硕士学位论文
模具自动抛光机器人的运动控制研究 姓名:王平
申请学位级别:硕士 专业:车辆工程 指导教师:杨沿平
20070416
摘 要
汽车、民用家电、航空航天及高新技术产业的迅速发展,对模具自由曲面的加工质 量和效率提出了越来越高的要求。然而,研磨、抛光等后续精加工工序在目前仍主要依 赖于熟练工人的手工操作,已成为低成本、短周期和高质量制造模具的薄弱环节。因此,
深入开展模具抛光自动化加工的理论与技术研究势在必行。
本文针对课题小组设计的五轴关节型机械手,采用开放式体系结构,建立了“PC 机+运动控制卡+交流伺服驱动器+交流伺服电机+传感器”的硬件控制系统;基于 Windows 和 Visual C++6.0 软件,初步开发出了一套人机交互式的机器人自动抛光加工 控制软件。
基于D-H 方法建立了抛光加工的机器人数学模型,推导出机器人的运动学方程,应 用新的方法快速、准确地求出了逆运动学解。在不限制机器人运动范围的基础上,解决 机器人关节变量多解所导致的关节值突变问题。通过实验证实了所提算法的正确性和有 效性,满足了实时运动控制的要求。
系统地研究了抛光工具的轨迹规划问题,提出了基于行切法轨迹规划的抛光加 工原理,将累加弦长三次参数样条曲线的拟合、插补方法应用于机器人自动抛光控 制算法中,通过对算法参数的设置,实时生成可控精度的抛光加工轨迹。最后,提 出了CP 控制方式的关节轨迹连续控制算法,实现机器人连续、协调运动。
关键词:模具;机器人;抛光;轨迹规划;刀触点
Abstract
With the rapid development of automobile industry,electric industry,aeronautics and astronautics industry and some new high-tech industries,higher and higher requirements are made for quality and efficiency in machining die and mould with free-form surfaces.However,at present,these subsequent of precision machining as lapping and polishing,still mainly depend on the handwork of skilled mechanists,which have become a weak line for the die and mould manufacturing with low cost,short production cycle and high quality.Therefore,it is inevitable to study the theory and technology of automatic precision machining for mould manufacturing.
Be aimed at five-axis joint robot designed by the members of subject,the open architecture adapted to robot control is presented,and the architecture of “PC+motion controller card +AC servo amplifiers+AC servo motors +sensors” is determined to composed of hardware system for robotic controlling; a set of control software under dyadic of human-computer interaction is developed out by making use of Visual C++6.0 and Windows as software platform,which is for robot automatic polishing processes.
Base on the theory of D-H ,we constitute the mathematic model of the robot for polishing the free-form surface,then an efficient solution of inverse kinematics equations is also applied.Without limiting the scope of robot movement in the foundation,we solve the problem of catastrophe of robot joint value caused by the multiple solutions for robot joint,it is demonstrated that the algorithms are validity and effectual by the experiments and satisfied the requestment that real-time motion controls.
This paper systemically studies the movement programming method for polishing tool,
then based on the method of trajectory planning in Direction-parallel machining ,presents the principle of automatic polishing processes. Meanwhile,the method of fitting and interpolation on the cubic spline of accumulating chord is applied to the controlling algorithm of automatic robot polishing machining,and the controlling algorithm Real-time products the precision-controll path of polishing machining by establishment of algorithm parameters.
Finally,in order to realize the continuously and coordinated movement of robot,the continuous-controll algorithm for arthrosis trajectory is proposed,which is based on controlling-mode of continuous path control.
Key Words: Mould; Robot; Polishing; Trajectory planning; Cutter-contact point
湖 南 大 学 学位论文原创性声明
本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的 研究成果。除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或 集体已经发表或撰写的成果作品。对本文的研究做出重要贡献的个人和集体,均 已在文中以明确方式标明。本人完全意识到本声明的法律后果由本人承担。
