國立臺灣大學工學院機械工程學研究所 碩士論文
Department of Mechanical Engineering College of Engineering
National Taiwan University Master Thesis
應用乾膜光阻直接製作微結構於金屬滾輪之技術開發與應用 Direct Fabrication of Metal Rollers with Microstructures
Using Dry Film Resist and its Rolling Application
李志隆 Lee, Chih-Lung
指導教授:楊申語 博士 Advisor: Yang, Sen-Yeu, Ph.D.
中華民國 97 年 6 月
June, 2008
致謝
感謝天父上帝的慈愛與恩典,讓我得以在塑膠加工恩典實驗室中學習成長,亦隨 著本論文的完成使我碩士兩年求學生涯畫下完美的休止符,並順利修得臺灣大學碩士 學位。在這兩年的碩士生涯中,特別要感謝我的指導教授 楊申語博士,因為您的提攜 與指導,使我不管在專業領域與為人處事上獲益良多,並給予我很大的幫助,師恩深 長,永誌難忘。
感謝口試委員百忙之中前來參加學生的論文口試,承蒙您們的寶貴建議與指教,
使本論文之內容更加豐富充實與精彩,在此致上誠摯的謝意。另外,感謝畢業學長鄭 芳松博士及實驗室博班學長子健學長,在我研究遇到困難時,因為有您們的建議與指 教,才能在各個階段突破瓶頸,使實驗得以順利進行。感謝上一屆俊凱、亮霆、建仁 學長與淑雯學姐的關心;同窗的夥伴秉達、柏勳、景棠的互相扶持與照應,彼此相互 合作,使我們得以一起攜手共同完成碩士學位;感謝學弟冠男、偉志在實驗上的熱心 幫忙,昕駿在圖表上的繪製,建瑋在財務上的管理,映達在財產與實驗設備的籌備,
因為有你們的協助,讓我們可以專心的研究論文,謝謝你們;感謝華立科技提供本論 文使用之乾膜光阻。
最後,要感謝我親愛的家人,多年來在求學路上的支持與關懷,從小到大提供我無虞 的環境,當我在灰心之餘給予我鼓勵和信心,讓我無後顧之憂得以完成碩士學業。衷 心感謝每一位曾在生活中關心我,在實驗上幫助過我的人,感恩之意溢於言詞,希望 您們身體健康,願將這份畢業的成果和喜悅與所有關心、愛護我的人一起分享。
摘要
精密光學元件多以射出或傳統微熱壓成型,效率有待提升,而且製作有反覆升降 溫,耗時又成品殘留應力大且,複製面積也受限等缺點。因此,具連續生產特性之滾 輪壓印製程便日受重視。滾輪壓印關鍵在於滾輪製作,一般是將具有微結構之薄金屬 片包覆在滾輪上,導致在壓印過程中容易模具位移或翹曲等問題;若以軟性材料進行 模具製作,模具不耐高溫、強度不足與耐久性不佳。
本研究應用乾膜光阻貼附於曲面滾輪基材,將微結構直接製作在滾輪上,達到一 體成型之優點,可避免包覆式緊附不易與軟性模具強度不足等缺點。加上塑膠光罩可 以 AutoCAD 繪製,輸出至 PET 可撓性基材,設計製作簡易、成本低廉且圖案製作彈 性大,更是一大優點,曝光後之濕式蝕刻與無電鍍鎳,在滾輪上製作微結構技術也十 分成熟。以乾膜光阻直接製作滾輪,大幅降低將圖案轉至滾輪之門檻。
利用乾膜光阻製作微結構滾輪有三種方式:(1)先貼合、後曝光再蝕刻;(2)先曝光、
後貼合再蝕刻;(3)先曝光、後貼合再無電鍍鎳。本研究探討此三種製程順序,並探討 貼合、曝光與蝕刻參數對品質影響,歸納出一完整之成型操作窗與最佳參數。
本研究進一步應用上述三種方法所製作之滾輪,裝設在擠出微壓印系統與氣體輔 助平台轉印系統壓印微結構,實際進行微結構薄膜製作。擠出微壓印系統結合「滾輪 微壓印」與「薄膜擠出成型」製程,以三種不同實驗設置:(1)微結構滾輪無紅外線加 熱,驅動輪為矽膠滾輪;(2)微結構滾輪有紅外線加熱,驅動輪為矽膠滾輪;(3)微結構 滾輪有紅外線加熱,驅動輪為剛性滾輪。以上述三種實驗設置,探討壓印後微結構於 PC 塑膠薄膜上成型之微結構高度,並成功將微結構轉印至 PC 塑膠薄膜上,且成功使 用氣體輔助平台設備將無電鍍後於鋁輪上之微結構轉印至PET 基材上。
最後,以結構直徑 79.8μm 之圓形陣列孔洞模具,成功壓印出直徑 86.98μm,
焦距為216μm 之微透鏡陣列,量測觀察後可知以本研究之製作流程,可大量複製 微結構並達到大面積且均勻之連續生產,有效提升微結構滾輪之製作與整合微結 構壓印製程之開發及其應用。
Abstract
Conventionally, the precise optical elements are usually fabricated using injection molding and hot embossing processes. The disadvantages of these processes are long cycle time, residual stress in products, and limited replicating area. Hence, it is important and demanding to develop a continuous roller embossing process with the capacities of high throughput and rapid fabrication. A typical roller was made from that the thin metal sheet which had the microstructure was wrapped onto the roller. With this method, mold sliding and warping were observed during the process. On the other hand, if the mold was soft material, insufficient strength and poor durability of the mold were also problems.
This study proposes a process of fabricating microstructures on the surface of metal rollers. The direct metal roller fabricating process involves three methods including dry film resist (DFR) laminating, wet etching and electroless plating process. Additionally, the flexible film photomask can be easily designed using CAD software; it enhances the design simplicity and flexibility, so the cost is lowered.
In this study, three kinds of roller fabrication processes are developed: (1) lamination before exposure, etching process; (2) exposure before lamination, etching process; and (3) exposure before lamination, electroless plating process. The parameters of lamination, exposure and etching are also investigated.
After the microstructure rollers have been fabricated, the metal rollers with microstructures are used both in the hybrid extrusion embossing system and roller UV micro-stamping process.
The hybrid extrusion embossing system combines “ roller embossing ” and “ film extrusion ” methods to fabricate microlens arrays and grating on PC film. In this experiment, we discuss three conditions in the hybrid extrusion embossing system: (1) non-infrapara radiant ceramic heater using silicon roller; (2) with infrapara radiant ceramic heater using silicon roller; and (3) with infrapara radiant ceramic heater using rigid roller. The height of the microstructures on PC film is discussed. Second, the fabricated roller is used as the mold in the roller UV micro-stamping process to replicate grating pattern on PET film.
