行政院國家科學委員會專題研究計畫 成果報告
合金元素對鈦合金表面被覆碳化硼之微結構與磨耗行為的 影響
研究成果報告(精簡版)
計 畫 類 別 : 個別型
計 畫 編 號 : NSC 99-2221-E-011-018-
執 行 期 間 : 99 年 08 月 01 日至 100 年 07 月 31 日 執 行 單 位 : 國立臺灣科技大學機械工程系
計 畫 主 持 人 : 林原慶
計畫參與人員: 碩士班研究生-兼任助理人員:高明賢 碩士班研究生-兼任助理人員:李文雄
處 理 方 式 : 本計畫可公開查詢
中 華 民 國 100 年 08 月 31 日
行政院國家科學委員會補助專題研究計畫 成果報告
□期中進度報告
合金元素對鈦合金表面被覆碳化硼之微結構與磨耗行為的影響
Effect of Alloy Elements on the Microstructure and Tribological Behavior of B4C Clad Layer on Ti Alloys Substrate
計畫類別:個別型計畫 □整合型計畫 計畫編號:NSC 99-2221-E-011-018-
執行期間:99 年 8 月 1 日至 100 年 7 月 31 日 執行機構及系所:國立臺灣科技大學 機械工程系
計畫主持人:林原慶 博士
計畫參與人員:高明賢、李文雄
成果報告類型(依經費核定清單規定繳交):
精簡報告 □完整報告本計畫除繳交成果報告外,另須繳交以下出國心得報告:
□赴國外出差或研習心得報告
□赴大陸地區出差或研習心得報告
□出席國際學術會議心得報告
□國際合作研究計畫國外研究報告
處理方式:除列管計畫及下列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,□一年□二年後可公開查詢
中 華 民 國 100 年 7 月 31 日
摘 要
本計畫主要探討 Ti-6Al-4V 合金表面上氬銲被覆碳化硼(B4C)陶瓷粉末與 B4C 添加不同合金元素 (Ni、Cr、Si、W)粉末之顯微結構與磨耗行為,目的在 於改善 Ti-6Al-4V 的磨耗阻抗,並且針對被覆層的顯微組織、強化相型態對被 覆層磨潤性能的影響作一個完整的探討。
試片經氬銲被覆後,利用掃描式電子顯微鏡(SEM)與電子微探儀(EPMA)觀 察被覆層的顯微結構與各主要相的分布,X 光繞射儀(XRD)則用來分析被覆層 內的化合物種類。磨耗試驗是利用英國 Cameron-Plint TE77 型高頻往復式摩擦 試驗機以圓柱對平板(cylinder-on-flat)的接觸方式來進行磨耗試驗。磨耗試驗後 的試片表面,利用 SEM 觀察磨耗表面型態,並配合 EPMA 的微觀分析,找出 在設定試驗條件下的主要磨耗機構(wear mechanism),藉由各項試驗結果與微觀 分析,找出影響 B4C 表面被覆層耐磨耗能力的原因,並由被覆層中的成份與顯 微結構等,找出影響耐磨耗能力的因素,作為 Ti-6Al-4V 表面改質的依據。此 外,並探討合金元素(Ni、Cr、Si、W)對於 Ti-6Al-4V 表面 B4C 被覆層之硬度、
顯微結構的變化及耐磨耗能力的影響,以找出合金元素(Ni、Cr、Si、W)影響耐 磨耗能力之主要因素,使 Ti-6Al-4V 基材的表面被覆能夠獲取最佳的耐磨耗效 果。
研究結果顯示,B4C 系列之被覆層屬析出強化型,主要強化相為 TiB2、TiB 與 TiC。添加 Ni 之 B4C 被覆層中,Ni 以固溶方式存在於基地相,判斷 Ni 具有 固溶強化之功能。而添加 Si 之 B4C 被覆層,除 B4C 與 Ti 合金反應之強化相外,
Si 與 Ti 反應形成 Ti5Si3,呈現片狀組織。在低速滑動磨耗測試下,B4C-Ni 與 B4C-Si 被覆層較 B4C 被覆層之耐磨性佳;在高速滑動磨耗測試下,則以 B4C-Ni、
B4C-Si 與 B4C-Cr 被覆層耐磨耗性較 B4C 被覆層佳;而 B4C-W 被覆層耐磨耗在 低速或高速滑動測試下皆為最差。
關鍵字: Ti-6Al-4V、碳化硼、被覆、氬銲
Abstract
In this project, B4C ceramic powders with different alloy elements ( Ni、Cr、Si、
W) are cladded on the surface of Ti-6Al-4V substrate using gas tungsten arc welding (GTAW) method. The purpose of this project is to improve the wear resistance of Ti-6Al-4V titanium alloy by surface cladding. Additionally, the effects of microstructure and reinforcement morphology of clad layers on the wear performance are discussed systematically. The microstructure, chemical composition and constituent phases of these clad layers are characterized by scanning electron microscopy (SEM), electron probe micro-analyzer (EPMA) and X-ray diffractometer (XRD), respectively. The wear performance of these clad layers is evaluated under different test conditions using a reciprocating cylinder-on-flat wear test rig (Cameron-Plint TE-77). After wear test, the worn surfaces of these clad layers are characterized by SEM and EPMA to identify the major wear mechanisms.
Furthermore, the effects of alloy elements ( Ni、Cr、Si、W) on hardness, microstructure and wear performance of the B4C clad layer are also investigated, and the major factors that influence wear performance of these clad layers are found out in this project.
According to results, the B4C cladding layers are classified to precipitation strengthening, and the major reinforcement phases are TiB2, TiB and TiC. Nickel element is dissolved in the matrix phase of the B4C-Ni cladding layer, which can be inferred to solid solution strengthening. For the B4C-Si cladding layer, there are not only the reinforcements which are reacted by B4C and Ti alloy but also plate-like Ti5Si3 can be found. At the lower sliding speed (0.11m/s) in the wear tests, the wear resistance of B4C-Ni and B4C- Si cladding layers are better than the B4C cladding layer; at the higher sliding speed (0.22m/s), the wear resistance of B4C-Ni, B4C- Si and B4C-Cr cladding layers were better than B4C cladding layer; the B4C-W cladding layer shows the worst wear resistance at the lower or higher sliding speed in the wear tests.