作者签名: 日期: 年 月 日
学位论文版权使用授权书
本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保 留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借 阅。本人授权湖南大学可以将本学位论文的全部或部分内容编入有关数据库进行 检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
本学位论文属于
1、保密□,在______年解密后适用本授权书。
2、不保密5。
(请在以上相应方框内打“√”)
作者签名: 日期: 年 月 日
导师签名: 日期: 年 月 日
第 1 章 绪 论
进入 21 世纪以来,世界上各发达工业国家经济上的竞争,主要是制造技术 上。在各个国家的企业生产力构成中,制造技术一般占 55%~60%[1],而制造技 术中模具制造已成为国家制造业中举足轻重的行业。由于模具成形具有优质、高 效、低成本的特点,在国民经济的各部门,特别是在机械、电子、轻工、汽车、
纺织、航空航天等行业得到了广泛的应用,并承担了这些工业领域中 60%~90%
产品零件、组件和部件的加工生产。近年来,世界模具市场需求潜力巨大,市场 总量一直保 持在 600~650 亿美元的水平[2]。美国、日 本、法国 和瑞士等 国每年 出口的模具约占其模具总产值的 1/3 左右。因此作为一项基础工业,现代模具工 业是衡量一个国家制造技术水平的重要标志,它对于促进国防工业和某些高新技 术产业的发展具有十分重要的意义。
在模具的整个制造过程中,各工序所占比例依次为:设计约11%、制造约 52%、
型面的精整加工约占 37%[3]。由此可看出模具表面精整加工不仅工作量大,还决 定着模具和制件的质量,对产品和模具本身寿命都有相当大的影响。据调查,模 具型腔表面粗糙度改善一级,模具寿命可提高 50%[4]。手工精整加工是一种低效 率重复性劳动,且随机性较大,很难保证加工质量的稳定性和加工质量的一致性
[5]。此外,精 整加工作 为制造高 精度模具 的 最后一个工序 是模具制 造成功与 否的 关键,一旦稍有闪失就会造成模具毁灭性的破坏,造成的损失难以弥补。然而,
目前国内外大部分模具研磨、抛光等精整加工仍须依靠手工操作,即使在机械制 造业高度发达的美国、日本等国也不例外。我们国家的技术水平与波兰相当,手 工操作费时费力,效率低下,难以取得良好的形状精度和表面质量,已成为约束 高质量自由曲面制造技术发展的瓶颈。
一副模具是由众多的零件组配而成,零件的质量直接影响着模具的质量,而 零件的最终质量又是由精加工来保证的,因此精加工质量的控制具有重大意义。
事实上,模具制造中的精加工其本质是对模具自由曲面进行精加工,其加工过程 可大致分为形状加工阶段、平滑加工阶段和表面精加工阶段,其中表面精加工阶 段往往都是通过研磨加工来实现的。
根 据 现 代 制 造 技 术 的 观 点 , 广 义 的 研 磨 (Finishing)包 括 传 统 意 义上 的 研 磨 (Lapping)和抛光(Polishing)等光整加工。在传统的生产中,前者往往使用粗硬的 磨料(如氧化铝、碳化硅等)和硬质材料的研磨工具 (研具),而后者常使用细软的 磨料(如氧化铬、氧化铁、氧化铈等)和软质材料的研具(如布团等)。本文所涉及研 磨加工主要是指抛光加工。
抛光过程的自动化不仅能大幅降低加工成本,还能显著提高模具的表面质量
[6],因此将机 器人应用 于模具自 由曲面精 加 工替代手工操 作前景广 阔,不仅 能大 幅度提高生产率,保证产品质量,而且还能解决熟练劳动力的短缺问题。
1.1 国内外自由曲面精加工研究现状
早在上世纪 50 年代后期便出现了以 CAD / CAM 技术和 CAM/数字化扫描/
仿 形加 工 、 数控 仿 形 加工 和 数 控电 火 花 加 工(NC-EDM)等为主自由曲面形状加工 方法,以及柔性制造单元(FMC)、柔性制造系统(FMS)、计算机集成制造(CIM)、
准 时 性 生 产(JIT)、精 益生 产(LP)和敏 捷制 造(AM)等许多 先 进制 造技 术和 生产 模 式。但由于诸多技术上的原因,在目前及今后相当长的时间内,无论采用何种形 状加工技术,自由曲面形状加工后的表面都须再经过平滑加工(Smoothing)、研磨 (Lapping)或抛光(Polishing)等光整加工工序,才能获得预期的表面质量。
近代研磨技术是随着光学技术的进步而发展起来的,但今天它已不局限应用 于光学零件制造领域,某些电子和机械零件的制造也离不开研磨技术的支撑。特 别是近年来,在电子技术和微型机械制造技术的推动下,现代研磨技术已经由当 初的研磨光整镜面发展成为支撑纳米技术的现代超精密技术之一。
随着科学技术的发展,对机械加工精度的要求越来越高,研磨加工的方式也 呈现出多样化 的趋势[7]。传统研 磨方法有 手 工研磨和一般 机械研磨 两种:手 工研 磨,用于单件小批生产和修理工作,或形状比较复杂、不便于采用机械研磨的工 件,可以研磨平面、外圆、内孔、圆锥面、螺纹和各种复杂形状的表面以及配合 研磨等;一般机械研磨,主要用于大批量生产中,特别是几何形状不太复杂的工 件。常用的研磨机有平板研磨机、圆盘研磨机等。按涂附研磨剂的方式不同,可 以分为干研磨、湿研磨和半干研磨。干研磨因嵌砂困难仅用在采用平面研磨工具 研磨平面的情况下。湿研磨在生产中应用很广,且具有较高的生产效率。半干研 磨适合采用金刚石粉或研磨膏进行普通精度和较精密研磨的加工。但是,鉴于现 在制造业的飞速发展,各企业为了在产品竞争中取得胜利,就不能仅仅依靠缩短 开发周期,而需要不断提高被研磨加工工件的精度。因此,电解研磨复合加工、
离心磁力研磨法、柔性振动研磨[8]是现在研磨加工发展的热点。
(1) 离心磁力研磨。日本铃木教授等利用工具与被加工材料之间的磁性引力 进行表面精加工。其工作原理是:在磁场中填充一种既有磁性又有切削能力的颗 粒状磨料 (由铁等强磁性材料与氧化铝等磨料混和配制而成),磨料将沿着磁力线 方向紧密地排列起来, 构成磁性磨料的“磁刷”。在磁场中放入被加工工件,磁性 磨料构成的磁刷将以“压力”的形式作用在工件表面上,在工件运动时,磁性磨料 将对工件表面产生磨削作用,从而实现对工件表面的精密光整加工,同时也改变 了工件表面的应力分布状态,使工件使用寿命获得提高。磁性研磨的加工特点有:
自锐性好,磨削能力强,加工效率高;温升小,工件变形小,易获得较高的精度;
切削深度小,加工表面光洁平整[9]。
(2) 电解研磨。电解研磨是电解加工和研磨加工的组合。作为接触工件的研 磨头,既起研磨作用,又是电解加工用的阴极[10]。加工时,以NaNO 水溶液为主3 的电解液通过研磨头出口流经工作表面,在工件表面形成钝化膜。由磨料研磨去 掉工件表面上凸出部分的钝化膜后,再在直流电作用下使裸露金属电解,经反复 作用,在很短时间内,就能获得十分光洁的表面。几乎所有的余量去除作用都是 通过电解,所以不会产生微小的擦痕。工件材料的合金成分、金相组织及热处理 状态对粗糙度的影响很大。合金成分多,含杂质多,金相组织不均匀,结晶粗大,
都会造成溶解速度的差别,从而影响表面粗糙度。
(3) 柔性振动研磨。它是以高分子聚合物为载体,与一定粒度的磨粒、防粘 剂、润滑剂按一定比例混合,成为一种具有良好粘弹流体力学性能、在型腔中易 于流动的磨料。首先以一定的压力缓慢推进柔性磨料进入型腔后,这种柔性载体 能把磨料浮托,从而使得磨粒的颗粒锐刃部分暴露在外。然后对工件施加激振,
此时柔性载体与孔壁之间就会产生高速、高频振动。激振力驱动工件端面冲击压 缩两端的柔性磨料,当工件振动往返位移,柔性磨体上暴露在外的磨粒锐刃划擦 孔壁,逐渐去掉孔壁的粗糙部分,从而可达到研磨的目的。这种研磨方法,可消 除电火花、激光加工留下的不符合要求的表面层和微观缺陷。
