國 立 交 通 大 學
電子工程學系 電子研究所碩士班
碩 士 論 文
電感耦合式電漿氮化和氟化製程對鉿系
介電質薄膜之影響
The Effect of Nitridation and Fluorination Processes by
Inductive Coupled Plasma to Hafnium-based Dielectric
Thin Films
研 究 生 : 林 協 佑
指導教授 : 張 國 明 博士
桂 正 楣 博士
電感耦合式電漿氮化和氟化製程對鉿系介電質
薄膜之影響
The Effect of Nitridation and Fluorination Processes by
Inductive Coupled Plasma to Hafnium-based Dielectric
Thin Films
研 究 生:林協佑 Student:Hsieh-Yo Lin
指導教授:張國明 博士 Advisor:Dr. Kow-Ming Chang
桂正楣 博士 Dr. Cheng- May Kwei
國 立 交 通 大 學
電子工程學系 電子研究所碩士班
碩 士 論 文
A Thesis
Submitted to Institute of Electronics
College of Electrical Engineering and Computer Science
National Chiao Tung University
In Partial Fulfillment of the Requirements
for the Degree of
Master
In
Electronics Engineering
August 2009
Hsinchu, Taiwan
中華民國九十八年八月
電感耦合式電漿氮化和氟化製程對鉿系介電質薄膜之
影響
研究生:林協佑
指導教授:張國明 桂正楣 博士
國立交通大學
電子工程學系 電子研究所碩士班
摘要
使用二氧化矽當作閘極介電層已經達到科技和理論的極限。在4Gbit動態隨 機存取記憶體中的等效氧化層厚度,將被微縮到0.22奈米,此厚度非常接近二氧 化矽的結構限制,因為二氧化矽的Si–O鍵長為0.17奈米。對於MOSFET閘極介電 層而言,使用氧化鉿是目前及未來最為推廣的材料,但是high-k閘極介電層在C-V 曲線中被發現有磁滯現象,此現象會導致MOS元件中平帶電壓漂移以及臨界電 壓的不穩定。本研究製造了Al-Ti-HfAlO(HfO2)-Si 金屬絕緣層矽結構之電容,作 為分析的樣品。本研究藉由探討鉿系介電質薄膜在不同電漿處理的條件下C-V和 J-V的特性。此外,本研究亦探討鉿系介電質薄膜在不同氮化和氟化電漿製成的 條件下之可靠度問題,諸如磁滯現象、應力引致漏電流、常壓應力測試,因此, 本研究發現氮化和氟化電漿能有效的消滅氧的空洞,以及改善介面限補電荷密 度,來有效的降低漏電流,改善其電容值及增加其可靠度。The Effect of Nitridation and Fluorination Processes by Inductive
Coupled Plasma to Hafnium-based Dielectric Thin Films
Student:Hsieh-Yo Lin Advisor: Dr. Kow- Ming Chang
Dr. Cheng- May Kwei
Department of electronics Engineering and Institute of Electronics
National Chiao Tung University, Hsinchu, Taiwan
ABSTRACT
Silicon oxide gate dielectric is now being pushed to both its technological and theoretical limits. The equivalent oxide thickness (EOT) in the 4-Gbit generation dynamic random access memory (DRAM) will be scaled down further to 0.22nm which is very close to the structural limit of silicon dioxide, as the Si–O bond in silicon oxide is 0.17 nm. The oxide of using Hafnium-based is a most promising material for future MOSFET gate oxide applications. Unfortunately, for high-k gate dielectrics, there is a hysteresis phenomenon in its capacitance-voltage (C-V) characteristics. This hysteresis induces a flatband voltage shift, and threshold voltage instability when it is applied to MOSFETs. In this study, we fabricated Al-Ti-HfAlO(HfO2)-Si MIS capacitor as our analysis device. The electrical
characteristics of the film under different plasma conditions were discussed by C-V and I-V curves. Moreover, the reliability of the films under different plasma treatment conditions were discussed by hysteresis effect, SILC ( Stress Induced Leakage Current ) profile, CVS ( Constant Voltage Stress ) test. Hence, the nitrogen atoms and fluorine atoms can eliminate oxygen vacancies and repair the interface trap densities to suppress the leakage current.
誌謝
首先,感謝指導教授張國明教授及桂正楣教授,在這二年來的細
心指導及對學生的付出,老師對於在做學問要求謹慎,強調對於了解
物理觀念大於實際的數學計算,讓我在學習方面獲益良多並且給了我
許多啟發,讓我能順利的完成碩士論文。
感謝陳柏寧學長給予的指導,在實驗過程中不斷的給予建議及鼓
勵,並提供我寶貴的經驗,使得本研究能有不錯的完整度。對於學長
這兩年來的照顧,我將永遠銘記在心。
另外,實驗室的同學汶錦、信宇、憶雯、秉燏、仲逸、文魁、卓
慶、成家、彥凱、威仁、堃豪、天佑、育彬、昆謀,以及學長、學弟,
大家一起在學習道路上共同分享及互相幫助,我們彼此在逆境中成
長,多年後,我將不會忘記這兩年和你們一起的點點滴滴。
最後,要感謝我的家人,你們的支持與鼓勵是背後支撐我的最大
力量,讓我能勇敢無畏懼的向前邁進。
Contents
Abstract (in Chinese) ...i
Abstract (inEnglish) ...ii
Acknowledgments (in Chinese)... iii
Contents ...iv
Table Captions ...vi
Figure Captions...vi
Chapter 1 Introduction
1.1 Background... 11.2 The problem of poly-silicon gate... 3
1.3 Need for high-k materials... 4
1.4 Carrier Transport in High-k GateDielectrics... 5
1.4.1 Schottky Emission (SE) ... 6
1.4.2 Frenkel-Poole Emission (FP) ... 6
1.4.3 Fowler-Nordheim Tunneling (F-N) ... 7
1.5 Use in industry ... 8
1.6 The choice of High-K materials ... 8
1.7 Why choose HfAlO & HfO2... 10
1.8 The Roles of Nitrogen in High-k Gate Dielectric ... 10
1.9 The Effects of Interface Engineering on High-k Gate Dielectric...11
1.10 Plasma Nitridation and Fluorination... 12
1.11 Why use plasma of nitrogen and fluorine doping... 14
Chapter 2 Experiments of Al/Hf-based/Si MIS Capacitors
2.1 How to deposit HfAlO(HfO2) thin film...16
2.2 MOCVD system...17
2.3 Advantages of MOCVD...19
2.4 Rapid Thermal Annealing System...19
2.5 Plasma treatment system...20
2.6 MIS Capacitors Fabrication Process...21
2.7 The theorem of MIS Capacitors measurement ...23
Chapter 3 Electrical Characteristics of Al/Hf-based/Si MIS Capacitors
3.1 Capacitance-Voltage Characteristics...253.2 Current-Voltage Characteristics ...29
3.3 Summary ... 32
Chapter 4 Reliability of Al/Hf-based/Si MIS Capacitors
4.1 Hysteresis...344.2 Stress Induced Leakage Current (SILC)...36
4.3 Constant Voltage Stress (CVS) ...37
Chapter 5 Conclusions and Future Work
5.1 Conclusions ...405.2 Future Work ...42
Table
………..……….….…43Figure-Chapter 2
...52Figure-Chapter 3
...56Figure-Chapter 4.
...64Reference
………...….74Table Captions
Chapter 1
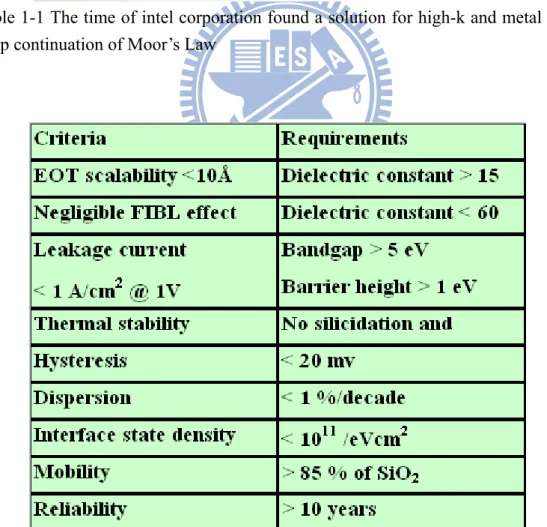
Table 1-1 The time of intel corporation found a solution for high-k and metal gate to keep continuation of Moor’s Law
Table 1-2 Material requirements of high-k dielectrics
Table 1-3 Comparison of relevant properties for various high- k candidates [32].
Chapter 2
Table 2-1 Comparison of deposition techniques: Sputter, ALCVD, and MOCVD [53].