Keywords: Ti-6Al-4V、B4C、cladding、TIG
前 言
鈦合金(titanium alloy) 具耐腐蝕、高強度、低密度、導熱性佳與熱膨脹係 數低等特性【1, 2】。鈦合金依其合金元素的不同,微結構也相異,其中 Ti-6Al-4V 具有 α+β 混合相,密度 4.5g/cm3,拉伸強度至少可達到 900MPa,而其使用量 佔所有鈦合金約 70% 左右。Ti-6Al-4V 因為其高強度與韌性以及良好的耐腐蝕 能力,廣泛地應用在航太工業、石化工業、航海工業與生化醫學等領域中,如 噴射引擎葉片、渦輪機零件或醫療移植器具等。然而,純鈦或鈦合金材料的耐 磨耗性不佳,甚至比 300 系列的不鏽鋼差,加上本身和相同材料或其他材料滑 動接觸時,容易呈現較高摩擦係數、較低的抗黏著磨耗(adhesive wear) 等缺點,
因 而 使 其 應 用 範 圍 受 到 限 制 。 因 此 , 有 關 鈦 合 金 的 表 面 改 質 (surface modification)一直是一個引人關注的課題【3-6】。在各產業中,影響機械設備 性能最為明顯的是摩擦(friction) 、磨損(wear) 與潤滑(lubrication) 等問題。然 而,工業設備中,運動件之間的摩擦與磨損問題幾乎無可避免,如果零組件的 耐磨耗性不佳,磨耗行為發生之後,將造成機器定位精度的劣化,系統的可靠 度降低,進而影響產品的品質。為避免上述情形發生,對於重要的傳動零件必 須施以適當的潤滑,或進行零件表面處理,以增進產品的耐磨耗能力。商業用 鈦 合 金 常 見 的 表 面 硬 化 處 理 有 電 漿 噴 覆 (plasma spray) 、 離 子 植 入 (ion-implantation) 、 陽 極 處 理 (anodizing) 或 表 面 滲 氮 (nitriding) 、 熱 氧 化 (thermal oxidation)以及被覆硬質材料等,其中,被覆硬質材料的技術,通常依 據工件尺寸、幾何形狀、品質要求及成本考量來決定被覆的方法。被覆技術大 部分以雷射硬面被覆 (laser cladding) 、電子束被覆(electron beam cladding) 與 銲接硬面被覆(weld cladding) 為主【7-16】。利用被覆技術改善鈦合金表面性能 的相關研究包括鈦合金被覆材料的種類、被覆層的顯微結構及被覆層的耐磨耗 能力等。當中,以被覆材種類之相關研究較多,許多硬質材料被使用來被覆於 鈦合金上,改善鈦合金耐磨耗性能。大部分鈦合金被覆強化的文獻以雷射被覆 為主,使用氬銲被覆的文獻較少。而利用氬銲(Gas Tungsten Arc Welding, GTAW) 進行表面被覆處理,可以避免不同材料的粉末對雷射光吸收率不同的問題,並 且各種被覆粉末加熱過程中優先選擇性的問題較小,而其被覆區與基材的結合 強度,可經由改變銲接電流的大小,控制被覆區的稀釋率,而達到預期的結合 強度,並且能與基材形成結合力強的冶金鍵結(metallurgical bonding) 【16-19】。 此外,由於其電極的移動,可利用自動或手動進給的方式進行,因此適用於幾 何形狀較複雜的工件進行表面被覆,並且其具有現場加工能力及設備成本低等 優勢。基於上述優點,本計畫希望藉由實驗的方法與後續分析,對鈦合金氬銲 被覆表面進行更深入之研究。
研究目的
在各種不同表面鍍層的方法中,如圖 1 中所示,GTAW 被覆層乃屬於熔融 或半熔融狀態的被覆法【20】,此乃利用電弧產生的高溫將被覆材料於基材表面 上熔化,使被覆材料與基材結合而達到被覆效果。從圖 2 中可得知 GTAW 被覆 層厚度可達到 1000µm 以上【20】,且被覆層的硬度可達到 HV800~2000 之間,
如圖 3 所示【21】。
圖 1. 各種不同表面鍍層的方法【20】
圖 2. 不同表面被覆層的厚度【20】
圖 3. 不同表面處理在鋼基材表面可形成的厚度與硬度關係【21】
在被覆過程中,被覆材料的成份、製程參數決定了被覆層的顯微結構,然 而被覆材料的成份、製程參數與被覆層顯微結構則影響了被覆層的性質,如圖 4 所示。影響被覆層顯微結構的因素則包含了材料的密度、晶粒的大小、晶界 與晶粒方向的排列方式等【20】,因此表面被覆的研究範圍主要以探討被覆的製 程參數、被覆材料種類、基材與被覆層的各種性質為主。
圖 4. 影響表面鍍層性質的材料因素【20】
全程計畫以添加四種固定比例之合金元素鎳(Ni) 、鉻(Cr) 、矽(Si) 與鎢 (W) ,探討合金元素對 B4C 被覆層的耐磨耗性、微硬度分佈、組成相成份等的 影響。選用這些合金元素之主要原因為合金 NiCrBSi 被廣泛應用於被覆製程研 究上,但針對個別單一合金元素的研究則較少,且本計畫所選用之各合金元素 原子量除 Ni 與 Cr 相近外,其餘差異量大,對被覆層微結構具有顯著改變及影 響,故利用這些合金元素作為影響 Ti-6Al-4V 的 B4C 被覆層磨潤行為之研究對
象。在計畫中,使用 GTAW 製程並預敷熔填銲條於 Ti-6Al-4V 基材表面的被覆 方式,在 Ti-6Al-4V 的基材表面被覆碳化硼(B4C) 陶瓷粉末,期望藉此方式提 高 Ti-6Al-4V 的表面硬度,並且更進一步地提升其表面的耐磨耗性能。
文獻探討
2004 年 Liu 等人【22】利用雷射被覆將 TiN(25%)-NiCrBSi(75%)的混合粉 末被覆在 Ti-6Al-4V 表面。使用穿透式電子顯微鏡(TEM) 與 SEM 觀察分析被 覆層與稀釋區的 Ti-N 與 Ti-Ni 相的顯微結構與組成,發現 TiN 顆粒部份融入 Ni 基合金中,而 Ti 與 N 則析出形成 TiN、TiN0.3。Ti 的高度活性與 Ni 結合形 成 Ti2Ni 與 TiNi 相,至於大部分的 Al 則與 Cr 存在固溶體中。