1.2 机器人自动研磨系统研究现状
在模具加工方法的研究领域,国内外主要利用了机器人、加工中心、以及其 他由计算机控制的自动化设备,通过研制各种新的加工工具,构成了可对模具进 行自动化加工的研磨系统。
早在上世纪70年代末,日本学者就进行了机器人抛光试验,随后美国、西班 牙、德国、韩国、新加坡等国家和我国台湾、香港也陆续开展了这方面的研究。
抛光前,先检测表面质量,将检测得到的数据与要求的表面质量进行比较,根据 比较结果进行机器人轨迹规划,轨迹规划主要包含抛光路径、抛光压力、抛光工 艺参数等参数设置。然后将这些数据传递给控制器,驱动机器人进行实际抛光运 动。完成一个循环后再次测量数据进行比较,如此测量—抛光—测量反复执行,
直到达到质量要求。
早 期的 研 究 主 要集 中 在 模仿 手 工 抛 光轨 迹 , 随后 又 引 入 了CAD/CAM自动进 行轨迹规划。上世纪80年代日本学者Saito、Miyoshi、Jeong在手工抛光的基础上,
展开了机器人抛光工艺的研究,如切削深度、进给速度、材料去除率、刀具、作 用力、抛光轨迹等因素对抛光质量的影响。研究结果表明抛光法向力决定了材料 去除率,合理设计控制器,保证法向力大小,不仅可以减小工件和工具相对位置
误差和工具磨损,还可以保证接触的稳定性。
日本、美国、德国、法国等早在 80 年代就已开始进行模具研磨抛光自动化系 统的研究,并相继推出了模具自动研磨抛光专用加工机床[11]。伴随着工业机械手 及机器人的应用,为模具研磨抛光自动化的研究注入了新的活力。机器人结构刚 度较低 ,但 由于 研磨 抛光加 工可 以看 作是 一种少(无)切削加工,且工具与工件接 触表面之间的法向力很小,机器人具有如人类手腕一般的自由活动能力,使得它 非常适合于模具的自动研磨抛光加工。目前,日本在机器人研磨自动化加工方面 居世界领先地位,其它地区如台湾、香港、澳大利亚、韩国也相继对机器人研磨 系统进行了探索性研究。综合国内外各研究单位在机器人研磨系统开发上的成果,
对其主要研究领域可分为如下 5 个方面。
1.2.1 机器人选用和安装方式
用于研磨 系统 开发的 主流机 器人是 工业 机 器人,其 种类 大致可 以分为 手臂式 机器人和框架式机器人。吉林工业大学金仁成等人开发的超声波震动弹性研磨实 验系统所采用 RV-M1 型机器人[12]、华中科技大学周祖德等人开发的电动研磨系 统 所 采 用 PUMA560 机器人[13]、 台 湾 大 学 开 发 的 机 器人 自 动 研 磨 系 统 所 采 用 的 Tatung A530 机器人[14],采用的机器人都隶属于手臂式机器人。另一方面,中国 科 学 院沈 阳 自 动 化 研 究所 沈 阳 新 松 机 器人 研 究 院完 成 了 具 有 自 主知 识 产 权 的“抛 光研磨机器人系统”的研制,该系统可广泛用于座舱透明件、模具和叶片等多种零 部件的加工修复作业,所采用的机器人为框架式机器人。
机器人有 两种 安装模 式:一 种是正 装模 式 ,一种是 倒装 模式。 正装模 式就是 将机器人装在一个可以支持机器人重量以及其运动所带来的动量、振动等的安全 工作台上;倒装方式就是将机器人倒立起来,其底座与天花板或工作台的下面连 接。在上述单位的研究中,都采用了机器人的正装模式,而上海交通大学潘拯建 立的基于 CAD/CAM 的多关节机器人自由曲面研磨专家系统中采用了机器人的倒 装方式,这种安装方式能使机器人和工作台分离,更好的避免机器人干涉问题。
1.2.2 末端执行器的研究与开发
终端执行器安装在机器人手腕的端部,用来安装研磨加工头,它在机器人辅 助模具研磨过程中起非常重要的作用。
终端执行器的驱动方式,主要分为三种:a、电机驱动方式,波兰的 Zielinski 开发的 抛光 系统 采用 了此 种方 式[15];b、超声波驱动方式,吉林工业大学金仁成 等人 开发 的抛 光 系统 采用 了此 种 方式[16];c、气动方式,在上海交通大学潘拯所 建立的基于CAD/CAM 的多关节机器人自由曲面研磨专家系统中研磨工具的驱动 方式为此种方式。
终端执行器的研究主要包括整体机械结构的设计和力控制机制与控制算法的
研究。日本的 Kunieda 和 Nakagawa 开发了一种用于自由表面研磨的终端执行器,
它由磁力传感器产生磁性压力,这种设计忽略了刚度的影响,在不考虑机器人定 位和振动误差影响的情况下,具有较高的位置精度。Hickman 和 Judd 研制了一种 主动式终端执行器,具有很好的柔性,可以补偿编程和装夹方面的误差。文献[14]
介绍了一种具有 3 自由度的可编程终端执行器,该终端执行器由 3 个直流伺服电 机驱动,可以产生独立于机器人运动的研磨轨迹。
1.2.3 机器人控制策略
机器人辅助模具研磨不同于一般的机床加工方式,研磨刀具的刚度变化范围 大:由 2N/m~20N/m(如刷轮)至 2×106N/m~2×107N/m(如研磨轮)。研磨刀具的 刚度变化要求机器人具有可调的控制器,以保证机器人能够按照所期望的精度跟 踪加工表面。如研磨运动在法向的一个很小误差,就会导致研磨力大幅度的变化,
而为了获得质量均匀的研磨自由表面,必须对研磨过程的法向力和切向力加以控 制,在控制切向运动(
x
向和 y 向)和研磨刀具旋转的同时,必须对研磨法向力进行 控制(z
向),以尽量保证研磨力的恒定。目前, 抛光机器人控制策略与算法研究主 要有如下4种:力反馈控制、阻抗控制、加速控制和主动式终端执行器(active end effector) 控制策略。(1) 力反馈控制 即控制工件刀具之间的法向力。这一方法的优点是可以补 偿 刀 具 刚 度 的 变 化, 防止刀具脱离工件, 进行有规则的抛光, 从而获得高质量的 加工 表 面; 其缺点是当刀具和工件是刚性接触时, 由于冲击力会带来加工过程的 不稳定性。
(2) 阻抗控制 即位置—力复合控制方式, 位置信号作为控制器的参考输入, 终端执行 器的阻 抗与刀 具位 置和抛 光力之 间成动态 关系, 通过调整刀具位置和抛 光力之间 的阻抗 来实现 力的 控制。 其优点 是能够获 得比力 控制更 好的 效果, 缺点 是由 于 必 须实 时 获取 刀 具 的绝 对 位置 和 速 度以 及 抛 光力, 因而算法实现复杂, 系 统成本高。
(3) 加速控制 实际上是另一种阻抗控制, 力的测量用加速度传感器来进行, 加速度传 感器安 装在终 端执行 器上刀 具的 附近, 给定刀具的初始位置和初始速度, 通过对加速度积分可以计算出刀具当前的位置和速度。这种方法比力传感器方式 更容易实现。
(4) 主动式终端执行器(active end effector) 控制策略 这种方法是终端执行 器与 力 传 感器 构 成一 个 独 立的 控 制循 环, 通过力传感器检测的信息, 终端执行器 可以自动 调节弹 簧的长 度来 补偿力 的变化, 使抛光力保持基本恒定。这种控制策 略的算法比较简单, 比较容易实现。
1.2.4 研磨过程机理与特性研究
模具研磨必须满足所要求的表面质量,即达到所要求的表面粗糙度和表面波 纹度。影响表面质量的因素包括研磨刀具磨粒材料的类别与磨粒大小、研磨速度、
进给率、法向力、研磨时间与次数,以及刀具轨迹节距等。通过实验,建立抛光 过程模型,获取研磨过程的工艺信息与工艺知识,为实现自动抛光建立理论基础。
在国内的吉林工业大学金仁成等人建立了机器人研磨系统的力学模型,在其基础 上研究了磨粒材料,表面粗糙度与研磨次数(时间)、抛光力、进给率之间的关系。
华中科技大学周祖德教授建立的机器人电动抛光系统中,提出了等效半径的概念,
并进行了机器人研磨系统影响参数试验。日本东京大学 Kiminori Yasuda 采用开发 的机器人研磨系统进行了研磨压力与表面质量之间的关系研究。
