國立臺灣大學生物資源暨農學院森林環境暨資源學系 碩士論文
Graduate Institute of Forestry and Resource Conservation College of Bioresources and Agriculture
National Taiwan University Master Thesis
回收蒸煮處理纖維之性質與再利用 The Properties and Re-Utilization of Recycled
Autoclaving Fiber
曾君傑 Jun-Jie Zeng
指導教授:林法勤 博士 Advisor: Dr. Far-Ching Lin
中華民國 107 年 7 月
謝誌
能完成這本論文,首先要感謝指導老師林法勤教授。自大學時代就一直是林老 師的導生,不論是職涯發展、課業成績或研究方向,林老師總能考量學生個人特質、
興趣而提供合適建議,也尊重我們的選擇,並鼓勵大家跨領域發展,不拘泥於所學 領域。能邊工作邊完成碩士學業,也有賴林老師於各方面的包容,不論時間多晚總 願收下我的報告或提問並給予指導,這份感謝,永誌於心、不敢或忘。
此外,由衷感謝研究室的同學們,我進去時間很少,不論是老師交代的工作、
協助課程進行或是環境維持,很多事情都有賴你們進行,甚至還要麻煩你們協助我 的研究或是通知我校內訊息,對你們真是既感謝又愧疚。廉婕、仲呈,謝謝你們在 我初入碩班時,陪我討論研究內容,也謝謝廉婕不忘提醒我許多應注意資訊並在口 試前數次幫忙修正初稿,讓它更正式、順暢;阿森、英吉、詠涵、子涵,雖然一起 修課機會不多,但很開心能夠與你們當同學;感謝致呈協助力學試驗,萬強實驗時 跟你聊天是令人印象深刻的時光,也希望你出國求學之路能夠順利;感謝茜諭、名 正、子育、佳旻、振齊,最後口試階段幸好有你們幫忙,祝大家不論是學業或是未 來事業上,都能有傲人成績。另外,還要特別感謝曹師傅、俊杰學長與佳如學姊協 助實驗進行並提供許多寶貴建議,讓我順利完成研究。
時光飛逝,歷經休學、延畢,多年後終於完成碩士學業。雖然中間一度起過放 棄念頭,但也因為學校的人、事、物及學生身分,讓我能在工作之餘,把心思帶回 單純的校園,轉換生活情境,短暫脫離繁忙的工作環境;也多虧爸、媽、家人還有 Ginger 的鼓勵,讓我能有堅持下去的信心與動力。
君傑 謹誌 2018 08
摘要
臺灣生活垃圾中有近40 %有機纖維,包含無法回收紙類廢棄物與庭園廢棄物,
本研究選用都市常見之生活垃圾與廢棄之稻草為材料,將都市生活垃圾透過蒸煮,
取出其中有機纖維之成分,一方面藉由焙燒(Torrefaction)提升其能源密度,一方面 抄造成板,探討後續多元化利用;廢棄稻草則同樣經由焙燒來提升其能源密度,並 將發酵後稻草與都市生活垃圾中取出的有機纖維混合抄造成板。另本研究亦利用 基辛格法(Kissinger method)、大澤法(Ozawa method)及直接藉由阿瑞尼士(Arrhenius) 反應速率關係式,探討稻草焙燒前後之活化能差異,以瞭解產物之熱穩定性。
焙燒為經過250-290 °C 等不同溫度處理,並持溫 60-90 min。生質物經焙燒處 理後可視為生質煤,接續進行元素分析(Ultimate analysis)及熱值(High heating value, HHV)和熱重分析(Thermogravimetric analysis, TGA)等。造粒(Pelletization)方式採環
模式擠壓造粒機進行,抄造紙板則採用CNS11212 物理試驗用手抄紙方式,利用手
抄紙機混合不同比例之垃圾與發酵後稻草抄造成垃圾纖維板,並檢測纖維板之物 理強度。
本研究結果發現,垃圾纖維中之纖維素含量將近70 %,木質素含量則≦10 %,
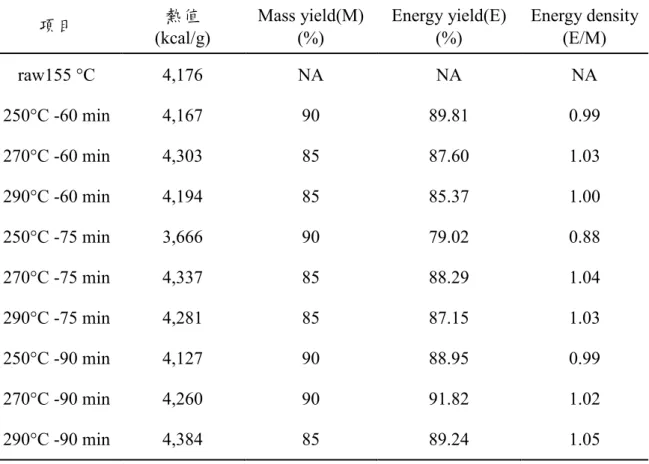
如此組成分影響造粒,致使顆粒堅牢度(Pellet durability index, PDI)不符一般使用需 求。由元素分析結果觀之,焙燒後各種生質物碳含量增加、氫及氧含量降低,使生 質物性質趨近燃煤,尤其在270 °C、持溫 60-75 min 效果最好,在提升能源密度及 節省成本之考量上,均為最佳條件。而透過基辛格法、大澤法與阿瑞尼士反應速率
關係式等3 種方式計算活化能,前兩者結果相近,但後者則有顯著差異。抄造成纖
維板後,其力學表現除內聚強度外,抗彎強度、螺釘保持力及抗拉強度皆隨著稻草 纖維比例的增加而下降。
關鍵字:垃圾蒸煮、焙燒、造粒、纖維板、活化能、基辛格法、大澤法
ABSTRACT
Nearly 40 % of organic fibers in urban waste in Taiwan, contains unrecoverable paper waste and garden waste. In this study, urban waste and waste straw were used as materials. Organic fibers were taken out by autoclaving, then made to fiberboards. On the other hand, the energy density was increased by torrefaction. Waste straw also enhances its energy density through autoclaving, and mixes the fermented straw with the organic fibers taken out from urban waste to make fiberboards. In addition, this study also uses the Kissinger method, Ozawa method and the Arrhenius equation to investigate the difference in activation energy after autoclaving of waste straw to understand the thermal stability of the product.
The torrefection is taken at temperatures of 250 to 290 °C, and maintaine the temperature for 60 to 90 minutes. The biomass can be regarded as raw coal after torrefection, and subsequent experiment with ultimate analysis, high heating value and thermogravimetric analysis. The pellets were manufactured by ring die pellet mill, and the fiberboards is made according to CNS11212 which is the method of preparation of handsheets for physical testing. The fiberboards were mixed with different proportions of urban waste and fermented straw, and the physical strength of them were detected.
The results showed that the cellulose content in the waste fiber is nearly 70 %, and the lignin content was below then 10 %. Such composition affected the pelletization,
resulting in the pellet durability index did not meet the general needs. According to the results of elemental analysis, the carbon content increased while the hydrogen and oxygen content decreased after torrefection, and the properties of biomass were approached to coal, especially at 270 °C that remains 60 to 75 minutes, and the energy density was improved as well. Also it was the best condition for cost-saving. The activation energy was calculated by three methods, Kissinger method, Ozawa method and Arrhenius equation. The results of first two were almost the same, but the results of Arrhenius equation were significantly different. The mechanical properties like bending strength, screw holding capacity and tensile strength decreased as the amount of straw fibers increase, only internal bond strength shows the opposite way.
Keywords: autoclaving, torrefaction, pelletization, fiberboard, activation energy,
目錄
謝誌 ... i
摘要 ... ii
ABSTRACT ... iii
目錄 ... v
圖目錄 ... viii
表目錄 ... xiii
符號說明 ... xv
縮寫說明 ... xvi
第1 章 前言 ... 1
第2 章 文獻回顧 ... 4
2.1 生質能 ... 4
2.1.1 生質能轉換技術 ... 5
2.1.2 生質能的發展 ... 5
2.1.3 生質能產業國際發展趨勢 ... 6
2.1.4 我國生質能產業發展現況 ... 9
2.2 垃圾蒸煮 ... 11
2.2.1 臺灣都市垃圾狀況暨現行處理方式 ... 11
2.2.2 蒸煮處理技術 ... 12
2.2.3 蒸煮技術之優點 ... 13
2.3 焙燒 ... 14
2.3.1 焙燒處理的優點 ... 15
2.3.2 焙燒處理產物 ... 16
2.3.3 焙燒分解機制 ... 16
2.4 造粒 ... 19
2.5 活化能 ... 21
2.5.1 阿瑞尼士反應速率關係式 ... 21
2.5.2 生質物熱重分析 ... 22
2.5.3 基辛格法與大澤法 ... 25
2.6 回收纖維抄紙 ... 30
第3 章 材料與方法 ... 33
3.1 試驗架構 ... 33
3.2 試驗材料 ... 35
3.2.1 垃圾蒸煮物 ... 35
3.2.2 稻草、蒸爆後稻草及發酵後稻草 ... 35
3.3 垃圾纖維造粒試驗 ... 37
3.4 焙燒處理 ... 38
3.5 性質測定 ... 40
3.5.1 元素分析 ... 40
3.5.2 木化分析 ... 41
3.5.3 熱值 ... 42
3.5.4 熱重分析 ... 44
3.5.5 抄板試驗 ... 44
3.5.6 檢測紙板物理性質 ... 46
3.5.6.1 密度試驗 ... 46
3.5.6.2 內聚強度試驗 ... 46
3.5.6.3 抗彎強度試驗 ... 47
3.5.6.4 螺釘保持力試驗 ... 48
3.5.6.5 抗拉強度試驗 ... 49
第4 章 結果與討論 ... 50
4.1 造粒試驗 ... 50
4.2 木化分析 ... 51
4.3 元素分析 ... 51
4.4 熱值分析 ... 53
4.5 焙燒 ... 54
4.6 活化能 ... 55
4.6.1 基辛格法活化能 ... 55
4.6.2 大澤法活化能 ... 59
4.7 抄板試驗 ... 66
4.7.1 纖維板內聚強度 ... 68
4.7.2 纖維板抗彎強度 ... 69
4.7.3 纖維板螺釘保持力 ... 70
4.7.4 纖維板抗拉強度 ... 71
4.7.5 物理性質綜整 ... 72
第5 章 結論 ... 74
參考文獻 ... 75
附錄 活化能原始數據 ... 78
圖目錄
圖1、2030 年各產業生質能需求示意圖 ... 7
Fig.1 The bioenergy demand situation in 2030. ... 7
圖2、2030 年各國生質能需求示意圖 ... 7
Fig.2 The bioenergy needs of countries in 2030... 7
圖3、2030 年各國各產業生質能需求示意圖 ... 8
Fig.3 The bioenergy needs of all areas in 2030. ... 8
圖4、焙燒生質物成品性質 ... 14
Fig.4 Product quality of torrefied biomass. ... 14
圖5、焙燒程序之質量與能量平衡圖 ... 15
Fig.5 A typical mass-and energy balance of the torrefaction process on as received basis. ... 15
圖6、木質纖維素材料在熱解前之加熱過程中之主要物理化學現象 ... 17
Fig. 6 Main physico-chemical phenomena during heating of lignocellulosic materials at pre-pyrolytic conditions (torrefaction). ... 17
圖7、木質顆粒燃料 ... 19
Fig.7 Wood pellets. ... 19
圖8、楊屬植物在不同加熱速率下之微商熱重分析 ... 23
Fig.8 DTG of a poplar wood recorded in nitrogen at different heating rates. ... 23
圖9、纖維素(C)、半纖維素(H)與木質素(L)熱解 ... 24
Fig.9 Pyrolytic decomposition at the heating rate 5 K min-1: hemicelluloses (H)cellulose (C) and lignin (L). ... 24
圖10、木片(實線)與 3 種主成分(虛線)熱解圖 ... 24
Fig.10 Pyrolytic decomposition at the heating rate 5 K min-1. ... 24
圖11、楊屬植物在不同升溫速率下之 DTG 曲線 ... 26
Fig.11 The DTG curves of poplar wood recorded in nitrogen at different heating rates.
