國
立
交
通
大
學
機械工程學系
碩 士 論 文
滾壓成形超薄導光板設計與製作之研究
The Study of design and manufacture of thin
light guide plate for Roll to Roll UV embossing
proces
s
研 究 生:許正昇
指導教授:周長彬 教授
滾壓成形超薄導光板設計與製作之研究
The Study of design and manufacture of thin light guide plate
for Roll to Roll UV embossing process
研究生:許正昇 Student:Cheng-Sheng Hsu 指導教授:周長彬 Advisor:Chang-Ping Chou 國 立 交 通 大 學 機 械 工 程 學 系 碩 士 論 文 A Thesis
Submitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
in
Mechanical Engineering
June 2009
Hsinchu, Taiwan, Republic of China
滾 壓 成 形 超 薄 導 光 板 之 設 計 與 製 作 研 究 學 生 : 許 正 昇 指 導 教 授 : 周 長 彬 國 立 交 通 大 學 機 械 工 程 學 系 摘 要 光 電 產 品 為 了 因 應 市 場 需 求 , 必 須 符 合 重 量 輕 、 體 積 小 、 使 用 效 率 高 等 設 計 要 求 , 所 以 許 多 廠 商 爭 先 投 入 研 究 、 改 良 產 品 以 增 加 產 品 在 市 場 上 的 優 勢 , 其 中 改 良 產 品 本 身 的 背 光 模 組 之 導 光 板 部 分 , 不 但 可 以 達 到 節 省 成 本 、 減 輕 重 量 、 減 少 厚 度 , 若 能 結 合 更 快 速 、 更 有 效 率 的 製 作 製 程 , 可 提 高 產 能 、 減 少 製 作 時 間 , 將 可 大 幅 提 高 產 品 競 爭 優 勢 。 不 同 於 傳 統 射 出 成 形 製 作 導 光 板 , 本 研 究 目 的 在 於 利 用 滾 壓 製 程 製 作 超 薄 導 光 板 , 研 究 過 程 從 導 光 板 設 計 、 模 仁 製 作 、 U V 滾 壓 製 作 導 光 板 到 導 光 板 光 學 檢 測 各 方 面 均 有 討 論 , 並 針 對 鋼 板 蝕 刻 與 熱 熔 製 程 兩 種 不 同 方 式 製 作 的 模 仁 所 滾 壓 製 作 的 導 光 板 做 比 較 , 分 析 兩 者 間 的 差 異 , 以 便 未 來 應 用 於 導 光 板 或 是 微 光 學 元 件 製 作 上 。 實 驗 結 果 顯 示 , 滾 壓 U V 轉 印 製 作 導 光 板 製 程 可 以 製 作 薄 形 、 大 面 積 尺 寸 的 導 光 板 , 雖 然 技 術 上 需 要 經 過 複 雜 的 測 試 過 程 與 精 細 的 參 數 設 定 , 不 過 滾 壓 U V 轉 印 技 術 仍 是 未 來 製 作 導 光 板 的 重 點 技 術 之 一 。 關 鍵 字 : 導 光 板 、 滾 壓 製 程 、 熱 熔 製 程
D e s i g n a n d M a n u f a c t u r i n g o f U l t r a - t h i n L i g h t G u i d e P l a t e u s i n g R o l l - t o - R o l l U V E m b o s s i n g P r o c e s s S t u d e n t:C h e n g - S h e n g H s u A d v i s o r s:C h a n g - P i n C h o u D e p a r t m e n t o f M e c h a n i c a l E n g i n e e r i n g N a t i o n a l C h i a o T u n g U n i v e r s i t y ABSTRACT F r o m m a r k e t c o n s i d e r a t i o n , e l e c t r o n p r o d u c t s s u c h a s l i g h t g u i d e p l a t e ( L G P ) o f b l a c k l i g h t u n i t m u s t c o n f o r m t o l i g h t - w e i g h t , s m a l l - v o l u m e , a n d h i g h - e f f i c i e n c y , t h e r e f o r e a l o t o f m a n u f a c t u r e r s i n v e s t e d t i m e a n d m o n e y f o r t h e i m p r o v e m e n t . T h e p u r p o s e o f t h i s r e s e a r c h i s t o d e s i g n a n d m a n u f a c t u r e a L G P b y u s i n g r o l l - t o - r o l l U V e m b o s s i n g p r o c e s s w h i c h i s d i f f e r e n t t h a n t h e c o n v e n t i o n a l i n j e c t i o n m o l d i n g p r o c e s s i n g . T h i s r e s e a r c h s t a r t e d w i t h t h e d e s i g n i n g o f a m o l d , a n d t h e n a L G P w a s f a b r i c a t e d b y t h e U V r o l l - t o - r o l l e m b o s s i n g p r o c e s s . F i n a l l y , t h e o p t i c a l p r o p e r t i e s w e r e m e a s u r e d . A n o t h e r m o l d s m a d e w i t h e t c h i n g p r o c e s s a n d r e f l o w p r o c e s s w e r e a l s o f a b r i c a t e d f o r t h e c o m p a r i s o n . T h e d i f f e r e n c e a m o n g t h e s e m o l d s a r e d i s c u s s e d . T h e f e a s i b i l i t y o f f u t u r e u s e o f m i c r o o p t i c s d e v i c e w a s s t u d i e d . F r o m t h e r e s u l t o f t h i s s t u d y , t h e m a n u f a c t u r i n g o f a t h i n a n d l a r g e L G P u s i n g r o l l - t o - r o l l U V e m b o s s i n g p r o c e s s w a s a c h i e v e d . A l t h o u g h m o r e t e s t s a r e n e e d e d t o d e m o n s t r a t e i t s a d v a n t a g e , i t i s s t i l l a n i m p o r t a n t t e c h n o l o g y f o r L G P i n t h e f u t u r e . K E Y W O R D : L i g h t G u i d e P l a t e , R o l l t o R o l l , R e f l o w