1.2.5 研磨轨迹生成的研究
抛光轨迹决定了抛光效率和抛光质量,由于机器人辅助模具自动研磨有其特 殊性,现有的算法并不能直接应用,因此适用于机器人自动抛光的轨迹算法研究 就显得十分重要。机器人轨迹深成目前主要有两种方法:基于工件CAD/CAM 数 据和基于扫描工件实体。前一种根据工件的 CAD/CAM 模型获得工件的特征信息,
有一种则采用传感器扫描工件实体获得工件特征信息。然后通过系统分析完成机 器人抛 光理 论轨 迹, 进行 插补 计算 获得 工 具实际 轨迹 。文 献[17]提出了扫描路径 的均匀算法,解决
( , ) u v
参数平面向曲面映射产生畸变而引起的抛光不均匀问题。文献[18]提出了分形路径,有点在于路径的方向比较均匀。韩国釜山大学建立了 基于 CAM 数据的轨迹规划系统[19],香港大学开发了一套基于自由曲面扫描数据 的轨迹规划系统。
总结有关文献,机器人模具曲面抛光轨迹生成可分两个步骤:a、在二维参数 平面上,产生平面轨迹;b、产生工具中心点轨迹,即空间轨迹。空间轨迹的产生 是通过把平面轨迹映射到曲面上实现的,但在映射过程中由于曲面斜率的变化,
会引起工具轨迹的失真,从而会导致实际加工中零件加工表面抛光的不均匀性,
甚至会出现局部抛光过切的现象。因此,在曲面抛光中,如何实现均匀的走刀轨 迹,以得到质量均匀的抛光表面,有待于进一步研究。研磨过程中加工干涉与碰 撞问题也是一个十分重要的研究内容。长春科技大学进行了机器人研磨轨迹和机 器人驱动方式的运动仿真[20]。
1.3 本文主要研究内容
本文研究的内容来源于湖南省长沙市科技项目(899215005)“智能模具精密抛 光技术装备研究”。课题的重点是研制一种利用工业机器人进行模具自由曲面抛 光加工作业的装置,涉及的研究内容主要包括机器人数学建模的描述与分析、抛
光轨迹规划与生成等相关领域。借助于此项目,本文对抛光机器人系统结构、机 器人建模以及抛光轨迹规划方面做了一定的研究,具体的研究内容如下所示:
(1) 模具自动抛光机器人控制系统的研究。 研究抛光机器人加工系统的硬件 组成形式,确定“PC 机+运动控制卡+伺服驱动器+交流伺服电机+传感器”的 开放式控制结构;利用动态链接库和多线程技术,以 Visual C++6.0 和 Windows 操作系统作为软件平台,初步开发出一套机器人自动抛光加工控制软件。
(2) 机器人运动学的研究。详细论述机器人运动学方程的建立和求解,运用 D-H 方法建立机器人运动学的数学模型,应用提出的新方法快速、准确求出运动 学逆解。在 不限制机器人运动范围的基础上,解决机器人关节变量多解所导致的 关节运 动突 变问 题。分 析 抛光轨迹上的刀触点和机器人终端执行器上参考点之间 的坐标变换关系,确定刀触点数据和机器人相应控制数据的量化对应关系。
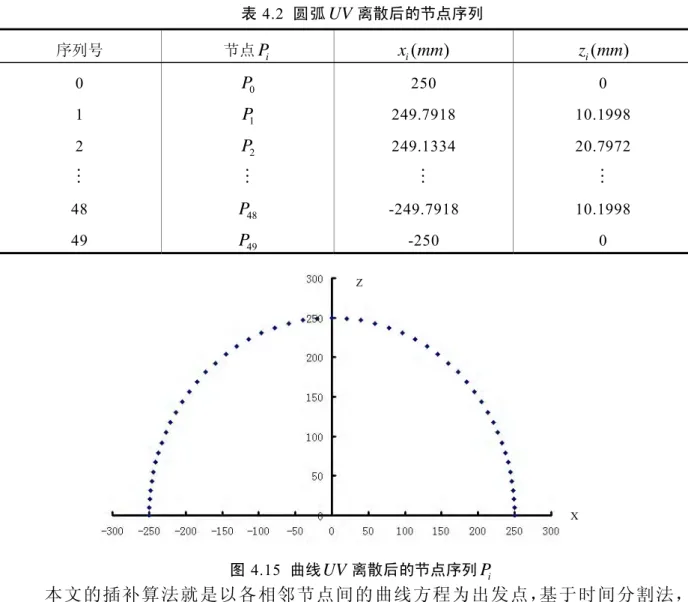
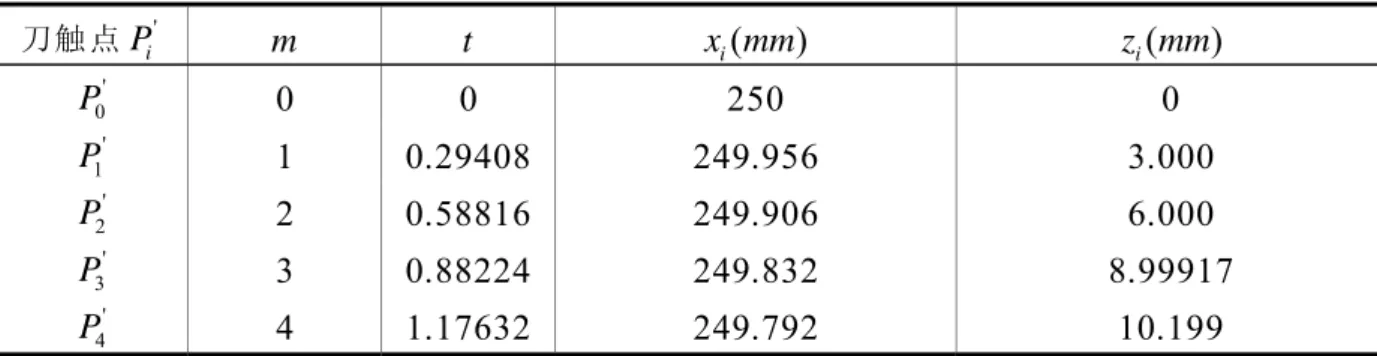
(3) 抛光轨迹的规划与生成。采用行切法轨迹规划原理规划模具自由曲面的抛光轨 迹,并将曲线的 拟合 和插 补算 法 应用 于抛 光工 具加 工运 动 轨迹 生成 算法 ——抛光 轨迹离散成节点序列,运用累加弦长三次参数样条曲线拟合节点序列;再对拟合的累加 弦长三次参数样条曲线函数进行插补处理,得到抛光加工刀触点,并通过对步长参数的 调整控制刀触点的精度,进而由刀触点之间的微小直线段形成抛光工具的加工运动轨 迹。
(4) 机器人 CP(Continuous Path Control)控制的研究。在关节空间中,刀触点数据 计算出与之相对应的机器人关节变量数据,采用 CP 方式的连续控制方式,对机器 人的各个关节角进行三次项插值规划, 实现机器人连续、协调的运动。
第 2 章 模具自动抛光机器人系统的研究
2.1 研磨、抛光加工机理
对一个待加工的工件而言,从一个初始的表面状态达到所需的加工精度,其 表面状态的形成是分步完成的,要经过从粗到精的加工过程,一般将它划分为研 磨和抛光两个过程。根据现代制造技术的分类,人们习惯把使用粗硬的磨料(如氧 化铝 、 碳化 硅 等)和硬质材料的研磨工具 (研具)的加工称为研磨;而使用细软的 磨料(如氧化铬、氧化铁、氧化铈等)和软质材料的研具(如布团等)的加工称为抛光。
研磨是 指在 刚性 研具(如铸铁、锡、铝等软质金属或硬木、塑料等)上注入磨 料,在一定压力下,通过研具与工件的相对滑动,借助磨粒的微切削作用去除被 加工表而的微量材料,提高工件的尺寸、形状精度和降低表而粗糙度的精密加工 方法。 抛光 是指 一种 用高速 旋转 的低 弹性 材料(如棉布、毛毡、人造革等)抛光盘 或用低 速旋 转的 软质 弹性或 粘弹 性材 料(如塑料、沥青、石蜡、锡等)抛光盘,加 以适量具有一定研磨性质的抛光剂,使工件获得光滑表面的加工方法。因此,在 精整加工领域中,研磨和抛光没有什么本质区别,通常只是把研磨作为抛光的前 道工序执行。
2.1.1 表面质量和含义
任何机械加工方法都不能获得理想表面,它总会存在一定程度的微观不平度、
加工冷热硬化及表面残留盈余和金相组织变化等问题,而抛光加工一般作为最终 工序,其任务就是保证产品零件能达到图样上所要求的加工精度和表面质量。因 此,抛光加工可以实现零件高精度、低表面粗糙度、低残余应力、低硬化层的表 面高质量要求。
表面质量的含义会可以用表面完整性来概括,其指标主要包含纹理指标与表 层物理力学性能状态指标两类[21]。
(1)表面纹理指标
表面纹理主要是指表面的平面度,即表示偏离构成的表面轮廓基准面的重复 偏差和随机偏差。几何表面平面度是由表面纹理高度、方向及非几何的随机的表 面瑕疵等来表示。表面纹理包括表面粗糙度、波度、纹理方向及表面瑕疵四部分。
(2)表面层物理力学性能指标
表面层特性主要影响表面层物理力学性能,用以下几个指标参数来表示:
1)表面层硬度,即抛光加工后表面冷热硬化所引起的弹塑性变形。
2)表面层组织,即抛光加工后表面的金相组织变化,如再结晶、相变等。
3)表面层残余应力,即表面残余应力大小及分布状态、表面的宏观和微观 裂纹。
综上所述,从加工质量观点来看,表面质量是指表面粗糙度、波度和表面物 理层的物理力学性能。从表面完整性观点来看,表面质量是指表面粗糙度、波度、
表面层硬度、组织和残余应力。
2.1.2 机械抛光的特点和加工机理
机械抛光是一种古老而又具实用价值的抛光方法,在所有的机械加工痕迹消 除并获得洁净的金属表面以后,就可以开始抛光加工,故可以获得很高的表面质 量,并使加工表面呈现镜面光泽。
机械抛光加工机理:机械抛光加工时研具做高速旋转,并在研具和金属工件 表面间之间施加适当的压力,两者之间存在的游离磨料或研磨剂在摩擦力的作用 下产生复杂的相对运动,并产生局部高温、高压,这样经过磨粒的切削作用和研 磨剂的化学、物理作用,使得被抛光表面容易产生变形而形成一层“加工变质层”。
与此同时,在旋转着的摩擦力作用下,一方面金属工件表面的某些凸出部分被削 去,另一方面金属工件表面也会产生塑性变形,凸起部分被压入,或移动一段距 离后填入凹陷部分。这种以高速、反复进行的削凸填凹整平运动,使得原来较粗 糙的金属工件表面变得平滑光亮,故能获得很高的表面质量[22]。
机械抛光可以分为粗抛、中抛和精抛三类。
粗抛是用硬轮为制品进行磨削、磨光或研磨,它主要用来除去零件表面的毛 刺、划痕、锈迹、氧化皮、砂眼、气泡、焊瘤、焊渣和各种宏观的缺陷,以及加 工残余高度、加工余量,同时修整模具型面,以提高表面平整度和降低表面粗糙 度为主,但是粗抛会留下小的残余高度和加工余量。粗抛后的制品表面粗糙度在 数微米至百微米之间[23]。
中抛是用较硬的抛光轮等抛光工具对经过粗抛的表面作进一步的加工,它能 除去粗抛时留下的划痕,生成平滑至中等光亮的平面。中抛后工件表面粗糙度在 零点几微米到数微米之间。
