模糊田口法於多重品質特性製程上之研究
—以 TFT 金屬鍍膜製程為例
盧昆宏1 江季哲2 周美玲3 1國立高雄大學亞太工商管理學系 教授兼教務長 2 國立高雄大學亞太工商管理學系碩士生 3國立屏東科技大學技術與職業教育研究所碩士生摘 要
產品或製程之多重品質特性最佳化的決定對提昇產品品質或製程能力是相當重要 的議題。針對這項議題,本研究先利用田口方法中處理單品質特性的方法,分別計算出 各品質特性的 S/N 比,再運用灰關聯分析將 S/N 比轉為灰關聯係數,最後結合模糊推論 系統導出代表多重品質特性之衡量指標 (MPCI),利用其數值愈高愈好的特性,找出最 佳參數組合,再由多變量分析找出同時影響兩種品質特性的顯著因子,以進行包含兩種 以上品質特性的最佳參數組合之模擬驗證,俾驗證最佳參數組合之正確性。最後,本研 究以液晶顯示器製程中 TFT 的金屬鍍膜膠做為案例,來闡述所提最佳化程序與模式之數 值分析,驗證本研究之有效性與實用性,幫助個案公司節省實驗成本、縮短新產品由實 驗階段導入生產階段之時程。 關鍵字:多重品質特性、田口品質工程、模糊推論、灰關聯分析、TFT 金屬鍍膜製程。1.
緒論
1.1
研究背景
田口方法能在最短時間、最低成本與最少實驗次數下,對產品設計與品質提供穩健 性 (Ross, 1988; Taguchi, 1990)。Jeyapaul (2005) 的研究指出大部分田口方法都還只是針 對單一的產品之品質特性,來做製程最佳化的設計。但在實務上,工程人員所面臨的品 質特性往往不是單一的,而是兩個或兩個以上的多品質特性問題。針對多品質特性的產 品或製程最佳化問題,若靠工程師的工程經驗判斷,不但容易發生因為工程人員的認定 1 聯絡作者:盧昆宏 高雄市楠梓區高雄大學路 700 號 亞太工商管理學系 E-mail: [email protected]標準不一,且易產生不確定性及模糊性,且各品質特性的相關性愈強或所考量的品質特 性愈多時,工程師要決定最佳因子水準組合就愈困難,在取捨各因子水準上,可能會造 成各品質特性之間互相衝突的問題。因此,發展一套能有效解決多品質特性問題的方 法,有其必要性 (陳明佑, 2002; Lu,2002; Tong et al.,2005)。
1.2
研究動機與目的
過去一些學者針對多重品質特性問題所發展出的一些方法,然而某些方法的合理性 待商榷 (Shiau, 1990);有些方法在選取參數組合時仍需倚賴工程師經驗和知識作判斷
(Hsu et al.,2001);有些方法在解決特定條件問題時的效果不理想(Wu, 2004);有些方法難
以被了解以及實際上應用有困難 (Tong et al.,2005)。 因此本研究擬結合灰關聯分析與模糊田口法,發展出一套解決田口式多品質特性問 題的方法。在演算流程中,不但考慮到設計者對產品品質特性之模糊,以增加設計結果 的正確性,並將製程相關因素的各種關係呈現出來,幫助工程人員了解製程參數與品質 特性間的關係,提供較具有用的訊息和比較可靠的依據。為使操作更為實用,以大眾較 為熟知的 Excel 和 MATLAB 軟體進行操作,達到快速且正確得到多重品質特性製程之 最佳參數條件。期望藉此能有效改善產品品質和降低生產成本,達成企業提昇生產力之 目標。
2.
文獻探討
2.1
多重品質特性之田口實驗計劃法
品質工程的一個重要的步驟是選用合適的量測品質特性,這需要對產品或製程上有 所了解,同時也要熟知實驗計劃才能有效選用。田口博士將田口方法中的品質特性(Quality Characteristic) 分為望小特性 (the smaller-the better:STB)、望大特性 (the larger-the better:LTB) 及望目特性 (the nominal-the better:NTB) (陳耀茂, 1998)。SN 比
的推算,是將損失函數直接取對數值轉換而得,依據不同的品質特性,有不同的轉換公 式。田口以 S/N 比替代品質損失函數,作為產品績效衡衡量的準則,主要在於減少交互 作用的產生,增強穩健設計中,加法性 (additive model) 模式的成立。 田口方法以往的相關文獻上,都以單一品質特性為主。但近年來已有不少學者針對 多重品質特性問題,做相關的研究。常見的方法,包括有主成份分析法、多屬性決策 (MADM)、模糊集合理論、理想解類似度順序偏好法等。本節挑選較具有代表性的方法 分別描述如下:
2.1.1 模糊集合理論
Tarng et al. (2000) 提出藉由 fuzzy logic 來使最佳化多品質特性轉為單一的表現指數 (performance index),並將 fuzzy logic 和田口方法結合來解多重品質特性最佳化問題。此
