國 立 交 通 大 學
工學院產業安全與防災學程
碩 士 論 文
鍋爐水牆管噴焊可行性評估
Evaluation on Thermal Spraying
Applications of Boiler Tubes
研 究 生 : 黃 汶 軒
指導教授 : 傅 武 雄 教授
鍋爐水牆管噴焊可行性評估
Evaluation on Thermal Spraying
Applications of Boiler Tubes
研 究 生: 黃汶軒 Student : Wen-hsuan Huang
指導教授: 傅 武 雄 Advisor : Wu-Shung Fu
國 立 交 通 大 學
工學院產業安全與防災學程
碩 士 論 文
A ThesisSubmitted to Degree Program of Industrial Safety and Risk Management
College of Engineering National Chiao Tung University in Partial Fulfillment of the Requirements
for the Degree of Master of Science
in
Industrial Safety and Risk Management July 2012
Hsinchu, Taiwan, Republic of China
鍋爐水牆管噴焊可行性評估
Evaluation on Thermal Spraying Applications
of Boiler Tubes
學生:黃汶軒 指導教授: 傅武雄博士 國立交通大學工學院產業安全與防災學程 摘 要 國內某燃煤電廠之鍋爐水牆管於 2007 年 4 月歲修檢查時發現 管壁厚度已不足,但是因為未達全檢週期,所以採用焊補的方式 加以維護,不過此截焊補過的水牆管卻於 2008 年 7 月時發生破管 的情形,從該破損爐管經斷面之觀察、硬度量測、及顯微鏡金相 分析結果顯示;水牆管的破管原因是肇因於此管發生應力腐蝕破 裂,應力可能源於焊補的殘留應力,所以最初在焊補之起焊端或 是止焊端的內管壁產生了一些小裂縫,待這些小裂縫受到管內水 壓、焊補的殘留應力以及腐蝕因子的綜合作用而繼續成長之後, 裂縫最後產生了串聯而貫通管壁,於是管內高壓水噴出產生了高 壓水柱,進而造成後續的其他破孔發生; 本文希望透過相關的測試與分析來釐清破管的發生原因,並利 用高速火焰的熔射加工方式,將 WC/Co 噴覆在鍋爐水牆管表面,並實際進行現場實況測試,三年後比較噴覆層厚度,作為日後評
Evaluation on Thermal Spraying Applications of Boiler Tubes
Student : Wen-hsuan Huang Advisor : Wu-Shung Fu
Degree Program of Industrial Safety and Risk Management College of Engineering
National Chiao Tung University
Abstract
During the annual inspection in April 2007, one coal-fired
power plant in Taiwan discovered that the thickness of the
broiler’s tube wall was under the borderline. Because it
was not the time yet for an overall inspection, this problem
was handled by welding. Later on in July 2008, this welded
waterwall tube ruptured. The section of the broken tube was
examined by observing the cross-section of the broken tube,
testing the rigidity, and performing a microscopic
metallographic analysis. The results suggested that this
matter may be stress and corrosion induced rupture, and the
stress here may be the residual stress from wielding. It was
suggested that some cracks were formed at the internal wall
received water pressure inside the tube, the residual stress
from welding and corrosion factors acted together and grew
bigger. At the end, cracks were formed throughout the tube
wall, causing the high pressure water inside the tube to
spout and create more rupture.
The objective of this study is to clarify causes for tube
rupture using relevant tests and analyses. High velocity oxy
fuel will be used to coat the surface of the wall of broiler
tubes with WC/Co. This treatment will be followed by onsite
testing. Three years later, the thickness of the sprayed
surface will be compared for assessing the feasibility of
giving broiler tubes comprehensive welding in the future.
誌謝 一個多年的願望,”取得碩士學位”,隨著畢業論文的完成,終 於要達成了。雖然在這段學習期間,付出許多的時間與精力,更犧牲 了與家人同處的時間,但終將獲得成果。而且未經努力所獲得的果 實,是不會甜美的,也不會珍惜。所以,這個遲來近二十年的碩士學 歷,對我而言,更加的彌足珍貴。 能夠順利完成研究所學程,要感謝的人很多,而其中最要感謝的 就是傅教授武雄先生,教授對我的論文指導,不止是在論文的方向, 也讓我知道我的論文研究,應該如何應用於工作中,更對原本的工作 有著更深一層了解。讓我對於工作更有自信,這無疑是進研究所最大 的收穫。 感謝我的太太瑞珠,在我工作尚稱順利時,對我的忠告,提醒我 要有危機意識,學歷將會是影響我下一個十年重要的關鍵因素,感謝 太太對我的提醒,更感謝,在我上研究所這段期間,對家庭的照顧以 及對我的支持與鼓勵。也謝謝詩程,詩峰,我兩兒子的體諒,因為在 假日時,當大部分家庭都是全家出遊,而他們卻只能留在家裡,因為 我必需要上課,及利用假日準備課業資料,感謝家人的體諒與支持。 感謝公司當時的時空背景,讓我有必需要再進修的動力。感謝張 森木協理、陳元隆經理鼓勵我到交大進修;研究所遇到的好同學國 華、雙喜、有得,感謝他們在學業上的指導與協助,讓我的課業能一 切順利且有很大的收穫。好同學也會是一輩子的好朋友,感謝同學間 的互相幫助。 最後,很慶幸,時間並沒有淡化我對於研究所的熱忱,以及到研 究所進修的渴望,也感謝所有幫助過我的人。天時,地利,人合,只 要不放棄,願望一定會達成的。