精抛是抛光的最后一道工序,它用涂有抛光膏的软轮对零件表面进行加工。
由于它是在已经比较平整的表面上所进行的加工工序,可以提高模具表面尺寸精 度、表面光滑程度,进一步降低表面的粗糙度,以达到微观平整的目的,不允许 残留超差和留下加工余量。因此,精抛可以获得十分高的表面质量,其表面粗糙 度可以达到R 0.01 ma
µ
左右。2.2 抛光机器人加工系统概述
本文 研 制了以五自由度关节型机器人为平台的模具自动抛光加工系统,主体
部件由机器人操作机、交流伺服电机及其交流伺服驱动器、电源、末端执行器、
传感器等六个主要部分组成,采用“PC 机+运动控制卡+交流伺服驱动器+交流 伺服电机+传感器”的开放式控制结构,如图 2.1 所示。机器人抛光系统实物如图 2.2 所示。
图2.2 模具抛光机器人实物图
关节型机器人的操作机是系统的执行机构,集成了交流伺服电机、末 端执行 器、传感器等构件,图 2.1 中指向机器人操作机的 J1、J2、J3、J4、J5 标记为机器 人的 5 个旋转运动关节(轴),J2、J3、J5 是绕垂直于纸面的轴转动的三个关节,J1、
J4 是绕平行于纸面的轴转动的两个关节。在 J1 底座关节、J2 大臂关节、J4 小臂回 转关节和 J5 手腕关节上分别安装 4 个 Panasonic 公司的绝对式/增量式 MINAS A 系列交流伺服电机,J3 小臂关节上安装台达公司的 ASM 系列交流伺服电机;每
图2.1 抛光机器人系统外观结构简图
1.电 源 ;2.控 制柜 ;3.伺 服 驱 动 器 ;4..运 动 控制 卡 ;5.PC 机; J1.腰关节电机;J2.大臂关节电机;J3.小臂关节电机;
J4.小臂回转关节电机;J5.腕关节电机;J6.抛光装置 J1
J2
2
1
3
4 5
J3 J4 J5
J6
个电机上配置 PLE 系列行星减速机。
PC 机是抛光机器人系统的中心协调控制部分。控制柜是机器人操作机的控制 系统部分,集成了电路板、直流电源、交流伺服驱动器以及 ADLINK PCI-8136 运 动控制卡。运动控制卡 ADLINK PCI8136 的主要功能是与 PC 机通讯,并作为 PC 机与外部传感器及伺服驱动器的接口。如图 2.3 所示,运动控制卡通过 CN I/F 连 接器将 PC 机的控制信号传送给伺服驱动器,伺服驱动器输出控制信号驱动电机转 动。编码器将电机实际的角位移和转速通过 CN SIG 连接器反馈给伺服驱动器和运 动控制卡。同时,运动控制卡再将编码器、限位开关及力传感器的反馈信号传送 回 PC 机,进行实时处理。
末端执行器安装在机器人手腕部,其端部的法兰盘安装气动抛光工具。末端 执行器在模具自动抛光的加工过程中起着非常重要的作用,不仅能有效提高机器 人整体结构的刚度,而且可自动补偿位置误差[24]。
抛光工具是执行器的主要核心部分,其驱动方式有三种:电机驱动、超声波驱动和 气动。本系统采用气动方式,气动动力传输过程原理如图2.4 所示。
M 电源
空压机 空气干燥器 分离器
压力表
气罐 开关 抛光工具
图2.4 气动抛光系统原理图
抛光工具选用台湾FAN 公司的气动研磨器,采用前端排气的方式,以利于磨
削残余料的清理,实物如图 2.5 所示,其性能参数如表 2.1 所示。其他气动设备选 用具有完整的气压增压过滤功能的昌盛牌空压机。
图 2.5 气动抛光器实物图 表2.1 气动研磨器性能参数
头部尺寸 mm 工作气压MPa 重量 kg 外径 mm 转速 rpm 排气方式
φ
3,φ
6 6~10 0.6 35 0~20000 前端排气本文设计了一种自调末端执行器,可以避免抛光过程中抛光力过大的情形,主要工 作原理如图2.6 所示。
气 动 研 磨 器 弹 簧 安 装 机 构
调 节 螺 母 机 器 人 末 端 安 装 法 兰 盘
图2.6 末端执行器结构图
本系统的机器人负载设定为 20
kg N ⋅
,在进行结构设计的时候需要尽量减轻 安装机构的重量,故采用木制材料作为安装抛光刀具的法兰盘,用铝材料作支撑 结构。图 2.6 中弹簧的设计是为了防止抛光工具和模具表面接触产生应力突变的情况。一旦抛光力超过预期值,弹簧产生变形以保护模具表面不受损坏以及确保机器人的整体 刚度性能。弹簧的是按照气动抛光工具及安装它的机构总重量和抛光力保持在2 40N 要求进行设计的。
2.3 抛光机器人控制系统的开发与实现
2.3.1 开放式机器人控制系统的研究
2.3.1.1 开放性的概述
目前,国际上对机器人控制器的开放性还没有明确的定义。根据IEEE 对“开 放”的官方定义,开发系统应该满足系统的应用能在不同的平台之间移植,能与 其应用系统交互,为用户提供一致的交互方式。Brain Christensen 认为开放意味着 一种即插即用策略,系统的元素可以是真实的、虚拟的或者两者兼有,实现真实 或者虚拟的机器人单元与真实的 PLC/PC 或者整个虚拟工厂之间的无缝通讯。Peter Manley 认为开放系统应该基于标准计算机体系(如 VME 或 ISA 总线)和标准处理器 (如 intel/Pentium 的系统),运行于 UNIX 或 Windows NT 等标准操作系统,采用 C/C++或 X+/Motif 等标准语言编程,控制软件允许集成新的控制算法,如运动学、
力学、运动和 I/O 系统等[25]。尽管对“开放”的定义还不尽相同,但还是有很多 相近的方面,可以得到一致的认可。William E Ford 总结了开放式机器人控制器的 主要思想:
(1) 使用基于非专业计算机平台的开发系统;
(2) 使用标准的操作系统和标准的控制语言;
(3) 硬件基于标准总线结构,能够与各种外围设备和传感器接口;
(4) 使用网络策略,允许工作单元控制器共享数据库,允许远程操作。
通俗地讲,开放式控制系统的目的就是使开放式控制器与当今的 PC 机类似,
系统构筑于一个开放的平台上,具有模块化结构,允许用户根据自己需要进行配 置和集成,更改或扩展系统的功能,迅速适应不同的应用需求,组成系统的各个 功能模块可以来源于不同的部件供应商并相互兼容。
2.3.1.2 开放式机器人控制系统的研究现状和发展趋势
机器人的控制系统结构主要是指控制机器人的软件和硬件结构,通常也称为机器人 的体系结构。一些发达国家以设计生产开放式控制系统为目标,对开放式体系结构作了 大量的开发研究工作,相继推出了各自的开放式体系结构规范,主要工作集中于定义一 个与现实 平台 无关的 抽象模 型, 如美国 的 NGC(Next Generation Controller)[26]和 OMACA (Open Modular Architecture Controller)计划[27]、欧盟的OSAC(Open System Architecture for Contorl within Automation System)计划[28]、日本的OSEC(Open System Environment for Control)[29] 计划等。
因此,基于PC 的机器人控制器代表着未来的发展方向和潮流,是一种必然的趋势。
现在应用的比较多,并且以现在的技术手段来说开放性最彻底的方法就是PC 机插入运 动控制卡的方法[30]。就近些年的研究成果来看,开放式机器人控制器主要基于如下几种 类型的总线:基于VME 总线的系统、基于现场总线的系统和基于 PC 总线的系统。