... 26
圖12、楊屬植物在不同升溫速率下之 TG 曲線 ... 27
Fig.12 TG of weight loss curves of poplar wood recorded in nitrogen at 4 heating rates. ... 27
圖13、基辛格法線性化曲線 ... 28
Fig.13 Linearization curve of Kissinger method. ... 28
圖14、都市固體廢棄物抄紙 ... 30
Fig.14 Handsheets of municipal solid waste. ... 30
圖15、本研究試驗架構 ... 34
Fig.15 Framework of this study. ... 34
圖16、宜蘭市一般生活垃圾 ... 35
Fig.16 Municipal solid waste of Yilan city. ... 35
圖17、稻草 ... 35
Fig.17 Straw. ... 35
圖18、蒸爆後稻草 ... 36
Fig.18 Straw processed with steam explosion. ... 36
圖19、發酵後稻草 ... 36
Fig.19 Straw after fermentation. ... 36
圖20、試驗用環模造粒機(a)與其環模(b) ... 37
Fig.20 Ring die pellet mill (a) and the ring die (b) of experiment. ... 37
圖21、造粒程序(a)造粒前垃圾蒸煮物(含水率< 10 %) (b)投料造粒 (c)造粒成品 (d)乾燥後成品 ... 38 Fig.21 Procedure of pelleting. (a) Autoclaved municipal solid waste before
pelleting(MC < 10 %) (b) Pelleting (c) Product of pelleting (d) Pellets after drying
... 38
圖22、反應爐 ... 39
Fig.22 Torrefaction equipment. ... 39
圖23、元素分析儀 ... 40
Fig.23 Elemental analyzer. ... 40
圖24、熱卡計 ... 42
Fig.24 Hot card meter. ... 42
圖25、水循環設備 ... 43
Fig.25 Equipment of water cycle. ... 43
圖26、熱值測定示意圖 ... 43
Fig.26 Schematic of measuring calorific value. ... 43
圖27、熱重分析儀 ... 44
Fig.27 Equipment of TGA. ... 44
圖28、散漿機 ... 45
Fig.28 Pulper. ... 45
圖29、散漿後之垃圾纖維 ... 45
Fig.29 Waste fiber after pulping. ... 45
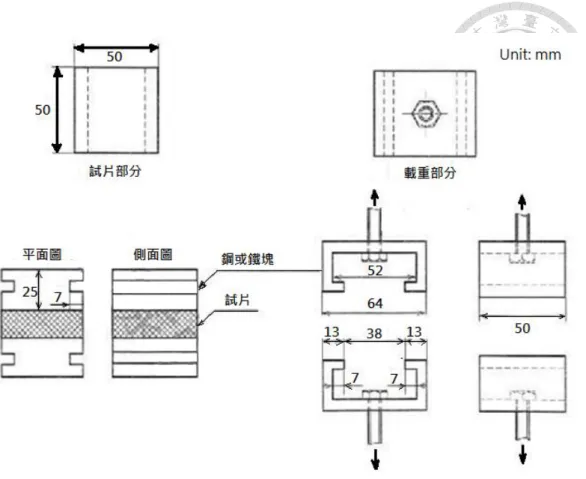
圖 30、內聚強度試驗示意圖 ... 47
Fig.30 Schematic of internal bond strength test. ... 47
圖31、抗彎強度試驗示意圖 ... 48
Fig.31Schematic of bending test ... 48
圖32、螺釘保持力試驗示意圖 ... 48
Fig.32 Screw holding capacity test. ... 48
圖33、抗拉強度試材示意圖 ... 49
Fig.33 Test material of tensile strength test. ... 49
圖34、顆粒狀垃圾蒸煮物 ... 50
Fig.34 Pellet of waste. ... 50
圖35、范氏圖 ... 52
Fig.35 Van Krevelen diagram for different solid fuels. ... 52
圖36、稻草纖維之基辛格法迴歸圖 ... 55
Fig.36 Regression graph of straw fiber by Kissinger method. ... 55
圖37、焙燒稻草纖維之基辛格法迴歸圖 ... 56
Fig.37 Regression graph of torrefied straw fiber by Kissinger method. ... 56
圖38、焙燒蒸爆稻草纖維之基辛格法迴歸圖 ... 57
Fig.38 Regression graph of torrefied straw processed with steam explosion by Kissinger method. ... 57
圖39、焙燒發酵稻草纖維之基辛格法迴歸圖 ... 58
Fig.39 Regression graph of torrefied straw after fermentation by Kissinger method. ... 58
圖40、稻草纖維之大澤法迴歸圖 ... 59
Fig.40 Regression graph of straw fiber by Ozawa method. ... 59
圖41、焙燒稻草纖維之大澤法迴歸圖 ... 60
Fig.41 Regression graph of torrefied straw fiber by Ozawa method. ... 60
圖42、焙燒蒸爆稻草纖維之大澤法迴歸圖 ... 61
Fig.42 Regression graph of torrefied straw fiber processed with steam explosion by Ozawa method. ... 61
圖43、焙燒發酵稻草纖維之大澤法迴歸圖 ... 62
Fig.43 Regression graph of torrefied straw after fermentation by Ozawa method. ... 62
圖44、垃圾纖維板 ... 66
Fig.44 Fiberboards made through urban waste. ... 66
圖45、混發酵後稻草之垃圾纖維板 ... 67
Fig.45 Fiberboards mixed with urban waste and straw after fermentation. ... 67
圖46、垃圾纖維板之內聚強度 ... 68
Fig.46Internal bond strength of waste fiberboard. ... 68
圖47、垃圾纖維板之抗彎強度 ... 69
Fig.47 MOR of waste fiber board. ... 69
圖48、垃圾纖維板之抗彎彈性模數 ... 69
Fig.48 MOE of waste fiberboard. ... 69
圖49、垃圾纖維板之螺釘保持力 ... 70
Fig.49 Screw holding capacity of waste fiberboard. ... 70
圖50、垃圾纖維板之抗拉強度 ... 71
Fig.50 Tensile strength of waste fiberboard. ... 71
表目錄
表1、臺灣生質能業界案例 ... 10
Table 1 Case of bioenergy industry in Taiwan. ... 10
表2、楊屬植物元素分析結果 ... 22
Table 2 Characteristic of poplar wood. ... 22
表3、基辛格法參數值 ... 29
Table 3 Parameter values in Kissinger formula ... 29
表4、麥草粉填充回收 HDPE 與 PP 之機械性質 ... 31
Table 4 Mechanical properties of the wheat straw flour filled recycled HDPE and PP thermoplastic composites. ... 31
表5、MOR、MOE 與內聚強度數值 ... 32
Table 5 values of MOR, MOE and internal bond strength. ... 32
表6、複合中密度纖維板性質 ... 32
Table 6 The properties of composite medium density fiberboards... 32
表7、本研究抄板種類代號 ... 46
Table 7 Symbol of the papers ... 46
表8、木化分析結果 ... 51
Table 8 Results of wood chemical analysis. ... 51
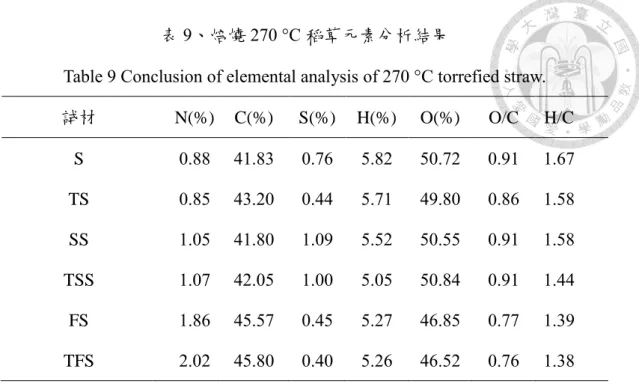
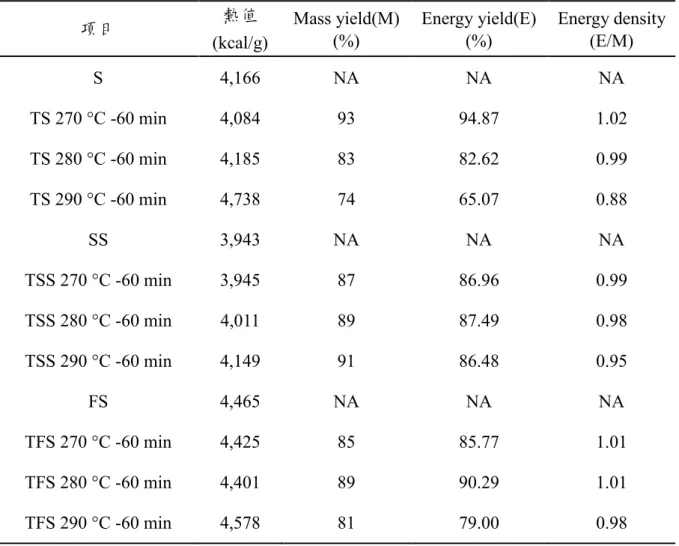
表9、焙燒 270 °C 稻草元素分析結果 ... 52
