黏晶機頂針機構之最佳設計與實作
105
0
0
全文
(2) 黏晶機頂針機構之最佳設計與實作 The Investigation and Evaluation on Mechanism Optimization of Chip Pickup Device 研 究 生:饒俊龍. Student:Chun-Lung Jao. 指導教授:鄭璧瑩 博士. Advisor:Dr. Pi-Ying Cheng. 國 立 交 通 大 學. 工學院精密與自動化工程學程 碩. 士. 論. 文. A Thesis Submitted to Degree Program of Automation and Precision Engineering. College of Engineering National Chiao Tung University in Partial Fulfillment of the Requirements for the Degree of Master of Science in Automation and Precision Engineering June 2010 Hsinchu, Taiwan, Republic of China. 中 華 民 國 九 十 九 年 五 月 i.
(3) 黏晶機頂針機構之最佳設計與實作. 研究生:饒俊龍. 指導教授:鄭璧瑩 博士. 工學院精密與自動化工程學程 摘要 由於科技的進步,IC 晶片除了要有輕、薄、短、小四大需求外,幾乎還 需具備高功能及高容量等特性。為了達成高容量的目標需將晶片研磨至 75 微米(μm),有些晶片甚至需研磨至 25 微米(μm)之後再進行晶片堆疊封裝。 晶圓切割完成後矽晶片還存放在切割膠膜上,需使用頂出機構將矽晶片 進行頂出並且取下,在頂出矽晶片的過程中由於是接觸式作業若矽晶片較 薄容易產生破裂,常造成產品報廢,在 IC 構裝製程中¨黏晶機取片過程¨是 良率高低的重要關鍵。 本論文使用有限元素方法,針對薄晶片於黏晶機進行頂出作業時所產生 之破壞進行分析研究,同時採用田口法等的實驗規劃法,經由實作實驗進 行相互驗證,找出頂針排列最佳化的設計及黏晶機取片過程的最佳參數, 以減少晶粒於作業時所引起的破裂,明顯改善黏晶機取片製程的良率,由 原先的 60%提高至 95.31%。相信本研究成果相關產品或製程分析會有所幫 助與參考。 關鍵字:黏晶機、應力分析、有限元素分析、田口方法. ii.
(4) The Investigation and Evaluation on Mechanism Optimization of Chip Pickup Device. Student:Chun-Lung Jao. Advisor:Dr.Pi-Ying Cheng. Department of Automation and Precision Engineering National Chiao Tung University ABSTRACT Technology advancement, IC chip need to own the features of light weight, ultra thin, short, small and high performance, huge memory capacity as well. To achieve huge capacity, chip need to be ground to 75μm, some are even need to reach 25μm before die stacking. Si chip are still mounted on the dicing tape after cutting and which requires die bonder to eject the chip. During the ejection process, thin Si chip are easily to crack by the contacting method and casus discard. In IC assembly, Die Bonder ejection process is the key point of through- put. The thesis use ANSYS to research on the damage during thin chip ejection process. In the meantime, select Taguchi experiment to carry on contrast to figure out the best design of ejection pin arrangement and recipe. Consequently, reduce the die crack and improve throughput from 60% to 95.31%.Believe this research would be helpful on related production and process analysis.. KEY WORDS: Die Bonding, Stress Analysis, ANSYS, Taguchi Method iii.
(5) 誌. 謝. 首先要感謝我的指導教授鄭璧瑩博士,在學期間對我的栽培與指導,讓 學生就讀研究所後遇到問題懂得收集相關資訊及分析,使用相關理論基礎 及手法解決問題並且經由教授進行指導,將一件很複雜的問題有系統驗證 並且解決,在此致上最誠摯的敬意。 感謝實驗室的學長及學弟們,在課業上及經驗上的互相交流,使得我在 研究上所遇到的問題能夠得以解決,讓研究能夠順利完成。 感謝我的父、母親,從小到大辛苦栽培讓我能夠有今天的成就,也感謝 我的兄長駿騰對於攻讀碩士的支持,最後要特別感謝我的妻子芊羽及女兒 芸綺由於妳們的體諒雖然犧牲不少相聚的時間,但確讓我無顧慮進行研 究,也促使我更加努力。僅以此篇論文獻給您們,代表我無限的感激。. 饒俊龍 謹致 2010.05.12. iv.
(6) 目. 錄. 中文摘要......................................................Ⅱ 英文摘要......................................................Ⅲ 誌謝..........................................................Ⅳ 目錄..........................................................Ⅴ 表目錄........................................................Ⅶ 圖目錄........................................................Ⅷ 第一章 緒論...................................................1 1.1 前言 ..................................................1 1.2 研究動機 ..............................................2 1.3 文獻回顧 ..............................................4 1.4 研究目的: .............................................6 第二章 晶片構裝製程與黏晶機工作原理.........................7 2.1 構裝製程介紹 ........................................7 2.1.1 構裝層級 .........................................9 2.1.2 構裝型態 ........................................10 2.1.3 IC 封裝製程介紹 .................................10 2.2 黏晶機簡介 ...........................................18 2.2.1 晶片頂出及吸取動作行程 ...........................21 2.2.2 晶片破壞模式 .....................................24 第三章 理論基礎 ...........................................28 3.1 應力與應變的關係 .......................................28 3.2 有限元素法分析原理 .....................................30 3.2.1 有限元素法簡述 ...................................30 3.2.2 ANSYS 軟體分析架構 ...............................34 3.3 田口方法 ...............................................38 3.3.1 田口方法步驟 .....................................39 第四章 黏晶機晶粒頂出機構失效原因與力學分析 ................44 4.1 ANSYS 模擬分析 ........................................44 4.1.1 單一頂針高度異常模擬分析 ........................49 4.1.2 整列頂針高度異常模擬分析 ........................50 4.2 最佳化頂針機構頂針排列模擬分析 .......................51 4.2.1 第一組頂針排列 6.2x9.6mm-20 根設計 ...............52 4.2.2 第二組頂針排列 6.6x9.6mm-20 根設計 ...............53 4.2.3 第三組頂針排列 6.8x9.6mm-27 根設計 ...............55 第五章 黏晶機晶粒頂出機構的改善對策與驗證 ....................58 v.
(7) 5.1 對策 1:人員操作程序改善 ...............................58 5.1.1 頂針裝設改善實驗 ................................58 5.2 對策 2:吸取治具及頂出高度校正改善 .....................65 5.2.1 吸取治具非平面式設計 ............................65 5.2.2 頂針機構頂出高度校正 ............................68 5.3 對策 3:新型切割膠帶研究及應用 .........................69 5.3.1 新型切割膠帶應用 ................................69 5.4 對策 4:頂針機構條件最佳化 .............................72 5.4.1 作業參數條件最佳化實驗 ..........................72 5.4.2 頂針機構之頂針排列最佳化實驗 ....................81 第六章 結論與未來展望 ........................................89 6.1 結論 .................................................89 6.2 未來研究方向 .........................................91. vi.
(8) 表. 表 3.1 表 3.2 表 3.3 表 3.4 表 3.5 表 4.1 表 4.2 表 4.3 表 4.4 表 5.1 表 5.2 表 5.3 表 5.4 表 5.5 表 5.6 表 5.7 表 5.8 表 5.9 表 5.10 表 5.11 表 5.12 表 6.1. 目. 錄. 常用問題領域之材料性質符號說明 ........................35 常見的品質特性 ........................................41 控制因子水準表 ........................................42 L 9 (3 4 )的直交表 ........................................42 參數最佳化實驗計劃 ....................................43 各項材料特性參數 ......................................44 元件結構尺寸 ..........................................45 邊界條件 ..............................................47 最佳化頂針排列設計結果 ................................52 一般吸嘴與平面吸嘴比較圖 ..............................67 一般吸嘴及平面吸嘴進行取片實驗結果 ....................68 三種切割膠帶進行取片實驗結果 ..........................72 控制因子水準表 ........................................75 L 9 (3 4 )的直交表 ........................................75 參數最佳化實驗計劃 ....................................76 最佳化實驗結果表 ......................................77 各組實驗 SN 比值 .......................................78 SN 比值的回應表 ........................................78 實驗設計法實驗結果表 .................................79 ANOVA 分析結果 ........................................79 新型黏晶機頂針機構組實驗良率 .........................88 研究主題及改善成果 ....................................89. vii.
(9) 圖. 圖 1.1 圖 1.2 圖 1.3 圖 2.1 圖 2.2 圖 2.3 圖 2.4 圖 2.5 圖 2.6 圖 2.7 圖 2.8 圖 2.9 圖 2.10 圖 2.11 圖 2.12 圖 2.13 圖 2.14 圖 2.15 圖 2.16 圖 2.17 圖 2.18 圖 2.19 圖 2.20 圖 2.21 圖 2.22 圖 3.1 圖 3.2 圖 3.3 圖 3.4 圖 3.5 圖 3.6 圖 3.7 圖 3.8 圖 3.9 圖 3.10. 目. 錄. 封裝型態發展歷程 .......................................2 晶片與晶片堆疊方式示意圖 ...............................4 階層型晶片堆疊方式示意圖 ...............................4 IC 封裝產品類型 .........................................8 構裝層級示意圖 .........................................9 IC 封裝主要功能示意圖 ..................................10 BGA IC 成品圖 ..........................................11 IC 封裝流程圖 ..........................................12 研磨膠帶保護積體電路 ..................................13 晶圓切割 ..............................................13 黏晶 ..................................................14 銲線示意圖 ............................................15 壓模成品示意圖 .......................................15 蓋印 .................................................16 IC 植球後示意圖 .......................................16 黏晶機外觀圖示意圖 ...................................19 晶圓載入示意圖 .......................................19 黏晶過程 .............................................20 黏晶機系統架構組成 ...................................21 劃膠區劃膠過程 .......................................22 上片區上片過程 .......................................22 吸片過程示意圖 .......................................23 晶片破裂魚骨圖分析 ...................................24 頂針頂出示意圖 .......................................26 晶片破裂示意圖 .......................................27 應力與應變關係圖 ......................................29 材料頸 縮 現 象 示意圖 ...................................29 材料受到應力作用 ......................................30 懸臂樑受力示意圖 ......................................31 兩個新系統組成示意圖 ..................................31 各元素的自由度 ........................................32 ANSYS 軟體分析領域 .....................................33 元素種類列表 ..........................................35 實體模型層級關係 ......................................36 ANSYS 分析處理作業流程圖 ..............................37 viii.