Figure Captions
Chapter 1
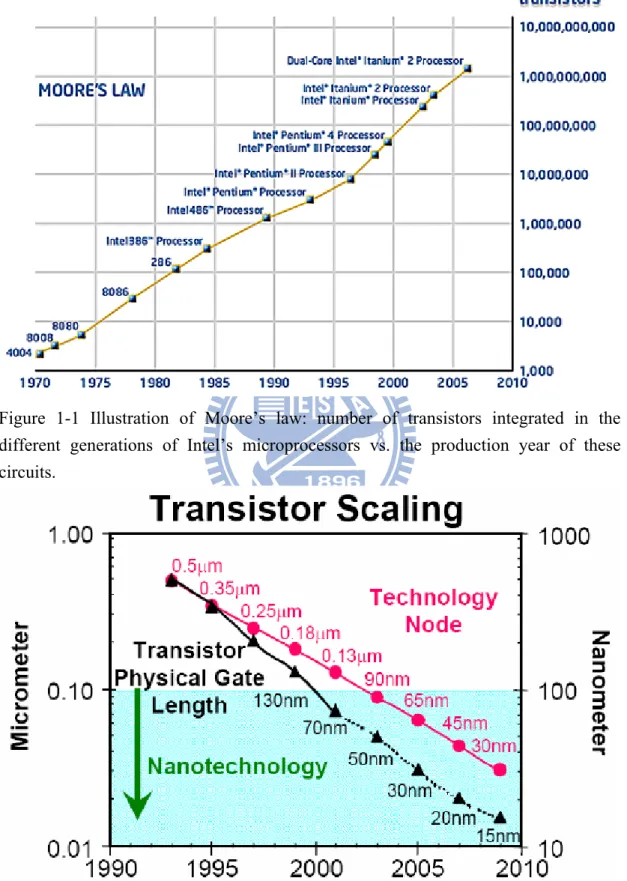
Figure 1-1 Illustration of Moore’s law: number of transistors integrated in the different generations of Intel’s microprocessors vs. the production year of these circuits.
Figure 1-2 Trend of device scaling: Transistor physical gate length will reach ~ 15nm before end of this decade and ~ 10nm early next decade.
Figure 1-3 With the marching of technology nodes, gate dielectric has to be shrunk and five silicon atoms thick of gate dielectric is predicted for 2012.[2]
for nMOSFETs. The dotted line indicates the 1A/cm
2
limit for the leakage current. [3]
Figure 1-5 Conduction mechanism in oxide for the MOS structure.
Figure 1-6 (a)Energy band chart of NMOS device (b)The influence of poly-Si depletion for capacitance density.
Figure 1-7 High-k+ metal gate transistors provide significant performance increase and leakage current reduction , ensuring continuation of moor’s law. Figure 1-8 Power consumption and gate leakage current density comparing to the
potential reduction in leakage current by an alternative dielectric exhibiting the same equivalent oxide thickness [5].
Figure 1-9 (a)Schottky Emission (SE) (b)Frenkel-Poole Emission (FP)
(c)Fowler-Nordheim Tunneling (F-N) current transport mechanism. Figure 1-10 schemes of important regions in gate stack of a field effect transistor Figure 1-11 Vo induction is from charge compensation in the case of N doping in
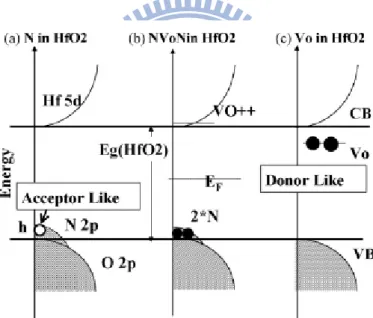
HfO2. (a) N-doped HfO2 shows p-type semiconductor, if Vo does not appear. Vacant states appear at the top of VB. (b) Band gap recovery by NsVoNs complex structure creation in the case of a small amount of N. (c) Vo-related gap level appears in HfO2. This level is occupied, and behaves as a donor to N-doped HfO2.
Figure 1-12 A large amount of N induces a large amount of Vo. The Vo–Vo interactions increase with the increase in amount of Vo. CB offset is deteriorated by Vo–Vo interactions. VB offset is deteriorated by Ns–Ns interactions via oxygen atoms.
Figure 1-13 Schematic view of the density of states around the band gap of N-doped HfO2, F- and N-doped HfO2, and F-doped HfO2. (a) N-doped HfO2
shows p-type semiconductor, if Vo does not appear. Vacant states appear at top of VB. (b) Band gap recovery by Fs–Ns pair. (c) No related gap level appears in Fs in HfO2.
Chapter 2
Figure 2-1 Schematic diagram of MOCVD system structure.
Figure 2-2 The ICP plasma system that was used in this experiment.
Figure 2-3 (1)Si substrate RCA clean (2)6 nm HfAlO was deposited on the sub-Si by MOCVD.
Figure 2-4 (1) PDA by RTA (2) Plasma treatment (3) PNA by RTA
Figure 2-5 40 nm Ti was deposited on the HfAlO layer by dual e-gun evaporation system .
Figure 2-6 400 nm Al was deposited on the Ti layer as top electrode by thermal evaporation coater.
Figure 2-7 Undefined Al was removed by wet etching
Figure 2-8 Undefined Ti was removed by wet etching (1%HF).
Figure 2-9 Al was deposited on the back side of sub-Si as bottom electrode by thermal evaporation coater.
Figure 2-10 MOS diode capacitance structure
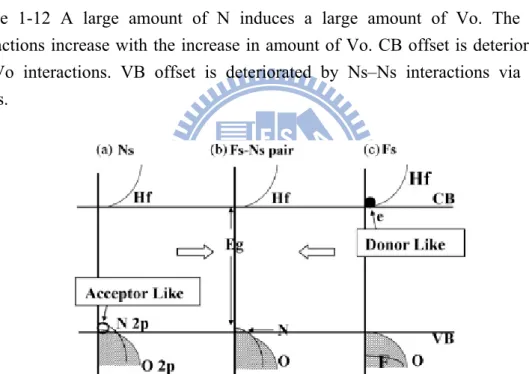
Figure 2-11 The energy band plot and electric charges distribution of MOS diode capacitance under bias voltage.
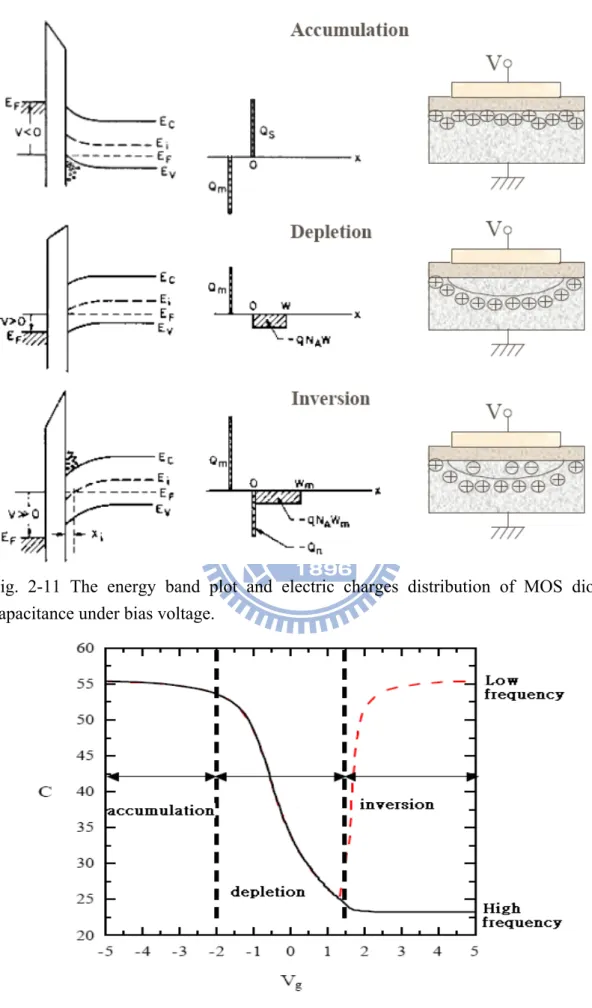
Figure 2-12 The capacitance-voltage curve of three different conditions
Chapter 3
Figure 3-1 The capacitance-voltage (C-V) characteristics of HfAlO gate dielectrics treated with N2 plasma 30 sec and CF4 treatment for different process
time.
Figure 3-2 The capacitance-voltage (C-V) characteristics of HfAlO gate dielectrics treated with NH3 plasma 30sec and CF4 treatment for different process
time.
Figure 3-3 The capacitance-voltage (C-V) characteristics of HfAlO gate dielectrics treated with N2Oplasma 30 sec and CF4 plasma treatment for different
process time.
Figure 3-4 The capacitance-voltage (C-V) characteristics of HfO2 gate dielectrics
treated with N2 plasma 60 sec and CF4 plasma treatment for different
process time.
Figure 3-5 The capacitance-voltage (C-V) characteristics of HfO2 gate dielectrics
treated with NH3 plasma 90sec and CF4 plasma treatment for different
process time.
