Manufacturing Technique and Property Evaluation of RFPET/TPET
Hybrid Nonwoven Fabric
Jia-Horng Lin
1, 2, 3, Ya-Lan Hsing
1, Wen-Hao Hsing
4, b, Jin-Mao Chen
1and
Ching-Wen Lou
5, a1Laboratory of Fiber Application and Manufacturing, Department of Fiber and Composite Materials,
Feng Chia University, Taichung City 407, Taiwan, R.O.C.
2School of Chinese Medicine, China Medical University, Taichung 40402, Taiwan, R.O.C. 3Department of Biotechnology, Asia University, Taichung 41354, Taiwan, R.O.C.
4The Department of Textile Engineering, Chinese Culture University, Taipei 11114, Taiwan, R.O.C. 5Institute of Biomedical Engineering and Material Science, Central Taiwan University of Science
and Technology, Taichung 406, Taiwan, R.O.C.
Corresponding email: a[email protected], b[email protected]
Keywords: three-dimensional hollow Polyethylene Terephthalate, recycled far-infrared polyethylene terephthalate, low melting temperature polyethylene terephthalate
Abstract Heat energy plays a significant role in resources and industries, which makes the development of energy-saving and thermal-retention materials important to environment protection. This study combines three-dimensional hollow Polyethylene Terephthalate (TPET) fibers, recycled far-infrared polyethylene terephthalate (RFPET) fibers, and low melting temperature polyethylene terephthalate (LPET) fibers at various ratios to make the RFPET/TPET hybrid nonwoven fabric. The tensile strength, tearing strength, air permeability, and far infrared emissivity of the fabrics are evaluated. With a blending ratio of 8:0:2, the hybrid nonwoven fabrics have the optimum tensile strength of 145 N, tear strength of 184 N, and air permeability of 205 cm3/cm2/s.
Introduction
Textile waste makes up a great amount of the total solid waste output; therefore, the recycling and reclamation of the waste is crucial. There are two ways to recycle fiber and fabric waste. Fibers can be recycled to make synthesized fibers, and fabric selvages can be recycled, smashed into staple fibers, and made into nonwoven fabrics [1-2]. The recycled fibers have to undergo processes of melting, granulating, and spinning, during which heat energy can reduce the molecular weight of polymers and thus the fiber strength. Therefore, it is important to give functions to the resulting fibers. The common functions include far infrared emission, anion release, and electromagnetic waves shielding. Far infrared rays activate the water molecules in living creatures, and thereby increasing body temperatures to attain thermal retention. In addition, far infrared rays also facilitate the blood circulation and metabolism of human bodies, both of which provide health care [4-8]. The purpose of this study is to explore the influence of the ratio of TPET fiber to RPET fiber on the properties of the nonwoven fabrics.
Experimental Materials
TPET fibers (Far Eastern New Century Corporation, Taiwan, R.O.C.) have a fineness of 7 denier (D), a length of 51 mm, and a melting point of 265 ℃. LPET fiber (Far Eastern New Century Corporation, Taiwan, R.O.C.) of 4D, and a length of 51 mm. The melting temperature of the skin of LPET fiber is 110 ℃. RFPET fiber (True Young Co., Ltd., Taiwan, R.O.C.) has a fineness of 6 D, a length of 64 mm, and a content of far infrared powder of 1.5 %.
Preparation of FPET/TPET Hybrid Nonwoven Fabric
TPET, RFPET, and LPET fibers undergo opening, mixing, carding, laying, and needle punching to form TPET/RFPET/LEPT hybrid nonwoven fabrics. The LPET fibers have a constant 20 % content. The ratios of TPET to RFPET are 0/80, 20/60, 40/40, 60/20, and 80/0.
Tests
Tensile Strength
This test is performed on ten samples of each specification as specified in ASTM D50353 by an Instron 5566 (U.S.). Samples are taken along the cross machine direction (CD) and machine direction (MD), and have a size of 2.5 cm x 18 cm. The tensile strength is 300 mm/min.
Tear Strength
This test is performed on ten samples of each specification according to CNS 12915 by an Instron 5566 (U.S.). Samples are taken along the CD and MD, and sized 7.6 cm x 20.3 cm. The measurement speed is 300 mm/min.