致 謝 首先誠摯感謝指導教授周長彬老師,老師的細心教導與研究上的 協助,使得兩年來的碩士生活獲益良多,無論是學習方面的建議與處 世上的智慧,均給予學生莫大的受益。 感謝工研院的張延瑜博士提供在工研院工讀的機會,能讓我在工 研院機械所中學習做研究的精神與堅持,不厭其煩的指正我的缺失, 並且當我有疑惑時為我解惑,也十分感謝工研院機械所的周敏傑博 士、嘉仁學長、文勛學長、家瑋學長、友南學長、沁如學姐、俊葳學 弟,當我在工研院時給予許多協助。 412 實驗室在兩年的碩士求學生活帶給我許多歡樂,柏青、碩宇、 家豪、良諺、正中學長們,你們的考古題讓我度過許多難關;元駿、 貞慈、肇鴻、吉修、明良學弟學妹們,你們的幫忙與搞笑讓我銘記於 心;當然最難忘的就是一起奮戰的同學,凱憶、佳杰、安佑、柏翰(其 澧),無聊的打屁、平常的美食之旅、期末考前的衝刺、口試前的慌 張、口試後的放肆……,這些的點點滴滴讓我的兩年碩士生活絢爛多 彩,謝謝你們。 最後要感謝我的家人,謝謝你們的支持並包容我的任性,讓我回 到校園一圓碩士夢。在我求學過程中總是鼓勵我、支持我,並且以我 為傲。謹以此文獻給支持我的家人,謝謝您們。
總目錄 中文摘要 ... i 英文摘要 ... ii 誌謝... iii 總目錄... iv 圖目錄... v 表目錄... viii 1 1 ...錯誤! 尚未定義書籤。 第一章 緒論 ... 1 1.1 研究背景 ... 1 1.2 研究動機 ... 7 1.3 研究目的 ... 9 2 1 ...錯誤! 尚未定義書籤。 3...錯誤! 尚未定義書籤。 第二章 文獻回顧 ... 10 2.1 現今導光板製作方式 ... 10 2.2 微結構模仁製作 ... 12 2.3 導光板製作技術介紹 ... 26 4 1 ...錯誤! 尚未定義書籤。 5...錯誤! 尚未定義書籤。 第三章 實驗流程與實驗步驟 ... 37 3.1 實驗流程 ... 37 3.2 實驗與檢測設備介紹 ... 40 3.3 導光板光學設計與模擬 ... 46 3.4 鋼板蝕刻製作模仁與導光板樣本測試 ... 63 3.5 熱熔製程製作模仁與導光板樣本測試 ... 72 3.6 滾壓參數對滾壓成形的影響 ... 81 6 1 ...錯誤! 尚未定義書籤。 7...錯誤! 尚未定義書籤。 第四章 實驗結果與討論 ... 86 4.1 光學模擬 ... 86 4.2 鋼板蝕刻製作模仁與導光板樣本測試 ... 101 4.3 熱熔製程製作模仁與導光板樣本測試 ... 113 4.4 滾壓參數對滾壓成形的影響 ... 119 8 1 ...錯誤! 尚未定義書籤。 9...錯誤! 尚未定義書籤。 第五章 結論 ... 125 5.1 光學模擬 ... 125 5.2 平面壓印製作與滾壓製程製作兩者的比較 ... 126 5.3 熱熔製程製作模仁與鋼板蝕刻製作模仁兩者的比較 ... 126 5.4 滾壓製程參數對導光板成形的影響 ... 126 第六章 參考文獻 ... 128 10 1 ...錯誤! 尚未定義書籤。 附錄... 132
圖目錄 圖 1-1 背光模組之應用 ... 5 圖 1-2 液晶顯示器的結構示意圖 ... 5 圖 1-3 背光模組的構成 ... 6 圖 1-4 光全反射示意圖及導光板破壞光全反射示意圖... 6 圖 1-5 Omron 所使用的新型微結構 ... 6 圖 1-6 傳統網點式微結構 ... 6 圖 1-7 利用不同加工方式可以得到不同微結構... 8 圖 2-1 現今導光板之射出成型製作過程 ... 11 圖 2-2 鋼板蝕刻所得到微結構,其形狀精密度不佳、表面粗糙度也不好 ... 20
圖 2-3 R-cut & V-cut 微切削加工圖 ... 20
圖 2-4 利用 V-cut 所製作的微結構 ... 20 圖 2-5 V-cut 與 Fly-cut 加工法與刀具之不同... 21 圖 2-6 飛刀加工(Fly-cut)可以依照不同工件材料、不同加工形狀來更換刀具 及加工方位 ... 21 圖 2-7 加工過程誤差產生之流程圖 ... 22 圖 2-8 LIGA 製程示意圖 ... 22 圖 2-9 電鑄技術內容 ... 23 圖 2-10 雷射加工+reflow+類 LIGA 製程製作微透鏡模仁... 23 圖 2-11 以拖拉方式製作非球面微透鏡陣列 ... 24 圖 2-12 熱熔過程光阻變化情況 ... 24 圖 2-13 熱熔製程+反應離子蝕刻製作微透鏡模仁... 24 圖 2-14 射出成型流程 ... 32 圖 2-15 噴墨式導光板製作示意圖 ... 32 圖 2-16 噴墨式印刷設備 ... 32 圖 2-17 分佈網點可依照位置不同而改變大小、分佈疏密... 33 圖 2-18 滾筒製作 (a)滾筒微切削加工(b)平面模仁包覆滾筒... 33 圖 2-19 滾壓設備與流程 ... 34
圖 2-20 以 Roll to Roll 的方式生產 OPF 並將 OPF 附著於製作的導光板上 . 34 圖 2-21 結合 OPF 的導光板與傳統背光模組的比較... 34 圖 2-22 OPF 的實際應用 ... 35 圖 2-23 微熱壓成形製程示意圖 ... 35 圖 3-1 實驗流程圖 ... 39 圖 3-2 紫外光固化設備 ... 43 圖 3-3 滾壓製程流程示意圖 ... 43
圖 3-4 輝度檢測儀 ... 43 圖 3-5 導光板樣本組立在架構進行光學量測... 44 圖 3-6 實驗中所使用的 LED ... 44 圖 3-7 原子力顯微鏡 ... 44 圖 3-8 場發射掃描電子顯微鏡 ... 45 圖 3-9 紫外光曝光燈箱 ... 45 圖 3-10 紫外光曝光燈箱所發出光波長與強度對照圖... 45 圖 3-11 SPEOS 光學模擬軟體 ... 59 圖 3-12 SPEOS 模擬運算的流程 ... 59 圖 3-13 標準模組組立後量測,導光板上各點光場大致相同(水平、垂直) .. 60 圖 3-14 點光源的輝線與暗帶現象 ... 60 圖 3-15 疏密網點佈點,圖中淡黃色元件為 LED 的位置... 61 圖 3-16 模擬數據樣本的光源採取為導光板中線照度... 61 圖 3-17 鋼板蝕刻所使用的光罩 ... 69 圖 3-18 鋼板蝕刻完成後的導光板模仁 ... 69 圖 3-19 鋼板蝕刻模仁所製作的導光板樣本(OM)... 70 圖 3-20 鋼板蝕刻模仁所製作的導光板樣本(SEM)... 70 圖 3-21 鋼板蝕刻網點粗糙度分析(AFM) ... 70 圖 3-22 將平面鋼板模仁包覆於滾筒上並且製作導光板... 71 圖 3-23 滾壓製作導光板樣本 ... 71 圖 3-24 將導光板組立至模組上進行光學檢測... 71 圖 3-25 滾壓製作導光板樣本粗糙度分析(AFM)... 71 圖 3-26 光阻塗佈厚度量測(軟烤後) ... 78 圖 3-27 最初光阻圖形的 SEM 圖 (圖為直徑 50μm) ... 78 圖 3-28 持溫溫度 200°C、持溫時間四小時升溫示意圖 ... 78 圖 3-29 熱熔參數數值熱熔後之 OM 圖,放大倍率為 500 倍... 79 圖 3-30 50μm 與 20μm 的球形網點 SEM 圖 ... 79 圖 3-31 以原子力顯微鏡量測數值與理想值所模擬出的輪廓做比較(50μm) . 80 圖 3-32 以原子力顯微鏡量測數值與理想值所模擬出的輪廓做比較(20μm) . 80 圖 3-33 脫模失敗的導光板與導光板模仁 ... 84 圖 3-34 導光板兩端張力越大,正向力越大,捲材上的殘留層會越薄... 84 圖 3-35 量測厚度不同導光板的殘留層 ... 84 圖 4-1 分段式網點陣列佈點之模擬結果與照度分佈值... 95 圖 4-2 連續式網點交錯佈點之模擬結果與照度分佈值... 95 圖 4-3 以不同高斯角度進行光學模擬,其照度分布(a)與照度均勻性(b)的變化 ... 96 圖 4-4 以不同高斯散射比例進行光學模擬,其照度分布(a)與照度均勻性(b)的
變化... 97 圖 4-5 以不同漫射散射比例進行光學模擬,其照度分布(a)與照度均勻性(b)的 變化... 98 圖 4-6 各吸收係數與最小間距對出光效率之關係圖... 99 圖 4-7 導光板網點位置以 AutoCAD 形式輸出位置... 99 圖 4-8 設計吸收係數為 8.5×10-3 mm-1 對應吸收係數的趨勢分佈圖 ... 108 圖 4-9 設計吸收係數為 1.7×10-2 mm-1 對應吸收係數的趨勢分佈圖 ... 108 圖 4-10 設計吸收係數為 3.4×10-2 mm-1 對應吸收係數的趨勢分佈圖 ... 108 圖 4-11 模擬與量測的數值分析 ... 109 圖 4-12 殘留層厚度過厚會造成色偏的現象 ... 122 圖 4-13 微結構轉印比較 ... 122 圖 4-14 微結構轉印缺陷 ... 123 圖 4-15 微結構轉印缺陷 ... 123 圖 4-16 微結構轉印缺陷 ... 123