目錄 頁次 中文摘要 ---iii 英文摘要 --- v 誌謝 ---vii 目錄 --- viii 表目錄 --- ix 圖目錄 --- x 第一章、 緒論 --- 1 1.1 前言 --- 1 1.2 研究動機與目的 --- 1 1.3 研究範圍--- 2 1.4 文獻回顧--- 3 第二章、 研究內容與方法---10 2.1 測試內容與結果--- 10 第 第三三章、 章 原理 ---25 3 3..11 熔射技術原理 --- 25 3.2 熔射技術簡介 --- 25 3.3 噴砂原理及材料 --- 27 3.4 熔射製程程序介紹--- 30 第四章、 實際熔射結果 --- 37 第五章、 結論 --- 49 參考文獻 --- 52
表目錄 表 1 母材與焊補各點硬度量測比較---14 表 2 各式熔射特性比較表---33 表 3 行棕剛玉粒度及規格---33 表 4 棕剛玉化學成分(按重量百分比)---34 表 5 棕剛玉粒度尺寸---34 表 6 東側(E)第一點量側尺寸比較表---38 表 7 東側(E)第二點量側尺寸比較表---38 表 8 南側(S)第一點量側尺寸比較表---39 表 9 南側(S)第二點量側尺寸比較表 …---39 表 10 西側(W)第一點量側尺寸比較表---40 表 11 西側(W)第二點量側尺寸比較表 ---40 表 12 北側(N)第一點量側尺寸比較表---41 表 13 北側(N)第二點量側尺寸比較表---41 表 14 鍋爐爐管檢測標準---42 表 15 鍋爐爐管短吹灰器位置---51
圖目錄 圖 1 爐管斷面母材與焊補硬度量測位置---14 圖 2 水牆管試體的外觀 ---15 圖 3 水牆管發生破管的先後順序示意圖---15 圖 4 將水牆管試體做切割以利做進一步觀察---16 圖 5 最初之破孔位置剛好在焊補痕跡的一緣,該位置可能是起焊 端或是止焊端---16 圖 6 將最初之破孔位置做切割以利做進一步觀察---17 圖 7 破孔斷面起始分析圖 ---17 圖 8 將試體再細切製成金相分析用試片---18 圖 9 金相試片,利用光學金相顯微鏡分別針對圖中所標示之位置觀 察其顯微組織 ---18 圖 10 破孔起始位置之局部放大圖--- ---19 圖 11 母材之顯微組織---19 圖 12 起始破孔旁之顯微組織 ---20 圖 13 破孔起始位置之顯微組織---20 圖 14 圖 13 的進一步放大圖 ---21 圖 15 起始破孔 1 靠近外管面處之顯微組織 ---21 圖 16 起始破孔 1 旁之破孔 2 位置之顯微組織 ---22
圖 17 起始破孔旁之顯微組織 ---22 圖 18 圖 17 中小裂縫的局部放大圖 ---23 圖 19 圖 18 中裂縫的更進一步放大圖 ---23 圖 20 起始破孔旁顯微組織 ---24 圖 21 起始破孔旁顯微組織 ---24 圖 22 熔射的分類 ---35 圖 23 熔射塗層示意圖---35 圖 24 典型熔射熱量比較表---36 圖 25 典型熔射熱量與速度比較表---36 圖 26 鍋爐水牆管熔射位置 ---43 圖 27 熔射管壁之剖面圖 45 ْ/90 ْ/135 ْ 表示檢測點之檢測位置 --43 圖 28 為熔射管壁檢測點之檢測位置 ---44 圖 29 東側(E)第一點鍋爐水牆管厚度比較圖 ---44 圖 30 東側(E)第二點鍋爐水牆管厚度比較圖---45 圖 31 南側(S)第一點鍋爐水牆管厚度比較圖---45 圖 32 南側(S)第二點鍋爐水牆管厚度比較圖---46 圖 33 西側(W)第一點鍋爐水牆管厚度比較圖---46 圖 34 西側(W)第二點鍋爐水牆管厚度比較圖---47
圖 35 北側(W)第一點鍋爐水牆管厚度比較圖 ---47
圖 36 北側(W)第二點鍋爐水牆管厚度比較圖---48
第一章 緒論 1.1 前言 工 業 製 程 中 鍋 爐 大 量 用 於 石 化 業 、 紡 織 業 等 。 其 功 能 是 用 來 產 生 高 壓 蒸 汽 之 重 要 設 備 , 水 管 式 鍋 爐 以 水 牆 管 構 件 諸 如 : 水 牆 管 、 過 熱 器 、 再 熱 器 及 主 蒸 汽 管 等 水 牆 管 的 功 能 是 吸 收 燃 煤 的 熱 做 發 電 使 用 , 煤 碳 因 產 區 及 礦 源 不 同 灰 份 有 極 大 差 異 , 目 前 較 佳 成 份 約 13~ 17% , 煤 碳 燃 燒 後 產 生 飛 灰 會 附 著 在 鍋 爐 水 牆 管 、 過 熱 器 、 再 熱 器 及 主 蒸 汽 管 等 , 嚴 重 降 低 鍋 爐 吸 收 效 率 , 鍋 爐 爐 管 都 會 經 由 吹 灰 器 使 用 過 熱 蒸 氣 來 做 吹 灰 的 動 作 , 此 時 鍋 爐 爐 水 牆 管 的 外 管 壁 多 少 都 會 受 到 吹 灰 蒸 氣 的 凝 結 水 的 切 割 作 用 而 減 薄 。 飛 灰 也 會 隨 著 引 風 機 的 氣 流 流 動 切 割 爐 管 , 一 般 電 廠 都 會 於 每 年 歲 修 機 時 對 各 部 位 的 爐 管 做 一 般 性 的 外 觀 檢 察 , 並 且 每 二 年 會 請 合 格 的 檢 驗 公 司 在 此 時 做 全 面 性 的 非 破 壞 性 檢 測,若 發 現 管 壁 厚 度 已 減 薄 至 規 定 值 以 下,則 會 加 以 切 換。 1.2 研究動機與目的
發 電 鍋 爐 的 主 要 構 件 , 諸 如 水 牆 管 、 過 熱 器 、 再 熱 器 及 主 蒸 汽 管 等 這 些 爐 管 長 期 處 於 高 溫 、 高 壓 以 及 腐 蝕 之 環 境 中 導 致 爐 管 厚 度 變 薄 。 成 為 支 配 鍋 爐 壽 命 的 主 因 [1] 。 如 果 鍋 爐 爐 管 在 無 預 警 的 情 況 下 發 生 破 裂 , 輕 則 造 成 能 源 的 流 失 及 營 運 效 率 降 低 , 重 則 可 能 釀 成 鍋 爐 的 損 壞 立 即 會 影 響 運 轉 作 業 , 甚 至 危 害 到 廠 區 整 體 人 員 及 設 備 的 安 全 。 如 果 鍋 爐 之 用 途 為 發 電 , 則 可 能 直 接 中 斷 全 區 供 電 系 統 , 以 致 造 成 國 家 社 會 的 巨 大 損 失 。 目 前 汽 電 工 場 依 據 『 危 險 性 機 械 設 備 安 全 規 則 』 規 劃 兩 年 期 間 內 停 爐 實 施 鍋 爐 內 部 檢 查 及 進 行 歲 修 。 為 探 究 爐 管 實 際 損 壞 情 形 , 以 往 均 須 仰 賴 切 管 抽 樣 及 爐 管 垢 塵 化 學 分 析 , 方 能 了 解 破 管 之 後 破 壞 機 制 , 此 乃 破 壞 性 的 檢 測 評 估 方 法 。 然 而 切 管 抽 樣 點 常 受 到 環 境 取 樣 作 業 , 且 切 管 不 能 太 多 , 以 致 提 供 判 斷 資 料 不 夠 完 整 , 為 解 決 此 費 時 費 力 檢 測 方 式 , 惟 有 以 非 破 壞 行 檢 測 技 術 才 能 符 合 現 在 需 求 。 [1] 1.3 研究範圍
