einstein提出以下電遷移通量的計算公式: * * 0exp( ) Ne Ne Q J Z jD Z jD kT kT kT ρ ρ = = − (1) J為電遷移通量,ρ為密度T為絕對溫度,Z*有效電荷量,D0為擴 散係數,Q為擴散活化能。從其中相關研究得出在不同Blech結構 線寬下會有不同的漂移速率以及活化能,(10,3,11μm)的飄移 速率分別為16、49、66 nm/h,,而活化能為0.73 ± 0.12 eV。 [8][9]
在Kuo Ning Chiang, Chien Chen Lee 等人發表在APL 2006 的文獻中[10]指出,無鉛銲錫受電遷移作用影響下,會有明顯孔 洞生成並且有介金屬化合物intermetallic compound(IMC)生 成。如圖2-2並且破壞不僅僅從在鋁導線與銲錫接點,同時也可 能發生於鋁導線或是銅導線處。可以使用Black'equation來估 算電遷移活化能。以下為Black'equation: MTTF A 1n exp(Q ) j kT = (2)
MTTF(mean-time to failure)為定義的焊錫接點平均破壞時 間,j為電流密度,T為絕對溫度,Q為電遷移活化能。也可利用 此公式來判斷受電遷移影響之接點平均破壞時間 ,將公式可改 寫成以下形式: ln(MTTF) lnA nlnJ Q kT = − + (3) 固定電流密度j以及改變溫度T,配合公式作圖可由斜率及截距得 知n值以及Q值,進而估算銲錫接點之平均破壞時間。 2-2 銲錫接點內的電遷移現象 隨著元件微小化,接點所承受的電流密度也會上升,使得電 遷移造成的影響加劇,且此影響不僅只有質量移動造成的微結構 改變,同時會使得銲錫接點的可靠度下降。以下就幾點電遷移在 銲錫接點內造成的影響作討論。 2-2-1 焦耳熱效應 焦耳熱(Joule heating )是當電子通過金屬時,電能會轉變 為熱能,此熱能會對銲錫接點造成影響熱,焦耳熱造成的功率可
表示為以下式子: 2 2
P
=
I R
=
j
ρ
V
(4) P 為熱功率,I 為電流,R 為電阻,j 為局部電流密度,ρ為電阻 率,V 則為體積。I2R 為總熱功率,j2ρ為單位體積下的熱功率。 此熱量會對銲錫凸塊內部的溫度造成影響,是為焦耳熱效應 (Joule heating effect)。在S.H. Chiu 與Chih Chen 等人發表於APL 2006 的文獻當 中指出[11],銲錫接點在通電作用下,產生的焦耳熱效應,對銲 錫溫度的影響,並提出利用紅外線顯像技術對通電的覆晶結構觀 測,驗證熱點(hot spot)的存在,熱點出現在鋁導線進入銲錫處。 如圖2-3所示,而焦耳熱效應會提高銲錫溫度並使得電阻上升。 銲錫內部實際溫度與實驗溫度不同,會造成平均破壞時間,見公 式(3),中的溫度項產生誤差,溫度項T與平均破壞時間(MTTF)呈 exp層級減少,些微的影響即會造成很大的差異,Wu et al.在ECTC 2002[13]中提到,在共晶錫鉛銲錫中,電流密度為5 x 103 A/cm2, 因為焦耳熱效應會使得原本的溫度從所設定的加熱溫度125℃提 高為150℃,導致油MTTF公式所計算的平均破壞時間由277小時變 為84小時,由以上可知溫度項影響之巨。
2-2-2 電流集中效應 由 Liang et al.在JMR[14]所發表的研究中指出,藉由三維 有限元素分析法模擬可得到電流密度在銲錫接點中的分布,銲錫 內部最大電流密度遠大於平均電流密度,最大電流密度出現在銲 錫凸塊與金屬墊層的介面,是電遷移最易發生之處,導致空孔喜 好分布在此介面上,這是局部高度電流密度產生的電流集中效應 (current crowding effect)所致。當電子流從導線通往銲錫內 部時,其路徑面臨劇烈的幾何形狀改變,因為導線與銲錫的接觸 面面積遠小於銲錫截面積大小,加上金屬墊層的電阻率也小於銲 錫之電阻率,使得大部分的電子流集中在鋁導線與金屬墊層的介 面,鋁導線與金屬墊層的介面處會先散布電子流,而後這些電子 流再流入銲錫內部,此舉會造成電子流的分布不均勻,電遷移現 象出現在最大電流密度之處導致破壞,電流集中效應在電遷移破 壞中扮演重要的角色。 2-2-3 電遷移下造成的孔洞生成
利用薄膜Al/Ni(V)/Cu UBM 的覆晶銲錫試片做研究。將共晶錫鉛 試片在100、125、140℃的加熱板上,通入 1.90、2.25、 2.75×104A/cm2 的電流密度,進行電遷移可靠度的測試,同時紀 錄測試過程中的電位變化。當晶片與銲錫界面的孔洞,成長越過 整個接觸面時,電阻快速上升,而導致迴路斷路。參照紀錄過程 中電阻變化與時間的關係圖,可以對應電遷移導致孔洞產生時電 阻的變化。Hua Ye, Cemal Basaran[16]等人發現通電狀態下, 因為電流的推動,孔洞生成在陰極端,hiilock生成在陽極端。