Finally, the microlens arrays with 86.98 μm diameter and 216 μm focal length are fabricated successfully using the roller mold with micro-holes array structures. This result proves that the rollers fabricated in this method can be used in roller embossing and UV micro-stamping for microstructure mass production.
目錄
致謝 ... I 摘要 ... II Abstract ... III 目錄 ... IV 表目錄 ... VIII 圖目錄 ... IX
第一章 導論 ... 1
1.1 微結構元件量產開發的迫切性 ... 1
1.2 各種精密複製成型技術 ... 1
1.3 塑膠微滾壓成型 ... 2
1.4 微結構滾輪製作與複製上之困難 ... 2
1.5 乾膜光阻之應用 ... 3
1.6 研究動機與主要目標 ... 3
1.7 論文架構 ... 4
第二章 文獻回顧 ... 8
2.1 微結構滾輪壓印複製成型技術 ... 8
2.1.1 滾輪應用於熱壓微成型 ... 8
2.1.2 滾輪應用於軟微影文獻回顧 ... 8
2.1.3 滾輪應用於 UV 固化微成型文獻回顧 ... 9
2.2 乾膜光阻之性質介紹與其傳統應用 ... 9
2.3 乾膜光阻應用於創新製程之相關文獻 ... 10
2.3.1 高深寬比—可進行類 LIGA 製程 ... 11
2.3.2 製程簡單致縮短製程所需時間—可製作微流道 ... 11
2.3.3 平坦化與一致性之特性—製作橋狀微結構 ... 12
2.3.4 其他應用 ... 12
2.4 微結構滾輪製作之相關文獻 ... 13
2.5 整體回顧總結與研究創新 ... 14
第三章 應用乾膜光阻製作滾輪與微壓印機台之設計 ... 32
3.1 實驗目的及整體流程規劃 ... 32
3.2 滾輪微壓印機台之設計 ... 32
3.2.2 滾輪組 ... 33
3.2.3 滾輪組 ... 33
3.2.4 滾輪加熱系統 ... 33
3.2.5 滾輪圈數記數裝置 ... 33
3.3 蝕刻法製作微結構滾輪 ... 34
3.3.1 材料及設備 ... 34
3.3.2 曲面曝光需使用之光罩 ... 35
3.3.3 蝕刻法製作微結構滾輪之流程 ... 35
3.4 無電鍍法製作微結構滾輪 ... 37
3.4.1 材料及設備 ... 37
3.4.2 無電鍍法製作微結構滾輪之流程 ... 37
3.5 滾輪微壓印實驗 ... 38
3.5.1 擠出壓印成型 ... 38
3.5.2 氣體輔助平台轉印 ... 38
3.6 量測儀器與設備 ... 38
3.6.1 數位式外徑測微器 ... 38
3.6.2 紫外光源強度量測 ... 38
3.6.3 表面輪廓儀與形狀量測儀 ... 38
3.6.4 光學顯微鏡 ... 38
3.6.5 掃瞄式電子顯微鏡 ... 39
3.6.6 微透鏡陣列元件的光學性質檢測 ... 39
第四章 滾輪製程參數探討與量測 ... 53
4.1 應用銅片做初步之實驗參數探討 ... 53
4.1.1 貼合參數探討 ... 53
4.1.1.1 銅片貼合參數探討 ... 53
4.1.2 貼合溫度 ... 54
4.1.2.1 氣壓缸總推力、貼合轉速 ... 54
4.1.3 材料與設備 ... 54
4.1.4 平面曝光參數探討 ... 54
4.1.4.1 平面曝光設置 ... 54
4.1.4.2 平面曝光總能量計算 ... 55
4.1.4.3 平面曝光參數結果探討 ... 55
4.1.5 蝕刻法製作微結構於銅片之結果與討論 ... 55
4.1.6 量測 ... 55
4.1.6.1 光學顯微鏡量測 ... 55
4.1.6.2 表面輪廓儀量測 ... 56
4.2.1 乾膜光阻貼合厚度 2x2k因子實驗 ... 57
4.2.2 實驗設計與執行 ... 57
4.2.3 乾膜光阻厚度量測 ... 57
4.2.4 滾輪貼合溫度 ... 58
4.2.5 氣壓缸總推力 ... 58
4.2.6 滾輪貼合滾輪轉速 ... 58
4.2.7 曲面貼合操作窗 ... 58
4.2.8 材料與設備 ... 58
4.2.9 滾輪曲面曝光參數探討 ... 59
4.2.9.1 滾輪曲面曝光設置 ... 59
4.2.9.2 滾輪曲面曝光總能量計算 ... 59
4.2.9.3 滾輪曲面曝光參數結果探討 ... 60
4.2.10 蝕刻法製作微結構滾輪結果與討論 ... 60
4.2.10.1 低碳鋼 ... 60
4.2.10.2 磷青銅 ... 61
4.2.10.3 紅銅 ... 61
4.2.11 量測 ... 61
4.2.11.1 光學顯微鏡量測 ... 61
4.2.11.2 形狀量測 ... 62
4.3 乾膜光阻先曝光後貼合實驗參數探討 ... 62
4.3.1 材料與設備 ... 62
4.3.2 先貼合後曝光實驗流程 ... 63
4.3.3 先曝光後貼合實驗流程 ... 63
4.3.4 乾膜光阻先曝光後貼合蝕刻法製作滾輪結果與討論 ... 63
4.3.5 量測 ... 63
4.3.5.1 光學顯微鏡量測 ... 64
4.3.5.2 表面輪廓儀量測 ... 64
4.3.5.3 形狀量測 ... 64
4.4 無電鍍鎳製作微結構滾輪 ... 65
4.4.1 材料與設備 ... 65
4.4.2 無電鍍介紹 ... 65
4.4.3 無電鍍鎳鍍浴配置 ... 66
4.4.4 鋁滾輪與無電鍍鎳製程探討 ... 66
4.4.3.1 情況一 ... 67
4.4.3.2 情況二 ... 67
4.4.3.3 情況三 ... 67
4.5 本章結論 ... 68
第五章 滾輪壓印與量測 ... 106
5.1 滾輪模具介紹 ... 106
5.2 擠出滾輪微壓印 ... 106
5.2.1. 實驗參數設定 ... 107
5.2.2 壓印結果與量測 ... 107
5.2.2.1 微結構滾輪溫度對 PC 成型高度之影響 ... 107
5.2.2.1.1 擠出壓印設置一(無紅外線加熱,驅動輪:矽膠滾輪) ... 107
5.2.2.1.2 擠出壓印設置二(有紅外線陶瓷加熱,驅動輪:矽膠滾輪) 108
5.2.2.2 施加於滾輪之推力對 PC 成型高度之影響 ... 108
5.2.2.2.1 微結構滾輪模具 A(先平面曝光,後貼合) ... 108
5.2.2.2.2 微結構滾輪模具 B(先貼合,後曲面曝光) ... 109
5.2.2.3 驅動滾輪材質不同對 PC 成型高度之影響 ... 109
5.2.2.3.1 驅動滾輪材質為矽膠滾輪 ... 109
5.2.2.3.2 驅動滾輪材質為剛性滾輪 ... 109
5.3 氣體輔助平台轉印 ... 110
5.3.1 機台介紹 ... 110
5.3.1.1 氣體輔助平台 ... 110
5.3.1.2 平台移動傳輸機構 ... 110
5.3.1.3 滾輪施壓機構 ... 111
5.3.2 UV 轉印流程 ... 111
5.3.3 實驗參數設定 ... 111
5.3.4 壓印結果與量測 ... 111
5.4 微透鏡陣列光學檢測 ... 112
5.5 本章結論 ... 112
第六章 結論與未來研究方向 ... 131
6.1 結論 ... 131
6.2 研究貢獻 ... 133
6.3 未來研究方向 ... 134
參考文獻 ... 135
附錄A CALIBRE™ 301-15 性質表 ... 140
附錄B UV1321 性質表 ... 141
附錄C 作者簡歷 ... 143
表目錄
表2-1 乾膜光阻與濕式光阻分析比較表 ... 15
表2-2 不同厚度之乾膜光阻(Ordyl P-50100)所需的曝光強度 ... 15
表2-3 SU-8 厚膜光阻與乾膜光阻之性質比較表 [Vulto (2004)] ... 16
表3-1 超小型電子計數器(TCST-1103) 規格表 ... 40
表3-2 ASAHI KASEI DFR SUNFORT® SPG-102 建議製程參數表 ... 41
表4-1 銅蝕刻法製作微結構於銅片上製程中各步驟造成之橫向尺寸誤差 ... 71
表4-2 實驗因子高低水準設定表 ... 71
表4-3 實驗進行資料表 ... 72
表4-4 曲面曝光曝光能量測試 ... 72
表4-5 使用光罩三、光罩四在各參數下顯影與蝕刻後之誤差 ... 73
表4-6 使用光罩五、光罩六在各參數下顯影與蝕刻後之誤差 ... 74
表4-7 使用光罩七、光罩八在各參數下顯影與蝕刻後之誤差 ... 75
表4-8 微結構滾輪製程比較 ... 76
表5-1 壓印使用之微結構滾輪模具 ... 114