鍋 爐 吹 灰 器 型 式 分 成 短 吹 及 長 吹 灰 , 短 吹 灰 器 用 於 水 牆 管 部 份 , 長 吹 灰 器 用 於 過 熱 器 或 再 熱 器 , 目 前 避 免 蒸 汽 吹 蝕 均 有 加 保 護 套,但 水 牆 管 在 操 作 安 全 及 熱 效 率 考 慮 下 一 般 無 法 加 上 護 套, 所 以 在 不 改 變 爐 管 機 械 強 度 之 前 提 下 歐 美 日 本 等 先 進 國 家,已 發 展 幾 項 諸 如 更 換 材 質、堆 焊 及 熔 射 等 方 案 來 提 昇 機 件 耐 蝕 性 與 延 長 使 用 壽 命 。 其 中 換 材 質 因 牽 涉 鍋 爐 設 計 、 機 械 強 度 、 製 造 技 術 及 成 本 等 因 素 , 並 不 被 廣 泛 使 用 。 而 熔 射 屬 於 表 面 改 質 處 理 技 術 , 於 原 使 用 材 質 表 面 被 覆 耐 蝕 材 料 , 不 影 響 原 有 管 件 之 機 械 強 度 與 熱 傳 效 率 , 可 達 成 省 成 本 、 延 長 壽 命 的 目 的 。 [2] 1.4 文獻回顧
依 ASME Metal Handbook ,Vol 11,9th ed, 將 鍋 爐 管 件 破 損 原 因 分 別 為 過 熱 破 壞 、 材 質 脆 化 、 腐 蝕 或 氧 化 、 疲 勞 、 沖 蝕 、 應 力 腐 蝕 等 , 各 別 簡 述 如 下 [3 ] :
1.4.1 過熱破壞(Ruptures casused by overheating)[4]
對 管 件 而 言 , 過 熱 所 造 成 的 破 壞 , 可 能 只 需 要 幾 分 鐘 , 有 的 卻 要 數 年 時 間 的 發 展 。 由 過 熱 所 造 成 破
管 , 通 常 是 沿 軸 向 破 壞 , 且 在 破 壞 之 前 , 有 顯 著 的 塑 性 變 形 ; 破 裂 口 通 常 像 魚 嘴 ( Fishmouth) 的 外 形 , 因 唇 的 厚 薄 不 同 分 為『 厚 唇 』的 破 壞 及『 薄 唇 』的 破 壞 。 1.4.1.1 厚唇破壞(Thick-lip rupture) 鍋 爐 之 管 件 , 在 比 材 料 預 定 的 使 用 溫 度 稍 高 的 過 熱 條 件 下,長 時 間 的 使 用 之 後,因 應 力 而 破 壞 者 稱 之 。 此 破 壞 之 表 面 是 粗 糙 的 ( 粒 界 破 壞 ) , 且 通 常 有 厚 氧 化 層 [4], 在 破 壞 口 附 近 一 般 稍 有 或 無 隆 突 ( Swelling) , 同 時 , 破 壞 口 管 壁 厚 度 的 減 少 量 通 常 也 只 有 一 點 點 , 破 壞 處 縱 切 面 在 低 倍 率 下 午 可 看 到 許 多 徑 向 的 小 裂 痕 存 在 ; 高 倍 率 下 可 看 清 楚 粒 界 破 壞 的 裂 痕 。 金 相 觀 察 時 , 由 於 碳 鋼 或 低 合 金 鋼 的 管 件 受 長 時 間 的 過 熱 ( 此 溫 度 一 般 AC1 以 下 , 稍 比 材 料 之 使 用 溫 度 略 高 ),波 來 鐵 會 分 解 成 肥 粒 鐵 及 球 狀 雪 明 碳 鐵 , 而 使 材 料 變 弱 , 如 此 變 弱 之 材 料 , 若 再 繼 續 遭 受 過 熱 的 溫 度 , 則 將 沿 晶 界 產 生 空 孔 ( Void) , 最 後 造 成 粒 界 破 壞 。 1.4.1.2 薄唇破壞(Thin-lip rupture)
發 生 在 650~ 870 ℃ 間 的 高 溫 , 通 常 是 穿 晶 拉 裂 ( Trans granular Tensile fracture ) , 這 些 拉 裂 , 係 管 件 的 溫 度 在 短 時 間 內 急 遽 的 上 升 到 材 料 預 定 溫 度 以 上 , 而 造 成 破 壞 。 在 破 裂 口 附 近 受 到 急 遽 的 過 熱 區 域 , 通 常 會 有 相 當 的 隆 突 ; 又 若 破 管 時 , 有 高 壓 蒸 汽 噴 出 的 話 , 則 管 件 在 破 裂 處 也 會 造 成 彎 曲 現 象 。 由 急 劇 加 熱 所 造 成 的 破 壞 , 在 破 裂 口 附 近 的 管 壁 有 明 顯 的 變 薄 現 象 , 壁 薄 如 刀 鋒 , 在 隆 突 附 近 也 會 變 薄 。 金 相 組 織 觀 察 時 , 若 干 破 壞 時 之 溫 度 在 Ac1 及 Ac3 之 間 , 則 因 蒸 汽 或 水 噴 出 , 使 破 裂 口 附 近 之 沃 斯 田 鐵 淬 火 而 成 變 韌 鐵 或 波 來 鐵 。
1.4.2 材質脆化之破壞(Ruptures caused by embrittlement)
[5] 1.4.2.1 氫脆化(Hydrogen damage) 在 蒸 汽 動 力 系 統 內,氫 對 鋼 料 會 造 成 脆 性。在 中 、 低 溫 的 加 熱 範 圍 下 , 由 氫 脆 化 所 造 成 之 裂 痕 跡 與 應 力 腐 蝕 者 相 同 , 只 不 過 破 壞 後 氫 脆 化 者 沒 有 或 較 少 有 裂 痕 分 枝 ( Crack branching) 存 在 。 在 高 溫 的 範 圍 內 尤
其 在 蒸 汽 發 生 器 及 高 壓 管 路 內 , 氫 脆 化 的 特 徵 是 在 晶 粒 間 產 生 不 連 續 的 裂 痕 , 同 時 有 脫 碳 現 象 存 在 。 這 種 不 連 續 裂 痕 產 生 的 原 因 為 氫 分 子 在 粒 間 析 出 。 因 破 壞 處 整 塊 脆 裂 掉 , 所 以 又 稱 『 窗 口 破 壞 』 ( Window fracture) 。 1.4.2.2 石墨化(Graphitization) 在 中 溫 的 範 圍 長 時 間 的 加 熱 下 , 低 碳 鋼 或 合 金 鋼 會 產 生 組 織 上 的 變 化 , 波 來 鐵 會 分 解 成 石 墨 及 肥 粒 鐵 , 使 材 質 脆 化 。 特 別 是 受 力 件 其 析 出 之 石 墨 在 粒 間 處 形 成 石 墨 帶 時 , 該 受 力 件 極 易 脆 裂 。 在 AC1 以 下 長 時 間 保 溫 後,波 來 鐵 會 分 解,其 分 解 產 物 有 二:550 ℃ 以 下 , 波 來 鐵 較 量 易 分 解 成 石 墨 及 肥 粒 鐵 ; 550 ℃ 以 上 , 波 來 鐵 較 量 易 分 解 成 粒 狀 雪 明 碳 鐵 及 肥 粒 鐵 。
1.4.3 腐蝕或氧化破壞(Failures caused by corrosion or
scaling)[6]
最 常 發 生 的 水 側 腐 蝕 現 象 是 孔 蝕 ( Pitting corrosion) 及 孔 隙 腐 蝕 ( Crevice corrosion ) 。