Figure 3-6 The capacitance-voltage (C-V) characteristics of HfO2 gate dielectrics
treated with N2O plasma 90sec and CF4 plasma treatment for different
process time.
Figure 3-7 The capacitance-voltage (C-V) characteristics of HfAlOgate dielectrics treated with N2 ,NH3,N2O plasma treatment and CF4 plasma at optimal
condition.
Figure 3-8 The capacitance-voltage (C-V) characteristics of HfO2 gate dielectrics
treated with N2 ,NH3,N2O plasma treatment and CF4 plasma at optimal
condition.
Figure 3-9 The capacitance-voltage (C-V) characteristics of HfAlOgate dielectrics treated with N2 plasma treatment, NH3 plasma treatment and N2O
plasma treatment all for 30 sec.
Figure 3-10 The capacitance-voltage (C-V) characteristics of HfO2 gate dielectrics
treated with N2 plasma treatment, NH3 plasma treatment and N2O
plasma treatment.
Figure 3-11 The J-V characteristics of p-type HfAlO capacitors treated with N2
plasma 30 sec and CF4 treatment for different process time from 0 V to -2 V.
Figure 3-12 The J-V characteristics of p-type HfAlO capacitors treated by NH3
plasma 30sec and CF4 plasma treatment for different process time from 0 V to -2 V.
Figure 3-13 The J-V characteristics of p-type HfAlO capacitors treated by N2O
plasma 30sec and CF4 plasma with different process time from 0 V to -2 V.
Figure 3-14 The J-V characteristics of p-type HfO2 capacitors treated with N2
plasma 60 sec and CF4 plasma treatment for different process time from 0 V to -2 V.
Figure 3-15 The J-V characteristics of p-type HfO2 capacitors treated with NH3
plasma 90 sec and CF4 plasma treatment for different process time from 0 V to -2 V.
Figure 3-16 The J-V characteristics of p-type HfO2 capacitors treated with N2O
plasma 90 sec and CF4 plasma treatment for different process time from 0 V to -2 V.
Chapter 4
Figure 4-1 The hysteresis of p-type HfAlOgate dielectrics treated without PDA, plasma treatment, PNA.
Figure 4-2 The hysteresis of p-type HfAlOgate dielectrics treated with PDA, N2 and
CF4 plasma treatment, PNA.
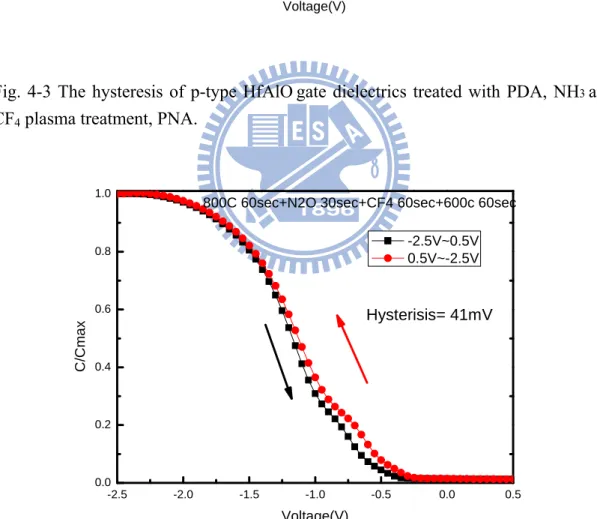
Figure 4-3 The hysteresis of p-type HfAlOgate dielectrics treated with PDA, NH3
and CF4 plasma treatment, PNA.
Figure 4-4 The hysteresis of p-type HfAlOgate dielectrics treated with PDA, N2O
and CF4 plasma treatment, PNA.
Figure 4-5 The hysteresis of p-type HfO2 gate dielectrics without plasma treatment.
Figure 4-6 The hysteresis of p-type HfO2 gate dielectrics (MOCVD) with PDA
600℃-30 sec, N2 and CF4, PNA 600℃-30 sec.
Figure 4-7 The hysteresis of p-type HfO2 gate dielectrics (MOCVD) with PDA
Figure 4-8 The hysteresis of p-type HfO2 gate dielectrics (MOCVD) with PDA
600℃-30 sec, N2O and CF4, PNA 600℃-30 sec.
Figure 4-9 The SILC curve of p-type HfAlOgate dielectrics treated with N2 plasma
plus CF4 treatment for different process time.
Figure 4-10 The SILC curve of p-type HfAlOgate dielectrics treated with NH3
plasma plus CF4 treatment for different process time.
Figure 4-11 The SILC curve of p-type HfAlOgate dielectrics treated with N2O
plasma plus CF4 treatment for different process time.
Figure 4-12 The SILC curve of p-type HfO2 gate dielectrics treated with N2 plasma
plus CF4 treatment for different process time.
Figure 4-13 The SILC curve of p-type HfO2 gate dielectrics treated with NH3 plasma
plus CF4 treatment for different process time.
Figure 4-14 The SILC curve of p-type HfO2 gate dielectrics treated with NH3 plasma
plus CF4 treatment for different process time.
Figure 4-15 The gate current shift of p-type HfAlOgate dielectrics treated with N2
plasma plus CF4 plasma treatment for different process time as a function of stress time during Vg = 5 V CVS stress.
Figure 4-16 The gate current shift of p-type HfAlOgate dielectrics treated with NH3
plasma plus CF4 plasma treatment for different process time as a function of stress time during Vg =5 V CVS stress.
Figure 4-17 The gate current shift of p-type HfAlOgate dielectrics treated with N2O
plasma plus CF4 plasma treatment for different process time as a function of stress time during Vg = 5 V CVS stress.
Figure 4-18 Gate current shift of p-type HfO2 gate dielectrics treated with N2 plasma
plus CF4 treatment for different process time during Vg = 5V CVS for 120sec.
Figure 4-19 Gate current shift of p-type HfO2 gate dielectrics treated with NH3
plasma plus CF4 plasma treatment for different process time during Vg = 5V CVS for 120sec.
Figure 4-20 Gate current shift of p-type HfO2 gate dielectrics treated with N2O
plasma plus CF4 plasma treatment for different process time during Vg = 3V CVS for 180sec.
Chapter 1
Introduction
1.1 Background
According to process progress, complementary metal–oxide–semiconductor (CMOS) integrated circuit technology has been evolved continuously since 1980, this evolution may let the semiconductor industry meet many requirements to satisfy market expansion. There are several requirements such as performance, low consumed power, and a spacious range of power supply. Developing the ability to carry out a reduction of the dimension of the basic device in the microelectronics has been realized, which is called scaling .This results in growth of technology in the fabrication.
It can be discussed that the key component enabling the scaling of the Si-based metal–oxide–semiconductor field effect transistor (MOSFET) is the material properties associated with the dielectric used to be as gate oxides. For example, Silicon dioxide is a good candidate for gate. The use of silicon dioxide as a gate dielectric has many advantages in IC technology consisting of a good stability, high-quality Si–SiO2 interface, and outstanding isolation properties. Recently,
regardless of the device dimensions, hard breakdown fields of 15 MV/cm are easily obtained, midgap interface state densities are ~1010/cm2 eV, defect charge densities are 1010/cm2,the significant electrical properties stand for a important challenge as substitutes for gate dielectrics.
forms at interfaces with Si, it enables the use of other high-k materials by presenting as an interfacial high-k layer. While an effort is continuous, many studies are still required, just like it is obvious that any material to replace SiO2 as the gate dielectric
meets a huge challenge. It plays an important role on process integration for investigation of candidates, so it is worthwhile to be studied.
The development of the semiconductor industry depends on the progressive improvement of integrated circuit (IC) reliability. This improvement is finished by scaling the sizes of metal oxide semiconductor field effect transistor (MOSFET). Dimension reduction of MOSFET has provided extra improvement in speed performance, circuit density, and cost per transistor over the past several decades. Therefore, the scaling of MOSFET follows the famous Moore’s law, which forecasts the exponential increase in the number of transistors integrated on a chip. Gordon Moore, the Chairman Emeritus of Intel Corporation, made his famous research in 1965 [1]. He observed an exponential growth in the number of transistors per integrated circuit and predicted that this trend would continue. As shown in Fig. 1-1, through Intel's continual technology advances, "Moore's Law", the four times greater of transistor numbers every three years has been maintained, and still has been demonstrated up till now. Since the circuit density will continue to increase in the future, so device scaling is needed. As shown in Fig. 1-2, the transistor physical gate length would be expected to reduce to 15nm in 2010.
Over the past 30 years, SiO
2 has been an excellent candidate for gate dielectrics,
and has been scaled down from a 100nm thickness to 1.2nm at 90nm process technology node today, in order to obtain a large Cgand a higher circuit density.
goal, in 2012 the thickness of gate oxide would be scaled down to 1nm, which represents only five silicon atoms thickness (see Fig 1-3)[2]. Thus the direct tunneling current which depends heavily on film physical thickness will increase to an unpredictable level, resulting in a huge power dissipation and heat (1.1).