表5-2 以氣壓缸總推力 300kgf 圓形陣列模具壓印前後 PC 直徑和高度 ... 115
表5-3 以模具四、不同之氣壓缸總推力實驗壓印前後之結構尺寸 ... 115
表5-4 以模具七、不同之氣壓缸總推力實驗壓印前後之結構尺寸 ... 115
表5-5 以剛性滾輪、模具四、不同之氣壓缸總推力實驗壓印前後之結構尺寸 .. 116
表5-6 氣體輔助平台轉印前後之微結構尺寸 ... 116 表5-7 機台不同之設置,當氣壓缸總推力 300kgf 以模具四壓印後之成型高度 . 116
圖目錄
圖1-1 微透鏡陣列之應用 ... 5
圖1-2 傳統微熱壓機器示意圖 ... 6
圖1-3 氣體熱壓成型步驟示意圖[張(2003)] ... 6
圖1-4 滾輪壓印製程示意圖[Gale (1997)] ... 7
圖1-5 擠出成型設備 ... 7
圖2-1 LIGA 製程步驟示意圖 ... 17
圖2-2 滾輪應用於微熱壓示意圖 ... 18
圖2-3 滾輪應用於軟微影示意圖 ... 18
圖2-4 滾輪應用於 UV 固化微成型示意圖 ... 20
圖2-5 乾膜光阻之構造示意圖[Kukharenka (2003)] ... 20
圖2-6 乾膜光阻貼合機[志聖工業] ... 20
圖2-7 乾膜光阻應用於 PCB 製程示意圖 ... 21
圖2-8 製程示意圖[Kukharenka (2003)] ... 22
圖2-9 顯影後 SEM 側壁觀察[Kukharenka (2003)] ... 22
圖2-10 電鑄鎳結構完成圖[Kukharenka (2003)] ... 23
圖2-11 應用乾膜光阻製造使用於 X 光微影之光罩[Shih (1998)] ... 23
圖2-12 乾膜光阻微流道完成圖[Vulto (2004)] ... 24
圖2-13 乾膜光阻微流道製程步驟[Tsai (2005)] ... 24
圖2-14 乾膜光阻微流道完成圖[Tsai (2005)] ... 25
圖2-15 乾膜光阻微流道製程步驟[Stephan (2007)] ... 25
圖2-16 PDMS 微流道完成圖[Stephan (2007)] ... 26
圖2-17 應用乾膜光阻製造橋狀結構製程示意圖[Spiering (1995)] ... 26
圖2-18 應用乾膜光阻製造之橋狀結構 SEM 圖[Spiering (1995)] ... 27
圖2-19 以 90℃硬烤 60 秒後的側壁量測圖 [Ke (2001)] ... 27
圖2-20 乾膜光阻法製作彩色濾光片 ... 28
圖2-21 微影術應用於微結構滾輪製作之示意圖[Feinerman (1996)] ... 28
圖2-22 REM 應用於曲面成形示意圖[Xia (1998)] ... 28
圖2-23 PDMS 曲面模具製作流程圖[Choi (2004)] ... 29
圖2-24 成品實體圖[Choi (2004)] ... 29
圖2-25 微影術應用於微結構滾輪製作之示意圖[Li (1998)] ... 30
圖2-26 製作微透鏡模穴流程圖[Chang (2007)] ... 30
圖2-27 蝕刻技術製作微結構滾輪[潘 等人(2006)] ... 31
圖3-1 實驗流程 ... 42
圖3-2 滾輪機台設計圖(組合圖) ... 43
圖3-4 矽膠滾輪 ... 44
圖3-5 氣壓幫浦 ... 44
圖3-6 加熱片 ... 44
圖3-7 電熱管溫度控制器 ... 45
圖3-8 計數器架設於機台上 ... 45
圖3-9 ASAHI KASEI DFR SUNFORT® SPG-102 負型乾膜光阻 ... 45
圖3-10 UV 紫外光光源[Philips Co.] ... 46
圖3-11 電熱定溫水浴器 ... 46
圖3-12 高氮(巧固實業) ... 46
圖3-13 曲面曝光使用之光罩(光學顯微鏡 100 倍) ... 47
圖3-14 曲面曝光使用之光罩(光學顯微鏡 100 倍) ... 47
圖3-15 蝕刻法製作微結構滾輪之圖示製程示意圖 ... 48
圖3-16 滾輪置於錐形夾具貼合 ... 48
圖3-17 貼合完成之銅滾輪 ... 49
圖3-18 曲面曝光機台設置示意圖 ... 49
圖3-19 曲面曝光機台實體設置圖 ... 49
圖3-20 乾膜光阻顯影後之滾輪 ... 50
圖3-21 氯化鐵蝕刻液 ... 50
圖3-22 數位式外徑測微器 ... 50
圖3-23 Power meter (1815-C,Newport) ... 51
圖3-24 二維輪廓及表面輪廓儀(Alpha-Step 500, TENCOR, USA) ... 51
圖3-25 形狀量測儀(PGI 1240,2002 Taylor Hobson Ltd)... 51
圖3-26 光學顯微鏡(ZOOMKOP) ... 52
圖3-27 掃瞄式電子顯微鏡(S-3000H, Hitachi, Japan) ... 52
圖3-28 微透鏡陣列之光學檢測架構示意圖 ... 52
圖4-1 貼合機(Laminating Machine,TATUNG) ... 77
圖4-2 銅片光罩原始圖形 ... 77
圖4-3 平面曝光示意圖 ... 78
圖4-4 實際平面曝光設置圖 ... 78
圖4-5 滾輪機台實體圖 ... 78
圖4-6 銅片顯影後光阻結構 ... 79
圖4-7 銅片蝕刻並剝除光阻後 ... 80
圖4-8 銅片蝕刻後光阻結構 ... 80
圖4-9 線寬與蝕刻因子關係圖 ... 81
圖4-10 富士感壓軟片測試於滾輪各點的均壓性 ... 81
圖4-11 乾膜光阻之貼合操作窗 ... 81
圖4-12 乾膜光阻曝光分子反應機制示意圖 ... 82
圖4-14 曲面曝光顯影後於滾輪上之乾膜光阻結構(光學顯微鏡 100 倍) ... 83
圖4-15 曝光能量不足於顯影製程中脫落(光學顯微鏡 100 倍) ... 83
圖4-16 過度曝光於滾輪上之乾膜光阻結構(光學顯微鏡 100 倍) ... 83
圖4-17 曲面曝光曝光量與線寬重現性曲線圖 ... 84
圖4-18 低碳鋼顯影與蝕刻後(光學顯微鏡 100 倍) ... 84
圖4-19 磷青銅顯影與蝕刻後(光學顯微鏡 100 倍) ... 84
圖4-20 製程中之銅滾輪 ... 85
圖4-21 乾膜光阻顯影之分子反應機制 ... 85
圖4-22 圓形光罩曲面曝光顯影後之 OM 圖 ... 86
圖4-23 圓形光罩曲面曝光滾輪側邊受曝示意圖 ... 86
圖4-24 銅滾輪上取八點量測示意圖 ... 86
圖4-25 在 F=32kgf T=100°C S=6rpm 下顯影後微結構 OM 圖 ... 87
圖4-26 在 F=16kgf T=100°C S=4rpm 下顯影後微結構 OM 圖 ... 87
圖4-27 在 F=16kgf T=100°C S=6rpm 下顯影後微結構 OM 圖 ... 87
圖4-28 在 F=32kgf T=120°C S=6rpm 下顯影後微結構 OM 圖 ... 88
圖4-29 乾膜光阻剝除之分子反應機制 ... 88
圖4-30 在 F=16kgf T=120°C S=6rpm 下顯影與蝕刻後 ... 89
圖4-31 在 F=16kgf T=120°C S=4rpm 下顯影與蝕刻後 ... 89
圖4-32 在 F=32kgf T=120°C S=4rpm 下顯影與蝕刻後 ... 90
圖4-33 在 F=32kgf T=100°C S=4rpm 下顯影與蝕刻後 ... 91
圖4-34 在 F=24kgf T=110°C S=5rpm 下顯影與蝕刻後 ... 91
圖4-35 滾輪蝕刻後光阻結構(形狀量測儀) ... 92
圖4-36 曲面曝光使用之光罩(光學顯微鏡 100 倍) ... 92
圖4-37 先曝光後貼合實驗完整之流程圖 ... 93
圖4-38 在 F=32kgf T=100°C S=6rpm 下顯影後微結構 OM 圖 ... 93
圖4-39 在 F=16kgf T=100°C S=4rpm 下顯影後微結構 OM 圖 ... 94
圖4-40 在 F=16kgf T=100°C S=6rpm 下顯影後微結構 OM 圖 ... 95
圖4-41 在 F=32kgf T=120°C S=6rpm 下顯影後微結構 OM 圖 ... 95
圖4-42 在 F=16kgf T=120°C S=6rpm 下顯影與蝕刻後微結構 ... 97
圖4-43 在 F=16kgf T=120°C S=4rpm 下顯影與蝕刻後微結構 ... 98
圖4-44 在 F=32kgf T=120°C S=4rpm 下顯影與蝕刻後微結構 ... 99
圖4-45 在 F=32kgf T=100°C S=4rpm 下顯影與蝕刻後微結構 ... 101
圖4-46 在 F=24kgf T=110°C S=5rpm 下顯影與蝕刻後微結構 ... 102
圖4-47 光罩八 在 F=16kgf T=120°C S=6rpm 下蝕刻後微結構 ... 103
圖4-48 在 F=32kgf T=120°C S=4rpm 蝕刻後微結構 ... 103
圖4-49 直徑與蝕刻因子關係圖 ... 104