2007 年 Yazdanian 等人【23】將 Ti-6Al-4V 在 873K 的溫度下以熱氧化處理 60 小時,並在真空中進行滑動磨耗試驗。Ti-6Al-4V 經過熱氧化處理後,表面 硬度從 382KH 增加到 1631KH。磨耗試驗結果顯示,在真空環境下,經過熱氧 化處理的 Ti-6Al-4V,其耐磨耗性大幅提升 90%。
2000 年 R.L.Sun 等人【24】以雷射被覆的方式將 TiC 及 TiC+NiCrBSi 材料 被覆於 Ti-6Al-4V 合金上。研究結果顯示,僅被覆 TiC 時,TiC 的顆粒會分解 到鈦合金基材中,並形成樹狀晶(dendrite) 結構,隨著雷射能量(specific laser energy) 的增加,稀釋效應會上升,而微硬度會下降。然而,在被覆 TiC+NiCrBSi 時,TiC 的顆粒則分解到鎳基被覆層中,TiC 的熔解程度會隨著雷射能量的增 加而提升,在冷卻過程中,細小、圓形狀的 dendrite 則從鎳基合金中晶出,同 時當 TiC 的體積密度超過 50%時,可觀察到 TiC 顆粒產生叢聚現象(clustering) , 且隨著雷射能量的增加,TiC+NiCrBSi 被覆層的微硬度會增加,微硬度分佈的 情形也會隨著 TiC 的體積增加而有所變化。
2005 年 Meng 等人【25】將 NiCoCrAlY 合金粉末被覆於 Ti-6Al-4V 基材上,
並使用 SEM 與能量散佈光譜儀(EDS) 分析被覆層的顯微結構。在適當的製程 條件下,可以得到無裂縫與氣孔的被覆層。被覆層硬度約 HV800~HV1000,其 為 Ti-6Al-4V 基材硬度的兩倍以上。
2003 年陳民瑜【26】利用二氧化碳雷射作為熱源,在 Ti-6Al-4V 合金基材 表面進行 Ni、Cr 與氧化鋯(ZrO2) 陶瓷混合粉末之被覆處理。結果顯示,被覆 層為組織緻密且含正方晶相的氧化鋯鍍層,其微硬度約為 HV1710,且在金屬基 材與陶瓷被覆層之間存有一層以鎳合金為主的轉換層。
2004 年 Galvan 等人【27】利用雷射源將 TiB2 與 Ti 的混合粉末被覆於 Ti-6Al-4V 基材表面,因為 TiB2與 Ti 之間的放熱反應,獲得針狀組織的 TiB 且 均勻分佈於鈦合金基地上。實驗結果並顯示,熔池的冷卻速率與 B 的含量會影 響被覆層的顯微結構。使用奈米壓痕試驗量測針狀初晶 TiB 的硬度約 30.7GPa、
楊氏係數約 519GPa,被覆層的硬度輪廓經量測結果平均約 7.5GPa,比起鈦合 金基材(1.2GPa)高出許多。被覆層顯微結構的幾何分析可有效地計算出 B 的百 分比,並正確預測 B 原子百分比與雷射功率呈現函數關係。TiB 比例的愈高,
硬度提升愈明顯。TiB 與基材的界面品質促使被覆層在磨耗試驗時具有極佳的 耐磨耗能力表現。藉由磨耗試驗得知,被覆層的耐磨耗能約為基材的 1500 倍。
B4C 為灰黑色的粉末晶體,熔點 2350℃,是目前公認的硬質材料之ㄧ,其 硬度僅次於金剛石與立方氮化硼(CBN) 。表 1 為 B4C 的相關物理化學性質
【28,29,30】。B4C 除硬度極高之外,還具耐腐蝕、耐刮傷、耐磨耗、耐化學藥 劑反應與低密度等特性,其被廣泛地應用於工業上的耐磨材料與耐衝擊硬質材 料,如防彈坦克的裝甲、受高壓沖蝕作用的噴嘴、研磨或拋光硬質合金或寶石 的磨料、切削刀具與模具等。目前針對 B4C 陶瓷粉末被覆的研究探討方向主要 有被覆的製程、粉末的尺寸效應、合金元素的影響、磨潤性能與被覆層的顯微 組織等。而近年來利用 B4C 做為被被覆材料的研究主題亦逐漸受到重視。
表 1. B4C 的物理化學性質【28,29,30】
晶體結構 熱膨脹係數 (10-6/K) 熱傳導係數 (W/m〃K)
斜方晶系 5 30 - 42
熔點(℃) 硬度(GPa) 密度(g/cm3) 楊氏係數(GPa) 色澤
2445 36.3 2.52 450 - 470 黑色
1999 年 Zeng 等人【31】利用電漿噴塗的方式,探討 B4C 塗層在不同能量 密度雷射功率下的耐熱衝擊與熱蝕行為。結果顯示,B4C 塗層具有很好的抗雷 射光熔融能力和耐熱衝擊性能,並且發現塗層中的氣孔率是影響 B4C 塗層抗熱 衝擊能力的重要因素。
1995 年 Haugen 等人【32】以不同的沖蝕角度與速度對 28 種延性與脆性材 料進行噴砂測試檢測材料的耐沖蝕能力,並與碳鋼做對照,以找出最適合做為 氣閥的材料。實驗結果得到 B4C 與 Si3N4具有最佳的耐沖蝕能力,。
2005 年 Meng 等人【33】以雷射源被覆 NiCrBSi 與 5%的 B4C 於 Ti-6Al-4V 基材上,並觀察被覆層的顯微結構與相組成、測試被覆層的硬度。結果顯示 Ti 與 B4C 臨場形成 TiB2與 TiC。被覆層主要由γ-Ni 基地相與 TiB2、TiC 與 CrB 強化相所組成,其硬度可以達到 Hv1300,約 Ti-6Al-4V 基材的 6 倍之多。
2006 年 Ni 等人【34】將 Ti 粉末和粒徑大小為 3.5μm 的 B4C 粉末加以混合,
並以熱擠出方式得到 TiB 叢集狀析出的晶體結構,但若使用更細的 B4C 粉末,