孔 隙 的 起 因 是 因 為 水 中 污 物 高 度 集 中 於 某 些 局 部 區 域 , 造 成 局 部 陽 極 而 產 生 局 部 穿 孔 腐 蝕 的 現 象 , 因 為 僅 局 部 極 小 區 域 為 陽 極 , 其 餘 大 部 份 面 積 為 陰 極 , 因 而 孔 蝕 會 造 成 為 快 速 穿 孔 破 壞 。 孔 隙 處 或 沈 積 處 ( Desposit) 的 水 中 含 氧 量 較 少 而 形 成 陽 極 , 其 他 大 部 份 區 域 水 中 含 氧 量 多 而 成 為 陰 極 , 陽 極 處 承 受 快 速 腐 蝕 而 形 成 虖 隙 腐 蝕 。 除 了 上 述 腐 蝕 現 象 外 , 水 中 PH 值 控 制 不 適 當 會 生 成 內 側 蝕 垢 ( Corrosion scale ) , 內 側 重 蝕 垢 增 厚 時 , 則 鍋 爐 管 導 熱 不 良 會 發 生 過 熱 損 壞 ( Overheating failure ) , 因 此 電 廠 必 須 適 當 控 制 水 中 PH 值 , 並 且 須 定 期 清 除 內 側 蝕 垢 。 1.4.3.2 火側腐蝕(Fire-side corrosion) 燃 煤 或 燃 油 所 燒 剩 的 灰 燼 均 會 積 存 於 鍋 爐 管 外 側 , 稱 為 火 側 灰 燼 , 這 些 灰 燼 會 嚴 重 防 礙 熱 傳 效 率 , 並 且 會 改 變 管 壁 溫 度 。 燃 煤 會 產 生 煤 灰 ( Coal ash)
約 13-20 %;燃 油 所 產 生 油 灰 則 少 得 很 多 約 0.2 % 。 雖 然 油 產 生 油 灰( Oil-ash)0.2 % , 但 是 腐 蝕 及 積 垢 卻 十 分 嚴 重 。 燃 油 所 含 雜 質 為 V、 Na 及 S, 會 形 成 多 種 化 合 物 , 具 嚴 重 腐 蝕 性 , 積 灰 內 部 靠 近 爐 管 外 璧 會 有 一 層 液 相 ( Liquid-phase) 生 成 , 液 相 會 溶 解 具 有 保 護 性 的 氧 化 垢 , 極 迅 速 將 管 壁 消 耗 腐 蝕 掉 , 此 為 熱 腐 蝕。燃 煤 鍋 爐 的 液 相 物 為 Na3Fe(SO4)3 及 K3Fe(SO 4) 3 的 混 合 物 , 其 熔 點 為 555 ℃ ; 燃 油 鍋 爐 約 為 V2O5 及 Na2O/Na2SO 4 的 混 合 物 , 其 熔 點 為 540 ℃ 。 1.4.3.3 疲勞破壞(Failure by fatigue )[7] 疲 勞 破 壞 起 源 於 某 種 凹 痕 ( Notch) 受 拉 應 力 之 作 用 而 生 裂 痕 。 雖 然 機 件 之 平 均 斷 面 應 力 小 於 降 伏 應 力 , 燃 凹 痕 底 部 起 應 力 集 中 而 局 部 生 大 應 力 , 因 此 受 覆 變 應 力 ( Repeated stress ) 作 用 後 凹 痕 底 部 可 生 局 部 裂 痕 。 局 部 裂 痕 起 生 後 , 繼 續 受 覆 變 應 力 作 用 使 裂 痕 延 伸 , 已 斷 裂 之 面 積 漸 次 擴 展 , 所 剩 能 承 受 負 荷 之 截 面 積 漸 漸 縮 小 , 因 此 所 剩 截 面 承 受 之 應 力 愈 來 愈
大 , 當 此 應 力 大 於 該 材 料 之 抗 拉 強 度 時 , 所 剩 截 面 無 法 承 受 外 加 負 荷 導 致 瞬 間 破 裂 。
1.4.3.4 沖蝕破壞(Failures casused by erosion)
大量的固體或液體小顆粒,急速衝擊爐管表面所引起的腐蝕
稱為沖蝕。固體粒子的沖蝕為磨耗沖蝕;吹灰蒸汽內含小水滴之
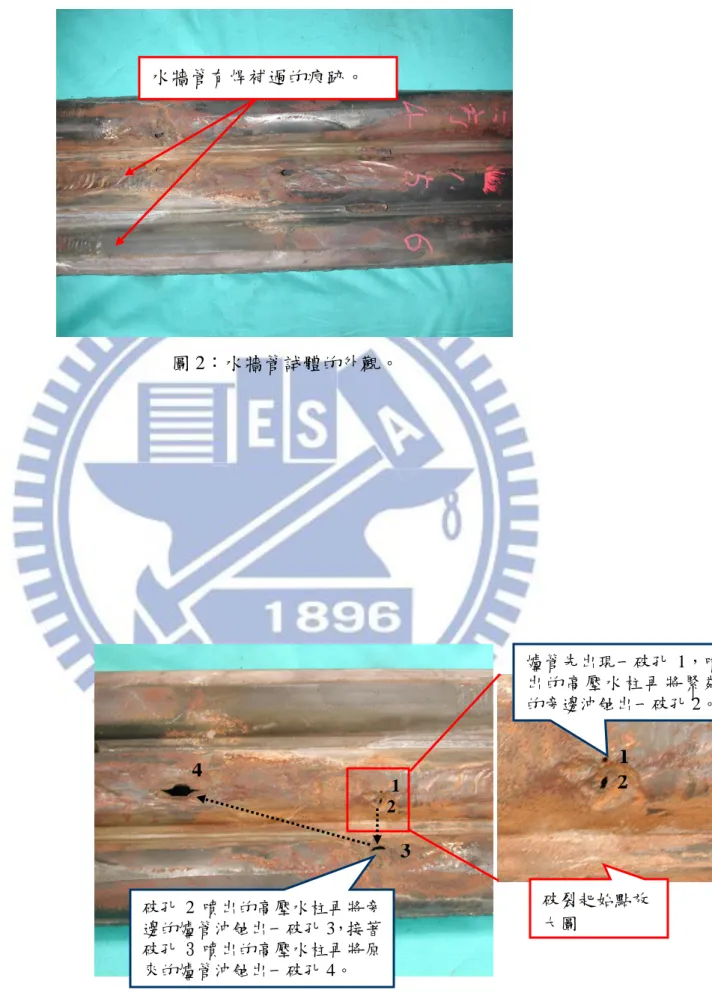
第二章 研究方法與內容[8] 以破損外觀及破孔特徵作觀察,觀察破孔狀況與起始原因; 利用洛氏硬度試驗分析母材及焊接位置硬度(如圖 1 所示)。利 用金相分析觀察水牆管起始破孔處的細部特徵與顯微鏡組織,以 其找出破孔的原因。 2.1 測試內容與結果: 2.1.1 破損外觀觀察與說明: 觀察水牆管送樣試體的外觀,水牆管有焊補過的痕跡(如圖 2 所示)。在送樣試體上已存在多個大小不一的破孔,編號 4 號 之爐管有一個破孔,編號 5 號之爐管有三個破孔(如圖 3 所示)。 從各個破孔的位置與破損外觀來判斷,水牆管發生破管的可能先 後順序如圖 3 之示意圖,爐管先出現一破孔 1,噴出的高壓水柱 再將緊鄰的旁邊沖蝕出一破孔 2,然後破孔 2 噴出的高壓水柱再 將旁邊的爐管沖蝕出一破孔 3,接著破孔 3 噴出的高壓水柱再將 原來的爐管沖蝕出一破孔 4。 2.1.2 破孔特徵與破損形態之觀察與說明
為了方便觀察水牆管破孔特徵與破損形態,於是先將水牆管 做切割以利做進一步觀察(切割位置如圖 4 所示)。用肉眼觀察 切下之水牆管內壁,可看出最初之破孔位置剛好在焊補痕跡的一 緣,該位置應為起焊端或是止焊端(如圖 5 所示)。 為了更進一步觀察水牆管起始破孔的內部特徵與起始原因, 於是再將起始破孔處做細部切割以利做進一步觀察(切割位置如 圖6所示)。觀察起始破孔處的切開面,可看出破孔起始處有焊料 突出,顯示出該處確實有焊補過,而且焊補已焊透管壁。另外起 始破孔之孔洞內部呈現不規則形狀,因此研判此處原本就存在一 些小孔洞或小縫隙,時間久後,這些管內的缺陷因水壓作用或是 腐蝕作用產生串聯而貫通管壁,於是管內高壓水噴出產生了高壓 水柱,進而造成後續的其他破孔發生。(如圖7所示)。 2.1.3 金相分析: 為了更進一步觀察水牆管起始破孔處的細部特徵與顯微組 織,以期找出發生破孔的起始原因,於是再將起始破孔處做細部 切割,並製成金相分析用試片以利做進一步觀察(切割位置如圖8 所示)。製成之金相試片再利用光學金相顯微鏡觀察,觀察位置
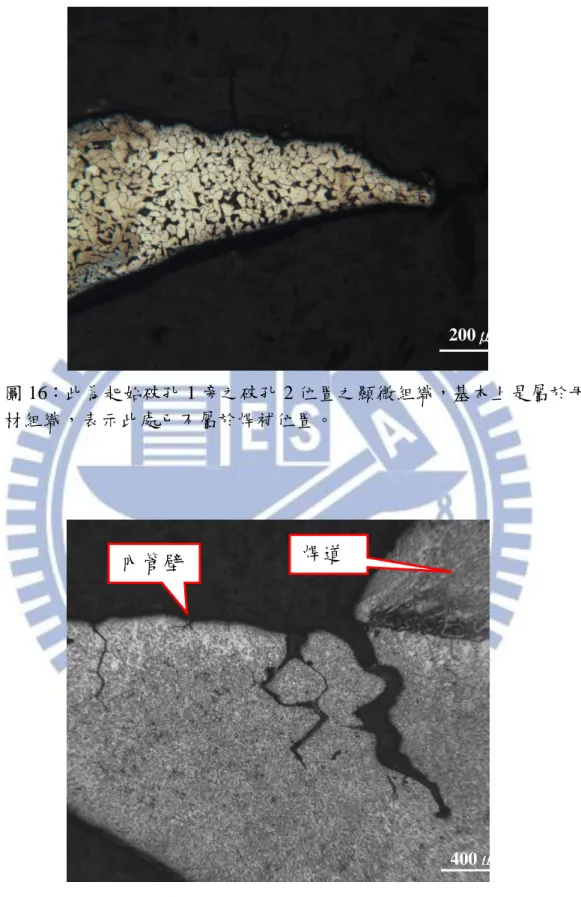
見圖9之示意圖。觀察結果顯示起始破孔之孔洞內部呈現不規則形 狀,而在破孔旁也有小裂縫發生(如圖10所示)。 金相分析之結果顯示此水牆管母材屬於碳鋼之退火組織(如 圖11所示)。而起始破孔旁之組織為麻田散鐵,屬於焊道的正常 組織,表示此起始破孔處確實屬於焊補部位(如圖12所示)。雖 然破孔起始位置之顯微組織是屬於麻田散鐵組織,但是在孔緣處 似乎已非純麻田散鐵組織(如圖13、14、15所示),顯示此處應 該是在焊補的起焊端或是止焊端。另外觀察起始破孔1旁之破孔2 位置之顯微組織,結果顯示此處是屬於母材組織(如圖16所示), 表示此處已不屬於焊補位置。 在起始破孔旁可看到有一些小裂縫發生,這些小裂縫正好位於 焊道旁,裂縫起始於內管壁(如圖17所示),從裂縫的型態來研 判,這些裂縫可能屬於應力腐蝕破裂(SCC)。在小裂縫的內部可 看到有疑似銅粉滲入其中(如圖18所示),經過X-ray能量散佈光 譜儀(EDS)確認該褐色物質確實為銅。在裂縫的內部除了可看到 有銅粉滲入其中,同時也可看到有腐蝕生成物存在,推測裂縫的 成長可能與銅粉的存在而發生異種金屬間的加凡尼腐蝕作用有關 (如圖19所示)。在起始破孔旁(即圖10中所標示之觀察位置)也
可發現有一些銅粉沉積在內管壁,甚至有一些銅已滲入管子內部
(如圖20、21所示)。