表目錄 表 2-1 可能對加工精度造成影響的各種因素... 25 表 2-2 各種模仁加工的比較 ... 25 表 2-3 各種導光板製作方式較 ... 36 表 3-1 畫素內的模擬光線數與誤差的關係 ... 62 表 3-2 張力與所殘留厚度對照表 ... 85 表 4-1 初步模擬佈點的比較 ... 100 表 4-2 吸收度不同與最小間距不同所做的光學模擬比較... 100 表 4-3 吸收度測試表 ... 110 表 4-4 組裝誤差量測表 ... 110 表 4-5 鋼板蝕刻與光學模擬之比較 ... 111 表 4-6 鋼板蝕刻滾壓製程與平面壓印之比較... 112 表 4-7 熱熔製程與光學模擬的比較 ... 117 表 4-8 鋼板蝕刻與熱熔製程的比較 ... 118 表 4-9 調配網點填充率其光學性質的比較 ... 118 表 4-10 殘留層厚度不同的光學比較 ... 124 表 4-11 導光板 UV 光強度與成形速度對照表... 124
第一章 緒論 1-1 研究背景
近年來,光電產業展蓬勃,每年均有大量新式的光電產品問世, 例如 PDA、手機、衛星導航系統、數位相機、液晶電視,如圖 1-1所 示[1]等等。此類產品大多使用液晶顯示器做為資訊即時輸出的介 面,LCD(Liquid Crystal Display)液晶顯示器的作動原理主要是以 電流與電壓刺激液晶分子產生點、線、面配合背部光源構成畫面。其 原理是在玻璃基板與薄膜晶體(TFT 液晶分子組)將液晶分子通電,產 生偏轉角度,藉由光源產生暗影構成畫面,透過彩色過濾鏡組可改變 顏色之深淺,顏色之決定則是控制在三層彩色濾光片上,藉由不同濾 鏡產生不同色階,透過三原色混色達到顯示彩色畫面,液晶顯示器構 造如圖 1-2[1]。由於液晶本身不發光,所以此類光電產品均藉由內 部的背光光源所產生的光作為顯示器光源。利用產品系統內的背光模 組將光以反射或是折射的方式,導出光至顯示的螢幕上,再由液晶顯 示資訊。 然而現今電子產品均著重於重量輕、厚度薄、製作成本低、產品 使用壽命長四個大原則。而且液晶顯示器大多為產品中必備的,其所 占面積、厚度以及重量、生產成本等等都是光電產品設計製造時所需 要考量的因素,若是能使液晶顯示器中的背光模組在整體產品中所占
的重量減輕、厚度變薄以及製作成本降低,就能增加產品本身重量 輕、厚度薄的優勢,降低光電產品的製作成本,讓產品在市場上更有 競爭力。 液晶顯示器中一般背光模組的組成如圖 1-3 所示,構造有發光 源、反射板、導光板、擴散片、稜鏡片等等[2]。發光源的作用為提 供光線,一般為數顆發光二極體(LED)或是冷陰極燈管(CCFL)為發光 源,反射片的作用是將散射的光線反射至導光板,導光板的作用是將 光源所提供的點光源或是線光源,均勻導出變成面光源,用以做為液 晶顯示器的光源,擴散片則是將導光板所導出的光線打散,讓光線更 加均勻分佈在顯示範圍內,並且遮蔽一些視覺上的缺陷(如亮點、灰 線等),稜鏡片的作用是將導光板所導出的光線折射到正面視角,讓 光線更集中。其中導光板主要目的為利用導光板上所設計的微結構分 佈來破壞光源在導光板內所造成全反射,如圖 1-4所示利用微結構或 示反光物質破壞光全反射的情況[3][4],並將光源均勻的導出,讓發 光源所提供的點光源或是線光源導正為面光源,所以導光板的光學設 計與製造是背光模組製造過程中十分重要的一環。 液晶顯示產品在降低製作成本以及輕薄化的考量上,改善背光模 組是一重大課題。改善背光模組的方法可以從多方面著手,包括導光 板微結構改良、加強發光源強度、稜鏡片與導光板功能結合、創新背
光模組製作方法等等改善方法,其中導光板微結構改良與創新背光模 組製作方法,是許多廠商與研發單位從事研究的方向。導光板微結構 改良可增加光源的利用率,讓光透過導光板後減少能量被導光板吸 收,達到輝度提升的目的,並且利用導光板上的微結構控制光線射出 方向與出光均勻化,例如日本歐姆龍以新式的微結構,如圖1-5所示, 取代不同於傳統的網點式微結構,如圖1-6所示,新式微結構的目的 在於利用結構的形狀調整出光方向、增加光能量使用率,並且導正折 射光出光方向,可以在減少光學膜片的情形下,一樣做到出光均勻化 的效果[5][6][7],或是改變導光板網點分佈狀況,用更少的LED來達 到相同的效果,LED光源使用數量減少就代表著成本減少[8];另一方 面就是創新背光模組製作方法,在發光源、導光板、稜鏡片製作上利 用不同材質或是改變製作方法將其厚度變薄、體積變小,或是功能互 相結合等等,例如日本宮川的噴墨式導光板製作技術,利用噴墨印刷 的方式製作導光板,導光板製作過程不須製作成形所用的模仁,而且 可以隨時修正設計及網點位置,減化設計與製作模仁所需要的時間, 也可製作大面積的導光板[9],或是利用UV滾壓成形的方式製作導光 板,在滾筒上刻劃出導光板網點原型,藉由滾壓並利用UV樹脂固化成 形,形成導光板上的微結構,此種生產方式不僅可以大量連續式製作 導光板,也可以製作大面積尺寸的導光板[10][11] ,另外結合滾壓
的TRADIM /KURARAY 滾壓貼合製程,將導光板與擴散片、及稜鏡片等 等的光學薄膜,利用新型的滾壓壓印技術,將其結合做出總和厚度較 薄的複合型導光板(OPF,Optical-Patterned Film),減少背光模組 整體的厚度[2]。背光模組的改善中,多是對於導光板本身做出改良 與結合功能型的薄型光學膜片,因為背光模組中所占最大厚度就是導 光板的厚度,所以多朝向薄型大面積導光板發展,一方面光學膜片的 厚度約佔整體模組的30~40%,所以許多背光模組廠朝減少光學膜片使 用數目方向研發[12][13],結合上述的要求,導光板的製作均朝向輕 薄化、出光均勻性佳、整合型功能(降低製作成本)的目標做多方面嘗 試,改良及突破現有的製作瓶頸,以降低背光模組的製作成本及減少 在產品所占的厚度,達到輕薄化的要求。
圖 1-1 背光模組之應用[1]
Backlight Module
P S
Liquid Crystal Layer Color Filter Front Polarizer
TFT array and Driver Rear Polarizer
ITO Electrode
Backlight Module
P S
Liquid Crystal Layer Color Filter Front Polarizer
TFT array and Driver Rear Polarizer
ITO Electrode
圖 1-3 背光模組的構成[2]
Snell’s law: n1⋅sinθ1 = n2 ⋅ sinθ2 n1 n2 θ2
θ1
Snell’s law: n1⋅sinθ1 = n2 ⋅ sinθ2 n1 n2 θ2 θ1 圖 1-4 光全反射示意圖及導光板破壞光全反射示意圖[4] 圖 1-6 傳統網點式微結構[5] 圖 1-5 Omron 所使用的新型微結構[5]
1-2 研究動機 目前導光板多以射出成形方式製作,射出成形所使用的模具模仁 製作方式會依照所需要的功能不同而有許多種製作方式,如圖 1-7所 示,有蝕刻、噴砂、電鑄、微切削等等 [4],但是製作模仁時多採用 鋼板蝕刻或是微加工製作,鋼板蝕刻技術製作模仁成本低,速度快, 但是在形狀精度上無法做到十分地精確,而且鋼板蝕刻製程所能製作 的微結構尺寸有不少的限制,例如較小尺寸的微結構、微結構間隔較 小、深寬比較高的結構等等無法利用鋼板蝕刻製作。而以微加工方式 製造模仁,在加工材料及加工面上多少有限制,例如加工模具材料不 能為鋼材,不然微加工所使用的鑽石刀具會與加工工件產生化學親和 反應[14],而且在加工不同疏密微結構分佈的局部部分,必須分成多 次加工,十分費時,雖然微加工製作導光板模仁,精度上十分精確, 可以提昇導光板整體輝度,但是在調整局部出光均勻度上,還是略遜 於網點分佈的導光板。針對此點,本研究嘗試利用熱熔方式(reflow) 製作導光板微結構,經過電鑄翻模製作成模仁,相較於鋼板蝕刻來 說,熱熔方式可以製作出形狀精度較佳、尺寸較小的鏡面微結構;相 較於微加工製作來說,熱熔方式在調整局部微結構較容易,提升整體 出光均勻度。 現今背光技術的趨勢逐漸朝向利用 LED 為背光源,顯示產品的背
光源體積縮小,意謂產品本身有可能更加輕薄化的前提下,導光板本 身必須配合變薄,但是依照目前傳統塑膠射出成形的製作方法,在設 備上必須改用高射速的射出成型機才能降低導光板的厚度,但是卻會 面臨到導光板的平整性和量產性良率的問題。本文在探討利用 UV 固 化、滾壓製程製作導光板,不同於傳統的射出成形製程,滾壓(Roll to Roll)製程生產方式為連續式生產,並且能生產大面積、超薄導光板, 生產速度較優於射出成形[15]。 圖 1-7 利用不同加工方式可以得到不同微結構[4]
1-3 研究目的