則無法觀察到 TiB 叢集狀析出結構。研究並指出,B4C 粉末的粒徑大小會直接 影響鈦基複合物的顯微結構與機械性質,而使用極細的 B4C 粉末可以產生更微 細的 TiB 鬚晶。
2006 年 Cai 等人【35】利用 CO2雷射將 Ti 與 B4C 粉末被覆於 Ti-6Al-4V 基材表面,並計算分析其反應所需之熱動力。經由觀察被覆層顯微結構可知,
其形成 TiC 與 TiB 的強化相。結果並顯示 Ti 與 B4C 之間的交互反應會釋放大 量熱量。倘若輸入的能量足夠,則可形成 TiC、TiB 與少量的 TiB2化合物,硬 度最高可達 HV600。
綜合上述各主要的研究成果,可以發現目前為止合金元素對於 Ti-6Al-4V 耐磨耗被覆的影響,尚未有整體且系統化的研究成果。基於上述之原因,本計 畫的主要目的,擬藉由氬銲被覆的方法與微觀的分析技術,探討合金元素 Ni、
Cr、Si 與 W 對 Ti-6Al-4V 的 B4C 被覆層之耐磨耗性、微硬度分佈、相組成成 份等的影響,以進一步探討 Ti-6Al-4V 鈦合金表面耐磨耗被覆製程中,添加 Ni、
Cr、Si 與 W 合金元素對 B4C 陶瓷被覆層是否會產生不同的強化效果,並且觀 察其對顯微結構的影響,並透過磨耗試驗以瞭解強化鈦合金表面耐磨耗能力與 其機制。
研究方法
本計畫主要在探討添加 Ni、Cr、Si 與 W 合金元素對 Ti-6Al-4V 表面的 B4C 被覆層顯微結構與磨耗特性的影響,實驗之流程架構如圖 5 所示。實驗中以 B4C 作為基礎粉末,四種合金粉末(Ni、Cr、Si、W)依固定比例混合 B4C 作為被覆 材料。將欲被覆之材料預敷於 Ti-6Al-4V 基材表面,再施以 GTAW 進行表面熔 煉被覆處理,詳細粉末調配比例如表 2 所示。被覆完成之試片利用 SEM、EPMA 觀察被覆層的顯微組織與相成分分佈,XRD 則用來分析被覆層內的化合物種類,
並使用微硬度計量測其硬度的分佈情形,藉此分析 B4C 陶瓷粉末與不同合金元 素對被覆層的組織、成份和機械性質的影響。此外,使用英國 Plint-TE77 往復 式磨耗試驗機以圓柱對平板(Cylinder-on-Flat)方式,評估被覆層的耐磨耗能力。
柱狀上試片為被覆試片,平板狀下試片則為熱處理硬化 SKD11 模具鋼作為對磨 件標準試片。經磨耗試驗後的上試片,以工具顯微鏡觀察量測其磨痕寬度大小,
藉以計算其體積磨耗量,以做為評估被覆層耐磨耗能力的指標。為觀察磨耗表 面的特徵,利用 SEM 觀察磨耗表面,並輔以 EDS 確認局部區域之成份,以找 出在不同的磨耗參數條件下,不同被覆層材料間的磨耗機構。而為了確保磨耗 試驗數據的可靠度與重現性,每組磨耗參數皆進行數次磨耗試驗。
表 2. 被覆粉末配製之成份百分比(wt.%)
B4C 粉末比例 (wt%) 添加元素粉末及其比例 (wt%)
100 0
80 Ni / 20
80 Cr / 20
80 Si / 20
80 W / 20
圖 5. 實驗流程圖
結果與討論
為探討於 B4C 中添加不同合金元素(Ni、Cr、Si、W)在經 GTAW 被覆處理 於 Ti-6Al-4V 表面上,對於組織顯微結構與耐磨耗性能的影響,針對被覆層分 析其顯微組織、硬度分佈、成份分佈,並將經被覆處理後的試片和熱處理硬化 的 SKD11 模具鋼試片進行往復式磨耗試驗,以體積磨耗量作為被覆層耐磨耗能 力的指標,藉以評估各合金元素對 B4C 陶瓷粉末氬銲被覆層耐磨耗能力的影響。
實驗結果中,使 SEM 觀察被覆層的顯微組織與磨耗表面的磨耗型態,EPMA 則用來分析被覆層析出物或殘留強化相的成份與分佈形態,EDS 用於分析磨耗 表面特定區域的成份,XRD 用於判斷被覆層內析出強化相的結構及成份。
被覆層微觀組織與成份分析
此處針對 B4C 與 B4C 添加各種合金元素被覆於 Ti-6Al-4V 合金表面的被覆 層顯微結構進行探討,比較 B4C 被覆層與添加各合金元素的 B4C 被覆層顯微結 構之差異,並分析被覆層主要的組成和強化機構。
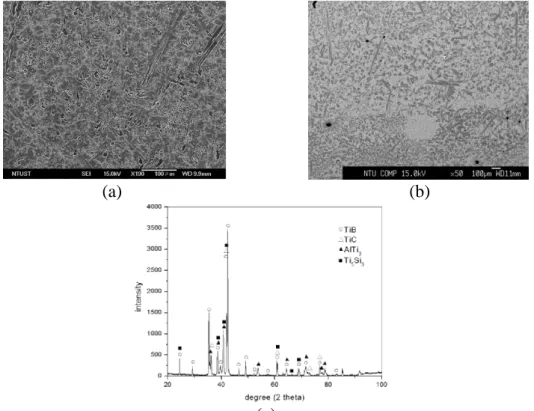
由 SEM 觀察 B4C 被覆層橫截面顯微結構,由圖 6(a)可區別上半部為被覆 層,下半部為熱影響區(Heat-affected zone, HAZ) 。被覆層與基材間的界面存在 有良好的冶金鍵結,並可發現靠近基材的強化相相對細小,並以針狀組織為多,
此現象主因於此區乃位於融池邊緣,且基材熱傳導性較佳,因此其冷卻速率快、
過冷度高,使強化相成核數目較多而無足夠成長時間所造成。為更進一步了解 B4C 被覆層的顯微結構,被覆層拋光後不腐蝕以保留部分長條狀與多角狀等強 化相,並使用 EPMA 的 BSE 觀測,如圖 6(b)所示,可看出長條狀與多角狀強 化相的顏色不同,代表此兩種相的成份不同。由定量分析結果與幾何特徵可以 得知,長條狀強化相由兩相所構成,心部黑色相為 TiB2,被外圍灰色相的 TiB 所包圍,此現象乃因 TiB2最外層會與 Ti 反應形成 TiB,在快速冷卻情況下,僅 TiB2的外層組織部份完成 TiB 的反應。
(a) (b) 圖 6. B4C 被覆層(a)界面的 SE 影像 (b) BSE 影像
圖 7 為純 B4C 被覆層利用 XRD 所得之結果,比對 JCPDS 資料庫結果顯 示,此被覆層的顯微結構具為 TiB2、TiB、TiC 與 AlTi3等相。根據 Cai 等人【35】
研究 Ti 與 B 或 Ti 與 C 在平衡狀態下最容易結合,故此二組反應在此發生。
圖 7. B4C 被覆層之 X-ray 繞射分析
