國立臺灣大學工學院機械工程學研究所 碩士論文
Department of Mechanical Engineering College of Engineering
National Taiwan University Master Thesis
反轉式氣輔 UV 壓印製程應用於大面積微結構之複製 Gas-Assisted UV-Based Complete Reversal Imprinting Process
for Large-Area Replication of Microstructures
黃柏勳 Huang, Po-Hsun
指導教授:楊申語 博士 Advisor: Yang, Sen-Yeu, Ph.D.
中華民國 97 年 6 月
June, 2008
致 謝
本論文得以順利完成,首先要感謝指導教授 楊申語博士 研究所這兩年來在 研究上與生活上的諄諄教誨,使我獲益良多;機械所 施文彬教授、台科大機械所 陳炤彰教授、長庚大學機械所 劉士榮教授、台北醫大牙技系 沈永康教授在百忙 之中蒞臨學生的口試,對本研究疏漏之處給予指導並提供寶貴的建議,使本論文 的內容更佳完善,在此獻上無限的感激。
本論文的完成另外亦得感謝工研院 孫翊庭學長大力協助,以及台科大 陳智 榮學長與龍華科大 洪榮宏學長在硬體及軟體上支援。因為有你們的鼓勵及幫忙,
使得本論文能夠更完整而嚴謹。
感謝世智、芳松,子建學長不時地給予我鼓勵,特別是子建學長在實驗上的 協助與指導,不厭其煩的指出我研究中的缺失,且總能在我迷惘時為我解惑,讓 我信心倍增。感謝同學秉達、景棠、志隆的互相扶持與鼓勵,一起順利度過這兩 年。感謝上一屆畢業的亮霆、建仁、俊凱學長以及淑雯學姊常常給予鼓勵,讓我 們有繼續前進的動力。感謝學弟建瑋、偉志、映達、冠男以及昕駿在實驗室庶務 以及研究上的分擔與協助,讓我們能夠專心地進行研究得以完成論文。
最後,謹以此文獻給我摯愛的親人,感謝祖母、父母、姑姑及姊姊們多年來 的支持,讓我能夠放心地在求學這條路上繼續往前邁進。在我感到迷惘與無助時,
您們適時的關心與鼓勵,讓我更有力量克服種種挑戰,往自己的夢想邁進;最後 謝謝每一位曾經在生活中關心我、在實驗上幫助過我的人,願將這份成果的喜悅 與所有關心愛護我的人分享。
摘 要
本研究致力於大面積壓印技術之開發,將結合紫外光固化成型技術、反轉式 壓印成型技術及氣體輔助壓印製程,進行大面積之微結構複製,並搭配改良式的 壓印機構來改善紫外光固化壓印成型最常見的氣泡問題,提供ㄧ個室溫、低壓、
快速的大面積微結構複製技術。紫外光固化成型技術的運用,使整個壓印製程能 夠在室溫低壓下進行,減少了升降溫所造成之變形及殘留應力等問題;運用反轉 式壓印成型技術,壓印模具上之微結構模穴將被 UV 樹脂先充填完全,再進行壓 印複製,可有效提高微結構之轉寫性;氣體輔助壓印技術其氣體施壓等向、等壓 之特性使壓印壓力在整個大面積壓印區域能夠均勻分布,同時也能提高在各位置 之微結構的複製成型均勻性。
實驗結果顯示,利用本研究所開發之大面積反轉式氣體輔助紫外光固化壓印 製程能夠成功於大面積(230 mm × 203 mm)之壓克力基板上複製出微結構,而複製 出之微結構具相當良好的複製均勻性與轉寫性,所製作出的大尺寸壓印成品沒有 明顯的殘留應力與翹曲現象發生,成功結合紫外光固化壓印成型與氣體輔助壓印 成型的機制與製程特性。另外,針對大面積壓印氣泡缺陷問題,本研究利用反轉 式壓印技術結合彈簧式基板載具以改善壓印製程中抽真空的效率,實驗結果也証 明能夠成功消除大面積壓印的氣泡缺陷問題,提供ㄧ個操作簡單且低成本的氣泡 缺陷改善技術。而反轉式壓印技術的導入,並改良其壓印機制,更可有效提高整 個大面壓印具區域的微結構高度轉寫率達 99%以上,不受壓印製程參數所影響。
本研究結合紫外光固化壓印成型、氣體輔助壓印成型以及改良式反轉式壓印成型 技術,成功開發出一大面積微結構光學元件製作技術,預期可運用於大面積薄型 導光板、擴散板、微透鏡陣列等光學元件之製作。
Abstract
This study is devoted to developing a process for effective fabrication of large-area microstructures at room temperature and with low imprinting pressure. This process integrates the ultraviolet-curing (UV-curing) imprinting process, the gas-assisted imprinting process, and the reversal imprinting process to fabricate the microstructures onto the large area substrate. The UV-curing imprinting enables the process to perform without heating and cooling and under low pressure, while the gas-assisted embossing provides the uniform pressing pressure over the whole large area. By using gas-assisted and UV-curing mechanisms, the high temperature and high pressure can be avoided.
With the reversal imprinting mechanism, the UV resin is coated onto the stmaper with microstructures cavity rather than the substrate, and is completely filled into the cavity then imprinting. In addition, in this study the reversal imprinting is incorporated with a gap-retained substrate holder to overcome the problem of air bubble defects.
The experimental results show that the microstructures can be successfully fabricated onto the whole large area (230 mm × 203 mm) substrate with high replication uniformity and negligible residual stress by using the proposed process. The imprinting results also show the negligible air bubble defects, demonstrating the effectiveness of air bubble removing using reversal imprinting technique and gap-retained substrate holder. In addition, the modified reversal imprinting mechanism can effectively enhance the height transcription of microstructures without the control of imprinting processing parameters. In summary, this study has successfully developed a large area gas-assisted UV-curing reversal imprinting process for the large area fabrication of microstructures, which shows the potential of being applied to the large-area optical elements such as ultra-thin light guide plates, diffusers, large array of microlens, etc.
目 錄