法的 特色在於使用 fuzzy logic 將 S/N 比轉成隸屬函數,來取代一般做正規化的動作,因 為隸屬函數介於 0~1 之間,不會因為因子間的單位不同而產生無法比較的情況。然而,設 計者利用模糊理論決定個別品質特性之 S/N 比隸屬函數,其結果之正確性值得再研究。 翁義哲 (2007) 以田口方法直交表建立實驗方法再利用模糊理論將車削參數對於各 目標的關係,訂立語意性規則,進行運算並加以數值化,並且綜合所有參數數值,利用 進行優劣排序,讓使用者很清楚了解各目標的相對關係。並利用田口法的運算,尋求最 佳水準切削參數,並在數控車床上進行實際切削,以驗證最佳切削參數之適用性,作為 使用者在設計製造上的參考。 應用模糊理論相關方法來處理多品質特性問題,雖能解決其中模糊性問題,但是主 要的缺點是可能會有不同的設計者會有不同的結果,即是欠缺一定的標準;其次是可能 出現極端的狀況,欠缺整體性。 2.1.2 灰關聯分析 洪維宗 (2002) 應用灰色關聯分析法整合田口法的分析技術,找出具多品質特性製 程的最佳參數水準組合。其分析步驟如下: 1. 將各個品質特性之實驗數據,使用灰關聯生成方法,做標準化的動作。 2. 針對個實驗組合,計算出各個灰關聯係數。 3. 根據步驟 2,針對每一次實驗所求得之灰關聯係數值,計算多重品質特性的灰關聯 度,並畫出反應圖,依灰關聯度值大小決定最佳參數組合。 Lin (2004) 運用田口實驗整合灰關聯分析法,得到最佳切削製程參數組合。此方法 解決了各品質特性與製程參數間的相關性,卻未考慮品質特性的不確定性問題。 黃冠維 (2006) 提出一多屬性決策方法-灰關聯分析分法解決多重品質特性問題,並 以三個應用案例作為灰關聯分析研究對象,探討灰關聯分析方法適用於不同情境與結合 方法的效益。 黃得誌 (2007) 根據田口直交表規劃實驗,並導入灰色系統理論中的灰關聯分析技 巧,同時衡量最佳方案與理想解及負理想解的特色,經過總灰關聯度的分析,找到一組 最佳切削參數,並在數控車床上進行實際切削,以驗證其最佳切削參數之適用性。此方 法可以解決多重品質特性問題中複雜的相關性問題,且所求得之灰關聯係數值,可用來 幫助工程人員瞭解製程參數與品質特性間的關係,提供給工程人員再訂定參數水準上有 用信息和比較可靠的依據 (Jeyapaul,2005)。
從以上的文獻探討可知,過去已有許多對多重品質特性製程最佳化方法的研究,但 是有些具不確定性或不能合理解決問題,有些徒增問題的複雜度,都未能有效解決實際 遇到的問題。還有一些經由演算法求得之參數水準組合,工程人員卻無法從最佳化過程 中學習到任何製程參數與品質特性的問題。因此本研究主要延續田口方法,結合灰關聯 分析與模糊理論,發展出一套能夠解決多重品質特性製程最佳化問題的算則。 此法不但以灰關聯分析法解決品質特性之間的關聯性,更以模糊理論方法,考量設 計者對於產品品質特性之模糊,增加設計結果的正確性,並使用模糊推論系統將多品質 特 性 轉 為 單 一 表 現 指 數 - 多 重 品 質 特 性 之 衡 量 指 標 (Multiple Performance
Characteristics Index, MPCI) 值 (吳祥輝,2003),藉由比較 MPCI 值,決定最佳的參數水
準組合。
3.
研究方法
本研究係結合田口方法、灰色系統理論與模糊理論此三種方法後,發展出一套多重 品質特性之製程最佳化演算法。3.1
灰色系統理論
灰色系統理論 (Deng, 1989) 是由中國鄧聚龍教授於 1982 年提出,該理論主要是針 對系統模型之不明確性,資訊之不完整性的情況下,進行關於系統的關聯分析及模型建 構,藉預測及決策的方法來探討及了解系統。 以下為灰關聯分析的主要計算內容說明: 步驟一、對資料做灰關聯生成 在灰關聯分析中,序列的範圍或基準量差距過大時,往往會使得某些某些因子的作 用被忽略;而序列中各因子的目標方向不一致時,灰關聯分析也可能會造成不完全正確 的結果。這時我們必須對整組序列進行數據的前處理,此稱為“灰關聯生成”。夏郭賢 (1998) 說線性數據前處理法為目前最常用的前處理方法,它不但可以將序列中所有的值 全部都轉換成 0 到 1 之間的數,並把所有的因子的目標都調整成望大,同時也不會有無 法定義的情形發生。線性數據前處理法依效果測度可分為三個部分: 1. 望大: (0) (0) * (0) (0) ( ) min[ ( )] ( ) max[ ( )] min[ ( )] i i i i i x k x k x k x k x k − = − (1)2. 望小: (0) (0) * (0) (0) max[ ( )] ( ) ( ) max[ ( )] min[ ( )] i i i i i x k x k x k x k x k − = − (2) 3. 望目: (0) * (0) (0) ( ) ( ) 1 max{max[ ( )] , min[ ( )]} i i i i x k OB x k x k OB OB x k − = − − − (3) 其中 * ( ) i x k 為灰關聯生成後之數值,max[xi(0)( )]k 與min[xi(0)( )]k 為x ki*( )序列中之最大值與 最小值,而OB為 0 ( ) i x k 從中選定之目標值。 步驟二、計算灰關聯係數