在Y.H. Lin, Y.C. Hu, K. Tu 等人發表於Acta Materialia 53 (2005)[17],晶片銲錫接點接著,使用銅做為金屬墊層, 基板端則以厚膜鎳做為墊層,在電遷移作用的過程中,同樣發現 有電遷移造成的孔洞。同樣的在破壞機制的研究,T. Y. Lee 與 K.N. Tu 所發表的在2001 的JAP 中[18]提到,在覆晶銲錫接點 裡使用厚膜的無電鍍鎳做為金屬墊層,與電鍍厚膜銅做為基板端 的墊層,在1.5 A 、120℃的條件下,進行通電20、30、39.5 小 時的電遷移測試,結果可以發現以下幾點: 厚膜鎳金屬墊層快速 反應溶解、介金屬化合物迅速成長、產生孔洞,介金屬化合物最 遠可以生成到距離鎳金屬墊層 20μm 處。K.N. Tu 等人發表在 APL, Vol. 88(2006)[12]發現鬆餅狀的孔洞(pancake-type
void)。如圖2-4。其中內容引用,在150℃下電流密度為
2.55×104A/cm2 ,經過38小時之後,原子與空孔的交換下,可以 發現界面處有孔洞形成,一旦鬆餅狀孔洞生成後,其後只需要五 個小時鬆餅狀孔洞便會橫過整個介面,導致迴路斷路。
2-2-4 鋁導線在薄膜金屬墊層中的破壞
Y. S. Lai發表在Electronic Components and Technology
Conference (2007)[19]中發現,有鈦/鎳(釩)/銅(Ti/Ni(V)/Cu)薄 膜金屬墊層的錫銀銅(Sn-3Ag-0.5Cu)銲錫凸塊在電流密度 5x103A/cm2150℃經過2250小時的測試後,電子流方向由箭號標 出,因為電遷移所引起使靠近金屬墊層的鋁導線產生嚴重的破 壞,如圖2-5所示,可由局部放大圖清楚的發現,在鎳(釩)層與矽 晶片之間可看見明顯的富錫相(Sn-rich phase),其原因是在無鉛 銲錫中,相較於其他元素錫佔有量為最大,所以擴散也主要以錫 原子為主,當錫擴散進入金屬墊層與其反應時,鎳(釩)層便以相 反的方向擴散進銲錫內部,同時造成初步的破壞,鎳(釩)層的破 壞也因為與電遷移行進的方向一致而進一步的加劇,鎳(釩)層在 銲錫凸塊中做為阻障層(barrier layer)一旦它開始破壞,便使得
鋁導線無法抵抗電子流造成的電遷移影響,之後利用
EPMA(electron probe microanalyzer elemental mapping)分析 得知,導線中的鋁原子經由金屬墊層進入銲錫內部,且錫原子也 進入導線內部,造成導線嚴重破壞。
2-3 銲錫電流密度分布的模擬
C. C. Yeh與K. N. Tu在J. Applied Physics Vol. 88(2000) [20]發表的研究中,利用有限元素分析法做三維的結構模擬,用 以探討電性分布的影響,一為轉角結構影響,電子流在導線或是 銲錫內部並非直線前進,而無法用一般公式估算其電流密度分 度,二為導線中孔洞的影響,在通電過程中所生成的空洞對電性 影響甚巨,需要模擬的結果來佐證其影響性。而分析結果指出, 此兩種結構皆會對電流密度分布上呈現很大的密度梯度,尤其電 遷移的驅動力為電流密度梯度,其梯度差影響不亞於電流密度本 身高低影響。除此之外,研究中也改變有限元素模型的參數,如 厚度、寬度等,藉此分析各參數對於電遷移測試的影響,兩結構 如(圖2-6)所示。Everett C. C. Yeh, W. J. Choi與K. N. Tu等 人發表在Applied Physics L.Vol. 80(2002)[21]的研究中,
提出導線與銲錫接點幾何形狀的差異造成銲錫接點內部的電流 集中效應,並由實驗的結果證實此現象會造成銲錫接點中電流集 中處有孔洞生成,且使銲錫在電遷移可靠度測試的結果不如預 期,由結果推得在設計中引入可減緩電流集中效應的方法,可以 提高銲錫接點的電遷移測試可靠度。銲錫內部電流密度分布分析 結果如圖2-7所示。 圖 2-1 在鋁導線中電遷移的影響,造成質量隨電子流方向移動,一 端產生孔洞(void),一端產生質量堆積(extrusion)。
圖2-2 上圖為無鉛銲錫內部電流密度分布模擬。下圖為無鉛銲錫經過 1431 小時通電,電流密度為1.68×104 A/cm2之SEM影像,孔洞生成於 電子流由導線進入銲錫處(左邊銲錫凸塊左上角)。
圖2-3 (a)通入0.59 A 電流,以紅外線顯像儀觀測到的溫度分布。 [12]
(b)通入電流時,銲錫內部溫度分布模擬。[12]
圖2-5 上圖為錫銀銅銲錫接點經過2250小時通電測試後的SEM影像 剖面圖,下圖為白框部分的放大圖[19]
圖 2-6 轉角結構及導線孔洞造成的電流密度模擬結果。[20]
第三章 實驗方法、步驟與流程
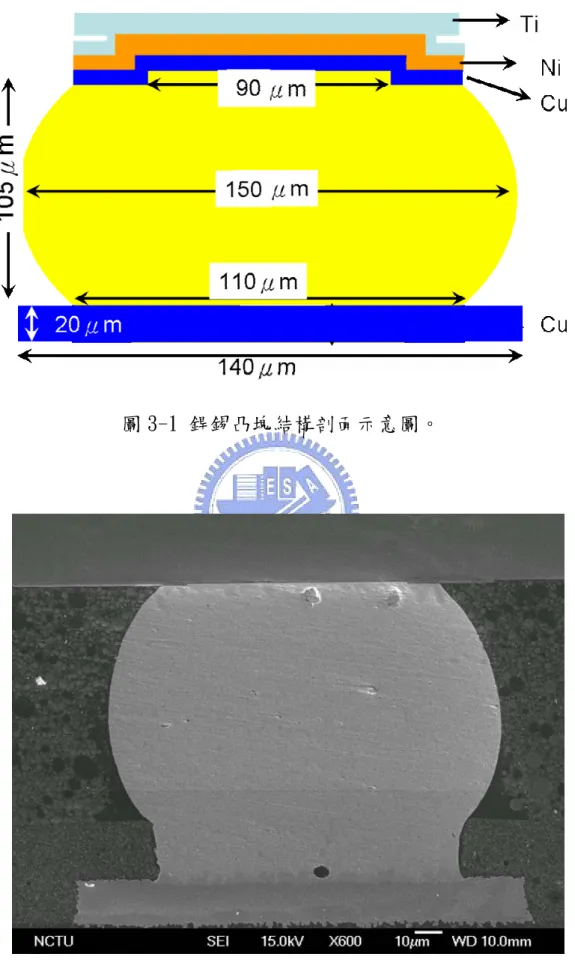