致 謝 ... I 摘 要 ...II Abstract... III 目 錄 ... IV 圖目錄...VII 表目錄...XII
第一章 導論 ... 1
1.1 前言 ... 1
1.2 微熱壓成型製程 ... 2
1.3 氣體輔助微熱壓成型製程 ... 3
1.4 紫外光固化奈米壓印製程(UV-NIL) ... 4
1.5 具體研究方向與目標 ... 4
1.6 論文內容與架構 ... 5
第二章 文獻回顧 ... 10
2.1 氣體輔助壓印成型技術 ... 10
2.2 紫外光固化壓印成型技術 ... 12
2.3 反轉式壓印成型技術 (Reversal Imprinting) ... 13
2.4 氣泡成型缺陷問題與改善 ... 14
2.5 綜合歸納 ... 15
第三章 反轉式氣輔 UV 壓印製程之初步實驗探討 ... 35
3.1 壓印模腔及相關設備 ... 35
3.2 壓印模具及相關材料製備 ... 36
3.3 壓印製程參數 ... 37
3.4 反轉式氣體輔助 UV 壓印製程 ... 37
3.5 小面積壓印結果與討論 ... 38
3.6 本章結論 ... 40
第四章 應用於大面積微結構複製之實驗探討 ... 58
4.1 製程特性分析 ... 58
4.2 壓印模具及其他相關材料備製 ... 59
4.2.1 壓印模具 ... 59
4.2.2 壓印基板(substrate)與紫外光固化樹脂(UV-cured resin) ... 60
4.2.3 UV 固化樹脂塗佈方式 ... 60
4.3 大面積反轉式氣體輔助 UV 壓印設備與製程 ... 61
4.3.1 壓印設備 ... 61
4.3.2 壓印製程步驟 ... 63
4.3.3 壓印成型參數 ... 63
4.4 壓印結果與討論 ... 64
4.5 本章結論 ... 65
第五章 改良式大面積微結構壓印製程之探討 ... 84
5.1 改良式壓印製程原理 ... 84
5.2 彈簧式基板載具之設計與開發 ... 85
5.3.1 壓印設備 ... 85
5.3.2 壓印模具 ... 86
5.3.3 壓印基板(substrate)與紫外光固化樹脂(UV-cured resin) ... 86
5.3.4 壓印成型參數 ... 86
5.3.5 壓印製程步驟 ... 87
5.4 壓印結果與討論 ... 88
5.4.1 大面積壓印結果 ... 88
5.4.2 微結構複製結果 ... 88
5.4.3 大面積微結構複製均勻性與高度轉寫性 ... 89
5.4.4 大面積壓印成品殘留應力檢測結果 ... 90
5.4.5 微結構光學檢測結果 ... 90
5.4.6 微結構成品表面粗度檢測結果 ... 91
5.5 本章結論 ... 91
第六章 結論與未來研究方向 ... 109
6.1 研究成果總結 ... 109
6.2 原始貢獻 ...110
6.3 未來研究方向 ...111
參考文獻...119
附錄一 作者簡介 ... 124
附錄二 個人著作 ... 125
圖目錄
圖1-1 典型微熱壓成型設備示意圖... 7
圖1-2 傳統微熱壓成型步驟示意圖... 7
圖1-3 傳統微熱壓製程壓力分佈不均示意圖... 8
圖1-4 氣體輔助熱壓成型示意圖... 8
圖1-5 四吋晶圓之感壓軟片受壓後之壓力分佈圖... 9
圖1-6 紫外光固化壓印製程示意圖... 9
圖2-1 氣體輔助微熱壓製程步驟示意圖... 16
圖2-2 氣體輔助壓印之壓力均勻性檢測結果... 17
圖2-3 真空輔助壓印設備示意圖... 17
圖2-4 硬質平壓板直壓法(SPP) ... 18
圖2-5 氣墊壓印 (ACP) 原理示意圖 ... 18
圖2-6 氣墊壓印之 4 吋感壓軟片壓力測試結果(置入紙片)。... 19
圖2-7 氣墊壓印之 4 吋感壓軟片壓力測試結果(置入塵粒)。... 19
圖2-8 空氣輔助步進式壓印技術示意圖... 20
圖2-9 壓力槽式壓印系統示意圖... 21
圖2-10 氣體輔助微抽引(micro-aspiration)壓印技術示意圖... 21
圖2-11 氣體輔助壓印平台式滾輪轉印製程 ... 22
圖2-12 氣囊式輔助壓印製程示意圖... 22
圖2-13 液靜壓原理示意圖... 23
圖2-14 步進快閃式紫外光壓印微影技術... 23
圖2-15 紫外光固化成型示意圖... 24
圖2-16 氣體施壓紫外光固化成型製程示意圖... 24
圖2-17 滾輪式紫外光轉印製程與設備示意圖... 25
圖2-19 滾輪連續式紫外光轉印製程示意圖... 26
圖2-20 紫外光微轉印成型機台示意圖... 27
圖2-21 反轉式壓印技術示意圖... 27
圖2-22 運用反轉式壓印技術所製作之多層微結構... 28
圖2-23 真空法改善氣泡問題... 29
圖2-24 樹脂分散滴注法示意圖... 30
圖2-25 樹脂擠壓法改善氣泡缺陷之原理示意圖... 31
圖2-26 氣體濃縮法改善氣泡缺陷之原理示意圖... 32
圖2-27 氣體濃縮法之壓印設備示意圖... 33
圖2-28 五氟丙烷氣體改善氣泡缺陷之結果... 34
圖3-1 小尺寸反轉式氣體輔助 UV 壓印模腔 ... 42
圖3-2 氮氣(N2)壓力瓶與調節針閥... 42
圖3-3 真空幫浦... 43
圖3-4 陣列式發光二極體紫外光燈... 43
圖3-5 光強度計 Power meter (1815-C, Newport)... 43
圖3-6 小尺寸壓印實驗用之不鏽鋼薄板壓印模具尺寸示意圖... 44
圖3-7 光學顯微鏡... 44
圖3-8 掃瞄式電子顯微鏡... 45
圖3-9 白光干涉儀... 45
圖3-10 小尺寸(70 mm × 70 mm)不銹鋼薄板壓印模具 ... 47
圖3-11 反轉式氣體輔助 UV 壓印製程示意圖 ... 48
圖3-12 小尺寸初步壓印實驗結果(無抽真空)... 49
圖3-13 氣泡成型缺陷區域之 OM 圖(40 倍) ... 50
圖3-14 氣泡成型缺陷區域之 SEM 圖... 51
圖3-15 小尺寸初步壓印實驗結果(抽真空)... 52
圖3-16 小尺寸初步壓印實驗結果之外型與尺寸量測(抽真空)... 54
圖3-17 持壓時間對微結構轉寫高度之關係圖... 55
圖3-18 氣體壓印壓力對微結構轉寫高度之關係圖... 56
圖3-19 紫外光照光能量對微結構轉寫高度之關係圖... 57
圖4-1 傳統紫外光固化壓印製程氣泡缺陷之形成與消除示意圖... 67
圖4-2 傳統紫外光固化壓印製程氣泡需行經之路徑... 67
圖4-3 傳統反轉式壓印製程氣泡缺陷之形成... 68
圖4-4 本研究提出之壓印方向改變之反轉式壓印製程示意圖... 68
圖4-5 大尺寸壓印實驗用之不鏽鋼薄板壓印模具尺寸圖... 69
圖4-6 大尺寸壓印實驗用之不銹鋼板壓印模具實體照片... 70
圖4-7 表面接觸角量測儀(FTA-125)... 71
圖4-8 不銹鋼壓印模具表面之表面接觸角量測結果... 71
圖4-9 大面積壓印實驗用之不同尺寸壓克力基板... 72
圖4-10 紫外光固化樹脂塗佈用之刮刀... 73
圖4-11 大面積反轉式氣體輔助 UV 壓印之壓印模腔設計圖 ... 74
圖4-12 大面積反轉式氣體輔助 UV 壓印之壓印模腔實體圖 ... 74
圖4-13 大面積壓印用之陣列式發光二極體紫外光燈... 75
圖4-14 大面積反轉式氣體輔助 UV 壓印製程示意圖 ... 76
圖4-15 244 mm × 183 mm 之 PMMA 基板壓印結果... 77
圖4-16 244 mm × 183 mm 之 PMMA 基板壓印結果 OM 圖 ... 78
圖4-17 244 mm × 183 mm 之 PMMA 基板壓印結果 SEM 圖... 79
圖4-18 266 mm × 150 mm 之 PMMA 基板壓印結果一... 80
圖4-19 266 mm × 150 mm 之 PMMA 基板壓印結果二... 81
圖4-20 266 mm × 150 mm 之 PMMA 基板壓印結果 OM 圖 ... 82
圖4-21 改變壓印方向之反轉式壓印氣泡缺陷形成示意圖... 83
圖5-1 改良抽真空機制以消除氣泡之示意圖... 95
圖5-2 基板載具尺寸設計圖... 96
圖5-3 下模腔設計修正示意圖... 96
圖5-4 彈簧式基板載具實體... 97
圖5-5 改良式大面積壓印模腔... 98
圖5-6 空氣壓縮機... 99
圖5-7 彈簧式基板載具置於下模腔之示意圖... 99