圖 8(a)為 B4C-Ni 被覆層橫斷面的顯微結構,經拋光腐蝕後的被覆層可看到 長條狀、針狀與多角狀凹坑,而其和 HAZ 之界面並未如 B4C 被覆層如此明顯。
圖 8(b)為使用 BSE 觀察未經腐蝕的被覆層顯微組織,推測因為融池各部份的冷 卻速率不同因而使靠近表面的被覆層組織較粗大,而由 EPMA 定量分析結果可 推測黑色相為 TiB2,長條狀灰色相為 TiB。由 XRD 繞射分析結果顯示,B4C-Ni 被覆層與 B4C 被覆層相似,其相分別為 TiB2、TiB、TiC 與 AlTi3等,如圖 8(c) 所示。
(a) (b)
(c)
圖 8. B4C-Ni 被覆層(a)界面 SE 影像;(b) BSE 影像;(c) X-ray 繞射分析 圖 9(a)為 B4C-Cr 被覆層橫斷面的顯微結構,經拋光與腐蝕後的被覆層同樣 可看到長條狀、針狀與多角狀凹坑。利用 BSE 觀察未經腐蝕的被覆層顯微組織
後發現,加 Cr 的 B4C 被覆層與 B4C 及 B4C-Ni 被覆層差異在於前者的長條狀組 織與多角狀強化相僅出現在相同的灰色相,如圖 9(b)所示。圖 9(c)為 XRD 繞射 分析結果,由 JCPDS 資料比對出此被覆層存在 TiB、TiC 與 AlTi3等相,然而 並未檢測出 TiB2,推測因部分的 B 與 Cr 產生反應並分佈於基地,因此減少 Ti 和 B 的反應,加上 Cr 熔點較 Ni 高出 400℃,當入熱量相同,熔解 Cr 需較高熱 量,因而間接影響被覆層組織。
(a) (b)
(c)
圖 9. B4C-Cr 被覆層(a) SE 影像;(b) BSE 影像;(c) X-ray 繞射分析 圖 10(a)為經拋光腐蝕之 B4C-Si 被覆層頂端的顯微組織,其特徵除了長條 狀、多角狀與針狀組織脫落後所形成的凹坑外,基地上出現大量的片狀析出物,
利用 EDS 分析後可發現此片狀組織成份為 Ti、Al、與 Si。由圖 10(b)的 BSE 影 像可觀察到未經腐蝕的被覆層上、下層顯微組織有明顯差異。圖 10(c)為 XRD 繞射分析結果,比對 JCPDS 資料可發現存有 TiB、TiC、AlTi3與 Ti5Si3等相,
但如同 B4C-Cr 被覆層般,其並未如 B4C 被覆層般含 TiB2相,由相關研究結果
【36】推測因材料中部分的 Ti 與 Si 反應形成 Ti5Si3,使 Ti 與 B 反應的量相對 的減少,進而抑制形成 TiB2。由 XRD 繞射和 EDS 的結果相互比較後推測,灰 色顆粒狀為 TiC 強化相,長條狀與多角狀強化相為 TiB,而片狀析出物主要為 Ti5Si3。
圖 11(a)為使用 SEM 觀察 B4C-W 被覆層經拋光腐蝕後之顯微結構,同樣 出現長條狀、多角狀與針狀組織脫落後的凹坑,在長條狀的相經腐蝕脫落後露 出群聚的顆粒狀強化相。由圖 11(b)的 BSE 影像可發現長條狀強化相的尺寸相 較於其它各組被覆層的來的粗大,且基地上有大量黑色顆粒狀強化相分佈。圖 11(c)為 XRD 繞射分析結果,由 JCPDS 資料比對出 TiB、TiC 與 AlTi3等相。結
合 EDS 和 XRD 的結果比對化合物,推測黑色顆粒狀強化相為 TiC,長條狀與 多角狀強化相則為 TiB,而推測未發現含 W 元素之化合物,與其熔點高達 3400
℃有所關聯。
(a) (b)
(c)
圖 10. B4C-Si 被覆層(a) SE 影像;(b) BSE 影像;(c) X-ray 繞射分析
(a) (b)
(c)
圖 11. B4C-W 被覆層(a) SE 影像;(b) BSE 影像;(c) X-ray 繞射分析
合金元素對被覆層硬度分佈之影響
添加不同合金元素的 B4C 被覆層硬度分佈,如圖 12 所示。各組被覆試片 的平均硬度如下:B4C 被覆層約 HV726、B4C-Ni 被覆層約 HV895、B4C-Cr 被覆 層約 HV747、B4C-Si 被覆層約 HV681、B4C-W 被覆層約 HV746。平均硬度以 B4C-Ni 被覆層為最高,其最高硬度可達 HV1300,在被覆層中的微結構觀察到 大量且密集的長條狀與多角狀強化相,經鑑定主要為 TiB、TiB2化合物,據文 獻【37】指出,TiB 與 TiB2硬度分別可達 HV1800 與 HV2200,因此硬度極高的 強化相具有提升被覆層整體或局部硬度;B4C-Cr 被覆層和 B4C-W 被覆層中缺 少 TiB2成份,僅檢測出 TiB,因而此二者的硬度介於平均硬度之間;雖在 B4C 被覆層中亦存在有 TiB 與 TiB2強化相,但其硬度仍較 B4C-Ni、B4C-Cr 與 B4C-W 低,推測 B4C-Cr 被覆層中的 Cr 固溶於基地中,而 B4C-W 被覆層中,W 固溶 於長條狀 TiB 中,使平均硬度較 B4C 被覆層高。平均硬度最差者為 B4C-Si 被 覆層,在被覆層中僅有檢測出 TiB,未含 TiB2,且基地中的 Ti5Si3以片狀析出,
不若添加 Ni、Cr 元素之被覆層一樣,其合金元素完全分散在基地相中,故 B4C-Si 被覆層平均硬度並未提升。
圖 12. 添加不同合金元素的 B4C 被覆層硬度
Ti-6Al-4V 基材表面被覆 B4C 與添加合金元素的磨耗行為
圖 13 為不同合金元素被覆層在相同接觸應力(197MPa)與滑移距離(792m) 條件下,以不同滑動速度(0.11m/s、0.22m/s)經磨耗試驗後的體積磨耗量。固定 接觸應力時,滑動速度 0.11m/s,磨耗量由小至大依序為 B4C-Ni、B4C-Si、B4C、