LCD 顯示器背光模組中的導光板元件,朝薄形化趨勢(厚度降低) 發展。超薄型導光板的技術領先廠商主要是日本廠商,如 Omron、 Minebea 與 Citizen Electronics 等,都能製作厚度小於 0.3mm 的超 薄型導光板,但主要展品都是 3 吋以下小尺寸面板。目前要製作超薄 型導光板的主流技術還是使用高射速射出機,但其設備成本偏高與厚 度降低有限,故需要開發新式技術以突破薄化瓶頸。本論文研究目的 在於研究 Roll to Roll 生產技術在超薄導光板製作上應用之可行 性,包含光學設計、微結構模仁製作、平面轉印驗證與滾壓製程驗證 等。以滾壓成形製作出對角線 2 吋、厚度為 0.4mm 左右的超薄導光板, 並量測光學性質,完成滾壓式導光板製程製作超薄導光板之可行性驗 證。
第二章 文獻回顧 導光板的製作方法與製作過程已經有許多文獻探討,此章節就是 介紹現今導光板製作方式、導光板模仁製作方式以及較新式的導光板 製作技術。 2-1 現今導光板製作方式 導光板製作方法上分為傳統的印刷式製程及較新式的射出成形 製程[4],其介紹如下: 印刷式導光板製程:利含高發散光源物質(SiO2、TiO2)的印刷材 料,在導光板底面利用網板印刷印上圓形或是方型的擴散點,藉由印 刷材料對光線散射的性質,破壞光全反射效應。 射出成形導光板製程:先將破壞全反射光路的光線導出微結構製 作於成形模具(Stamper)上,再以射出成形方式將精密模具模仁上微 結構點設計轉寫至導光板上。射出成形的流程圖如圖 2-1所示,利用 熔融狀態的導光板材料高壓注入模穴中,瞬間冷卻成形,再經由開 模、脫模製作完成,一般中小尺寸導光板通常所使用的模穴為一模四 穴或是一模八穴,大尺寸為一模兩穴[4]。 因為導光板的製作技術日新月異,無論是加工技術或是製造技術 都成長許多,因此射出成形導光板的製作過程相較於以前容易許多,
不光是模仁加工製作方式進步或是大型射出成型機的引進,而且射出 成形所製作的導光板無論在導光性能、能量利用率、均勻度、輝度上 均優於印刷式導光板,所以在現今導光板製作上,射出成形製程逐漸 取代印刷式製程成為導光板製作的主流 [16]。
2-2 微結構模仁製作 一般射出成形導光板在製作射出製程所使用的模仁會有依據導 光板所需要的尺寸規格與成本、時間等等眾多的考量下,從許多不同 的加工方法中選出最合適的模仁加工方法,一般在製作導光板模仁時 往往不同規格的需求就會以不同的方式加工模仁,下列介紹其中幾種 加工方式: 2-2-1 鋼板蝕刻 鋼板蝕刻技術顧名思義就是利用蝕刻技術在鋼板上蝕刻出所需 要的導光板微結構模仁,蝕刻前必須製作蝕刻微結構所使用的光罩並 將鋼板上塗佈光阻,曝光顯影後再進行蝕刻液蝕刻製程,蝕刻所需的 時間會因為微結構大小、深度、蝕刻液等等因素而影響,鋼板蝕刻模 仁完成後,依據鋼板表面性質坐抗沾黏或是電漿表面處理後再做為射 出成形或是熱壓、滾壓等等導光板製作方法翻模轉印的模仁。用蝕刻 鋼板製作射出成形製程所注模的模穴模具也是現在導光板模仁製作 技術的主流之一。 利用鋼板蝕刻製作導光板模仁的優點有可以製作大面積尺寸、可 成型圖案多樣化、製作速度快、技術成熟、價格便宜,但是缺點也不 少,尺寸精確度不佳、表面過於粗糙,如圖 2-2所示[17]、鋼板材料
本身的抗腐蝕性及耐磨性差、加工面受限制、有過蝕現像等等,這些 優缺點是導光板模仁製作時所必須考量的參數[4][18]。
2-2-2 微切削加工
導光板模仁上的微結構可以利用微切削加工方式製作,依照微切 削方式的不同可以分為 V-cut & R-cut 微溝槽切削或是 Fly-cut 單點 切削等加工製程。
(1)V-cut & R-cut
V-cut & R-cut 微切削加工技術是利用 V 形或半圓形刀具在導光 板模具工件材料上做微切削加工處理,如圖 2-3所示[19],可在模仁 上切削出 V 型溝或是半圓形溝,而且可以依照刀具的角度與切削的角 度來做出較複雜的加工形狀,因為是微刀具加工,所以在模仁加工過 程中需要考慮到機械加工時所造成的誤差。 利用 V-cut 或 R-cut 加工導光板模仁的優點是加工精度高、因 為切面平滑可以提高導光板輝度 10%~15%,而且能利用刀具與切削角 度的變化做到形狀複雜的加工,如圖 2-4所示,但是微切削加工缺點 不少,例如成本高、需要高精密定位及加工技術、加工的材料受到限 制、需要多次加工程序等等的缺點[20]。
(2)Fly-cut Fly-cut 又稱飛刀加工,不同於 V-cut、R-cut 類似鉋床的加工 機制,Fly-cut 是利用類似銑床的加工機制,將刀具固定於旋轉輪上, 旋轉刀具,讓刀具快速旋削模仁材料做微切削加工,如圖 2-5 所示 [20],因為切削速度快,加工面十分平滑,而且加工機可以視加工工 件材料不同或是加工微結構形狀來可更換不同的刀具,對加工件做出 研磨、切削等加工形式,或是依照微結構形狀調整刀具旋削加工位 置、角度,變換加工的方式做出更加複雜的結構,加工方式如圖 2-6 所示[20]。
Fly-cut 就像 V-cut 或是 R-cut 一樣是微切削加工,所以具有 加工面平滑、精度高、可以加工複雜的微結構、可以視加工工件不同 替換不同刀具等優點,但是必須考慮到加工時所產生的誤差值,對誤 差做補償或修正,其缺點是成本過高、需要做出加工補正、多次加工 過程且費時、生產效率低等等,在這方面的再修正過程與加工需求, 需要更進一步的改善[20]。 隨著半導體與光電產業的發展,工業界對於加工的精度需求也不 斷地向上修正,一般來說超精密加工之基本需求可以概括分成四項: (1)高形狀精度,(2)低表面粗糙度,(3)低變質層(damaged layer), (4)低製造成本,影響加工精度的因素很廣,如表 2-1所列 [3][4],
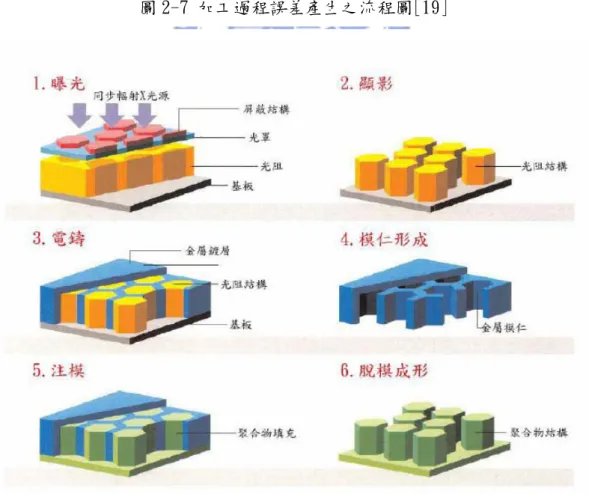
考慮加工的精密度若需到達一定的加工水準,製作時對於加工機械本 身在刀具定位、工件定位、刀具本身的精密度等等要求,以及加工時 所造成的震動、夾治具的設計等等周遭環境會造成加工產生精度誤 差、形狀誤差等等,製作模仁時這些細節必須一一考慮,誤差形成的 過程圖,如圖 2-7所示[19],加工機具所能加工的導光板微結構,其 所能達到的尺寸精密度是十分的重要,不僅僅會影響到設計上的誤 差,也會造成導光板在出光效果上不如預期的結果。 2-2-3 微影蝕刻製程 LIGA + 電鑄翻模 以微影、曝光、顯影、蝕刻等半導體製程步驟,利用光罩及光阻 在基材上曝光、顯影後,製作出導光板上所設計的微結構,但是由於 此時模仁是由光阻與基板所構成的,這樣的結構過於鬆散、不安定, 在製程上是無法直接做為模仁使用,所以必須利用電鑄製程或是使用 金屬濺鍍的方式,在原本的模仁上製作一層金屬模仁、此時的金屬模 仁可以作為製作導光板時所用模具模仁,這種微影蝕刻在利用電鑄上 製作模仁的製作過程,稱為微光刻電鑄模造,又稱 LIGA(Lithogrophy electroforming micro molding),其流程圖如圖 2-8 [21][22],模 仁用於射出成形製程中製作導光板,經過注模、脫模後即形成導光板。 用LIGA技術製作導光板模仁的優點有尺寸精密度高、可以製作高
深寬比的微結構、工件材料使用上的範圍十分廣泛、結合電鑄製程方 面的技術,可利用添加不同的電鍍材質改變電鍍層模仁的硬度、材 質,提高模仁本身耐磨性與抗腐蝕性,增加模具模仁的使用壽命,圖 2-9可以說明電鑄添加物及其具有的特性[22][23]、而且LIGA的製作 技術成熟,可以做尺寸較小、結構較複雜的微結構,但是缺點是LIGA 製程的製作成本與鋼板蝕刻製程相較下成本高出許多、而且受限於微 影曝光製程,生產效率低、不適合製作大尺寸面積,多適用於小尺寸 模仁製作。 2-2-4 雷射加工技術、離子束加工技術 (1) 雷 射 微 加 工 (Lasermachining): 以 準 分 子 雷 射 (Excimer Laser)或超快雷射(Ultra-short pulsed laser)對光阻進行微加工。 若 再 配 合 熱 熔 法 (reflow) 可 以 製 造 出 光 阻 之 球 面 微 透 鏡 陣 列 (micro-lens array),如圖2-10[24],後續製程以LIGA中之微電鑄即 可製作出其微結構模具。此外,若能結合光罩設計與光罩、加工件間 的相對拖拉運動則可製作出非球面之微透鏡陣列,如圖2-11[24]。
(2)電子束加工(E-beam machining): 以高能電子束作為光源, 電子束透過掃描法(scan)或單元投影法(cell projection)對光阻進
行曝光且電子束微影技術可以提供100nm 以下的解析度。雖其加工速 率十分緩慢但因其高解析度仍是發展的前景十分廣大。此外,低能電 子束微影及限角度散射投影式電子束微影技術(Scattering with Angular Limitation Projection Electron Beam Lithography, SCALPEL)之開發將更進一步提升其解析度。