(10) 圖 3.11 圖 4.1 圖 4.2 圖 4.3 圖 4.4 圖 4.5 圖 4.6 圖 4.7 圖 4.8 圖 4.9 圖 4.10 圖 4.11 圖 4.12 圖 4.13 圖 4.14 圖 5.1 圖 5.2 圖 5.3 圖 5.4 圖 5.5 圖 5.6 圖 5.7 圖 5.8 圖 5.9 圖 5.10 圖 5.11 圖 5.12 圖 5.13 圖 5.14 圖 5.15 圖 5.16 圖 5.17 圖 5.18 圖 5.19 圖 5.20 圖 5.21 圖 5.22 圖 5.23. 直交表符號說明 .......................................43 分析模型建立 ..........................................45 為網格後的幾何模型 ....................................46 幾何模型邊界條件設定 ..................................48 矽晶片表面應力變化圖 ..................................49 單一頂針高度異常示意圖 ................................49 單一頂針高度異常模擬分析 ..............................50 整列頂針較高處示意圖 ..................................50 整列頂針高度異常模擬分析 ..............................51 6.2x9.6mm-20 頂針排列設計 ..............................53 6.2x9.6mm-20 頂針排列有限元素模擬 .....................53 6.6x9.6mm-20 交錯式頂針排列設計 .......................54 6.6x9.6mm-20 頂針排列有限元素模擬 .....................55 6.8x9.6mm-27 頂針排列設計 .............................56 6.8x9.6mm-27 頂針排列有限元素模擬 .....................57 頂針裝設流程圖 ........................................58 裝設頂針相關治具準備 ..................................59 頂針治具示意圖 ........................................60 頂針校正治具外觀圖 ....................................61 鎢鋼材質部份 ..........................................61 放入頂針機構 ..........................................62 放置頂針 ..............................................62 移動固定平面 ..........................................63 固定頂針 ..............................................63 頂針裝設完成 .........................................64 頂針高度透光性檢驗 ...................................64 頂針頂出狀態 .........................................65 一般吸嘴吸取矽晶片示意圖 .............................66 平面吸嘴吸取矽晶片示意圖 .............................66 一般吸嘴與平面吸嘴比較圖 .............................67 高度校正治具 .........................................68 頂出高度校正示意圖 ...................................69 吸取高度校正示意圖 ...................................69 切割膠帶應用示意圖 ...................................70 切割後進行 UV 光照射示意圖 ............................71 A、B、C 三種切割膠帶 ..................................71 A、B、C 三種切割膠帶貼附於矽晶圓上 ....................71 機台作動時序圖 .......................................73 ix.
(11) 圖 5.24 圖 5.25 圖 5.26 圖 5.27 圖 5.28 圖 5.29 圖 5.30 圖 5.31 圖 5.32 圖 5.33 圖 5.34 圖 5.35 圖 5.36 圖 5.37 圖 5.38 圖 5.39. 頂針高度起始點示意圖 .................................74 頂針頂起時矽晶片變形示意圖 ...........................74 常態分佈檢驗 .........................................80 數據間彼此獨立檢驗 ...................................81 母體變異數相等 .......................................81 頂針治具裝置於機台內 .................................82 頂針配置於晶粒位置圖 .................................83 矽晶片破裂圖 .........................................83 矽晶片破裂處 .........................................84 矽晶片破裂處 .........................................84 案例 1 分析結果與矽晶片破裂處比對 .....................85 案例 2 頂針高度異常產生破裂 ...........................86 案例 3 應力集中造成矽晶片破裂 .........................86 黏晶機 6.8x9.6mm-27 根針頂針機構組 ....................87 黏晶機 6.8x9.6mm-27 根針頂針機構組俯視圖...............87 6.8x9.6mm-27 根針頂針與矽晶片相對位置圖 ...............88. x.
(12) 第一章 緒論. 1.1 前言 隨著多媒體及可攜式行動影音上網等資訊產品持續加溫,電子製造技術 不斷發展演進,使得構裝技術不斷推陳出新,以符合電子產品之需要並進 而充分發揮其功能。最早時期為引腳插入型封裝為主要產品但隨著科技進 步與需求不同的封裝型式推陳出新使得產品越來越多樣化,如圖 1.1 封裝 型態發展歷程由早期陣列腳位排列封裝 PGA(Pin Grid Array)發展至多晶片 模組封裝 MCM(Multi-Chip Modules)。 IC 晶片除了要有輕、薄、短、小四大需求外,幾乎還需具備高功能及高 容量等特性。在有限的空間內如需增加高容量則必須使用晶片堆疊 (chip-on-chip, CoC)方式以增加容量,而晶片堆疊是將兩個 512M byte 或數個大容量記憶體裝入同一封裝之內,這樣可提升單片記憶卡存款容量 及效率。. 1.
(13) 圖 1.1 封裝型態發展歷程(圖片來源 ITRI). 1.2 研究動機 過去幾年我國仍是全球半導體 IC 封裝主要代工廠之一,多媒體電子產品 在儲存方面需求量大增,例如手機已不單純只有收、接電話而已還具備有 照相、錄影及 MP3 撥放功能,因附屬了這些功能儲存介面記憶卡無形的被 要求必須有大容量。 為了達到以上需求,IC 設計公司除了設計出較大儲存容易之晶片再來就 是使用晶片堆疊式封裝以增加記憶體之容量。而目前堆疊晶片封裝有三種 方式,第一是晶圓對晶圓的封裝,其方法是在晶圓上穿孔並作上電極,晶 圓上的線路與此電極接通,並藉由此電極與上下層之晶圓作電性連接。此. 2.
(14) 一堆疊的技術涵蓋設計、晶圓代工及後段封裝,不但整合不容易、技術層 次太高,量產化亦有困難。第二是晶片與晶片的堆疊,即稱為堆疊式晶片 級封裝(Stacked Chip Scale Package;SCSP),堆疊式晶片封裝是把多顆 不同功能之晶片整合在同一封裝模組內,除有效達到功能整合外,更可節 省電路板的面積、減少晶片所佔據的空間,降低整體製造成本。有以打線 (Wire Bond)作電路連接的堆疊,並且也可利用覆晶(Flip Chip)接合做堆 疊的方式,以及利用打線及覆晶混合作電路連接的堆疊。第三是封裝對封 裝的堆疊方式,只要設計得宜,直接交由表面黏著技術(SMT)業者或由封裝 業者自行組裝便可量產。這三類之堆疊封裝技術,以封裝對封裝的堆疊方 式製程最簡單,成本也最低[1]。 而本文是使用上述第二種方式晶片與晶片方式進行堆疊,如圖 1.2。但有 時因產品別不同或是空間考量則採用階級方式堆疊,而階級式堆疊可依據 客戶端需求設計成單邊打線,同樣能達到產品需求如圖 1.3。由於製程方式 採用堆疊架構,晶片厚度隨著堆疊的層數越磨越薄,在黏晶站頂取晶片過 程中如何減少晶片的破損將面臨挑戰。. 3.
(15) 金線. Flash晶片 晶片. PCB基板 基板. Mold Package. 控制晶片. 圖 1.2 晶片與晶片堆疊方式示意圖. 金線. Flash晶片 晶片. PCB基板 基板. Mold Package. 控制晶片. 圖 1.3 階層型晶片堆疊方式示意圖. 1.3 文獻回顧 J.D. Wu[2]等人在矽晶片強度的研究中,製作了許多不同大小及不同 厚度的試片。而試片中分別有表面有進行拋光而背面使用一般研磨製程或 兩面都使用一般研磨製程及表面無任何處理而背面使用一般研磨製程的 試片進行研究。而實驗的設備使用三點式彎曲測試機,將晶片試片放置於. 4.
(16) 治具架上,試片下方有兩個橫桿支撐著試片,上方有微力量測試裝置進行 下壓動作,當碰觸到晶片並且造成破壞時設備會讀取當下試片被破壞的強 度值,晶片越薄它的強度就越小。 K. Subramanian, S. Ramanath and M. Tricad[3]等人針對脆性材料及 延性材料使用鈍角及銳角的壓痕治具針對此兩種不同的材料進行壓痕實 驗,實驗中延性材料不管使用鈍角的壓痕治具或是銳角的壓痕治具材料本 身都只產生塑性變形,而脆性材料會因壓痕治具的尖端半徑與所施壓力的 大小而有不同的結果,使用鈍角的壓痕治具作用下會產生錐形裂縫(Cone Crack),而在銳角的壓痕治具的作用下如果施加較大的壓力就會產生側向 裂縫(Lateral Crack)及中間裂縫(Median Crack)。 I. Inasaki[4]等人使用銳角的壓痕子針對脆性材料進行研究,當壓痕子 施加壓力時其尖端下產生塑性變形區域,繼續施加壓力當壓力大於某一臨 界值時中間區域會突然產生微小的裂縫,若壓力持續增加中間裂縫會變得 更大。此時將壓力減小中間原先造成的裂縫產生閉合,變形區域因應力釋 放的關係開始產生側向裂縫並往兩側傳播,當壓力完全解除側向裂縫傳播 至材料表面造成破裂。 在 Yeong-Jyh Lin 及 Sheng-Jye Hwang[5]等人在進行上片過程研究。第 一步膠帶下方先行進行吸真空動作,此時吸嘴移動並且碰觸到晶粒表面,第 二步頂針進行頂起動作將膠帶及晶粒頂起,而介由此頂起動作將切割膠帶及. 5.
(17) 晶粒進行剝離的動作,當大約 80%區域被剝離時,吸嘴進行吸取真空動作吸 取晶粒並且往上昇起將晶粒脫離切割膠帶,在取晶粒的過程中晶粒承受的力 量可能會造成它破裂,而造成破裂主要原因為應力的集中。 Atila Mertol[6]等人在針對參數最佳化設計實驗中,使用田口實驗法找 出最佳參數,在進行實驗前先行針對影響品質最重要的因子及選定使用幾水 準,最後選用合適的直交表將因子及水準帶入並且進行實驗,得到的實驗結 果再利用有限元素軟體進行分析。實驗及分析的結果進行比對使實驗用具有 準確性。 1.4 研究目的: 本研究之目的主要在探討當晶片厚度研磨僅 38 微米(μm),有些矽晶片 甚至需研磨至 25 微米(μm)頂針頂起晶粒時,頂針排列依檢測數據顯示, 研判為影響晶粒遭受破壞的主要關鍵。本研究將使用有限元素進行模擬並 且與實作相互驗證其分析模型之有效性及正確性,再使用田口實驗法得到 頂針排列最佳化及最佳參數以減少晶粒被頂針頂起時所引起的破裂。. 6.