We can see from Fig. 1-4 to find that the gate oxide can be scaled down to 2nm
before exceeding the limit of 1A/cm2 from the tolerant power consuming. As shown in Fig. 1-5, below 2nm the tunneling current of the gate oxide will mainly dominate large part of total current density. For easily observing the problem of the leakage: as SiO
2 thickness is reduced, leakage current increases exponentially (~10×/2Å)[3].
1.2 The problem of poly-silicon gate
For the improvement ofthe performance and circuit density of CMOS, scaling down gate length and insulator layer thickness is a trend for silicon process. As the dimension of CMOS is scaled down, there are several problems of the gate of poly silicon and the insulator layer of SiO2,which is as followed:As shown in Fig. 1-6,
device with such a small size will generate some problems like poly-silicon (poly-Si) gate depletion effect, high gate resistance, dopant penetration from doped poly-Si gate and high gate tunneling leakage current [4]. To release these undesired effects in CMOS transistors, there is a giant interest in the replacement of the traditional materials.
1.3 Need for high-k materials
The rapid shrinking of the transistor feature size has been focused on the channel length and gate dielectric thickness to reduce rapidly. This has been reported that the CMOS gate dielectric SiO2 thickness can be scaled to a least 13 Å [5]. Although,SiO2 thickness is less than 20-25 Å, large direct-tunneling current is inevitable. Therefore, as shown in Fig.1-7, it is necessarily for high dielectric constant material (high-κ) gate dielectrics to be studied as alternative candidate for gate dielectrics in order to suppress unreasonable gate leakage current and power consumption.
High-κ gate materials can sustain the same EOT with thicker physical thickness, and is therefore expected effectively reduced direct-tunneling current. From Figure 1-8, the increased physical thickness significantly reduces the probability of tunneling current across the insulator, and hence, reduces the amount of off-state leakage current [6].The relationship between dielectrics constant and thickness is expressed as follows :
However, threshold voltage (Vth) instability and device degradation are still major concerns for MOSFETs using high-κ gate dielectrics due to high interface and bulk trap density. Although these oxides reduce the gate leakage currents, they suffer from a high density of charge traps. This causes transient instability of the gate threshold voltage, scattering of carriers in the Si channel, and possible reliability problems. Hence, hafnium based gate dielectrics are still under investigation because
of their relatively high oxygen vacancy concentration which is one of the reasons for threshold voltage hysterisis, leakage current, and flatband voltage shifting that all degrade the performance of transistors. These issues include solving mobility degradation and threshold voltage instability, as well as reducing the number of fixed charges and charge traps.
1.4 Carrier Transport in High-k Gate Dielectrics
The continuous scaling down of gate silicon dioxide thickness in metal oxide semiconductor devices realize continually improvement in integrated circuit (IC) performance. However, the accompanying high leakage current of thin silicon oxide is a serious problem for IC application. While a high-k gate dielectric has a large physical thickness, an identical equivalent oxide thickness has recently been proposed to solve this leakage issue. A survey of the literature on high-k gate dielectric shows that the leakage current densities are strongly dependent on the deposition method, pre-deposition, and post-deposition annealing treatments performed to enhance the properties of high-k gate dielectric [7]. Depending on the applied voltage and the thicknesses of the high-k films, the conduction mechanism identified in Hf-based dielectric is generally attributed to a Schottky emission (SE), the Frenkel-Poole (FP) emission, or Fowler-Nordheim tunneling (F-N). Therefore, it is important to study the various leakage mechanisms in these dielectrics with the goal of minimizing their leakage current for advanced IC devices applications.
The carrier transport mechanism of Schottky emission (SE) in high-k gate dielectric was shown in the Fig 1-9 (a). The SE emission is due to the transport of electrons from gate electrode over the potential barrier into the Si substrate resulting from thermionic emission. The current density (J) – field (E) relation for SE is given by the Schottky-Richardson relation as [8],
(1.3)
whereβSE is given by
(1.4) and
(1.5) withεr is the dynamic dielectric constant, ε0 the permittivity of the free space, k is the Boltzmann constant and T the absolute temperature; CRD is the Richardson
constant and is expressed as,
(1.6) where m* is the effective mass of electrons in dielectric.
1.4.2 Frenkel-Poole Emission (FP)
The carrier transport mechanism of Frenkel-Poole (FP) emission in high-k gate dielectric was shown in the Fig 1-9 (b). The FP emission is due to the thermal excitation of charge carriers from Coulombic traps in the bulk of a dielectric or semiconductor, enhanced by the application of an electric field. The general
expression for the FP current density is given by
(1.7) where Ct is a trap density related constant; qφB is the ionization potential in eV,
which is the amount of energy required for the trapped electron to escape from the influence of the positive nucleus of the trapping center when no field is applied; β
E is the amount by which the trap barrier height is reduced by the applied electric
field, E. The factor ξ in the denominator of the exponential may vary between 1 and 2, depending on the amount of acceptor compensation. Rewriting Eq. (1-7) as
(1.8) which is referred as the FP plot.
1.4.3 Fowler-Nordheim Tunneling (F-N)
The carrier transport mechanism of Fowler-Nordheim (FN) tunneling in high-k gate dielectric was shown in the Fig 1-9 (c). The FN emission is caused by field ionization of trapped electron into the conduction band or by electrons tunneling from the metal Fermi energy into insulator conduction band. The tunnel emission has the strongest dependence on the applied voltage but is essentially independent of the temperature. The general expression for the F-N current density is given by [9]
(1.9)
1.5 Use in industry
In early 2007, as shown in table 1-1, Intel announced the deployment of hafnium-based high-k dielectrics in conjunction with a metallic gate for components built on 45 nanometer technologies, expected to ship in 2007. Consequently, IBM announced plans to transition to high-k materials, also hafnium-based, for some products in 2008. While not identified, it shows that the most likely dielectrics used by these companies are some form of HfSiON. HfO2 and HfSiO are susceptible to crystallization during dopant activation annealing. NEC Electronics has also announced the use of a HfSiON dielectric in their 55 nm Ultimate Low Power technology. However, there is no absolute guarantee that hafnium will be the basis of future high-k dielectrics. The 2006 ITRS roadmap predicts the implementation of high-k materials to be commonplace in the industry by 2010.
1.6 The choice of High-K materials
The replacement of silicon dioxide as a gate insulator in MOS devices with materials of higher dielectric permittivityεr is motivated by the need of increasing the capacitance density without further reducing the physical thickness. Despite a considerable effort in this direction, the formation of a thin SiO2 interlayer between
silicon substrate and the high-k material appears to be unavoidable [10]. Most of high-k materials are not stable in direct contact with silicon and require a thin SiO2
layer to stabilize the dielectric film on silicon substrate. Thin SiO2 layer can improve
interface states, surface roughness and electron mobility. The use of dielectric layers with high-k materials will give us thicker films with equivalent SiO2 electrical
reliability of the gate dielectric layer. Currently many experimental efforts are to investigate for alternative gate dielectric materials. Many metal oxides such as TiO2,
Al2O3, Ta2O5, ZrO2 , HfO2,La2O3, Y2O3, [11-17] etc. and ferroelectric materials (e.g.,
PZT [18], BST, etc.) are being investigated as candidate materials to replace silicon dioxide. The required material properties of alternative gate oxide can be summarized as follows.
1. Dielectric constant significantly larger than 3.9 in thin film phase. 2. Thermodynamic stability in direct contact with silicon .
3. Low diffusion constant for dopant atoms in poly-Si.
4. Large band gap with more than 1 eV tunneling barrier for both electrons and holes in order to achieve low leakage current.
5. Low interface trap defect density, Dit ≦1010-1011cm-1eV-1. 6. Low defect density within oxide layer.
7. Preferably stable amorphous phase to avoid grain boundary problem.
Table 1-2 illustrates Material requirement of high-k dielectrics. For most high-k materials, the higher dielectric constant comes at the expense of narrow band gap. The lower barrier height for tunneling current tends to compensate the benefit of the higher dielectric constant. Even though there are many materials with significantly high k values, many of them are not suitable for gate dielectric applications since they do not satisfy all of these necessary conditions. For example, TiO2 has a higher k
value of 80-100 but has a small band gap of 3.5 eV and band offset of 0.05 eV. Most other ferroelectric materials such as SrTiO3 with very high dielectric constants have
the same problem of small potential barrier [19]. Table 1-3 shows material properties comparison of Al2O3, ZrO2, HfO2.
