國立高雄大學電機工程學系學系(研究所)
碩士論文
銲墊下線路型封裝打線之製程改善研究
The Improvement of Wire Bonding Liability
of Circuit Under Pad Package
研究生:黃浦鈞撰
指導教授:施明昌博士
銲墊下線路型封裝打線之製程改善研究
指導教授:施明昌 博士(教授) 國立高雄大學電機工程學系 學生:黃浦鈞 國立高雄大學電機工程學系摘要
日新月異,現在的電子產品,為了符合現代人的需求,方便人們隨身 攜帶,發展成可攜式的電子裝置,因此需要把產品做到便於攜帶,所以做 為電子產品的心臟-IC,自然必須隨著變輕、薄、小。於是晶圓製造商為了 縮小面積,將原本外圍的銲墊位置再往內縮,移至電路上方,這類型的銲 墊下線路(Circuit Under Pad,CUP)結構,在目前主流的銅線打線製程, 會因為銅線硬度高,容易造成銲墊表面損傷,而應力往下作用,損壞晶片 線路,造成產品功能缺陷,無法正常使用。 此論文在針對銲墊下線路型電子元件,在封裝製程中使用銅線打線封 裝,研究銅線打線封裝製程的參數來改善銲墊下線路型封裝良率,尋找良 好的可作業參數區間,避免打線製程上的缺點,利用 JMP/DOE 工程方法, 蒐集資料分析,進行相關的可靠度驗證分析,改善銲墊下線路型電子元件 在打線製程的銲墊受損缺點,避免再發銲墊受損,提升封裝良率。 關鍵字 : 銲墊下線路,銅線,封裝The Improvement of Wire Bonding Liability of Circuit Under Pad
Package
Advisor (s): Dr.
Department of Electrical Engineering National University of Kaohsiung
Student: Sanger Huang
Department of Electrical Engineering National University of Kaohsiung
ABSTRACT
Technology of light, thin and small packages have been developed to meet the requirement for the rapid development of microelectronic products. It is a solution of circuit under pad (CUP) structure that retracing the original peripheral pad position and moving it to the top of the circuit. However, the circuits under pad is suffered by the stress during wire bonding process and causing function defects and failure of the device.
This paper is focused on the study of failure modes in CUP packaging and to achieve the optimized parameters using in copper wire bonding and to improve the yield rate of CUP packaging. Method of JMP/DOE was applied to analyze the collected data and to verify relevant failure modes of solder pad defects with process parameters such as ultrasonic power, bonding force, and bonding time for the CUP package.