Table 9 Conclusion of elemental analysis of 270 ℃ torrefied straw. ... 52
表10、焙燒後垃圾纖維之熱值與能量密度 ... 53
Table 10 Calorific values and energy densities of torrefied waste fibers. ... 53
表11、焙燒後稻草之熱值與能量密度 ... 54
Table 11 Calorific values and energy densities of torrefied straw. ... 54
表12、稻草纖維之基辛格法迴歸方程式 ... 55
Table 12 Regression equations of straw fiber by Kissinger method. ... 55
表13、焙燒稻草纖維之基辛格法迴歸方程式 ... 56
Table 13 Regression equations of torrefied straw fiber by Kissinger method. ... 56
表14、焙燒蒸爆稻草纖維之基辛格法迴歸方程式 ... 57
Table 14 Regression equations of torrefied straw processed with steam explosion by Kissinger method. ... 57
表15、焙燒發酵稻草纖維之基辛格法迴歸方程式 ... 58
Table 15 Regression equations of torrefied straw after fermentation by Kissinger method. ... 58
表16、稻草纖維之大澤法迴歸方程式 ... 59
Table 16 Regression equations of straw fiber by Ozawa method... 59
表17、焙燒稻草纖維之大澤法迴歸方程式 ... 60
Table 17 Regression equations of torrefied straw fiber by Ozawa method. ... 60
表18、焙燒蒸爆稻草纖維之大澤法迴歸方程式 ... 61
Table 18 Regression equations of torrefied straw fiber processed with steam explosion by Ozawa method. ... 61
表19、焙燒發酵稻草纖維之大澤法迴歸方程式 ... 62
Table 19 Regression equations of torrefied straw after fermentation by Ozawa method. ... 62
表20、基辛格法、大澤法與阿瑞尼士活化能結果 ... 64
Table 20 Activation energy of Kissinger method, Ozawa method and Arrhenius equation. ... 64
表21、本研究力學表現與文獻結果之比較 ... 73 Table 21 Comparison of mechanical performances in this study with literature results. 73
符號說明
S = Straw, 稻草纖維 L = 全纖維素中灰分質量 T = 絕對溫度
TS = 焙燒後稻草 TSS = 焙燒後蒸爆稻草 TFS = 焙燒後發酵稻草
Tp = 熱重損失時所呈現最大分解量之溫度(K) V = 試樣經溶劑萃取後之絕乾質量(%)
v = 試片體積(cm3) W = Waste, 垃圾纖維 W10 = 100 %垃圾纖維板
W9S1 = 90 %垃圾纖維加 10 %稻草纖維抄板 W8S2 = 80 %垃圾纖維加 20 %稻草纖維抄板 W5S5 = 50 %垃圾纖維加 50 %稻草纖維抄板 X = (1/Tp)×10-3
α = 樣本的重量損失 β = 升溫速率(°C /min)
縮寫說明
B1 = 摻配 1 %生質柴油 B2 = 摻配 2 %生質柴油 B5 = 摻配 5 %生質柴油 B7 = 摻配 7 %生質柴油 B10 = 摻配 10 %生質柴油 B20 = 摻配 20 %生質柴油 B100 = 100 %生質柴油
CNS = Chinese National Standards, 中華民國國家標準 DTG = Derivative Thermogravimetry, 微商熱重分析 db = dry basis, 乾量基準
E10 = 摻配 10 %生質酒精
EC = European Commission, 歐洲聯盟委員會 GHG = Greenhouse Gas, 溫室氣體
HDPE = High-density polyethylene IB = Internal bond strength, 內聚強度
IRENA = International Renewable Energy Agency, 國際可再生能源署 MHT = Mechanical heat treatment, 機械熱處理
MOE = Modulus of Elasticity, 抗彎彈性模數 MOR = Modulus of Rupture, 抗彎強度
NBB = National Biodiesel Board, 國家生質柴油委員會 PET = Polyethylene terephthalate
PP = Polypropylene
SHC = Screw holding capacity, 螺釘保持力 TGA = Thermogravimetric analysis, 熱重分析
RDF = Refuse Derived Fuel, 廢棄物衍生燃料 WF = Wheat straw flour, 麥草粉
第 1 章 前言
依據我國行政院「再生能源發展條例」第3 條第 2 款的定義,生質能為「指農
林植物、沼氣及國內有機廢棄物直接利用或經處理所產生之能源。」上述經轉換為 生質能源的生質物 (Biomass)為生物產生的有機物質,例如:木材與林業廢棄物如 木屑、漂流木等;農作物與農業廢棄物如黃豆、玉米、稻殼、蔗渣及稻稈等;畜牧 業廢棄物如動物屍體、糞便等;都市垃圾與垃圾掩埋場與下水道污泥處理廠所產生 的沼氣;工業有機廢棄物如有機污泥、廢塑橡膠、廢紙、黑液等,大致上分為此數 類(吳耿東等人,2007)。
由於廣義的生質物的種類非常多,因此依據各種生質物的物理與化學性質、密 集度、經濟性的不同,在技術的分類上可依料源製備、轉換與應用方式作區分如下 (經濟部能源局,2007):
(1) 料源技術:泛指料源的製備技術,如固態衍生燃料技術、富油脂藻類養殖 採收技術及陸生能源作物耕收技術等。
(2) 轉換技術:
a. 生物/化學轉換(Bio-/chemical conversion):如經發酵(Fermentation)、
酯化(Eesterification)等程序產生酒精汽油(Gasohol)、沼氣(Biogas)或 生質柴油;或利用生物菌種等方法產生氫氣、甲醇等燃料。
b. 熱轉換(Thermal conversion):如以氣化(Gasification)、裂解(Pyrolysis) 方式產生合成燃氣(Syngas)或燃油等。
(3) 應用技術:如生質燃料用於車/船用引擎、發電內燃機、鍋爐、燃料電池等,
或進行合成燃料精煉技術,以生產精密化學品等。
當前政府對廢棄物之前瞻性規劃為迎合資源永續及零廢棄趨勢,垃圾清理政 策以「源頭減量、資源回收」為主要方向,配合資源永續的觀點,提倡以綠色生產、
綠色消費、源頭減量、資源回收、再使用及再生利用等方式,將資源有效循環利用,
逐步達成垃圾全回收、零廢棄之目標(王彥棋,2011)。另與「永續能源政策綱領-節
能減碳行動方案」相結合,計畫將現有焚化爐除役後評估轉型為生質能源中心,其 中生質物廢棄物低溫裂解 (焙燒,Torrefaction) 技術與垃圾蒸煮 (Autoclaving) 分 選技術或稱為機械熱處理(Mechanical heat treatment, MHT) 為可供選擇的廢棄物前 處理技術(行政院環境保護署網站)。
蒸煮過程主要藉由高壓反應容器中通入飽和蒸氣,將混合垃圾置於高溫水中 進 行 水 解 , 木 質 纖 維 類 之 水 解 程 度 是 半 纖 維 素(Hemicellulose) 大 於 纖 維 素 (Cellulose),再大於木質素(Lignin)。半纖維素與纖維素熱值約為 4,400 cal/g,而木 質素熱值為5,560-6,110 cal/g(黃清吟,2009),蒸煮時會將溫度控制於半纖維素之水 解溫度150-165 °C,而保留纖維素及木質素等熱值較高之物質。不可回收之塑膠材 料膠膜及塑膠袋等會受熱蜷曲成塊(粒)狀而使體積縮減,且容積密度增高易於回收 分離,故蒸煮可萃取出垃圾中的有機纖維,再經脫水或焙燒後,可製成品質穩定、
高熱值之燃料(王彥棋,2011)。
焙燒(Torrefaction)技術是一種熱化學法,將生質物置於 1 atm 且缺氧之環境下 進行低溫碳化,操作溫度介於200-300 °C、升溫速率小於 50 °C /min。熱處理過程 中可將半纖維素熱解,並保留大部分的木質素與纖維素,藉此增加生質物的疏水性。