1.7 Why choose HfAlO&HfO
2High-K materials have been studied as alternative gate dielectric materials for high performance and low consumed power CMOS. Among all high-K gate dielectric materials, HfO2 is extensively investigated as one of the most promising candidate
materials. HfO2 appears promising due to its relatively high dielectric constant ( 25)
as compared to SiN and Al2O3 [20], its relatively high free energy of reaction with Si
(47.6 kcal/mole at 727 C) as compared to TiO2 and Ta2O5 [21] and its relatively high
band gap ( 5.8 eV) among its high-k competitions [22]. It is desirable for high-K materials to remain amorphous type after device fabrication. However, HfO2
crystallizes at temperatures less than 500℃. Grain boundaries in crystallized gate dielectric can be the fast paths for oxygen or dopants diffusion into gate dielectric and even FET channel region in silicon substrate, causing uncontrolled interfacial layer growth at the interface, threshold voltage instability, and defect generation. Therefore, there have been several reports on using nitrogen or aluminum incorporation into high- materials to raise the crystallization temperature [20, 21, 23, 24].
1.8 The Roles of Nitrogen in High-k Gate Dielectric
The nitrogen-incorporated gate dielectrics have been shown to possess a higher breakdown field, better crystalline retardation, and reduced leakage current with the same EOT [25]. For electrons injected from the interface, the nitrogen-rich layer near the dielectric/Si substrate interface has the capability of lowering the leakage current tunneling through the dielectric [26].
amount of detrimental species diffused from the gate electrode [27]. Moreover, the electrical property degradation of MOS devices is influenced by the concentration of nitrogen in the high-k gate dielectric [28]. In general, either bottom nitrided (BN) or top nitrided (TN) can be used to improve the electrical properties of MOS devices with HfO2, and HfSiO gate dielectric. The BN techniques usingsurface nitridation has
shown reduced leakage current and is effective in preventing boron penetration [29]. The TN approach using a reactive sputtering method to control the nitrogen profile in HfO2 gate dielectric has been reported to possess thermal stability and be effective in
preventing oxygen diffusion through HfO2 [30]. In addition, excellent electrical
properties of MOS devices with HfOxNy gate dielectric have been achieved by
sputtering of HfN layer in an Ar+N2 ambient in comparison with HfO2 [25]. It is also
reported that the nitrogen concentration in HfOxNy gate dielectric can significantly
affect the electrical properties of MOS devices [31]. The facts mentioned above indicate that the roles of nitrogen in high-k gate dielectric are important in improving the electrical characteristics of MOS devices.
1.9 The Effects of Interface Engineering on High-k Gate
Dielectric
Fig. 1-10 shows the scheme of important regions in gate stack of a field effect transistor [32]. The high-k material/silicon interfaces are regarded as unideal due to the presence of defect states [33]. The originations of these interface defects may be related to the stray metal atoms within the Si adjacent to the interface or due to surface structural defects, oxidation-induced defects, or defects caused by radiation [33-34]. Interface traps have a major impact on device lifetime and play an important role in determining the threshold voltage, inversion layer mobility and low frequency
noise of MOS devices, the surface perfection comparable to Si-epitaxial growth required for reduction of interface traps are a significant concern [35-36]. Moreover, interface trap of MOS devices is another important contributor to leakage current besides the characteristics of dielectric material itself. If the interface between dielectric/Si is rough, intensive electric field will take place at the sharp corners which may lead to a high leakage current and low breakdown voltage [37]. Various processes can influence the interface quality; dry etching is one example [37-38]. Hence, to achieve a smooth surface and to form an undamaged layer on substrate is an important task in modern metal-oxide-semiconductor field-effect-transistor (MOSFET) devices [38]. That is to say, to achieve a good dielectric/Si interface as a surface channel of MOS device, the defect density at silicon surface must be reduced.
1.10 plasma Nitridation and Fluorination
According to traditional view of improving SiO2 device performance, we could
find that nitridation is a common method to improve the interface [39]. The MOS devices have properties with the result that there is often Nit or Dit in the interface,
imperfect bonding of interface usually makes the characteristic of the device deteriorate. For example, charge will be trapped by the defects of the interface, it produces flat band voltage shift and also reduces the carrier mobility. Another shortcoming is that these dangling bonds will easily bond with oxygen atoms in the following high temperature environment. The extra chemical reaction will let the interfacial oxide growth, and it will reduce the C value because of the lower dielectric constant. In addition, the quality of interfacial layer formed by oxidation is worse, and it would cause the problem of charge trapping. In order to solve these problems, nitridation treatment could let the atom of nitrogen bond with these dangling bonds
and fix it while entering the interface layer, and then improve the stability and reliability of interface. Consequently, nitridation treatment is a workable solution to improve interface quality. As we note before, the question about using high-k materials to replace SiO2 is that there are too many defects in the interface to cause
reliability degradation. Therefore, when we use high-k materials, it is consider that nitridation treatment is a more suitable way to improve reliability and thermal stability of the device. These kind of treatment have already used in some relevant references [40] [41]. Among them, someone take nitridation treatment at high temperature, others take so-called plasma nitridation . According to [42],we could understand that the effect of plasma nitridation is better than thermal nitridation. The reason is that high-k materials could not sustain high thermal stress. As long as the temperature reaches certain degree, we would see the phenomenon of crystallization. The crystallization of dielectric would increase leakage current substantially, because it offers the path of leakage current. On the other hand, the meaning of plasma nitridation is to activate the gas source first. The high activation energy of radical will provide better recovery which is better than thermal nitridation. For all these reasons, we adopt plasma nitridation to improve reliability in present experience.
For fluorination, fluorine can passivate the gap states of HfO2 completely. It has
been found that silicon incorporated HfO2 can enlarge the band gap, improve the
thermal stability performance, and suppress the crystallization. A possible explanation is that fluorine takes one electron from the oxygen vacancy and pushes the other electron away from the oxygen vacancy. This causes the oxygen to be +1 charged since fluorine can only accept one electron to fill its 2p state. In the case of HfO2, the
electron that was pushed out is shared by the three hafnium atoms nearby and is localized in their 5d states. Hence, with F passivation, Vth instability was improved and the stress-induced leakage current decreased greatly.
1.11 Why use plasma of nitrogen and fluorine doping
Nitrogen (N) was found to give some defect passivation [43], but a large amount of N induces band gap narrowing [44]. Fluorine (F) has a large beneficial effect on charge trapping [45–47]. The wave functions are expanded in a plane-wave basis set and sufficient convergence is achieved with a 30.25 Ry cutoff. The lattice constant of a0 = 5.05A is obtained for cubic fluorite HfO2. The calculations are carried out on (2
a0 * 2 a0 * 2 a0) supercell of cubic fluorite HfO2 containing various dopants. We
calculated the electronic structures of neutral substitutional Fs. The Fermi level of the Fs lies at the bottom of the conduction band (CB). Fs has one more valence electron than O, so that a neutral Fs has one extra electron. Hence, Fs+ is the most stable configuration for the Fermi energy over the entire energy gap. This means that Fs+ passivates the Vo and gate oxide has positively charged traps in the most stable state, and it means that N doping induces Vo. The Vo inducing mechanism is the exothermic reaction. The most stable NsVoNs complex structure is composed of one Vo and two Ns at the nearest neighbor oxygen sites to the Vo. The driving force of this reaction is total energy stabilization with charge compensation. In this charge compensation, charge transfer arises from two electrons of the induced Vo gap state falling into the two vacant N states at the top of the valence band as shown in Fig. 1-11.As a result, a large amount of N induces a large amount of Vo. The key point is the increase in Vo–Vo interactions with the increase in the amount of Vo. A large amount of N induces the deterioration of the CB offset owing to Vo–Vo interaction as shown in Fig. 1-12 [44]. If we use N doped HfO2, the deterioration of the VB offset is inevitable. If Vo can move easily, total energy is stabilized by local crystallization around Vo owing to disturbance by the movement of Vo, because the crystal state is
lower in energy than the amorphous state. A pair of Fs and Ns can passivate the Vo with no excess charges as shown in Fig. 1-13. The main passivation energy comes from one excess electron transfer of CB bottom of Fs to VB top of Ns as shown in Fig. 1-13. The amount of N is not needed large, because Fs fills up Vo. Moreover, CB lowering owing to Vo–Vo interaction can be avoided. Defects formation in HfO2 should be affected by its crystal structure. But the fact that the CB of HfO2 is composed of Hf 5d states, and the VB is composed of O 2p states is not affected by its crystal structure. The stabilization mechanism by the electron transfer is not affected by its crystal structure. That is to say, fluorines can fill up oxygen vacancies in HfO2 by exothermic reaction, but induce distribution of the positive charges in HfO2 [48]. The most important point is that we should fill up Vo by fluorine (Fs), and Fs donates an excess electron to other acceptor type dopant. This passivation process completely eliminates Vo with no excess charges in gate oxide. The amount of N is not needed large, because Fs fills up all oxygen vacancies [48].
1.12 Thesis Organization
Following chapters in the thesis are primarily organized as follow:
In chapter 2, we make a description of experimental details. Metal Organic Deposition system is used to deposit HfAlO and HfO2 material on silicon surface.
In chapter 3, we discuss the characteristics of HfAlO and HfO2 insulator by
Metal Insulator Semiconductor (MIS) capacitors.