(3)離子束加工(Ion-beam machining): 其實離子束尤其是聚焦 離子束(FIB: Focus ion beam)因具有足夠之能量可對許多模具材料 如銅、鎳、矽甚至鑽石進行微加工直接製作模具,並不一定需經過微 電鑄這道程序。也就是說可以省去微電鑄這道程序造成之誤差、時間 及成本。此外,形狀精度之掌控與參數間之關聯性也是一項關鍵[15]。 2-2-5 熱熔製程(reflow) +反應離子蝕刻(RIE) 模仁上微結構製作方式是將微影後成形的光阻或是高分子材料 的微小圓柱,經過數學計算及參數試驗,控制微小圓柱光阻的高度及 體積,經由回溫過程將光阻軟化,軟化時微小圓柱光阻的表面形狀會 逐漸變化,體積形狀變化會趨向於表面能最小的球形,如圖2-12所 示,此過程中其作動的驅動力是熱整形的過程中,總表面自由能的減 少,表面會逐漸變成鏡面球形微結構形狀,可以藉由控制微小光阻的 大小與光阻的厚度來推估熱熔後所形成的微結構,此製作過程的優點
就是所形成的網點表面粗糙度極小近似鏡面,形成形狀接近球面形 狀,多用於球形網點與圓柱形結構[25][26]。 熱熔網點的大小、成形的高度可以用數學計算式計算而得,依照 鍾、梁等人在研究中可以利用幾個預設的假設為前提下,推導求得光 阻熱熔成形後的形狀、高度[27][28],在熱熔過程前後體積不變、熱 熔成形的形狀為球形、光阻與基底的接觸面積為圓形而且熱熔後接觸 面積不變等等假設的前提下可以推導得: 如圖2-11,假設
V
Cyl 為光阻圓柱體積、V
Spr 為光阻熱熔後體積,可得V
Cyl=π(L∕2)
2* d (2-1)
V
Spr=πh
2* (3r-h)/3 (2-2)
假設熱熔前後光阻體積不變、接觸底面沒有擴張的現象、光阻熱熔成 形形狀為球形可得V
Cyl=π(L∕2)
2* d=πh
2* (3r-h)/3 =V
Spr(2-3)
從中公式(2-3)
可以得知光阻厚度與熱熔後光阻的高度之關係。 但是一般來說熱整形後所形成之結構如同微影蝕刻後的結構,微 結構與基板間連接不安定,無法直接拿來做模仁使用,所以後續過程 會再利用反應離子蝕刻(RIE : Reaction Iron Etch)的方式將微結構 轉印至基材上或是利用電鑄、翻模的方式製作模仁後做模具使用,製 作流程圖如圖2-13所示[17]。2-2-6 比較
以加工精度、加工面限制、製作成本、技術成熟度、可否大面積 製作等等生產考量的因素,對上述的製作模仁的方法做一概略的比 較,並製作列表,如表 2-2所列:
圖 2-2 鋼板蝕刻所得到微結構,其形狀精密度不佳、表面粗糙度也不好[17]
圖 2-3 R-cut & V-cut 微切削加工圖[19]
(a) (b)
(a) (b)
圖 2-5 V-cut 與 Fly-cut 加工法與刀具之不同[20]
圖 2-6 飛刀加工(Fly-cut)可以依照不同工件材料、不同加工形狀來更換刀
圖 2-7 加工過程誤差產生之流程圖[19]
圖 2-9 電鑄技術內容[22]
圖 2-11 以拖拉方式製作非球面微透鏡陣列[24]
圖 2-12 熱熔過程光阻變化情況
表 2-1 可能對加工精度造成影響的各種因素[3] 加工機 加工條件 刀具 工件 環境因素 硬體部分 主軸轉速 幾何形狀 剛度 溫度 靜態誤差 進給率 剛度 膨脹係數 振動 幾何誤差 切削速度 磨耗 重量 壓力 熱飄移 切削液 夾持方式 濕度 材料不穩定 前加工 浮塵顆粒大小 動態誤差 軟體部分 表 2-2 各種模仁加工的比較 鋼板蝕刻 微切削加工 LIGA 雷射、離子 束加工 熱熔製程 加工精度 較差 佳 佳 佳 佳 加工面限制 有 有 無 無 有 材料限制 可蝕刻金屬 金屬(限制) 無 無 光阻 製作成本 中 高 高 高 中 技術成熟度 高 高 高 中 高 生產效率 高 中 中 中 低 大面積製作 可 可 不可 可 不可 翻模、電鑄 不需要 不需要 需要 需要 需要
2-3 導光板製作技術介紹 現今製作導光板大多是利用塑膠射出成型的方式來製作,結構上 大概是 3.0~0.7mm 的壓克力板為主,當背光模組技術的趨勢逐漸朝向 以 LED 作為背光光源的時候,相對對應的導光板的生產技術也隨之困 難化,因為當背光光源體積縮小,表示顯示產品有機會變得更輕薄的 前提之下,導光板自然也要跟著變輕薄,這樣才能達到產品輕薄化的 目的,而現有一般的導光板厚度大約為 1.0mm 左右,但是隨著市場趨 勢與技術的要求下,導光板的厚度已經逐漸變薄,可以達到厚度約為 0.8 ~ 0.6mm 左右;由於導光板厚度突然變薄,這個因素在導光板製 作成形方面將會出現一些問題,例如製程設備的改良、新技術的開發 等等。如果期望利用傳統的射出成型技術完成薄型導光板的製作,那 麼在設備上就必須改用高射速的射出成型機才行,當然目前一般所使 用的射出成型也可以生產,但是卻會面臨產品的平整性和量產性的問 題。所以對於導光板業者而言,因應產品輕薄化的趨勢,也就只能夠 不斷地追求更新的技術,來生產低成本、符合需求的薄型導光板。 因為 LED 的開發技術進步,增加對於超薄導光板的市場需求,所 以許多廠商及研發單位相繼投入開發新形式的生產技術,目前包括日 本宮川、芬蘭 Modilis 等等業者開始利用新技術來生產新一代的薄型 導光板。
2-3-1 傳統射出成形 現今業界所使用的導光板製作方式多使用射出成型方式,製作流 程如圖 2-14 所示,早期以前一般塑膠、樹酯類的產品多是利用這種 方式生產的,所以製作技術十分成熟,射出成形過程包含填充、保壓、 冷卻三階段,填充階段為將熔融的高溫塑料由螺桿流經澆道、流道、 澆口後擠至模穴中,將高溫塑料填充於模具中,保壓階段則是由澆口 加壓往模穴內再填充熔膠,以補償成品因冷卻收縮及其可壓縮性所造 成之損失,最後是冷卻階段,利用冷卻液將成品溫度降低,使得塑料 冷卻固化,低於脫模溫度以下後將成品頂出。導光板射出成形是以有 微結構之模具模仁做為模穴,將熔融狀態的成形材料(多為 PMMA), 經過上述的成形步驟製作導光板,現階段的導光板多為此方式製作 [29][3]。 2-3-2 噴墨式印刷技術 日本宮川導入噴墨技術來大量生產導光板,製作原理與設備如圖 2-15 與圖 2-16 所示[30]。此技術是將 UV 成形的樹脂材質藉由噴墨 頭射出,附著於 PMMA 材質薄膜上形成導光板上的微結構,但是 PMMA 對樹脂材質的附著性不佳,必須現做前置表面處理,噴墨設計上利用 類似印刷的製作方式,以 SPEOS 光學軟體做為微結構的佈點設計,將
所設計數值輸出到噴塗設備中,噴頭可調整網點噴塗的大小、高度, 如圖 2-17所示,並在網點所在的預設位置噴塗樹脂材質到 PMMA 材質 的導光板上,藉由 UV 成形將樹脂固化,經剪裁後就可做為導光板。 採用噴墨技術生產以後,可以在時間成本上取得較短的開發時程,這 是因為可以利用噴墨頭所射出的樹脂材料,直接在微鏡片上描繪而 成,並不需要再使用金屬濺鍍方式或是微切削加工製作模仁,而且也 可以立即變更設計值、改良微結構位置,利用精密的機械控制噴墨噴 頭,以調整微結構大小與位置,因為設計上的便利,與過去相較之下, 傳統射出成型需要 42 天的生產開發時間,若採用噴墨技術能夠大幅 度地縮短生產開發時間,只需要 2~3 天即可[9][30]。 2-3-3 滾壓製程 (1)滾壓製程 滾壓製程是在滾筒上利用微切削加工刻上導光板微結構或是將 平面模仁包覆在滾筒上,如圖2-18所示,利用滾筒壓印的方式並藉由 UV成形樹脂塗佈在滾壓的導光板塑材上,以塗佈滾筒將樹脂塗佈均 勻,滾壓印出導光板上微結構,壓印時利用控制紫外光局部曝光的方 式使得UV樹脂固化,滾筒一邊滾壓成形固化,另一邊固化後脫模,其 製作過程連續不間斷,製作方式如圖2-19所示,相較於射出成型階段
式的生產優異許多,而且可以製作厚度薄、面積大的導光板,但是製 作過程控制必須十分謹慎,導光板捲材在輸送定位上需要做許多定位 的偵測,導光板塑材滾壓時的張力控制、曝光前UV樹脂塗佈的均勻程 度、滾壓時UV樹脂氣泡的產生、滾壓進給速度、UV光曝光區域是否對 其他未曝光區域有影響、UV光強度等等因素,都會對導光板滾壓製作 的品質造成影響[11][31][32][33]。 (2)滾壓製程 ─ TRADIM /KURARAY 滾壓貼合 日本下一代移動用途顯示材料技術研究聯盟(TRADIM)採用 Roll to Roll 連續製程,嘗試製出具複合功能的薄型背光光學系統,複 合結構如圖 2-20 所示。 TRADIM為了開發出可以以Roll to Roll連續製程製造的背光模組 光學系統,設計新型式背光模組系統結構。目前的背光模組光學系統 需使用4~5片導光板、反射板、擴散板、稜鏡片等光學片,才能確保 背光模組達到一定程度的性能,而此次所設計的背光膜片統整,將上 述功能彙集在一片薄膜上,導光膜與附有光學圖案的薄膜結合為一 體,其製作過程如圖2-20所示。光源發射的光通過導光膜的全反射進 行傳播,從結合部位入射至附有光學圖案的薄膜上(OPF:Optical Patterned Film)。利用整合型光學膜片與導光板結合,可以減少原