清华 大学的赵雁南 等人基于现场 总线(Field Bus)技术构造了开放的机器人系 统。这种结构的控制器主机与电机驱动器之间传输的是数字信号,可以防止噪音 干扰,软硬件组成灵活,便于开放式体系结构的设计[31];韩国的 Keum-Shik Hong 等人研制的基于 PC 机的 PC-ORC 系统,应用 PC 和 PMAC 以及 Windows NT 和面 向对象的 C++语言实现了整个控制系统的软硬件结构,并成功的应用到 SCARA 机 器人上[32]。中国科学院沈阳自动化研究所的王天然等人提出基于 PC 总线控制系统 结构[33]。彭韬等人基于 PC 和国产 MYC800 运动控制卡设计了开放式结构的机器 人控制器,并将其应用到 SONY 公司所产的 SCARA 机器人,不但可以到达原机 器人控制器的控制效果,而且可以从速度、精度、环境感知能力以及网络控制特 性多方面改善了机器人的特性[34]。
2.3.2 抛光机器人控制系统硬件平台的建立
对于一个完整的机器人控制系统来说,主要包括计算机控制系统、伺服驱动系统两 部分。计算机控制部分即通常所说的机器人控制器,包括PC 机、运动控制卡及传感器;
伺服驱动系统主要包括伺服驱动电机及相应得伺服驱动器。只有在这两个系统的共同作 用下,才能驱动机器人的操作机按着预期的抛光轨迹运动。
本文模具自动抛光机器人的控制系统主要由PC 机、运动控制卡、交流伺服电机和 交流伺服驱动器(共5 组)、限位开关等组成,如图 2.7 所示。
图2.7 模具自动抛光机器人控制系统简介 2.3.2.1 机器人控制器的选择
(1)基于 PC 机的机器人控制系统
从第一台数控铣床出现后,随着电子技术、计算机技术以及伺服控制技术的 发展,现代的控制系统在性能、功能、稳定性和处理速度方面都有很大的改善。
在 20 世纪 90 年代以来,出现了基于 PC 的新一代开放式数控系统,由于 PC 发展 很快,其性能不断得到增强,从而使得基于 PC 的新一代控制系统成为控制系统的
主流和发展方向。
总体来看,采用 PC 作为机器人控制系统的核心,其优势主要表现在以下几个 方面:
1)成本低。PC 机硬件技术成熟、可靠性高、生产批量大、价格便宜。
2)具有开放性。PC 总线是一种开放性总线,这使得系统体系结构具有开放性、
模块化、可嵌入的特点。开发人员和用户不但可以根据需要选择合适的软硬件模 块,以最低的成本组成性能最佳系统,同时也可以采用最新的计算机硬件技术替 代落后的 PC,从而可以同步的提升机器人控制系统的性能。
3)完备的软件开发环境和丰富的软件资源。可减少控制系统开发费用,迅速、
高效的开发出功能强大的机器人控制软件,降低软件开发费用和缩短开发周期。
4)有利于加强机器人控制系统的性能。以往由于计算速度的限制,许多数控 功能只能由硬件实现,现在这些功能已经能用软件实现,既可以增强系统的升级 能力,又可使得某些硬件无法直接实现的功能能通过软件方法来实现。
5)良好的通讯功能。成熟的 PC 通讯技术很容易实现机器人系统与其他计算机 系统或者自动化设备通讯。
基于以上分析及稳定性的考虑,本文选择用 DELL 计算机作为控制系统的上 位机。
(2)操作系统及软件开发工具的选择
Windows NT 操作系统具有友好的图形用户界面,支持诸如 Visual C++、Visual Basic 等应用程序开发工具,同时 Windows NT 操作系统又是一种多任务操作系统,
在保证前台加工任务准确按时完成的情况下,还可以执行在线监测、故障诊断、
等其他后台任务,在不增加系统开发成本的前提下,最大限度地发挥出了计算机 的潜在性能,提高了系统硬件资源的利用率,缩短了数控系统产品的开发周期,
提高数控系统产品的竞争力。
因此,本系统选用 Windows NT 操作系统作为机器人控制系统的系统软件,
并利用 Visual C++开发出一套抛光加工控制软件。
(3) ADLINK PCI8136 运动控制卡
由于Windows NT 操作系统的实时处理能力较为欠缺,难以精确保证伺服控制几个 毫秒的运算周期。因此本系统采用“PC 机+运动控制卡”的方式解决上述的瓶颈问题,
综合考虑系统特征及其伺服驱动器的类型等因素,选用的运动控制卡为 ADLINK PCI-8136 运动控制卡作为控制系统的下位机。
ADLINK PCI-8136 既是高性能电机控制卡,同时又是通用 I/O 卡,能同时控 制 6 个电机,适用于从模拟、数字伺服到步进、微步进的各种类型电机。为了方 便用户开发应用软件,PCI-8136 提供了多种 Windows 动态连接库,用户可以很容 易地通过 Visual Basic、Visual C++、C++ Builder、Delphi 软件对他们进行调用[35]。
PCI-8136 为用户提供了多路的模拟、数字、脉冲输入和输出通道。主要特点 有:
a)32 位即插即用 PCI 总线 b)6 路 16 位模拟量输出
PCI-8136 具有 6 通道 16 位数模转换器,输出电压范围从-10V 到+10V,建立 时间为 2 微秒,电流输出驱动能力最大为±5mA。
在本系 统中 这些 输出 通道 与松 下系 列伺 服 驱动器 的“ 速度(转矩)”指令信号 相连,用来控制伺服电机的转速。
c)19 路数字输入
具有 19 路输入通道,输入电压的逻辑“高”为 3 ~ 24V,逻辑“低”为 0 ~ 1.5V。
输入阻抗为 4.7 K Ω,隔离电压为 2500 Vrms,通过率为 10KHz(0.1ms)。
在本系统中,这 19 路数字输入通道中,8 通道与限位开关相连,用于各轴的 左右极限限位;5 通道与各原点开关相连,用于机器人各轴的初始归位;5 通道与 伺服驱动器的“伺服报警”信号相连,用于意外情况的紧急停机;1 通道用于电源 状态检测。
d)7 路集电极开路数字输出
具有 7 路集电极开路数字输出通道,电流典型值为 100mA/ Ch,最大值为 268mA/Ch,总计 500mA,隔离电压为 2500 Vrms,通过率为 10KHz(0.1ms)。
在本系 统中,1 路数字输出通道与各伺服驱动器的“伺服-ON”信号相连,
用于使能各伺服驱动器 。5 通道与各伺服电机驱动器的“报警清除”信号相连,在 引起报警的情况排除后使伺服电机恢复工作。
e)可编程中断源
PCI-8136 的为用户提供了丰富的中断源,在 7 种情况下给主机发出中断请求,
包括上极限到达中断、下极限到达中断、报警中断原点到达中断、位置计数器比 较中断、模拟比较中断、内部时钟中断。PCI-8136 利用 Windows 的消息驱动机制,
用事件通知用户程序发生了中断。用户可以创建一个线程处理中断事件。
在本系统中响应“极限到达”中断信号以进行硬件限位,响应“位置计数器 比较”中断进行软件限位,响应报警中断进行紧急停机。
f)6 路 32 位脉冲输入计数器
具有 6 个差动输入通道,32 位计数器用于 AB 相、CW/CCW、脉冲/方向,2500V rms 光隔离,最高计数器速度为 2MHz。
在本系统中,他们用于记录从编码器反馈回来的电机角位移信息。
g)一位 24 位可编程计数器
一个可编程定时器中断,基频为 33MHz(通过 PCI 总线),定时器范围为 24 位。
2.3.2.2 机器人伺服驱动系统的设计
机械手关节的驱动主要有电气式和油压式两种。在电气伺服驱动方式中,常 用的有步进电动机驱动、直流伺服电动机驱动和交流伺服电动机驱动。由于交流 伺服电动机采用了全封闭无刷结构,适用实际生产环境,不需要定期检查和维护,
并且电动机本身结构简单,坚固耐用,体积小,重量轻,故交流伺服电机在工业 机器人的控制中占据了主导地位。
本机器人的驱动系统选用 4 个 Panasonic 公司的 MINAS A 系列交流伺服电机 以及相匹配的 MINAS A4 系列伺服驱动器,1 个台达公司的 ASM 系列交流伺服 电机以及相匹配的 ASD-A 系列伺服驱动器。
MINAS A 和 ASM 系列驱动器有着各种参数,借助这些参数可以调整或设 定驱动器的功能,满足抛光系统的工作要求。在本系统中需要调整好以下几个基 本参数:
(1) 驱动器的编码器选用增量式编码器,对交流伺服电机的控制模式选用速 度控制模式以及相应的速度监视器输出模式,接线图如图 2.8 所示。