目錄 第 1 章 緒論 ... 1 1.1 研究動機 : ... 2 1.2 文獻回顧 : ... 3 第 2 章 銅線封裝與 CUP 理論介紹 ... 4 2.1 電子封裝與打線製程技術簡介簡介 ... 4 2.2 金線與銅線封材料特性比較 ... 10 2.3 銲線銲接基本理論: ... 13 2.4 銲墊受損(PAD CRACK): ... 16 2.5 檢測銲墊受損(TEST PAD CRACK)手法: ... 17 2.7 銲墊受損原因: ... 17 2.8 銲墊下方線路(CUP): ... 18 2.9 墊下線路(CUP)結構分層分類: ... 19 第 3 章 實驗方法與裝置 ... 21 3.1 實驗標準配備 ... 21 3.2 實驗方法與流程 ... 22 3.2.1 尋找三大銲線參數的上限、下限: ... 22 3.2.2 L9 DOE 直交表: ... 22 3.3 鍍鈀銅線 ... 26 3.4 銲針外觀尺寸 ... 28 3.5 銲針在第一銲點(FIRST BOND)的球形關係 ... 29 3.7 光學顯微鏡 ... 31
3.8 拉力強度測試(WIRE PULL TEST) ... 32
3.9 推球強度測試(BALL SHEAR TEST) ... 34
3.10 去金屬層實驗測試 (DELAYER TEST) ... 35
3.11 IMC TEST ... 36
3.12 開短路測試(OPEN/SHORT TEST) ... 37
3.13 可靠度驗證項目 ... 38
3.14 JMP 分析軟體 ... 39
3.15 實驗設計 DOE(DESIGN OF EXPERIMENT): ... 39
3.16 田口品質工程介紹: ... 40
3.17 設計 DOE 直交表: ... 41
3.18 品質函數的型式: ... 41
4.1 銲線打線參數上限/下限範圍設定: ... 43 4.1.1 震盪電流(Bond Current)設定: ... 43 4.1.2 銲線時間(Bond Time)設定: ... 44 4.1.3 壓力(Bond Force)設定: ... 45 4.2 L9 DOE 直交表建立 ... 47 4.3 L9 DOE 回應表建立 ... 48 4.4 L9 DOE 球形及去金屬層確認 ... 49
4.5 L9 DOEIMC TEST確認 ... 50
4.6 L9 DOE橫切面及 SEM 確認 ... 50 4.7 回應參數輸入 JMP 軟體 ... 51 4.8 JMP得出建議最佳參數 ... 52 4.9 窄化 JMP 建議最佳參數 ... 52 4.10 L3 DOE 回應表 ... 53 4.11 L3 DOE 球型及去金屬層確認 ... 53 4.12 L3 DOE 橫切面確認 ... 54 4.13 可靠度測試結果 ... 55 4.14 針對不同銅線線徑及封裝型態可靠度測試 ... 56 4.15 CUP 第一銲點參數標準化 ... 56 4.16 銲線參數實驗結果 ... 57 4.16.1 銲線振盪電流(Bond Current)參數趨勢 ... 57 4.16.2 銲線時間(Bond Time)參數趨勢 ... 58 4.16.3 銲線壓力(Bond Force)參數趨勢 ... 59 第 5 章 結論與未來展望 ... 61 5.1 結論 ... 61 5.2 未來展望 ... 62 第 6 章 參考文獻 ... 63
圖目錄 圖 2.1.a 基本銲線成型 ... 7 圖 2.1.b 循環銲線成形 ... 8 圖 2.1.c 金線放電棒,無導管覆蓋 ... 8 圖 2.1.d 為銅線放電棒,有氣體導管覆蓋 ... 9 圖 2.1.e 銅線燒球成形有無氣體 SEM 外觀比較 ... 9 圖 2.2a 銅球鋁擠出現象 ... 10 圖 2.2b 移除銅球後之鋁擠出 ... 11 圖 2.2c 金銅線封裝特性比較 ... 11 圖 2.3.a 銲線溫度高於 200°C SAT 反射異常 ... 14 圖 2.3.b 銲線溫度 180°C SAT 反射無異常 ... 14 圖 2.3.c 超音波震盪電流輸出示意 ... 15 圖 2.3.d 銲黏時作下壓輸出示意 ... 15 圖 2.3.e 總銲黏時間輸出示意 ... 15 圖 3.3.a 銅線未開封銅線可使用期限評估 ... 27 圖 3.3.b 銅線已開封銅線可使用期限評估 ... 27 圖 3.4.a 銲針基本尺寸示意圖 [8] ... 28 圖 3.4.b 銲針前端幾何示意圖[8] ... 28 圖 3.5.a 銲針與第一銲示意[8] ... 