在灰關聯空間中之測度公式,稱為灰關聯度 (Grey Relational Grade)。在求灰關聯度 時若只取一個序列x ko( )為參考序列時,稱之為“局部性 (Localized) 灰關聯度”。而計 算灰關聯度首先必須先求灰關聯係數 (Grey Relational Coefficient)。在灰關聯空間 {P x( );Γ}中,有一序列 ( (1), (2),..., ( )) i i i i x = x x x k ∈x (4) 其中i=0,1,2,…,m,k =1,2,3,…, n∈N 亦即 0 ( 0(1), 0(2),..., 0( )) x = x x x n 1 ( (1), (2),..., ( ))1 1 1 x = x x x n ( (1), (2),..., ( )) m m m m x = x x x n 其灰關聯係數為: min max max ( ( ), ( )) ( ) i j ij r x k x k k
ζ
ζ
∆ + ∆ = ∆ + ∆ (5) 其中 (a) i=1,2,3,…, m j=1,2,3,…, m k =1,2,3,…, n (b) x ki( )為參考數列, ( )x kj 為一特定之比較數列。 (c) ∆ij( )k = x ki( )−x kj( ) :為x k0( )和x ki( )之間差的絕對值。(d) nin min .min . i( ) j( )
j i k x k x k
∀ ∈ ∀
∆ = − :為各因子間及各序列間兩級最小差。
(e) max max .max . i( ) j( )
j i k x k x k ∀ ∈ ∀ ∆ = − :為各因子間及各序列間兩級最大差。 (5) 式中之ζ 稱為辨識係數 (Distinguishing Coefficient),且ζ ∈ [0,1]。 一般而言,辨識係數的數值均取為0.5,可以依實際需要進行調整。 步驟三、計算灰關聯度 當求得灰關聯係數後,一般取灰關聯係數的平均值為灰關聯度 1 1 ( , ) ( ( ), ( )) n i j i j k r x x r x k x k n = =
∑
(6)3.2
模糊理論
「模糊理論」主要是將模糊概念量化的一門學問,其起源於美國加州大學柏克萊分校的Zadeh 教授,於1965 年發表的「fuzzy set」一文,使得模糊數學迅速發展,成為
數學中的一門新學問。(Zadeh,1965) 3.2.1 模糊集合 在明確集合裡(Crisp Set),論域中的元素對某一集合的關係只有“屬於”與“不屬 於”兩種, 即 ( ) 1, 0, A x A x x A
λ
= ∈ ∉ 而在模糊集合裡沒有明確的邊界,元素對集合的關係是依照類似的程度而給予其歸屬程 度值。我們可定義模糊集合為:{
, A( )}
A= xµ
x x U∈ (7) 其中,U 為整個論域, ()µ
A 為模糊集合的歸屬函數, ( )µ
A x 代表元素 x 對模糊集合 A 的 歸屬程度。 一般常用的連續性歸屬函數的型態有下列幾種,如圖 1-3 所示。1. 三角形歸屬函數 2. 梯形歸屬函數 3. 吊鐘形歸屬函數 圖 1 三角形歸屬函數 圖 2 梯形歸屬函數 圖 3 吊鐘形歸屬函數 其中吊鐘形歸屬函數的曲面較為平滑,具有較佳的非線性特性:三角形歸屬函數與 梯形歸屬函數對電腦而言,所需計算量較少,比較適用於需要系統即時反映的場合。 3.2.2 模糊推論系統 模糊推論系統主要包含定義變數、模糊化、知識庫、模糊推論和解模糊化 (林江龍, 1999)。 一、定義輸入變數與輸出變數 定義輸入變數為個別品質特性之灰關聯係數,輸出變數為多重品質特性衡量指標 (MPCI)。 二、變數模糊化 (Fuzzification) 輸入變數需要先經過模糊化的過程,將明確的數值轉換成模糊數值,才可輸入模糊 法則進行模糊推論,而將變數的數值以適當的比例轉換到另一論域的過程稱為模糊 化。 三、知識庫 (Knowledge Base) 知識庫包含所應用領域的知識與參與控制的目標,主要由資料庫與規則庫組成: (一)、資料庫 (Data Base): 提供處理模糊數據的相關定義,包含論域的切割、輸入與輸出變數的選擇、歸 屬函數型式的決定等。 (二)、規則庫 (Rule Base): 規則庫是藉由一群語言推理規則描述推理目標與推理方法;而人類的經驗及 語言時常充滿不確定性,利用模糊理論能夠適度的處理這類語意變數,以模 糊規則(Fuzzy Rule)的行式將人類的知識或經驗更明確的表達出來。