圖5-8 配合基板載具之不鏽鋼薄板壓印模具尺寸圖... 100
圖5-9 配合基板載具之大面積壓克力基板... 100
圖5-10 使用彈簧式基板載具的改良式壓印製程示意圖... 101
圖5-11 230 mm × 203 mm 壓克力基板壓印結果 ... 102
圖5-12 探針式表面輪廓量測儀... 103
圖5-13 230 mm × 203 mm 壓克力基板壓印結果表面輪廓圖 ... 103
圖5-14 230 mm × 203 mm 壓克力基板壓印結果 SEM 圖... 103
圖5-15 量測區域劃分示意圖... 104
圖5-16 各區域微結構外型輪廓量測結果... 104
圖5-17 應力偏光儀... 105
圖5-18 光彈量測原理示意圖... 105
圖5-19 各區域殘留應力光彈量測結果... 106
圖5-20 微透鏡陣列之光學檢測架構示意圖... 107
圖5-21 微透鏡陣列光學檢測 CCD 觀察結果圖... 107
圖5-22 單一微透鏡表面粗度量測... 108
圖6-1 有效壓印區域大小為 320 mm × 240 mm 的壓印模腔 ...112
圖6-2 壓印模腔固定於直立式射出機之示意圖...113
圖6-3 大面積紫外光固化氣壓壓板式壓印製程示意圖...114
圖6-4 大面積菲涅爾鏡片壓印複製結果...115
圖6-5 15 吋顯示器用之增亮膜壓印複製結果...116
圖6-6 15 吋顯示器用之網點式導光板壓印複製結果...117
圖6-7 大面積紫外光固化氣囊輔助壓印製程與設備示意圖...118
表目錄
表3-1 反轉式氣體輔助 UV 壓印製程參數表 ... 41
表4-1 大面積紫外光固化氣輔反轉式壓印成型參數表... 64
表5-1 大面積微透鏡直徑複製均勻性... 92
表5-2 大面積微透鏡高度複製均勻性與轉寫性... 93
表5-3 大面積微透鏡陣列平均焦距與曲率半徑... 94
第一章 導論
1.1 前言
隨著科技發展,許多生醫、電子、航太、光通訊等方面零件不斷朝向輕薄化 與 微 小 化 發 展 , 因 而 衍 生 出 次 世 代 產 業 需 求 之 製 造 技 術 - 微 機 電 系 統 (Micro-Electro-Mechanical Systems,簡稱 MEMS)技術。利用此微型製造技術,可 使產品微小化,因而提高其性能、品質、可靠度及附加價值。
微機電製程雖可製造微型結構與元件,但製程步驟繁複且設備昂貴,因此需 要搭配後段的微模造(Micro Molding)成型技術,以量產複製(Replication)的方式來 達到降低成本、提升競爭力的目標。目前主要微結構複製技術依成型方式可分為 三類:微射出成型(Micro-Injection Molding)、微熱壓成型(Hot Embossing)、微鑄造 成型(Casting)。其中微鑄造技術較不具自動化,因此只適用於實驗性原型(Prototype) 產品的開發。
近幾年顯示技術蓬勃發展,大尺寸顯示器因為可視面積大,價格合理等因素,
逐漸被大家所採用。但隨著大尺寸顯示器輕薄化的需求,相對整個顯示模組之厚 度便需大幅減少,而背光模組中之光學元件也必須大幅減低厚度。欲大量製造塑 膠微結構光學元件,微射出成型是最能夠達成大量生產低成本的目標。然而,微 射出成型對於成型大面積且厚度極薄(<1 mm)的微結構光學元件,是有相當的 困難度。因為成品厚度過薄會使射出成型時流動阻力太大而需要更大的射出壓力 才有可能完全充填滿模穴,但過高的射壓會引發殘留內應力,進而造成射出後成 品的翹曲。此外大面積薄件微結構光學元件的模具開發成本昂貴,也需要更高鎖 模力噸數的射出成型機,相對地整個製程的成本將提高許多。因此,以微熱壓成 型較有可能達成製作大面積薄件微結構光學元件的目的。以下將針對具自動化、
高精度與高效率的微熱壓成型之製程特色作詳細介紹與討論。
1.2 微熱壓成型製程
如圖 1-1 所示為典型微熱壓成型機的構造示意圖,主要機台構造包括上下電熱 壓板、冷卻系統與加壓系統,可利用高溫與高壓的方式將模具上的微結構複製在 塑膠基材上,經由冷卻脫膜後得到成品。詳細的熱壓操作步驟如圖1-2 所示,首先 為備料(將塑膠基材與模具置入加壓與加熱系統中)、抽真空、加熱、熱壓、保壓 冷卻、破真空、脫模、取出成品。「加熱與預壓階段」,主要藉由上下電熱壓板來 進行材料與模具的加溫,在加溫的同時,亦施加一微小的預壓力以減少材料的收 縮與翹曲,待塑膠基材之溫度高於玻璃轉移溫度(Glass Transition Temperature, Tg) 後,材料表面會軟化,再利用機台的壓力裝置於模具與塑膠基材上施加一固定之 壓力,則塑膠會因壓力產生流動變形而充填入模具上的微模穴,此為「持溫與加 壓階段」。待材料充填完畢後,則執行「冷卻與保壓階段」,即開啟冷卻系統,將 溫度降至塑膠的玻璃轉移溫度以下,同時維持固定之壓印壓力,以避免材料於模 穴內產生收縮與充填不足的現象,最後進行脫模以得到成品,整個熱壓製程經歷 了升溫、持溫、加壓與降溫數個階段。
相較於微射出成型,微熱壓成型之製程步驟相當簡易,機台結構設計單純且 設備成本低廉,不僅可製造多種微生醫元件與微致動結構 [1-4],亦非常適合用來 量產大面積的光學薄膜,例如TFT-LCD 背光模組中的增亮薄膜、光擴散薄膜、導 光板及反射片等光學元件。
微熱壓成型係將塑膠薄膜或薄片加熱至玻璃轉換溫度(Tg)以上或結晶型塑膠 熔點(Tm)附近,再以表面有微結構的模具施壓其上,即可將微結構複製其上,冷卻 後脫模就完成微複製成型。傳統微熱壓成型所使用的壓板加壓機構,由於壓板表 面粗糙度不佳與壓板不平行的因素,經常發生壓力分佈不均的問題,因而造成壓 板中心部分的複製效果優於壓板周邊(如圖1-3 所示),同時施力不均也會造成模 具材料的選用受限,而無法使用晶圓、玻璃等硬脆材料作為壓印模具。除此之外,
製程因需將溫度提升至玻璃轉移溫度(Glass Transition Temperature,Tg)以上,製程
既耗時又耗費能源,且升降溫過程也會使塑膠基板產生熱脹冷縮的現象,不僅會 影響熱壓成品的尺寸精度,還會有殘留內應力的產生。因此,欲達到大面積、高 均勻性、高精度與高品質之品質要求,需有新的塑膠微熱壓施壓方式。
1.3 氣體輔助微熱壓成型製程
為了解決傳統微熱壓使用壓板加壓造成施壓不均之缺陷,張[5]開發流體輔助 壓印技術,利用流體等向、等壓的物理特性,以流體微加壓來取代傳統壓板式的 施壓方式。其製程原理與步驟如圖1-4 所示,首先將壓印模具與塑膠基板堆疊於一 可加熱與冷卻的平台板上,再利用一密閉模腔(Chamber)將模具與塑膠基板密封 起來,接著利用平台將模腔內的塑膠基板加熱至材料的 Tg點以上,再由模腔側邊 通入高壓流體(例如:氣體、蒸汽、熱煤油等)加壓模具與塑膠基板,使融熔的 塑膠填入模具表面的微模穴內,最後利用平台將溫度降至室溫,洩除流體壓力、
打開模腔、分離模具與塑膠基板,即可獲得微熱壓成品。
此法因使用流體直接進行加壓工作,因此可達到大面積的壓力均勻分佈,即 使用矽晶圓當作壓印模具也不會造成壓印碎裂的現象。圖1-5 所示為利用感壓軟片
(LW 型,感應範圍 25 ~ 100 bar)進行四吋晶圓大小之壓印面積其壓力均勻性檢 測結果,此感壓軟片受壓後會產生深淺不一的顏色,可利用色度與壓力間的轉換 關係進行實際壓力值的量測與均勻性評估。由圖中可觀察到流體施壓後的感壓軟 片之顯色非常均勻,且在102 bar 之高壓施壓下,晶圓沒被壓碎,此結果可驗證流 體微熱壓製程有極佳的壓力均勻分佈特性。雖然流體微熱壓製程可以克服傳統熱 壓製程壓力分佈不均的缺失,但是在製程原理上仍然擺脫不了高溫與高壓的製程 特性,因此在損耗時間與能源方面仍有很大的改善空間。此外,升降溫之過程以 及過高的壓印壓力都有可能造成壓印成品產生殘留應力而出現翹曲現象,因此,
如何避免升降溫過程以及高壓印壓力是非常重要的課題。
1.4 紫外光固化奈米壓印製程(UV-NIL)
近年來,高分子材料的快速發展,光固化樹脂逐漸受到重視並大量地被採用,
該類樹脂為吸收紫外光能量而固化的特殊高分子。該材料起初是為了解決環保問 題而開發,而後因該材料硬度高、耐溶劑性、固化速度快、多樣式等特色,使之 倍受矚目。
德國阿亨工業大學 M. Otto 教授等人提出在室溫、低壓環境下利用紫外光固化 高分子材料的奈米轉印技術[6],如圖 1-6 所示。首先利用具有一個奈米圖案的壓 印模具,模具材料是使用可以讓紫外光穿透的石英玻璃,並且在矽基板塗佈一層 低黏度的紫外光固化高分子光阻,在模具和基板對位後,施加相當低的壓力將模 具壓入光阻層並同時照射紫外光使光阻硬化成型,壓印完成脫模後,再以蝕刻的 方式將基板上殘留的光阻去除便完成整個紫外光固化奈米壓印製程。
