Static and dynamic puncture behaviors of compound fabrics with
recycled high-performance Kevlar fibers
Ting-Ting Li
a, Rui Wang
a, Ching-Wen Lou
b, Jia-Horng Lin
c, d, e,*a
School of Textiles, Tianjin Polytechnic University, Tianjin 300387, China
b
Institute of Biomedical Engineering and Material Science, Central Taiwan University of Science and Technology, Taichung 40601, Taiwan
c
Laboratory of Fiber Application and Manufacturing, Department of Fiber and Composite Materials, Feng Chia University, Taichung 40724, Taiwan
d
School of Chinese Medicine, China Medical University, Taichung 40402, Taiwan
e
Department of Fashion Design, Asia University, Taichung 41354, Taiwan
* Corresponding author. Tel.: + 886 4 24518661; fax: +886 4 24510871.
E-mail address: [email protected] (J.H. Lin).
ABSTRACT
An economical and flexible compound fabric was prepared using Kevlar fabric
and glass fabrics as well as recycled Kevlar/Nylon/low-T
mpolyester
nonwovens via needle-punching and thermal-bonding processes. Effects of
Kevlar staple fibers fraction, number of layers and inter-laminar bonding on the
static and dynamic puncture resistances were comparatively studied. Findings
indicate that increase of Kevlar staple fibers fraction improved static puncture
resistance more significantly, but inter-laminar shear effect influenced on
dynamic puncture resistance more evidently. With 20 wt% recycled Kevlar
fibers, static puncture resistance had linear relation to number of layers, but
dynamic puncture resistance showed a parabolic relationship. The contacting
pressure and friction strength of compound fabric to probe was to resist against
static puncture resistance, but mechanism for dynamic puncture resistance was
due to fiber elongation of fabric interlayer and compactness of compound
fabric. Yarn brittle-breakage was the main dynamic puncture resistance mechanism for G-CF, but pushing fiber apart was for K-CF, besides of contact pressure of probe to compound fabrics. The improved both of static and dynamic puncture resistances were attributed to cut resistance of Kevlar fibers and compactness of fiber assembles. Comparatively, cut resistance property of Kevlar fibers related to dynamic puncture behavior more significantly, but fiber compactness affected static puncture resistance obviously.
Keywords: A. Recycling, A. Fabrics/textiles, B. Mechanical properties, D.
Mechanical testing.
1. Introduction
Body armor, that is used to defend against threats from bullets, impacts, sharp weapons, knives and explosions, has been attracted by both of the individual and scientific researchers [1]. Many researchers have focused on studies about ballistic resistance body armor, ranging from experimental investigation [2-10], analytical model [11-17] and FEM simulations [18-23]
and their combinations. Comparatively, fewer studies have investigated on puncture resistance property of composites in the past years.
All over the world, most countries have take action to gun control to avoid personal injury. At the same time, puncture assault increases significantly along with gun control, consequently occurring higher risk [24, 25]. Moreover, it is reported that puncture weapons have sharper tip and thus contacts with composites smaller than bullets, making harder protection for puncture resistance [25]. Therefore, great interests from all over the world have been shown in puncture-resistance armor [26].
In early stage, some rigid materials such as metal sheet, ceramic plate, or titanium foil were inserted in armor interlayer to resist against puncture attacks.
But these are bulky, inflexible and uncomfortable to wearers, impossible to be
prevalent in police and military applications. As invention of Dupont’s Kevlar
fiber, its high-count and high-density fabrics were commonly used as soft body armor after multiple-layer lamination. But due to its cost, many researchers have devoted themselves to improve puncture resistance of fabric by windowing reduction, including resin impregnation [25, 27], and shear thickening fluid (STF) coating [28, 29]. However, rein impregnation leads to rigid armor, air impermeability and bad wearing performance. And STF coating is unapparent to resist against static puncture resistance. Therefore, the purpose of our study is to prepare a flexible, breathable and economical compound fabric with static and dynamic puncture resistance property.