最終所獲之產物為固體生物碳(Biochar),即焙燒生質物(Torrefied biomass)、部分液 態焦油(Tar)、有機揮發物與少量之合成氣(Syngas),其中固體生物碳是此製程之主 要產物,而液體與氣體可做為此製程提供燃料熱源的原料,是一個環保且節能的製 程。其所製備而得之生物碳即可供作熱電利用之燃料,具有體積小且均一、能量密 度高、含水率低、運送及儲存方便與經濟的優點(Bergman et al., 2005)。
臺灣生活垃圾中有近40 %的有機纖維,包含無法回收紙類廢棄物與庭園廢棄
物(張家驥等人,2011),故本研究利用都市常見之生活垃圾與廢棄之稻草為材料,
將都市生活垃圾透過蒸煮之方式,取出其中有機纖維之成分,一方面藉由焙燒的方 式來提升其能源密度,一方面將其抄造紙板,探討後續多元化的利用方向;廢棄之 稻草則同樣經由焙燒來提升其能源密度,並將發酵後稻草與都市生活垃圾中取出
的有機纖維混合抄造紙板。另本研究亦利用基辛格法(Kissinger method)、大澤法 (Ozawa method)及直接藉由阿瑞尼士(Arrhenius)反應速率關係式,探討稻草焙燒產 物前後之熱分解活化能差異,以瞭解產物之熱穩定性。
第 2 章 文獻回顧
2.1 生質能
面對日益緊縮的能源供需狀況及全球氣候變遷所帶來無數的環境、經濟和社 會挑戰,清潔能源及再生性能源的重要性與日俱增。生質能(Bioenergy)是利用生質 物轉換所獲得的電與熱等可用的能源,如沼氣、生質柴油、生質燃料等,因利用後 排放的CO2原為植物體從大氣中捕捉之 CO2,故沒有增加CO2的淨排放,是兼顧 環保並可永續經營的能量來源。生質能與風能、太陽能一樣,具有取之不盡、用之 不竭的特性,且技術較成熟、具有商業化潛力、經濟效益高,可併用在傳統能源生 產架構中,又兼顧廢棄物回收的效益。因此,在永續能源發展的框架之下,生質能 可說是最重要的再生性能源(Gasparovic et al., 2010)。
近年世界各國受極端氣候異常衝擊,造成可觀的經濟損失,尤其是開發中國家
更蒙受其害。日本311 大地震後,興起了全球對於核電安全性之疑慮,各國核能政
策逐漸轉變,進而帶動了生質能技術的新浪潮,如何能同時降低GHG 排放,並增
加能源使用多元性,將是未來能源發展的重要課題(陳品秀等人,2015)。依據我國
經濟部能源局 2016 年能源供需概況統計,廢棄物及生質能是僅次於石油、煤炭、
天然氣及核能的第 5 大能源供給來源,為使用最廣泛的一種再生性能源,其供給
量甚至高出排序第6 的水力將近 3 倍(經濟部能源局網站)。
2.1.1 生質能轉換技術
除直接燃燒技術外,目前已有數種技術能有效轉換生質能利用(經濟部能源局,
2007):
(1) 生物/化學轉換技術,如生質物經發酵(Fermemtation)或酯化(Esterification) 等程序轉化成酒精汽油、沼氣、生質柴油等,或利用生物菌種產生氫氣與 甲醇等可利用之燃料。
(2) 熱轉換技術,如氣化(Gasification )、熱裂解(Pyrolysis)、焙燒(Torrefaction) 等程序產生合成氣及固態生質燃料。
(3) 物理轉換技術,如破碎、壓錠、造粒等方式製成垃圾衍生燃料(Refuse derived fuel, RDF)。
本研究著重於生質物熱裂解後作為能源使用之表現。
2.1.2 生質能的發展
生質燃料發展至今已進入第 4 代。第 1 代生質燃料以糧食作物生產酒精、生
質柴油,有糧食衝突與能源密度不足等問題;第 2 代生質燃料採非糧食作物製造
生質柴油,或以纖維素分離技術製造酒精,但仍有纖維素前處理成本過高等問題;
第 3 代生質燃料以微藻為主,透過這類低階的單細胞群體植物,可以產出生質柴
油、酒精、CH4、H2、合成氣等,是主要的研究方向。至於第4 代生質燃料,是以
基因重組的細菌捕捉空氣中的 CO2 進而轉換成燃料,仍屬研究階段,尚無實際產
出(經濟部能源局網站)。
第 1 代生質燃料以油脂類作物(大豆、種子等)轉換成生質柴油,以及將糖類、
澱粉作物(甘蔗、玉米等)轉換成酒精。因其需廣大土地面積栽種能源作物,連帶造 成 缺 糧 、 物 價 上 漲 與 森 林 破 壞 等 問 題 。 第 2 代 生 質 燃 料 係 將 木 質 纖 維 素 (Lignocellulose)水解成為糖類,透過發酵轉換成為酒精等燃料。其與糖類、澱粉類 作物的差異在於木質纖維素大量存在於地球上的草本與木本植物間,如牧草、海藻 或蔗葉、玉米梗、稻稈等各式農業廢棄物之中,故不會與現有的糧食作物發生競爭,
且因其來源豐富,可減緩過度開墾問題。第3 代生質燃料以微藻為原料,微藻最具
極豐富的油脂含量,是大豆的25-200 倍;同時,藻油的熱值平均為 33 MJ/kg,較 木材熱裂解油之21 MJ/kg 更高,代表其含有更高的單位能量可供利用。微藻的另
一項優點是易於培植且生長迅速,只要2-6 天即可採收,生產週期是陸生植物無法
達到的水準,產量也相對更高。微藻培育時需要大量的 CO2,故可發揮解決部分
GHGs 排放的問題;此外,微藻尚有多種利用方式,如蛋白質可製動物飼料、碳水 化合物發酵成為酒精、N 與 P 可回歸土地成為肥料,整體經濟價值性極高(經濟部 能源局網站)。
2.1.3 生質能產業國際發展趨勢
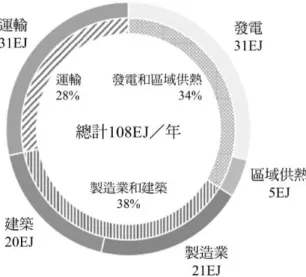
2011 年 9 月,聯合國大會宣布 2014-2024 年將成為全球皆享有永續能源的 10 年,希望於 2030 年時能達成永續能源之目標。據 IRENA 之推估,依照現今科技 發展速度,若再生能源技術高於商業技術之實際潛力,2030 年再生能源將可占全 球能源之 36 %,預期國際能源使用也將快速朝向再生能源發展。而生質能之利用 為極具未來前景之能源之一,至 2030 年生質能將占再生能源使用的 60 %,且具有 多方應用之潛力,如圖 1。根據預期,2030 年全球生質能使用將增加至 108 EJ,建 築及製造業占 38 %,運輸則占 28 %。綜觀國際發展現況,2010 年非洲及亞洲其他 發展中國家生質能使用量已達到全球的 1/4,而中國更占了全球的 1/6(陳品秀等人,
2015)。
圖1、2030 年各產業生質能需求示意圖(陳品秀等人,2015) Fig.1 The bioenergy demand situation in 2030.
圖 2 及圖 3 預測 2030 年世界各國生質能需求,美國、中國、印度、巴西 和印尼占全球的 56 %,其中超過 1/3 將作為電力或區域集中供熱使用,並約有 30
%作為運輸用途之生質燃油(陳品秀等人,2015)。
圖2、2030 年各國生質能需求示意圖(陳品秀等人,2015) Fig.2 The bioenergy needs of countries in 2030.
圖3、2030 年各國各產業生質能需求示意圖(陳品秀等人,2015) Fig. 3 The bioenergy needs of all areas in 2030.
為落實推動能源與環境政策,各國政府皆積極推動相關法案之訂定,舉部分 重要經濟體之生質能產業推動政策如下(陳品秀等人,2015):
(1) 歐盟:
a. 依據 2009/28/EC 新再生能源指令,2020 年再生能源應為整體能源消 費之20 %,其中交通運輸占 10 %;溫室氣體減量 20 %及能源效率
提升20 %。規範加強生質燃料永續發展考量。
b. 依據 2009/30/EC 燃料質量指令,允許生質柴油摻配上限至 B7,並要 求2020 年前交通運輸部分所產生之 GHG 排放量要較 2009 年減少 6
%。
(3) 美國:
a. 美國各州推動的生質柴油政策不盡相同,全面實施較快的州如明尼 蘇達州,2015 年實施 B20。
b. 美國生質柴油製造及銷售廠商所組合而成的 NBB 亦積極推動對於生 質柴油的自願性品質保證制度BQ-9000。
(4) 巴西:2014 年巴西國會通過了上調汽柴油乙醇與生質柴油添加量的議 案,將生質柴油添加比率提高至7 %。
(5) 澳洲:針對生質柴油提供補助。
(6) 菲律賓:
a. 2006 年制定生質燃料法,於 2007 年實施 B1,2009 年增為 B2,而 E10 則面臨較多的挑戰。
b. 2012 年計有 9 家 B100 生產廠商,總年產能合計約為 39 萬公秉。菲 律賓境內之生質柴油並無進出口,2013 年之總產量為 19 萬公秉。
c. 菲律賓政府之生質柴油實施規劃,自 2013 年為 B5、2020 年為 B10、2025 年為 B20。B5 之規劃因椰子油的價格偏高,目前尚未有 明確的實施期程。
提高生質能源的使用比率,不僅能減少對於石油資源的消耗,各國降低石油進口 預算亦能撙節資金,同時生質物來源的需求亦能擴大內需,促進國內經濟成長。
2.1.4 我國生質能產業發展現況
我國生物質現存發電廠域主要分為生物質發電產熱及生物質產製燃料,在生
物質發電產熱類別中,目前全臺已有28 座公民營垃圾焚化廠;而我國生物質產製
燃料之類別中,有中鋼以生質煤炭供其鍋爐使用,另有石安牧場、味全林鳳營牧場、
中央畜牧場及臺糖使用生質沼氣發電,亦有造紙業回收造紙黑液進行生質能產熱,
並有承德油脂以廢食用油進行生質燃料油之生產,如表1(陳品秀等人,2015)。
表1、臺灣生質能業界案例(陳品秀等人,2015) Table 1 Case of bioenergy industry in Taiwan.