圖4-50 無電鍍浴設置圖 ... 104
圖4-52 無電鍍鎳(形狀量測儀) ... 105
圖5-1 衣架形模頭與溫度控制器 ... 117
圖5-2 擠出滾輪微壓印示意圖 ... 117
圖5-3 擠出滾輪微壓印設備 ... 117
圖5-4 擠出壓印設備改良實體圖 ... 118
圖5-5 增設收料輪示意圖 ... 118
圖5-6 加設遠紅外線陶瓷加熱,以氣壓缸總推力 300kg 壓印結果 ... 119
圖5-7 以氣壓缸總推力 300kgf 測試有無加熱裝置成型高度比較圖 ... 120
圖5-8 以氣壓缸總推力 300kgf 與 500kgf 壓印後之結果比較圖 ... 121
圖5-9 以氣壓缸總推力 500kgf 壓印模具四圓形孔穴之 PC 成品(OM 85X) ... 122
圖5-10 以氣壓缸總推力 100kgf 壓印模具四圓形孔穴 PC 結果 ... 122
圖5-11 以氣壓缸總推力 500kgf 壓印模具四圓形孔穴 PC 結果 ... 122
圖5-12 塑料未將模穴完全充填,在模穴中因表面張力形成弧形示意圖 ... 123
圖5-13 模具四壓印後,結構高度與壓印壓力關係圖 ... 123
圖5-14 以氣壓缸總推力 300kgf 壓印模具六之 PC 成品(OM 285X) ... 123
圖5-15 以氣壓缸總推力 300kgf 壓印模具六凹陷直線條 ... 123
圖5-16 模具六之凹陷直線條,壓印後結構高度與力量關係圖 ... 124
圖5-17 驅動滾輪為剛性滾輪之微壓印機台 ... 124
圖5-18 以氣壓缸總推力 300kgf 壓印模具四圓形孔穴結果 ... 125
圖5-19 以矽膠滾輪、剛性滾輪壓印模具四圓形孔穴模具 ... 125
圖5-20 UV 壓印機台 ... 126
圖5-21 氣體輔助壓印平台 ... 126
圖5-22 平台移動機構 ... 126
圖5-23 微結構滾輪施壓方式 ... 127
圖5-24 接觸角量測儀 ... 127
圖5-25 接觸角量測儀 ... 128
圖5-26 光學顯微鏡 ... 128
圖5-27 白光干涉儀 (200X) ... 129
圖5-28 SEM ... 129
圖5-29 微透鏡陣列光學檢測 CCD 觀察圖(光學顯微鏡 115 倍) ... 130
圖5-30 MATLAB 軟體檢測光強度結果...130
圖5-31 表面粗糙度量測(AFM)...130
第一章 導論
1.1 微結構元件量產開發的迫切性
光電技術隨著科技的進步蓬勃發展,各式電子、通訊、生醫、工業與娛樂等產品 不僅紛紛朝向輕薄短小與微小化發展,產品中更必須具備可撓性、耐摔與耐衝擊等特 性,而產品中具有微結構之元件,如微透鏡陣列(Microlens Array)、繞射光學元件 (Diffractive Optical Element)與鏡面微結構等均被大量使用,其中又以光學元件之ㄧ的微 透鏡陣列應用最為廣泛,廣泛應用在光學感測、無線通訊、光纖通訊與顯示科技元件 等,如【圖1-1】所示,加上傳統製造技術已逐漸不符合現今精密微結構之大量生產,
因此,必須開發可快速大量生產之精密複製成型技術。
1.2 各種精密複製成型技術
目 前 常 用 之 精 密 複 製 成 型 技 術 包 括 微 鑄 造 成 型 (Casting) 、 微 射 出 成 型 (Micro-Injection Molding)、微熱壓成型(Hot embossing)等製程,其中微鑄造技術較不具 自動化,製造精度也較無法達到微奈米等級,因此只適用於實驗性原型(Prototype)產品 的開發;而兼具自動化、高精度與高效率的微射出成型與微熱壓成型技術,勢必會成 為製造微系統結構與元件的主流。
雖然隨著光電資訊產品輕薄短小與成品精度要求日高的趨勢,更精密的微射出成 型技術與設備被發展出來。但是,微射出成型不適合製作大面積的薄膜微結構元件,
且成型設備與模具開發成本昂貴,因此,在顯示器相關元件量產上有其限制。
微熱壓成型原是一項歷史悠久的塑膠加工技術,其加工原理是將熱塑性高分子薄 膜或板材與非透明的微結構金屬模具同時置於一可加熱加壓機構中,待材料加溫至玻 璃轉移溫度(Glass Transition Temperature, Tg)以上後,利用壓力軟化高分子材料並壓入 金屬模具表面的模穴內,將模具上之微結構轉印到高分子薄膜或薄板上,最後經過材 料的冷卻固化與脫模後,即可得到成品。目前的微熱壓印技術多是藉由平板壓印機構 來加熱加壓,如【圖1-2】所示。張 [2003]提出利用流體等向、等壓的物理特性,以流 體壓印來取代傳統壓板式壓印,研究結果證實可在塑膠薄膜的壓印上達到完整均勻壓
昂貴且需反覆升降溫等問題,因此Gale [1997]針對光學元件製作技術的介紹中,首先 提出「滾輪壓印」之概念,利用電鍍鎳模技術翻製出極薄的鎳模,以鎳模包覆滾輪搭 配Roll-to-Roll 生產概念,將包覆鎳模的滾輪做為「熱滾壓」之模具,兩端利用收放滾 輪做Roll-to-Roll 連續遞料,達成大量複製生產,如【圖2-2(b)】。
1.3 塑膠微滾壓成型
滾壓成型是一種相當適合大量生產塑膠薄片的製程,利用塑膠薄膜穿過一對相對 旋轉的平行滾輪時,薄膜受到高溫滾輪的瞬間加熱使得塑膠薄膜表面軟化,同時藉由 滾輪所施加的壓力而使附於高溫滾輪表面的微結構轉印賦形於塑膠薄膜上。而由於剛 通過滾輪間隙的塑膠薄板的表面仍具有較高的溫度,為避免其上新形成的微結構受到 表面張力的影響而破壞,通常會以低溫的空氣流來對滾輪間隙出口附近的塑膠薄板施 予冷卻,如【圖1-4】所示。
在微滾輪製程設備中滾輪扮演著極重要之角色,滾輪除了須具備足夠的剛性以抑 制由滾壓負荷所可能造成的撓曲變形外,表面設有微結構的滾輪其軸向溫度分布均勻 性的控制亦非常重要。
滾輪式壓印技術的應用有快速、連續式等優點,有效縮短製程時間,配合連續式 特點,以Roll-to-Roll 的概念,更可達到全製程量產及大面積的製作,因此,滾輪式製 程系統已廣泛應用在各行業,如:印刷業的大量印刷、電子業的封裝製程等。
1.4 微結構滾輪製作與複製上之困難
滾輪微壓印兼具製程快速、節省時間、大量連續生產等優點,重要性與日俱增。
現今雖有許多製作微結構滾輪之方法,但大都製程瑣碎複雜且需耗費昂貴之成本與設 備,而有時滾輪上微結構之尺寸亦受限於加工機台的限制,因此,如何製作壓印滾輪 上之微結構且完整仍迫在眉梢。
謝 [2005] 利用熱滾輪壓印PMMA 的板材,發現 PMMA 在壓印時會有嚴重的翹曲
情形,並且當熱滾輪溫度提高,翹曲情形亦隨嚴重,翹曲原因有加熱的板材內應力釋 放和熱滾輪的表面溫度分佈不均,造成冷卻固化時形成收縮率不均的現象。
H.Ito [2006] 提出Melt-transcription Process 來複製微結構,利用可塑化塑膠的設備
(如擠出機)產生熔融塑料,再將熔融的塑料均勻塗佈在表面具有微結構之金屬模具
於此方法直接將塑料充填到金屬模具上,容易充填且可避免重新加熱、應力釋放等問 題,最後,將塑膠板與模具脫膜,即可得到具微結構之塑膠產品。
本論文運用上述概念,提出結合「微滾輪壓印」與「薄膜擠出成型」製程來大量 複製微結構,並搭配Roll-to-Roll 生產概念,期望達到快速大量生產之目的。
1.5 乾膜光阻之應用
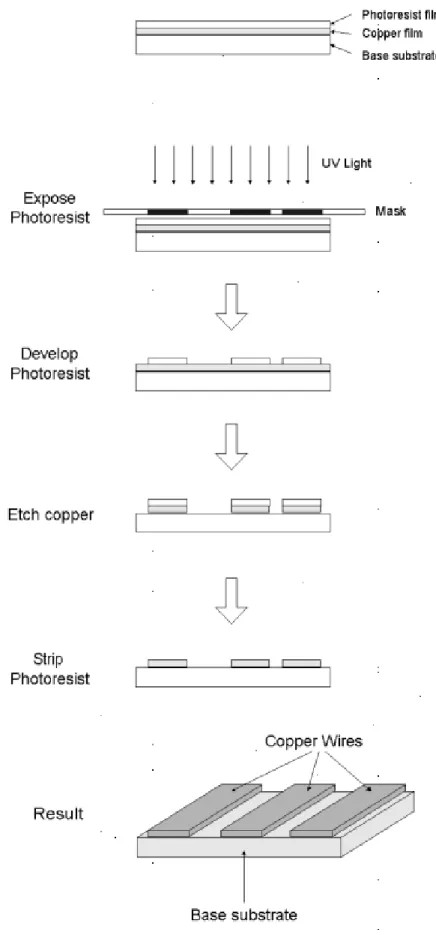
乾膜光阻是一種具有三層結構的感光樹脂薄膜(Photo-sensitive Resist),通常應用 於光微影製程來產生微小圖形。其結構一般具有以下三層:保護薄膜層(Cover Film)
、感光固化樹脂光阻層(Photo-sensitive Resist)、基底薄膜層(Base Film),如【圖2-5
】所示。
乾膜光阻由於可應用於大面積貼合塗佈、成本低廉、成捲包裝易於連續生產、曝 光所需之能量小、厚度均勻度佳與製程快速等特性,常被使用於PCB 印刷電路板等製 程。乾膜光阻塗佈方式與濕式光阻不同,利用貼合的方式將光阻貼合於基材上,現今 之貼合機,可自動化完成貼合之程序且貼合後表面平坦,如【圖2-6】所示。
近年由於乾膜光阻具有厚膜光阻之優良特性(顯影後側壁垂直、可重複貼合增加 厚度),常被應用於各種學術研究,如微元件電鑄翻模、微流道製作等應用,加上近年 乾膜光阻材料研發之突破,其曝光極限線寬縮小到5μm,使得其應用價值更加提升。
1.6 研究動機與主要目標
本研究致力於結合「微結構滾輪壓印」與「塑膠薄膜擠出成型」新製程之開發。
一般壓印滾輪是以微結構薄金屬板包覆在滾輪上,緊密附著不易,因此,在滾壓時常 有模具位移、翹曲等問題;若以軟性模具進行壓印,則有強度不足、不耐高溫等問題。
另外,因為目前常使用含有結構之光學薄膜是使用 UV 轉印的方式在 PC 或 PET 等光學薄膜上再進行結構成型,這樣的步驟最少需要兩道製程以上才能得到所需的光 學薄膜,造成製程繁瑣、耗時間且不連續等缺點。
本研究在製作滾輪的方法上,嘗試用化學蝕刻法直接在滾輪上製作剛性微結構,
利用擠出成型設備,如【圖1-5】,將擠出之塑膠薄膜仍在高溫時,直接進入滾輪微壓 印設備,把滾輪上的微結構轉寫到塑膠薄膜的表面上來製作光學薄膜,且本研究自行 開發組立一套整合擠出與滾輪微壓印的設備系統,並且設計擠出模具配合擠出機,與
(Polycarbonate)。
1.7 論文架構