In our previous study, we have optimized the process parameters of Recycled Kevlar/Nylon/ Low-T
mPET nonwovens [30], and confirmed the reinforcing effect of fabric on puncture resistance property [31]. This paper aims to use nonwoven whose fiber compositions is same as before, and fabric interlayer to form flexible compound fabrics via needle-punching and thermal- bonding process. Nonwoven fibers were penetrated into fabric interspace increasing fiber’s volume fraction, and bicomponent low- T
mPET fiber produced bonding-point fixing fiber’s original position and simultaneously improving composite’s comfortability. Under effects of Thickness- reinforcement and thermal-bonding, the resulting compound fabrics had excellent static and dynamic puncture resistance. Present study focused on effects of recycled Kevlar fiber loading, number of layers and inter-laminar shear on static and dynamic puncture resistances of compound fabrics, and static and dynamic puncture resistance mechanisms of compound fabrics.
2. Experimental 2.1. Raw Materials
Recycled Kevlar fibers in length of 50 ~ 60 mm were acquired from
unidirectional selvages (provided by Dupont Company, USA). Nylon 6 fibers purchased from Taiwan Chemical Fiber Co. Ltd, Taiwan, had fineness of 6 D, length of 64 mm and tenacity of 10 g/d. The sheath-core low-T
mPET fibers were offered by Huvis Chemical Fiber Corp., Korea. Their sheath material was low-T
mPET with 110 ℃ melting point, and the core was PET with 265 ℃ melting point. KN2600N1 glass fabric composed of 1100 D glass yarn was acquired from Jinsor-Tech Industrial Corp., Taiwan. EK10 Kevlar fabric made by 1500 D yarn was provided by Formosa Taffeta Co. Ltd, Taiwan. The specifications of glass and Kevlar fabric are both shown in Table 1.
Table 1
Physical and mechanical properties of Glass and Kevlar fabric.
Fabric Structur e
Density (/inch)
Maximum Tensile Force (N)
Elongation (%)
Modulus (GPa) Glass Plain 34 × 26 606.10
a, 514.45
b5.26
a,3.18
b1.46
a,2.05
bKevla
r Plain 28 × 28 2627.52 7.00 4.76
a
shows warp direction.
brepresents weft direction.
2.2. Compound Fabrics Preparation 2.2.1 Nonwoven manufacture
Kevlar/Nylon/Low-T
mPolyester nonwoven was manufactured via opening, blending, carding, lapping and needle-punching process. The areal weight of nonwoven was 200±10 g/m
2, and its needle-punched density was 100 needles/cm
2. The blending ratios of recycled Kevlar fiber and nylon fibers ranged from 0/70, 10/60, 15/55 to 20/50 wt%. And low-T
mpolyester fiber was constant at 30 wt% as referred in [30]. After static and dynamic puncture evaluations, effect of recycled Kevlar fiber fraction on puncture properties was discussed and thus optimal blending fraction of fibers was determined.