鑑於微射出成形與微熱壓成形的缺憾,如圖 1-6 所示,紫外光固化壓印製程只 需照光固化樹脂、不需升降溫過程即可複製微結構,有常溫、低壓、快速的優點,
可有效縮縮短製程時間、節省能源,甚至可避免升降溫過程造成壓印成品有殘留 應力的問題。雖然紫外光固化壓印機制可解決傳統微熱壓之問題,但是氣泡成型 缺陷問題以及紫外光固化樹脂與模具間的沾黏,卻是紫外光固化壓印成型另外急 需解決的問題。
1.5 具體研究方向與目標
傳統射出成型目前很難製造大面積(12 吋以上)且厚度薄(厚度 0.8 mm 以下)
具微結構之元件,因為流動阻力太大。若使用熱壓成型其生產效率低,且因為熱 壓成型是將製作完成之透明平板經由熱壓機再次加溫加壓成型其表面微結構,製 程時間冗長且耗費能源及成本。另外,在冷卻過程中也容易發生變形與殘留應力 等問題,故本研究將運用紫外光固化(UV-cured)微成型方式來製作大面積薄件微結
構元件,製程可在常溫低壓下進行,能夠有效縮短製程時間及節省能源,也可避 免傳統射出成型成品之熱應力問題。另外,傳統熱壓欲製作大面積之成品需加大 油壓缸的缸徑,大幅提高成本,且施壓之力量會分布不均,因此本研究將運用氣 體等向、等壓之特性來製作大面積之微結構元件,利用氣體施壓同時也能提高大 面積壓印在各區域之微結構的複製成型均勻性。
本論文所運用之製程技術係結合紫外光固化成型技術、反轉式壓印技術及氣 體輔助壓印製程,即是於壓印模具上先行塗佈UV 固化的高分子材料,使 UV 固化 高分子材料先完全充填微結構模穴,再將壓克力(PMMA)塑膠基板置於壓印模具上 方,接著利用灌入氣體之壓力對基板/模具施壓,再經由紫外光曝照後,使材料固 化成型後脫模,而完成大面積微結構元件的製做,製程簡易、快速,非常具有大 量生產的潛力與商業競爭力。具體的研究方向與目標如下:
1. 開發「常溫」、「低壓」、 「快速」大面積紫外光固化氣體輔助反轉式壓 印製程以及設備之設計組裝,並能夠在大面積PMMA 基板上壓印複製出 微結構圖案。
2. 完成彈簧式壓印基板載具於氣泡改善效果之實驗探討。
3. 運用此大面積壓印技術製作如導光板、增亮膜、菲涅爾鏡片等光學元件。
1.6 論文內容與架構
本論文共分為六章。第一章為導論,主要簡介微系統科技產業的製作與發展,
以及本論文的研究動機、具體研究方向與目標;第二章為文獻回顧,針對紫外光 固化壓印成型技術、反轉式壓印技術及氣體輔助壓印技術等相關研究及其延伸應 用,作完整的彙整與評論;第三章為紫外光固化氣體輔助反轉式壓印的初步實驗 及探討,主要內容包括紫外光固化氣體輔助反轉式壓印的原理說明、實驗結果及
設計與開發,實驗方法說明以及實驗結果與討論;第五章為改良式大面積紫外光 固化氣體輔助反轉式壓印成型製程,內容包含改良式基板載具的設計與功用、改 良式製程的說明以及相關實驗結果與探討;第六章則是本論文的研究成果總結及 未來的研究方向與展望。
圖1-1 典型微熱壓成型設備示意圖
(a)備料
(b)抽真空、預壓、加溫
(c)熱壓、保壓冷卻
(d)脫膜
(e)取出成品
塑膠基材 模具
塑膠複製品
圖1-2 傳統微熱壓成型步驟示意圖
圖1-3 傳統微熱壓製程壓力分佈不均示意圖
圖1-4 氣體輔助熱壓成型示意圖 [5]
圖1-5 四吋晶圓之感壓軟片受壓後之壓力分佈圖 [5]
圖1-6 紫外光固化壓印製程示意圖 [6]
第二章 文獻回顧
本章首先回顧氣體輔助壓印製程相關文獻,接著介紹紫外光固化壓印製程相 關研究內容,第三部份對反轉式壓印之發展及應用作一介紹,第四部分對於改善 UV 壓印的氣泡問題之相關研究作一回顧,最後做一整體性之比較及歸納。
2.1 氣體輔助壓印成型技術
一般的微奈米壓印製程,多是藉由油壓式壓板機構來加壓,壓板施壓方式易 導致壓力分佈不均,影響微結構複製品質。因此,欲達到大面積、高均勻性、高 精度與高品質之要求,就必須改進目前製程之壓板直接施壓方式,以解決壓力分 佈不均的問題。奈米壓印技術發展至今,使用氣體做為壓力源來輔助壓印的相關 研究不多,以下將針對國內外相關研究作一介紹。
Chang [7-9]等人提出利用流體壓印方式,使用氣體微熱壓成形方法解決加壓不 均勻之問題。氣體微熱壓製程如圖2-1 所示,使用氣體進行加壓動作,可在均勻壓 力情況下,進行大面積微結構熱壓複製,並以感壓軟片進行實驗面積為15 × 15 cm2 之壓力分佈量測。如圖2-2 所示為氣體壓力設定為 45 kgf/cm2時,感壓軟片之受壓 分佈,圖中顯示感壓軟片顯色非常均勻,經量測其平均壓力值為43 ± 3 kgf/cm2, 此結果充分證實氣體輔助壓印具有極佳的均勻壓力分佈特色。
Vratzov [10]等人利用抽真空造成壓力差的原理進行壓印成型,如圖 2-3 所示。
先將A、B 兩個模腔內之氣體抽出,直到兩模腔內氣壓約為 10 mbar,再慢慢增加 A 模腔內的壓力值,利用兩者的壓力差來進行壓印;其研究結果證實可成功壓印 出結構線寬為50 nm 之 NMOS 電晶體元件。
美國普林斯頓大學 Prof. Chou [11]其研究團隊於 2006 年提出氣墊式的壓印方 法。在此研究中,其研究團隊研究認為模具、基板與壓板之間的平行/平整度/表面 粗度等因素會造成壓印力不均之現象(圖 2-4),為了達到均勻的壓力分佈,他們
提出氣墊壓力(ACP, Air Cushion Press)的壓印觀念(圖 2-5),將皆為 4 吋晶圓大 小之模具及基材置於一個ACP 的設備中以達到均勻施壓的目的。並使用感壓軟片 (Pressure Sensitive Film)來量測使用壓板直壓及氣墊直壓之壓力分佈狀況。另外將 一紙片置於模具上方以及將一塵粒至於模具與基板間分別來觀察兩種壓印方式之 壓力分佈狀況(圖2-6 與圖 2-7),各項研究結果均顯示出使用氣體為壓力源的優勢。
Jeong 等 人 [12] 提 出 將 氣 體 應 用 於 步 進 式 紫 外 光 奈 米 轉 印 微 影 製 程 (Step-and-Repeat UV-Nanoimprint Lithography),如圖 2-8 所示。先用噴頭將樹脂塗 佈在模具(Element-Wise Patterned Stamp,EPS)上,然後移動模具到微結構複製的區 域,再利用一氣壓膛對透光模具壓印範圍通入空氣進行施壓讓模具與基材貼合,
再照光固化使模具上的樹脂轉印到基材上,然後再將模具移動到基材的另一個區 域,重覆同樣的轉印步驟,達到製作大面積微結構的目的。
韓國首爾大學 Lee 的研究團隊提出一套壓力槽式的壓印系統 [13-14],如圖 2-9 所示。其有效壓印面積達 8 吋,主要是利用真空系統將石英模具與基材內部空氣 排除,然後利用外部加熱及加壓系統迫使微結構成形,最後再利用外部紫外光源 照射使阻劑固化而成功壓印出微結構。
法國 Berre 等人[15]提出氣體微抽引(micro-aspiration)壓印的方式,如圖 2-10 所示,讓紫外光固化樹脂經由此抽引的力量充填模具的微結構模穴,再照光固化 而得到微結構。
Yang 等人[16]將氣體輔助施壓的機制應用於滾輪式壓印製程,如圖 2-11 所示。
研究中設計一氣體輔助壓印平台改善施力不均的問題,結果顯示氣輔平台之運用 可有效改善圓柱模在滾動時,因兩端施壓而產生的撓曲,造成接觸不均勻的情況。
Cheng 等人[17]提出創新的氣囊式輔助 PDMS 軟模壓印技術,如圖 2-12 所示,
係利用液靜壓的原理(圖2-13)來控制 PDMS 軟模在壓印過程中的變形問題。研 究結果顯示氣囊在壓印過程中能將PDMS 完全地包覆,有效控制 PDMS 軟模具於 壓印製程中的變形,也證實在不同氣囊壓力下,基板中央及邊緣位置的微結構複
製效果及品質都相當一致。
綜整壓印製程的研究重點,提高有效壓印面積乃是一項重大課題,而氣體輔 助壓印技術的發展在這方面實屬重大貢獻。
2.2 紫外光固化壓印成型技術
美國德州大學 C. G. Willson 教授之研究團隊首先提出步進曝光式紫外光壓印 微影技術(Step and flash imprint lithography) [18],其主要是利用步進式壓印機構,
將一有效壓印面積約為35 x 35mm2的石英玻璃製成微結構模具來作重覆步進式的 壓印,再配合紫外光固化材料、壓印成型與反應離子蝕刻技術,進行微奈米結構 的製作,如圖2-14 所示。其製程能力可達 8 吋晶圓面積之壓印,且其壓印後之均 勻性可較直接壓印大面積基板提升許多,有效地大幅降低製作成本與不良率。
德國 IOF 公司[19]則利用微模具、透明的紫外光固化樹脂與半導體製程專用的 晶圓曝光機,製作出晶圓等級的光電整合元件。