(18) 第二章. 2.1. 晶片構裝製程與黏晶機工作原理. 構裝製程介紹. 在IC封裝最早初期可以分成三個時代[7],初期為真空管時代真空管容器 主要並不是在保護內部而是將裡面形成真空製造出能將電子放出至外部空 間的環境也就是當作製造功能的外部容器。接著由真空管到電晶體的時代 此時的容器是為保護裡面的電晶體(Transistor)及為能配線而設計的尺寸 因而形成具3根導線的構造。最後由電晶體至IC,而IC腳數越來越多主要是 因為訊號線的增加或是功能需求及配合印刷電路配線組裝。 由於封裝功能及發展越來越快且形式越來越多,製造商與使用者之間如 規格不統一不僅在共通技術上無法使用且會耗費更多的成本,因此以美國 電子器件工程聯合會JEDEC及社團法人日本電子工程協會EIAJ為中心整合 了封裝產品標準化並且訂定統一標準[8],如圖2.1 IC封裝產品類型。. 7.
(19) 圖 2.1 IC 封裝產品類型. 8.
(20) 2.1.1 構裝層級 總體來說,IC 封裝依其製造流程、系統結構和分工可區分為四個不同的 層次。如圖 2.2 所示,第零階層(Level 0)定義為在晶圓上的製程、積體 電路(IC)製造及如覆晶(Flip Chip)上的錫球長成(Solder Bump)等。 第一階層(Level 1)則為一般俗稱的封裝產業,這也是本研究所著重的部 份。此部份著重在如何將 IC 晶片封裝於膠體中,並完成電路及密封保護的 製程。其封裝的詳細過程將在後續介紹。第二階層(Level 2)則屬主機板 與組裝廠,此階層以印刷電路板,表面黏著技術(SMT) ,及引腳插入型(PTH) 為主。如何將 IC 構裝組件和印刷電路板以回銲的(Solder Reflow)方式 結合在也是此階層的重點。最後一階層(Level 3)則是將顯示卡、音效卡、 及其它的介面控制卡等挿在主機板上。在此階段著重於連接器(Connector) 製造為主 [9]。. 晶片(Chip). 多晶片模組(MCM). 單晶片構裝. 第三層級構裝. 第一層級構裝. 第二層級構裝. 圖 2.2 構裝層級示意圖 9.
(21) 2.1.2 構裝型態 IC封裝之主要功能 1.有效供應電源 2.提供信號傳輸 3.協助排除耗熱 4.保護電子組件 5.建構人機介面 如圖2.3 IC封裝主要功能示意圖所示。. 圖 2.3 IC 封裝主要功能示意圖 2.1.3 IC 封裝製程介紹 在 IC 封裝中是在整個半導體製造業屬於後段製程,IC 設計公司將積體電 路設計圖交由晶圓製造公司進行晶圓製造,再將製造好的晶圓切割成晶片 10.
(22) 並且進行封裝製程。 最常見的封裝製程為球格式封裝(Ball Grid Array),簡稱 BGA,也稱為 錫球陣列封裝或錫腳封裝體。BGA 封裝技術已經在筆記型電腦的記憶體、主 機板晶片組等大規模積體電路的封裝領域得到了廣泛的應用。比如我們所 熟知的 Intel BX、VIA MVP3 晶片組以及 SODIMM 等都是採用這一封裝技術 的產品,如圖 2.4 所示。 BGA 封裝技術有這樣一些特點,I/O 導線數雖然增多,但導線間距並不 小,因而提升了組裝良率;雖然它的功率增加,但 BGA 能改善它的電熱性 能;濃度和重量都較以前的封裝技術有所減少,信號傳輸延遲小,使用頻 率大大提升,可靠性高。不過 BGA 封裝仍然存在著佔用基板面積較大的問 題。採用 BGA 新技術封裝的記憶體,可以使所有電腦中的 DRAM 記憶體在體 積不變的情況下記憶體容量提升兩到三倍。BGA 封裝技術使每平方英寸的儲 存量有了很大提升;另外,與傳統 TSOP 封裝模式相比,BGA 封裝模式有更 加快速和有效的散熱途徑。[10]. 圖 2.4 BGA IC 成品圖(未依比例劃出) 11.
(23) 在封裝製造流程中,主要可分為晶圓研磨(Wafer Grinding)、晶圓切割 (Wafer Saw)、黏晶(Die Bonding)、銲線(Wire Bonding)、壓模(Molding) 、蓋印(Marking)、植球(Ball Mount)、切單(Singulation)、測試 前 植 球 檢 測 (Ball Scan Before Test) 、 最 後 外 觀 檢 驗 (Final Visual Inspection Inspection) 等加工步驟,就可得到一顆具有完整功能的IC。 製造流程如圖2.5所示。. 圖 2.5 IC 封裝流程圖. (1)晶圓研磨(Wafer Grinding) 晶圓研磨主要目的是將晶圓研磨至所需厚度再進行封裝,晶圓研磨時表面 先行貼附研磨膠帶目的是保護晶圓表面的積體電路不會因研磨時造成傷害, 如圖2.6所示。之後再使用研磨輪於晶圓背面進行研磨以達到所需厚度。. 12.
(24) 圖 2.6 研磨膠帶保護積體電路. (2)晶圓切割(Wafer Saw) 晶圓會先被貼附在一個鐵框上,而這個鐵框上已有切割膠帶,再將鑽石 切割刀裝置在高速旋轉軸上進行切割。當切割刀再進行切割時兩旁的去離 子水會不段噴灑在切割刀上,以防止過熱。切割刀進行切割將晶圓切成一 顆一顆的晶粒,之後再使用高壓泵將水在晶圓上進行沖洗,沖洗的目前主 要是要清潔切割後遺留下來的矽粉殘留,清洗完後再進行之後製程,如圖 2.7 所示。. 圖 2.7 晶圓切割. 13.
(25) (3)黏晶(Die Bonding) 黏晶之目的是將一顆顆之晶粒置於導線架或基板上並以環氧樹脂 (Epoxy)黏著固定。黏晶完成後之導線架或基板則經由傳輸系統送至彈 匣(magazine)內,再送至烤箱將環氧樹脂烤乾,完成後送至下一製程, 如圖 2.8 所示。. 圖 2.8 黏晶(圖片來源 KINGPAK). (4)銲線(Wire Bonding) 銲線乃是將晶粒上的接點以極細的金線(18~30μm),連接到導線架或 基板之外腳,藉由此接線將 IC 晶粒之電路訊號傳輸至外界,如圖 2.9 所示。. 14.
(26) 外腳(Finger). 晶粒(Die). 圖 2.9 銲線示意圖. (5)壓模(Molding) 封膠之主要目的為防止濕氣由外部侵入、以機械方式支持導線、內部產 生熱量之去除及提供能夠手持之形體。其過程為將導線架置於框架上並預 熱,再將框架置於壓模機上的構裝模上,再以樹脂充填並待硬化,待樹脂 充填硬化後開模取出成品,如圖所示 2.10 所示。. MOLDED PACKAGE. P. Flash PCB 基板. 圖 2.10 壓模成品示意圖. 15.
(27) (6)蓋印(Marking) 印字是將字體印於壓模膠上,其目的在於註明商品之規格、產品型號、 製造者等資訊供日後使用辨別,如圖 2.11 所示。. 圖 2.11 蓋印. (7)植球(Ball Mount) 植球製程主要是將錫球(Solder ball)植在基板背面的I/O接點上,再將IC 連接使用介面上,介由這些I/O接點進行資料的處理及傳輸,如圖2.12所示。 [11]. 錫球 IC. 圖 2.12 IC 植球後示意圖. 16.
(28) (8)切單(Singulation) 切單製程與晶圓切割雷同,同樣是將產品切割成單顆,唯一不同處是晶圓 切割是切割晶圓上的IC,而切單製程是將壓模過後的產品利用切割方式將IC 從基板上切割下來。 (9)測試前植球檢測(Ball Scan Before Test) 測試前植球檢測主要是針對植球後的品質進行檢驗,主要項目如下 1.共面性測量(Coplanarity):錫球於銲墊上需有一致的平面。 2.缺球(Miss Ball):銲墊上無錫球存在。 3.大小球(Big or Small Ball):球徑大小超出規範。 (例如球徑大小需+/-0.05mm) 4.錫球橋接(Ball Bridge):不可有任何錫球橫跨兩銲墊。 5.植球偏移(Ball Shift):錫球偏移駻墊位置。(球偏移量<0.2mm) (10)最後外觀檢驗(Final Visual Inspection Inspection) 出貨前針對產品正面、背面及外觀進行最後檢驗,檢驗的項目非常多, 例如:基板沾膠(Epoxy on Substrate)、膠體刮傷(Package body scratch)、 表面針孔(Pin hole)、露金線(Gold wire exposure)、印碼方向錯誤(Wrong orientation)、印碼模糊(Illegible mark)、切偏不可重工(Cutting street shift)及基板切崩(Substrate dicing chipping),只要是關於產品外觀在 這都需要被檢驗,經過檢驗過的產品才可進行出貨到客戶端。. 17.
(29) 2.2 黏晶機簡介[12][13] 黏晶機(Die Bonder)屬於半導體 IC 封裝前段使用之設備,在製程中主要 目的是將晶圓切割好的晶粒,利用頂針及吸取機構將晶粒取下,並於基板 (Substrate)或導線架(Leadframe)上並用銀膠(Epoxy)黏著固定,在導線架 上預設有可延伸 IC 晶粒電路的延伸腳分為內引腳及外引腳(inner lead / outer lead)。導線架經傳輸至定位後,首先要在導線架上點上銀膠然後移 至下一位置將晶粒置放其上,黏晶完後之導線架則經由傳輸設備送至彈匣 (magazine)內,圖 2.13 為黏晶機外觀圖示意圖。 本論文所使用的黏晶機晶圓載入方式與其它黏晶機不同處在於它是垂直 載入,也就是作業時晶圓是保持垂直狀態,如圖 2.14 晶圓載入示意圖。垂 直載入的晶圓在作業時最大的優點為晶圓保持垂直狀態,若吸取手臂因動 作時或機台上有碎屑及異物,不易掉落於晶圓上可保持晶圓表面潔淨,但 缺點為手臂吸取到矽晶粒放置於上片區動作行程較長,容易影響產出。平 行載入方式因晶圓位於吸取手臂下方,動作行程短故產出較快,缺點為晶 圓平放於機台上,異物及碎屑容易掉落於晶圓上而影響到品質。 雖然晶圓載入有分垂直式及平行式但黏晶機上片速度仍然相當的快,大 約 0.5 到 0.8 秒可放置一顆晶粒且精度要求在 10~50μm 之間。為了要適應 各種尺寸之導線架,機器設計上必須要能提供調整的功能使不同尺寸之導 線架均能傳送及定位。晶粒之取放為整部機器之一大重點,除了用取放臂. 18.
(30) (pick and place arm)上的真空吸嘴(collet)從晶圓取出晶粒置於導線架 晶粒座上外,在晶圓底下同時要頂針裝置,將晶粒頂出以利吸嘴吸取,最 後再將吸取之晶粒放置於導線架上,而完成整個黏晶製程,如圖 2.15。. 圖 2.13 黏晶機外觀圖示意圖(圖片來源 K&S). 圖 2.14 晶圓載入示意圖(圖片來源 K&S). 19.