類別 發電場域
生物質發電產熱 全臺28 座公民營垃圾焚化廠
生物質產製燃料
(1) 中鋼生質煤炭供鍋爐使用
(2) 石安牧場、味全林鳳營牧場、中央畜牧場、臺糖小規模使 用生質沼氣
(3) 造紙業回收造紙黑液產熱
(4) 承德油脂以廢食用油生產生質燃料油
目前面臨的問題,在生質柴油/燃料油方面,我國燃料油原料價格高、收購價
格低,市場僅存每公斤新臺幣1 元之利潤,對於業界投入意願大打折扣;若以出口
為導向,運費及進口賦稅之負擔相當龐大,可說是四面楚歌。在生質酒精方面,則 是推動主力仍停留在北、高都會區之少數加油站進行示範階段,並採用進口酒精方 式進行摻配,在地發展動能不足。另石安牧場不僅利用沼氣發電,並預計販售發酵 後之有機液肥,同時出售多餘電力予臺電,成為畜牧業生質能沼氣發電廠榜樣,兼 顧節省電費、廢水處理費,更增加售電與其他產品之額外收益。因此,都市廢棄物
及畜牧廢棄物相對具發展性,可惜1990 年積極推廣畜牧業廢水處理設施與沼氣發
電機時,並未設置脫硫設備,導致設備易毀損,造成業者後續投入意願低落,否則 現在應有更耀眼的成果(陳品秀等人,2015)。
2.2 垃圾蒸煮
2.2.1 臺灣都市垃圾狀況暨現行處理方式
依據我國行政院環境保護署 2014 年統計顯示,我國平均每人每日垃圾產生量 為0.863 kg,而平均每人每日垃圾清運量為 0.383 kg;根據 2015 年統計顯示,經分 類回收後之生活垃圾中仍含有之可燃份,其組成多為紙類、纖維布類、木竹、稻草、
落葉類、廚餘類等,比例高達81.36 % (行政院環境保護署統計資料庫)。
臺灣地狹人稠,現行垃圾處理以衛生掩埋法搭配處理焚化後底灰與其他殘餘 垃圾;在生質能的回收利用上,將回收處理物破碎後壓縮製成棒狀或粒狀之固態衍
生燃料RDF-5,再做為鍋爐燃料使用產生蒸氣或發電。因垃圾組成複雜、燃燒性質
不穩定、燃燒後灰分含量高、熱值低,需使用特殊鍋爐與燃燒爐,RDF-5 市場需求
少銷售不易。而以焚化法將垃圾燃燒進行熱回收發電,其能源轉化效率最高只約20
%。為尋求新一代之廢棄物處理方案,並開發新能源減少化石燃料之開採,減少額
外 CO2 排放,符合環保與永續之綠色再生能源策略,環保署積極找尋新式之垃圾
資源化之處理技術,將廢棄物中之生質物種加以再利用,以同時解決垃圾問題並減 低燃煤需求,進而達到減碳目標(張家驥等人,2011)。
2.2.2 蒸煮處理技術
垃圾蒸煮(Autoclaving)屬於以加壓方式進行的 MHT 技術。MHT 係指以機械力、
熱能為基礎的技術,可分為下列2 種類型(林怡秀,2011):
(1) 批次反應系統(Batch processes):為雙槽系統,一槽儲備蒸氣,一槽進行蒸煮。
蒸氣槽將飽和蒸汽注入密閉的蒸煮槽,一般蒸煮條件維持在溫度 160 °C、
壓力5 bar,並持續 45 min 以上。
(2) 連續式反應系統(Continuous-flow processes):在常溫高壓下進行,將廢棄物 噴上水以在高溫下產生蒸汽,接著以機械流動床連續的進料進行蒸煮。整個 過程完全自動化,可節省人力,且不論是進料、出料,溫度及壓力都不會大 幅變動。
蒸煮技術最早是利用高壓滅菌釜(Autoclave)於醫學上進行滅菌、消毒處理;近 年才應用於處理都市垃圾,賦予廢棄物新的生命與價值。垃圾蒸煮過程中,高溫、
高壓的蒸氣能發揮消毒與減少垃圾含水量的功效,並對生質物主成分之纖維素、半 纖維素及木質素進行水解反應,使得纖維素中的醚鍵、酯鍵或木質素中的苯基甲烷 結構被破壞,讓紙張等生質物形成碎屑,除可有效用於堆肥(Roberto et al., 2014),
也進而利於自廢棄物中篩選回收,最終轉化成安定、可再利用之產品(王彥棋,2011)。
蒸煮過程會受到水份、蒸煮時間與壓力的影響。都市垃圾中以食物和紙類廢棄
物占最大量,在蒸煮過程中會吸收水分。經研究顯示,最終產物水份含量在60-70
%最佳,當蒸煮產物水份>70 %,會因太濕而不易分離;蒸煮時間與壓力則分別以 1 hr、103-276 kPa 為宜,超過該值並不會提升分離效果。蒸煮程序對纖維素、半纖 維素及木質素來說,接近高壓熱水前處理法(Liquid hot water pretreatment),為將生 質原料與水一起於反應器內加熱,並適當控制停留時間,以破壞木質纖維素的結構 及增進水解效率。熱水在高壓下可穿透生質物的結構,水解纖維素及分解半纖維素,
降低纖維素結晶的區域,並使生質物產生多孔性,增加後續處理程序的效率。分解 後的半纖維素會形成酸類,作為攻擊醚類鍵結的起始物質,產生一連串的反應水解 纖維素。就分選而言,蒸煮有助於獲得較純的有機纖維(林怡秀,2011)。
2.2.3 蒸煮技術之優點
蒸煮技術應用於都市垃圾中有機纖維回收再利用,優點如下(王彥棋,2011):
(1) 垃圾中之紙類、有機纖維及廚餘等有機纖維物質經由蒸煮技術處理後所 形成之細碎纖維產物,易從廢棄物中分選回收。
(2) 塑膠類會被高溫軟化蜷縮,減少垃圾體積,且粒徑大小有別於有機纖維,
便於後續篩選。
(3) 原黏貼於金屬或玻璃容器上之紙類標籤會被移除,達成清潔容器表面之 功效。
(4) 高溫高壓蒸煮處理同時發揮消毒、殺菌功能及除臭效果。
(5) 蒸煮後藉由有機纖維與塑膠類顆粒粒徑大小不同之差異,利用震動篩選 工具,即可有效將有機纖維篩選出來。
(6) 蒸煮後垃圾體積可縮減達 50 %,且過程中僅伴隨少量熱損失,有助於能 源密度提升。
2.3 焙燒
大部分生質物的利用方式為直接燃燒,但因組成複雜與含水率不均,造成燃燒 速率不穩定與影響熱能釋放,故於燃燒前先進行處理,使其燃燒速率快、熱量釋放 穩定並易於儲存、運輸,才可稱為良好的替代能源。而焙燒技術為現行較常使用前
處理方式,如圖 4 所示,焙燒後生質物具有體積小且均一、能量密度高、含水率
低、運送及儲存方便等經濟性優點。焙燒為溫和之預熱解(Mild pyrolysis)或較高溫 之無氧乾燥技術(High temperature drying)。其應用原理為將生質物於常壓、缺氧的 環境之下逐漸加熱,升溫速率<50 °C /min,之後維持溫度 200-300 °C,經過約 30 min- 5 hr 處理,使其進料物有限度揮發及碳化,可有效減少生質物體積、水分及揮 發性有機物,並降低H/C 比與 O/C 比、增加其熱值及疏水性,發熱量也能增加 20- 25 % (Bergman et al., 2005)。
圖4、焙燒生質物成品性質(Bergman et al., 2006) Fig.4 Product quality of torrefied biomass. (Bergman et al., 2006)
2.3.1 焙燒處理的優點
以目前研究較多的木材為例,圖 5 為典型焙燒程序之中質量與能量的平衡圖,
經過焙燒程序的生質物,約70 %之固態殘留物會被保存下來,而這些固態殘留物
約占原本生質物的90 %熱值,並且產生約 30 %焙燒氣體,而這些氣體則占原本生 質物的熱值約 10 %,即能源密度提升為 1.3 倍。原本木質顆粒燃料需要與媒共燃 才能有效發電,經過焙燒處理再造粒後,即可形成所謂的生質媒(Biochar),進行直 接燃燒,且所產生的灰分與硫化物遠比天然媒低,二氧化碳排放量亦下降(Bergman et al., 2005)。
圖5、焙燒程序之質量與能量平衡圖(E:能量單位;M:質量單位)(Bergman et al., 2005)
Fig.5 A typical mass-and energy balance of the torrefaction process on as received basis.