B4C-Cr 和 B4C-W 被覆層。提高滑動速度至 0.22 m/s 後發現 B4C、B4C-Ni 與 B4C-W 被覆層磨耗量皆增加,而 B4C-Cr 與 B4C-Si 被覆層磨耗量反而隨滑動速度的提 升而減少。
由磨耗試驗結果發現不管在高速或低速滑動磨耗下,B4C-Si 被覆層磨耗量 皆最低;B4C-W 被覆層耐磨耗能力在低或高速均為最差,在高速滑動下,B4C-W 被覆層磨耗量甚至達 B4C-Si 被覆層磨耗量的 18 倍。磨耗結果與平均硬度比對 後發現,雖 B4C-Si 被覆層平均硬度最低,但耐磨耗能力表現卻最佳,而平均硬 度最高的 B4C-Ni 被覆層卻在高速滑動時被覆層磨耗量增幅高於 B4C 與 B4C-W 被覆層之磨耗量。
圖 13. B4C 被覆層添加不同合金元素在滑動速度 0.11m/s、接觸應力 197MPa、
滑動距離 792m 測試條件下的磨耗量
為深入了解不同被覆層耐磨耗能力差異的原因及其磨耗機構,透過 SEM 與 EDS 觀察各試片表面的磨耗情況。其中,圖 14(a)為 B4C-Si 被覆層經滑動速度 0.11m/s、接觸應力 197MPa、滑動距離 792m 之表面磨耗型態,其磨耗量為 0.038mm3,在此條件下耐磨耗能力僅次 B4C-Ni 被覆層。觀察後發現磨耗表面 以呈魚鱗狀的塑性流動與磨屑堆積為主。利用 EDS 分析可知表面成份含 Fe 與 O 與 Ti,如圖 14(b)所示,由此判斷磨耗過程中發生材料轉移,硬度較低的 SKD11 下試片黏著至 B4C-Si 被覆層磨耗表面。
(a) (b) 圖 14. B4C-Si 被覆層(a)磨耗表面;(b) EDS 元素檢測
B4C-W 被覆層經滑動速度 0.11m/s、接觸應力 197MPa、滑動距離 792m 之 表面磨耗型態,試片磨耗量為 0.230mm3。在相同條件下,比起耐磨耗性最佳的 B4C-Ni 被覆層,磨耗量多出 6.5 倍。由圖 15(a)觀察發現此被覆層之磨耗主要 由黏著與剝層所主導,相較其它被覆層所顯現的魚鱗狀塑性流動特徵不同,由
磨耗表面呈現大面積的剝層凹坑磨耗特徵結合被覆層顯微結構可以判斷,
B4C-W 被覆層因為長條狀強化相 TiB 尺寸較大,而 TiB 與基材的結合強度不佳,
造成 TiB 自基材不斷脫落,使其磨耗量較添加其他元素的 B4C 被覆層磨耗量高 出許多。而以 EDS 分析磨屑堆積處之結果顯示,此區主要元素成份為 Ti、B、
W、Fe 與 O,如圖 15(b)所示,代表上、下試片間產生黏著現象。
(a) (b) 圖 15. B4C-W 被覆層(a)磨耗表面;(b) EDS 元素檢測
Ti-6Al-4V 基材表面經改質被覆後具有極佳耐磨耗表現,當滑動距離為 792m,判斷試片經磨合期(run-in)後開始進入穩定磨耗狀態,此時磨耗量不會有 明顯變化,而為進一步了解各被覆層在相同條件下,被覆層經過較長滑動距離 其耐磨耗能力是否有大幅度變化,將試驗條件固定於滑動速度 0.11m/s、接觸應 力 197MPa 下,拉長滑動距離至 2376m 進行磨耗試驗,各被覆層試片之磨耗量 如圖 16。從圖中可得知 B4C-Ni 被覆層具最佳耐磨耗性,B4C-W 被覆層最差。
和滑動距離 792m 的試驗條件相較得知,被覆層耐磨耗性趨勢相符。
圖 16. B4C 被覆層添加不同合金元素在滑動速度 0.11m/s、接觸應力 197MPa、
滑動距離 2376m 測試條件下的磨耗量
結 論
本計畫以 B4C 作為基礎粉末,混合配製 Ni、Cr、Si、W 等合金元素,利用 GTAW 製程將預混之粉末被覆於 Ti-6Al-4V 基材上,以針對 Ti-6Al-4V 表面進 行改質行為,並預期增其磨耗能力。利用往復式磨耗試驗的測試,結合 SEM、
EDS、XRD 與 EPMA 等儀器分析被覆層的顯微結構與磨耗機構後,獲得以下 四點結論:
1. Ti-6Al-4V 被覆 B4C 粉末或添加合金元素之 B4C 粉末時,其被覆層主要的 強化相結構為長條狀或針狀的 TiB 或心部含 TiB2的 TiB 強化相。
2. 在乾磨耗過程中,被覆層中的長條狀 TiB 無法有效地阻止被覆層發生塑性 變形,因而使其在磨耗過程中發生黏著現象並伴隨著剝層現象行為,其原 因可能是 TiB 與基材的結合強度不佳,使其較易脫落,或是長條狀的 TiB 太脆,導致其易脆裂而自基材逐漸脫落所致。
3. B4C-Ni 被覆層的平均硬度與耐磨耗性均優於其他各組之被覆層,推究其原 因可能與 Ni 以固溶方式固溶於被覆層的基地有關。由於 Ni 原子以置換或 插入方式存在於被覆層的基地相,阻礙差排的移動,使基地較不易發生塑 性變形,而有助於被覆層硬度與耐磨耗性能的提升。
4. B4C 被覆層中添加合金元素 W,會促使強化相 TiB 尺寸較大,但由於 TiB 與基材的結合強度不佳,造成 TiB 不斷自基材脫落,使 B4C-W 被覆層之耐 磨耗能力相較其它被覆層差。
參考文獻
1. K. Wang, “The use of titanium for medical applications in the USA”, Materials Science and Engineering A 213 (1996) 134-137.
2. I. Gurrappa, “Characterization of titanium alloy Ti-6Al-4V for chemical, marine and industrial applications”, Materials Characterization 51 (2003) 131-139.