2.2.2 Compound fabric manufacture
Double layers of nonwovens, and one layer of fabric interlayer (glass and
Glass fabric
G-CF (b) K-CF
(c) 1K/4G Compound Fabric
Nonwoven fabric Nonwoven fabric
K-CF
G-CF G-CF G-CF G-CF
Kevlar fabric
Kevlar fabric) were needle-punched together at 150 needles/cm
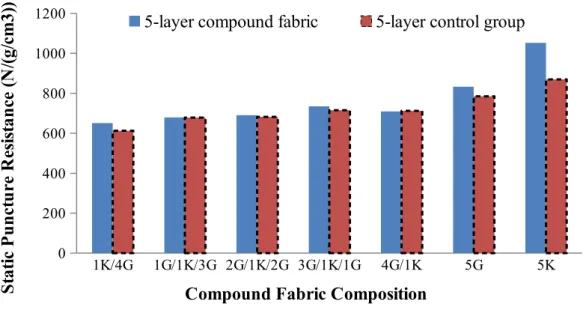
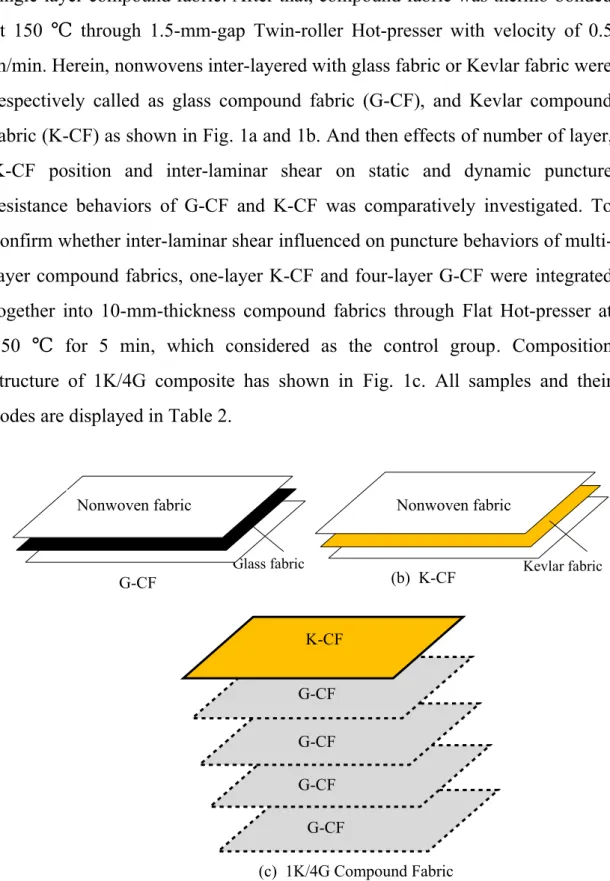
2forming single-layer compound fabric. After that, compound fabric was thermo-bonded at 150 ℃ through 1.5-mm-gap Twin-roller Hot-presser with velocity of 0.5 m/min. Herein, nonwovens inter-layered with glass fabric or Kevlar fabric were respectively called as glass compound fabric (G-CF), and Kevlar compound fabric (K-CF) as shown in Fig. 1a and 1b. And then effects of number of layer, K-CF position and inter-laminar shear on static and dynamic puncture resistance behaviors of G-CF and K-CF was comparatively investigated. To confirm whether inter-laminar shear influenced on puncture behaviors of multi- layer compound fabrics, one-layer K-CF and four-layer G-CF were integrated together into 10-mm-thickness compound fabrics through Flat Hot-presser at 150 ℃ for 5 min , which considered as the control group. Composition structure of 1K/4G composite has shown in Fig. 1c. All samples and their codes are displayed in Table 2.
Fig. 1. The constitution of G-CF (a), K-CF (b) and 1K/4G compound fabric (c).
1K/4G compound fabric was composed of single-layer K-CF and four layers of
G-CF.
Table 2
The samples’ codes and their descriptions.
Sample code
Total layers
Number of G-CF (layer)
Number of K- CF (layer)
K-CF position
5G 5 5 0 -
5K 5 0 5 1
st, 2
nd, 3
rd, 4
th, 5
th1K/4G 5 4 1 1st
1G/1K/3
G 5 4 1 2
nd2G/1K/2
G 5 4 1 3
rd3G/1K/1
G 5 4 1 4
th4G/1K 5 4 1 5
th2.3. Static and dynamic puncture tests
Static puncture test was conducted by Instron 5566 Universal Tester (Instron, USA) according to ASTM F1342-05. Probe A (shaft radius of 0.25 mm and conical angle of 26°) was fixed on the load cell and moved at 508 mm/min. This puncture instrument has shown in Fig. 2a [31]. Samples were 100 mm × 100 mm and placed between two circular plates with 10 mm- diameter hole in the center. Six specimens were measured in each group.