Kim 等人[20]利用紫外光固化成型技術複製微小光學元件,如圖 2-15 所示。
Jeong 等人[21]結合氣體施壓與紫外光固化方式,進行大面積的微結構複製,如圖 2-16 所示。先用滴注噴頭將樹脂陣列式地滴注於基板上區域,再對壓印範圍通入 空氣進行施壓讓模具與基材貼合,接著照光固化使模具上的樹脂轉印到基材上,
達到製作大面積微結構的目的。Liu 與 Chang[22]將紫外光固化成型運用於滾輪式 的轉印製程(如圖 2-17 所示),在硬玻璃基板上複製出彩色濾光片之黑色矩陣微結 構。Lee 等人[23]利用紫外光固化成型技術,搭配自行開發之混合單體紫外光樹脂,
將整個壓印製程控制在室溫低壓下完成,成功將線寬為100 nm 的線結構複製於可 撓性的PET 基板上,如圖 2-18 所示。Ahn 等人[24]亦將紫外光固化成型技術運用 於滾輪連續式的壓印製程,如圖2-19 所示,微米與奈米級的結構皆可成功地壓印 複製於基板上。
在國內相關研究方面,交大機械所陳雅雯[25]利用紫外光固化成型技術製作高
分子光學膜片,並進行有限元素分析與模擬。中興機械所黃俊瑋[26]則利用紫外光 固化膠與微透鏡陣列模具製作塑膠微光學元件。台大機械所翁永春[27]與黃培穎 [28]利用紫外光固化壓印製程製作光波導元件。台大機械所朱明輝[29]與許淑雯將 紫外光固化成型製程[30]運用於滾輪式轉印製程上,並成功製作出微透鏡陣列與 V-cut 等微結構。台大機械所張致遠[31]利用毛細現象配合紫外光固化壓印(圖 2-20),並使用 PDMS 透明軟模可成功製作出微透鏡陣列。
紫外光固化成型技術主要之優勢為低溫、快速、簡易、低成本,為其他技術 所不及。但目前此技術仍有一些問題需要克服與解決,如脫模與材料沾黏問題、
氣泡成型缺陷等相關基礎性課題也急需深入的研究與解決。
2.3 反轉式壓印成型技術 (Reversal Imprinting)
一般不論是熱壓式奈米壓印技術(HE-NIL)、紫外光固化成型技術(UV-NIL),
都是將光阻劑或光固化樹脂以旋轉塗佈的方式塗佈於基材(substrate)上,再使用模 具去進行壓印的動作。然而旋轉塗佈能夠塗佈的基材材質、面積大小與形狀皆有 所限制,若欲進行大面積壓印,且不是使用矽晶圓此種基材(如PMMA、PET 塑 膠基板),則在塗佈方面將會有相當的難度。
美 國 密 西 根 大 學 Prof. Pang 的 研 究 團 隊 首 先 提 出 反 轉 式 壓 印 (Reversal Imprinting) [32-33]的概念,如圖 2-21 所示,此技術係將塗佈光阻劑的對象對調,
先把阻劑塗在模具上,再將它轉印在基材上。相較於傳統奈米壓印製程,反轉式 壓印的優勢是可以轉印在不容易使用旋轉塗佈的基材上,例如:可彎曲的塑膠基 材、大面積的非圓形基材等。
近幾年,Prof. Pang 研究團隊[34]、Kehagias 研究團隊[35]以及 Lee 研究團隊[36]
等,更分別將反轉式壓印技術配合紫外光固化成型運用於3-D 的微奈米結構製作,
並利用layer by layer 的方式成功製作出多層式微結構(multi-layered structures)與多
本論文欲進行大面積(>12 吋)壓印,使用基材與模具皆為矩形,因此無法使 用旋轉塗佈機(spin coater)將 UV 樹脂塗佈於基材或模具上,故本論文將使用刮刀 塗佈配合反轉式壓印技術,將 UV 樹脂先塗佈於壓印模具上再進行壓印。如此一 方面可解決無法使用旋轉塗佈的問題,一方面亦可使 UV 樹脂在塗佈上模具時先 行充填微結構模穴再進行微結構壓印複製,預期可提高壓印後微結構的轉寫性。
2.4 氣泡成型缺陷問題與改善
紫外光固化壓印(UV-based imprinting/embossing)製程因不需加熱升降溫,因此 可避免熱變形問題而影響壓印精確度。然而紫外光固化壓印製程之關鍵則在於光 敏感性(photo-induced)樹脂之塗佈方式與過程,因沒有經過加熱之步驟,無法有效 排出光阻中之微氣泡,在經紫外光曝光後,氣泡問題會使微結構無法完全成型而 造成成型缺陷或瑕疵 [37]。
針對氣泡缺陷問題,Fuchs 等人[38]提出將壓印環境抽真空,可有效幫助減少 氣泡的產生。如圖2-23 所示,不同的壓印環境真空壓力下,改善氣泡問題的效果 也不同,其中以20 mbar 的真空壓力改善效果最為顯著。
美國德州大學 C. G. Willson 教授等人[39-40]提出步進式壓印技術來改善氣泡 問題,如圖2-24 所示,此技術係利用樹脂分散滴注(resin dispensing)方式,將 UV 樹脂陣列狀地滴注在基板上。然而 UV 樹脂的滴注需耗費更長時間,另外如何控 制每個樹脂滴注量均勻一致更是一個相當大的挑戰。
日 本 產 業 技 術 總 合 研 究 所 Hiroshima 等 人 [42] 提 出 樹 脂 擠 壓 法 (resin squeezing),增加持壓(holding)時間,使氣泡能夠由微結構模穴內往外被排出,如 圖2-25 所示。相較於前述兩種方法,此法不需額外的成本,但只適用樹脂塗佈厚 度較厚的情況與壓印面積極小的情況,對於大面積壓印,勢必是個較無效率且會 拉長成型時間的方法。
Hiroshima 等人[43-44]又於 2007 年提出利用氣體濃縮(gas condensation)的方式
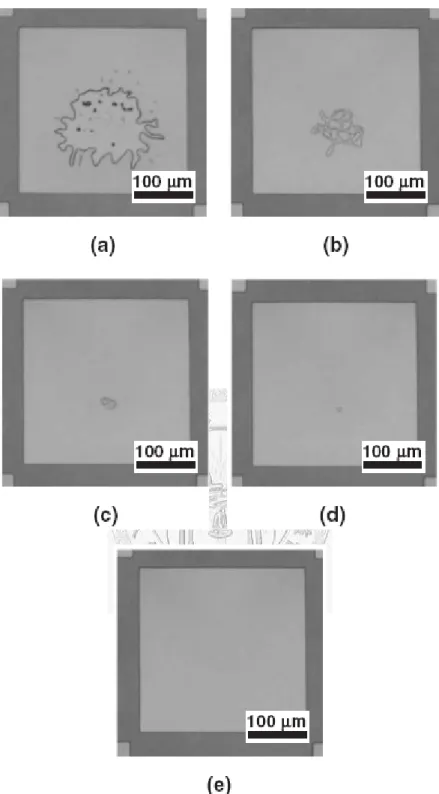
來解決氣泡的問題,原理如圖2-26 所示。此方法利用五氟丙烷與三氯氟甲烷等氟 化物氣體充入壓印模腔中(如圖 2-27 所示),此氟化物氣體會與氣泡產生作用,逐 漸濃縮減少氣泡的體積進而使氣泡消失。圖2-28 所示為模腔內通入不同流量五氟 丙烷氣體改善氣泡缺陷之結果,當持壓時間設定為將近於0 秒時,氣體流量(sccm, 單位時間通過之氣體莫耳數)越大,改善效果越佳。相較於前面所提改善氣泡問 題之方法,此法對於小面積壓印所產生之氣泡問題改善效果極佳且效率高,但過 程中使用氟化物之氣體,有汙染環境之虞。對於大面積壓印,使用此法可能會有 製程難以掌控及氣體擴散不均等問題。
2.5 綜合歸納
本研究將結合紫外光固化成型技術、反轉式壓印成型技術及氣體輔助壓印製 程,進行大面積之微結構複製,並搭配改良式的壓印機構來改善UV 壓印最常見 的氣泡問題。紫外光固化成型技術的運用,使整個壓印製程能夠在室溫低壓下進 行,減少了升降溫所造成之變形及殘留應力等問題;運用反轉式壓印成型技術,
壓印模具上之微結構模穴將被UV 樹脂先充填完全,再進行壓印複製,可有效提 高微結構之轉寫性;氣體輔助壓印技術其氣體施壓等向、等壓之特性使壓印壓力 在整個大面積壓印區域能夠均勻分布,同時也能提高在各位置之微結構的複製成 型均勻性。因此本研究最終目的是開發「常溫」、「低壓」、「快速」之大面積紫外 光固化氣輔反轉式壓印之成型技術。
圖2-1 氣體輔助微熱壓製程步驟示意圖[7-9]
41.5 40.7 42.5 44.4
44.6 45.4 44.0 41.5
46.0 44.0 44.0 40.0 40.7
圖2-2 氣體輔助壓印之壓力均勻性檢測結果(面積為 150 mm × 150 mm)[7]
圖2-3 真空輔助壓印設備示意圖[10]
圖2-4 硬質平壓板直壓法(SPP)。(a) 理想情況;(b) 壓板表面平整度不佳;(c) 模 具/基板之背面不平整;(d) 上下壓板位移不平行;(e) 模具/基板之表面不平 [11]
(a)
(b)
圖2-5 氣墊壓印 (ACP) 原理示意圖:(a)壓板直壓 SPP 及(b)氣墊直壓 ACP 之 4 吋感壓軟片壓力測試,壓力為 1.38 MPa (c) 感壓值對照表 [11]
圖2-6 氣墊壓印之 4 吋感壓軟片壓力測試結果(置入紙片)。(a)硬 壓板直壓SPP 及(b)氣墊直壓 ACP 之 4 吋感壓軟片壓力測試,壓力
為1.38 MPa [11]
圖2-7 氣墊壓印之 4 吋感壓軟片壓力測試結果(置入塵粒)。(a)壓 板直壓SPP 及(b)氣墊直壓 ACP 之 4 吋感壓軟片壓力測試,壓力為
1.38 MPa [11]
圖2-8 空氣輔助步進式壓印技術示意圖[12]
圖2-9 壓力槽式壓印系統示意圖 [14]
圖2-10 氣體輔助微抽引(micro-aspiration)壓印技術示意圖 [15]
圖2-11 氣體輔助壓印平台式滾輪轉印製程 [16]
圖2-12 氣囊式輔助壓印製程示意圖 [17]
圖2-13 液靜壓原理示意圖 [17]
圖2-14 步進快閃式紫外光壓印微影技術 [18]
圖2-15 紫外光固化成型示意圖 [20]