In chapter 4, we discuss the reliability of HfAlO and HfO2 insulator by Metal
Insulator Semiconductor (MIS) capacitors and the effects of fluorine and nitrogen radicals.
In chapter 5, we make the conclusions for this thesis and provide some suggestions for future work.
Chapter 2
Experiments of Al/Ti/ HfAlO(HfO
2)
/Si MIS
Capacitor
2.1 How to deposit HfAlO(HfO
2) thin film
There are many methods to deposit high-κ gate dielectrics stack, such as physical vapor deposition (PVD) [49], atomic layer deposition chemical vapor deposition (ALCVD) [50-54], and metal-organic chemical vapor deposition (MOCVD) [55-57]. In the industrial production viewpoint, PVD is not an appropriate tool for high-κ film deposition because of both poor step coverage and bad uniformity. Nowadays, ALCVD and MOCVD have paid more efforts to be evaluated for high-κ dielectrics deposition in the industry. Table 2-1 is the comparison of deposition techniques which have been used. MOCVD has the advantages of superior step coverage, high deposition rate, good control ability of film composition, and excellent thickness uniformity on large dimension wafers. MOCVD system is therefore chosen to deposit high-κ dielectrics in this thesis.
Recently, aluminum oxide (Al2O3) had been demonstrated as promising
candidates for the gate dielectrics of sub-0.1μm device due to their higher κ value, relatively high φB and superior thermal stability [55]. Due to the high dielectric
constant and high thermal stability, Al2O3 is suitable to be integrated into trench
DRAM process and is therefore chosen in this thesis. Figure 2-1 shows the detail schematic structure of the MOCVD system. The MOCVD chamber is equipped with a
turbo-molecular pump and a liquid injection system which has four independent-controlled injectors. A liquid pump is consisted of the injector and pumps the precursors through a hot nickel frit with a proper rate. The vapors are carried with a 200 sccm flow of Argon to gas distribution ring which is located at a proper distance from the substrate. On the contrary of the conventional bubbler system, the liquid injection system is with sufficient temperature window to alleviate the thermal aging of the precursor. This is because the precursor remains in liquid state at room temperature until it is pumped into the vaporizer and injected into the deposition chamber. However, the precursor should keep at long-term chemical stability in solvent and non-reactive with other precursors in solvent [58]. The components of the vaporizer, the gas ring and the connecting tube are maintained at 190°C with heating tapes and blankets, while the substrate temperature is controlled at 500°C with quartz-halogen lamps and a thermocouple. A rotating susceptor is used for uniformly heating during processing. A flow of 100 sccm N2 is maintained throughout
the deposition cycle. The base pressure of the MOCVD chamber is ~ 10-8torr. The deposition pressure of the deposition is at the 5 mtorr where the gas-phase collisions are scarce.
2.2 MOCVD system
MOCVD (metal-organic CVD) is a widely used technology for depositing a variety of thin films, including metal oxide and metal silicate films, for high-k gate dielectric applications. The basic steps in MOCVD deposition method are as follows: 1. MO precursor in company with N2 process gas and O2 process gas are injected into
the reactor.
chamber.
3. At the deposition process chamber, high temperature results in the decomposition of sources and other gas-phase reactions, forming the film precursors that are useful for film growth and byproducts.
4. The film precursors transport to the growth surface. 5. The film precursors are absorbed on the growth surface. 6. The film precursors diffuse to the growth site.
7. At the surface, film atoms incorporate into the growing film through surface reaction.
8. The byproducts of the surface reactions desorb from the surface.
9. The byproducts transport to the main gas flow region away from the deposition area toward the reaction. Then the wafer exits.
When a poly-Si gate is used with MOCVD HfO2 and HfSixOy, most of the
devices have EOT greater than 2 nm. Unlike metal electrodes, using poly-Si electrode requires the high-k gate stack to go through a 1000°C/10 sec S/D activation anneal step. This step not only results in chemical and structural changes in the high-k film, but also affects interfaces between the high-k film/substrate and the high-k/poly-Si electrode. All devices fabricated with MOCVD ZrO2 and ZrSiO films using poly-Si
gate electrode were too leaky to give any meaningful C-V results. In general, using poly-Si gate electrode results in around 0.7 to 1 nm higher EOT for gate stacks fabricated with HfO2 and HfSixOy gate dielectric films. This additional interfacial
oxide thickness is too large to be acceptable. In view of this, the MOCVD is not a good tool for high-k material deposition with poly-Si gate. However, the MOCVD has very good throughput and can process a 25-wafer lot in ~2 hours (roughly 4X better than ALCVD). Thus, from a throughput perspective, the MOCVD has a distinct advantage over the ALCVD [59].
2.3 Advantages of MOCVD
In our study, the depositions of TiO2 thin films were prepared by MOCVD among the most important techniques for depositing thin, high purity epitaxial films with applications in electronics and optics [60]. MOCVD is a very attractive technique which has many advantages, such as: high deposition rate, high crystallization without post annealing, large-area deposition, high throughput, excellent uniformity, excellent step coverage on three-dimensional complex geometries, flexibility for large-scale processing, and a simple experimental system compared to physical vapor deposition which requires high-vacuum equipments. So in this study, low-pressure MOCVD technique was adopted.
2.4 Rapid Thermal Annealing System
METAL RTA-AG 610 was a single-wafer lamp-heated and computer controlled rapid thermal processing (RTP) system. Water and compressed dry air (CDA) cooling system were used to cool down the quartz chamber. High intensity visible radiation heating and cold-heating chamber walls allow fast wafer heating and cooling rate. The tungsten halogen lamps were distinguished into five groups, and the relative percentage of lamp intensity can be adjusted individually for each group to achieve uniform temperature distribution. Temperature was obtained from pyrometer and precise controlled by computer. Two gas lines were used in the system which can be switched between Ar and N2. Before RTA process started, one minute N2 gas
purge was performed to minimize the water vapor introduced during wafer loading and also swept unwanted particles induced during process. A fast heating rate of 100 /s was chosen in this work. When ℃ an annealing was complete, chamber
temperature was quickly cooled down from 900 to 500 by N℃ ℃ 2 purge 30 seconds.
Then, the chamber was slowly cooled down to 280 without N2 purge to avoid ℃ creaking of films. After five minutes later, wafers can be taken out from the chamber. Films’ creak can be avoided by two-steps-cooling method.
2.5 Plasma treatment system
When the PDA (Post-Deposition-Annealing) was finished, some samples were subjected to an additional plasma treatment in order to improve the electrical properties of gate dielectric. There were various source gas (N2, NH3, N2O, CF4) and
process time (30 sec, 60 sec, 90 sec, 120 sec) as the experiment conditions. Parallel plate high-density plasma reactor employing an ICP source was a single-wafer treated and computer-controlled system.
Fig. 2-2 illustrates ICP system that was used in this experiment. 13.56 MHz RF power was coupled to the top electrode through a matching network. After the sample load to reactor, the system was pumped down to keep the chamber clean enough. Subsequently, the source gas was become radical by the plasma system, as the chamber pressure was 100 mTorr and the substrate temperature was 300 ℃ so that to achieve the goal of low temperature process. The power of working plasma was kept constant at 200W and the flow rate of source gas was 100 sccm. While the process of plasma treatment was finished, these samples were brought to thermal treatment to reduce plasma damage.
In this thesis, Al/Ti/HfAlO(HfO2)/Si MIS capacitor were fabricated to study ultra
thin HfAlO(HfO2) gate dielectrics. Figure 2-3 ~ Figure 2-9 shows the fabrication
flow of this experiment. The starting wafer was four inch (100) orientated p-type. It was one side polished and its resistivity was 5~10 ohm-cm.
After standard initial RCA cleaning, wafers were put into chamber and grew HfAlO(HfO2)layer with metal organic deposition system. After the thin films were
deposited, most samples were annealed after deposition (post-deposition anneal) and then subjected to an additional plasma treatment at the substrate temperature of 300℃ while the pressure was 100 mTorr and the plasma power was 200W. The plasma treatment conditions were in pure N2, NH3 and N2O with CF4 gas for 30 sec, 60 sec,
90 sec, and 120 sec respectively and the flow rate were 100 sccm. After nitridation, we also annealed these samples to reduce the plasma damage. Pure titanic was deposited on the HfAlO(HfO2) layer by dual e-gun evaporation system and aluminum
films were evaporated on the top side of wafers. Mask defined the top electrode. Then, we used wet etching to etch undefined Al and Ti films. After patterning, backside native oxide was stripped with diluted HF solution, and Al was deposited as bottom electrode. The detailed fabrication process flow was listed as follows.
1. As shown in Fig.2-3 (1) Si substrate RCA clean
(2) 6 nm HfAlO(HfO2) was deposited on the sub-Si by MOCVD.
2. As shown in Fig.2-4
(1) Post-Deposition-Annealing by RTA(800℃-60 sec for HfAlO or 600℃-30 sec for HfO2) .
sec,60 sec, 90 sec, 120 sec) .