(E:energy unit; M: mass unit.) (Bergman et al., 2005) 焙燒
200-300 ℃ 生質物
1M 1E
焙燒後生質物
0.7M 0.9E 焙燒氣體
0.3M 0.1E
2.3.2 焙燒處理產物
焙燒技術是熱化學法,在200-300 °C、1 atm 且缺氧環境下操作,且加熱速率 通常較低( <50°C / min)、持溫時間較長( >1hr),獲得的產物有固體的生質媒、液體 的焦油及有機揮發物、氣體等,其中生質媒是此製程的主要產物,而液體與氣體可 作為此製程提供燃料熱源的原料,是環保且節能的製程。焙燒過程類似熱裂解系統,
生質物之化學結構產生改變,室溫下會有不同的液體揮發物產生;與熱裂解系統的 不同之處,在於焙燒產品主要為固體,稱之為焙燒物或焙燒生質物。如以質量比例 來看,焦炭(Char)所占比例最大,其餘重要反應產物可分為 CH3COOH、CH3OH、
CO2與CO 等。經過冷凝後,液態產物會呈現黃色;相較於未處理的生質物,所有
非固體反應物皆有較高含氧量。因此,焙燒生質物中的 O/C 比例遠低於未經焙燒
處理生質物的比例,此即焙燒生質物熱值提高之原因(Bergman et al., 2005)。
2.3.3 焙燒分解機制
木本和草本生質物主要由 3 種聚合物結構組成,分別為纖維素、半纖維素和
木質素,統稱為木質纖維素。如圖6 所示,焙燒過程中會發生許多反應,並有不同
的反應途徑。這些反應途徑可概分為幾個主要的反應階段(Bergman et al., 2005)。
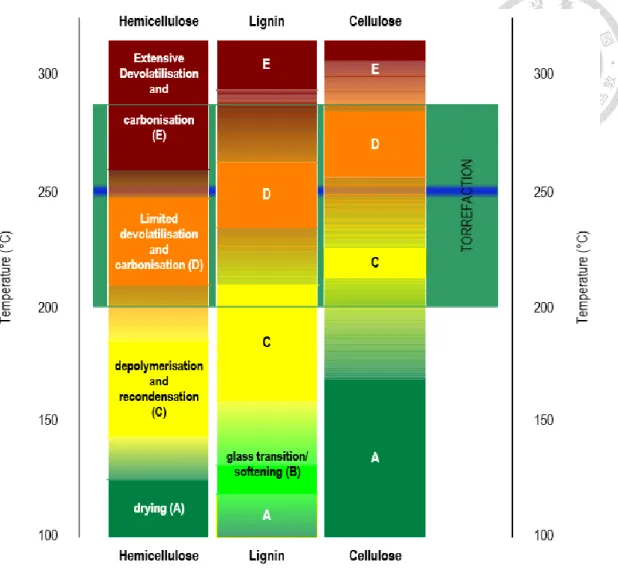
圖6、木質纖維素材料在熱解前之加熱過程中之主要物理化學現象(Bergman et al., 2005)
Fig. 6 Main physico-chemical phenomena during heating of lignocellulosic materials at pre-pyrolytic conditions (torrefaction). (Bergman et al., 2005)
每種聚合物在焙燒過程中都可以觀察到類似圖 6 的反應規則。在溫度狀態 A
中,生質物發生物理乾燥;當溫度升高到狀態 C 時,聚合物分解,縮短的聚合物
在固體結構內凝聚;溫度進一步升高到狀態 D,完整聚合物和在狀態 C 中形成的
固體結構產生有限度的脫揮發和碳化。溫度進一步升高到狀態E,聚合物及在狀態
D 中形成的固體產物產生大量的脫揮發和碳化。對於木質素,還可觀察到狀態 B,
其結構組成發生軟化,變成良好的黏合劑,這對生物質緻密化非常有利。圖6 藍線 將焙燒溫度其分成低溫(< 250 °C)和高溫(> 250 °C)狀態(Bergman et al., 2005)。
一般情形下,半纖維素是最具反應性的聚合物,其次是木質素,而纖維素是最 耐熱的。在較低的焙燒溫度下,主要的生質物分解來自半纖維素有限的脫揮發和碳 化。對於木質素和纖維素,除了結構中的化學變化之外,則可能有輕微的分解,但 是不會有顯著的質量損失。在較高的烘焙溫度下,半纖維素大量分解,產生揮發物 與焦炭狀固體產物,木質素和纖維素則發生有限的脫揮發和碳化作用,因此整體反 應相形劇烈。總體而言,溫度狀態的轉變是屬於漸進的,在焙燒過程中,大量的脫 揮發分和碳化仍然被視為是緩慢的的過程。溫度轉換狀態取決於生物質的類型和 性質,尤其半纖維素的反應性與其分子結構有非常大的關聯,如闊葉樹木材反應就 較針葉樹木材更強。一般在半纖維素可觀察到相對劇烈的轉變,但對於木質素和纖 維素而言,轉變的發生則相對漸進、不容易觀察到(Bergman et al., 2005)。
2.4 造粒
若是直接將未處理過的木質生質物進行利用,將會有原物料含水率高、研磨性 質差、能源密度低等重大的問題存在。這些性質會使得生質物在運送、傳輸以及熱 化學轉換等方面消耗過多的成本,並降低後續利用上的效率(蔡佳儒等人,2011)。
造粒可有效減容,降低運輸與儲存成本。造粒係指將粒子透過外加壓力而互 相靠近,強迫結合成塊體,當粒子群被壓縮時,會反覆混合與重新排列,歷經鬆 散、過渡、壓緊、推移等階段,最後形成緊密狀態。生質物常含有的木質素為一 種天然黏合劑,其結構為以苯基丙烷為骨架之網狀大分子,在70-110 °C 間開始
軟化,產生塑性,至200 °C 以上發生液化,過程中木質素的黏合力將大幅增加;
造粒過程可視為一種「熱壓」,透過造粒機施以熱壓,粒子間因受壓而反覆摩
擦,局部可能產生高達150 °C 上的高溫,使木質素軟化,可於未添加黏結劑的情
況下製成不易破碎的「顆粒燃料」(許國恩等人,2012),如圖 7。
圖7、木質顆粒燃料 Fig.7 Wood pellets.
木質顆粒優點如下(林裕仁,2009):
(1) 經高溫壓縮過程所生產木質顆粒之質地堅硬,性質穩定,與石化燃油比較,
運輸過程中無危險性,且體積小易於貯存,所佔空間較少,管銷成本相對 較低。
(2) 木質顆粒之比重高於一般木質材料,除具耐燃特性外,其發熱能量效率佳,
約為5kWh/kg,亦即 1 kg 之木質顆粒其發熱能量約等於 0.5 L 之暖氣油料。
(3) 木質顆粒原料取自木質材料,與其他傳統石化能源比較起來,燃燒後不會
增加大氣碳排放量,具環保功能。根據資料顯示,木質顆粒產生1 MWh 之
能量淨釋放35 kg 之 CO2,遠低於電能之935 kg 與暖氣燃油之 375 kg。而
在製造過程中其能源使用量僅大約是木質顆粒本身能量含量之3 %。
(4) 木質材料具再生性,若其來源取自當地,透過良好林木經營管理,原料來 源可穩定供應,其價格不致像原油或瓦斯價格易受國際市場波動所影響,
較具穩定性。
(5) 木質顆粒使用方便,燃燒過程煙塵量少,殘留灰分少,於家庭使用時衛生 且容易清潔,發電廠使用時設備易於維護。
2.5 活化能
活化能之探討,本研究採用基辛格法與大澤法等 2 種方式計算活化能,兩者
皆衍生自阿瑞尼士反應速率關係式並結合TGA 進行推導,在不清楚反應機制前提
下,很適合用來求取活化能。本研究除利用以上2 種方式計算活化能外,亦直接透
過阿瑞尼士反應速率關係式計算出活化能,再比較3 種活化能數值之差異。
2.5.1 阿瑞尼士反應速率關係式
1889 年,瑞典科學家阿瑞尼士在研究蔗糖水解的速度與溫度之關聯時,用速 率常數k 的自然對數 lnk 對溫度的倒數 1/T 作圖,得到一條直線。學術上,lnk (或 logk)對 1/T 作圖,稱為阿瑞尼士圖。阿瑞尼士圖上的線性關係可表示為:
lnk = lnA - C/T (1) C 為常數。引入氣體常數 R,可將這樣的線性關係改寫為:
lnk =lnA - Ea/RT (2) 或
k =Ae- Ea/RT (3) 上面的經驗表示式(2)和(3),都稱阿瑞尼士反應速率關係式,包括 2 個重要的參數 A 和 Ea,這2 個參數通稱阿瑞尼士參數。其中參數 A 稱為 A 因子或指前因子(pre- exponential factor),與速率常數 k 有相同單位,它來自阿瑞尼士圖上的截距。阿瑞
尼士把由圖上斜率導出的能量因子Ea稱為活化熱,後來被科學文獻改稱為阿瑞尼
士活化能。按照國際純化學和應用化學聯合會(International Union of Pure and Applied Chemistry, IUPAC)的觀點, Ea的準確定義是阿瑞尼士圖上該直線在溫度 T 下的斜率:
Ea = -R dln𝑘
𝑑(1𝑇) (4) 從活化能的定義(4)看,反應溫度 T 升高,速率常數 k 相應增加, Ea必為正值,絕 大多數的化學反應呈現這樣的趨勢(羅渝然等人,2010)。
2.5.2 生質物熱重分析
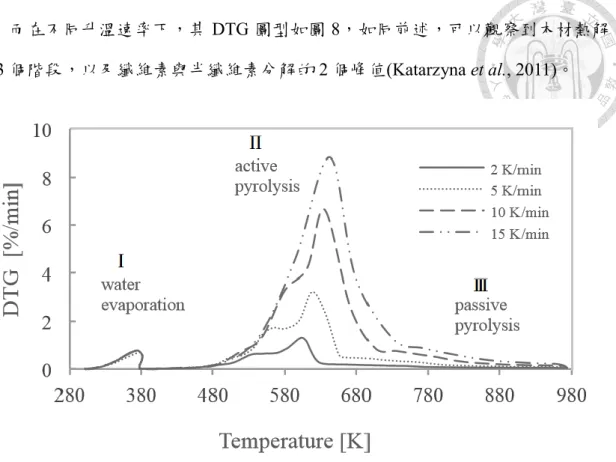
前文中提到,生質物有許多轉換成為能源的方式,其中焙燒是在低溫狀況下讓 生質物熱解(Pyrolysis)的處理模式;而在探討生質物分解的模式中,TGA 為頗具效 率的方式,讓我們了解溫度與生質物分解的關係,進而推算出分解所需的能量,了 解使用這種再生能源所需付出的成本。生質物分解是一系列複雜的反應,受到升溫 速率、溫度、壓力、遲滯時間、濕度、樣本組成分與顆粒大小等因素影響。Katarzyna (2011)等人利用 TGA 來呈現楊屬植物(Populus spp.)在 2、5、10、15 K min-1 等4 種
不同的升溫速率條件下,其分解所需的能量,並發現其歷經之3 個階段:水解、主
動熱解(Active pyrolysis)及被動熱解(Passive pyrolysis),而其分解過程又受到木材組 成與成分濃度的影響。元素分析結果如表2(Katarzyna et al., 2011)。
表2、楊屬植物元素分析結果(Katarzyna et al., 2011) Table 2 Characteristic of poplar wood (Katarzyna et al., 2011).