图2.8 速度控制模式下的 CN I/F 电路接线图
(2) 速度指令输入增益参数,参数号为 50,功能是设定电机速度与加载到速 度指令输入端的电压之间的关系,确定“rpm/指令电压”,其范围是 10~2000,
而外部电压的范围为0 ~ 10± ,本系统设置参数为 500[(r/min)/V]。
(3) 速度监视器选择参数,参数号为 07,针对速度指令输入增益参数,本系 统设定 馈送 到速 度监 视器信 号输 出的 电压 与电机 的实 际速 度(或指令速度)之间的 关系为 6V/3000r/min。
(4) 速度指令零漂调整,本系统选用自动调整模式,来调整包括控制器在内 的外部模拟速度指令系统的漂移。
2.3.3 机器人抛光加工控制软件的开发与应用
本系统以动态链接库和多线程技术为基础,采用 Visual C++6.0 作为客户端开 发工具,开发出一套抛光加工控制软件, 操作者可以通过 人机交互 的控制界 面对 机器人的抛光加工进行实时或者自动控制。
抛光加工控制软件具备自动加工和手动调整两个基本功能:(1)自动加工是输 入 TXT 文本格式的抛光加工轨迹编译文件,通过软件自动控制机器人完成抛光加 工的任务;(2)手动调整的主要功能是在装卸加工工件以及对工件某个局部区域进 行操作等情况下,根据用户的要求手动调整机器人的位姿状态。以下对加工软件 功能作简要介绍:
(1)“执行器当前位姿”模块
抛光加工过程中,“执行器当前位姿”模块实时显示机器人末端执行器的位 姿信息。其中,X、Y、Z 显示在直角空间坐标系下,末端执行器的位置信息;OX、
OY、OZ 显示了末端执行器的姿态信息。
(2)“关节转角/角速度”模块
抛光加工过程,“关节转角/角速度”模块可实时显示抛光机器人 5 个关节的 转角信息和转速信息。
(3)“手动控制”模块
除了由文本信息直接输入的自动加工模块之外,此控制软件还提供了“手动 控制”模块。可以根据用户要求,对此模块进行操作,使机器人的末端执行器和 各个手臂到达用户期望的位姿状态。
(4)“伺服 ON/OFF”模块
“伺服 ON/OFF”模块的功能为抛光加工的启动和中止。
(5)“原点开关”模块
在开始加工之前,需要调整机器人的初始状态,在“原点开关”模块中输入 各项初始数据,控制机器人能达到用户要求的加工初始位姿。
图 2.9 所示加工控制软件界面中的曲线,显示了加工平面过程中机器人各个 关节转角数值的变化情况。
图2.9 加工平面过程软件界面显示
2.4 小结
本章节主要介绍课题组研制的模具自动抛 光机器人系统的组成,根据模具抛 光加工对机器人控制器的实际要求,提出了开放式抛光机器人的控制体系,确定 了“PC 机+运动控制卡+交流伺服驱动器+交流伺服电机+传感器”的开放式控 制结构,建立了机器人控制系统的硬件平台,并介绍了运动控制卡、伺服电机及 其伺服驱动器等装置的控制方式。最后,利用 Visual C++6.0 软件开发了一套人机 交互式的抛光加工控制软件,并介绍了这套软件的基本情况和操作方法。
第 3 章 机器人运动学的研究
3.1 引言
机器人运动学可分为两类基本问题:一类是运动学正问题,即已知机器人各关节变 量的值,用建立的正运动学方程计算任意瞬间末端执行器相对于参考坐标系的位姿,实 际上这恰恰是建立运动学方程的过程。另一类是运动学逆问题,即指定末端执行器相对 于参考坐标系的位姿,求出相应各关节变量的值,实际上是这个是求解运动学方程的逆 的过程。
机器人运动学逆解在机器人运动学中占有非常重要的地位,是将工作空间内 的机器人末端的位置、姿态转换成关节变量的方法,直接关系到机器人运动分析、
离线编程、轨迹规划等。由于机器人逆运动学问题本身的复杂性,要建立通用算 法是相当困难的,而且有关求解机器人逆运动学方程解的方法也很多,主要有解 析法、几何法、符号及数值方法、几何-解析法等。
3.2 机器人运动学的矩阵表示
研究机器人的运动问题,不仅涉及机器人本身,而且涉及各物体以及物体与 机器人的关系,需建立机器人各连杆以及机器人与周围环境的运动关系。因此,
需要用一种有效而又方便的数学表达方法描述单一刚体位移、速度和加速度等运 动学问题。本文采用矩阵法来描述机器人的运动学问题。这种数学描述方法是以 四阶方阵变换三维空间点的齐次坐标及齐次坐标变换为基础,将运动、变换和映 射与矩阵运算联系起来,为研究机器人运动学、动力学、控制建模等领域提供数 学工具。
3.2.1 位置描述
在参考坐标系 OXYZ 中,空间任意一点 P 的位置都可以用一个起始为坐标原 点的向量来表示,则有:
x y z
P = P i + P j + P k
(3.1) 向量的三个分量可以写成矩阵的形式,则:x y z
P P P P
⎡ ⎤⎢ ⎥
= ⎢ ⎥
⎢ ⎥⎣ ⎦
(3.2)
其中,P P P 是点 P 在参考坐标系中的三个坐标分量,称x, ,y z
P
为位置矢量。3.2.2 姿态描述
研究机器人的运动,不仅要表示出空间某个点的位置,而且需要表示出物体 的姿态信息。为规定空间物体的姿态,设置一个直角坐标系 F 与此物体固连,用 坐标系 F 三个单位主矢量相对于参考坐标系 OXYZ 的方向余弦
n
,o
,a
来表示物 体相对于参考坐标系的姿态,则:x x x
y y y
z z z
n o a F n o a n o a n o a
⎡ ⎤
⎢ ⎥
⎡ ⎤
=⎣ ⎦ ⎢= ⎥
⎢ ⎥
⎣ ⎦
(3.3)
其中,
n
、o
、a
分别表示法线向量(normal)、指向向量(orientation)和接近向 量(approach),称 F 为旋转矩阵。3.2.3 刚体位姿的描述
物体 在 空间 的 表示 可 以这 样实 现 :将 物 体 与某 一 坐标 系Fobject固联(Fobject的坐 标系原点一般选在物体的特征点上,如质心等),再将该坐标系在空间中表示出来,
即分别用位置矢量
P
和旋转矩阵 F 描述Fobject的原点位置和坐标轴的姿态,如图3.1 所示,本文采用这种形式描述空间刚体的位姿情况,则有:0 0 0 1
x x x x
y y y y
z z z z
object
n a o p
n a o p
n a o p
F =
⎡ ⎤
⎢ ⎥
⎢ ⎥
⎢ ⎥
⎢ ⎥
⎣ ⎦
(3.4)
图 3.1 空间物体的表示
3.3 空间齐次变换矩阵
机器人各个关节的运动是在各自的坐标系下度量,都会对终端执行器的位置
P
和姿态 F 产生影响。在数学建模过程中,这种影响映射到其他坐标系上后,必须进 行齐次坐标的变换。本文主要引入平移齐次坐标变换、旋转齐次坐标变换。3.3.1 平移齐次坐标变换
纯平移的方向单位向量保持一致,只有坐标系原点相对于参考坐标系的变化,
如图 3.2 所示。用矩阵形式描述,变换矩阵Trans d d d( x, y, z)表示为:
, ,
1 0 0 0 1 0 0 0 1 0 0 0 1
( )
x
y
z
x y z
d d Trans d d d = d
⎡ ⎤
⎢ ⎥
⎢ ⎥
⎢ ⎥
⎢ ⎥
⎣ ⎦
(3.5)
图3.2 空间平移变换的表示
3.3.2 旋转齐次坐标变换
图3.3 空间旋转变换的表示
如图 3.3 所示,对应于参考坐标系的轴 x
、
y、
z 作分别作转角为θ
的旋转变换,可得到:
1 0 0 0
0 0
( , )
0 0
0 0 0 1 C S Rot x
S C
θ θ
θ θ θ
⎡ ⎤
⎢ − ⎥
⎢ ⎥
=⎢ ⎥
⎢ ⎥
⎣ ⎦
0 0 0 1 0 0 ( , )
0 0 0 0 0 1
C S
Rot y
S C
θ θ
θ θ θ
⎡ ⎤
⎢ ⎥
⎢ ⎥
=⎢− ⎥
⎢ ⎥
⎣ ⎦
(3.6)
0 0 ( , ) 0 0
0 0 1 0 0 0 0 1 C S
S C Rot z
θ θ θ θ θ
⎡ − ⎤
⎢ ⎥
⎢ ⎥