Air Permeability
This test follows CNS 13752 L3243. Samples have a size of 25 cm x 25 cm and the measurement pressure is 125 Pa. The number of samples is ten.
Far-Infrared Emissivity
This test follows FTTS-FA-010 and uses a far infrared emissivity tester (TSS-5X, Japan Sensor Corporation, Japan). The detection head randomly detects the quality of far infrared emissivity of the samples, and compares the value with the blackbody radiation (0.94). Twenty samples of each specification are evaluated for the mean.
Results and Discussion
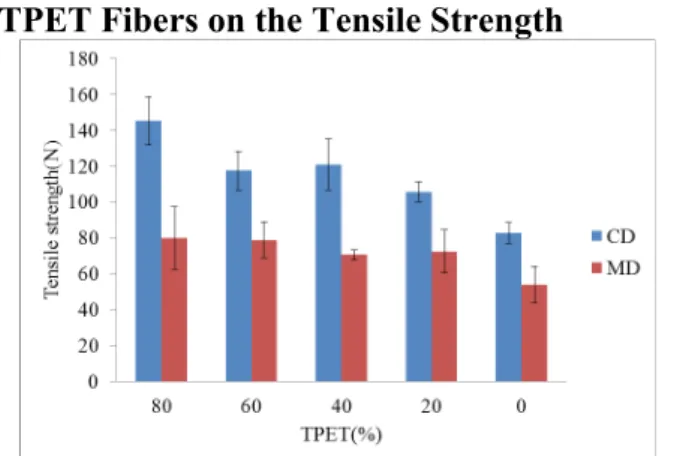
Effects of the Content of TPET Fibers on the Tensile Strength
Figure 1. Tensile strength of the TPET/RFPET/LPET hybrid nonwoven fabrics as related to various contents of TPET fibers.
Figure 1 shows that the tensile strength of the TPET/RFPET/LPET hybrid nonwoven fabric increases with the content of TPET fibers. TPET fibers have a greater strength than RFPET fibers because the latter is recycled fibers, which are processed by melting, granulating, and spinning and thus have a lower strength. As a result, the greater the content of the TPET fibers, the higher the
tensile strength of the resulting composite nonwoven fabrics. In addition, the tensile strength along the CD is greater than that along the MD. Fibers are distributed randomly at the beginning of the nonwoven fabric manufacturing and then gradually arranged toward the same direction, namely the CD. The fiber orientation along the CD is higher, resulting in a greater tensile strength along the CD of the resulting hybrid nonwoven fabrics.
Effects of the Content of TPET Fiber on the Tear Strength
Figure 2. Tear strength of the TPET/RFPET/LPET hybrid nonwoven fabrics as related to various contents of TPET fibers.
Figure 2 shows that the tear strength is proportional to the content of TPET fibers. Compared to RFPET fibers, the TPET fibers have a greater shear strength. With a greater amount of TPET fibers, the resulting TPET/RFPET/LPET composite nonwoven fabrics thus have a greater tear strength. The tear strength along the CD is greater due to the same reason as that for the tensile strength along the CD.
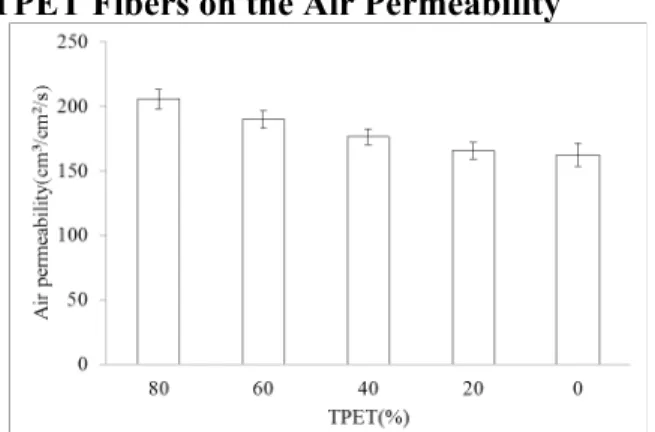
Effects of the Content of TPET Fibers on the Air Permeability
Figure 3. Air permeability of the TPET/RFPET/LPET hybrid nonwoven fabrics as related to various contents of TPET fibers.