本多數的膜片的成本及厚度,其結構比較如圖2-21所示,且可彎曲的 幅度大如圖2-22所示,並且在導光板製作上也可做連續式貼合製程, 大幅減少膜片成本與組裝成本[34]。 2-3-4 熱壓製程 熱壓成形因為LIGA技術的快速發展,成微微機電系統製造高精度 與高品質微結構關鍵成形技術之一,廣泛應用於精密光學與生物醫學 元件之產品,加上熱壓成形設備的改良,使得微熱壓技術(mirco hot embossing molding)應用於光學微透鏡、導光板製作等等光學精密製 作技術上。 標準微熱壓技術,其製作過程如圖2-23所示,依序為(a)裝置成 形所需之模仁,並將高分子材料放置在基板上;(b)抽真空到1.6X10-1 mbar,此動作是為了微結構成形時,如有殘留空氣殘留至模穴內,會 造成品質不佳等缺點,接著加熱至材料玻璃轉換溫度以上並施以一預 壓應力,目的在保持升溫過程塑膠材料的平整性,使材料能受到上下 兩個加熱系統均勻加熱,增加成形時的均勻性;(c)當溫度升到設定 的壓印溫度時(約高於玻璃轉換溫度(Tg)20~50∘C時),等待一小段時 間使得材料達到均溫後才升高壓印壓力進行熱壓,壓印溫度、時間、 壓力大小要是微結構與材料的種類而定(d)壓印一段時間後降溫並破
除真空進行脫模動作;(e)開模,得到高分子微結構成品。產品經過 熱壓大量複製製作可以大大降低成本與穩定品質,但是過程中模具經 過大量壓印次數後會有破損的情況產生,而且有熱膨脹收縮、成形時 間過長等等缺點有待改進[3]。 2-3-5 製程比較 以模仁製作的時間、成形的厚度、製作成本、生產速度等等生產 必量的產能因素,對於上述的導光板製程做分析、比較,並做大略整 理,如表 2-3。
圖 2-14 射出成型流程
圖 2-15 噴墨式導光板製作示意圖
圖 2-17 分佈網點可依照位置不同而改變大小、分佈疏密[30]
圖 2-19 滾壓設備與流程[11]
圖 2-20 以 Roll to Roll 的方式生產 OPF 並將 OPF 附著於製作的導光板上 [34]
圖 2-22 OPF 的實際應用[34]
表 2-3 各種導光板製作方式較 射出成形 噴墨印刷 滾壓製程 熱壓製程 模仁製作時間 長 不需要 長 長 大面積製作 有限制 可 可 不可 導光板厚度 0.5mm 以上 視基材而定 0.4~0.25mm 視基材而定 製作成本 中 低 低 高 生產速度 中 快 快 中
第三章 實驗流程與實驗步驟 本章節主要在說明研究時大略的實驗流程,以及介紹研究時所使 用的儀器設備,並且針對研究中各種不同參數的實驗過程加以詳細敘 述。 3-1 實驗流程 現今導光板製作多使用射出成形製作,本研究目的在研究滾壓製 程製作導光板,研究主要分為四大部分:(1)導光板設計與光學模擬; (2)導光板模仁製作與平面驗證;(3)導光板滾壓製程與導光板輪廓分 析與光學檢測;(4)模擬結果與檢測結果比較與討論。 首先是導光板設計與光學模擬,針對導光板之微結構佈點設計與 光學模擬,設計出導光板佈點與記錄模擬所得的出光效率、均勻性等 等光學性質,建立導光板模仁樣本與設計時的要點。 第二部分是模仁製作,本研究中滾壓製程所使用的模仁分為兩 種,一是由鋼板蝕刻所加工製作,將 SPEOS 模擬設計的導光板模仁網 點輸出檔案並且利用檔案製作光罩用來做為鋼板微影蝕刻使用,模仁 完成後對模仁表面做抗沾黏處理。另一是由熱熔製程(reflow)製作 後,再經由電鑄翻模製程後製作而成,這一部分的實驗規劃中先進行 的是熱熔製程參數的測試,其目的在找出熱熔製程中所能製作的網點
最佳參數,包括熱熔溫度、持溫時間、網點最小間距等實驗數值,以 利模仁製作時所使用。後續再利用光罩將光阻曝光顯影於矽晶圓上, 利用找出的參數將光阻熱熔成形後,經由電鑄翻模等程序製作導光板 模仁;模仁製作完成先對模仁作平面驗證,測試輪廓分析與光學檢測。 第三部分是導光板滾壓製作與導光板輪廓分析與光學檢測。先將 模仁包覆在滾筒上,以滾壓 UV embossing 的方式製作導光板,測試 滾壓參數對導光板成形的影響(滾壓參數如捲材兩端張力、滾壓時成 形的速度、UV 光曝光時的強度等),並且對滾壓製作完成的導光板做 輪廓分析與光學檢測。 最後是模擬結果與檢測結果比較與討論,以上述的檢測結果與模 擬的結果做比較,討論兩者間的差異性與造成差異的原因。 實驗流程規劃如圖 3-1:
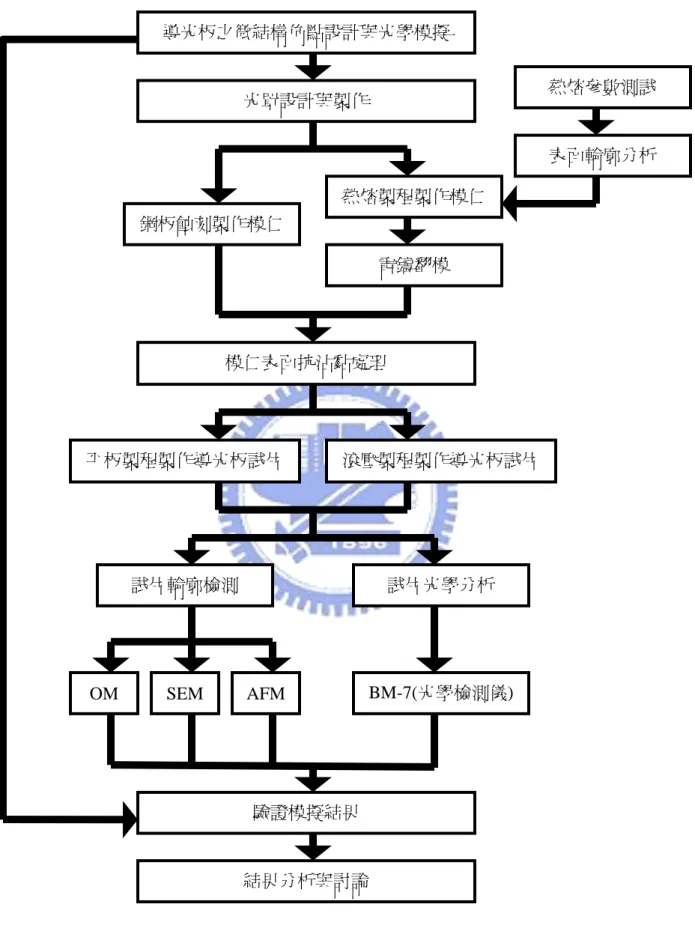
圖 3-1 實驗流程圖 導光板之微結構佈點設計與光學模擬 鋼板蝕刻製作模仁 熱熔製程製作模仁 熱熔參數測試 表面輪廓分析 光罩設計與製作 電鑄翻模 模仁表面抗沾黏處理 平板製程製作導光板試片 滾壓製程製作導光板試片 驗證模擬結果 試片輪廓檢測 試片光學分析 OM SEM AFM BM-7(光學檢測儀) 結果分析與討論
3-2 實驗與檢測設備介紹 本研究過程中,實驗設備與檢測設備是必要的,包括實驗用的滾 壓成形機,光學檢測用的輝度檢測儀與輪廓檢測用的 SEM 與 AFM 等 等,下列將一一詳述設備的用途與在實驗中所扮演的角色: 3-2-1 紫外光固化設備 紫外光固化設備,如圖 3-2,是實驗中做為導光板滾壓成形的設 備。依照 Roll to Roll 製程原理在滾輪上刻上導光板微結構作為滾 壓所使用的模仁,利用滾輪帶動材料為 PMMA 的導光板捲材薄膜行 進,薄膜經過上膠滾輪塗佈光阻後(本實驗中所用 UV 固化光阻為 TX-200),再以滾輪上的模仁進行壓印。在壓印時使用紫外光固化樹 脂或光阻,待微結構固化後進行脫模。此設備能在 Roll to Roll 滾 壓輸送時同時進行壓印、固化、脫模等等程序在導光板捲材上形成微 結構,微結構成形後進行導光板薄膜裁切,成為超薄導光板的成品。 製作過程圖如圖 3-3所示。 3-2-2 輝度檢測儀 輝度檢測器,如圖 3-4所示,在實驗中是做為光學檢測儀器。滾 壓製程所製作的超薄導光板成品經裁切成合適的大小後,將導光板實
際組合,並做光學量測、紀錄並分析。並將實作成品所量測的數值與 其光學模擬數值的差異做比較,分析討論有何不同之處以及所造成差 異點的原因為何。 3-2-3 所使用的檢測模組及使用之 LED 規格 檢測的導光板樣本為對角線2吋大小。檢測導光板試片時,會以 標準模組測試,模組會加入反射片、擴散片、兩片稜鏡片等光學膜片, 並將所使用的LED調整至最適合的位置與最佳驅動的狀態。模擬與檢 測時所使用的LED個數為4個,如圖3-5。LED的規格為長為3.6mm、寬 為1.1mm、高為0.4mm,發光面約2.4mm × 0.4mm大小,如圖3-6所示。 其編號為99-218UNC_BIN019_TR8,適合厚度約0.4mm導光板所使用。 3-2-4 原子力顯微鏡(AFM) 本實驗用原子力顯微鏡來檢測導光板之微結構尺寸與表面粗糙 度,驗證加工之導光膜上微結構尺寸規格與分析微結構表面粗糙度是 否符合設計需求,如圖 3-7。其作用原理是利用精密之探針,以接觸 檢測的方式檢測試片上細微的變化,測量精密度可到達奈米級的尺 寸。
3-2-5 場發射掃描電子顯微鏡(SEM) 場發射電子掃描顯微鏡,如圖 3-8,其作用原理是利用電磁場偏 折、聚焦電子及電子與物質作用產生繞射、散射原理來研究物質的構 造及微細結構的精密儀器,可用來檢測成形之微結構形狀與尺寸(包 含斷面),本實驗用場發射掃描電子顯微鏡來確定微結構尺寸、外形 與設計值之一致性與差異。 3-2-6 紫外光曝光燈箱 當需要製作平面模仁時,必須利用平面壓印製作導光板樣本,此 時 用 來 做 為 曝 光 的 設 備 就 是 紫 外 光 曝 光 燈 箱 (Dr. Hönle UV Technologyg 技術廠商設備)。設備與規格如圖 3-9 所示,進行 UV embossing 轉 印 製 作 導 光 板 時 , 先 是 利 用 平 板 模 仁 塗 佈 光 阻 (TX-200),再以平面壓印的方式轉印,放置紫外光曝光燈箱內進行曝 光。UV 曝光時間是可以估計,首先必須知道 UV 膠的吸收光波長範圍 及燈箱 UV 光曝光時所發出的光波長強度,對照兩者間相互交集的波 長強度,再計算燈箱所發出的功率大小,就可以估計所需要的曝光時 間(本曝光設備所對應的光波長強度如圖 3-10)。
圖 3-2 紫外光固化設備 裁切 結構成形 微結構滾筒 UV lamp 轉向滾筒 上膠滾筒 上膠 裁切 結構成形 微結構滾筒 UV lamp 轉向滾筒 上膠滾筒 上膠 圖 3-3 滾壓製程流程示意圖 圖 3-4 輝度檢測儀
(a) (b)