Dynamic puncture test was carried out by Drop-Tower Machine (GuangNeng Machinery Co. Ltd, Taiwan) attached with PCD300A data acquisition (Sanlien Corp., Taiwan) according to NIJ Standard 0115.00. The testing equipment has shown in Fig. 2b [31]. In order to achieve Protection Level 1—E1 Strike Energy (24J), the spike (0.07 mm shaft radius and 24°
conical angle) loaded by 2.8 kg dropped from 284 mm height onto surface of
samples. Likewise, 100 mm × 100 mm samples were clamped between two
square plates with 40-mm-diameter hole in the center. Six specimens were also
measured in each group.
Fig. 2. Static (a) and dynamic (b) puncture instruments [31].
3. Results and discussion
3.1. Effect of recycled Kevlar fibers fraction
As mentioned in [32], puncture resistance was defined by multiplying puncture resistance force on the thickness and that on the areal weight. This means that puncture resistance property is closely related to areal weight and thickness of materials. With increase of recycled Kevlar fibers, the number of staple fibers among nonwovens was changed and thus thickness of compound fabrics was also variational. In other words, fraction of recycled Kevlar fibers influences on thickness of resultant compound fabrics. Therefore, in this study, puncture resistance is determined that puncture resistance force was divided by volume density, namely N/(g/cm
3), in order to ignore thickness effect on puncture resistance property.
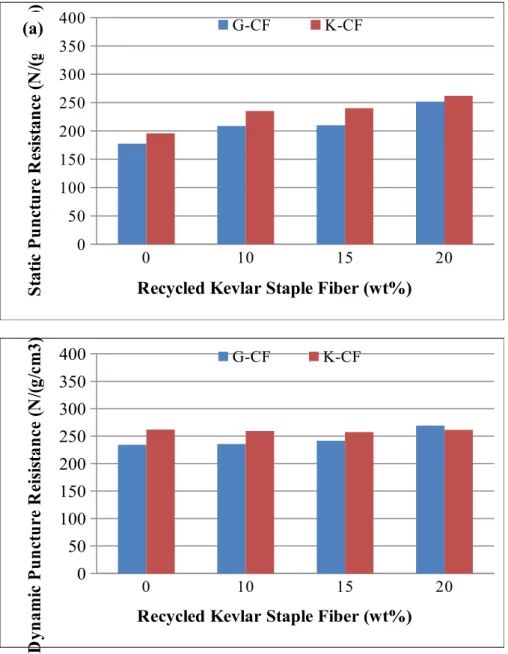
Fig. 3 shows static and dynamic puncture resistances of G-CF and K-CF as increase of recycled Kevlar fibers. As seen in Fig. 3a, static puncture resistance reinforced with recycled Kevlar loadings for both G-CF and K-CF.
But this reinforcement of Kevlar fibers was slighter for dynamic puncture resistance of G-CF compared to static puncture resistance as depicted in Fig.
3b. The improvement of static puncture resistance with recycled Kevlar fibers
(a) (b)
could be attributed to two reasons. Firstly, 1.2 D Kevlar staple fiber is marginally finer than 6 D Nylon fiber, and more fibers were included in compound fabrics at the same areal weight as recycled Kevlar fibers increased.
Therefore, fiber density of compound fabrics was improved, leading to larger pushing force and friction strength to probe during puncture process [33].
Secondly, Kevlar staple fiber had superior modulus, impact resistance and anti- shearing properties to Nylon 6 fiber. Therefore, during puncture process, deformation energy of compound fabrics transferred along fibers and yarns quickly [33], and simultaneously puncture tip became passivity because of cut resistance to probe [34]. Based on above, static puncture resistances of G-CF and K-CF with 20 wt% Kevlar fibers were improved by 41.87% and 33.83%
respectively comparing with that with 0 wt% fibers loading. It is also found that with same areal weight, K-CF and G-CF with 20 wt% Kevlar fibers had improvement of sixty-two and twenty-three times respectively for static puncture resistance compared to Kevlar and glass fabrics as displayed in Table 3. This shows that thickness-reinforcement structure of compound fabric is effectively positive to resist against quasi-static puncture behaviors.