2.1.4 硬度測試:
利用洛氏硬度試驗機(Rockwell hardness tester)測試水牆
管試體截面的硬度,測試位置含母材位置與焊補位置,測試位置
示意圖如下,測試結果顯示水牆管母材本身的硬度符合STB410S的
硬度要求(JIS G3461),不過焊補位置的硬度比母材高出許多。(如
表1:母材與焊補各點硬度量測比較 測試點 1 2 3 4 5 平均值 母材位置 77.2 76.8 77.2 78.3 78.6 HRB 77.6 焊補位置 92.2 92.1 91.2 89.9 89.4 HRB 91.0 STB410S的硬度要求(JIS G3461) HRB 79以下 圖 1:爐管斷面母材與焊補硬度量測位置。 焊補位置 1 2 3 5 4 1 2 3 1 4 5
圖 2:水牆管試體的外觀。 圖3:水牆管發生破管的先後順序示意圖。 水牆管有焊補過的痕跡。 破裂起始點 破裂起始點放 大圖 爐管先出現一破孔 1,噴 出的高壓水 柱再將 緊 鄰 的旁邊沖蝕出一破孔 2。 1 2 3 2 1 破孔 2 噴出的高壓水柱再將旁 邊的爐管沖蝕出一破孔 3,接著 破孔 3 噴出的高壓水柱再將原 來的爐管沖蝕出一破孔 4。 4
圖 4:將水牆管試體做切割以利做進一步觀察。 圖 5:最初之破孔位置剛好在焊補痕跡的一緣,該位置可能是起焊端 或是止焊端。 最初破孔位置。 最初破孔位置。 焊補痕跡。
圖 6:將最初之破孔位置做切割以利做進一步觀察。 圖 7:破孔斷面起始分析圖。 切割 破孔起始處 有焊料突出 起始破孔 破孔之孔洞 內部呈現不 規則形狀
圖 8:將試體再細切製成金相分析用試片。 圖 9:此為製成欲觀察之金相試片,利用光學金相顯微鏡分別針對圖 中所標示之位置觀察其顯微組織。 將此部位製 成金相試片 母材 破孔起始點 (破孔 1) 破孔 1 旁 之破孔 2 圖 11 圖 12 圖 13、14 圖 15 圖 17 圖 16
圖 10:此為破孔起始位置之局部放大圖,可清楚看出起始破孔之孔洞 內部呈現不規則形狀,而在破孔旁也有小裂縫發生(圖中箭頭所指 處)。 另外在圖上標示圖 20 與圖 21 的位置也利用光學金相顯微鏡放大觀察 其表面狀況。 圖 11:此為母材之顯微組織,屬於碳鋼之退火組織,圖中黑色處為波 來鐵,白色處為肥粒鐵。 破孔起始點 100μm 圖 21 圖 20
圖 12:此為起始破孔旁之顯微組織,為麻田散鐵,屬於焊道的正常 組織,表示此處確實屬於焊補部位。 圖 13:此為破孔起始位置之顯微組織,基本上是屬於麻田散鐵組織, 但是在孔緣處(箭頭所指處)似乎已非純麻田散鐵組織,顯示此處應 該是在焊補的起焊端或是止焊端。 100μm 200μm
圖 14:此為圖 13 的進一步放大圖,可更清楚看出在孔緣處(箭頭所 指處)已非純麻田散鐵組織。 圖 15:此為起始破孔 1 靠近外管面處之顯微組織,可看出此處也不屬 於純麻田散鐵組織。 100μm 100μm
圖 16:此為起始破孔 1 旁之破孔 2 位置之顯微組織,基本上是屬於母 材組織,表示此處已不屬於焊補位置。 圖 17:在起始破孔旁有一些小裂縫發生,這些小裂縫正好位於焊道 旁,裂縫起始於內管壁,從裂縫的型態來研判,這些裂縫發生的原因 可能源於應力腐蝕破裂(放大 50 倍)。 400μm 200μm 焊道 內管壁
圖18:此為圖17中小裂縫的局部放大圖,在小裂縫的內部可看到有疑似 銅粉滲入其中(圖中圈示位置內褐色物質),經過X-ray能量散佈光譜 儀(EDS)確認該褐色物質確實為銅(放大100倍)。 圖19:此為圖18中裂縫的更進一步放大圖,在裂縫的內部除了可看到有 銅粉滲入其中,同時也可看到有腐蝕生成物存在,推測裂縫的成長可能 與銅粉的存在而發生異種金屬間的加凡尼腐蝕作用有關(放大200倍)。 200μm 100μm
圖20:在起始破孔旁(即圖10中所標示之觀察位置)可發現有一些銅粉 (圖中金黃色者)沉積在內管壁,甚至有一些銅已滲入管子內部,顯然 因銅的存在而發生了異種金屬間的加凡尼腐蝕效應(放大200倍)。 圖21:此圖亦為起始破孔旁(即圖10中所標示之觀察位置)所觀察到的 結果,同樣可發現有一些銅粉(圖中金黃色者)沉積在內管壁,甚至有 一些銅已滲入管子內部造成腐蝕,顯然因銅的存在而發生了異種金屬間 的加凡尼腐蝕效應(放大200倍)。 100μm 100μm
第三章:原理 3.1 熔射技術原理[9] 熱熔射技術發展至今已有相當長的歷史,在 1917 年由 Schoop 和 Guenther 噴塗鋅的塗層用來抗腐蝕,之後漸漸的應 用到材料表面強化。在 50 年代,隨著航空業的蓬勃發展,對於 大面積及快速表面改質的需求量大增,絕熱抗高溫塗層因此盛 行,為因應不同的塗層材料,Poorman 等人於 1955 年發表爆震
熔射(Detonation Gun,簡稱為 D-GunTM),使得熔射溫度提高
了許多,可使用的材料因此更加廣泛。1973 年 Muehlberger 發
明了真空電漿熔射,除了大大的提升熔射溫度外,還增加了鍵結
強度及減少孔隙度,在往後的十年間,熱熔射技術廣泛的應用在
工業界,1980 年 BrowningEngineering 公司發表了高速火焰熔
射技術(High Velocity Oxygen Fuel,簡稱為 HVOF),所噴覆
塗層具有極高的鍵結強度及低於 1%的孔隙度,開啟了新的材料
應用。利用熱熔射技術噴塗之碳化物塗層有著極高的硬度,尤其
是 WC/Co 塗層有極佳的表現,一般而言,噴塗 WC/Co 塗層的方
法有電漿熔射(PlasmaSpray)、爆震熔射及 HVOF。
歐美等先進國家的機械材料工程師針對上述課題,已發展幾 項諸如更換材質、堆焊及熔射等方案來提昇機件耐蝕能力與延長 使用壽命。其中更換材質因牽涉鍋爐設計、機械強度、加工製造 技術及成本等因素考量,並不被廣泛使用。而熔射屬於表面改質 處理技術,於原使用材質表面被覆耐蝕材料,不影響原有管件之 機械強度與熱傳效率,而可達成省成本、延長壽命的目的。 傳統的爐管防蝕被覆方法:HVOF 熱噴塗、Inconel 625 堆 焊、高周波爐管等;高周波爐管加工常用於垃圾焚化爐,因垃圾 焚化時易產生酸氣對爐管產生嚴重腐蝕,所以目前台灣焚化爐大 部份採用此工法施工;汽電工場及發電廠採用 HVOF 熱噴塗; Inconel 625 堆焊則較少使用。[10] 熔射技術(Thermal Spraying)是利用火焰,電弧或電漿 等能源將粉末或線狀料熔融並將其噴塗在基材表面,凝固形成熔 射塗層(Sprayed Coating)的一種表面技術(如圖 22 說明) [11]。 熔射技術領域中有火焰熔射、電弧熔射、電漿熔射、及高速 火焰熔射等不同的方法,如表 2 所示。可被用來作熔射塗層的材 料種類有金屬、合金、陶瓷、瓷金及塑膠等[11]。