圖 3-5 導光板樣本組立在架構進行光學量測 (a)組立導光板與光源 (b)附加光學膜片進行量測
圖 3-6 實驗中所使用的 LED
圖 3-9 紫外光曝光燈箱 圖 3-8 場發射掃描電子顯微鏡
3-3 導光板光學設計與模擬 本論文中,導光板的製作是由設計到製作完成,研究過程包含整 個製作流程,導光板的光學設計是初步、重要的一環,本章節是說明 研究中所使用的光學模擬軟體、模組架構的建立、光學模擬設定條件 等等。光學模擬模組的建立,包含對架構建立與材料與界面特性影 響,先是利用 SPEOS 內部程式建立起導光板與導光板周邊元件設定, 用來做為架構建立,再依照材料與界面特性的影響,設定對應的光學 特性,讓光學模擬達到更佳真實。光學模擬的目在於找出設計時導光 板微結構佈點的最佳佈點方式,並且藉由光學模擬結果歸納出 2 吋導 光板的設計要點。 SPEOS 作為光學模擬時,可以藉由材質的設定,對於虛擬原型內 的各項元件設定元件本身吸收性、反射率、光的擴散性、光線對於材 料造成各反射的比例分配等等,只要詳細評估、設定各元件的光學特 性,可以做出與真實狀況下差異不大的模擬結果,對於設計與製作導 光板的研究來說,可節省試驗樣本的製作時間與成本。 3-3-1、光學模擬軟體介紹 本研究使用之光學模擬軟體為法國 Optis 公司所開發之 Speos, 主要用於處理光學上的模擬及運算,光學模擬的示意圖如圖 3-11 所
示[35][36][37][38][39]。 1. 模擬運算流程 SPEOS 模擬運算的流程,如圖 3-12所示依序分為模擬模組建立、 光源設定、分析面設定、分析等等,先建立模擬模組,包含各項元件 位置、大小、材質、光學性質等等的數值設定,接下來就是光源位置、 強度的設定,再來就是進行模擬時所設定的光學量測面,包括量測面 的面積、正向面、位置、解析度等等,最後就是進行模擬,會決定所 模擬的光線數量,光線數越多,所需時間越長,模擬計算的誤差就越 小,下列將詳細敘述各步驟所進行之工作: (1)建立虛擬原型(virtual prototype): 建立虛擬原型的第一步驟是建立幾何圖形,SPEOS 可以利用程式 內建多邊體建立模擬模組或是利用繪圖軟體匯入檔案,依照匯入的圖 檔繪出模組幾何形狀、尺寸大小、個別相對位置等等,逐一建立起模 組內的各項元件。 建立虛擬原型的第二步驟是定義材料及表面性質,SPEOS 可以利 用內建的資料庫或是編輯器對已建立的幾何形狀模組元件,針對個別 獨立的元件調整設定其材料性質及表面光學性質,包含反射率、折射 率、材料能量吸收係數、表面反射性質包含反射形式與反射比例等等
光學特性做出定義,條件設定越詳盡越接近真實狀況,所做出的模擬 就越接近真實狀況所呈現的光學性質。 (2)光源設定 光源設定就是在已建立的虛擬原型模組上加入光源,SPEOS 可以 利用程式中內建的資料庫編輯設定光源,包含光源個數、光源位置、 光源幾何形狀、光源強度、發光形式等等,更進階一點還可以設定光 波長範圍,模擬可見光以外的光線。 (3)分析面的定義及模擬 利用已建立的虛擬原型作光學模擬,設定光學性質上所需要的量 測面位置以及所需要量測分析之面積及正向面,並且定義量測分析面 的模擬畫素,SPEOS 可以設定分析面的解析度,所設定解析度越大, 分析面上的畫素越多,對於細部所呈現的光學性質會越精準,整體模 擬分析的數值結果會越正確。 (4)執行模擬 最後就是進行光學模擬,可以依照內建的光學性質、反射形式、 折射形式的建立,並且設定所需要的模擬光線數,模擬時所設定的模 擬光線數與模擬誤差值有相當大的關係,所使用的模擬光線數越多, SPEOS 的模擬就能越接近真實情形,但是所需要的時間也越長,模擬 數值輸出方面可依照所需求的分析數值,做出量測面輝度大小、整體
量測面的均勻性、光場等數值輸出。 2. 光學模擬誤差定義 由於光學模擬軟體是採用隨機取樣方式,以不同角度、不同強度 的光線(群)分析計算一組光學元件的光學特性。因此,取樣數(光線 射出數目設定)對模擬結果有著相當大的影響。SPEOS模擬軟體之精確 度(precision)與模擬的畫素(pixel)所接收的光線數之關係如下式 (3-1)所示[35]。
Error
= 1 / √N
(3-1)
Error介於0和1之間,N
表示每一個畫素內收集到的光線數目。 因此,當1個畫素內只有1條光線時,可得到其Error為1(100%),隨著 收集光線數目的增加,Error值逐漸下降,如表3-1所示。 當設定光線偵測面(sensor)的畫素為 100×100 時,光線數與誤差 的關係就需再乘上畫素數(10,000)。因為每個畫素不會都接收相同的 光線數,所以模擬所得到的精確度正確的定義應為平均精確度。由於 模擬的精確度與畫素數和收集光線數目有關,愈高的精確度與較大的 畫素數將需要更多的收集光線數目,此意謂著需要更多的運算時間。 一般採用的模擬分析策略是初步先以較低的精確度與畫素數求 得趨勢並縮小參數範圍,取得較佳的參數組合後再進行更精確的模3-3-2 模擬模組的架構建立 本論文在模擬方面是以對角線 2 吋大小的導光板做研究主體。在 SPEOS 模擬架構上所建立的虛擬原型,均以手機顯示銀幕大小的規格 去建立模擬模組,大略包含導光板初步設定、周邊元件設定、光源設 定、量測面設定以及導光板網點佈點的優化策略等步驟,詳細介紹如 下: 1. 導光板初步設定
預 設 導 光 板 材 質 為 PMMA ( 聚 甲 基 丙 烯 酸 甲 酯 Poly Methyl Methcrylate),其吸收係數設定的範圍為一般導光板所使用的吸收係 數約α=1.7×10-3~1.7×10-2 mm-1 ,導光板模擬尺寸規格設定為對角線兩 吋大小,長43mm、寬30mm、高0.4mm。 2. 周邊元件設定 導光板周圍非光源側均設置側邊反射片。反射片設定上為白反射 片,反射率為95%,吸收率約為5%;導光板底部的底反射片為白反射 片,反射率為95%,吸收率約為5%,反射片與導光板本體有間隔存在, 其距離為10μm。除了反射片以外,另外在光源位置上下及光源後均 設定吸收面。吸收面的主要目的在於避免模擬時光源位置過亮影響整
體出光平均值,造成模擬上的誤差。 3. 光源設定 在光源設定上,導光板優化模擬時光源設定為線光源,其強度為 12 lm,因為一顆LED的強度大約為3 lm,實驗時所使用的LED數量為4 顆。設定為線光源是為了簡化模擬程序,其目的是找出較佳的微結構 佈點設計,但是作為模擬光學反射所造成的影響時與作為導光板設計 時,其光源設定是以實驗中預定使用的LED規格做光源模組架構,使 用4顆LED,發光面積為長度2.4mm ×寬度0.4mm,模擬光線光波長為可 見光範圍(380nm~780nm)。 4. 量測面設定 模組架構建立的最後一個步驟就是量測面的設定。本研究中量測 面所測得的物理量是照度,與背光模組檢測的物理量輝度是有差別 的,兩者間無法直接做比較,詳細敘述如附錄一。 當發光面各點的出光光場相同時,輝度的分布狀況與照度的分布 狀況是一致的。在採用兩片相互垂直的稜鏡片的標準背光模組架構 中,模組化後發光面各點的出光光場大致相同。本研究採用標準背光 模組,經過實際量測後,結果如圖3-13所示,發光面上各點的水平光
場與垂直光場大致相同。因此,我們可以採用照度分布圖來進行導光 板出光的優化。當然SPEOS也可以直接分析輝度分布,但與照度分析 相較,模擬光線數需增加100~1000倍才能得到較準確的輝度分布結 果,要多花費100~1000倍的時間才能完成優化。因此,經評估後決定 以照度分布分析來進行導光板的優化。 本研究中,設定量測面面積為長度41mm、寬度30mm,量測面的位 置在導光板導光方向上方2mm,正向面朝向導光板,接收由導光板所 導出的光線用以做為分析,量測面在分析設定上的畫素為長邊41畫 素、短邊30畫素,每一畫素面積為1mm2。 3-3-3 光學模擬─導光板網點佈點的均勻性優化策略 導光板上的微結構設定為球形鏡面網點,微結構網點佈點方式以 既有的導光板文獻所做的分析做參考依據[30][40][41],以導光板光 源前端較疏的佈點、導光板光源後端較密的佈點為佈點依據。研究中 嘗試不同密度的網點調整與網點分佈。初期以佈點優化為主,在模擬 時網點佈點可分為分段式與連續式,網點大小為50μm,網點高度為 13μm,兩者佈點方式如下: 1.分段式陣列佈點: 以 Matlab 程式寫出分段式間隔逐漸縮小的佈點方程式,將導光