本章節將就銲錫試片結構、線路,以及實驗所需之儀器、步驟做 介紹,並說明利用凱文結構做四點量測之方法,以及配合銲錫接點內 部電流密度的模擬模組。 3-1 試片製備 實驗試片是由日月光半導體製造股份有限公司 (Advantage Semiconductor Engineering) 所提供,為無鉛銲錫的覆晶封裝 試片。試片結構如圖 3-1、3-2。 銲料為錫 0.7 銅,其熔點為 227℃,presolder 為錫銀銅,上 端的薄膜金屬墊層為鈦 (~0.3 μm) /鎳(釩) (~0.3 μm)銅 (~0.7 μm) , 金 屬 墊 層 與 鋁 導 線 的 接 觸 面 積 直 徑 為 90μm(passivation),下端為銅墊層(Cu pad),厚度為 20μm, 銲錫凸塊高度為 105 μm,直徑為 120μm,鋁導線寬度為 65μm、 厚度為 1μm,銲錫接點之間的 pitch 為 270μm。 3-2 實驗方法3-2-1 銲錫接點電阻量測 本研究使用電源供應器為 Aglient 3646 模組,利用電源供 應器來控制所需要的電流及電流密度。使用的量測儀器及資料交 換器(Data switch)配合有二十個獨立頻道,這兩組儀器在量 測時間小於90 天、100 mV的量測範圍下,電壓的量測精確度範 圍約為5μV。上述兩儀器皆符合通用儀器通訊協定,同時支援序 列阜與GPIB 控制介面,配合上適當的軟體便可利用遠端對量測 做穩定、長期、精確的連續控制,在本研究中即利用美國國家儀 器公司所開發的圖形化儀器控制軟體LabVIEW,做為資料擷取及 儀器控制的工具。 將前述所描述的實驗試片,將基板端平貼在加熱板上,在 150 ℃溫度下,通入 1.5、1.3、0.8 以及 0.7 安培的電流,利用金屬 墊層與鋁導線的接觸面積直徑大小計算得知電流密度為,7.4 x 104 、6.4 x 104、3.9 x 104與 3.5 x 104A/cm2。同時我們利用試 片線路做凱文結構的四點量測,如圖 3-3 所示,利用試片的導線 配置,使用一對提供固定電流的 I-I+通過我們所需的線路,同時 並利用另一對 V-V+來量測其電壓降,以歐姆定律換算出電阻,可 以在通電測中同時測量兩顆銲錫接點以及中間連接鋁導線的電
阻。圖中連接下方之線條為銅導線,接點上方之線條為鋁導線。 將得到的電阻與時間作圖,上升電阻值為縱軸,時間為橫 軸,使用電阻上升值,即為ΔR,來定義破壞,因為試片的差異, 其初始電阻值皆有或多或少的不同,所以使用電阻差值來定義我 們所需要的破壞程度。 使用此方式可以在試片進行通電測試的同時,清楚觀測到電 阻值的上升,一般使用 daisy chain 的通電方式,只能在線路斷 路之後,才進行接下來的步驟,但是使用四點量測就可以控制我 們所想要的電阻上升值,並且比較不同條件下,上升同樣電阻值 所需之時間,或是利用相同電阻上升值比較不同的破壞模式所造 成的影響。 3-2-2 銲錫破壞模式觀測 做完通電測試程序的試片,先利用遠紅外線觀測儀 IR(Infrared Scope),如圖 3-4 觀察鋁導線是否斷路,接下來使 用 SiC 砂紙研磨以及氧化鋁(Al2O3)粉末拋光至銲錫球正中央。觀 測銲錫凸塊截面的破壞情況,則使用掃描式電子顯微鏡 Scanning Electronic Microscope(SEM) 觀察銲錫凸塊截面微結構改變,
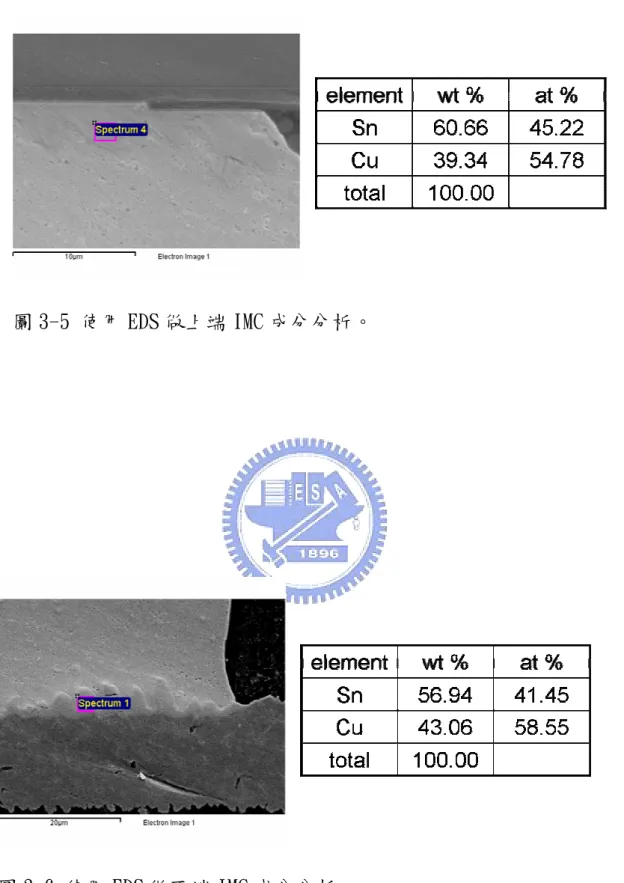
例如:孔洞生成或是介金屬化合的剝離甚至鋁導線、下方銅墊層 以及上方金屬墊層的變化。使用 X 光能量分布圖譜 energy dispersive spectroscopy(EDS)對試片做成分定性分析,還可以 再次利用遠紅外線觀測儀量測因為焦耳熱效應造成銲錫內部溫 升,用來校正 MTTF 公式的溫度項,另外配合電阻上升值與銲錫 凸塊微結構改變做討論。 遠紅外線觀測儀 IR(Infrared Scope)如圖 3-4,其基板可加 熱至 100℃,將試片置於基板上,並且對試片通入電流,因為電 流導入的焦耳熱效應而使得溫度開始上升,此時利用遠紅外線觀 測儀可測得其紅外線發射率,可換算為溫度與基板溫度的差異值 (ΔT),可知其溫度上升值與分布狀況。 本實驗所使用掃描式電子顯微鏡為 JEOL 6500scanning electron microscope(SEM)以及 energy dispersive
spectroscopy(EDS),用於觀測微結構改變以及成分分析。通電 測試前的試片如圖 3-2,由圖可知,靠近矽晶片與基板上下兩端 接生成介金屬化合物,經 X 光能量分布圖譜分析其成分為
3-2-3 銲錫接點內部電流密度分佈三維模擬
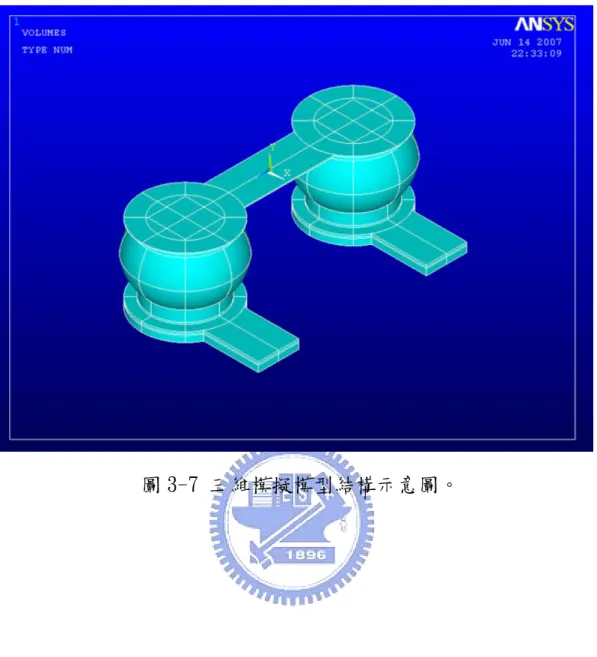
使用Ansys Inc.所生產的程式"Ansys"做有限元素分析法 (finite element analysis)的三維模擬,用以得知銲錫接點內 部的電流密度分布,可與微結構改變的剖面圖做比較。ANSYS的 模擬分為三個步驟:前處理、求解、後處理。前處理為建立物體、 定義材料、網格化,求解為施加邊界條件、初始條件、求解,後 處理為顯示結果。模擬結構圖如圖3-7。 前處理為建立物體、定義材料、網格化。因為銲錫本身對稱, 所以我們利用二維剖面,之後對對稱軸旋轉物體得其立體結構, 並且輸入各種材料之性質。網格化(mesh)用以切割物體,建立節 點。求解的步驟之一,施加邊界條件,本研究中所施加的條件只 有電流與電壓,因為只需要觀察電流密度分布,施加電流皆為1.5 安培。後處理為觀察結果,可用列表或是繪圖方式觀察,在本研 究中出現的皆為繪圖方式。
圖 3-1 銲錫凸塊結構剖面示意圖。
圖 3-3 利用凱文結構做四點量測示意圖。
圖 3-5 使用 EDS 做上端 IMC 成分分析。
第四章 結果與討論