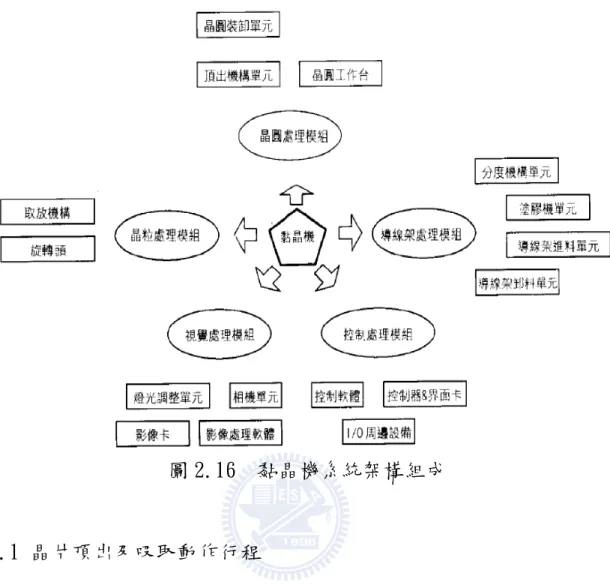
(31) 圖 2.15 黏晶過程(圖片來源 K&S). 構裝產品不同黏晶機也不同,可分為 IC 黏晶機、LED 黏晶機、Discrete IC 黏晶機、 MCM 黏晶機、LOC 黏晶機、Flip Chip 黏晶機、TAB 黏晶機……… 等各種不同的黏晶機。依照構裝產品的要求,不同的黏晶機在黏晶精度、 黏晶速度、黏晶方式及進料/出料機構各有其不同層次的要求,但在黏晶 機的系統架構上大致皆可劃分 5 大模組如下。 1.晶圓處理模組(wafer handling module or die present module )。 2.晶粒處理模組(die handling module)。 3.基板處理模組(Substrate handling module or substrate handling module)。 4.視覺系統( pattern recognition system )。 5.控制系統( control system )。 如圖 2.16 為黏晶機系統架構組成。. 20.
(32) 圖 2.16 黏晶機系統架構組成. 2.2.1 晶片頂出及吸取動作行程 晶圓切割站切割完成之成品會送至黏晶站進行上片製程,晶圓首先會被 載入於圓移動平台內,此於機台視覺辨識系統會對晶圓進行水平及垂直的 教讀,此動作是確保移動平台在進行移動時皆能精確得找尋晶粒而進行取 片動作。在進行上片之前,進料彈夾會推入一條導線架或基板於劃膠區進 行劃膠作業,此劃膠作業是將黏著劑塗抹於基板上黏著晶粒使用,如圖2.17 劃膠區劃膠過程。而劃完膠的基板將傳送到上片區進行上片,如圖2.18上 片區上片過程,當機台偵測到基板到達上片區時,晶圓移動平台會移動到 晶圓的右下角也就是第一顆晶粒的位置進行吸取晶粒之動作。在吸取晶粒. 21.
(33) 的過程中晶圓移動平台會將晶粒移動到頂針機構的下方,吸取手臂會移動 並碰觸晶粒表面此時吸片真空已啟動,接著下方的頂針機構開始將頂針進 行頂出之動作,頂針會先碰觸晶粒下方的切割膠帶,當頂針繼續往上頂出 時晶粒與切割膠帶開始脫離,直到設定的參數高度頂針才停止動作當頂針 一停止動作時,吸取手臂上升將晶片帶走並且將晶粒放置於基板上,完成 整個黏晶製程,如圖2.19為吸片過程示意圖。. 圖 2.17 劃膠區劃膠過程(圖片來源 KINGPAK). 圖 2.18 上片區上片過程(圖片來源 KINGPAK). 22.
(34) 切割膠帶. 矽晶片. 頂針 吸嘴. 頂針機構. 圖 2.19 吸片過程示意圖(圖片來源 K&S). 23.
(35) 2.2.2 晶片破壞模式 晶片進行吸取過程中容易遭受到外在因素而產生破裂,圖 2.20 為晶片破 裂魚骨圖分析。[14]. 人員. 機台. 頂針裝設 異常. 吸嘴非 平面式. 頂針機構頂出 高度未校正 作業參數 未最佳化. 晶片 破裂. 頂針來料 異常 切割膠帶 黏著性太強. 頂針排列 未最佳化 方法. 材料 圖 2.20 晶片破裂魚骨圖分析[14]. 在魚骨圖分析中我們分為四大項分別是人員、機台、材料及方法進行討 論。在這四大項中每一項都有可能造成晶片破裂的原因,如下: 1.人員 (1)頂針裝設異常:在裝設頂針時若頂針有明顯的高低差而非同一平 面,在進行晶片頂出作業時容易造成晶片破裂因而降低良率。 2.機台 (1)吸嘴非平面式:吸取晶片所使用的吸嘴若非平面式則容易在頂針將 晶片頂出時因晶片表面的吸嘴非平面而造成力量不平均而產生晶 24.
(36) 片破裂的危機。 (2)頂針機構頂出高度未校正:頂針機構裝置於機台內部時,若未使用 校正治具校正頂出高度起始點,則作業時設定參數會造成誤差因而 影響產品品質。 3.材料 (1)切割膠帶黏性太強:矽晶片黏著於切割膠帶上,當頂針機構將晶粒 頂起時因切割膠帶黏性太強而導致矽晶片無法順利脫離切割膠帶 因而造成矽晶片破裂或不易吸取之現象。 4.方法 (1)作業參數未最佳化:頂針機構將晶粒頂起所使用的參數有頂出距 離、頂出時間、頂出速度及吸取時間……等。這些參數需使用田 口法找出最佳化的作業條件並且提升良率。 (2)頂針排列未最佳化:頂針排列範圍是依照矽晶片尺寸而設計,而頂 針數量及位置需經過最佳化設計找出當頂針進行頂起動作時,何 種頂針數量及排列可以穩定的將矽晶片頂出而不受破壞。. 25.
(37) 頂針機構將頂針頂起是利用伺服馬達帶動螺桿而螺桿在將頂針(Needle Ejector)進行頂出動作而使晶片與切割膠帶脫離,晶片背面的頂針是由數 根頂針排列而成進行點接觸將晶片往上頂出,因屬於點接觸當晶片越薄當 頂針頂起時越容易造成晶片的破壞,如圖 2.21 頂針頂出示意圖。. 矽晶片. 膠膜. 頂針. F. 矽晶片. 頂針 頂出. 膠膜. 圖 2.21 頂針頂出示意圖. 26. 破裂處.
(38) 而晶片常見破裂模式有下列 6 種,如圖 2.22 所示。. 晶片. 晶片. 破裂模式一. 破裂模式二. 晶片. 晶片. 破裂模式三. 破裂模式四. 晶片. 晶片. 破裂模式五. 破裂模式六. 圖 2.22 晶片破裂示意圖(未依比例劃出) 27.
(39) 第三章. 理論基礎. 本文採用的理論基礎包含材料力學中的應力與應變的關係、有限元素法 分析之原理及田口分析之相關理論提出說明。 3.1 應力與應變的關係 在延 性 材 料 例如低碳鋼,透過實驗我們可以得到應力與應變之間的實際 關係,正向應力與正向應變在單軸向拉力試驗的結果如圖 3.1 所示。OA 段 中應力與應變為線性關係,亦即兩者呈正比例。以數學式表示為 σ = Εε 。 而 E 值為比例常數,稱之為楊氏係數(Young's Modulus)或稱為彈性係數 (Modulus of Elasticity)。 過 A 點 後 的 AB 段 中, 應 力 與 應 變 不 再 為 線 性 關 係。但 在 此 範 圍 內 材 料 仍 保 有 彈 性 (Elasticity)行 為 所 以 AB 段 稱 為 非 線 性 彈 性 。 到 達 Y 點 時 , 應 力 與 應 變 關 係 即 將 進 入 YC 段 的 降 伏 階 段 , 所 以 Y 點 稱 之 為 降 伏 點 (Yielding Point), 其 相 應 的 正 向 應 力 σ y 稱 降 伏 應 力 (Yielding Stress)。 YC 段 中 材 料 呈 完 全 塑 性 (Perfectly Plastic)化 , 也 就 是 應 力 不 增 加 而 應 變 可 以 隨 意 調 整 , 這 種 現 象 也 稱 為 降 伏 (Yielding)。 到 達 C 點 後 應 力 又 隨 應 變 增 加 而 增 加,此 稱 作 應 變 硬 化 (Strain Harden)。當 材 料 之 應 力 值 在 U 點 處 達 到 極 值,所 以 相 應 的 應 力 σ U 28.
(40) 稱 作 極 限 應 力 (Ultimate stress)。 過 了 極 限 應 力 之 後 , 材 料 試 體 內 有 部 分 區 域 的 斷 面 產 生 極 度 的 收 縮,稱 為 頸 縮 (Necking),如 圖 3.2 所 示。最 後 應 力 與 應 變 關 係 發 展 至 F 點 時 材 料 即 發 生 斷 裂。[15]. 圖 3.1 應力與應變關係圖. P. P. 圖 3.2 材料頸 縮 現 象 示意圖. 而 浦 松 (Poisson)效 應 是 當 材 料 承 受 x 方 向 的 應 力 作 用,其 除 了 在 x 方向發生應變 εx 之外,在 y 向與 z 向亦有應變產生。若稱受. 29.
(41) 應力方向為軸向,而與軸向垂直的方向為橫向,則此種在軸向受 應 力 , 而 在 橫 向 亦 發 生 應 變 的 現 象 稱 之 , 如 圖 3.3 所 示 。 橫 向 應 變 ε t 與 軸 向 應 變 ε a 之 比 值 稱 為 浦 松 比 (Poisson's Ratio), ν =. εt 。 εa. 圖 3.3 材料受到應力作用 3.2 有限元素法分析原理[16][17] 3.2.1 有限元素法簡述 有限元素法在工業界的應用已超過一百年以上的歷史。發展上從 Matrix Structural Analysis 的方法發展開始,首先應用於 Beam 及 Truss 為主 的鋼構上,而後將理論引用至各個物理領域,例如熱傳· 流力等,現階段 有限元素法已經可以應用到許多物理領域。而有限元素法在求解問題中我 們以懸臂樑舉例,如圖 3.4 所示懸臂樑尾端受到一外力而產生變形,當外 力移除時可發現尾端變形量與外力的關係為線性關係,此現象恰好符合虎 克定律 F=K‧X(F:外力,X:位移,K:結構剛性強度)。 30.