四、模糊推論引擎 (Fuzzy Inference Engine)
模糊推論引擎是整個模糊系統的核心,它可以藉由近似推論或模糊推論的進行,來 模擬人類的思考決策判斷,以達到解決問題的目的。有關近似推理運算方面的研究 非常多,目前最常用的為 Mamdani 的模糊推論法 (Tarng, 2001),其規則如下:
1 1 1 2 1 1 2 1 1 2 2 2 : : R if x is A and x is B then y is C R if x is A and x is B then y is C (8) 其中,Ai、Bi和Ci相對應的歸屬函數為
µ
A、µ
B和µ
C,其模糊推論輸出為: 0( ) 1( )1 1( 2) 1( ) 2( )1 2( 2) 2( ) C y A x B x C y A x B x C yµ
=µ
∧µ
∧µ
∨µ
∧µ
∧µ
(9) 其中,∧是 Min 運算、∨是 Max 運算。 五、解模糊化 將經過模糊推論之後產生的結論,轉換為一明確值的過程,稱之為解模糊化。解模 糊化的方法很多,較常見的為重心法 (Center of Gravity Defuzzifier) ,當論域為離散 時,表示式如下: * 1 1 ( ) ( ) L C i i i L C i i y y y yµ
µ
= = ⋅ =∑
∑
(10) 其中µ
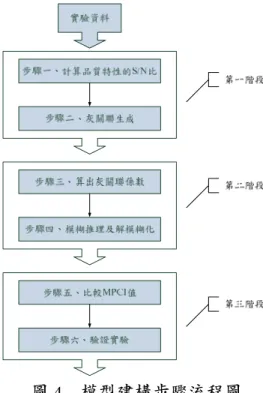
C( )yi 代表yi屬於模糊集合 C 的歸屬值。 * y 為多重品質特性衡量指標 (Multiple Performance Characteristics Index,簡稱 MPCI)。本研究之演算流程步驟如下圖 4 所示:
4.
實例驗證
4.1
金屬鍍膜製程
第一階段:計算各個品質特性 S/N 比的正規化數據 步驟一:計算各品質特性的 S/N 比。 依據田口方法,將產品品質特性分為望大、望小與望目三類,分別計算各品質特性 之 S/N 比。 一、參數選擇 本例之金屬鍍膜製程實驗所選取之反應變數及控制因子,說明如下,而控制參數水 準之設定如表 1: (一)、金屬鍍膜製程之實驗輸出特性的選擇 (反應變數): 1. 反射率值:望大品質特性。 2. 完整性 (清潔度):望大品質特性。 (二)、金屬鍍膜製程之可控制參數之設定 (製程因子): A、MON 壓力 B、MON POWER C、ALND POWER D、MON GAS RATIO假設此兩個品質特性的權重相同。實驗可控制參數皆為三水準。將此四個因子依序 配置到L9的直交表中,並開始進行實驗,即可得到實驗觀測值。 表 1 實驗可控制參數及其水準 控制因素⁄水準 水準一 水準二 水準三 A. MON壓力 0.6 0.9 1.2 B. MON POWER 10.8 13.5 18 C. ALND POWER 10.3 14 19.2 D. MON GAS RATIO 75/75 50/100 30/100
註:數字加底線者為現行水準
二、實驗設計
本實驗選擇L9直交表,有四個可控制因子,分別求得兩個不同的實驗輸出特性值,實 驗之配置與兩種品質特性 S/N 比列於表 2:
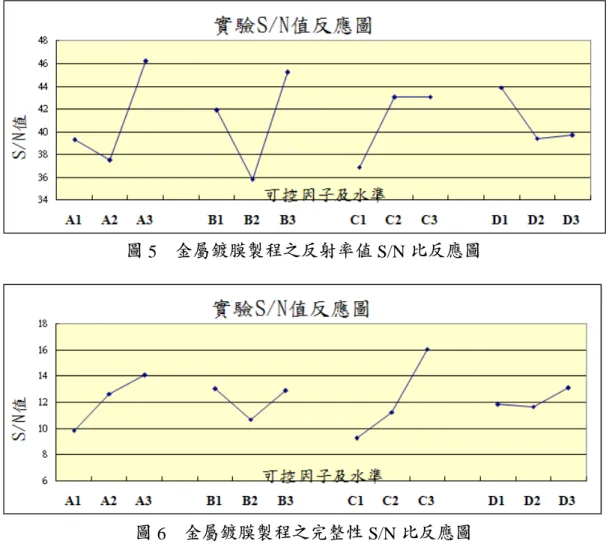
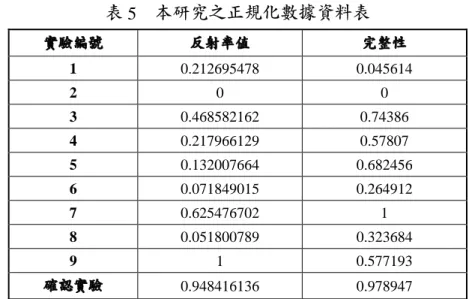
三、單一品質特性之驗證 為了使大家了解傳統田口方法做多重品質問題的困難點,在此先以單一品質特性分 別最佳化做分析。將實驗數據做分析後,可得到反射率值 (表 3、圖 5) 與完整性 (表 4、圖 6)的反應表及反應圖: 表 2 兩品質特性的 S/N 比 NO A B C D 反射率值(db) 完整性(db) 1 1 1 1 1 38.98 7.37 2 1 2 2 2 34.55 6.85 3 1 3 3 3 44.32 15.33 4 2 1 2 3 39.09 13.44 5 2 2 3 1 37.30 14.63 6 2 3 1 2 36.04 9.87 7 3 1 3 2 47.59 18.25 8 3 2 1 3 35.63 10.54 9 3 3 2 1 55.41 13.43 確認實驗 3 3 3 1 54.33 18.01 表 3 反射率值 S/N 比反應表 參數 A B C D 水準一 39.28269029 41.88930803 36.88418099 43.89586212 水準二 37.47855446 