本論文共分為七個章節。第一章為導論,主要論述微結構元件製造之關鍵技術、
製程與應用,並介紹塑膠擠出成型、塑膠微滾壓成型、滾輪壓印製程開發量產技術、
乾膜光阻,以及本研究論文動機與目標;第二章文獻回顧,介紹乾膜光阻之應用,再 針對「微結構滾輪壓印」與「塑膠薄膜擠出成型」製程做完整的彙整與結論;第三章 為微結構滾輪製作之實驗設計,介紹本實驗設計之溫控雙滾輪機台與製作、如何製作 薄膜擠出成型模具、滾輪微壓印機台的設計和作動原理流程,以及乾膜光阻應用於製 作滾輪微結構之製程,最後,介紹本實驗所需使用之量測設備;第四章則是實驗製程 細節探討與分析,以及介紹本實驗所使用之滾輪基材和微結構滾輪製作與量測;第五 章為滾輪微壓印與量測,利用兩套壓印系統測試本論文所製作之滾輪模具應用之可行 性,兩套系統分別為擠出滾輪微壓印系統與氣體輔助 UV 壓印系統;最後,第六章則 是本研究論文之研究成果總結與未來研究方向。
(a) 微透鏡陣列元件於 CCD Image Sensor 之應用 [Daemen (1994)]
(b) 微透鏡陣列元件於光訊號定位傳輸之應用 [Nakagawa (1993)]
(c) 微透鏡陣列元件於影像增亮之應用 [Ko (2000)]
(d) 創新型微光學增光分色片 [Yang (2002)]
圖1-1 微透鏡陣列之應用
Heating and Cooling Stamper Substrate
Driving Unit (hydraulic cylinder, pneumatic cylinder, or linear screw/motor device)
Upper Plate
Lower Plate
圖1-2 傳統微熱壓機器示意圖
(a) 備料;(b)氣密;(c)加熱、加壓成型;(d)脫模取出成品
圖1-3 氣體熱壓成型步驟示意圖 [張(2003)]
圖1-4 滾輪壓印製程示意圖[Gale (1997)]
圖1-5 擠出成型設備
第二章 文獻回顧
本章首先回顧微結構滾輪壓印複製成型技術,包括滾輪應用於滾輪熱壓微成型、
軟微影、UV 固化微成型以及固化成型技術運用於 Roll-to-Roll 連續生產製程;第二節 回顧乾膜光阻之性質介紹與其傳統應用;第三節回顧乾膜光阻應用於創新製程之文 獻;第四節回顧微結構滾輪製作之相關文獻;最後,第五節做一整體性比較及本研究 之創新構想。
2.1 微結構滾輪壓印複製成型技術
2.1.1 滾輪應用於熱壓微成型
微機電系統是一種結合光學、機械、電子、材料、控制、物理、化學、生醫等多 重 技 術 領 域 的 整 合 型 微 小 化 系 統 製 造 技 術 , 也 由 於 微 機 電 系 統 (Micro-Electro-Mechanical Systems,簡稱 MEMS)技術的需求,促使了微米與次微米加 工技術的發展,且由德國核能研究所開發出的 LIGA 製程,可製作高深寬比的結構,
如【圖2-1】所示,因此,微壓印成型成為製作微結構不可或缺的一項技術。
美國普林斯頓大學周郁教授的研究團隊成員Tana 等人[1998],提出滾輪式壓印技 術應用在「熱壓式」奈米壓印微影研究,利用表面已製作微結構的滾輪,滾動將結構 壓在一塗佈熱塑形高分子材料(如PMMA)之基板上,並將溫度提高至玻璃轉換溫度以 上,使得此熱塑形高分子材料隨滾輪表面結構而成型,之後再將溫度冷卻,並以乾蝕 刻清除殘餘光阻,進而將滾輪上之結構圖案壓印至基板上,如【圖2-2(a)】所示。
Gale [1997]針對光學元件製作技術的介紹中提出,利用電鑄鎳模技術翻製出極薄的 鎳模,以鎳模包覆滾輪的方式,並搭配Roll-to-Roll的生產概念,將包覆鎳模的滾輪做 為「熱滾壓」之模具,選用可撓式基材,兩端利用滾輪做Roll-to-Roll連續遞料,達成 結構大量複製生產,此法已可成功的製作出塑膠繞射光學元件,如【圖2-2(b)】所示。
2.1.2 滾輪應用於軟微影文獻回顧
Xia 等人[1998]針對微觸印技術的內容提出兩種方式。第一種方法先在軟模模具
上沾上自我組裝型之高分子(Self-Assembly Monomer,SAM),並包覆在滾輪上,以轉 動的方式將軟模模具上沾染的SAM材料與基板表面形成強鍵結,達成滾輪微結構轉印
達成非平面製作微結構的目的,如【圖2-3(b)】所示。
2.1.3 滾輪應用於 UV 固化微成型文獻回顧
利用紫外光固化壓印成型具有低成本,製程簡單等優勢,且通常在低溫、低壓下 即可複製成型,由於其製程溫度低,不像熱壓印成型必須在高溫、高壓下進行壓印,
因此,具有快速成型的特色,加上能製作具有奈米級線寬之能力,勢必為開創下一世 代壓印技術之關鍵技術。
美國德州大學C. G. Willson 及 S. V. Sreenivasan 教授研究團隊 1999 年提出一種步 進快閃式壓印微影技術,利用光感成型的方式來達到奈米壓印之目的。首先,它是利 用一透光材料(如石英)來當作壓印製程的模仁,並且利用光感性高分子取代了熱塑性高 分子材料。轉印製程中,模仁只需施加些許壓力至光阻,並以紫外光對光感性高分子 光阻照光,使模仁壓印之奈米結構固化成型,如【圖2-4(a)】,並結合步進式壓印,利 用一有效轉印面積約為 35×35mm2 的模仁來作重覆步進式壓印,壓印後之均勻性可較 直接壓印大面積基板提升許多,且小面積模仁也較大面積模仁可有效地大幅降低製作 成本與良率。此製程不需加熱升降溫,因此,可避免因熱變形而影響精度。然而,此 種製程之關鍵則在於光感性光阻之塗佈過程,因沒有經過加熱之步驟,無法有效排出 光阻中之微氣泡,在經紫外光曝光後,對結構造成微缺陷。
Neo 等人[2003]提出利用滾輪紫外光固化壓印技術,可以成功轉印深寬比高達5 的
微結構陣列,並且可以控制恰當的紫外光曝光時間,而使複製成型的微結構不會產生 收縮,如【圖 2-4(b)】所示,亦提出影響紫外光固化壓印成型脫膜的幾個因素:(1)模 具表面粗糙度;(2)模具微結構的脫膜角;(3)紫外燈射後阻劑張力與收縮的關係。
Liang 等人[2003]指出,利用滾壓製程技術配合光固化材料,藉由 Roll-to-Roll 製 造系統,如【圖2-4(c)】所示,成功將用來儲存電泳液的微杯型結構製作在軟板上。
上述回顧之紫外光固化式壓印成型技術使用紫外光固化高分子材料作為壓印之基 材,材料只需曝光即可達到固化,不需經過加熱與冷卻步驟,可降低製程之時間與壓 力,因此,具有製程快速且大量生產之潛力。
2.2 乾膜光阻之性質介紹與其傳統應用
乾膜光阻是一種具有三層結構的感光樹脂薄膜,通常應用於光微影製程來產生微 小圖形。其結構一般具有以下三層:保護薄膜層(Cover Film)、感光固化樹脂光阻層
通常為 PET(Polyethylene)薄膜,而基底薄膜層通常為 Mylar®DuPont 薄膜,其為一 種PET(Polyester)薄膜材料,具有抗熱、絕緣抗靜電、高強度等性質。乾膜光阻之感 光樹脂層大部分皆為負型光阻。乾膜光阻於貼合時優於濕式光阻的原因是,只要以貼 合機貼合在基版上面(此基版可為金屬或塑膠)即可應用,而濕式光阻需要以各種不 同塗佈方法塗佈於基材,因此,乾膜光阻在製程上簡便許多,且易於達成大面積之快 速均勻塗佈。惟目前市面乾膜光阻之曝光解析度極限約在 5 至 10µm 左右,欲製作次 微米、奈米尺度結構,仍需使用濕式光阻。關於乾膜光阻與濕式光阻的比較,可見【
表2-1】。
由於乾膜光阻之大面積貼合塗佈、成本低廉、成捲包裝易整合於連續生產之特性
,長年主要應用於PCB 印刷電路板內外層蝕刻與電鍍製程,且乾膜光阻隨著 PCB 產業 市場規模之發展亦可應用於其他創新方面,將在下一節作詳細的介紹。
乾膜光阻在傳統上一般的使用程序為,使用前先將保護薄膜層撕除,再將感光固 化樹脂光阻層以貼合機加熱加壓與銅箔基版貼合(Lamination)後使用,現今之貼合機,
如圖【圖2-6】所示,可自動化完成貼合之程序。貼合後使用光罩進行曝光,光罩可以 防止部份區域的光阻劑不被曝光,未受光固化的區域將在顯影後會變成佈線(假設用 的是負型光阻劑),而在曝光後靜置一段時間即可撕除基底薄膜層,然後再進行光阻 之顯影。顯影之後,可進行電鍍或蝕刻製程。如欲進行「蝕刻」製程,將基材浸到蝕 刻溶劑中即可。一般用作蝕刻溶劑的有,氯化鐵(Ferric Chloride)、鹼性氨(Alkaline Ammonia)、硫酸加過氧化氫(Sulfuric Acid + Hydrogen Peroxide)和氯化銅(Cupric Chloride)等。而若欲進行「電鍍」製程,裸露之銅上將被鍍上金屬。蝕刻或電鍍結束 後將剩下的光阻劑去剝掉,稱作剝膜(Stripping),即完成製作程序,整體流程如【圖 2-7】所示。
2.3 乾膜光阻應用於創新製程之相關文獻
乾膜光阻有別於濕膜光阻,具有許多濕膜光阻所欠缺的優點,近年來除了持續應 用在傳統電路版製程之外,亦被廣泛提出可應用在先進製程之研究。其優良特性有以 下幾點:
(1)具平坦化與一致性之效果:無論基材有凹陷或突起的缺陷,只要經過良好的貼合步 驟,光阻會將凹孔覆蓋或將突起掩埋,使表面能確保為平坦狀態。
(3)厚度均勻度佳:貼合在基材後,在大面積的厚度均勻度極佳,不會有邊緣厚度不均 之問題。
(4)曝光所需之能量小。
(5)側壁垂直度佳,光阻容易去除。
(6)價格低廉且可提高製程效率。
(7)製程簡單:免除濕膜光阻液態塗佈流動之問題,可縮短製程所需時間。
2.3.1 高深寬比—可進行類 LIGA 製程