板分為五區,越接近光源位置網點分佈間隔越大,越遠離光源位置網 點分佈間隔越小。每區以相同間隔的網點作陣列分佈,網點疏密分佈 較像階梯形式的曲線。 2. 連續式交錯佈點: 以 Matlab 程式寫出連續式間隔逐漸縮小的佈點方程式,越接近 光源位置網點分佈間隔越大,越遠離光源位置網點分佈間隔越小,間 隔為漸變式的逐漸縮小,網點作交錯分佈,以求達到最密網點分佈, 網點分佈較接近溜滑梯形式的曲線。 利用上述兩種網點分佈形式,以 SPEOS 分別模擬兩者光學效果並 比較兩者之間的差異,分析此兩種網點分佈形式的出光效率以及光損 耗,將效果較佳的佈點方式做為網點佈點設計的依據。 3-3-4 光學模擬─各反射參數所做的模擬結果 在導光板設計上,主要的光線與材料或界面之相互作用有反射、 折射(透射)與吸收,詳細敘述如附錄二。這些光學特性均可在 SPEOS 在進行設定。 真實狀況下,表面粗糙度會對光學性質造成影響,尤其是光學反 射部分會依照表面粗糙度的不同,造成鏡面反射、擴散反射、漫射反 射等現象,但是我們難以用量測的數據觀察得到反射面是以何種反射
性質做反射的,因此研究中只能利用改變參數模擬所得的照度分佈趨 勢,以這種方法去分析反射面所呈現的光反射性質。本研究中依照加 工方式的不同,會造成導光板微結構表面粗糙度變化,以致於造成光 反射上的差異。所以在光學模擬的部份分別針對不同的光學性質下, 各種的反射狀況下做光學模擬,將模擬結果與實作檢測比較,可以得 知實作檢測大約的光學反射趨勢。 1. 表面粗糙度對於光學反射性質的影響 對於光散射效應相對於表面粗糙度的研究,已經有人投入其中的 應用,蔡坤鋒曾以雷射光在冷軋鋼板表面造成的光散射來測量冷軋鋼 板表面的粗糙度[42]。施盈儐也以鋁材、鎳材的製程進給速率結合光 散射量測系統來量測製程進給速率對鋁材、鎳材的表面粗糙度之相對 關係[43] [44]。但是光的反射效應並不是只有表面粗糙度單一因素 影響,還包含材料本身光學特性、所使用的光波波長等等其他因素, 不過可以得知的是光學元件的表面粗糙度會造成光反射上的不同,表 面粗糙度越小的光學元件反射越接近鏡面反射,表面粗糙度越大的光 學元件其光反射會有高斯反射,粗糙度更大者會產生漫射反射的光學 反射[45]。
2. 光反射對於模擬的差異比較 對於表面粗糙度對於所呈現的光反射,因為時間與成本上的考 量,本研究並沒有詳細對此加以實驗與量測,但是可以藉由 SPEOS 對 於反射光的設定,可設定光反射所對應的參數為高斯反射的高斯角、 鏡面反射、高斯反射與漫射反射等三種反射所占的比例,下列就是在 預設的虛擬原型條件設定下,設定導光板厚度為 0.4mm,導光板材料 吸收率為 α= 1.7×10-2 mm-1 ,光源設定上為 4 顆 LED,接近點光源的 性質,圖 3-14 是當導光板前端網點未進行局部疏密調變時,由 1 顆 LED 點光源所形成的亮帶與暗帶現象,多顆 LED 會在亮帶交錯處造成 局部的暗帶現象。因此,我們除了在光線傳遞方向的網點佈點上採取 連續式疏密網點佈點,並在亮帶處做局部疏化佈點、暗帶處做局部密 集佈點的設定,如圖 3-15 所示,經網點佈點後均勻性可達約 80%左 右,模擬數據樣本的光源採取為導光板中線照度,如圖 3-16 虛線的 位置。 反射面所形成反射性質為何者我們是無法直接判斷,無法直接判 斷的原因是因為光反射是否為反射比例或是反射角不同所造成的差 異,也可能為兩者均有的狀況。反射角的公式如附錄三所示。所以研 究中藉由調整反射設定參數,比較各不同參數對於光學模擬的影響。 參數設定上為任意設定,模擬的目的在於找出因應參數變化的趨勢,
而不是詳細探求粗糙度所造成的光反射與所對應的光學性質。 (1)高斯角不同造成模擬上的差異 一般反射面不一定只會會造成光反射的種類不同,也可能造成光 擴散角的不同。所以針對此現象,光學模擬時固定光反射中的鏡面反 射與高斯反射所占的比例,鏡面反射比例為全部的 80%,高斯反射比 例為全部的 20%,高斯反射的高斯角為可設定的變數。模擬參數依次 設定高斯角為 10∘、20∘、30∘、40∘、50∘。利用 SPEOS 以這些 參數做模擬的結果,去分析高斯角度變化後對於整體的照度趨勢變化 是如何。 (2)鏡面反射與高斯反射所佔比例不同造成模擬上的差異 光學模擬時固定高斯反射的高斯角為 25∘,針對光反射形式中 的鏡面反射與高斯反射所佔的比例做比例調整。現在固定高斯反射的 高斯角度為 25∘,調整鏡面反射與高斯反射所佔的比例,依次設定 高斯反射佔整體的 20%、50%、70%、100%,藉此模擬結果觀察出當高 斯反射的比例增加後,所對應的模擬照度變化趨勢為如何。 (3)高斯反射與漫射反射所佔比例不同造成模擬上的差異
第三種參數模擬在設定上沒有鏡面反射的光學反射效果,反射參 數上是以高斯反射與漫射反射所佔整體的比例做調整為主,其中高斯 反射的高斯角固定為 25∘,調整變數為漫射反射所佔的比例,分別 以漫射反射所占整體比例為 10%、20%、30%、40%、50%與 100%,分別 模擬比較其結果,可以從模擬結果中得到隨著漫射比例的改變,所對 硬的模擬照度變化趨勢為何。 我們可以利用實作所量測的數據結果來對照以上三種模擬結果 的趨勢比較,從對照中可以得到實際光反射的趨勢,再進行模擬的光 反射設定,讓光學模擬更佳準確。 3-3-5 光學模擬─網點分佈疏密與材料吸收係數對於模擬的差異 除了表面粗糙度造成反射的影響,還有其他因素會影響到整體的 均勻性與出光效率,例如反射片反射率、導光板材料的吸收係數、導 光板上網點間最小間隔對於整體設計上所造成的影響、個別光源的出 光效率是否均勻等等因素都會造成導光板在量測數值上的變動。 下列所做的模擬是針對導光板材料的吸收係數與加工上網點所 能達到最小間距兩種變數進行分析,固定參數為導光板網點大小為 50μm,網點高度為 13μm,分別調配導光板網點設計並做整體均勻
性、出光效率的光學模擬。當變數設定為導光板材料的吸收係數時, 吸收係數分別設定為 α=8.5×10-3 mm-1、1.7×10-2 mm-1、3.4×10-2 mm-1 ,變 數設定為加工上網點所能達到最小間距,最小間距設定上分別為 5μm(網點最密集處填充率 66.01%)、10μm(網點最密集處填充率 55.32%)、20μm(網點最密集處填充率 40.49%),各別做 SPEOS 的光 學模擬,比較何種設定下出光效率較好,此光學模擬的目的在於可以 了解到材料吸收係數與網點小間距對於導光板的出光效率有何影 響,依據模擬的結果可以作為導光板射設計之依據。
建立幾何架構 光源與量測面設定 光學模擬 建立幾何架構 光源與量測面設定 光學模擬 圖 3-11 SPEOS 光學模擬軟體 虛擬模型建立 (Visual Object) 光源設定 (Light Source) 分析面設定 (Irradiance Map) 執行、分析 幾何形狀 材料特性 尺寸、位置、位向 物件設定 (形狀、尺寸…) 光源強度 光源強度分布 物件設定 (尺寸、位置) 解析度設定 虛擬模型建立 (Visual Object) 光源設定 (Light Source) 光源設定 (Light Source) 分析面設定 (Irradiance Map) 分析面設定 (Irradiance Map) 執行、分析 執行、分析 幾何形狀 幾何形狀 材料特性 材料特性 尺寸、位置、位向 尺寸、位置、位向 物件設定 (形狀、尺寸…) 物件設定 (形狀、尺寸…) 光源強度 光源強度 光源強度分布 光源強度分布 物件設定 (尺寸、位置) 物件設定 (尺寸、位置) 解析度設定 解析度設定 圖 3-12 SPEOS 模擬運算的流程
圖 3-14 點光源的輝線與暗帶現象
圖 3-15 疏密網點佈點,圖中淡黃色元件為 LED 的位置
照度分析截取位置
表3-1. 畫素內的模擬光線數與誤差的關係 Error Rays 100.0% 1 31.5% 10 10.0% 100 3.2% 1000 1.0% 10,000
![圖 2-1 現今導光板之射出成型製作過程[4]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8585956.189542/21.892.150.736.460.794/圖21現今導光板之射出成型製作過程4.webp)
![圖 2-3 R-cut & V-cut 微切削加工圖[19]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8585956.189542/30.892.322.563.509.783/圖23RcutampVcut微切削加工圖19.webp)
![圖 2-11 以拖拉方式製作非球面微透鏡陣列[24]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8585956.189542/34.892.187.706.131.336/圖211以拖拉方式製作非球面微透鏡陣列24.webp)

![圖 2-23 微熱壓成形製程示意圖[3]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8585956.189542/45.892.118.779.489.930/圖223微熱壓成形製程示意圖3.webp)