Figure 3 shows that the air permeability of the TPET/RFPET/LPET hybrid nonwoven fabrics decreases when the content of the TPET fibers decreases. TPET fibers are three-dimensional crimp fibers, which gives the resulting hybrid nonwoven fabrics a greater bulkiness. A greater amount of TPET fibers result in a greater volume of the resulting hybrid nonwoven fabrics, which have a greater pore size and thus a greater air permeability.
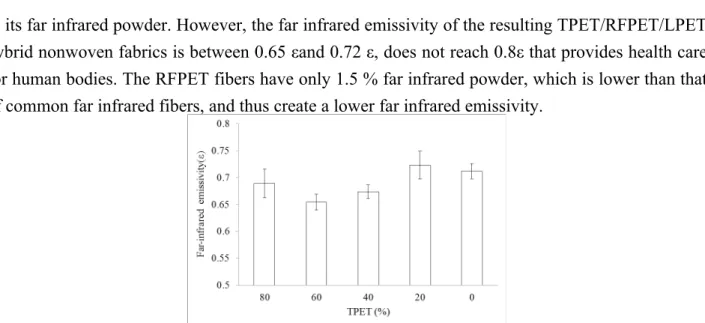
Effects of the Content of TPET Fibers on the Far Infrared Emissivity
Figure 4 shows that with a decrease in TPET fibers, the far infrared emissivity of the TPET/RFPET/LPET hybrid nonwoven fabrics decreases. When there is a less amount of TPET fibers, there are a greater amount of RFPET fibers. The RFPET fibers can emit far infrared rays due
to its far infrared powder. However, the far infrared emissivity of the resulting TPET/RFPET/LPET hybrid nonwoven fabrics is between 0.65 εand 0.72 ε, does not reach 0.8ε that provides health care for human bodies. The RFPET fibers have only 1.5 % far infrared powder, which is lower than that of common far infrared fibers, and thus create a lower far infrared emissivity.
Figure 4. Far infrared emissivity of the TPET/RFPET/LPET hybrid nonwoven fabrics as related to various contents of TPET fibers.
Conclusion
This study successfully explores the influence of the ratio of TPET fibers to RFPET fibers on properties of TPET/RFPET/LPET hybrid nonwoven fabrics. According to the experimental results, a greater amount of TPET fibers increases the tensile strength, tear strength, and air permeability, but decreases of the far infrared emissivity of the TPET/RFPET/LPET hybrid nonwoven fabrics. Acknowledgements
This work would especially like to thank National Science Council of the Republic of China, Taiwan, for financially supporting this research under Contract NSC 100-2622-E-035-001 and NSC 101-2621-M-035-001.
References
[1] T.T. Li, R. Wang, C.W. Lou, J.H. Lin, Acoustic Absorption Evaluation of High-modulus Puncture Resistance composites Made by Recycled Selvages, Tex. Res. J. 82 (2012) 1597-1611
[2] C.W. Lou, C.M. Lin, A.P. Chen, J.H. Lin, Manufacturing Techniques and Electrical Properties of conductive Fabrics with Recycled Polypropylene Nonwoven Selvage. Tex. Res. J. 81 (2011) 1331-1343.
[3] J.H. Lin, W.H. Hsing, Y.C. Chuang, T.T. Li, H.J. Tan, C.W. Lou, Optimization Process and Characteristic Evaluations of Pro-Environmental Recycled PET Composite Geotextiles. Advanced Materials Research, 627 (2013) 737-740.
[4] Y. Hamada, F. Teraoka, T. Matsumoto, Effect of Far-Infrared Ray on Hela Cells and Wi-38 Cells, Interational Congress Series, 1255 (2003) 339-341.
[5] S. Inoue, M. Kabaya, Biological Activities Caused by Far-Infrared Radiation, Int J Biometerol. 33 (1989) 145-150.
[6] N. Ise, T. Kikuchi, E. Miwa, Effect of Far-Infrared Radiation on Forearm Skin Blood Flow, Annals Physiol. Anthrop. 6 (1987) 31-32.
[7] B.H. Yoo, C.M. Park, T.J. Oh, Investigation of Jewelry Powders Radiating Far-Infrared Rays and the Biological Effects on Human Skin, J. Cosmet. Sci. 53 (2002) 175-184.
[8] S. Ogita, M. Imanaka, S. Matsuo, Effect of Far-Infrared Radiation on Lactation, Ann. Physiol. Anthrop. 2 (1990) 83-91.