乾膜光阻表面粗操度佳,適合用於多層貼合,且加熱加壓貼合後兩層光阻可結合 在一起,可作為厚膜光阻使用,製作高深寬比結構(厚度可達200µm 以上,深寬比可 達10:1 以上),此結構亦可做為類LIGA 製程之模仁或是進行電鑄產生互補之金屬微結 構。
Koukharenka 等人[2003]使用Ordyl P-50100(Elga Europe, Italy)負型乾膜光阻,
此型號光阻具有極厚的厚度(100µm),取代SU8 光阻製作出高深寬比結構做為微電鍍 之模仁。首先將矽晶圓以FNA(fuming nitric acid)清洗之後,用 120℃的熱滾輪將乾 膜光阻貼合在矽晶圓上(滾壓壓力 45 Psi;滾輪速度 52cm min−1),再以光強度 1.6~1.9
mW cm
2、波長350~450nm 的紫外光光源進行曝光,接著使用濃度 0.8~1.1% w/w 的碳酸鈉(sodium carbonate)溶液以 30℃顯影。完整流程圖如【圖2-8】所示。顯影過後 的Ordyl P-50100 以 SEM 觀測,具有優異的側壁及平整度,其結構高度高達 90µm,見 圖【圖2-9】,而最終電鑄出的結構見【圖2-10】。他也嘗試使用二次貼合,使結構深 度高達200µm,並測試了乾膜光阻在不同厚度下,所需要的曝光強度,見【表2-2】。Shih 等人[1998] 則利用乾膜光阻可產生高深寬比的性質,製造出用於 X 光微影之 光罩,製程流程如【圖2-11】。
2.3.2 製程簡單致縮短製程所需時間—可製作微流道
近幾年來,使用乾膜光阻製作微流道概念被提出。微流道起初發展時,幾乎皆以 PDMS 製造,因為易於封裝、易於完成複雜結構。接著有人提出直接蝕刻玻璃基版或 矽晶圓,再進行類 LIGA 製程以高分子翻模,優點為製造出的元件為一體成型,在基 版上直接作出主動式元件。後來,提出以SU-8 光阻來製作複合式微流道,先分別在上 下基板都做微結構圖形,再黏合在一起。此缺點由於在上下基板皆需製作結構,而由 於上下表面的平坦度難以均勻,導致黏合上不易。
因此,Vulto 等人[2004]提出以乾膜光阻取代 SU8 來做微流道的結構。使用 Ordyl SY-300(28µm, Elga Europe, Italy)以及 Ordyl SY-550(54µm, Elga Europe, Italy)負型 乾膜光阻取代 SU8。不但具有一般乾膜光阻的優點,更有以下幾種特性:(1)能夠經由 軟烤來硬化,不需照光也可固化(2)能在比一般乾膜光阻相對低溫低壓下貼合於基板且 表面平坦(3)具有生物相容性(Biocompatibility),這點也是它適合用在製作生醫微流道 的最重要特性。其製作出來之微流道如【圖 2-12】。蔡 [2005]以乾膜光阻製作微流道
,製作程序如【圖2-13】與結果見【圖2-14(a)】【圖 2-14(b)】。Stephan 等人[2007] 亦 利用乾膜光阻製作出PDMS 微流道,製作程序如【圖2-15】與結果見【圖2-16】
。
2.3.3 平坦化與一致性之特性—製作橋狀微結構乾膜光阻由於先天具有平坦化之效果,表面平坦且均勻度極佳。Spiering 等人[1995]
藉由此特性來實現跨越深溝槽及凹孔的懸臂樑(橋狀)結構。其將乾膜光阻貼合在已 蝕刻出凹孔之矽晶圓,再經由光罩曝光顯影產生橋狀結構。其製造流程如【圖 2-17】
所示,製造出來之橋狀結構如【圖2-18】。
2.3.4 其他應用
Ke 等人[2001]應用乾膜光阻來進行覆晶封裝。此篇論文亦提出乾膜光阻如同濕式 光阻,在曝光顯影後經過硬烤能夠消除曝光後的駐波效應,增加側壁的垂直度【圖2-19
】。
綜合上述之應用,乾膜光阻能夠本身做為微結構,亦可當作模仁進行類 LIGA 翻 模製程,其應用與厚膜光阻 SU-8 極為相似。SU-8 厚膜光阻與乾膜光阻兩者之比較詳 見【表 2-3】。乾膜光阻長年應用於 PCB 印刷電路板產業,設備、製程技術皆純熟,
此為乾膜光阻之一大優勢,雖然近十年來,乾膜光阻在濕式光阻發展蓬勃之際逐漸式 微,甚至有學者提出乾膜光阻將被淘汰,但未來基板大型化的趨勢下,對大面積製程 較有利的乾膜光阻勢必將會取代部份液態光阻的市場。再者,乾膜光阻也適合發展 Roll-to-Roll 連續生產製程,對於軟性電子(Flexible Electronics)以及軟性顯示器(Flexible Display)市場即將起飛趨勢下,一定會應用到 Roll-to-Roll 製程連續生產,勢必有其應 用價值,且未來高解析乾膜光阻勢必逐漸成熟,甚至出現高解析度之彩色乾膜光阻,
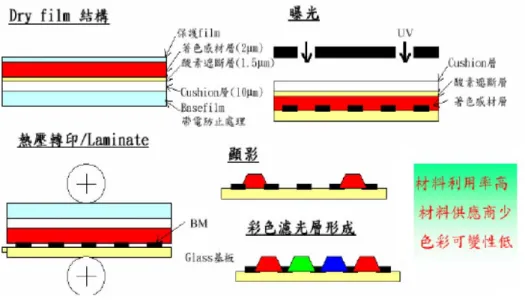
可用於彩色濾光片之製作,如【圖 2-20】。因此,未來無論在學術界或產業界,乾膜 光阻仍可望被重視。
2.4 微結構滾輪製作之相關文獻
Feinerman [1996]提出以X 光微影術在圓柱狀滾輪進行立體曝光微影。其以 450µm 的尼龍細線為圓柱本體、切割過後的矽晶圓機版作為阻擋X 光之光罩。來進行 2D(光 罩)對3D(滾輪上之光阻)的曝光微影,如【圖2-21】所示。
Gale [1997]針對光學元件製作技術的介紹中提出,利用電鑄鎳模技術翻製出極薄的 鎳模,以鎳模包覆滾輪的方式,並搭配Roll-to-Roll 的生產概念,將包覆鎳模的滾輪做 為熱滾壓之模具,如【圖2-2(a)】所示。
Xia 等人[1998]由 Whitesides 對 REM(Replica Molding)的定義,並利用 PDMS 母模可撓材的特性,在翻第二次聚合材料時,可隨PDMS 的彎曲而固化成為具有曲度 的表面,如【圖2-22】所示。REM 軟模重覆翻製的特點,不僅降低製程成本及時間,
也使得更多做學術研究的學者可以很容易且迅速的將想法實現,而它最大的優勢則是 突破了硬模無法製作具有曲面結構的困難點及製程時間的縮短,不僅使得曲面的製作 容易達成且更具時間效率。
Choi 和 Park [2004]利用傳統平面半導體製程製作出微結構母模,再翻製成PDMS 模具,並利用PDMS 的可撓曲特性將它貼到具曲率的表面上,此表面上已先有塗佈一 層聚苯乙烯(PS),再加熱到其玻璃轉移溫度以上使之和基板緊密貼合,製作出具微結 構的滾輪和曲面模具(微結構 350 奈米),以省去高成本的微影步驟,如【圖2-23】所示,
其成品如【圖2-24】所示。但是在加熱過程中PDMS 模具容易變形,且 PDMS 平面模 具的厚薄均勻度控制不易,皆是本製程之缺點。
Li 等人[2000]發展出一套微影技術,可以直接在滾輪表面上製作出微結構小於 5 微米的致動器和感測器。其主要技術為軟性光罩的製作、光阻塗佈技術和精密對位技 術,如【圖 2-25】所示。但是隨著微結構尺寸的降低,其圖案均勻度明顯的從特徵尺 寸30 微米的 90%下降至 5 微米的 20%,凸顯出此種製程的不穩定度。
Chang 和 Chu [2007]利用刻有溝的矽膠滾輪,在其矽膠滾輪的表面上包覆PC 塑膠 膜,此PC 塑膠膜已用氣體輔助熱壓印在其上製作有微結構(微透鏡結構),然後調配 剛好的PDMS 樹脂澆注進矽膠滾輪的模穴中,等 PDMS 固化後,移除其上的 PC 塑膠 膜,即可得到有微結構之滾輪,製程如【圖2-26】所示。
中華民國專利證書號 I251266,發明人:潘 等人[2006],提出一種微結構滾輪製作
此PDMS 模具上塗佈一層自我組裝高分子光阻(SAM,Self-Assembly Monomer),滾 輪上的金屬層會跟自我組裝高分子光阻產生反應形成單層分子膜,可以用來當蝕刻的 保護層,再利用蝕刻技術將滾輪上未附著蝕刻保護層處予以蝕刻,最後去除蝕刻保護 層跟金屬層,即可得到所需的微結構滾輪,其流程如【圖2-27】所示。
综合以上,微結構滾輪的製作必須掌握以下幾個重點:模具結構的均勻度(大面 積)、滾輪真圓度穩定度(轉印結構不失真)、模具與基板間的平行度和接觸性良好、
模具本身結構穩定(耐用性、模仁與滾輪不滑移)等。
2.5 整體回顧總結與研究創新
滾 輪 式 壓 印 技 術 可 有 效 縮 短 製 程 時 間 , 且 兼 具 快 速 、 連 續 式 等 優 點 , 配 合 Roll-to-Roll 的概念,更可達到全製程量產及大面積的製作。
本研究根據上述幾節之文獻結論,提出一種應用乾膜光阻材料之微結構滾輪製造 方法,詳細製程步驟將於第三章作一完整介紹,結合「曲面微影技術」、「蝕刻技術」、
「無電鍍技術」、「微滾輪壓印」與「薄膜擠出成型」製程來大量複製微結構,預計可 為目前常使用之光學薄膜製程帶來新的突破。重點歸納如下:
(1) 本研究在進行塑膠薄膜擠出後,將會探討 PC 塑膠薄膜成型後之光學性質。
(2) 期望找出在進行轉印時,包括製作微結構滾輪、擠出機的模頭溫度、驅動滾 輪轉速、所設計機台之氣壓缸推力等製程參數做一探討,希望建立一最佳製 制化參數。
(3) 預計可於本研究中改善滾輪雕刻方式,運用光學設計配合曲面微影與蝕刻及 電鍍的方式製作出滾輪上微結構更小之滾輪。
(4) 本研究會將所製作出之滾輪以 UV 轉印及塑膠薄膜擠出成型來進行微結構壓 印,亦會探討此兩種製程成型後之光學性質。
(5) 本論文所開發之機台可衍生發展出滾輪壓印系統與具有收料輪設備之機台,
機械設計容易,可達到Roll-to-Roll 大量生產,而且快速、低成本、省能源。