4-1 銲錫剖面觀測 4-1-1 銲錫與銅墊層界面微結構改變 一般在銲錫接點通電可靠度測試中,所觀察到主要微結構改 變通常出現在電子流方向向下的銲錫凸塊中,破壞會出現在電子 流聚集處,即鋁導線與銲錫凸塊接觸的界面,破壞模式為界面上 產生孔洞,孔洞隨著通電成長至整個界面使得迴路失效,或是銲 錫凸塊上方金屬墊層消耗,如圖 4-1。由圖可以看見電子流入口 處,產生孔洞以及金屬墊層有明顯的消耗。 本實驗主要測試溫度為 150℃,而銲料成分為錫 0.7 銅,其 熔點為 227℃,經由遠紅外線觀測儀所得 1.5 安培電流下之溫升 為 17℃,如圖 4-2,左上角黑框內顯示溫度為 117℃,與遠紅外 線觀測儀基板的 100℃相差 17℃,所以在實驗過程中,銲錫接點 內部溫度不會超過熔點。實驗前的剖面圖 SEM 影像如圖 3-2,由 EDS 結果知薄膜金屬墊層幾乎完全成為介金屬化合物 Cu6Sn5,圖 4-3 為實驗條件溫度為 150 ℃電流 1.5 安培通電時間 140 小時,之後再經研磨拋光而擷取的 SEM 影像。電子流方向由箭號標出, 經由 passivation opening 截面積計算得其電流密度為 7.4 x 104 安培/平方公分。圖 4-3(a)為電子流方向由下往右上的銲錫凸 塊,截面的 SEM 影像,可以看到上方介金屬化合物 Cu6Sn5成長成 明顯的一個區域,下方的銅墊層消耗嚴重,且生成孔洞在銲錫凸 塊底層的兩側以及介金屬化合物 Cu6Sn5與銅墊層的界面,此處的 Cu6Sn5成長的比上端的 Cu6Sn5多。圖 4-3(b) 為電子流方向由左上 往下的銲錫凸塊,截面的 SEM 影像,在銲錫凸塊左上角,電子流 由鋁導線進入銲錫內部的入口處有微小的孔洞生成,此處也有介 金屬化合物成長,下端的銅墊層完整,銅墊層之上的介金屬化合 物比起通電測試前,有些微增厚。接著比較兩顆銲錫凸塊的微結 構改變,比較兩張 SEM 截面圖,在圖 4-3(b)中電子流入口處的孔 洞較電子流方向向上的銲錫凸塊在銅墊層與銲錫界面生成的孔 洞不明顯,且電子流方向向上的圖 4-3(a)有著明顯於圖 4-3(b) 的微結構改變,這種現象與一般的電遷移影響並不相同,一般的 情況會是電子流向下的銲錫凸塊有較嚴重的破壞。之後會結合銲 錫接點內部三維電流密度模擬來說明這個現象。 (圖 4-4)為試片在 150 ℃下,經 0.7 安培電流通電時間 480 小時之後的截面 SEM 圖,電流密度為 3.5 x 104安培/平方公分。
表面上大大小小的孔洞為機械研磨所造成,在此條件下做的通電 測試,所造成的破壞較 1.5 安培來的不明顯。圖 4-4(a)是電子流 方向由下往右上的銲錫凸塊,截面的 SEM 影像。同樣也可以發現 下端孔洞的生成以及銅墊層的消耗,以及下端的介金屬化合物成 長較上端為明顯,在圖 4-4(b)為電子流方向由左上往下的銲錫凸 塊截面的 SEM 影像中。則未發現明顯的微結構改變,唯有在銲錫 下端靠近銅墊層部分,介金屬化合物稍微成長增厚。由以上兩個 測試條件來看,不論是在高電流密度或是低電流密度的測試環境 下,皆可看到靠近銲錫與銅墊層界面的破壞,且同時另一顆銲錫 凸塊的破壞並沒有電子流方向向上的銲錫凸塊明顯,大部分的微 結構改變皆來自電子流向下銲錫凸塊靠近銅墊層介面部分。圖 4-5 為圖 4-4(a)的試片經 X 光能量分布圖譜分析後的結果,可以 得知其介金屬化合物皆為 Cu6Sn5。 一般在具有薄膜金屬墊層的銲錫接點中,電遷移破壞尤其容 易從薄膜金屬墊層處開始,但是在本研究測試條件下,當下方為 銅墊層,其主要破壞就變成從銅墊層與銲錫界面開始,與之相 比,電遷移對於薄膜金屬墊層部分造成的破壞並不明顯。在電遷 移測試中,此界面取代薄膜金屬墊層而成為銲錫中最脆弱的區 域。
圖 4-6 為試片在 150 ℃下,經 1.5 安培通電時間 160 小時之 後,一邊研磨拋光並且一邊擷取電子流方向為向上銲錫凸塊影 像,研磨方向如圖 4-6 右下角的示意圖。依序觀看圖片之後,可 以得到孔洞生成在銲錫凸塊周圍最為嚴重,也就是第一章以及最 後一張圖所顯示的微結構影像,相較之下,銲錫球中央所看到的 破壞最輕微,由最後一張圖可以看到孔洞已經從兩側拓展至銲錫 中央連接在一起。由以上得知,周圍的破壞比中央嚴重。以直觀 角度來說,銅墊層連接銅導線部份由於是電子流入口,有較嚴重 破壞並不奇怪,但是遠離電子流入口處的破壞也如此嚴重,就與 一般想法相異,圖 4-7 是試片在 150 ℃下,經 1.5 安培通電時 間 350 小時,改變研磨方向,使其平行銅導線,垂直於鋁導線的 截面 SEM 影像圖。電子流方向同箭號,電子由銲錫凸塊左下進入 往上。可以明顯觀察到圖片右方也就是遠離銅導線與銅墊層相接 電子流入口處產生明顯的孔洞,而且大小與前端電子流入口處生 成的孔洞相似,銅墊層中央部份被消耗殆盡,由圖 4-7、圖 4-8, 我們認為孔洞是從銲錫底層邊界周圍與銅墊層接觸的界面開始 生成一圈逐漸往內部成長,此現象之後也會一併利用銲錫接點內 部電流密度的三維模擬解釋。