35.82350635 43.01458817 39.39428163 水準三 46.20843922 45.25686958 43.07091481 39.67954022 Effect 8.729884758 9.433363229 6.186733819 4.501580491 表 4 完整性 S/N 比反應表 參數 A B C D 水準一 9.85 13.02 9.26 11.81 水準二 12.64666667 10.67333333 11.24 11.65666667 水準三 14.07333333 12.87666667 16.07 13.10333333 Effect 4.223333333 2.346666667 6.81 1.446666667
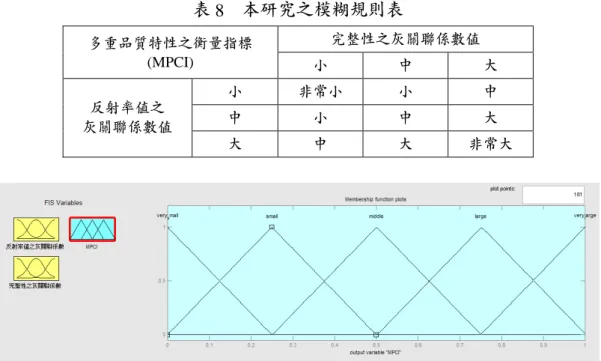
圖 5 金屬鍍膜製程之反射率值 S/N 比反應圖 圖 6 金屬鍍膜製程之完整性 S/N 比反應圖 根據 S/N 比愈大愈好的原則下,由反射率值及完整性的 S/N 比反應表及反應圖,可 分別決定其最佳參數水準組合如下: 反射率值 (圖 5):A3B3C3D1 完整性 (圖 6):A3B3C3D3 由上面兩組個別最佳參數水準組合,可知若要同時兼顧反射率值及完整性的話,在 D參數水準的選取上,很難做取捨。接下來使用本研究的方法做分析,將可省去參數水 準難以決定的困難。 步驟二:灰關聯生成 將步驟一所得之各品質特性 S/N 比,透過灰關聯生成進行正規化處理,使正規化後 的數據介於 0 至 1 之間。所使用正規化公式如 (5) 式,將結果整理如表 5。
表 5 本研究之正規化數據資料表 實驗編號 反射率值 完整性 1 0.212695478 0.045614 2 0 0 3 0.468582162 0.74386 4 0.217966129 0.57807 5 0.132007664 0.682456 6 0.071849015 0.264912 7 0.625476702 1 8 0.051800789 0.323684 9 1 0.577193 確認實驗 0.948416136 0.978947 第二階段:多重品質特性之模糊轉換 步驟三:建構正規化後的品質特性與製程參數間的關係式 一、計算正規化後的數據 * ( ) i x k 和x k*j( )間的絕對差序列∆ij( )k 。 ( ) ( ) ( ) ij k x ki x kj ∆ = − 其中 (a) i=1,2,3,…,m j=1,2,3…,m k=1,2,3,…,n (b) x k*i( )為參考數列,x k*j( )為一特定之比較數列。 其結果如表6所示 表6 本研究各正規化數據的差序列∆ij( )k 實驗編號 反射率值 完整性 1 0.787305 0.656212 2 1 0.666667 3 0.531418 0.338747 4 0.782034 0.457659 5 0.867992 0.388412 6 0.928151 0.59517 7 0.374523 0 8 0.948199 0.574944 9 0 0.458175 確認實驗 0.051584 0.040404 二、設定分辨係 ξ 數值,取 ξ=0.5
三、求得序列 * ( ) j x k 對序列 * ( ) i x k 在所有點k的灰關聯係數r k ij( ) 四、 min max max ( ) ( ) ij ij r k k
ζ
ζ
∆ + ∆ = ∆ + ∆ 其中 (a) i=1,2,3,…,m j=1,2,3…,m k=1,2,3,…,n (b) nin min .min . i( ) j( )j i k x k x k
∀ ∈ ∀
∆ = − :為各因子間及各序列間兩級最小差。
(c) max max .max . i( ) j( )
j i k x k x k ∀ ∈ ∀ ∆ = − :為各因子間及各序列間兩級最大差。 經計算過後的灰關聯係數值整理如表7所示。 表7 本研究之各品質特性的灰關聯係數值 實驗編號 反射率值 完整性 1 0.388408486 0.343788 2 0.333333333 0.333333 3 0.484769587 0.661253 4 0.390005297 0.542341 5 0.365499124 0.611588 6 0.350103039 0.40483 7 0.571740057 1 8 0.345256368 0.425056 9 1 0.541825 確認實驗 0.90648047 0.959596 步驟四:建構模糊推論系統。 此步驟為將個別品質特性之灰關聯係數值輸入模糊法則,進行模糊推論,以便求得 多重品質特性之衡量指標 (MPCI)。而進行模糊推論有下列幾個步驟: 一、決定輸入與輸出變數。 本實驗以反射率值及完整性兩個品質特性的灰關聯係數值做為模糊法則的輸入變 數,而以MPCI當成模糊法則的輸出變數。 二、變數模糊化(Fuzzification)。 本研究使用三角歸屬函數作為輸入變數的模糊分割,共定義小、中、大,三個等級。 三、制定模糊規則。 本研究考慮反射率值與完整性,兩個品質特性的重要程度相同,固可訂出表8之模 糊規則表,共有 9 條規則。而輸出變數亦選擇三角歸屬函數,共定義非常 小、小、中、大、非常大五個等級,如圖7所示。