For K-CF, increased volume density, improved shear resistance and higher puncture wave velocity due to addition of Kevlar staple fibers insignificantly influenced on dynamic puncture resistance after 24 J puncture impact. Therefore, dynamic puncture resistance remained almost unchanged with increase in recycled Kevlar fibers as depicted in Fig. 3b, indicating that recycled Kevlar fibers insignificantly affected dynamic puncture resistance of K-CF.
Comparatively, K-CF had higher both static and dynamic puncture
resistances than G-CF at the same fractions of recycled Kevlar fibers. This is
because Kevlar fabric had higher cut resistance and larger wave velocity than
Glass fabric, and more transformed energy and anti-shearing energy were
produced to resist against puncture energy. And standard deviation of dynamic
puncture resistance showed higher for K-CF than G-CF. This can be explained that Kevlar fabric had lower yarn density than Glass fabric, and puncture probability that probe tip contacts with fiber of compound fabric was smaller for K-CF than G-CF.
0 10 15 20
0 50 100 150 200 250 300 350
400 G-CF K-CF
Recycled Kevlar Staple Fiber (wt%)
S ta ti c P u n ct u re R es is ta n ce ( N /( g/ cm 3) )
0 10 15 20
0 50 100 150 200 250 300 350
400 G-CF K-CF
Recycled Kevlar Staple Fiber (wt%)
D yn am ic P u n ct u re R ei si st an ce ( N /( g/ cm 3) )
Fig. 3. Static (a) and dynamic (b) puncture resistances of single-layer G-CF and K-CF with different proportions of recycled Kevlar staple fibers (0, 10, 15, 20 wt%).
Table 3
(a)
Static puncture property of single-layer Kevlar and Glass fabric.
Fabric Area weight (g/m
2)
Thickness (mm)
Static puncture force (N)
Static puncture resistance (N/(g/cm
3)) Kevla
r 227 0.32 1.073 0.083 1.512 0.117
Glass 328 0.31 5.177 0.066 4.893 0.627
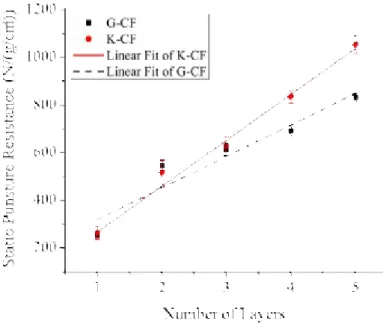
3.2. Effect of number of layers
As mentioned above, recycled Kevlar fiber fraction significantly related to static and dynamic puncture resistances of G-CF. Therefore, as number of layers increases, static and dynamic puncture resistances of G-CF with different recycled Kevlar fibers were revealed in Fig. 4. Apparently, whatever recycled Kevlar fibers contained in nonwoven, static and dynamic puncture resistance respectively showed a steady increase with number of layers. When number of layers reached five, G-CF with 20 wt% recycled Kevlar fibers had the highest static and dynamic puncture resistance, 833 N/(g/cm
3) and 1589 N/
(g/cm
3) respectively. Moreover, with more addition of recycled Kevlar fiber, climb slop that static puncture resistance related to number of layers displayed higher as shown in Fig.4a. And dynamic puncture resistance in Fig.4b also had linear dependence on numbers of layers when recycled Kevlar fibers increased from 0 wt% to 15 wt%. When recycled Kevlar fiber increased to 20 wt%, the fitting relations of static (Y
1) and dynamic (Y
2) puncture resistances of G-CF as regard to number of layers (X) is plotted in Figs. 5-6, respectively as:
1
186.25 132.50
Y X (1)
2 2
137.93 97.90 37.23
Y X X (2)
As can be seen, static puncture resistance linear increased with number of
layers, but dynamic puncture resistance had a parabolic relation. This reflects
that inter-laminar interaction takes more significant effect on dynamic puncture
resistance when G-CF had five layers and included 20 wt% Kevlar fibers.