4-1-2 改變實驗條件驗證破壞 實驗加熱方式是把試片基板端平貼在加熱板上,所以銲 錫球底部與銅墊層接觸部分較靠近加熱板,而我們主要觀察到的 破壞也在此處。因為如此,我們維持同樣的溫度、電流大小以及 通電時間,僅僅改變與加熱板接觸的部份,來觀察改變接觸面對 微結構影響,圖 4-8 是試片在 150 ℃下,基板端黏著在加熱板 上,經 1.3 安培通電時間 140 小時的截面 SEM 影像圖,電流密 度為 6.4 x 104安培/平方公分。圖 4-9 則是相同條件下,晶片端 與加熱板接觸的 SEM 截面影像。比較圖 4-8(a) 與圖 4-9(a),皆 為電子流方向向上的銲錫凸塊的 SEM 截面影像,在兩種不同的實 驗條件下因為電遷移影響的孔洞生成仍然明顯,並且也是由銲錫 凸塊左右兩側的邊緣開始生成,銅墊層也有明顯的消耗。比較圖 4-8(b)與圖 4-9(b),此為電子流方向向下的銲錫凸塊的 SEM 截面 影像,圖 4-9(b)銲錫凸塊上端靠近晶片處有薄薄的微小孔洞生 成,而在圖 4-8(b)的影像中並沒有看到,這是唯一較明顯的不同 之處。這個差異應該就是與加熱板接觸面改變所造成的結果。但 是我們看到電子流方向向上的銲錫凸塊與銅墊層界面的破壞,並 沒有因為改變接觸面而有明顯改變,可以證明發生在基板端的孔 洞生成以及銅墊層消耗並非由於基板端與加熱板接觸的緣故。
4-2 雙重破壞模式 在部分試片中除了發現銲錫與銅墊層介面的微結構改變 外,也會在鋁導線部份發現破壞,如圖4-10,圖4-10(a)電子流 方向由下往右上的銲錫凸塊的截面SEM影像中,可以明顯看到銅 墊層界面的破壞,包含:孔洞從銲錫凸塊邊緣兩側生成,銅銲墊 的消耗以及介金屬化合物的成長。值得注意的地方為圖4-10(b) 電子流方向向下的銲錫凸塊,其上方鋁導線的破壞。Dr.Liu也 在"Damages and Microstructural Variation of High-Lead and Eutectic SnPb Composite Flip Chip Solder Bumps Induced by Electromigration," JMR(2005)[29],闡述過其破壞模式,如 圖2-5所示。其中指出,因為電遷移所引起,靠近金屬墊層的鋁 導線會產生嚴重的破壞,在鎳(釩)層與矽晶片之間可看見明顯的 富錫相(Sn-rich phase),其原因是在無鉛銲錫中,錫相較於其 他元素佔有量為最大,所以擴散也主要以錫原子為主,當錫擴散 進金屬墊層與其反應時,鎳(釩)層便以相反的方向擴散進銲錫內 部,同時造成初步的破壞,鎳(釩)層的破壞也因為與電遷移行進 的方向一致而產生加成的效果,在銲錫凸塊中鎳(釩)層做為阻障
層(barrier layer),一旦它開始破壞,便使得鋁導線無法抵抗 電子流造成的電遷移影響,之後利用EPMA分析得知導線中的鋁原 子經由金屬墊層進入銲錫內部,且錫原子也進入導線內部,造成 導線嚴重破壞。 當此種破壞發生時,對電阻影響非常顯著,會在短時間內使 電阻值上升非常劇烈,圖 4-11 為四點量測所得的電阻上升值對 時間的曲線圖,所量測到電阻值為兩顆銲錫接點加上接點中間一 段鋁導線的電阻值,圖 4-11(a)為圖 4-3 所表示之銲錫接點的電 阻改變量曲線圖,試片在 150 ℃下,經 1.5 安培電流經過 140 小時後,電阻上升約 22mΩ,而相較圖 4-11 (b),同樣測試條件 下,60 小時後,電阻上升約 25mΩ,其中兩者所需要的時間差至 兩倍以上,而他們之間的差異是因為圖 4-11(b)具有鋁導線破壞 所貢獻的電阻上升值。因為鋁導線部份的電流密度相當的高,在 1.5 安培的測試條件下,其截面電流密度約為 2.3 × 106安培/平 方公分 ,鋁導線稍有破壞就會直接反映在電阻值上升的幅度。 若銲錫凸塊中有破壞發生鋁導線上,且同時有銲錫與銅墊層界面 的破壞,就是雙重的破壞模式(dual-failure mode)。圖 4-12 為 試片在 150 ℃下,經 0.8 安培通電時間 500 小時的截面 SEM 圖。 圖 4-12(a)的裂縫為機械研磨時造成,在低電流密度的測試下,
也出現雙重破壞模式,所以跟銲錫與銅墊層界面的電遷移破壞相 同,鋁導線受電遷移影響的破壞也同時會出現在高/低的電流密 度下。 4-3 模擬結果與實驗結果對照 此研究利用三維模擬來得知銲錫內部的電流密度,圖4-13(a) 為三維的銲錫接點電流密度分布,圖4-13(b)是將銲錫接點取剖 面的電流密度分布圖,圖4-13(c)是圖4-13(b)中四個點的實際電 流密度,點3、點4分別為銲錫下端的左右兩側電流密度,為1.37 ×104安培/平方公分 以及9.88×103安培/平方公分 ,以此計算左 右兩端的電流擁擠係數(crowding ratio),約為1.39,相對於銲 錫上方的點1、點2,電流密度為7.75×104安培/平方公分 以及3.77 ×103安培/平方公分 ,電流擁擠指數為20.56,上下兩處的電流擁 擠指數差約達15倍之譜,可見電子流在銲錫凸塊下方的銅墊層是 平均分散再往上流入銲錫凸塊中,最後集中進入右上方的鋁導 線,且由圖4-13(b)發現,電流密度在銅墊層部分以及銲錫凸塊 下方的左右邊界有較高的電流密度。 圖4-14為平行銅導線剖面的銲錫內部電流密度模擬圖可與