圖2-16 氣體施壓紫外光固化成型製程示意圖 [21]
圖2-17 滾輪式紫外光轉印製程與設備示意圖 [22]
圖2-18 以紫外光固化成型技術於 PET 基材上製作出線寬為 100 nm 之結構 [23]
圖2-19 滾輪連續式紫外光轉印製程示意圖 [24]
圖2-20 紫外光微轉印成型機台示意圖 [31]
圖2-21 反轉式壓印技術示意圖 [33]
(a) 通道寬度為 400nm 之 4 層奈米通道
(b) 交錯狀之 3 層奈米結構
(c) 平行狀之 2 層奈米結構
圖2-22 運用反轉式壓印技術所製作之多層微結構 [34-36]
(a) 真空壓力 20mbar (b)
(b) 真空壓力 500mbar
(c) 真空壓力 850mbar
圖2-23 真空法改善氣泡問題 [38]
圖2-24 樹脂分散滴注法示意圖 [41]
圖2-25 樹脂擠壓法改善氣泡缺陷之原理示意圖 [42]
圖2-26 氣體濃縮法改善氣泡缺陷之原理示意圖 [43]
圖2-27 氣體濃縮法之壓印設備示意圖 [44]
圖2-28 五氟丙烷氣體改善氣泡缺陷之結果。(a) 0sccm;(b) 50 sccm;(c) 100 sccm;
(d) 150 sccm;(e) 200 sccm。[43]
第三章 反轉式氣輔 UV 壓印製程之初步實驗探討
本章主要內容為反轉式氣體輔助 UV 壓印成型的初步實驗進行與結果討論,
分為六部分:第一部分,為反轉式氣體輔助 UV 壓印成型的相關設備說明;第二 部分,說明微結構不銹鋼壓印模具以及相關壓印材料的製備;第三與第四部分則 分別說明反轉式氣體輔助 UV 壓印成型所考慮的成型參數以及整個壓印製程步 驟;第五與第六部分,分別進行初步實驗結果的說明與探討並做一歸納。
3.1 壓印模腔及相關設備
張[2003]開發氣體輔助熱壓成型製程,利用氣體等壓、等向之物理特性,達到 均勻壓印壓力之分佈,改善傳統熱壓利用油壓缸及壓板施壓所造成壓力不均勻之 缺點。根據此原理,初步設計製作一可透光之壓印模腔來進行紫外光固化氣體輔 助壓印的初步實驗。實驗中各設備主要功能說明如下:
(1) 壓印模腔(chamber)
如圖3-1(a)、(b)所示,壓印模腔主要分為上下模腔,上模腔包含高壓氣體之進 出閥口,上模腔可透光範圍φ100 mm;下模腔有真空系統之進出閥口,壓印 基板載具之直徑為110 mm。為了方便實驗觀察,壓印模腔採用螺紋鎖固方式 而不用油壓式之壓板壓合,配合氣密O 型環,此組模腔最高承受壓力可達 10 kgf/cm2。
(2) 高壓氣體壓力源
為避免壓印材料在實驗過程中變質或氧化,需考慮以惰性氣體為施壓之壓力 源,故本實驗所使用之加壓氣體為氮氣,其他惰性氣體亦可適用。本實驗氮 氣來源,係由一般工業用高壓氮氣瓶所提供,如圖3-2 所示,最大輸出壓力約 為130 kgf/cm2,配合氣壓微調針閥(Needle valve),調整模腔內氣體壓力。
(3) 真空幫浦
如圖3-3 所示為本實驗所使用之真空幫浦(GVD 050-A, ULVAC, Japan),排氣 速度每分鐘約60 L,可到達最高真空壓力為 5 × 10-4 torr(約 6.5 × 10-7 atm)。
真空幫浦則用來保持下模腔內的真空度,並將腔體內殘留氣體抽離以及促使 壓印時多餘的光阻劑能往外排出,防止氣體包封及氣泡等現象發生,也可以 使壓印殘留層能夠薄且均勻。
(4) 紫外光固化光源
本實驗使用的紫外光固化光源是利用平面式發光二極體的 UV-LED 光源,如 圖3-4 所示,其波長範圍約為 375 nm ~ 395 nm。另外使用光強度計(Power meter, 1815-C, Newport),如圖 3-5 所示,依壓印模腔之相對位置,可在壓印平面量 測得其光強度約為10 mW/cm2。
(5) 氣密膜(seal film)
氣密膜之功能,主要目的為產生壓力差,使氣體灌進膜腔後,能與待壓物區 別,而讓氣體之壓力可施壓於堆疊組合上。若沒有此層密封膜,則模具、塑 膠、氣體皆在同一模腔空間內,無法達到氣體加壓效果。密封膜之材質可以 擇 自 塑 膠 薄 膜 或 金 屬 箔( 如 鋁 箔 )… 等 阻 氣 性 良 好 材 料 。 本 論 文 使 用 PET(Polyethylene Terephthalate Film)當作一密封膜,為日本東利公司(Toray)生 產之S-Type 型,薄膜厚度為 188 μm。屬半結晶型(Semicrystalline)塑膠,玻璃 轉移溫度約為76.5 ℃,熔點溫度約為 240 ℃。
3.2 壓印模具及相關材料製備
本實驗為驗證反轉式氣體輔助 UV 壓印成型之可行性,首先進行小尺寸之壓 印實驗與探討,初步實驗使用尺寸為70 mm × 70 mm × 1 mm 之不銹鋼薄板壓印模 具,其上具有微孔陣列之微結構,係利用濕蝕刻的方式製作出來,如圖3-6 所示。
為了解壓印模具上之微結構外型輪廓與尺寸,本實驗利用光學顯微鏡(Optical Microscope, OM)、掃瞄式電子顯微鏡(Scanning Electron Microscope, SEM)以及白光
干涉儀(White Light Interferometry, WLI),準確且真實地呈現出壓印模具其微結構的 2D 與 3D 影像,本研究所使用之光學顯微鏡、掃描式電子顯微鏡、白光干涉儀分 別如圖3-7、圖 3-8、3-9 所示。如圖 3-10 所示為模具上其微結構之 OM、SEM 及 WLI 影像,微結構外型為微孔洞陣列(約 120 × 120 arrays),蝕刻出之平均孔徑約 為200 μm,平均深度約為 18~20 μm。
製程中所使用的基材為 PMMA(polymethylmethacrylate)塑膠板材,屬於不 定形塑膠,玻璃轉移溫度約為 110 ℃。基板大小裁切成與壓印模具大小略同,厚 度為1 mm。
本實驗所使用之 UV 樹脂是由工研院機械所提供,UV 固化樹脂其黏度約為 1000 cps (at 25℃),在可見光波段,折射率(refractive index)平均約為 1.52。UV 固 化樹脂塗佈方面,因本實驗採用非圓形壓印模具與基材,故採用手動刮刀塗佈方 式將 UV 固化樹脂塗佈於不銹鋼壓印模具上,此法塗佈出之光阻厚度分布不均,
但預期以氣體輔助施壓機制使壓印後之殘留層厚度均一。
3.3 壓印製程參數
本研究導入反轉式壓印技術,將 UV 固化樹脂塗佈於壓印模具上,使 UV 固化 樹脂能先行充填滿微結構模穴後,再以基板對模具作壓印的動作,預期可有效提 高微結構高度之轉寫率,而不受成型參數之影響。
因此,為驗證本研究所提之反轉式壓印技術之優點,本實驗採用單一參數法 實驗法,探討氣體壓印壓力-P (kgf/cm2)、持壓時間-t (sec.)以及 UV 曝光能 量-E (mJ/cm2)對於微結構轉寫高度之影響。表 3-1 所示為本實驗之壓印製程 參數條件,劃有底線的製程參數值為固定的中心參數。
3.4 反轉式氣體輔助 UV 壓印製程
理進行大面積壓印實驗,為驗證三種製程結合之可行性,初步進行小面積壓印區 域之壓印實驗,整個壓印製程如圖3-11 所示,壓印步驟依序說明如下:
(1) 將塗佈有 UV 固化樹脂的壓印模具與壓印基板,依相對位置堆疊組合後,放 置在下壓印模腔之中央位置,如圖3-11(a)。
(2) 接著使用 PET 密閉膜覆蓋在此模具與基材堆疊的組合上,並鎖上模腔,使其 成為一密閉空間而達到壓力差之效果,如圖3-11(b)。
(3) 上模腔通入高壓氮氣,經由壓力控制閥將氣體壓力調至適當之成型壓力條 件,此時塗佈於壓印模具上之 UV 固化樹脂因受壓印力而開始與壓印基板緊 密接觸,多餘的 UV 固化樹脂則會排出。待保壓一段時間後,開始進行紫外 光照射固化,此時氣體需持續保壓,依 UV 固化樹脂的固化性質照射一定的 固化時間,如圖3-11(c)。
(4) 當完成紫外光照射固化微結構壓印複製的過程後,經由壓力控制閥將上模腔 高壓氣體洩出,再打開上下模腔,即可取出壓印完成之成品,如圖3-11(d)。
3.5 小面積壓印結果與討論
如圖 3-12 所示為小尺寸 PMMA 基板在壓印壓力 2 kgf/cm2、持壓時間60 秒、
UV 光照時間 20 秒以及無抽真空的情形下之壓印結果,以肉眼初步觀察,結果顯 示微結構複製性不佳、微結構成型不完全、氣泡缺陷等問題非常嚴重。另外,圖 3-13 與圖 3-14 所示分別為小尺寸壓印成品上有氣泡缺陷區域之 OM 圖與 SEM 圖,
結果顯示有氣泡的區域其微結構成型不完全,甚至微結構完全無法成型,進而造 成成型上的缺陷,將會影響其之後的應用。此結果是因為壓印製程中沒有進行抽 真空的動作以將下模腔之殘留氣體抽出,因此在上模腔導入高壓氣體施壓後,被 模具、UV 固化樹脂以及基板所包住之氣泡無法有效排出,因而影響微結構成型 性。因此,為改善氣泡成型缺陷的問題,本實驗進一步在壓印過程中將下模腔進 行抽真空的動作。圖3-15 所示為壓印製程中導入抽真空的壓印結果,結果顯示微