(42) 圖 3.4 懸臂樑受力示意圖. 而我們又可以將此物理系統可轉換成彈簧與質量點相聯接之系統,而彈簧 的剛性大小與懸臂樑的截面及長度有直接關係,我們只要知道懸臂樑的截 面以及長度與彈簧的剛性關係就可求得彈簧之剛性,最後使用虎克定律來 進行計算,就可算出懸臂樑尾端的受力。但此系統只能求出尾端受力及變 形的資料,若想知道懸臂樑中間點變形的情形,只使用一根彈簧的簡化系 統是無法求得中間點變形的情形需分解成由兩根樑組合而成的新系統,如 圖 3.5 所示。而新系統與新系統之間會有相連接處,我們一樣可能將懸臂 樑轉換成彈簧的簡化系統,這樣就可以使用虎克定律來進行求解。這些小 單元在有限元素法的專業名詞裡即稱為元素(Element),而組合成元素的參 考點稱為節點(Node)。. 圖 3.5 兩個新系統組成示意圖. 31.
(43) 節點它分佈在系統中也是組合成元素的基本要素,在有限元素中所有的 外力模式,都只能作用在這些節點上。在分析位移時要有足夠的節點,才 能利用這些節點將系統所受到的變形呈現出來,節點數多雖然可以將系統 的特性表現的越精確但必需花許多的時間在計算上。 在節點上都有一些描述這些物理量的變數,這些變數的數量就是這節點 的自由度(Degree of Freedom),若我們以結構力學上來看一個節點通常最 多有三個自由度分別是 UX、UY、UZ。若換成薄殼元素,除了它有 UX、UY、 UZ 三個自由度外還包含 ROTX、ROTY、及 ROTZ 等共六個自由度,如圖 3.6 所示。所以節點上的自由度通常都跟它所屬的元素有關就因為如此,在計 算上不在是單純的純量數值關係而是向量矩陣關係,所面臨的計算及分析 更加複雜,有限元素分析軟體(ANSYS)因此產生。. 圖 3.6 各元素的自由度. 32.
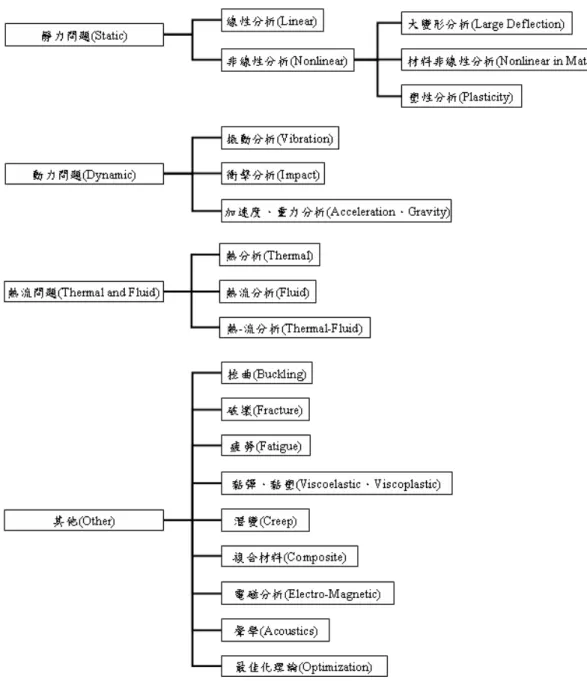
(44) ANSYS 有限元素套裝軟體是個多用途工程分析軟體它的功能包含,靜力問 題(Static)、動力問題(Dynamic)、熱流問題(Thermal and Fluid)及挫曲 (Buckling)………等等其他問題,如圖 3.7 為 ANSYS 軟體分析領域。使用 者可利用有限元素分析軟體解決複雜及大型的計算。. 圖 3.7 ANSYS 軟體分析領域. 33.
(45) 3.2.2 ANSYS 軟體分析架構 在 ANSYS 分析架構有分為前處理器、分析器及後處理器等三個基本模組。 1.前處理器 (1)主要為選用適當的元素,定義元素特性及材料性質:選用正確的元素相 當重要,例如要分析樑元素就必須選用Beam3 、Beam4、Beam44、Beam54、 Beaml88及Beam189等,而這些元素在ANSYS軟體屬於Link元素。 若要分析薄殼元素可使用Shell63、Shell93、Shell43、Shell91及 Shell99等元素。而體積元素可區分為真體積元素(Solid Element)或 是以2D模擬3D的平面元素(Plane Element),平面元素包含Plane42 、 Plane82而真體積元素包含Solid45、Solid95及Solid92等。使用者可 依據分析系統的需求選擇使用的元素,若不清楚元素的節點及自由度 也可利用ANSYS提供的Help功能,如圖3.8元素種類列表。 ANSYS在不同問題領域所使用的性質參數也不同,例如在結構分析 上所使用主要性質參數為楊氏係數、浦松比及剪力係數而在熱流分析 上使用主要性質參數就變成密度、熱傳導係數、比熱及熱對流係 數………等。 所以在進行分析時需明確了解,我們所要分析的問題是屬於何種領 域,這樣才能正確得到分析的結果,表3.1為常用問題領域之材料性 質符號說明。. 34.
(46) 圖 3.8 元素種類列表 表 3.1 常用問題領域之材料性質符號說明 問題領域. Structural. Thermal. Magnetic. 主要性質. ANSYS 符號. 楊氏係數. EX,EY,EZ. 浦松比. NUXY,NUYZ,NUXZ. 剪力係數. GXY,GYZ,GXZ. 密度. DENS. 熱傳導係數. KXX,KYY,KZZ. 比熱. C. 熱對流係數. HF. 磁導率(Relative Permeability). MURX,MURY,MURZ. 電容率(Elective Permittivity). PERX,PERY,PERZ. 35.
(47) (2)建立被分析結構物的實體模型: ANSYS是將實體模型以點、線段、面積、 體積,四種物件來描述。四種物件之間僅有層級關係,線段由兩點構成, 面積必須由封閉且相連的線段構成,封閉且相連的面積才能構成體積。 一旦成為上層物件的一部份,除非先刪除上層的物件否則底層的物件只 能被分割不能被刪除,如圖3.9實體模型層級關係。. 圖 3.9 實體模型層級關係. (3)產生有限元素模型。. 2.分析器 分析器最重要的核心部份在前處理器所產生的有限元素模型,將在此模 組中設定邊界條件並進行分析其作用如下: (1)確定分析方式及其解法選項。 (2)設定拘束邊界條件。 (3)設定外力或能量源的邊界條件。 (4)設定輸出入控制與求解。 36.
(48) 3.後處理器 後處理器最主要的任務乃是將分析的結果以圖形或文字的型式表現出 來,以作為判斷分析之用。在文字輸出的資訊方面,包含有節點及元素的 變形量、應力及應變等資料。對構造簡單的結構物而言,所提供的文字資 訊或許就已足夠。但對複雜的結構物而言,龐大的文字資訊反而造成使用 者無所適從的感覺。因此往往需要由圖形資訊中,利用顏色深淺變化的情 形而了解到結構物的應力應變分佈情形。圖3.10為ANSYS分析處理作業流程 圖。. 圖 3.10 ANSYS 分析處理作業流程圖 37.
(49) 3.3 田口方法 田口玄一博士(Dr.Genichi Taguchi)在 1950 年代至 1960 年代初期研發 而成的田口方法(Taguchi Metheds)[18][19],其主要的工具是直交表實 驗和 SN 比,是較近似於工程的方法,又稱為穩健性設計。而所謂穩健是指 所設計產品品質受到周圍環境影響的敏感度為最小。而田口博士所創的品 質工程方法,簡稱田口方法(Taguchi methods),就是一種穩健設計的實 驗方法。而除了各因子的主效應外,乃在尋求各因子間交互作用對輸出回 應的最佳化,或避免其對輸出回應的負面影響,即不探討或分析各因子問 的交互作用,為一工程最佳化的策略,其應用在產品或製程設計上初期階 段最有效。穩健性設計的目標在尋求穩健性,為降低製造成本及使製程性 能達到最佳的狀態。採用田口方法之優點為實驗次數少,成本花費低,可 在雜音因子影響最小情況下,決定可控因子的最適水準。使用田口方法解 決問題有下列優點︰. (1)可減少實驗次數。 (2)直交表實驗所得之結論,在整個實驗範圍內都可以成立。 (3)具有良好的再現性。 (4)資料容易分析。. 38.
(50) 3.3.1 田口方法步驟 田口方法(Taguchi Method)設計的目標是尋求最佳的製程性能(產品機 能),並且維持此一機能的穩健性(Robust),即受干擾因子(Noise Factor) 的影響減至最少,田口方法的步驟流程將以本實驗為例進行說明[20]。 1.選定品質特性:在進行實驗時我們要很清楚,我們所要解決的問題是什麼 以本為例,頂針頂出時造成矽晶片破裂而我們的問題就是如何降低矽晶 片所造成的破裂及找出最佳化參數。 2.判定品質特性及理想機能:品質特性依理想機能的不同區分可分為下列幾 種特性[21]。 (1)望目特性(Nominal-the-best):其品質特性是越接近目標值越好。例 如:圓形加工件的直徑、輪胎的尺寸等。. (3-1). (3-2). (3-3). (2)望小特性(Smaller-the-better):其品質特性是越小越好(假設是正 數),其理想機能是零。例如:工件表面粗糙度、散熱風散的噪音等。. 39.
(51) (3-4). (3-5). (3)望大特性(Larger-the-better):其品質特性是越大越好,其理想 機能是無窮大。例如:膠帶的黏著強度、燈泡的壽命等。. (3-6). (3-7). n:資料數目(Number of data) m:目標值(Target)、標稱值(Nominal) y:品質特性(Quality characteristics) MSD:均方偏差(Mean square deviation) S/N:信號雜訊比(Signal to noise ratio) 我們將上列的品質特性整理成表3.2常見的品質特性,可以很清楚當我們 分析問題時,我們需要的品質特性及理想機能為何。而S/N信號雜訊比為非 常重要的評估標準,當S/N比越高代表品質越好。. 40.
(52) 表 3.2 常見的品質特性 品質特性. 理想機能. 望目特性(Nominal-the-best). y=m. 望小特性(Smaller-the-better). y=0. 望大特性(Larger-the-better). y=∞. 3.列出所有影響品質特性的因子(Factors):找尋主要影響品質的因子大多 數是集合公司內部,如:製造、設備、製程及品保等專業及有經驗之人才, 大家集思廣益腦力激盪討論出影響的主要因子。 經過大家討論的結果影響矽晶片破裂的因子有頂出距離(Ejection Distance)、頂出時間(Ejection Time)、頂出速度(Eject Time)及吸取 時間(Build-up Time)。 4.定出信號因子的水準(Levels):信號因子是可以由產品使用者或製程操 作者自行調整的因子,信號因子之水準必須橫誇所有可能調整的範圍。 5.控制因子水準表:將前面決定出的因子及水準整理成一個表格,便於進行 實驗。如表3.3控制因子水準表。. 41.