圖4-7改變研磨方向,使其平行銅導線,垂直於鋁導線的截面SEM 影像圖,對照觀看,銲錫邊緣電流密度為1.48以及1.03×104安培/ 平方公分 ,後方之電流密度不亞於銅導線入口處的電流密度, 所以孔洞也出現在遠離銅導線入口處圖4-7,圖中也可以發現, 下方銅墊層直到中央其電流密度還是比銲錫內部高,與前段所描 述的,銅墊層與銲錫下層界面邊緣有較高的電流密度現象相結 合,可以得到此項結論: 銅墊層將電流均勻散佈,再匯入銲錫 中,所以導致銲錫周圍有較高的電流密度。利用圓柱狀的電阻公 式來計算,當電子流由圓柱側面進入,其電阻值計算公式為: T 為圓柱高,ρ為電阻率,θ為圓柱的圓心角。 銅電阻率為1.7mΩ/cm,錫為 12.3mΩ/cm,銅墊層厚度為 20μm, 銲錫凸塊高度為 105μm,代入公式計算得: 2 2 1 1
cos
sin
sin
sin
dx
dr
r
d
L
r
d
R
A
r
T
T
θ θ θ θθ
θ θ
θ θ
ρθ
ρ
ρ
θ
= −
=
=
=
=
×
∫
(
2)
41.7
1
4
0
16.778
20 10
2
cuR
=
−× ×
π
−
=
m
Ω
×
(
2)
412.3
1
4
0
23.123
105 10
2
solderR
=
−× ×
π
−
=
m
Ω
×
由上兩式得之,銅墊層所具有的電阻小於銲錫電阻,所以當 電流由銅導線進入時,會先散佈至銅墊層,之後往上流入銲錫時 因為銲錫截面積較銅墊層為小(由直徑 140μm 的銅墊層進入直徑 110μm 的銲錫界面),會在銲錫周圍產生匯集,導致周圍電流密 較高,進而讓破壞產生在此處,孔洞從銲錫底層周圍成長且銅墊 層消耗。 圖 4-15(a)為微結構未發生變化的銅墊層電流密度分布 圖。由圖可知,電流不是選擇最短路徑,直接由導線進入穿越銅 墊層之後往上進入銲錫內,而是電流被銅墊層分散,之後匯集在 銲錫底部周圍再進入銲錫內部,可以見到遠離電子流入口處有一 圈電流密度較高的區域,便是電子流匯入銲錫內部的路徑,由前 面的 SEM 影像可知,此處也是破壞產生的地點之一。 圖 4-15(b) 為銲錫凸塊底層生成介金屬化合物且銅墊層生 成孔洞的銅墊層電流密度分布。當電子流入口處產生孔洞時,銅 墊層上的電流密度便產生變化,電流在銅墊層上變得更加往後分 散,且在與銲錫底層接觸部份的電流集中的更加明顯,圖上有一 圈電流密度較高的區域,可以解釋為何孔洞並非只是沿著入口處 往內部成長,同時沿著銲錫介面周圍一圈開始成長。 圖 4-16(a)是以三維座標表示銲錫凸塊底層的電流密度,
圖 4-16(a) 是微結構未發生破壞前的銲錫底層電流密度分布。右 端為銲錫底層與銅墊層電子流入口處接壤的位置,電流密度約為 1.6×104安培/平方公分 ,左端為遠離入口處,電流密度約為 1.2 ×104安培/平方公分 ,兩者電流密度差距不大,且電流密度分布 呈現碗狀,可以知道電流密度在銲錫底部是以周圍一圈較高,所 以破壞也由周圍開始生成。圖 4-16(b)是銲錫凸塊底層生成介金 屬化合物且銅墊層生成孔洞的銲錫底層電流密度分布。左端電流 密度約為 2.5×104安培/平方公分 ,右端約為 1.5×104安培/平方 公分,由於孔洞的生成與介金屬化合物的成長,銲錫底層周圍的 電流密度皆升高,且電流密度變成更深的碗狀,等於周圍的電流 密度相對中間部分更加的大,此舉會成為孔洞成長的助力,進一 步加劇破壞。
圖 4-1 銲錫凸塊破壞為生成孔洞以及 UBM 消耗之 SEM 剖面圖,箭 號為電子流方向。
圖 4-2 利用遠紅外線探測儀得知 1.5 安培電流下,表面溫升為 17 ℃。
圖 4-3 試片在 150 ℃下,經 1.5 安培通電時間 140 小時之後截面 的 SEM 影像圖。
(a) 為電子流方向由下往右上的銲錫凸塊,截面的 SEM 影像。 (b) 為電子流方向由左上往下的銲錫凸塊,截面的 SEM 影像。
圖 4-4 試片在 150 ℃下,經 0.7 安培通電時間 480 小時的截面 SEM 影像。
(a) 為電子流方向由下往右上的銲錫凸塊,截面的 SEM 影像。 (b) 為電子流方向由左上往下的銲錫凸塊,截面的 SEM 影像。
圖 4-6 試片在 150 ℃下,經 1.5 安培通電時間 160 小時,之後研磨 拋光並且擷取電子流向上的銲錫凸塊 SEM 影像,右下角圖片表示研 磨方向。
圖 4-7 試片在 150 ℃下,經 1.5 安培通電時間 350 小時,改變研磨 方向,使其平行銅導線,垂直於鋁導線的截面 SEM 影像圖。電子流 方向同箭號,由銲錫凸塊左下進入往上。
圖 4-8 試片在 150 ℃下,基板端黏著在加熱板上,經 1.3 安培通電 時間 140 小時截面 SEM 影像圖。
(a) 為電子流方向由下往右上的銲錫凸塊,截面的 SEM 影像。 (b) 為電子流方向由左上往下的銲錫凸塊,截面的 SEM 影像。
圖 4-9 試片在 150 ℃下,晶片端黏著在加熱板上,經 1.3 安培通 電時間 140 小時截面 SEM 影像圖。
(a) 為電子流方向由下往右上的銲錫凸塊,截面的 SEM 影像。 (b) 為電子流方向由左上往下的銲錫凸塊,截面的 SEM 影像。
圖 4-10 試片在 150 ℃下,經 1.5 安培通電時間 60 小時的 SEM 截 面圖。