結構可成功地且完整地複製於整片PMMA 基板上,沒有氣泡成型缺陷產生。圖 3-16 所示為微結構複製結果之OM 圖、SEM 圖與 WLI 圖,結果顯示微結構之複製性極 佳,平均直徑約為200 μm,平均高度約為 19 μm。由以上結果可以證明在壓印過 程中抽真空對於氣泡缺陷之消除有顯著的幫助,也有助於提高微結構的複製性。
因此,在後續大面積壓印實驗中,本研究將同樣使用抽真空的方式來改善氣泡缺 陷之問題。
本研究導入反轉式壓印技術,並改變傳統之壓印方向(模具對基板壓印),以 基板對塗佈有 UV 固化樹脂之壓印模具施壓,預期可有效提高微結構高度之轉寫 率,而不受成型參數之影響。因此,本實驗探討氣體壓印壓力、壓印時間以及UV 曝光能量此三個壓印製程參數對於微結構轉寫高度之影響。圖3-17 顯示在氣體壓 印壓力(P)為 2 kgf/cm2,紫外光照光能量(E)為 200 mJ/cm2,不同持壓時間(t)為 15s、
30s、45s、60s、75s 對於微結構平均轉寫高度之影響。圖中所示每個持壓時間所對 應的微結構轉寫高度值,是於70 mm × 70 mm 面積的壓印結果隨機量取 20 個微結 構之高度,並計算其平均值所得之數值。由圖中可明顯看出微結構平均轉寫高度 不會隨著持壓時間增加而增加,且高低差非常小,約在1 µm 左右,亦有可能是量 測時所造成之誤差,因此,可以確定持壓時間此製程參數在本研究中並不會影響 結構轉寫之高度。
圖 3-18 顯示在氣體壓印壓力(P)為 2 kgf/cm2,持壓時間(t)為 60s,不同氣體壓 印壓力(P)為 1 kgf/cm2、2 kgf/cm2、3 kgf/cm2、4 kgf/cm2、5 kgf/cm2對於微結構平 均轉寫高度之影響。圖中所示不同壓力值對應的微結構轉寫高度,同樣是隨機量 取20 個微結構之高度,並計算其平均值所得之數值。結果顯示,提高氣體壓印壓 力,微結構平均轉寫高度並不會因而增加,整體高低差約在2 µm 左右,亦有可能 利用白光干涉儀量測微結構所造成之量測誤差。因此,同樣可以證明壓印壓力之 大小,於本研究中並不會影響微結構轉寫之高度。
圖 3-19 顯示在紫外光照光能量(E)為 200 mJ/cm2,持壓時間(t)為 60s,不同紫
外光照光能量(E)為 50 mJ/cm2、100 mJ/cm2、150 mJ/cm2、200 mJ/cm2、250 mJ/cm2 對於微結構平均轉寫高度之影響。壓印結果顯示,隨著增加紫外光照光能量(增 加照光時間),微結構平均轉寫高度有逐漸增加的趨勢,但並不是很明顯的轉寫高 度落差,因此可以推論,照光能量低(照光時間短)可能無法完全固化壓印出之 微結構,在壓印完成並脫模時,會有微結構脫落或部分被剝離的現象產生,而使 量測出來的微結構高度較低。然而,較高的照光能量(照光時間長)雖有助於完 全固化微結構使其順利脫模,但卻不會因而增加微結構轉寫高度。
3.6 本章結論
本章利用反轉式氣體輔助 UV 壓印製程進行初步小面積壓印實驗以驗證其應 用於大面積壓印之可行性,實際壓印面積約為70 mm × 70 mm,並探討製程中抽真 空與不抽真空對壓印結果之影響。結果顯示,本實驗成功結合紫外光固化壓印成 型技術、氣體輔助壓印成型技術以及反轉式壓印成型技術,可於70 mm × 70 mm 之 壓克力基板上壓印出微結構。另外,實驗結果也顯示壓印製程中若無導入抽真空 機制將模腔中殘留氣體抽離,壓印成品將會有氣泡缺陷產生,對微結構成型性有 非常大之影響;相反來說,若製程中導入抽真空機制、微結構可完全且成功地複 製於整個壓印基板上。因此,接下來大面積壓印實驗部份,將導入抽真空機制來 試圖改善大面積壓印亦有可能產生的氣泡缺陷問題。
另外,本章初步實驗也探討氣體壓印壓力、壓印時間以及 UV 曝光能量此三 個壓印製程參數對於微結構轉寫高度之影響。結果顯示,反轉式壓印技術的導入 配合改變壓印方向,將使微結構之高度轉寫性不受壓印成型參數之影響,可有效 提高微結構之轉寫性。因此,對於更大壓印面積,反轉式壓印技術除了可避免傳 統UV 固化樹脂塗佈於基板上的不易,對於提高整個大面積微結構之轉寫性與複 製均勻性,將有非常大的幫助。
表3-1 反轉式氣體輔助 UV 壓印製程參數表
(畫有底線之參數為固定參數)
Processing parameters
UV-curing dose (mJ/cm2)
Pressing pressure (kgf/cm2)
Pressing duration (sec.)
50 1 15
100 2 30
150 3 45
200 4 60
250 5 75
(a) 上模腔
(b) 下模腔
圖3-1 小尺寸反轉式氣體輔助 UV 壓印模腔
圖3-2 氮氣(N2)壓力瓶與調節針閥
圖3-3 真空幫浦
圖3-4 陣列式發光二極體紫外光燈
圖3-5 光強度計 Power meter (1815-C, Newport)
圖3-6 小尺寸壓印實驗用之不鏽鋼薄板壓印模具尺寸示意圖
圖3-7 光學顯微鏡 (ZOOMKOP)
圖3-8 掃瞄式電子顯微鏡 (JSM-6390LV, JEOL Ltd., USA)
圖3-9 白光干涉儀
(圖片來源:國立台灣大學機械所 精密量測實驗室)
(a) 70 mm × 70 mm 不銹鋼壓印模具實體照片
[No. 1] 三點圓 R = 0.0991 mm, D = 0.1981 mm, L = 0.6224 mm, Area = 0.0308 mm2 [No. 2] 三點圓 R = 0.1003 mm, D = 0.2007 mm, L = 0.6305 mm, Area = 0.0316 mm2 [No. 3] 三點圓 R = 0.1010 mm, D = 0.2020 mm, L = 0.6347 mm, Area = 0.0321 mm2
(b) OM 圖(直徑約 200 µm,光學顯微鏡放大倍率 40 倍)
(c) SEM 圖
(d) 3D 形貌
(e) 橫向尺寸(蝕刻出平均孔徑約 200 µm)
(f) 縱向尺寸(蝕刻出平均深度約 18~20 µm)
圖3-10 小尺寸(70 mm × 70 mm)不銹鋼薄板壓印模具
圖3-11 反轉式氣體輔助 UV 壓印製程示意圖
4. 照光結束,上模 腔洩氣,下模腔 破真空,並打開 上下模腔以取出 壓印成品。
3. 上模腔通入高壓 氮 氣 對 基 板 / 模 具進行施壓,接 著進行照光以固 化微結構。
2. 上下模腔閉合,
此時基板與模具 會緊密接觸,下 模腔再進行抽真 空將氣泡抽離。
1. 將 PET 氣密膜、
PMMA 基 板 與 壓印模具依相對 位置,置放於壓 印模腔中。
圖3-12 小尺寸初步壓印實驗結果(無抽真空)
氣泡區域 氣泡區域
結構完整 氣泡區域
(a) 微結構成型不完全 (b) 微結構無法成型
(c) 微結構成型不完全與無法成型 (d) 微結構成型不完全與無法成型 圖3-13 氣泡成型缺陷區域之 OM 圖(40 倍)
(紅色虛線包圍區域即為氣泡成型缺陷處)
微結構無法成型
成型不完全
微結構無法成型 成型不完全
(a) X 35 (b) X 35
(c) X 120 (d) X 350 圖3-14 氣泡成型缺陷區域之 SEM 圖
(紅色虛線包圍區域即為氣泡成型缺陷處)
氣泡被包封於微結構 頂端,形成空孔的成 型缺陷。
氣體無法排除而被包 封,將造成微結構無 法成型。
圖3-15 小尺寸初步壓印實驗結果(抽真空)
[No. 1] 三點圓 R = 0.0995 mm, D = 0.1989 mm, L = 0.6249 mm, Area = 0.0311 mm2 [No. 2] 三點圓 R = 0.1010 mm, D = 0.2020 mm, L = 0.6346 mm, Area = 0.0320 mm2 [No. 3] 三點圓 R = 0.0998 mm, D = 0.1995 mm, L = 0.6268 mm, Area = 0.0313 mm2
(a) OM 圖(直徑約 200μm,光學顯微鏡放大倍率 40 倍)
(b) SEM 圖
(c) WLI- 3D 形貌圖
(d) WLI 圖-橫向尺寸(壓印出之微結構平均直徑約 200 µm)
(e) WLI 圖-縱向尺寸(壓印出之微結構平均高度約 18~20 µm)
圖3-16 小尺寸初步壓印實驗結果之外型與尺寸量測(抽真空)
15 30 45 60 75 Duration time (sec.)