本研究應用了乾膜光阻易貼附於曲面上之特性,且不需經過濕膜光阻的旋轉塗佈 與軟烤、硬烤等繁瑣步驟,可望改善濕式光阻塗佈於滾輪不均勻之情形,且由於製作 出之微結構與滾輪是一整體剛性結構,解決了滾輪壓印時,包覆式模具與滾輪本體滑 移之問題,且能以更高效率、大面積的方式來製作微結構和光學元件,實現在塑膠膜
表2-1 乾膜光阻與濕式光阻分析比較表
濕式光阻 乾膜光阻
塗佈 旋轉塗佈、滾輪塗佈、
狹縫塗佈、噴霧塗佈
直接貼合,大小無限制,
與貼合機面積相關
成本 高 低
塗佈均勻性 與塗佈設備相關,
大面積塗佈仍難達到均勻
與貼合程序相關,
現今貼合機技術純熟
曝光顯影解析度 高(可達奈米尺度等級) 低(10~20μm)
產品種類 多 少
機械強度 弱~強 弱
表2-2 不同厚度之乾膜光阻(Ordyl P-50100)所需的曝光強度 [Koukharenka (2005)]
表2-3 SU-8厚膜光阻與乾膜光阻之性質比較表 [Vulto (2004)]
SU-8 厚膜光阻 乾膜光阻
能夠當成翻模之模具 + + 能夠當成翻模之模具
兩片黏合時需要黏著劑 – + 輕易直接黏合,不需黏著劑
需在潔淨室進行製程 – + 可在較簡易的環境、設備下進行
深寬比可達到7 + – 深寬比可達到1-3
顯影後結構側壁接近垂直 + + 顯影後結構側壁接近垂直
難以達成均勻、平坦塗佈 – + 易於達成均勻、平坦塗佈
表面粗糙度約1nm + – 表面粗糙度30nm-1µm 邊緣突起(Edge beads)
達到20%
– + 無邊緣突起(Edge beads)
塗佈厚度控制範圍可從 2µm-1mm 但控制精準度差(由
轉速決定)
+/– –/+ 厚度由貼合的層數來決定,變化 性低,但精準度佳,為單一層的
倍數
只能塗佈在特定基材 – + 幾乎可貼合在任何材料、甚至曲
面
生物相容性 + + 生物相容性
步驟繁瑣,結構較脆弱 – + 製程快速
圖2-1 LIGA 製程步驟示意圖 (圖片來源 http://www.imm-mainz.de/)
(a) 滾輪式奈米壓印微影示意圖 [Tana (1998)]
(b) 熱滾壓製程示意圖 [Gale (1997)]
圖2-2 滾輪應用於微熱壓示意圖
(a) 曲面應用於微觸印(μCP)示意圖 [Xia (1998)]
(b)以微觸印(μCP)製作曲面微結構示意圖 [Xia (1998)]
圖2-3 滾輪應用於軟微影示意圖
(a) 紫外光固化壓印示意圖[Willson (1999)]
(c)Roll-to-Roll 製程示意圖 [Liang (2003)]
圖2-4 滾輪應用於 UV 固化微成型示意圖
圖2-5 乾膜光阻之構造示意圖 [Kukharenka (2003)]
圖2-6 乾膜光阻貼合機 [志聖工業]
圖2-7 乾膜光阻應用於 PCB 製程示意圖
圖2-8 製程示意圖 [Kukharenka (2003)]
圖2-9 顯影後 SEM 側壁觀察 [Kukharenka (2003)]
圖2-10 電鑄鎳結構完成圖 [Kukharenka (2003)]
圖2-12 乾膜光阻微流道完成圖 [Vulto (2004)]
圖2-13 乾膜光阻微流道製程步驟 [Tsai (2005)]
(a) (b)
圖2-14 乾膜光阻微流道完成圖 [Tsai (2005)]
圖2-15 乾膜光阻微流道製程步驟 [Stephan (2007)]
圖2-16 PDMS 微流道完成圖 [Stephan (2007)]
圖2-17 應用乾膜光阻製造橋狀結構製程示意圖 [Spiering (1995)]
圖2-18 應用乾膜光阻製造之橋狀結構 SEM 圖 [Spiering (1995)]
圖2-19 以 90 硬烤 60 秒後的側壁量測圖 [Ke (2001)]
圖2-20 乾膜光阻法製作彩色濾光片
圖2-21 微影術應用於微結構滾輪製作之示意圖 [Feinerman (1996)]
圖2-22 REM 應用於曲面成形示意圖 [Xia (1998)]
圖2-23 PDMS 曲面模具製作流程圖 [Choi (2004)]
圖2-24 成品實體圖[Choi (2004)]
(a)滾輪式 (b)球狀式
圖2-25 微影術應用於微結構滾輪製作之示意圖 [Li (1998)]
圖2-26 製作微透鏡模穴流程圖[Chang (2007)]
圖2-27 蝕刻技術製作微結構滾輪[潘 等人(2006)]
(a)實驗設置圖
(b)滾輪滾過 PDMS 模具,與 SAM 產生反應形成蝕刻保
(c)利用蝕刻把滾輪上未附著蝕刻保護層處予以蝕刻,最後去除金屬保護層
(d)微結構滾輪用於膜片生產製作
第三章 應用乾膜光阻製作滾輪與微壓印機台之設計
本章介紹微結構滾輪製作流程與微壓印機台之設計開發。第一節首先介紹實驗目 的以及整體流程規劃;第二節介紹配合本研究所開發之滾輪微壓印機台;第三節介紹 以乾膜光阻並利用「蝕刻法」製作微結構滾輪之製程;第四節則介紹利用乾膜光阻以
「無電鍍鎳法」製作微結構滾輪之製程;第五節致力於結合「微結構滾輪壓印成型」
與「塑膠薄膜擠出成型」新製程之開發。另外,亦嘗試使用氣輔平台將滾輪之微結構 轉印至 UV 膠上,並探討其成型性與複製效果;最後,第六節介紹本實驗所需使用之 量測系統與設備。
3.1 實驗目的及整體流程規劃
本實驗之最終目標為應用乾膜光阻在金屬滾輪曲面上製作出剛性微結構滾輪,整 體流程規劃如下所述:首先,對製程實驗之構思;第二,進行乾膜光阻基礎實驗測試,
本研究由於是將微結構製作於滾輪上有其難度,因此,先用平面銅片基材代替滾輪進 行測試再將所得最佳參數應用於滾輪製程;第三,設計滾輪微結構壓印機台之製作;
第四則為微結構滾輪之製作;第五,進行微結構滾輪之量測;第六為利用薄膜擠出成 型搭配開發設計之滾輪微結構壓印機台,藉著連續的製程,將滾輪上的微結構轉印到 塑膠薄膜表面上;最後,對複製後之塑膠薄膜進行量測,實驗流程如【圖3-1】。
3.2 滾輪微壓印機台之設計
由於本實驗所需之貼合機設備儀器昂貴,因此,為了能順利進行本研究所需之相 關製程,利用 Solid work 繪圖軟體設計一可提供多用途之滾輪微壓印機台,此機台可 應用於以下實驗製程:
(1)乾膜光阻於矽膠滾輪上之貼合。
(2)貼合後,乾膜光阻於滾輪上之曲面曝光。
(3)微結構滾輪壓印成型。
(4)滾輪圈數計數。
滾輪微壓印機台主要是由滾輪組(驅動輪和微結構輪)、驅動動力源、微結構滾輪
】所示,以下針對此五大單元做介紹。
3.2.1 滾輪組
滾輪組分為驅動滾輪和微結構滾輪,微結構滾輪是在活動側,其推力來源是由氣 壓缸(05SGN,亞德客工業)來提供,氣壓缸與幫浦連接打入氣壓,氣壓缸可推動滑 塊使整支滾輪移動,可控制通入氣壓來改變夾持滾輪於加熱輪間的接觸壓力,此壓力 即為貼合乾膜光阻或滾輪壓印時之壓力來源。驅動滾輪是由矽膠製成,如【圖3-4】,
利用矽膠具有彈性之想法提高貼合之成功率,其動力來源是由直流馬達透過正傘齒輪 帶動驅動滾輪旋轉,控制直流電源供應器之輸出電壓,可改變加熱滾輪之轉速。微結 構滾輪即是本實驗蝕刻後所製作之滾輪。
3.2.2 驅動動力源
壓力源是由氣壓幫浦所產生之壓力,氣壓幫浦,如【圖3-5】所示,以管路連接的 方式傳遞到推動微結構滾輪上的氣壓缸,使微結構滾輪可以受到氣壓缸推力(氣壓缸 所輸出的力量值等於所需要的壓力值乘以氣壓缸活塞受壓面積,F=P×A,P 為工作壓 力、A 為活塞受壓面積)往驅動滾輪靠近施壓,可利用空壓調控閥控制所需之壓力,
以控制微結構滾輪施壓的力量。
3.2.3 微結構滾輪滑動機構
此部分的機構是使用 2 組線性滑軌(上銀科技 MGN 15H-1R70-Z1CM)鎖在側板 上,微結構滾輪固定在軸承座上,而軸承座又直接鎖在線性滑軌的滑塊上,透過氣壓 缸出力施加力量於軸承座,當滑軌上之滑塊移動時,錐形夾具夾持之滾輪能有一維之 移動自由度,使其可與加熱輪夾緊。
3.2.4 滾輪加熱系統
本實驗使用可撓性加熱片(10x160mm,160Z,90W,凌特國際),如【圖 3-6】所 示,此加熱片由於具有彈性,置於滾輪內壁可完全緊貼附於滾輪,加熱片以電熱管溫 度控制器,如【圖3-7】所示,配合熱電偶可控制溫度,可將滾輪加熱到所設定溫度並 維持恆溫。
3.2.5 滾輪圈數記數裝置
乾膜光阻在貼合時滾輪轉數亦是一項重要參數之ㄧ,因此,本實驗利用超小型電 子計數器(TCST-1103)設計一可計算滾輪旋轉圈數之裝置,規格如【表 3-1】,此超小 型電子計數器具有以下特性:
(2)可輸入接點信號,或電信號,計數準確可靠。
(3)LCD 顯示,顯示大而清晰。
(4)最高計數速度可達 200 CPS 且計數範圍廣 0~999999。
(5)無機械磨損,壽命長。
(6)電池壽命≧10 年。
綜合以上優點,選擇此型號電子計數器搭配可將計數器歸零裝置,以焊接之方式 接至電路板上即可,只要滾輪開始旋轉,經過光遮斷器時即會接收訊號,計數器上即 可計數旋轉圈數,此設置架設在機台上,如【圖3-8】所示。
3.3 蝕刻法製作微結構滾輪
3.3.1 材料及設備
乾膜光阻:ASAHI KASEI DFR SUNFORT® SPG-102(旭化成)負型乾膜光阻進行實驗,
如【圖3-9】所示,此型號乾膜光阻具有以下優點:
(1)顯影後光罩重現性佳。
(2)高解析度(最小解析度 14µm)。
(3)曝光前後乾膜光阻顏色比對容易分辨,曝光後也易於觀察曝光結果優劣。
(4)結構強度佳,可抵擋 Ferric chloride(