(a) 為電子流方向由下往右上的銲錫凸塊,截面的 SEM 影像。 (b) 為電子流方向由左上往下的銲錫凸塊,截面的 SEM 影像。 可以看到鋁導線處有明顯微結構改變。
圖 4-11 四點量測電阻改變量對時間曲線圖。
(a) 試片在 150 ℃下,經 1.5 安培通電時間 140 小時,電阻 上升 22mΩ,僅有一種破壞模式。[圖 4-3]
(b) 試片在 150 ℃下,經 1.5 安培通電時間 60 小時,電阻 上升 25mΩ,具有雙重破壞模式。[圖 4-10]
圖 4-12 試片在 150 ℃下,經 0.8 安培通電時間 500 小時的截面 SEM 圖。
(a) 為電子流方向由下往右上的銲錫凸塊,截面的 SEM 影像。 (b) 為電子流方向由左上往下的銲錫凸塊,截面的 SEM 影像。
圖 4-13 (a)模擬銲錫接點內三維電流密度分布。 (b)模擬銲錫接點剖面電流密度分布。 (c)對應圖(b)四點的電流密度實際值。
圖 4-15 模擬銅墊層的電流密度分布圖。
(a) 微結構未發生變化的銅墊層電流密度分布圖。
(b) 銲錫凸塊底層生成介金屬化合物且銅墊層生成孔洞的 銅墊層電流密度分布圖。
圖 4-16 三維座標表示銲錫凸塊底層的電流密度圖,XY 軸為銅 墊層界面,Z 軸為電流密度。
(a) 微結構未發生破壞前的銲錫底層電流密度分布圖。 (b) 銲錫凸塊底層生成介金屬化合物且銅墊層生成孔洞
第五章 結論
因應現今無鉛議題,覆晶銲錫接點紛紛使用無鉛銲料,過去 在含鉛銲錫中,以有機銲錫保護膜以及銅墊層取代鎳/金層會有 傑出的表現且成本低廉,但是假若使用在無鉛銲錫上,就會出現 其他的問題。由本研究得知,將有機銲錫保護膜以及銅墊層使用 在具有薄膜金屬墊層的無鉛錫銅銲錫接點中,在本論文的測試條 件下,銲錫凸塊與銅墊層的界面會成為電遷移主要造成破壞的地 點,甚至其脆弱程度大於薄膜金屬墊層之處,其破壞是因為電流 會集中在銲錫底層與銅墊層界面的周圍,造成周圍一圈具有較高 的電流密度,並且銅在錫內部的擴散速度非常快,所以從周圍開 始有孔洞的生成以及銅墊層的消耗。孔洞也隨著通電時間成長, 此舉會讓電流更加集中在周圍,進一步加劇此處的破壞。若其具 有雙重的破壞模式,即銲錫底層與銅墊層的界面和鋁導線的破 壞,會使得迴路的壽命更短,電阻在短時間內上升,故使用有機 銲錫保護膜與銅墊層做為無鉛銲錫底部的結構,會使得電遷移主 要破壞地點改變,甚至會成為迴路斷路的地點。Renference
1. Intel Technology Journal, 9, 4, 2005.
2. V. B. Fiks, Soviet Physics – Solid State, 1, pp.14-28, 1959. 3. B. Payne, Copper Protective Coatings Research, IPC Printed
Circuits Expo, 94 Proceedings,Boston, Massachusetts 1994. 4. K. N. Tu, J. W. Mayer and L.C. Feldman, Electronic Thin Film
Science, Macmillan, New York,1992.
5. K.N. Tu, Recent advances on electromigration in VLSI of interconnects, J. Appl. Phys, 94, pp. 5451-5473, 2003.
6. P. S. Ho and T. Kwok, Electromigration in metals, Rep. Prog. Phys., 52, pp. 301-348, 1989.
7. H. Wang, C. Bruynseraede, and K. Maex, Impact of current
crowding on electromigration-induced mass transport, Appl. Phys. Lett., 84, 517, 2004.
8. I. A. Blech and C. Herring, Stress generation by electromigration. Appl. Phys. Lett., 29, 131, 1976.
9. T. L. Shao, S. W. Liang, T. C. Lin, and Chih Chen, 3-D simulation , European Union Waste in Electrical and Electronic Equipment (WEEE) Directive, 3rd Draft. May 2000.
10. K. N. Chiang, C. C. Lee, C. C. Lee, and K. M. Chen, Current crowding-induced electromigration in SnAg3.0Cu0.5 microbumps, Appl. Phys. Lett. 88, 0702, 2006.