增加一厚膜塗層(圖 23 熔射塗層示意圖),目的用以保護 基材不受到外界環境的侵蝕,也可以用以修復缺損的零件,將磨 耗腐蝕等原因所造成工件尺寸的差異,加以噴覆塗層再經機械加 工後恢復原尺寸,延長工件使用壽命,熔射塗層因為其優異的特 性,廣泛的在各個領域中被使用,它可以使用多樣化的材料,陶 瓷、金屬、瓷金材料、高分子材料以及複合材料等,依照工件使 用環境不同,設計所噴覆材料跟製程設備選用,熔射製程和焊接 製程有許多相似之處,熔射製程可以選用的材料選項遠大於焊 接,鍵結力比較如是一般噴塗方式,其鍵結力遠小於焊接,如選 用自融合金塗層並進行高溫擴散後,其鍵結力將近於焊接之鍵結 力,且並不侷限在何種材料上,幾乎所以固體材料都可以進行熔 射,在焊接製程中工件會因高溫扭曲變形,材料微結構改變等問 題,熔射製程皆無此現象,也因此熔射製程可以使用在各種不同 環境地點,表二為各項典型熔射製程可使用材料、溫度、孔隙度 等特性。為了可以知道每種熔射設備特性,可以看到圖 24、25 典型熔射熱量、速度比較表,這可以讓你於製程中選擇所需要的 設備與材料,唯有材料與設備互相匹配,才可以製造出符合需求 的塗層[12]。 3.3 噴砂原理及材料
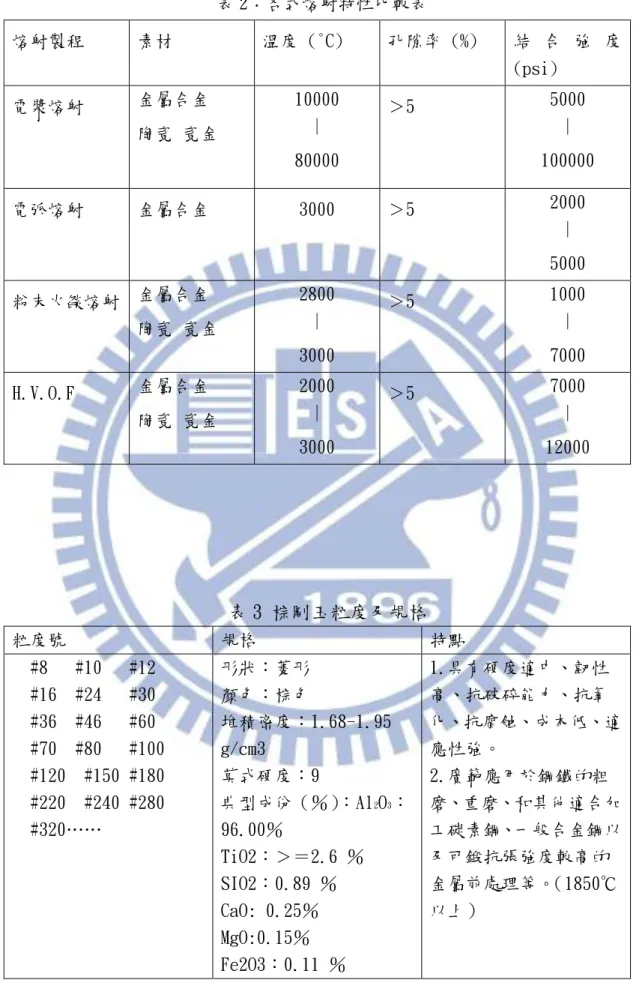
3.3.1 噴砂原理 噴砂(珠擊法)是針對素材表面進行的一種破壞性的加工方 式,利用細小的研磨砂材顆粒對素材表面衝擊,讓表面產生像顆 粒化般的凹陷使之形成霧面或侵蝕面,而達到除金銹、去毛刺、 去氧化層、應力處理、摩擦系數調整、精密度調整、高附著力、 美化、霧化、消光等,提升素材表面的光潔度,其用途運用廣泛。 3.3.2 材料選擇 噴砂砂材有金鋼砂,碳化矽,氧化鋁,玻璃珠,不銹鋼珠, 銅珠,鋁珠,陶瓷珠,鋼珠,鋼礫,樹脂砂, 塑膠砂,核桃粒, 鋯砂等。 一般熔射所選用噴砂砂材,需選用材質硬度較高,且形狀為 多角形,並且有蛻角的砂材。常用噴砂材料製程選用材料有氧化 鋁、碳化矽、二氧化矽。一般鍋爐爐管熔射製程所選用的砂材為 氧化鋁。棕剛玉為氧化鋁砂材之一種,是目前熔射製程使用常使 用砂材之一,其硬度和使用破碎率適中,並且可以循環使用,外 觀呈現棕色。棕剛玉是以鋁釩土、焦碳(無煙煤)為主要原料,在 3500KVA 冶煉爐內經高溫冶煉而成,主要化學成份屬 Al2O3,
韌性比 SiC 高,用它製成的磨具,適於磨削抗張較高的金屬,如 各種通用鋼材、可鍛鑄鐵、硬青銅等,也可製造高級耐火材料。 (棕剛玉粒度、規格、成份、尺寸如表格 3、4、5) 白剛玉亦為氧化鋁砂材之一種,其硬度較棕剛玉高,雜質含 量較棕鋼玉低,外觀呈現白色,是良好的噴砂粗化用砂材,但是 價格比較高。白剛玉是以鋁氧粉為原料,在電弧爐內經高溫冶煉 而成。Al2O3 含量一般高於 98%,硬度高於棕剛玉、韌性低於棕 剛玉,有較好的切削性能。用它制成的磨具,適於磨削 淬火的 合金鋼、高速鋼、高碳鋼等。細粒度磨粉還可用作精密鑄造。 3.3.3 噴砂控制參數: 本體馬達轉速、輪盤轉速、 風壓力、研掃距離、研掃時間、 研磨材(粒徑/材質)、噴嘴設計、噴射角度 ... 等。 3.3.4 噴砂零配件: 噴砂手套、噴砂布套、濾布管、各式噴槍組合、電磁閥、腳 踏開關、各式噴砂槍、噴嘴、噴氣嘴、鋁座、高壓管、噴砂管、 噴砂頭套、防塵防水日光燈座、不沾手處理劑、噴砂膠膜、簡易 式噴砂箱、簡易加壓式噴砂機。
3.4 熔射製程程序介紹 鍋爐水牆管熔射程序[12][13]: (1).施工前爐管表面檢查:檢查表面所附之 Spat(焊渣)、積灰等 異物,以噴砂去除之。如噴砂無法去除之不整齊焊接 Bead (焊道不整),而影響熔射作業者,應作表面修整作業。 (2).噴砂:採用 4~6 kg/cm2 之乾燥壓縮空氣。噴砂材料為一 般熔射所選用噴砂砂材,需選用材質硬度較高,且形狀為多角 形,並且有蛻角的砂材。常用噴砂材料製程選用材料有氧化 鋁、碳化矽、二氧化矽。一般鍋爐爐管熔射製程所選用的砂材 為氧化鋁。 棕剛玉為氧化鋁砂材之一種,是目前熔射製程使用常使用砂材 之一,其硬度和使用破碎率適中,並且可以循環使用,外觀呈 現棕色。 棕剛玉是以鋁釩土、焦碳(無煙煤)為主要原料,在 3500KVA 冶 煉爐內經高溫冶煉而成,主要化學成份屬 Al2O3,TiO2還含有少 量的 SiO2和 Fe2O3等,顯微硬度 HVl800-2200,韌性比 SiC 高, 用它製成的磨具,適於磨削抗張較高的金屬,如各種通用鋼材、 可鍛鑄鐵、硬青銅等,也可製造高級耐火材料。 (3).噴砂後表面狀況檢查:
噴砂後表面狀況(粗度)確認,依照作業標準片比較 第二次噴砂表面清潔度須達到 SIS SA 2.5 等級。 噴砂除銹等級: 噴砂除鏽等級一般共分為 4 級,分別為 Sa 1 , Sa 2 , Sa 2-1/2 , Sa 3 等共 4 級。 Sa 1 : 僅將金屬表面之片狀鐵鏽去除,仍保留金屬之碳化層 (俗稱黑皮),處理後仍可看到鐵鏽之顏色。 Sa 2 : 將表面之鐵鏽及碳化層部分去除,表面仍可看到碳化層, 但幾乎已將鐵鏽之顏色去除。 Sa 2-1/2 : 將表面知碳化層大部分去除,表面已不見鐵鏽。 Sa 3 : 將碳化層及鐵鏽完全去除,施工後之表面應為完全之金 屬原色。 (4)空氣清掃:所有母材表面附著之殘砂,以乾燥壓縮空氣清除。 (5)預熱處理 預熱處理的目的,主要是將底材表面的水氣烘乾,提高塗層 和底材間鍵結。預熱的方法,一般使用熔射槍。預熱溫度為 100-150 ℃ 左右,持溫時間為 60 秒,通常可以去除附著 在基材表面的水氣,預熱處理後必須馬上進行熔射噴射施 工,而且越快越好。
(6)火燄熔射: 國內水牆管熔射披覆材料為 NI16CR3B4SI3CU-WC,熔射施工時 熔射角度 90 度為目標(45 度之內)。熔射中爐管溫度需保持 250 度以下(接觸式溫度計),溫度超出時需待冷卻後,再繼續熔射 施工。噴砂完成後 4 HR 內,必須進行第一層熔射。熔射中之膜 厚,以電磁膜厚計管理之。一般鍋爐爐管熱熔射厚度約 300~350 μm ,因為厚度較薄使用維克式硬度實驗機量測,轉換成洛氏 硬度約 HRC 60;工地現場熔射時,需抽風設備,爐內保持負壓及 防止火災發生。
表 2:各式熔射特性比較表 熔射製程 素材 溫度 (°C) 孔隙率 (%) 結 合 強 度 (psi) 電漿熔射 金屬合金 陶瓷 瓷金 10000 | 80000 >5 5000 | 100000 電弧熔射 金屬合金 3000 >5 2000 | 5000 粉末火燄熔射 金屬合金 陶瓷 瓷金 2800 | 3000 >5 1000 | 7000 H.V.O.F 金屬合金 陶瓷 瓷金 2000 | 3000 >5 7000 | 12000 表 3 棕剛玉粒度及規格 粒度號 規格 特點 #8 #10 #12 #16 #24 #30 #36 #46 #60 #70 #80 #100 #120 #150 #180 #220 #240 #280 #320…… 形狀:菱形 顏色:棕色 堆積密度:1.68-1.95 g/cm3 莫式硬度:9 典型成份(%):Al2O3: 96.00% TiO2:>=2.6 % SIO2:0.89 % CaO: 0.25% MgO:0.15% Fe2O3:0.11 % 1.具有硬度適中、韌性 高、抗破碎能力、抗氧 化、抗腐蝕、成本低、適 應性強。 2.廣範應用於鋼鐵的粗 磨、重磨、和其他適合加 工碳素鋼、一般合金鋼以 及可鍛抗張強度較高的 金屬前處理等。(1850℃ 以上)
表 4 棕剛玉化學成分(按重量百分比)
粒度號 16–30 36-60 70-90 100–120 150-180 220 Al2O3 94.5 - 97.0 93.5 min 92.5 min