3. R.L. Sun, D.Z. Yang, L.X. Guo, S.L. Dong, “Laser cladding of Ti-6Al-4V alloy with TiC and TiC+NiCrBSi powders”, Surface and Coatings Technology 135 (2001) 307-312.
4. P. Jiang, X.L. He, X.X. Li, L.G. Yu, H.M. Wang, “Wear resistance of a laser surface alloyed Ti-6Al-4V alloy”, Surface and Coatings Technology 130 (2000) 24-28.
5. M.Y. Wee, Y.G. Park, T.S. Kim, “Surface properties of CrN-coated Ti-6Al-4V alloys by arc-ion plating process”, Materials Letters 59 (2005) 876-879.
6. Y.S. Tian, C.Z. Chen, L.X. Chen, Q.H. Huo, “Microstructures and wear properties of composite coatings produced by laser alloying of Ti-6Al-4V with graphite and silicon mixed powders”, Materials Letters 60 (2006) 109-113.
7. J. Mateos, J.M. Cuetos, E. Fernández, R. Vijande, “Tribological behaviour of plasma-sprayed WC coatings with and without laser remelting”, Wear 239 (2000) 274-281.
8. S. Buytoz, M. Ulutan, “In situ synthesis of SiC reinforced MMC surface on AISI 304 stainless steel by TIG surface alloying”, Surface and Coatings Technology 200 (2006) 3698-3704.
9. F. Cai, C. Zhou, N. Wang, S. Gong, H. Xu, “Wear behavior of low-pressure plasma-sprayed AlCuFe quasicrystalline coating on titanium alloy”, Vacuum 81 (2006) 85-90.
10. P. Wu, C.Z. Zhou, X.N. Tang, “Microstructural characterization and wear behavior of laser cladded nickel-based and tungsten carbide composite coatings”, Surface and Coatings Technology 166 (2003) 84-88.
11. Y. Jun, G.P. Sun, H.Y. Wang, S.Q. Jia, S.S. Jia, “Laser (Nd:YAG) cladding of AZ91D magnesium alloys with Al + Si + Al2O3”, Journal of Alloys and Compounds 407 (2006) 201-207.
12. S. Yang, W. Liu, M. Zhong, Z. Wang, “TiC reinforced composite coating produced by powder feeding laser cladding”, Materials Latters 58 (2004) 2958-2962.
13. K.A. Chiang, Y.C. Chen, “Microstructural characterization and microscopy analysis of laser cladding Stellite12 and tungsten carbide”, Journal of Materials Processing Technology 182 (2007) 297-302.
14. B.J. Kooi, Y.T. Pei, J.Th.M. De Hooson, “The evolution of microstructure in a laser clad TiB-Ti composite coating”, Acta Materialia 51 (2003) 831-845.
15. K.A. Khor, L.G. Yu, G. Sundararajan, “Formation of hard tungsten boride layer by spark plasma sintering boriding”, Thin Solid Films 478 (2005) 232-237.
16. W. Xinhong, Z. Zengda, S. Sili, Q. Shiyao, “Microstructure and wear properties of in situ TiC/FeCrBSi composite coating prepared by gas tungsten arc welding”, Wear 260 (2006) 705-710.
17. M. Eroğlu, N. Özdemir, “Tungsten-inert gas surface alloying of a low carbon steel”, 154 (2002) 209-217.
18. S. Buytoz, M. Ulutan, M.M. Yildirim, “Dry sliding wear behavior of TIG welding clad WC composite coatings”, Applied Surface Science 252 (2005) 1313-1323.
19. F.T. Cheng, K.H. Lo, H.C. Man, “NiTi cladding on stainless steel by TIG surfacing process: Part I. Cavitation erosion behavior”, Surface and Coatings Technology 172 (2003) 308-315.
20. K. Holmberg, A. Matthews, Coatings Tribology, Elsevier, Armsterdam, Netherland, 1994.
21. I.M. Hutchings, Friction and Wear of Engineering Materials, Boca Raton, CRC Press, 1992.
22. R.X. Liu, L.X. Guo, T.Q. Lei, Microscopic Morphology and Microstructure of Ti-N and Ti-Ni phase, Surface Review and Letters, Vol. 11, No. 6, pp. 497-502, 2004.
23. M.M. Yazdanian, A. Edrisy, A.T. Alpas, Vacuum sliding behaviour of thermally oxidizes Ti-6Al-4V, Surface and Coating Technology, Vol. 202, No. 4-7, pp.
1182-1188, 2007.
24. R.L Sun, D.Z. Tang, L.X. Guo, S.L. Dong, Laser cladding of Ti-6Al-4V alloy with TiC and TiC + NiCrBSi powders, Surface and Coating Technology, Vol.
135, No. 2, pp. 307-312, 2001.
25. Q.W. Meng, L. Geng, D. Ni, Laser cladding NiCoCrAlY coating on Ti-6Al-4V, Materials Letters, Vol. 59, No. 22, pp. 2774-2777, 2005.
26. 陳民瑜, 鈦合金表面雷射被覆氧化鋯之研究, 國立台灣科技大學碩士論文,
2003。
27. D. Galvan, V. Ocelik, Y. Pei, B.J. Kooi, Jeff T.M. De Hosson, E. Ramous, Microstructure and properties of TiB/ Ti-6Al-4V coatings produced with laser treatments, Journal of Materials Engineering and Performance, Vol. 13, No. 4, pp.
406-412, 2004.
28. V. Dominich, Y. Gogotsi, M. Trenary, T. Tanaka, Nanoindentation and Roman spectroscopy studies of boron carbide single crystals, Applied Physics Letters,
Vol. 81, No. 20, pp. 3783-3785, 2002.
29. Website available: http://www.npi.gov.au/
30. Website available: http://www.azom.com/details.asp?ArticleID=75
31. Y. Zeng, Y.F. Zhang, C.X. Ding, Thermal shock behavior of plasma sprayed boron carbide coatings, Journal of the Chinese Ceramic Society, Vol. 27, No. 5, 1999.
32. K. Haugen, O. Kvernvold, A. Ronold, R. Sandberg, Sand erision of wear-resistant materials: Erosion in shock valves, Wear, Vol. 186-187, No. 2, pp.
179-188, 1995.
33. Q.W. Meng, L. Geng, B.Y. Zhang, Laser cladding of Ni-base composite coatings onto Ti-6Al-4V substrates with pre-placed B4C + NiCrBSi powders, Surface and Coating Technology, Vol. 200, No. 16-17, pp. 4923-4928, 2006.