Thickness increased with increment of number of layers, leading to longer distance to penetrate through compound fabrics and more chance to contact with compound fabrics. In dynamic puncture process, inter-laminar slippage occurred apparently and thus puncture spike underwent longer distance as compared to static probe at same thickness of compound fabric. Under the circumstances, dynamic puncture resistance presented parabolic relationship with number of layers. If inter-laminar sliding was not significant between layers of compound fabrics, there was linear relation between dynamic puncture resistance and number of layers, which is similar to relationship between puncture depth and number of layers as indicated in reference [35].
Besides static (Y
1’) and dynamic (Y
2’) puncture resistances of K-CF related to number of layers also exhibited in Figs.5-6, and their relations are respectively shown in the following:
1
' 73.90 192.59
Y X (3)
2 2
' 315.024 92.95 72.04
Y X X (4)
Comparing with Eq. (1) and (3), it is found that K-CF had bigger linear slope than G-CF, indicating that number of layers more significantly influenced on static puncture resistance. But by contrast of Eq. (2) and (4), dynamic puncture resistance of K-CF changed faster than that of G-CF with number of layers. As a consequence, G-CF displayed higher dynamic puncture resistance while number of layers increased from one to four, and K-CF became bigger instead after exceeding five layers.
It is also discovered from Figs. 5 and 6 that K-CF with fiver layers and 20
wt% recycled Kevlar fibers had higher static and dynamic puncture resistances
than G-CF. However, it is not similar to that when compound fabrics ranged
from one to four layers. This is because cut resistance of Kevlar fibers largely
contributed to improvement of static puncture resistance, leading to bigger
probe tip and thus higher static puncture resistance for K-CF. But cut resistance
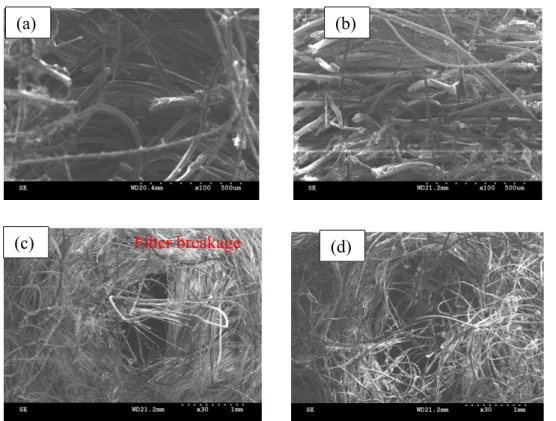
of Kevlar fibers and density of compound fabric compromised with each other thus resulting in nearly equivalent dynamic puncture resistance for G-CF and K-CF with one to four layers. The difference between static and dynamic puncture resistance was due to diverse puncture mechanism. Pushing force and friction strength of compound fabric to probe was to resist against static puncture property, but fiber breakage and fiber slippage could be devoted to dynamic puncture behavior, and dominated factor depends on fiber compactness.
1 2 3 4 5
0 200 400 600 800
1000 0 wt% Kevlar fiber 10 wt% Kevlar fiber 15 wt% Kevlar fiber 20 wt% Kevlar fiber
Number of G-CF Layers
S ta ti c P u n ct u re R es is ta n ce ( N /( g/ cm 3) )
1 2 3 4 5
0 200 400 600 800 1000 1200 1400 1600
1800
![Fig. 2. Static (a) and dynamic (b) puncture instruments [31].](https://thumb-ap.123doks.com/thumbv2/9libinfo/9093510.379368/7.892.235.647.197.437/fig-static-dynamic-b-puncture-instruments.webp)