表8 本研究之模糊規則表 完整性之灰關聯係數值 多重品質特性之衡量指標 (MPCI) 小 中 大 小 非常小 小 中 中 小 中 大 反射率值之 灰關聯係數值 大 中 大 非常大 圖7 本研究之多重品質特性之衡量指標(MPCI) 表8的模糊規則可表示如下: 1 R :If A is 小 and B is 小 then C is 非常小。 2 R :If A is 小 and B is 中 then C is 小。 9 R :If A is 大 and B is 大 then C is 非常大。 其中: A代表反射率值之灰關聯係數值。 B代表完整度之灰關聯係數值。 C代表多重品質特性之衡量指標 (MPCI)。 Ri代表第i條模糊規則。 四、模糊推論與解模糊化。 模糊推論法有很多種,本研究使用Mamdani的max-min模糊推論法。 其演算法如下: 1 1 1 2 1 1 2 1 1 2 2 2 : : R if x is A and x is B then y is C R if x is A and x is B then y is C 其中,Ai、Bi和Ci相對應的歸屬函數為
µ
A、µ
B和µ
C,其模糊推論輸出為:0( ) 1( )1 1( 2) 1( ) 2( )1 2( 2) 2( ) C y A x B x C y A x B x C y
µ
=µ
∧µ
∧µ
∨µ
∧µ
∧µ
其中,∧是Min運算、∨是Max運算 而解模糊化的方法也很多,本研究使用較常見的重心法。公式如下: * 1 1 ( ) ( ) L C i i i L C i i y y y yµ
µ
= = ⋅ =∑
∑
其中µ
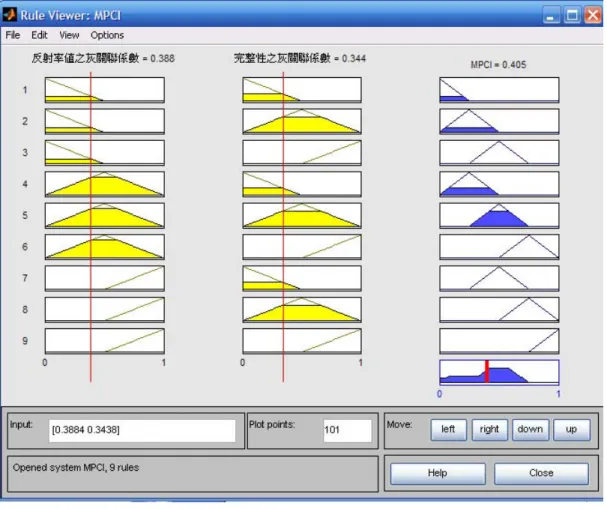
C( )yi 代表yi屬於模糊集合 C 的歸屬值。y*為集合 C 之重心。模糊推論後的 輸出即為多重品質特性衡量指標 (Multiple Performance Characteristics Index,簡稱MPCI),利用MATLAB操作過程如圖8所示,而整理後之結果如表9所示。
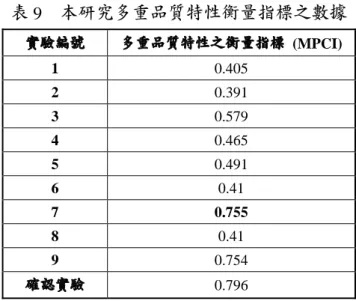
表9 本研究多重品質特性衡量指標之數據 實驗編號 多重品質特性之衡量指標 (MPCI) 1 0.405 2 0.391 3 0.579 4 0.465 5 0.491 6 0.41 7 0.755 8 0.41 9 0.754 確認實驗 0.796 第三階段:最佳參數與水準之決定與驗證 步驟五:比較「MPCI」值大小,選取最佳的參數水準。 多重品質特性之衡量指標(MPCI)值之排序最大值者,為直交表內參數水準最佳組合 2 3 1 3BC D A ,除直交表外,為求整體之參數水準最佳組合,對各參數水準之平均 MPCI 值,做反應表及畫反應圖,以找出整體之最佳參數水準組合。 一、因子效果分析 以多重品質特性之衡量指標 (MPCI) 作因子效果分析,分析後知結果如表 10 所 示,而其反應圖,如圖 9所示,MPCI愈大愈好,由圖 9可找出A B C D3 3 3 1最大,故 為最適水準組合。 表10 本研究多重品質特性衡量指標之反應表 參數 A B C D 水準一 0.458333333 0.541666667 0.408333333 0.55 水準二 0.455333333 0.430666667 0.536666667 0.518666667 水準三 0.639666667 0.581 0.608333333 0.484666667 Effect 0.184333333 0.150333333 0.2 0.065333333 Rank 2 3 1 4 二、變異數分析 利用 ANOVA 辨識出顯著的因子,並計算出各顯著因子之貢獻度,其結果如表 11 所示。得知其中控制因子 A (MON 壓力) 貢獻度為 35.67251,控制因子 B (MON POWER) 貢獻度為17.54386,控制因子C (ALND POWER) 貢獻度為32.74854,,其 餘不顯著的因子皆併入誤差項內,故不計算其個別貢獻度。其中以控制因子A (MON