FeCl )與 Cupric chloride(
3 CuCl2)。(5)製程結束後易於剝除且光阻本身不會溶解於剝膜液。
ASAHI KASEI DFR SUNFORT® SPG-102 之詳細性質表可見【表3-2(a)】。
滾輪材料 :低碳鋼、磷青銅、紅銅,內徑60mm,長度 120mm。
曝光光源:365~410nm 波長之紫外光 UV Light Lamp (Philip Co.),如【圖3-10】。
電熱定溫水浴器:如【圖3-11】所示。
高氮:巧固實業,如【圖3-12】所示。
熱脫脂劑:DC-F20(錠祈國際)。
酸洗液:濃度10%之H2SO4。
顯影液:濃度1.0±0.2wt%
Na
2CO
3(Sodium Carbonate)溶液。蝕刻液:
FeCl 。
3剝膜液:濃度2%~ 3%之NaOH(Sodium hydroxide)溶液。
滾輪前處理:
(1) 以轉速 1800rpm 進行滾輪表面精密車削。
(2) 以 400 號、800 號及 1200 號砂紙在車床上以轉速 1800rpm 表面研磨。
3.3.2 曲面曝光需使用之光罩
光罩圖案以繪圖軟體(AutoCAD)製作,作正片輸出印刷至 PET 基材。由於實驗 使用之乾膜光阻為負型光阻,未受曝光固化之部分將會被顯影液去除,且蝕刻產生之 微結構為凹陷結構,因此,光罩上設計不透光區域在蝕刻後,將產生凹陷之微結構。
本實驗繪製直線(Grating)與圓點陣列(Lens array)兩種圖案,直線線寬有 34μm 與 37μm 兩種,如【圖3-13(a)】【圖 3-13(b)】,圓點則有直徑48μm、57μm、70μm 及 79μm 四 種尺寸之光罩圖案,如【圖3-14(a)】【圖 3-14(b)】【圖 3-14(c)】【圖 3-14(d)】所示。
3.3.3 蝕刻法製作微結構滾輪之流程
以蝕刻法製作滾輪曲面微結構之流程步驟如下圖所示:
各製程步驟要求如下:
(1)脫脂:5 分鐘(50℃,DC-F20 熱脫脂劑, 錠祈國際)。
(2)酸洗:5 分鐘(10% H2SO4)。
(3)貼合:貼合參數將於第 4.1 節討論。
(4)曝光:曝光參數將於第 4.2 節討論。
(5)顯影:32 秒(30℃,濃度 0.85
Na
2CO
3)。(6)蝕刻:5 分鐘(45℃,
FeCl )。
3(7)剝膜:12 秒(45℃,濃度 2%~5%之NaOH)。
圖示製程示意圖見【圖3-15】,以下詳細說明各步驟:
(1)脫脂–5 分鐘(DC-F20 熱脫脂劑)
脫脂液加熱至50℃後,將金屬滾輪浸泡於溶液中 5 分鐘,後以清水沖洗 1 分鐘。
脫脂是為了去除金屬表面加工時,將機械加工所留下的多量油漬予以清除,一般常用 之有機溶劑有蒸氣脫脂(Vapor Degreasing)法或乳化溶液之浸泡脫脂。DC-F20 為一中鹼 度的脫脂劑,適用於各式金屬,如鋁、銅、鐵、鋅。不含任何形式的消泡劑,其獨特 的介面活性劑,當溫度上升至 40℃以上時,泡沫會被有效的抑制,適用於各種清洗方 式。
(2)酸洗–5 分鐘(10%H2SO4)
將滾輪浸泡於濃度 10%稀釋硫酸 5 分鐘作酸洗,此步驟是為了對銅表面進行微蝕
(Micro Etching)以增加表面粗糙度,增進乾膜光阻貼附於滾輪上之附著力。酸洗完畢 後以清水沖洗1 分鐘,並以高壓氣體(高氮)噴槍去除表面水氣,以利下一步驟之貼合。
(3)貼合
將銅滾輪夾緊於自製滾輪微壓印機台上之錐形夾具後,當氣壓缸通入氣壓推動滑 軌,銅滾輪與驅動輪會互相緊靠,接著把乾膜光阻的保護層撕除,將裸露出之光阻層 朝銅滾輪送入兩滾輪之間,隨著滾輪的轉動,乾膜光阻將逐漸被捲進兩滾輪間夾縫,
同時乾膜光阻逐漸貼附於銅滾輪上。貼合的溫度值由滾輪內之加熱片與電熱管溫度控 制器控制,而壓力由氣壓缸所通入的氣壓控制。貼合示意圖如【圖 3-15】,實際進行 貼合如【圖 3-16】,貼合完成之滾輪如【圖 3-17】。貼合時有多種因子會影響貼合之 品質以及貼合後之厚度,將於第4.1 節作深入探討。
(4)曲面曝光
貼合後將滾輪靜置15 分鐘,將可撓式塑膠光罩包覆於滾輪上,接著將滾輪架設於 滾輪微壓印機台上以365nm 波長紫外光燈(Philip Co.)進行曲面曝光,示意圖如【圖 3-18】。而機台實際設置圖如【圖 3-19】。本實驗中,設定以滾輪轉動一圈為一次之 曝光時間,因此,只需調整滾輪轉速即可改變曝光時間。曝光參數將於第4.2.9 節作深 入探討。
(5)顯影(0.85%
Na
2CO
3)曝 光 後 將 滾 輪 靜 置 15 分 鐘 , 接 著 進 行 乾 膜 光 阻 之 顯 影 。 首 先 配 置 0.85%
3 2
CO
Na
(Sodium Carbonate)溶液,下一步將乾膜光阻之基底薄膜層撕除後,將整支滾輪 浸泡於此顯影液並輕輕搖晃即完成顯影,後以清水將滾輪徹底洗淨,最後再以高壓氣 體(高氮)噴槍去除表面水氣。如無徹底洗淨,殘留的顯影液會逐漸侵蝕乾膜光阻。顯影(6)蝕刻(
FeCl )
3以
FeCl 溶液進行銅滾輪蝕刻,首先,將氯化鐵溶液裝於燒杯並加熱至 45℃(溫
3 度越高蝕刻速率越快,但蝕刻品質會較差,因此控制在 45℃)。將整支滾輪直立浸泡 於此蝕刻液(因橫向擺置時,朝上之銅表面與氯化鐵反應產生之生成物難以排出,易 堆積在孔洞內,造成滾輪上下蝕刻品質不一),並以攪拌棒攪拌溶液,若無攪拌,反 應生成物亦將堆積在表面,影響蝕刻品質。進行蝕刻之設置如【圖 3-21】所示。控制 蝕刻時間來獲得所需之蝕刻深度。(7)剝除光阻(3% NaOH)
以氫氧化鈉溶液(3% NaOH)將乾膜光阻全數剝除。並以清水沖洗乾淨,即完 成蝕刻法製作微結構滾輪之流程。
3.4 無電鍍法製作微結構滾輪
3.4.1 材料及設備
此實驗所需準備之設備皆與利用蝕刻法製作流程相同,光罩則為線寬 45μm 之線 條圖案,滾輪材料為鋁,外徑88mm,長度 110mm。
滾輪前處理:
(1)以轉速 1800rpm 進行表面精密車削。
(2)以 800 號、1200 號及 2000 號砂紙在車床上以轉速 1800rpm 進行表面研磨,最 後再以研磨筆,利用鑽石膏進行表面拋光。
3.4.2 無電鍍法製作微結構滾輪之流程
以無電鍍法製作滾輪曲面微結構之流程步驟如下圖所示:
各製程步驟要求如下:
(1)脫脂:5 分鐘(50℃,DC-F20 熱脫脂劑, 錠祈國際)。
![圖 1-4 滾輪壓印製程示意圖[Gale (1997)]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607500.633213/20.892.214.722.111.1067/圖14滾輪壓印製程示意圖Gale1997.webp)
![圖 2-12 乾膜光阻微流道完成圖 [Vulto (2004)]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607500.633213/37.892.204.739.156.390/圖212乾膜光阻微流道完成圖Vulto24.webp)
![圖 2-15 乾膜光阻微流道製程步驟 [Stephan (2007)]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607500.633213/38.892.306.653.517.1042/圖215乾膜光阻微流道製程步驟Stephan27.webp)
![圖 2-17 應用乾膜光阻製造橋狀結構製程示意圖 [Spiering (1995)]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607500.633213/39.892.296.651.489.969/圖217應用乾膜光阻製造橋狀結構製程示意圖Spiering1995.webp)
![圖 2-18 應用乾膜光阻製造之橋狀結構 SEM 圖 [Spiering (1995)]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607500.633213/40.892.241.708.173.987/圖218應用乾膜光阻製造之橋狀結構SEM圖Spiering1995.webp)
![圖 2-23 PDMS 曲面模具製作流程圖 [Choi (2004)]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607500.633213/42.892.257.711.117.897/圖223PDMS曲面模具製作流程圖Choi24.webp)
![圖 2-25 微影術應用於微結構滾輪製作之示意圖 [Li (1998)]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607500.633213/43.892.241.702.139.365/圖225微影術應用於微結構滾輪製作之示意圖Li1998.webp)
![圖 2-27 蝕刻技術製作微結構滾輪[潘 等人(2006)]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607500.633213/44.892.186.729.129.812/圖227蝕刻技術製作微結構滾輪潘等人26.webp)