(3) Post-Nitridation-Annealing by RTA(600℃-60 sec for HfAlO or 600℃-30 sec for HfO2) .
3. As shown in Fig.2-5
20 nm Ti was deposited on the HfAlO (HfO2) layer by dual e-gun evaporation
system .
4. As shown in Fig.2-6
400 nm Al was deposited on the Ti layer as top electrode by dual e-gun evaporation system.
5. As shown in Fig.2-7
Undefined Al was removed by wet etching (H20:CH3COOH : H3PO4:HNO3) .
6. As shown in Fig.2-8
Undefined Ti was removed by wet etching (1%HF).
7. As shown in Fig.2-9
Al was deposited on the back side of sub-Si as bottom electrode by dual e-gun evaporation system.
After the Al/Ti/HfAlO(HfO2) /Si MIS capacitors were prepared, we used
semiconductor parameter analyzer (HP4156C) and C-V measurement (HP4284) to analysis electric characteristics (i.e. I-V, C-V, EOT, leakage current density etc.).
constant voltage stress (CVS), hysteresis effect.
2.7 The theorem of MIS Capacitors measurement
As shown in Fig.2-10, the theorem which we use on capacitance measurement is: we add a constant DC bias on the metal gate and then add a small AC signal of different frequency. Due to AC signal is changing constantly so the attracted electric charges are changing constantly, too. As the result of the above-mentioned, we will get the capacitance using the changing amount of the electric charges divided by the changing amount of the voltage (2.1).
We will illustrate the three different conditions of ideal MOS diode capacitance under three different bias voltages. As shown in Fig. 2-11, the first condition, we add a minus bias voltage on the metal gate and then the energy band of the interface between oxide layer and semiconductor bend upward. The interface will attract some holes to accumulate around and we name this condition: accumulation. This is real oxide capacitance.
The second condition, we add a small positive bias voltage and then the energy band bends downward. The holes of around interface will be repelled and form a depletion layer. We name this condition: depletion. Because the measurement capacitance is the oxide capacitance series connected with the depletion capacitance, so the total capacitance is smaller. The third condition, we add a large positive bias voltage on the metal gate and then the energy band bends downward drastically. The interface around will not only form depletion layer but also attract some electrons.
When the numbers of minority electrons are more than majority holes and the surface will form inversion phenomenon. We name this condition is: inversion. If the measurement frequency is high, the capacitance is constant due to the width of depletion layer up to maximum. If the measurement frequency is low, the recombination and generation rate of the minority carrier will catch up with the changing of low frequency. The carrier changing will happen at interface around totally and the capacitance is larger and larger up to oxide capacitance [61, 62]. The capacitance-voltage curves of three conditions are shown in Fig. 2-12.
Chapter 3
Electrical Characteristics of Al/Ti/HfAlO(HfO
2)/Si
MIS Capacitors
3.1 Capacitance-Voltage Characteristics
In order to measure the C-V characteristics of our MIS capacitors we used HP2484C LCR meter in our experiments. We swept the gate bias from inversion region to accumulation region to obtain the curve at the frequency of 50 kHz. There are three kinds of plasma treatment with different source gas ( i.e. N2, N2O, and NH3 )
with CF4 plasma and they were treated with CF4 for different process time ( i.e. 0 sec,
30 sec, 60sec, 90 sec,120 sec). Hence, the relationship of difference process time with CF4 in one kinds of plasma treatment will be discussed.
Figure 3-1 reveals the capacitance-voltage (C-V) characteristics of HfAlOgate dielectrics treated with N2 plasma treatment for 30sec and CF4 plasma for different
process time. The capacitor treated with CF4 for 30 sec and 60 sec shows almost the
same maximum capacitance among these conditions of process time. In addition, the capacitor treated with CF4 for 60 second shows the good C values which are larger
than the capacitor with the condition of no treatment. This phenomenon indicates that the N2 plasma treatment with CF4 was workable to improve the capacitance. Maybe it
is caused by elimination of oxygen vacancies with optimal nitrogen and fluorine doping. The growing of interfacial oxide has also been restrained. On the other hand, the capacitance treated with CF4 for 90 sec is lower than others except for the
structure of high-k capacitance when the duration of plasma treatment is too long. We can also find that the capacitance treated with CF4 for 60sec is larger than only treated
with N2 plasma, so capacitance with optimal nitrogen and fluorine doping can have
better performance than only with the nitrogen doping.
Figure 3-2 shows the capacitance-voltage (C-V) characteristics of HfAlOgate dielectrics treated with NH3 plasma 30sec and CF4 plasma treatment for different
process time. Just like the group of N2 plasma treatment. The improvement of
capacitance and the damage cause by excessive plasma treatment both can be seen. At this condition, the capacitance treated with CF4 plasma treatment for 60 second shows
the largest value. After that, the capacitance becomes worse with the increase of the treatment time. By the way, all the other samples all have larger capacitance than the original sample. It is indicated that the optimal NH3 and CF4 plasma treatment is also
a practicable method to improve the capacitance-voltage characteristics of HfAlOgate dielectrics.
Figure 3-3 shows the capacitance-voltage (C-V) characteristics of HfAlOgate dielectrics treated with N2Oplasma 30sec and CF4 plasma treatment for different
process time. We can find that the capacitance with CF4 plasma treatment for 30sec
have largest value than others, it is because the optimal condition between nitrogen and fluorine causes the elimination of oxygen vacancies in Hf-based layer and has no excess charge. Also, it is shown that the capacitors treated with CF4 for 0 sec, 60 sec,
and 90 sec have larger capacitances than the origin sample. Take the view of 120 sec condition, its capacitance value is lower than the origin samples, it may be the interfacial layer growth. Besides 120 sec conditions, the other samples still remain good capacitances than origin sample. So it can be known that the long plasma time
will damage the sample and cause interfacial layer growth. It is suggested that plasma treatment with fluorine radical may cause additional etching for the dielectric layer. Because the destruction of the oxide layer, the total capacitance was be affected and become lower.
Figure 3-4 shows the capacitance-voltage (C-V) characteristics of HfO2 gate
dielectrics treated with N2 plasma 60 sec and CF4 plasma treatment for different
process time. The capacitor treated with CF4 for 60 sec shows the maximum
capacitance among these conditions of process time. Furthermore, the capacitor treated for 90 sec and 120 sec both show the bad capacitance values. Hence, we can suppose that there is an etched-thin film caused by Fluoridation of a long time, it would cause the distortion of the C-V curve.
Figure 3-5 shows the capacitance-voltage (C-V) characteristics of HfO2 gate
dielectrics treated with NH3 plasma 90sec and CF4 plasma treatment for different
process time. Just like the samples of N2 and CF4 plasma treatment, the improvement
of capacitance could be seen at CF4 60sec plasma treatment. At this condition, the
capacitance value shows 2.1*10 -6F/cm2 .By the way, the samples treated with CF4
plasma for 120 sec has a lower capacitance than the sample without treatment. It indicates that too much CF4 plasma treatment is also an etchant to etch thin films and
degrade the capacitance-voltage characteristics of HfO2 gate dielectrics.
Figure 3-6 shows the capacitance-voltage (C-V) characteristics of HfO2 gate
dielectrics treated with N2O plasma 90sec and CF4 plasma treatment for different
process time. For the condition of CF4 plasma30 sec, we notice the capacitance with
of CF4 plasma 60 sec. This is due to no achievement of optimal condition between
Nitridation and Fluorination. The best condition we thought is CF4 60sec plasma
treatment, because the leakage current is reduced (see below) and the capacitance is the largest among these conditions. The improvement of capacitance could be seen. At this condition, the capacitance treated with CF4 plasma for 90 sec and 120 sec
show the worse value when Fluorination time is raised. By the way, all the samples which use CF4 plasma except for CF4 120sec have larger capacitance than the sample
without treatment. it is indicated that N2O and CF4 plasma treatment, can also be a
practicable method to improve the capacitance-voltage characteristics of HfO2 gate
dielectrics. Finally, the sample treated with CF4 plasma for 120 sec is bad due to
plasma damage.
Figure 3-7 shows the capacitance-voltage (C-V) characteristics of HfAlOgate dielectrics treated with N2, NH3, N2Oplasma treatment and CF4 plasma at optima
condition. It is indicated that the capacitance treated with NH3 plasma treatment and
CF4 plasma for 60 sec shows the most excellent value (i.e. 278% increasing about
capacitance). Because NH3 compose of N atoms to repair defects and dangling bonds,
and fluorine also can repair interface state and let the interface have no excess charge. Among these samples, the capacitance treated with N2Oplasma treatment is worse
because N2O has oxygen atoms and the growing of interfacial oxide is unavoidable
while the oxygen atoms become radical and enter the interface. But there is a good effect on capacitance by Nitridation and Fluorination, it can maintain large enough capacitance value. Thus, the capacitance improvement by interface repair was easily observed by Nitridation and Fluorination.
dielectrics treated with N2 ,NH3,N2O plasma treatment and CF4 plasma at optimal
condition. It is indicated that the capacitance treated with N2 plasma treatment and
CF4 plasma for 60 sec shows the most excellent value (i.e. 258% increasing about
capacitance). Among these samples, the reason why the sample treated with NH3 plasma has lower capacitance than N2O plasma treatment is complex. It may be that
NH3 has the least N atoms to repair defects and dangling bonds. NH3 has hydrogen
atoms to bond with dangling bonds but the bond is weak.