壓力) 與C (ALND POWER) 貢獻度較大,因此應該多注意此因子水準的調整,其 餘較不顯著之因子,則可以選擇成本較低的水準。 圖9 本研究多重品質特性衡量指標之反應圖 表11 本研究多重品質特性衡量指標變異數之分析表 參數 自由度 f 變動 S 變異 V 變異比 F 純變動 S' 貢獻度 ρ% A 2 0.067 0.0335 11.16667 0.061 35.67251 B 2 0.036 0.018 6 0.03 17.54386 C 2 0.062 0.031 10.33333 0.056 32.74854 D 誤差 e 2 0.006 0.003 0.024 14.03509 總合 T 8 0.171 0.171 100 步驟六:進行驗證實驗。 經最適水準組合實驗驗證之結果,如表12所示。由表12可知,最適水準之MPCI 預測值與實驗值相差0.041,兩者MPCI值相近,所以可證明此實驗之加法模式成立。而 反射率值之 S/N 比較起始水準改善了 10.01db 且完整性之 S/N 比亦較起始水準改善 2.68db。 表12 案例三之驗證結果比較 起始水準 最適水準 (預測) 最適水準 (驗證) 改善 參數水準 A B C D1 3 3 3 A B C D3 1 3 2 A B C D3 3 3 1 反射率值 (S/N比) 44.32 _ 54.33 10.01 db 完整性 (S/N比) 15.33 _ 18.01 2.68 db MPCI值 0.579 0.755 0.796 0.217
5.
結論與建議
5.1
結論
1. 本研究將田口方法所求得之S/N比,將S/N比使用灰關聯生成進行數據的前處理,使 得不同屬性、不同單位的品質特性可以運用歸屬函數值在同一水平上相比與相加 總。 2. 在灰色關聯分析的演算過程中,可得到代表製程參數與個別品質特性間關係的灰關 聯係數,相較於其他複雜演算法僅能於結果求得一組參數水準組合,卻無法得知製 程參數與品質特性間關係的資訊。 3. 本研究提出利用模糊推論系統整合多重品質特性之演算法,不但能在多個品質特性 中更快速且正確的得到不同品質特性需求之最佳化條件,找到一個平衡點,而且也 提供使用者一個客觀的結果。 綜言之,在本案例-液晶顯示器 TFT 金屬鍍膜製程的結果可知,本研究所找到的最 佳參數組合之有效性與實用性。依據本研究方法來規劃實驗,可以幫助公司節省實驗成 本、縮短新產品由實驗階段導入生產階段時程。5.2
建議
因為本研究仍有許多為完善之處,以下列出幾點建議,盼後續研究者可以針對這方 面繼續深入探討。 1. 本研究提出之因子水準組合選擇,僅就具有顯著影響之控制因子,至於其他未具顯 著影響之控制因子,則就成本及操作方面原則做優先考量,盼後續研究者可找出更 妥善的解決方法。 2. 本研究假設產品之品質特性是一樣重要的,對於不同權重的多重品質特性問題未加 以考慮。若能找出適合的方法去解決不同權重之多重品質特性問題,將使本研究提 出之方法更加完備。 3. 為了減少實驗次數與確保製程最佳化有良好的再現性,多重品質特性的產品在做穩 健設計階段時,應與現場工程師多加討論,慎重選擇各品質特性、參數水準及製程 參數條件等。參考文獻
1. 羅中育 (2000),“田口品質工程應用於模擬退火法參數組合之研究-以旅行推銷員
問題(TSP)為例”,國立雲林科技大學工業工程與管理研究所碩士論文。
2. G.Taguchi (1990), “Introduction to Quality Engineering”, Asian Productivity Organization, Tokyo.
3. P.J.Ross, (1988), “Taguchi Techniques for Quality Engineering”, McGraw-Hill, New York.
4. Jeyapaul, R., P.Shahabudeen, and K.Krishnaiah (2005), “Quality management research by considering multi-response problems in the Taguchi method –a review,” International Journal of Advanced Manufacturing Technology, Vol. 26, pp. 1331-1337.
5. Lu,Dawei,and J. Antony (2002),“Optimization of multiple responses using a fuzzy-rule based inference System,”Taylor & Francis,Vol. 40,No.7,pp.1613-1625.