(53) 表 3.3 控制因子水準表 因子. 說明. Level 1 Level 2 Level 3. 單位. A. 頂出距離. 0.350. 0.450. 0.550. mm. B. 頂出時間. 0.5. 1.0. 1.5. sec. C. 頂出速度. 5. 10. 15. %. D. 吸取時間. 0.5. 1.0. 1.5. sec. 6.選用適當的直交表:依控制因子及水準數目選用適當的直交表[22]。本實驗 選用L 9 (3 4 )的直交表,如表3.4 L 9 (3 4 )的直交表。其中L表拉丁方格的代 號,9代表實驗數,3代表因子的水準數,4代表因子數,如圖3.11直交表符 號說明。 表 3.4 L 9 (3 4 )的直交表. 實驗 編號 1 2 3 4 5 6 7 8 9. A 1 1 1 1 2 2 2 3 3 3. B 2 1 2 3 1 2 3 1 2 3. 42. C 3 1 2 3 2 3 1 3 1 2. D 4 1 2 3 3 1 2 2 3 1.
(54) 實驗次數. 因子數. 因子水準數 圖 3.11 直交表符號說明. 7.執行實驗:將控制因子代入我們選用的直交表內就可以依照實驗的組別 進行實驗,如表3.5參數最佳化實驗計劃。 表 3.5 參數最佳化實驗計劃 實驗 編號 1 2 3 4 5 6 7 8 9. 頂出距離 頂出時間 頂出速度 吸取時間. 0.350 0.350 0.350 0.450 0.450 0.450 0.550 0.550 0.550. 0.5 1.0 1.5 0.5 1.0 1.5 0.5 1.0 1.5. 43. 5 10 15 10 15 5 15 5 10. 0.5 1.0 1.5 1.5 0.5 1.0 1.0 1.5 0.5.
(55) 第四章. 黏晶機晶粒頂出機構失效原因與力學分析. 矽晶片所破裂處與頂針位置有相當的關係,也就是當頂針頂出的點有可 能最大應力產生的地方,本章將使用 ANSYS 進行模擬分析來驗證,驗證最 大應力產生處是否為矽晶片破裂處。 4.1 ANSYS 模擬分析 利用 ANSYS 有限元素分析軟體針對現有的頂針機構進行頂出模擬,所要 觀察的是當矽晶片受頂針頂起時表面應力的變化,其主要步驟如下: 1.設定元素屬性及材料定義:此項主要定義元素的種類(Element Type)、 元素的特性參數(Real Constant)及材料性質(Material Property),如 材料的彈性係數、浦松比及使用2-D或3-D的元素,如表4.1為各項材料特 性參數。 表 4.1 各項材料特性參數 材料性質. 彈性係數 浦松比 E(Gpa) Poisson's Ratio. 晶片(Die). 170. 0.28. 黏著膠層(Die Attach). 3.3. 0.4. 切割膠膜(Dicing Tape). 3. 0.38. 2. 建 立 實 體 模 型 : ANSYS 軟 體 本 身 有 提 供 簡 單 的 點 (Keypoint) 、 線 段 (Line)、面(Area)及立體(Volume)等基本造型的繪圖功能,使用者可以 利用此功能將實體模型繪出,也可使用Solidworks或PRO/E將實體模型繪 44.
(56) 入,在繪製實體模型時由於ANSYS本身沒有單位設定選項,所以使用者需 非常清楚目前是使用何種單位繪製,表4.2為元件結構尺寸,圖4.1為分 析模型建立,而此三個幾何模型是互相黏著在一起,也就是位移自由度 (DOF)為零。 表 4.2 元件結構尺寸 項. 目. 尺. 寸. 晶片尺寸(Die Size). 7.8x10.8 mm. 矽晶片厚度(Die Thickness). 0.038 mm. 黏著膠層厚度(Die Attach Thickness). 0.2 mm. 切割膠膜厚度(Dicing Tape). 0.1 mm. 矽晶片. 膠膜. 膠層. 圖 4.1 分析模型建立. 45.
(57) 3.模型網格化(Mesh):在建立網格時要特別注意,因模型是由不同的物 件所組合而成的當然元素屬性及材料定義也不一樣,所以進行網格時要 注意所選的物件是否是使用本身材料的特性及參數,若選擇錯誤分析出 來的答案會有很大的差異。網路前須設定元素大小(Element Size),網 格越密雖然可得到較精確的結果,但電腦需要更多的時間去進行計算。 在執行網格時有一個重要觀念一但執行網路後,幾何模型就無法更改或 使用布林運算,如圖4.2為網格後的幾何模型。. 圖 4.2 為網格後的幾何模型. 4.定義邊界條件:邊界條件的設定,主要是讓模型能夠模擬實際受到的 影響,而不同的分析領域有不同的邊界條件,如表4.3邊界條件。而邊 界條件可分為五種:. 46.
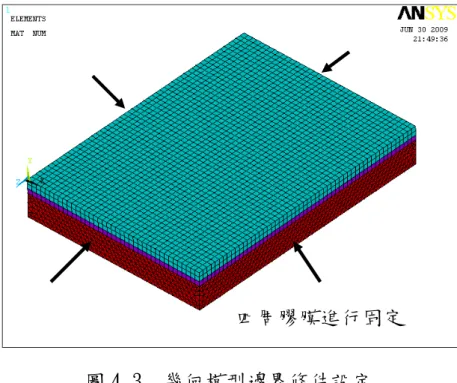
(58) (1)自由度的拘束(DOF Constraints):若要讓位體無法移動就設計物體 X、Y、Z三個方向DOF為0,則物體就無法進行移動。若要讓物體朝Y 方向移動2個單位,只要設定Y=3。 (2)集中式負載(Force Loads):集中在某一個地方,或是某一節點的負 載。 (3)表面負載(Surface Loads):施於物件或是結構上表面的負載。 (4)內部負載(Body Loads): 施於物件或是結構上內部的負載。 (5)慣性負載(Inertia Loads):例如重力加速度、角加速度。 我們將網格好的分析模型於膠帶四周設定 X、Y、Z 三個方向自由度為 0, 而膠膜底下設定頂針往上頂起,而模擬實際作業情況,如圖 4.3 幾何模型 邊界條件設定。. 表 4.3 邊界條件 結構分析. 位移、集中力、壓力、溫度、重力. 熱傳導分析. 溫度、熱通量、熱產生率、熱對流. 磁場分析. 磁場、磁通量、電流密度. 電場分析. 電位、電流. 計算流體力學分析 速度、壓力、溫度. 47.
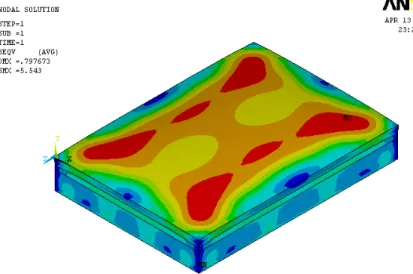
(59) 四周膠膜進行固定 圖 4.3 幾何模型邊界條件設定. 5.求解:這個步驟就是將前面我們所設定的條件,利用有限元素分析軟體 進 行 運算 ,求 解完 會 將分 析的 結果 輸 出到 副檔 名為 .rst(Result of Structure)檔案中。 6.顯示結果:這是有限元素最後一個步驟,我們可以一將分析的結果利用 圖形顯示,如變形(Deformed Shape)、應力與應變(Stress and Strain) 等,如圖 4.4 矽晶片表面應力變化圖。所表示是當頂針機構將頂針往上 頂時,紅色部份代表應力最大也就是最容易造成矽晶片破裂的範圍。. 48.
(60) 圖 4.4 矽晶片表面應力變化圖. 4.1.1. 單一頂針高度異常模擬分析. 我們刻意將某一根頂針高度設定與其他頂針高,此驗證為了模擬當某一 根頂針較高,它所呈現的應力情況。條件為此頂針高度與其它頂針相比約 高出 0.1mm,如圖 4.5 所示。從 ANSYS 模擬分析圖來看,如圖 4.6,最大應 力產生處為左下角,也就是高度異常頂針的位置。. 頂針較高處. 圖 4.5 單一頂針高度異常示意圖 49.
(61) 圖 4.6 單一頂針高度異常模擬分析 4.1.2. 整列頂針高度異常模擬分析. 另外我們刻意將某一列頂針高度設定與其他頂針高,為了模擬當某一列 的頂針高度刻意變高,它所呈現的應力情況。條件為頂針高度與其它頂針 相比約高出 0.1mm,如圖 4.7 整列頂針較高處示意圖所示。. 頂針較高處. 圖 4.7 整列頂針較高處示意圖. 50.
(62) 而從模擬結果來看如圖 4.8 所示。所呈現最大應力集中區域,仍為整列高 度異常區域。. 圖 4.8 整列頂針高度異常模擬分析. 4.2 最佳化頂針機構頂針排列模擬分析 基於以上的模擬分析可得知當頂針高度異常或是頂針機構將頂針頂起時 若有應力集中時,很容易導致矽晶片破裂。而模擬的目的是在未進行研發 時能得知所遭遇的問題並且改善。此模擬將找出何種頂針排列較利於矽晶 片頂起作業,模擬時將設定所有頂針高度都相同,高度無異常之現象。若 模擬結果為矽晶片呈受相當大的應力集中則代表此頂針排列不佳。反之若 模擬結果為良好則將所規劃的頂針排列製作出實體頂針機構組,並且進行 實作取片作業若取片的結果及良率非常良好,則代表最佳化頂針排列已找 出。. 51.
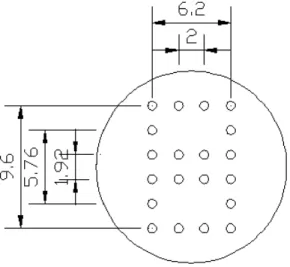
(63) 在此先將進行最佳化頂針排列設計結果進行整理,從表 4.4 可知表格中 第 3 組成效最佳,與其它兩組相比頂針排列範圍較大,頂針間距較小,使 用的頂針數量也較多。詳細設計內容將由下列進行探討。 表 4.4 最佳化頂針排列設計結果 頂針排列 X 方向 Y 方向 X 方向 Y 方向 使用頂針 成效 設計組別 範圍(mm) 範圍(mm) 間距(mm) 間距(mm) 數(根) 1 6.2 9.6 2 1.92 20 不佳 2 6.6 9.6 2.2 1.6 20 不佳 3 6.8 9.6 1.7 1.6 27 佳. 4.2.1 第一組頂針排列 6.2x9.6mm-20 根設計 此頂針排列設計是參考前面頂針高度異常所使用之頂針排列進行改善, 設計重點如下: (1)頂針 X 方向最大範圍距離:由 6.0mm 更改為 6.2mm。 (2)頂針 X 方向間距:維持 2mm 不變動。 (3)頂針 Y 方向最大範圍距離:維持 9.6mm 不變動。 (4)頂針 Y 方向間距:維持 1.92mm 不變動。 (5)頂針中間部份:維持四根針擺放支撐方式不變動。 (6)頂針數量:20 根。 設計完成如圖 4.9 所示。. 52.