Ultimate analysis (wt %)
C 45.5
H 6.26
N 1.04
O* 47.2
*calculate by difference
而在不同升溫速率下,其DTG 圖型如圖 8,如同前述,可以觀察到木材熱解 的3 個階段,以及纖維素與半纖維素分解的 2 個峰值(Katarzyna et al., 2011)。
圖8、楊屬植物在不同加熱速率下之微商熱重分析(Ι:水解;ΙΙ:主動熱解;ΙΙΙ:
被動熱解)(Katarzyna et al., 2011)
Fig. 8 DTG of a poplar wood recorded in nitrogen at different heating rates(Ι:
dehydration; ΙΙ: active pyrolysis; ΙΙΙ: passive pyrolysis)(Katarzyna et al., 2011).
圖9、纖維素(C)、半纖維素(H)與木質素(L)熱解(Gasparovic et al., 2010) Fig.9 Pyrolytic decomposition at the heating rate 5 K min-1: hemicelluloses
(H)cellulose (C) and lignin (L) (Gasparovic et al., 2010).
Gasparovic (2010)等人亦透過 TGA 來解釋木材的分解,如圖 9 及圖 10,纖維 素與半纖維素的分解主要發生在主動熱解階段,熱解溫度分別為523-653 K 與 473-653 K,而木質素則在主動熱解與被動熱解 2 個階段,都可觀察到其分解發 生,溫度範圍為453-1173 K,且無明顯峰值。
圖10、木片(實線)與 3 種主成分(虛線)熱解圖(Gasparovic et al., 2010) Fig.10 Pyrolytic decomposition at the heating rate 5 K min-1 (Gasparovic et al., 2010).
2 0 0.8 0.6 0.4 0.2 0.0
500 600 700 800
T/K (-dm/dt)/(mg min-1 )
0.0 0.1 0.2 0.3 0.4 0.5 0.6
500 600 700 800
T/K (-dm/dt)/(mg min-1 )
2.5.3 基辛格法與大澤法
基辛格法與大澤法是透過在不同升溫速率試驗中,用升溫速率與熱重分析中 峰值溫度的關係作圖,再從其線性方程式之斜率與截距推導出反應之活化能。依據 Katarzyna (2011)等人整理:
固態反應的動能依式(5)描述:
dα
dt =k(T)f(α) (5) 其中α為一變數,代表樣本的重量損失,其描述如式(6)。
α = mi−ma
mi−mf (6) mi為樣本初始重量、ma為熱解過程中重量,mf則為熱解後之重量。結合式(5) 與(3)獲得式(7),式(7)已可透過 TGA 結果計算出活化能。
dα
dt
=
A · f(α) · e−Ea⁄RT (7) 多數學者以一階反應來描述該反應式,故f(α)(或f´(α) = −1)可寫成式(8)。f(
α
) = (1 −α
)n (8) 結合式(7)與式(8)得式(9)dα
dt
=
A · (1 − α)n· e−Ea⁄RT (9) 在 TGA 試驗不同升溫速率β =dT/dt,式(9)可改寫成式(10)dα dT
=
Aβ· (1 −
α
)n · e−Ea⁄RT (10) 式(10)描述物質隨著時間進行分解,且須透過多組不同的升溫速率來進行。基辛格法用ln[β/ Tp2]對 1/ Tp作圖,Tp為DTG 曲線峰值所對應的溫度,其線 性方程式與試驗數值相符,而其斜率等同於-Ea/R,截距為 ln[AR/Ea],通常假設其 為一階反應式。
圖11、楊屬植物在不同升溫速率下之 DTG 曲線(Katarzyna et al., 2011) Fig.11 The DTG curves of poplar wood recorded in nitrogen at different heating rates
(Katarzyna et al., 2011).
依據Lv (2010)等人及 Katarzyna(2011)等人研究,發現 Tp會隨著升溫速率的增
加而上升,熱解的起始與結束溫度也同步上升,且TG 曲線的位置、最大分解速率
都隨著升溫速率而異。從圖11、12 中可觀察到,TG 圖中最大值所在的點位與 DTG 圖中最小值所在的點位,都隨著升溫速率的上升而往高溫的方向移動。這種現象起 因於熱轉移的限制(Heat transfer limitation),在低加熱速率下,系統提供較大的瞬時 熱能,且氣體可能需要較長的時間與爐或樣品的溫度達到平衡。而在同一時間和溫 度範圍內,較高的升溫速率反應時間較短,樣品分解所需的溫度也較高,這導致曲 線向右位移。
圖12、楊屬植物在不同升溫速率下之 TG 曲線(Katarzyna et al., 2011) Fig.12 TG of weight loss curves of poplar wood recorded in nitrogen at 4 heating rates
(Katarzyna et al., 2011).
承上,可以推導出式(11),利用 Tp,在不同升溫速率下,可求出活化能:
ln
(
βTp2
) = ln (
ARE
) −
ERTp
(11) β:升溫速率(°C/ min)
Tp:熱重損失時所呈現最大分解量之溫度(K) A:A 因子(min-1)
R:氣體常數(J/mol K) E:活化能(KJ/mol)
如圖 13,將式(11)中的-ln(β/Tp2)對(1/Tp)作圖,可以得到一條直線,由其斜率 (E/R)即可求得活化能 E,進一步由圖形截距得到 A(min-1),依此公式可得知生質物 經過焙燒後其熱解動力學之變化。
圖13、基辛格法線性化曲線(Lv et al., 2010)
Fig.13 Linearization curve of Kissinger method (Lv et al., 2010).
y = -25.6555×103x+36.0256
1/T(10-3) ln(β/T2 )
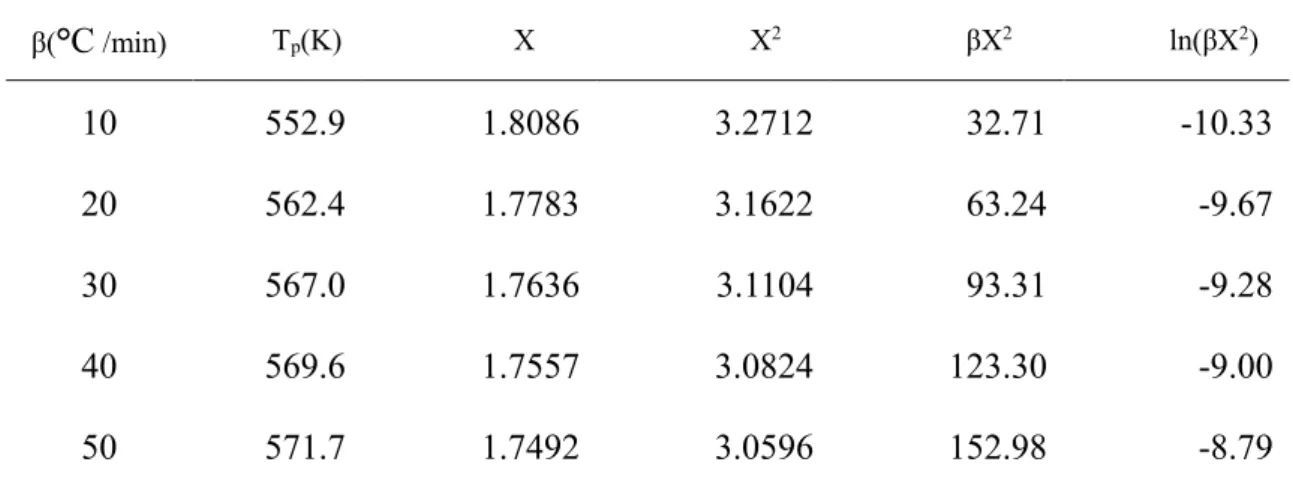
表3 為 Lv (2010)等人計算基辛格法時所整理之參數值。其中 X 代表 (1/Tp)×10-3。
表3、基辛格法參數值 (Lv et al., 2010)
Table 3 Parameter values in Kissinger formula (Lv et al., 2010)
β(°C /min) Tp(K) X X2 βX2 ln(βX2)
10 552.9 1.8086 3.2712 32.71 -10.33 20 562.4 1.7783 3.1622 63.24 -9.67 30 567.0 1.7636 3.1104 93.31 -9.28 40 569.6 1.7557 3.0824 123.30 -9.00 50 571.7 1.7492 3.0596 152.98 -8.79
大澤法如式(12),其中 g(α)為此反應動力學機制的積分函數。相對於基辛格法,
大澤法是利用積分的概念來推導出活化能計算式,將式(12)中的-ln(β)對(1/Tp)作圖,
同樣可以得到一條直線,由其斜率(E/R)即可求得活化能 E,進一步由圖形截距得 到A (Lv et al., 2010)。
lnβ
= ln (
AERg(a)
) − 5.311 −
ERTp
(12)
熱解反應通常會伴隨著揮發性物質從樣本表面逸失,為避免這些物質無法順 利逸出而造成的局部反應加速,通常會在處於液態氮的低溫狀態下,將樣本研磨成 小顆粒狀以增加反應面積。而在實際應用上,即使是相同來源的樣本與控制條件,
不同試驗室利用基辛格法作出的試驗結果,其活化能也會有近10 %的誤差。為了
加強試驗精確度,建議試驗者在0.5-10 K min-1之升溫速率區間下,重覆試驗來降 低試驗結果的誤差(Roger et al., 2012)。
2.6 回收纖維抄紙
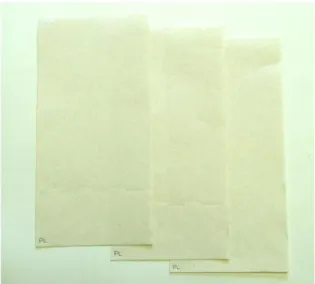
Aue (2003)等人利用碎漿機處理芝加哥市的都市固體廢棄物(Municipal solid waste, MSW),先將塑膠、玻璃、抹布、提袋等透過篩網分離,剩餘成分製漿後 再以自動紙漿成型機造紙,其成品如圖。由於紙漿來自於粗篩,含有大量污染 物,包括細砂以及在典型的篩選和清潔過程中應被除去的物質。考慮到這些手抄 紙的密度僅0.423 g/cm3及其受污染程度,該團隊認為這種成品之後續利用值得進 一步評估。
純粹討論回收纖維抄紙物理性質之文獻較少,多為將纖維加入其他材質以探
討其複合物之強度。纖維常與HDPE、PET、PP 等塑膠類,或是其他木質材料混合
做成複合材料,再測試其物理性質。
Mengeloglu(2008)等人用農地取得之麥草粉(WF)與回收 HDPE、PP 做成複合 板,其抗拉強度、MOR、MOE 如表 4,該試驗未加入膠合劑。雖然不同條件試材
強度差異不大,但作者推測麥草粉應在一定程度上加強了MOR。
圖14、都市固體廢棄物抄紙(Aue et al., 2003)
Fig. 14 Handsheets of municipal solid waste. (Aue et al., 2003)
表4、麥草粉填充回收 HDPE 與 PP 之機械性質(Mengeloglu et al., 2008) Table 4 Mechanical properties of the wheat straw flour filled recycled HDPE and PP
thermoplastic composites (Mengeloglu et al., 2008).