6. Tong,L.I.,C.H.Wang,and H.C.Chen (2005),“Optimization of multiple responses using principal component analysis and technique for order preference by similarity to ideal solution,”International Journal of Advanced Manufacturing Technology Vol.27, pp.407-414
7. 陳明佑 (2002),“利用模糊目標規劃法求解田口式多品質特性最佳化問題”,國立
成功大學工業管理研究所碩士論文。
8. Shiau, G.H. (1990), “A study of the sintering properties of iron ores using the Taguchi's parameter design,”Hournal of the Chinese Statistical Associationm Vol.28, No.2, pp.253-275.
9. Hsu,Chih-Ming (2001),“Solving Multi-response Problems Through Neural Networks and principle Component Analyze,”Journal of the Chinese Institute of Industrial Engineers, Vol.18, No.5, pp.47-54
10. Wu,F.C. (2004), “Optimizing Robust Design for Correlated Quality Characteristics, ”International Journal of Advanced Manufacturing Technology,Vol.24 No.1, pp.1-8.
11. 陳耀茂 (1998),“田口實驗計劃法”,滄海書局。
12. Y. S. Tarng, W. H. Yang and S. C. Juang (2000),“The Use of fuzzy logic in the Taguchi Method for the optimization of the Submerged Arc Welding Process,”International Journal of Advanced Manufacturing Technology,Vol.16, pp.688-694.
13. 翁義哲 (2007),“應用模糊語意於多目標數控車削之最佳化研究”大同大學機械工
程研究所碩士論文。
14. 洪維宗 (2002),“灰色關聯分析於整合田口方法多重品質特性最佳化-在食品工業
製程實證”東海大學食品科學研究所碩士論文。
15. Lin, C.L. (2004), “Use of the Taguchi Method and Grey Relational Analysis to Optimize Operations with Multiple Performance Characteristics,”Materials and Manufacturing
Processes, Vol.19, No.2, pp.209-220 16. 黃冠維 (2006),“以灰關聯分析方法求解多屬性決策問題”國立成功大學製造工程 研究所碩士論文。 17. 黃得誌 (2007),“結合灰關聯分析法與田口法於多目標數控車削參數最佳化研究” 大同大學機械工程研究所碩士論文。 18. 吳祥輝 (2003),“應用模糊田口方法於架空式起重機桁架穩健多目標最佳化設 計”,國立高雄第一科技大學機械與自動化工程研究所碩士論文。
19. Deng, J. (1989), “Introduction to Grey System Theory”, The Journal of Grey System., Vol.1, No 1, pp.1-24
20. 夏郭賢、吳漢雄 (1998),“灰關聯分析之線性數據前處理探討”,灰色系統學刊,1 卷1期,47-53。
21. L.A. Zadeh (1965), “Fuzzy Sets, information and Control, ”Vol.8, p338-353.
22. 林江龍 (1999),“放電加工電極消耗可靠度與製程參數最佳化研究”,國立中央大
學機械工程研究所博士論文。
23. Lee, B.Y. and Y.S. Tarng (2001), “Surface roughness inspection by compute vision in turning operations,”International Journal of Machine Tools and Manufacture, Vol.41, pp.1251-1263.
24. 劉冠鷨 (2006),“應用灰色關聯分析與模糊推論於多重品質特性製程之研究”,東
Application of the Fuzzy-Based Taguchi Method on
Processes with Multiple Quality Characteristics
Kuen-Horng Lu1 Chi-Che Chiang 2
1
Department of Asia Pacific Industry Business Management, National Kaohsiung University
2
Department of Asia Pacific Industry Business Management, National Kaohsiung University
Abstract
The traditional Taguchi method mainly aims at the optimizing of the single quality characteristic. In fact, the product or the process frequently has two or two above quality characteristics. And generally, deals with the problem of multiple quality characteristic, only can depend on the engineer's experience to choose the factor level. Because the engineer’s recognizes are different, it’s easy to have the uncertainty and the fuzziness, when each qualities characteristic relevance is stronger or which considers the quality characteristic are more, engineer must decide the best factor level combination is more difficult, simultaneously takes to the engineer to solve the difficulty which in the multiple quality characteristic conflicts. Therefore, the product multiple quality characteristic optimization decision to promotes the enterprise product quality is the quite important subject.
In view of this subject, the research first uses Taguchi method by only considering the single quality characteristic ,then separately calculating the S/N ration according to the quality characteristic, then transferring the S/N ration by using the Grey Relation Analysis to the Grey Relational Coefficient, finally unifies the Fuzzy Inference System to find the Multiple Performance Characteristics Index (MPCI) , uses the characteristic which the value is the higher the better ,to find the best parameter combination, then to find the main factor which affects two quality characteristic simultaneously by Analysis of Variance, demonstrating the best parameter combination of two above quality characteristics. And demonstrating the correctness of the best parameter combination.
Finally, using the case – LCD process elaborated proposes which is the optimization procedure and the pattern of numerical analysis. Demonstrating the effectiveness and the usability of the research, helps the company to save the experimental cost and to reduce the new product to induct the production base time interval by the experimental stage.
Keywords: Multiple Quality Characteristics, Taguchi Method, Fuzzy Inference System, Grey Relation Analysis.