=⎢ ⎥
⎢ ⎥
⎣ ⎦
其中,将cos
θ
和sinθ
分别用 Cθ
和 Sθ
简化表示。在齐次坐标变换中,为便于理解 坐标系 U 、 R 之间的变换关系,将旋转齐次 坐标变换表示为UT (坐标系 R 相对于坐标系 U 的变换),点R P 表示为noa R
P
(点 P 相对 于坐标系 R 下的描述),点P 表示为xyz UP
(点 P 相对于坐标系 U 下的描述),即:u U R
P= TR× P (3.7)
3.4 机器人运动学方程的 D-H 表示法
描述机器人末端执行器在空间相对于绝对坐标系或基坐标系下的位置及姿态的方 程,称为机器人的运动学方程。
对于机器人正运动学问题,就是根据机器人连杆和关节的构型配置,用一组特定的 方程建立机器人手的坐标系和绝对参考坐标系(基坐标系)之间的联系,即建立机器人运 动学方程。如图3.4 所示为机器人手的坐标系、基坐标系及其它们之间的相对位姿。
图3.4 机器人的手坐标系相对于基坐标系
1955 年,Denavit 和 Hartenberg[36]在“ASME Journal of Applied Mechancis”
发 表 了 一 篇 论 文 , 对 机 器 人 进 行 表 述 和 建 模 , 并 推 导 出 机 器 人 的 运 动 方 程 。 Denavit-Hartenberg( D H− )模型描述了对机器人连杆和和关节进行建模的方法,用 齐次变换矩阵描述相邻两刚体之间的空间关系,把机器人运动学问题简化为将末 端执行器坐标系与机器人的基坐标系联系起来的一组齐次变换矩阵。本文仅讨论 对关节型机器人的 D H− 建模方法。
3.4.1
D−H表示法
机器人机构是由一系列通过关节连接起来的连杆机构所组成的,给每个关节 指定一个参考坐标系,即连杆坐标系。如图 3.5 所示用三个顺序关节zi−1、z 、i zi+1 和两 个连 杆
n
,n+ 简略表示由任意多的连杆和关节组成的关节型机器人,连杆1 构件坐标系的建立及参数的规定如下(对于关节i+ ): 1(1) z 坐标轴是沿着关节i i+ 的运动轴,且1 z 轴位于按右手规则旋转的方向。 i (2)
θ
i+1角表示连杆i+ 绕关节的1 z 轴的旋转角,是关 节变量,iθ
i+1在z 逆时针i 转动时为正。(3) 关节偏移量ai+1表示 z 与i zi+1之间的公垂线,则xi+1的方向将沿ai+1。 (4) di+1表示在 z 轴上两条相邻公垂线a 和i ai+1之间的距离。
(5) 关节扭转角
α
i+1表示 两条 相邻 轴线 z 和i zi+1之间的 角度 ,从z 到i zi+1逆时针 为正。3.4.2
D−H表示法的齐次坐标变换矩阵推导
D−H 表示 法 的齐 次 坐标 变 换的 实 质是 将 前一 个 连杆 的 坐标 系 变换 到 下一 个 连杆的坐标系里。依据图 3.5,假设现在位于连杆坐标系xi− ,可通过以下 4 步zi
θ
i关节 i
i 1
z+
图3.5 通用关节-连杆组合的 D-H 表示
1
θ
i+2
θ
i+ 1zi−
zi
关节i+ 1 关节i+ 2
连杆
n
连杆n+1
ai
zi
yi
α
iα
i平行于zi−1
1
ai+
α
i+11
xi+
标准运动映射变化到下一个连杆坐标系xi+1−zi+1: (1) 绕z 轴旋转i
θ
i+1,使得x 和i xi+1互相平行。(2) 沿z 轴平移i di+1距离,使得x 和i xi+1共线。
(3) 沿x 轴平移i ai+1的距离,使得x 和i xi+1的原点重合,这时两个局部坐标系的 原点处于同一位置。
(4) 将z 轴绕i xi+1轴旋转
α
i+1,使得z 轴与i zi+1重合。此时坐标系z 和i zi+1完全相同。因此,从参考坐标系开始,可将其转换到机器人的基座,然后到第一个关节,
第二个关节 LL,直至末端执行器。通过逐次变换,末端执行器上的坐标系就可 以用机器人的基坐标系来表示,并得到变换矩阵 A : i
1 1 ( , 1) (0, 0, 1) ( 1,0, 0) ( , 1)
i
i i i i i i
T+ =A+ =Rot z
θ
+ ×Trans d+ ×Trans a+ ×Rot xα
+1 1 1 1 1 1 1
1 1 1 1 1 1 1
1 1 1
0
0 0 0 1
i
i i i i i i i
i i i i i i i
i
i i i
C S C S S a C
S C C C S a S
A S C d
θ θ α θ α θ
θ θ α θ α θ
α α
+ + + + + + +
+ + + + + + +
+ + +
⎡ ⎤
⎢ ⎥
⎢ ⎥
⎢ ⎥
⎢ ⎥
⎣ ⎦
−
= − (3.8)
依据式(3.8),可得到机器人的基坐标与末端执行器坐标之间的总变换:
1 2 1
1 2 3 1 2 3
R R i
H i i
T = T T T ⋅⋅⋅ −T =A A A ⋅⋅⋅ (3.9) A 其中,i——关节数目。
3.5 抛光机器人运动学模型的建立
3.5.1 运动学方程的建立
本文 采 用上 述 介绍 的 D H− 方法 对 抛光 机 器人 进 行运 动 学的 建 模和 分 析, 运 动学模型及参考坐标系如图 3.6 所示。
从机器人底座腰部关节所处的基座开始,设定固定的基坐标系O X Y Z ,0 0 0 0 z 轴0
z
0x
1z
1x
0z
2x
2z
3x
3z
4x
4z
5x
5a
2d
4a
3 667.5511.5
98 50
图3.6 机器人的参考坐标系线图
与第 1 个关节轴线重合。依此类推,将连杆坐标系O X Y Z 、1 1 1 1 O X Y Z 、2 2 2 2 O X Y Z 、3 3 3 3
4 4 4 4
O X Y Z 分 别 固 联 到 机 器 人 各 个 连 杆 的 关 节 轴 上 , 末 端 执 行 器 的 连 杆 坐 标 系
5 5 5 5
O X Y Z 固 联在 末 端 执 行 器的法 兰 盘端面和 抛光工具轴线 的交点 E 上 ,其 轴 z 与5 抛光工具的旋转轴线重合。z z z z 分别表示底座腰部关节轴、大臂关节轴、小0, , ,1 2 4 臂关节轴和手腕腕关节轴,z 为小臂回转关节轴,3 z 表示为末端执行器(即抛光工5 具)旋转运动的轴线。
抛光机器人具有 5 个旋转的自由度,基于 D H− 运动学描述,推出机器人的 正运动学方程:
1 2 3 4 5 R
A A A A A = T
H (3.10) 在式 3.10 中,矩阵A 描述了第一个杆件相对于机座的位姿;1 A 描述了末端执行器5 相对于杆件4 的位姿;A A A A A 描述了机器人固联在末端执行器上的连杆坐标相对于1 2 3 4 5 机器人基坐标的位姿;RT 表示基坐标下,机器人末端执行器的位姿状态。由式(3.10)H 可得到机器人在基坐标系中末端执行器的位姿RT
H:0 0 0 1
x x x x
y y y y
R H
z z z z
n a o p
n a o p
T = n a o p
⎡ ⎤
⎢ ⎥
⎢ ⎥
⎢ ⎥
⎢ ⎥
⎣ ⎦
(3.11)
其中
n
为末端执行器法线向量;a
为末端执行器接近向量;o
为末端执行器指 向向量; p 为机械手执行器位置坐标。3.5.2 正运动学方程的解
抛光机器人的各个杆件参数如表 3.1 所示。
表 3.1 机器人杆件参数表
i
θid
ia
i α i Range1 θ 1 0 0 90o 0 ~ 360o
2 θ 2 0 511.5 0 0 ~ 360o
3 θ 3 0 0 90o 90 ~ 270o o
4 θ 4 667.5 0 −90o 0 ~ 360o o
5 θ 5 0 0 90o 0 ~ 360o
按上节所述杆件参数与杆件坐标系的 D H− 建模方法,将表 3.1 各杆件参数代 入式(3.8)可得机器人的各变换矩阵