試材
抗拉強度 (MPa)
抗彎強度 (MPa)
抗彎彈性模數 (MPa) 70 % HDPE+30 % WF 8.11 13.16 802.9
70 % PP+30 % WF 6.42 17.76 703.2 35 % HDPE+35 % PP+30 % WF 6.17 13.25 969.6
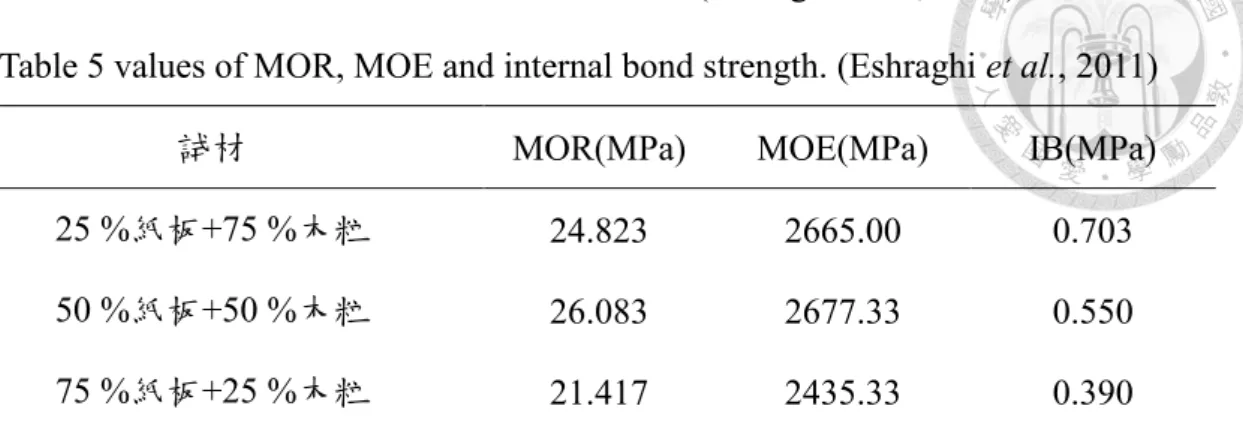
Eshraghi (2011)等人則分別將 75 %、50 %及 25 %的廢紙板纖維與木材顆粒用 樹脂膠合製成單層粒片板,其MOR、MOE 及 IB 如表 5。MOR、MOE 的表現會受
到壓實率、顆粒形狀與膠合劑多寡等影響。當紙板比例超過50 %後,MOR、MOE
數值皆有下降趨勢,作者推測紙板纖維排列情形較木材顆粒整齊,故比例未超過50
%時有助於提升 MOR、MOE;但紙板本身強度比木質顆粒低,故其比例超過 50 % 後,會造成強度下降。IB 是板材實用性的重要參考項目之一,結果顯示其隨著紙 板比例上升而持續下降,其中比例各50 %之強度 0.550 MPa 尚符合歐洲標準之最 低要求。纖維對內部粘合的負面影響可以紙板纖維的黏合能力降低來解釋,因為紙 板纖維具有比木材顆粒更高的表面積,會造成樹脂覆蓋率和粘合能力降低,導致粒 片板內部結合力下降。
表5、MOR、MOE 與內聚強度數值(Eshraghi et al., 2011)
Table 5 values of MOR, MOE and internal bond strength. (Eshraghi et al., 2011) 試材 MOR(MPa) MOE(MPa) IB(MPa) 25 %紙板+75 %木粒 24.823 2665.00 0.703 50 %紙板+50 %木粒 26.083 2677.33 0.550 75 %紙板+25 %木粒 21.417 2435.33 0.390
黃耀富(1998)等人以蔗渣纖維混合相思樹木纖維,依不同比例熱壓製成中密度
複合纖維板,並檢測其物理性質如表6。該研究無添加額外膠合劑。結果顯示,隨
著蔗渣比例上升,MOR 呈正相關趨勢,且以蔗渣比例 90 %時最大;IB、SHC 表現
也較純相思木纖維板為佳,其成板性質均符合日本工業標準A5906 之標準。
表6、複合中密度纖維板性質(黃耀富等,1998)
Table 6 The properties of composite medium density fiberboards.
試材 MOR(MPa) MOE(MPa) IB(MPa) SHC(N)
100 %相思木纖維板 13.132 3136 0.382 40
50 %木纖維+50 %蔗渣 19.502 3430 0.441 45 40 %木纖維+60 %蔗渣 19.110 2940 0.441 46 30 %木纖維+70 %蔗渣 19.796 3234 0.441 50 20 %木纖維+80 %蔗渣 22.344 3136 0.451 47 10 %木纖維+90 %蔗渣 24.108 3626 0.510 44
第 3 章 材料與方法
3.1 試驗架構
本研究主要重點在於探討垃圾蒸煮物與稻草 2 種生質廢棄物經過焙燒及抄造 紙板後之能量與力學表現,試著瞭解這些生質物在作為燃料使用或材料使用方面,
是否具有發展潛力,期為環境永續貢獻心力。
試驗架構如圖 15 所示,生質廢棄物於焙燒前後會進行木化分析、元素分析及 熱質分析等,以利瞭解其成分對於試驗結果之影響與焙燒前後之差異。垃圾蒸煮物 進行250、270 及 290 °C 之焙燒處理,並分別持溫 60、75 及 90 min;稻草廢棄物 則進行270、280 及 290 °C 之焙燒處理,持溫 60 min。2 種生質物經焙燒處理後可 視為生質煤,稻草則另進行熱重分析探討焙燒前後活化能差異。篩選後垃圾蒸煮物 亦以環模式擠壓造粒機進行造粒,觀察垃圾纖維造粒表現。另一方面,採用 CNS11212 物理試驗用手抄紙之方式,利用手抄紙機混合不同比例之垃圾蒸煮纖維 與發酵後稻草抄造紙板,並做後續物理強度之檢測。
圖15、本研究試驗架構 Fig. 15 Framework of this study.
3.2 試驗材料 3.2.1 垃圾蒸煮物
試驗採用經過 155°C、30min 蒸煮處理過後之垃圾蒸煮物,採集自宜蘭市一般 生活垃圾,如圖16。
圖16、宜蘭市一般生活垃圾
Fig. 16 Municipal solid waste of Yilan city.
3.2.2 稻草、蒸爆後稻草及發酵後稻草
試驗使用取自行政院原子能委員會核能研究所之稻草、蒸爆處理後稻草及發 酵處理後稻草,如圖17-19。
圖17、稻草 Fig.17 Straw.
圖18、蒸爆後稻草
Fig.18 Straw processed with steam explosion.
圖19、發酵後稻草 Fig.19 Straw after fermentation.
3.3 垃圾纖維造粒試驗
本研究採用咏明機械工業環模造粒機YMHP-15,所使用環模之孔洞長 40 mm、
直徑6 mm,長徑比為 6.7,如圖 20。造粒程序如圖 21 所示,將事先烘至絕乾之垃
圾蒸煮物調整水分至20 %左右,初步篩分大尺寸之雜質後再進行投料。通過造粒
機擠壓成型,其環模孔洞長40 mm、直徑 6 mm,需先將環模內部填滿充足的量,
才能利用機械壓力將生質物經由孔洞擠壓排出,造粒機之電流不可高於 40 A,若
是電流過高,內部容易過熱導致造粒機故障。
圖20、試驗用環模造粒機(a)與其環模(b)(YMHP-15)
Fig.20 Ring die pellet mill (a) and the ring die (b) of experiment.(YMHP-15)
(a) (b)
圖21、造粒程序(a)造粒前垃圾蒸煮物(含水率< 10 %) (b)投料造粒 (c)造粒成品 (d)乾燥後成品
Fig.21 Procedure of pelleting. (a) Autoclaved municipal solid waste before pelleting(MC < 10 %) (b) Pelleting (c) Product of pelleting (d) Pellets after drying
3.4 焙燒處理
圖22 為本研究使用之管狀加熱反應爐,為勇發科技股份有限公司自行開發組
裝,焙燒過程會取15 g 生質物放置於加熱反應爐內,爐內具石英材質所構成之夾
層,使生質物於爐內能穩定加熱。反應爐內部溫度會經由熱電偶測溫計進行監控,
升溫速率控制在6-8 °C /min,保持缺氧狀態,後加熱至 200-300 °C,持溫 60-120 min 並靜置冷卻,使生質物降至常溫。焙燒產物會進行研磨及過篩處理,將尺寸磨 至直徑≦0.42 mm,以方便其他性質分析測定。
圖22、反應爐
Fig.22 Torrefaction equipment.
3.5 性質測定 3.5.1 元素分析
利用燃燒管將樣品包裹於錫囊內,置於圓盤形供給器上,依序放入1000 °C 之 燃燒管內,在錫的助燃下使樣品完全燃燒,以銅行還原反應生成N2、SO2、CO2及 H2O 之混合物,再由分離管進行成分分離,最後利用熱導偵測器測定 N、S、C、H 及O 等元素之重量百分比,圖 23 為試驗所使用之元素分析儀。
圖23、元素分析儀(Heraeus, varioIII-NCS) Fig.23 Elemental analyzer (Heraeus, vario III-NCS).