0 10 20 30 40 50
Height of replicated microstructure (μm)
19.58 19.36 19.21 19.74 19.44
UV-curing dose = 200 mJ/cm2 Gas pressure = 2 kgf/cm2
圖3-17 持壓時間對微結構轉寫高度之關係圖
1 2 3 4 5 Gas pressure (kgf/cm2)
0 10 20 30 40 50
Height of replicated microstructure (μm)
20.69
19.74
21.6 20.6 20.89
UV-curing dose = 200 mJ/cm2 Duration = 60 sec.
圖3-18 氣體壓印壓力對微結構轉寫高度之關係圖
50 100 150 200 250 UV-curing dose (mJ/cm2)
0 10 20 30 40 50
Height of replicated microstructure (μm)
18.56 19.19 20.39 19.75 19.51
Gas pressure = 2 kgf/cm2 Duration time = 60 sec.
圖3-19 紫外光照光能量對微結構轉寫高度之關係圖
第四章 應用於大面積微結構複製之實驗探討
本實驗研究係結合紫外光固化壓印成型技術、氣體輔助壓印以及反轉式壓印 技術進行大面積壓印成型實驗,因此本章首先針對此創新製程進行製程特性分 析;接著介紹進行大面積壓印實驗所需的模具以及相關材料;第三部分說明大面 積反轉式氣體輔助 UV 壓印設備的設計開發與製程方法;第四部份,是大面積的 壓印結果與討論,並探討此複合式製程對氣泡缺陷改善之效果。
4.1 製程特性分析
如圖 4-1 所示,傳統紫外光固化壓印成型技術係先將 UV 樹脂(resin)塗佈於基 板上(substrate),再將壓印模具(stamper)置放於基板上施予壓印力,接著再照光固 化獲得成品。此方式會將 UV 固化樹脂中含有之氣泡以及壓印環境中之空氣困於 壓印模具的凹陷處(即模穴),若利用抽真空的方式來抽離氣泡時,氣泡會沿著模 具上微結構之外形起伏流動,從壓印區域之中間位置流動到壓印區域之邊緣而被 抽離,如圖4-2 所示。因此,若以傳統紫外光固化壓印成型技術進行大面積壓印成 型,此氣泡成型缺陷的問題會更嚴重,純粹以抽真空的方式將無法有效解決氣泡 成型缺陷的問題,因為氣泡在UV 固化樹脂中須走更遠的距離才會被抽離。
本研究主要進行大面積壓印成型,除了結合紫外光固化壓印成型與氣體輔助 壓印製程,另外更利用反轉式壓印成型原理來嘗試解決氣泡問題。如圖4-3 所示,
反轉式壓印技術是將 UV 樹脂先塗佈於模具上,再將模具壓於基板上進行壓印,
然而此方式還是會將氣泡以及壓印環境中之空氣困於模穴中,利用抽真空可能還 是無法完全消除氣泡;另外,已經塗佈於壓印模具上的 UV 固化樹脂也會因重力 作用而滴落。因此,本實驗改變反轉式壓印的方向,以基板對塗佈有 UV 固化樹 脂的壓印模具進行施壓的動作,如圖4-4 所示。以此概念進行壓印,可使 UV 固化 樹脂中含有之氣泡以及壓印環境中之空氣不被模具之模穴所困住,抽真空時能夠
較容易被抽離壓印區域。
4.2 壓印模具及其他相關材料備製
4.2.1 壓印模具
本研究進行大面積微結構壓印成型,但大面積壓印模具不易取得,若以電子 束直寫(EBDW)之方式製作大面積壓印模具,將耗費相當可觀的時間與金錢成本。
因此,為驗證大面積壓印之可行性與微結構複製均勻性,本實驗使用不銹鋼薄板 壓印模具,為工研院機械所所提供,如圖4-5 所示其尺寸大小分別為 244 mm × 183 mm × 0.8 mm 與 266 mm × 150 mm × 0.8 mm。如圖 4-6 所示,不銹鋼壓印模具上具 有微孔陣列之微結構,係利用濕蝕刻的方式製作出來。濕蝕刻藉由控制蝕刻速率,
可以獲的較均一的微結構深度,但微結構模穴的表面形貌及品質不易控制。不鏽 鋼板模具上所蝕刻出之微結構屬於微孔洞陣列,平均蝕刻深度約為8 μm,蝕刻孔 徑約為120 μm。
本研究利用紫外光固化成型的方式,使大面積壓印能夠在室溫、低壓下完成。
但在紫外光固化成型製程中,影響結構複製完整性的重要因素之ㄧ,即是模具與 基板間的脫模性。因此,微結構不銹鋼板壓印模具在進行 UV 成型壓印之前,模 具表面進行抗沾黏表面處理,目的在於壓印成型後,固化之 UV 樹脂微結構可以 和模具順利的脫模;同時鋼板表面經抗沾黏處理後,亦可提升壓印模具使用壽命。
有效降低殘膠現象。抗沾黏表面處理主要是利用大氣電漿活化氟化物單體,噴塗 在鋼板上,在鋼板模具表面形成氟化物鍵結,可大幅降低模具表面能,避免膠材 殘留在模具表面;當模具表面能低時,模具表面呈現疏水性,水滴與模具之接觸 角提升。為驗証表面能之改變,使用表面接觸角量測儀(FTA 125, First Ten Ångstrom, USA)如圖 4-7 所示,觀察鋼板模具表面經抗沾黏處理前後,水滴接觸角變化,結 果如圖 4-8 所示。我們可以明顯發現,鋼板模具在抗沾黏處理前,液滴接觸角為
將有助於脫模。
4.2.2 壓印基板(substrate)與紫外光固化樹脂(UV-cured resin)
本研究主要動機是為了解決一般精密光學元件複製成型技術(如微射出成 型、微熱壓成型等)無法製作出大面積薄件微結構光學元件之問題,故本實驗中 採用厚度為1 mm 之透明壓克力板(PMMA)為壓印基板,尺寸有 244 mm × 183 mm (4:3) 與 266 mm × 150 mm (16:9)兩種,皆約為 12 吋大小,如圖 4-9 所示。
本實驗所使用之 UV 固化樹脂是由工研院機械所與廠商所共同開發,屬於光 學應用等級,可直接應用於光學微結構之製作,不同於市售的 UV 固化樹脂多為 黏著用途。此UV 固化樹脂其黏度約為 1000 cps(at 25℃),在可見光波段,折射率 (refractive index)平均約為 1.52。
4.2.3 UV 固化樹脂塗佈方式
目前為止所發展的相關奈米壓印技術,皆是利用旋轉塗佈機(spin coater)將光 阻(resist)或樹脂(resin)旋塗於壓印基板上,但旋轉塗佈機可塗佈之基材形狀、大小 與材質皆有所限制。本研究進行大面積反轉式壓印成型,係將 UV 固化樹脂先塗 佈於壓印模具上,再進行壓印動作將微結構複製於近 12 吋大小且為四方形之 PMMA 基板上,因此,無法使用旋轉塗佈之方式將 UV 固化樹脂塗佈於模具上。
故本研究採用手動刮刀塗佈方式將 UV 固化樹脂塗佈於不銹鋼壓印模具上,使用 之刮刀(Faithful Printing Equipment & Supply Co., Ltd., Taiwan)如圖 4-10 所示,刮刀 材質為橡膠,刮刀柄材質為鋁合金。以手動刮刀塗佈法所塗佈出之 UV 固化樹脂 厚度可能較無法均勻一致,但預期以氣體輔助施壓機制使壓印後殘留層厚度均一。
![圖 1-5 四吋晶圓之感壓軟片受壓後之壓力分佈圖 [5]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607605.633305/23.892.263.632.135.491/圖15四吋晶圓之感壓軟片受壓後之壓力分佈圖5.webp)
![圖 2-8 空氣輔助步進式壓印技術示意圖[12]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607605.633305/34.892.262.627.171.1007/圖28空氣輔助步進式壓印技術示意圖12.webp)
![圖 2-11 氣體輔助壓印平台式滾輪轉印製程 [16]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607605.633305/36.892.223.685.143.435/圖211氣體輔助壓印平台式滾輪轉印製程16.webp)
![圖 2-16 氣體施壓紫外光固化成型製程示意圖 [21]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607605.633305/38.892.252.646.194.739/圖216氣體施壓紫外光固化成型製程示意圖21.webp)
![圖 2-19 滾輪連續式紫外光轉印製程示意圖 [24]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607605.633305/40.892.237.667.129.704/圖219滾輪連續式紫外光轉印製程示意圖24.webp)
![圖 2-20 紫外光微轉印成型機台示意圖 [31]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607605.633305/41.892.224.673.143.1089/圖22紫外光微轉印成型機台示意圖31.webp)
![圖 2-25 樹脂擠壓法改善氣泡缺陷之原理示意圖 [42]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607605.633305/45.892.255.650.125.753/圖225樹脂擠壓法改善氣泡缺陷之原理示意圖42.webp)
![圖 2-26 氣體濃縮法改善氣泡缺陷之原理示意圖 [43]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607605.633305/46.892.248.654.129.756/圖226氣體濃縮法改善氣泡缺陷之原理示意圖43.webp)
![圖 2-27 氣體濃縮法之壓印設備示意圖 [44]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607605.633305/47.892.176.722.130.732/圖227氣體濃縮法之壓印設備示意圖44.webp)