(64) 圖 4.9 6.2x9.6mm-20 頂針排列設計 將設計好的頂針排列進行有限元素分析模擬,如同圖 4.10 頂針排列 6.2x9.6mm 發現矽晶片表面呈受許多應力,也表示矽晶片容易遭受到破壞。. 圖 4.10 6.2x9.6mm-20 頂針排列有限元素模擬. 4.2.2 第二組頂針排列 6.6x9.6mm-20 根設計 若刻意將頂針 X 方向範圍增加,並且頂針排列使用交錯式且針與針之間 的間距加大,此設計方式是讓頂針往上頂時,有足夠的空間可使矽晶片與 53.
(65) 切割膠膜分離而達到取片之目的,設計重點如下: (1)頂針 X 方向最大範圍距離:由 6.2mm 更改為 6.6mm。 (2)頂針 X 方向間距:由 2mm 更改為 2.2mm。 (3)頂針 Y 方向最大範圍距離:維持 9.6mm 不變動。 (4)頂針 Y 方向間距:由 1.92mm 更改為 1.6mm。 (5)頂針中間部份:擺放 2 根頂針。 (6)頂針數量:20 根。 設計完成如圖 4.11 所示。. 圖 4.11 6.6x9.6mm-20 交錯式頂針排列設計 將設計好的頂針排列進行有限元素分析模擬,如圖 4.12 頂針排列 6.6x9.6mm 從矽晶片表面應力看來,此設計它所承受的應力與非交錯頂針排 列來比大的許多不利於取片作業。. 54.
(66) 圖 4.12 6.6x9.6mm-20 頂針排列有限元素模擬. 4.2.3 第三組頂針排列 6.8x9.6mm-27 根設計 經由有限元素分析結果,非交錯排列它所呈現矽晶片表面應力並不理 想,故仍回到非交錯型頂針設計。進行吸取矽晶片作業時矽晶片需要很平 穩的被頂針頂起,故此次設計的重點為增加頂針範圍,並且縮小頂針與頂 針之間的間距。而頂針排列於中間部份採菱形設計,目的是當頂針頂起時 中間雙菱形設計可支撐矽晶片使矽晶片不易產生變形因而降低應力產生, 設計重點如下: (1)頂針 X 方向最大範圍距離:由 6.6mm 更改為 6.8mm。 (2)頂針 X 方向間距:由 2.2mm 更改為 1.7mm。 (3)頂針 Y 方向最大範圍距離:維持 9.6mm 不變動。 (4)頂針 Y 方向間距: 維持 1.6mm 不變動。 (5)頂針中間部份:擺放 7 根頂針。 55.
(67) (6)頂針數量:27 根。 設計完成如圖 4.13 所示。. 圖 4.13 6.8x9.6mm-27 頂針排列設計. 將頂針設計使用有限元素進行模擬,如圖 4.14。可發現矽晶片表面所承 受的應力變小並且優於之前頂針排列設計,利用此模擬結果可將問題提前 被反應出來,以縮短研發過程中所遇到的問題。但此模擬結果需進行實作 加以佐證所模擬出來的結果是正確的,故將此頂針排列製作出一組新的頂 針機構並且進行實作,驗證良率是否有提升。. 56.
(68) 圖 4.14 6.8x9.6mm-27 頂針排列有限元素模擬. 57.
(69) 第五章 黏晶機晶粒頂出機構的改善對策與驗證. 實驗部份將針對魚骨圖分析,所描述容易造成矽晶片破裂的原因進行研 究。魚骨圖分析中針對人員、機台、材料及方法將有可能造成晶片破裂的 原因列出並且於此章節分析及進行對策改善,最後在利用實驗驗證改善結 果。 5.1 對策 1:人員操作程序改善 5.1.1 頂針裝設改善實驗 裝設頂針為黏晶機作業前非常重要的步驟,頂裝裝設正確可減少頂針機 構進行頂出時所產生的異常,也可降低作業時造成矽晶片損傷,圖 5.1 頂 針裝設流程圖。. 圖 5.1 頂針裝設流程圖 5.1.1.1 頂針裝設準備治具 裝設頂針前需準備相關治具,例如:頂針機構組、頂針高度校正治具、頂. 58.
(70) 針、止附螺絲及六角板手,如圖 5.2 所示。. 圖 5.2 裝設頂針相關治具準備 頂針機構組主要分為四大組件,分別是頂針蓋、頂針銅座、延長桿及套筒, 如圖 5.3 所示。 (1)頂針蓋:上蓋有數個孔洞,目的是利用真空將膠膜吸住,再由頂針從 這數個孔洞頂出達到頂起工作物之目的。 (2)頂針銅座:頂針銅座鑽上數個小孔,將頂針放置於這些小孔中鎖緊固 定。頂針位置配置是依據晶粒大小而設計,目的於達到平穩 及有效率將晶粒頂起。 (3)延長桿:延長桿主要是連接頂針銅座,當下方伺服馬達轉動時會帶動 延長桿進行前、後移動。而帶動頂針銅軸座上的頂針進行上 升及下降移動而達到將晶粒頂起之動作。 (4)套筒:將上蓋、頂針銅座、頂針銅軸心,組裝至主體內就完成頂針治 具。. 59.
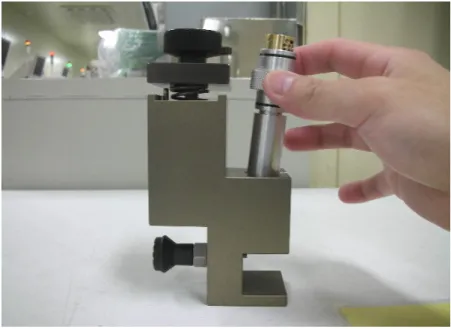
(71) 頂針蓋. 頂針銅座. 延長桿. 套筒. 圖 5.3 頂針治具示意圖(未依比例劃出). 5.1.1.2 頂針高度校正治具 頂針高度校正治具主用途在於當頂針裝設於頂針機構時需確保每一根頂 針高度都一樣不可有高低之情況,圖 5.4 頂針校正治具外觀圖。頂針高度 校正治具與頂針接觸部份採用不易變形鎢鋼材質表面粗糙度 0.001mm,如圖 5.5 鎢鋼材質部份。. 60.
(72) 圖 5.4 頂針校正治具外觀圖. 鎢鋼材質部份. 圖 5.5 鎢鋼材質部份. 5.1.1.3 頂針裝設 將頂針機構放入頂針高度校正治具並且固定,如圖 5.6 所示。依序將頂 針放入頂針銅座上的孔洞,如圖 5.7 所示。為了避免放置頂針時造成頂針 掉落,放置時使用鑷子(Tweezers)挾持放置。. 61.
(73) 圖 5.6 放入頂針機構. 圖 5.7 放置頂針. 5.1.1.4 頂針固定 再來我們將頂針高度校正治具移動端接觸頂針,如圖 5.8 所示。治具鎢. 62.
(74) 鋼平面部份接觸到頂針後,我們將頂針高度校正治具垂直放立,將止附螺 絲放入預先鑽好的螺絲孔洞再使用六角板手將螺絲固定,固定頂針有一個 技巧當止附螺絲固定頂針時,頂針有可能因止附螺絲的接觸因而移動,這 時鑷子就要挾住頂針並且往下拉,邊拉邊鎖頂針才會緊密的接觸鎢鋼平 面,如圖 5.9 所示,而頂針完成裝設如圖 5.10 所示。. 圖 5.8 移動固定平面. 圖 5.9 固定頂針 63.
(75) 圖 5.10 頂針裝設完成 5.1.1.5 透光性檢驗 雖然按照上列步驟可確保頂針高度平整,但畢竟人員裝設還是有疏失的 可能,我們利用 LED 藍光從左前方進行燈光照設,如圖 5.11 頂針高度透光 性檢驗,若頂針高度異常會造成透光,則需將高度異常的頂針重新裝設。. 圖 5.11 頂針高度透光性檢驗. 64.
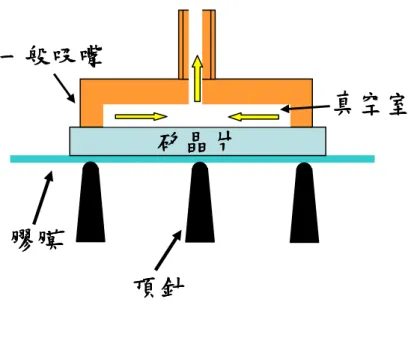
(76) 最後我們在蓋上頂針蓋,就完成整個頂針裝設,如圖 5.12 頂針頂出狀 態。. 圖 5.12 頂針頂出狀態 5.2 對策 2:吸取治具及頂出高度校正改善 5.2.1 吸取治具非平面式設計 吸取矽晶片所使用之吸嘴為重要治具之一,吸嘴有分一般吸嘴及平面式 吸嘴。一般吸嘴於橡膠中間有真空孔,而整個橡膠為凹槽設計成為一個真 空室利用此真空室達到吸取矽晶片之功用,如圖 5.13 所示。吸嘴貼附於矽 晶片上方進行吸取真空之動作,而頂針向上頂起當膠膜與矽晶片脫離時, 吸嘴往上移動就可以將矽晶片從膠膜上取走。. 65.
(77) 一般吸嘴 真空室 矽晶片. 膠膜. 頂針 圖 5.13 一般吸嘴吸取矽晶片示意圖 平面式吸嘴是橡膠上鑽數個孔洞,而這些孔洞就是吸取矽晶片所使用的 真空孔,當頂針向上頂起膠膜與矽晶片進行脫離,此時吸嘴利用這些真空 孔吸取矽晶片取走,如圖 5.14 所示。. 吸嘴. 真空室. 矽晶片. 真空孔. 膠膜. 頂針 圖 5.14 平面吸嘴吸取矽晶片示意圖 將兩種吸嘴放在一起進行比較,如圖 5.15。左邊的圖為吸嘴的俯視圖,. 66.