11. S. H. Chiu, T. L. Shao, and Chih Chen, Infrared microscopy of hot spots induced by Joule heating in Flip-chip SnAg solder joints under accelerated electromigration, Appl. Phys. Lett. 88, 022110, 2006.
12. L. Zhang, S. Ou, J. Huang, and K. N. Tu, Effect of current crowding on void propagation at the interface between
intermetallic compound and solder in flip chip solder joints, Appl. Phys. Lett., 88, 012106, 2006.
13. J. D. Wu, P. J. Zheng, K. Lee, C. T. Chiu, and J.J. Lee, 2002 Electronic Components and Technology Conference, pp. 452, 2002.
14. S.W. Liang, T.L. Shao, Chih Chen, Everett C.C. Yeh, K.N. Tu,, Relieving the current crowding effect in flip-chip solder joints during current stressing, J. Mater. Res., 21, pp.137, 2006.
15. W. J. Choi, E. C. C. Yeh, and K. N. Tu, Mean-time-to failure study of flipchip solder joints on Cu/Ni(V)/Al thin-film
under-bump-metallization, J. Appl. Phys, 94, 5665, 2003.
16. H. Ye, C. Basaran, D. C. Hopkins, Pb phase coarsening in eutectic Pb/Sn flip chip solder joints under electric current stressing, International journal of solids and structures, 41, pp. 2743-2755, 2004.
17. Y.H. Lin, Y.C. Hu, C.M. Tsai, C.R. Kao, K.N. Tu, In situ
observation of the void formation-and-propagation mechanism in solder joints under current-stressing, Acta Materialia, 53, pp. 2029-2035, 2005.
18. T. Y. Lee, and K. N. Tu, Electromigration of eutectic SnPb and SnAg3.8Cu0.7 flip chip solder bumps and under-bump
metallization, J. Appl. Phys , 90, 3189, 2001.
19. Y. S. Lai, and Y. T. Chiu, Failure Mechanism of Sn-Ag-Cu Flip-chip Solder Joints with Different Cu Weight Contents Under Comparatively Low Current Stressing
Electronic Components and Technology Conference, 2007 .
20. E. C. C. Yeh and K. N. Tu, Numerical simulation of current
crowding phenomena and their effects on electromigration in very large scale integration interconnects, J. Appl. Phys , 88, 5680, 2000.
21. C. C. Yeh, W. J. Choi, K. N. Tu, P. Elenius, and H. Balkan, Current-crowding-induced electromigration failure in flip chip solder joints, Appl. Phys. Lett.,80, 580, 2002.
![圖 2-6 轉角結構及導線孔洞造成的電流密度模擬結果。[20]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8151314.167103/28.892.204.711.118.506/圖26轉角結構及導線孔洞造成的電流密度模擬結果2.webp)