TiO2 1.5 - 3.8 1.5 - 3.8 1.5 - 3.8 磁性物 <0.0380 <0.0280 <0.0230 <0.0230 <0.0170 <0.0170 表 5 棕剛玉粒度尺寸 粒度號 微米 粒度號 微米 16 1400 ~ 1180 54 355 ~ 300 20 1180 ~ 1000 60 300 ~ 250 22 1000 ~ 850 70 250 ~ 212 24 850 ~ 710 80 212 ~ 180 30 710 ~ 600 90 180 ~ 150 36 600 ~ 500 100 150 ~ 125 40 500 ~ 425 120 125 ~ 106 46 425 ~ 355 150 106 ~ 75
圖22:熔射的分類[14] 圖23:熔射塗層示意圖 熔射 冷式熔射 (母材不變形) 熱熔射 (母材會變形) 電 漿 電 弧 覆 面 銲 接 P T A 粉 末 堆 銲 P O W D E R W E L D I N G 火 焰 熔 射 F L A M E S + F U S I N G 火 焰 熔 射 F L A M E S P R A Y 電 漿 熔 射 P L A S M A S P R A Y 線 熔 射 W I R E S P R A Y 電 弧 熔 射 A R C S P R A Y 高 速 火 焰 熔 射 H V O F 或 H V A F 大氣 真空
圖 24 典型熔射熱量比較表[15]
第四章 實際熔射結果[16] 國內某石化汽電工場鍋爐 350t/h,鍋爐內部長 20m、寬 20m 、高度約 40m,四周分佈水牆管,一般爐管會損壞部份均為 短吹灰管附近,因吹灰蒸汽品質不佳及耐火泥脫落,易造成管線 外面吹蝕,鍋爐管一般操作壓力 125 kg/cm2、溫度 538 ℃,管 線太薄時無法承受此壓力時則會瞬間破管,鍋爐壓力無法維持則 必須立即停車影響公司損失甚巨。相關鍋爐各位置管件材質、厚 度及預估破管厚度如表 14 。 避免每年更換大量鍋爐管,所以計劃於 200 7 年在鍋爐東、 西、南、北側進行熔射加工(熔射位置如圖 26),熔射後 45 ْ、 90 ْ、 135 ْ 表示檢測點之檢測位置(如圖 27);為熔射管壁 檢測點之檢測位置,總長為 1M,每 300mm 檢測 1 點檢測 2 點(如 圖 28);2010 年度歲修進行原熔射部份東、西、南、北厚度量 測(如表 6、7、8、9、10、11、12)及相對曲線比較(如圖 29、 30、31、32、33、34、35、36);本場水牆管尺寸 63.5mm*5.5mm(t)。
表 6:東側(E)第一點量測尺寸比較表 2007 2007 2007 2010 2010 2010 管號 54 ْ 90 ْ 534 ْ 54 ْ 90 ْ 534 ْ 8 194 309 321 57 66 56 9 369 311 320 74 66 56 77 453 325 314 59 50 52 78 205 498 409 78 80 69 80 262 374 372 129 130 112 83 268 380 450 116 110 108 84 220 372 484 110 113 135 爐管噴焊厚度單位:μm 表 7 東側(E)第二點量測尺寸比較表 2007 2007 2007 2010 2010 2010 管號 54 ْ 90 ْ 534 ْ 54 ْ 90 ْ 534 ْ 8 156 249 406 100 150 157 9 136 238 415 96 157 152 77 388 272 303 103 106 100 78 360 332 304 158 168 165 80 204 231 254 165 150 145 83 319 319 343 140 136 126 84 239 328 305 150 146 142 爐管噴焊厚度單位:μm
表 8 南側(S)第一點量測尺寸比較表 2007 2007 2007 2010 2010 2010 54 ْ 90 ْ 534 ْ 54 ْ 90 ْ 534 ْ 8 406 530 338 56 55 63 9 468 606 536 116 117 105 150 608 447 507 59 50 52 157 373 393 581 136 144 150 158 512 488 406 126 132 142 159 449 422 378 50 68 58 160 354 407 378 45 50 69 161 434 405 345 59 53 63 162 419 430 498 55 67 62 163 441 331 293 59 56 66 164 386 387 281 50 57 55 爐管噴焊厚度單位:μm 表 9 南(S)第二點量測尺寸比較表 2007 2007 2007 2010 2010 2010 ْ 54 90 ْ 534 ْ 54 ْ 90 ْ 534 ْ 8 305 379 361 189 194 201 9 303 326 297 126 112 111 150 445 364 507 253 265 270 157 349 552 569 206 195 189 158 358 415 365 201 187 190 159 358 399 282 270 278 265 160 286 389 311 289 335 256 161 439 358 305 52 59 55 162 208 442 530 125 111 103 163 227 340 424 110 103 109 164 298 283 189 133 134 136 爐管噴焊厚度單位:μm
表 10 西側(W)第一點量測尺寸比較表 2007 2007 2007 2010 2010 2010 ْ 54 90 ْ 534 ْ 54 ْ 90 ْ 534 ْ 6 402 295 353 133 143 126 8 333 330 401 89 97 110 9 293 318 326 46 39 49 70 252 140 138 46 50 53 82 437 275 253 102 106 98 爐管噴焊厚度單位:μm 表 11 西側(W)第二點量測尺寸比較表 2007 2007 2007 2010 2010 2010 ْ 54 90 ْ 534 ْ 54 ْ 90 ْ 534 ْ 6 324 284 278 156 164 166 8 255 382 233 226 214 210 9 249 410 336 145 150 165 70 215 101 105 106 75 69 82 393 168 216 95 99 96 爐管噴焊厚度單位:μm