(78) 可以很清楚的看到如上述所描寫的,一般吸嘴中間有凹槽設計主要是建立 真空使用,而平面吸嘴表面為平面再利用吸嘴上數個真空孔進行吸取,圖 5.15 右邊的圖是將吸嘴裝入吸嘴柱的側視圖,由表 5.1 矽晶粒尺寸與吸嘴 尺寸來看,一般吸嘴比矽晶粒小的許多,而平面吸嘴在尺寸大小上與矽晶 粒相比明顯較大。. 圖 5.15 一般吸嘴與平面吸嘴比較圖. 表 5.1 一般吸嘴與平面吸嘴比較圖. 吸嘴資訊. 1. 矽晶片尺寸 一般吸嘴尺寸 平面吸嘴尺寸 單位. 7.8x10.8. 6.0x9.0. 7.9x11.5. mm. 將一般吸嘴與平面吸嘴裝置於黏晶機上進行吸片實驗,一般吸嘴當頂針 頂起時由於吸嘴表面非平面式故矽晶片的支撐較弱,容易造成矽晶片破 裂,平面吸嘴由於吸嘴表面是平面有較佳的支撐可減少矽晶片破裂。表 5.2 為使用一般吸嘴及平面吸嘴進行取片實驗,可以從實驗中得知平面吸嘴在. 67.
(79) 矽晶片破裂上有較佳的改善。 表 5.2 一般吸嘴及平面吸嘴進行取片實驗結果 實驗組別 矽晶片數量 矽晶片破裂數量. 1 2. 50 顆 50 顆. 良率. 備註. 66% 76%. 一般吸嘴 平面吸嘴. 17 顆 12 顆. 5.2.2 頂針機構頂出高度校正 作業時因黏晶機無法得知頂針機構的起始高度及吸嘴吸取高度的接觸高 度,這時我們需要使用起始高度校正治具,如圖 5.16 所示。我們把它裝設 於吸取手臂上。並且啟動高度校正功能,當校正治具碰觸頂針那一瞬間, 機台上的 Sensor 就得知頂針頂起的高度為多少,這個高度就是基準高度 零,如圖 5.17 所示。而另外一端就是吸取手臂的吸取高度,校正治具碰觸 頂針機構上的頂針蓋,而頂針蓋與校正治具之間就是基準高度零,如圖 5.18 所示。如此一來在進行參數設定時才能得到正確的機構動作。. 圖 5.16 高度校正治具. 68.
(80) 圖 5.17 頂出高度校正示意圖. 圖 5.18 吸取高度校正示意圖. 5.3 對策 3:新型切割膠帶研究及應用 5.3.1 新型切割膠帶應用 切割膠帶主要功用於進行矽晶圓切割前先行黏著於晶圓背面,目的在於 切割時可以讓矽晶圓有支撐,切割後矽晶片也不會散開及掉落。如圖 5.19 所示,切割膠帶黏著矽晶圓背面後送至切割站進行矽晶圓切割,鑽石切割. 69.
(81) 刀依照設定的程式進行切穿矽晶圓、黏著膠層及半切穿切割膠帶,切割完 成的矽晶圓送至黏晶站進行取片動作並且將取下的矽晶片黏著於基板上。. 圖 5.19. 切割膠帶應用示意圖. 切割膠帶同時在矽晶圓切割製程及矽晶片頂出製程使用到,在此切割膠帶 介於非常尷尬的情況,在矽晶圓切割製程由於高轉速及高進給,故需要切 割膠帶給予強大的黏性,防止因切割時矽晶片的晃動而造成崩裂。但在於 矽晶片頂出製程時需要較低的黏性,避免頂針頂出時因切割膠帶黏性過大 造成矽晶片破裂。因此半導體材料供應商研發出新型的切割膠帶,在切割 時擁有強大的黏性可確保高速切割時有較佳的品質,而切割後使用 UV 光照 射切割膠帶使切割膠帶上面的膠層黏性降低,如圖 5.20 所示。矽晶圓切割 後需經過 UV 光照射後,經過照射的切割膠膠帶黏性變低,利於矽晶片吸取 作業。. 70.
(82) 圖 5.20 切割後進行 UV 光照射示意圖 我們進行矽晶粒頂出實驗來驗證切割膠帶上膠層黏性與矽晶粒頂出之關 係。如圖 5.21 取 A、B、C 三種不同切割膠帶進行實驗,並且貼附於矽晶圓 背面再進行切割製程,如圖 5.22 其中 A 材料及 B 材料為非 UV 型膠帶,而 C 材料為 UV 型。. 圖 5.21 A、B、C 三種切割膠帶(由左至右). 圖 5.22 A、B、C 三種切割膠帶貼附於矽晶圓上(由左至右). 71.
(83) 由表 5.3 三種切割膠帶進行取片實驗結果得知,A 及 B 材料切割膠帶由於非 UV 照射型故在頂起作業時膠帶黏性影響矽晶片頂出而容易造成破裂,從膠 帶黏性分析 A 材料比 B 材料黏性較強,故頂出後矽晶片破裂較 B 材料多。 而 C 材料由於是 UV 照設型,故進行黏晶前需將切割膠帶進行 UV 照射,照 設後的黏度值只剩 0.2(N/25mm)對於頂出矽晶片有較佳的品質。 表 5.3 三種切割膠帶進行取片實驗結果 異常 照射前黏 照射後黏 下線 良率 度值 數量 數量 度值 (N/25mm) (N/25mm) A 否 2.8 2.8 138 顆 43 顆 68.84% B 否 2.3 2.3 142 顆 38 顆 73.23% C 是 2.0 0.2 135 顆 20 顆 85.18% 備註:A、B 材料不具有 UV 減黏特性,故一般程序不需要 UV 光照射。 切割膠帶 是否為 材料 UV 材料. 5.4 對策 4:頂針機構條件最佳化 5.4.1 作業參數條件最佳化實驗 5.1.1.1 作業參數 作業參數有分吸取時間、頂出速度、頂出距離及頂出時間,而此四個動 作的時序圖,如圖 5.23。. 72.
(84) 圖 5.23 機台作動時序圖. (1) 吸嘴於矽晶表面建立真空時間(Build-up Time):吸嘴吸取晶粒所需 要的時間,吸取時間越短容易造成吸嘴未將矽晶片完全吸取時就已離 開矽晶片表面而造成吸片失敗,若吸取時間過長容易造成產出降低。 (2)頂針頂出速度(Eject Time):頂針機構將頂針頂起時所使用的速度,當 頂針速度越快矽晶片所受的衝擊越大,反之速度越小矽晶片所受到的 衝擊也越小。 (3)頂針頂出距離(Ejection Distance):此參數是控制頂針機構頂針頂起 時的高度,以膠膜為零點設定數值越大則表示高度越高,頂起高度只 有正值無負值,如圖5.24頂針高度起始點示意圖。在作業時當頂針高 度設定越高時,切割膠膜所受到的變形會越嚴重,而造成矽晶片變形 而產生破裂,如圖5.25頂針頂起時矽晶片變形示意圖,有時當膠膜被 73.
(85) 拉扯太嚴重會間接影響左、右兩旁的晶粒而造成破裂。. 矽晶片. 起始高度(0) 起始高度 膠膜. 頂針 圖 5.24 頂針高度起始點示意圖. 圖 5.25 頂針頂起時矽晶片變形示意圖 (4)頂針頂出後於最高點停留的時間(Ejection Time):也就是頂針機構 將頂針頂起到設定高度時,會停留一段時間所設定的時間稱為頂出 時間。 5.1.1.2 最佳化參數實驗 (1)控制因子水準表:將前面所討論的重要因子整理成一個表格,再搭配 水準成為控制因子水準表,如表 5.4 所示。控制因子水準表中,使 用 4 個因子及 3 個水準。. 74.
(86) 表 5.4 控制因子水準表 因子. 說明. A. 頂針頂出距離 頂針於最高點停 留的時間. 0.350. 0.450. 0.550. mm. 0.5. 1.0. 1.5. sec. C. 頂針頂出速度. 5. 10. 15. %. D. 吸嘴於矽晶表面 建立真空時間. 0.5. 1.0. 1.5. sec. B. Level 1 Level 2 Level 3. 單位. (2)選用適當的直交表:我們依照4個控制因子及3個水準數目選用適當的 直交表,如表5.5為L 9 (3 4 )的直交表。其中L 9 表示需進行9組實驗,而 3代表水準數,4代表因子數。. 表 5.5 L 9 (3 4 )的直交表. 實驗 編號 1 2 3 4 5 6 7 8 9. A 1 1 1 1 2 2 2 3 3 3. B 2 1 2 3 1 2 3 1 2 3. 75. C 3 1 2 3 2 3 1 3 1 2. D 4 1 2 3 3 1 2 2 3 1.
(87) (3)執行實驗:將控制因子填入直交表中,分別依照每一組實驗的編號 進行實驗,如表 5.6 參數最佳化實驗計劃。. 表 5.6 參數最佳化實驗計劃 實驗 編號. 1 2 3 4 5 6 7 8 9. B 頂針於 D 吸嘴於矽 A 頂針頂 C 頂針頂 最高點停 晶表面建立 出距離 出速度 留的時間 真空時間 0.350 0.5 5 0.5 0.350 1.0 10 1.0 0.350 1.5 15 1.5 0.450 0.5 10 1.5 0.450 1.0 15 0.5 0.450 1.5 5 1.0 0.550 0.5 15 1.0 0.550 1.0 5 1.5 0.550 1.5 10 0.5. (4)實驗結果:依照當初所編排實驗進行最佳化參數驗證,我們可從表 5.7 最佳化實驗結果表得知,實驗編號 1 生產良率最好。在實驗的 過程中頂針頂起的距離越高並且速度越快則生產良率越差,反之則 越好。. 76.
數據

![表 3.3 控制因子水準表 6.選用適當的直交表:依控制因子及水準數目選用適當的直交表[22]。本實驗 選用L 9 (3 4 )的直交表,如表3.4 L 9 (3 4 )的直交表。其中L表拉丁方格的代 號,9代表實驗數,3代表因子的水準數,4代表因子數,如圖3.11直交表符 號說明。 表 3.4 L 9 (3 4 )的直交表](https://thumb-ap.123doks.com/thumbv2/9libinfo/8763125.208662/53.892.201.733.108.371/選用直交表如L直交表其L表拉丁方表因子表因子數如交表號說L.webp)
+7

相關文件
Brady, the National Bureau of Standards, Washington, DC [now the National Institute of Standards and Technology, Gaithersburg, MD].). 單晶
--coexistence between d+i d singlet and p+ip-wave triplet superconductivity --coexistence between helical and choral Majorana
Professor of Computer Science and Information Engineering National Chung Cheng University. Chair
2 Department of Materials Science and Engineering, National Chung Hsing University, Taichung, Taiwan.. 3 Department of Materials Science and Engineering, National Tsing Hua
Department of Mathematics National Cheng Kung
Department of Mathematics National Cheng Kung
Department of Mathematics National Cheng Kung
Department of Mathematics National Cheng Kung