34. D.R. Ni, L. Geng, J. Zhang, Z.Z. Zheng, Effect of B4C particle size on microstructure of in situ titanium matrix composites prepared by reactive processing of Ti-B4C system, Scripta Materialia, Vol. 55, No. 5, pp. 429-432, 2006.
35. L.F. Cai, Y.Z. Zhang, L.K. Shi, Microstructure and formation mechanism of titanium matrix composites coating on Ti-6Al-4V by laser cladding, Vol. 26, No.
4, pp. 342-346, 2007.
36. Y.T. Pei, J.H. Ouyang, T.C. Lei, Y. Zhou , Microstructure of laser-clad SiC-(Ni alloy) composite coating, Materials Science and Engineering A, Vol. 194, No. 2, pp. 219-224, 1995.
37. J. Schmidt, M. Boehling, U. Burkhardt, Y. Grin, Prepared of titanium diboride TiB2 by spark plasma sintering at slow heating rate, Science and Technology of Advanced Materials, Vol. 8, No. 5, pp. 376-382, 2007.
國科會補助計畫衍生研發成果推廣資料表
日期:2011/08/30
國科會補助計畫
計畫名稱: 合金元素對鈦合金表面被覆碳化硼之微結構與磨耗行為的影響 計畫主持人: 林原慶
計畫編號: 99-2221-E-011-018- 學門領域: 潤滑與磨耗
無研發成果推廣資料
99 年度專題研究計畫研究成果彙整表
計畫主持人:林原慶 計畫編號:99-2221-E-011-018- 計畫名稱:合金元素對鈦合金表面被覆碳化硼之微結構與磨耗行為的影響
量化
成果項目 實際已達成
數(被接受 或已發表)
預期總達成 數(含實際已
達成數)
本計畫實 際貢獻百
分比
單位
備 註 ( 質 化 說 明:如 數 個 計 畫 共 同 成 果、成 果 列 為 該 期 刊 之 封 面 故 事 ...
等)
期刊論文 0 0 100%
研究報告/技術報告 0 0 100%
研討會論文 0 0 100%
論文著作 篇
專書 0 0 100%
申請中件數 0 0 100%
專利 已獲得件數 0 0 100% 件
件數 0 0 100% 件
技術移轉
權利金 0 0 100% 千元
碩士生 2 3 100% 研 究 人 力 經 費 部
分被刪。
博士生 0 0 100%
博士後研究員 0 0 100%
國內
參與計畫人力
(本國籍)
專任助理 0 0 100%
人次
期刊論文 2 1 100%
由 於 本 計 畫 的 資 助,使得相關研究 成 果 得 以 順 利 完 成,並於國際期刊 發表。
研究報告/技術報告 0 0 100%
研討會論文 0 0 100%
論文著作 篇
專書 0 0 100% 章/本
申請中件數 0 0 100%
專利 已獲得件數 0 0 100% 件
件數 0 0 100% 件
技術移轉
權利金 0 0 100% 千元
碩士生 0 0 100%
博士生 0 0 100%
博士後研究員 0 0 100%
國外
參與計畫人力
(外國籍)
專任助理 0 0 100%
人次
其他成果 (無法以量化表達之成 果如辦理學術活動、獲 得獎項、重要國際合 作、研究成果國際影響 力及其他協助產業技 術發展之具體效益事 項等,請以文字敘述填 列。)
1.由於本計畫的資助,使得各項設備得以順利運作。
2.榮獲第七屆『上銀機械碩士論文獎』特別獎(科技大學)-2010。
成果項目 量化 名稱或內容性質簡述
測驗工具(含質性與量性) 0
課程/模組 0
電腦及網路系統或工具 0
教材 0
舉辦之活動/競賽 0
研討會/工作坊 0
電子報、網站 0
科 教 處 計 畫 加 填 項
目 計畫成果推廣之參與(閱聽)人數 0
國科會補助專題研究計畫成果報告自評表
請就研究內容與原計畫相符程度、達成預期目標情況、研究成果之學術或應用價 值(簡要敘述成果所代表之意義、價值、影響或進一步發展之可能性)、是否適 合在學術期刊發表或申請專利、主要發現或其他有關價值等,作一綜合評估。
1. 請就研究內容與原計畫相符程度、達成預期目標情況作一綜合評估
■達成目標
□未達成目標(請說明,以 100 字為限)
□實驗失敗
□因故實驗中斷
□其他原因 說明:
2. 研究成果在學術期刊發表或申請專利等情形:
論文:□已發表 □未發表之文稿 ■撰寫中 □無 專利:□已獲得 □申請中 ■無
技轉:□已技轉 □洽談中 ■無 其他:(以 100 字為限)
3. 請依學術成就、技術創新、社會影響等方面,評估研究成果之學術或應用價 值(簡要敘述成果所代表之意義、價值、影響或進一步發展之可能性)(以 500 字為限)
鈦合金中的 Ti-6Al-4V 廣泛地應用在航太工業、石化工業等領域中。然而,純鈦或鈦合金 皆具有較差的耐磨耗性,與本身相同材料或其他材料滑動接觸時呈現高摩擦係數、低的抗 黏著磨耗(adhesive wear)等缺點,使其應用範圍受到限制。本計畫在 Ti-6Al-4V 合金表 面上氬銲被覆碳化硼(B4C)陶瓷粉末與 B4C 添加不同合金元素 (Ni、Cr、Si、W)的粉末用 以改善其磨潤特性,目的在於改善 Ti-6Al-4V 的磨耗阻抗,並且針對被覆層的顯微組織、
強化相型態對被覆層磨潤性能的影響作一個完整的探討。
研究結果顯示,利用 B4C 與其他合金元素搭配可以明顯的改善 Ti-6Al-4V 的磨潤性 能。本計畫的研究成果亦發現此種被覆層提高耐磨耗能力之學術方面的機理, B4C 系列之 被覆層的強化機裡屬於析出強化型,主要強化相為 TiB2、TiB 與 TiC。添加 Ni 之 B4C 被覆 層中,Ni 以固溶方式存在於基地相,判斷 Ni 具有固溶強化之功能。而添加 Si 之 B4C 被覆 層,除 B4C 與 Ti 合金反應之強化相外,Si 與 Ti 反應形成 Ti5Si3,呈現片狀組織。這些 學術上的成果有助於進一步提升 Ti-6Al-4V 磨潤性能之研究。