表 12 北側(N)第一點量測尺寸比較表 2007 2007 2007 2010 2010 2010 ْ 54 90 ْ 534 ْ 54 ْ 90 ْ 534 ْ 7 159 393 394 54 40 39 8 264 396 239 236 242 255 9 384 332 198 125 114 111 70 518 215 350 285 327 330 157 596 366 256 126 133 128 160 468 284 333 98 101 120 161 511 355 288 105 102 120 164 504 402 280 44 32 36 爐管噴焊厚度單位:μm 表 13 北側(N)第二點量測尺寸比較表 2007 2007 2007 2010 2010 2010 ْ 54 90 ْ 534 ْ 54 ْ 90 ْ 534 ْ 7 144 296 184 123 126 116 8 328 244 286 102 101 98 9 320 280 264 256 279 263 70 380 223 295 136 142 152 157 564 285 307 198 219 205 160 392 327 255 152 143 136 161 310 362 312 146 143 136 164 396 456 245 77 85 98 爐管噴焊厚度單位:μm
圖 26:為鍋爐水牆管熔射位置,編排順序為依順時針方向排列。 29.7 90° 534° 54° 90 90 圖 27:為熔射管壁之剖面圖 45 ْ、90 ْ、 135 ْ 表示檢測點之檢測 位置。
1000
900
800
700
600
500
300
200
100
2
1
耐火牆
圖 28:為熔射管壁檢測點之檢測位置,每 300mm 檢測 1 點 0 100 200 300 400 500 600 8 9 77 78 80 83 84 2007 ْ45 2007 90 ْ 2007 ْ135 2010 ْ45 2010 90 ْ 2010 ْ135 圖 29:東側( E)第一點鍋爐水牆管厚度比較圖0 50 100 150 200 250 300 350 400 450 8 9 77 78 80 83 84 2007 ْ45 2007 90 ْ 2007 ْ135 2010 ْ45 2010 90 ْ 2010 ْ135 圖 30:東側( E)第二點鍋爐水牆管厚度比較圖 0 100 200 300 400 500 600 700 8 9 150 157 158 159 160 161 162 163 164 2007 ْ45 2007 90 ْ 2007 ْ135 2010 ْ45 2010 90 ْ 2010 ْ135 圖 31:南側(S)第一點鍋爐水牆管厚度比較圖
0 100 200 300 400 500 600 8 9 150 157 158 159 160 161 162 163 164 2007 ْ45 2007 90 ْ 2007 ْ135 2010 ْ45 2010 90 ْ 2010 ْ135 圖 32 南側(S)第二點鍋爐水牆管厚度比較圖 0 100 200 300 400 500 6 8 9 70 82 2007 ْ45 2007 90 ْ 2007 ْ135 2010 ْ45 2010 90 ْ 2010 ْ135 圖 33 西側(W)第一點鍋爐水牆管厚度比較圖
0 50 100 150 200 250 300 350 400 450 6 8 9 70 82 2007 ْ45 2007 90 ْ 2007 ْ135 2010 ْ45 2010 90 ْ 2010 ْ135 圖 34 西側(W)第二點鍋爐水牆管厚度比較圖 0 100 200 300 400 500 600 700 7 8 9 70 157 160 161 164 2007 ْ45 2007 90 ْ 2007 ْ135 2010 ْ45 2010 90 ْ 2010 ْ135 圖 35 北側(W)第一點鍋爐水牆管厚度比較圖
0 100 200 300 400 500 600 7 8 9 70 157 160 161 164 2007 ْ45 2007 90 ْ 2007 ْ135 2010 ْ45 2010 90 ْ 2010 ْ135 圖 36 北側(W)第二點鍋爐水牆管厚度比較圖
第五章、結論 目前國內汽電廠鍋爐爐管熱熔加工相當普遍,又分成廠 外、現場施工;如吹灰器附近管排全部更換,需將鍋爐爐管及鰭 片製作完成後,送熱熔廠商施工品質較完整;如果現場直接施工 考慮機具及空間問題品質較差。 鍋爐爐管熱熔射厚度約 300~350 μm,但隨著飛灰流速及 吹灰蒸汽品質爐管減薄狀況不同,一般依實際狀況約 3-4 年熱熔 乙次;在維修時程管理、避免換管及不影響原有管件之機械強度 與熱傳效率,鍋爐爐管熱熔加工是可行的,唯披覆材料較脆容易 脫落(如圖 37),這是熱熔缺點歲修時必須列入檢查項目。 鍋爐爐管噴焊視面積而定、噴焊面積 10M2 以上每 M2 約 50,000 元,數量較少時因使用人工及機具相同所以價格一般以 倍數計算。 短吹灰管四週可能吹蝕部份以吹灰器上下約 650MM、左右各 約 700 MM(含 10 支水牆管及連接鰭片),如附表 15。 每支吹灰器欲噴焊面積約 2 M2 ,噴焊施工人員每次配合 人員約 7-8 人,8HR 可完成 10 M2,,施工前置作業約 8 HR,施 工完成拆卸機具時間 4 HR。鍋爐切換管含舊管及鰭片切除、導
角、新管預置及導角,新管 TIG 焊接、RT 檢測、試片判讀、爐 管間鰭片焊接、約 6 HR(含爐保溫拆除及安裝)鍋爐試水壓 8HR, 假設吹灰器 SB4 需更換 10 支水牆管,則必須增加 68 HR 施工時 間、費用約 20 萬元,改成噴焊加工增加 20HR,費用約 10 萬元; 可提前兩天開車。 容量費率:153(非夏月)*30000KW*2/30=306,000 元 能量費率:2 元/KW*30000*48 HR=2,880,000 元 經濟效益:約 3,186,000 元
表 15 鍋爐爐管短吹灰器位置
參考文獻 [1].蘇順次,2006,鍋爐破管事故探討與維護策略之研究,國立高 雄第一科技大學環境與安全衛生,碩士論文、P1。 [2].鍾佳璋,2009,台灣漢泰科技股份有限公司,簡報資料,P3。 [3].蔡耀慶,2000,鍋爐爐管破損分析,國立台灣大學材料科學與 工程學系,碩士論文。
[4].ASM Metals Handbook,vol.11,9th
ed,”Failure Analysis and
prenention”,USA,1986,P.603-612 [5].Ditto,p.612-614 [6].Ditto,p.614-621 [7].Ditto,p.621-623 [8].2008 ,中石化汽電工場鍋爐水牆管破管分析報告。 [9].鍾佳璋,2009,台灣漢泰科技股份有限公司資料,P4。 [10].2009.日本第一高周波熱處理,簡報資料,P34。 [11].鍾佳璋,2009,台灣漢泰科技股份有限公司資料,P6。 [12]. 蕭威典,2006,全華科技股份有限公司,熔射覆膜技術, Chapter3 3-1~3-5。 [13].蕭威典,2006,全華科技股份有限公司,熔射覆膜技術, Chapter3 3-1~3-5。
[14]吳中立,2006,以電漿熔射法製備漸進塗層之熱疲勞研究,逢
甲大學機械工程所,p15。
[15].”Standard test method for adhesion or cohesive
strength offlam sprayed coating”,American National
Standard ASTM:C633-79.
[16]. 黃琮浩,2007/2010,台灣漢泰科技股份有限公司,檢測資
料,P1-P5。
[17]. 黃琮浩,2008,台灣漢泰科技股份有限公司,照片資料,