Figure 3-9 shows the capacitance-voltage (C-V) characteristics of HfAlOgate dielectrics treated with N2, NH3 andN2Oplasma treatment all for 30 sec. It is indicated
that the capacitance treated with N2 plasma treatment for 30 sec shows the most
excellent value. Fig.3-10 shows the capacitance-voltage (C-V) of HfO2 gate
dielectrics treated with N2 plasma treatment for 60 sec, NH3 plasma treatment for 90
sec and N2O plasma treatment for 90 sec. It is indicated that the capacitance treated
with NH3 plasma treatment for 90 sec shows the most excellent value
3.2 Current-Voltage Characteristic
Figure 3-11 shows the J-V characteristics of p-type HfAlOcapacitors treated with N2 plasma 30 sec and CF4 treatment for different process time from 0 V to -2 V.
We observed that the gate leakage current density is suppressed while treatment conditions are 30sec, 60sec, 90 sec. It is indicated that N2 plasma and CF4 plasma
treatment supply an effective barrier against the leakage current. The lower leakage shows that the weak structure of interface must be fixed by the plasma nitridation and fluorination, especially for 60 sec capacitor which both has the low leakage and largest capacitance value from Fig. 3-1. Gate leakage current density of origin insulator at VG = -1 V is about 9.025×10-2 A/cm2. From fig.3-11, however, gate
leakage current density of the capacitor treated for 60 sec CF4 plasma at VG = -1 V is
only about 1.52×10-2A/cm2. It has less gate leakage than origin insulator about 1 orders. Furthermore, we notices that the 90 sec capacitor although has lower leakage than the origin, its capacitance has become degradation. This is an interesting phenomenon. Even though the plasma damage has begun to reduce C value, the leakage current is still kept very well. It means that the capacitance value is more easily affected by plasma damage than leakage current.
Figure 3-12 shows the J-V characteristics of p-type HfAlO capacitors treated by NH3 plasma 30sec and CF4 plasma with different process time from 0 V to -2 V. After
NH3 plasma and CF4 plasma treatment, we can see the reduction of leakage current in
contrast of the original sample. It is worthy to be noticed that the capacitors treated by 60 sec CF4 plasma which has the best C value also performs a low leakage current
about 1.32×10-4A/cm2 at Vg=-1V. In addition, we find that the leakage current of 120 sec treatment are larger than the other sample, but they are all not larger than original sample. Relative to the case of N2 plasma, we can see that the level of leakage current
increase obviously due to plasma damage.
Figure 3-13 shows the J-V characteristics of p-type HfAlOcapacitors treated by N2Oplasma 30sec and CF4 plasma with different process time from 0 V to -2 V.
Besides 120 sec sample, the other samples depict the presence of the reduction in leakage current. It is indicated that there are not only the effect of improving interface quality but also another effect to suppress the leakage current in the case. According to the discussion about Fig. 3-3, we know that the growth of interfacial oxide layer will decrease the C value. Now the interfacial layer introduces a hard barrier to suppress leakage current. Consequently, everythig except for that 120 sec condition,
all have revealed a lower leakage current value, due to the destruction caused by the plasma.
Figure 3-14 shows the J-V characteristics of p-type HfO2 capacitors treated by
N2 plasma 30sec and CF4 plasma with different process time from 0 V to -2 V. We
observed that the gate leakage current density is suppressed while treatment conditions are 60 sec and 90 sec. The results show that fluorine and nitrogen atoms were accumulate into the HfO2 dielectrics to form Hf–F and Hf-N bonding by CF4
and N2 plasma, resulting in the reduction of gate leakage current, charge trapping.
Especially for capacitor which treated with CF4 plasma 60 sec and it also has the
lower leakage and largest capacitance value from Fig. 3-4. Gate leakage current density of no treatment insulator at VG = -2 V is about 1.35 A/cm2. From Fig.3-3, however, gate leakage current density of the capacitor treated for 60 sec CF4 plasma
at VG = -2 V is about 0.25 A/cm2. It has less gate leakage than no treatment insulator about 1 order. Furthermore, we notices that the capacitor treated with N2 plasma for
130 sec has high leakage current, it is might be that the CF4 plasma is too little time to
react with the film. Then, we observed that the leakage of the sample with 120 sec CF4 plasma is also larger than the origin due to plasma damage.
Figure 3-15 shows the J-V characteristics of p-type HfO2 capacitors treated by
NH3 plasma 90sec and CF4 plasma with different process time from 0V to -2V. After
NH3 plasma treatment, we could see the reduction of leakage current for 90 sec
sample in contrast of no treatment sample. However, the sample of plasma treated for 60 sec got the little large gate leakage current but a sharp J-V curve and good C-V curve from Fig 3-5. It is indicated that the sample with CF4 60sec is good for interface
level of leakage current increasing obviously. It is possibly that the time with NH3 and
CF4 plasma too long cause etching the thin film by fluorine radicals.
Figure 3-16 shows the J-V characteristics of p-type HfO2 capacitors treated by
N2O plasma 90sec and CF4 plasma with different process time from 0V to -2V. After
N2O plasma treatment, we could see the reduction of leakage current in contrast of no
treatment samples except the 30sec sample. It is indicated that the plasma treatment could be less for fluorine radicals to fixed interface trapped charge. However, the sample of plasma treated for 60 sec got the small gate leakage current and a good C-V curve from Fig 3-6. Relative to the case of N2 plasma, we could see that the level of
leakage current decreasing obviously. It is possibly due to the additional oxidation layer formed by oxygen radical. The interfacial oxidation layer will let the dielectric thicker to prevent from gate leakage.
3.3 Summary
By the compare of the samples which has the best capacitance in their own gas, we can realize the most suitable treatment condition which both has the best capacitance and lower leakage current. Hence, we significantly find a relative optimum condition among above discussion. It is proved that without thick oxidation layer, it can also reach the smallest leakage current when there is suitable time treatment.
the N element and F element can fix the interface and promote the electrical properties include of C-V curve and J-V curve. As for the Hf02 type of material, oxygen radical can cause growth in the interfacial layer, therefore by comparing with the N20 plasma treatment's sample, it shows a lower C value. Just because the oxidation phenomenon, the films will become thicker so that the plasma damage will not easily affect the leakage current profile.
Chapter 4
Reliability of Al/HfAlO(HfO
2)/Si MIS Capacitors
4.1 Hysteresis
The name of Hysteresis was borrowed from electromagnetics. It is means that when a ferromagnetic material is magnetized in one direction, it will not relax back to zero magnetization when the applied magnetizing field is removed. It must be driven back to zero by the additional opposite direction magnetic field. If an alternating magnetic field is applied to the material, its magnetization will trace out a loop called a hysteresis loop [34].
The hysteresis phenomenon is similar to the C-V curve in the MIS capacitor device. When we apply a voltage in reverse, it will not fit the original C-V curve measured previously. It is due to the interface traps which can trap charges to have impact on the flat band voltage and C-V curve. [23] Fig. 4-1 shows the hysteresis of p-type HfAlOgate dielectrics treated without PDA, plasma treatment and PNA and the hysteresis is 98 mV.Fig. 4-2 shows the hysteresis of p-type HfAlOgate dielectrics treated with N2 plasma 30 sec plus CF4 plasma treatment for 60 sec process time.
Hysteresis of p-type HfAlOcapacitors is changed with the plasma treatment and its value is 7mV. The hysteresis is suppressed by means of the fixing ability at the interface. This means that fluorine incorporation into the HfO2 gate dielectrics to strengthens the HfO2 thin film.
![Table 2-1 Comparison of deposition techniques: Sputter, ALCVD, and MOCVD [53].](https://thumb-ap.123doks.com/thumbv2/9libinfo/8754556.206596/58.892.140.743.493.1087/table-comparison-deposition-techniques-sputter-alcvd-and-mocvd.webp)
![Fig. 1-3 With the marching of technology nodes, gate dielectric has to be shrunk and five silicon atoms thick of gate dielectric is predicted for 2012.[2]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8754556.206596/60.892.170.727.123.492/marching-technology-nodes-dielectric-shrunk-silicon-dielectric-predicted.webp)
![Figure 1-8 Power consumption and gate leakage current density comparing to the potential reduction in leakage current by an alternative dielectric exhibiting the same equivalent oxide thickness [5]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8754556.206596/62.892.135.751.524.951/consumption-comparing-reduction-alternative-dielectric-exhibiting-equivalent-thickness.webp)