30 圖 3.5.b 銲針與第二銲示意[8] ... 30 圖 3.6.a Nikon 550 光學顯微鏡 ... 31 圖 3.8.a 拉力機外觀及操作示意圖 ... 33 圖 3.9.a 推球機外觀及操作示意圖 ... 34 圖 3.18.a 望目特性 [7] ... 42 圖 4.1a 電流值評估參數範圍 ... 44 圖 4.1.b 時間值評估參數範圍 ... 45 圖 4.1.c 壓力值評估參數範圍 ... 46 圖 4.4.a Cell-1~Cell-9 球型及去金屬層確認結果 ... 49 圖 4.5.a Cell-1~Cell-9 球型及去金屬層確認結果 ... 50
圖 4.6a Cell-1~Cell-9 橫切面及 SEM 結果 ... 51
圖 4.7.a 回應數據輸入 JMP ... 51
圖 4.8.a JMP 建議最佳參數結果 ... 52
圖 4.10.a Cell-1~Cell-3 球形及去金屬層結果 ... 54
表目錄: 表 3.1.1 實驗裝置表... 21 表 3.3.1 銅線主要成分[15] ... 26 表 3.5.1 本實驗使用銲針規格表[9]... 30 表 3.6.1 Nikon 550 型號規格表... 32 表 4.2.1 三參數三水準表... 47 表 4.2.2 將三參數三水準代入 L9 DOE 直交表... 48 表 4.3.1 L9 DOE 回應表... 49 表 4.9.1 L3 DOE 窄化參數 ... 53 表 4.10.1 L3 DOE 回應表 ... 53 表 4.13.1 可靠度測試... 55
第1章 緒論
全球每年有數以兆計的線鍵結產出,多數用在半導體晶片,雖然也有 一定比例用在電晶體、發光二極體等產品生產,不過比例上並不算高,所 以在整體電子構裝市場中,打線鍵結技術仍然佔有重要地位。 產業界不斷的要求打線技術朝向高良率、小間距、低成本等方向發 展。但在 2009 年全球金融海嘯後,造成全球性經濟大崩盤,導致金、銀等 貴重金屬價格攀升,黃金的價格由 2001 年 10 月的每盎司 272 美元,到 2013 年 10 月的每盎司 1895 美元[1],金價的上漲帶動線材成本的攀升,以當時 仍以金線為主的打線封裝製程,因為金線成本提高,降低了封裝業的獲利, 為提高產業的利潤,於是換掉金線成了當務之急。在考量電性與成本後, 銅線打線技術被擺上檯面,金屬銅具有良好的導電性(銅線阻抗質較金線低 約 25%)且價格低(銅線成本較金線低 30~90%),原 IBM 公司曾在 1990 年構 想發展銅線打線製程[2],但當時銅線製程有其缺陷,其一為銅線結球時, 為避免氧化,需要額外加入氮氣、氫氣;其二為銅線打線製程參數較窄且 不穩定;其三為銅球硬度大,容易在銅線打線過程中,銅球在與銲墊接觸 時,造成銲墊損傷。但是封裝業界為了降低線材成本與提升企業競爭力, 不斷地發展銅線打線製程,一一克服了銅線打線製程中所發現的問題,經 過數年的努力,已經逐漸取代金線打線製程,達到 80%的轉換率[3],以下 章節將論述克服銅線打線製程困難點及針對銲墊下線路型(Circuit Under Pad,CUP)結構的晶片,在銅線打線製程中打線參數的最佳化,做深入研究。1.1 研究動機 : 電子產品在科技與人類的引導下,越來越輕薄小,連帶的半導體 IC 晶 片也需要變小變薄,自 2002 年開始,半導體製程以每年進步 5~10nm 的水 準發展[2],為了縮小 IC 體積,內部線路也由單層發展成多層,直到現在的 墊下線路(CUP)晶片,相對半導體封裝銲線製程為提升企業獲利與競爭力, 降低封裝製程成本,銅線銲線製程在 2009 年開始積極發展,然而至今雖然 已經過多年,在這期間銅線打線製程對應銲墊下線路型(CUP)晶片的損傷問 題,依然時常發生,近日所碰到的異常事件為車用產品 IC(Device:XKAA%), 測試良率僅 86.7%,確認此產品因為客戶需求有時效性,所以打線製程參 數採用一般非 CUP 鋁墊結構的打線參數,而且此異常作業批並未走完整的 品質確認流程,客戶需求只做拉力推球測試及 O/S 測試,打線站拉力推球 測試 Pass,所以此異常才會在 O/S 測試後因為 Low Yield 被攔下,經 FA 分 析確認 defect mode 為銲墊破損,確認銲墊破損造成短路,影響了產品功 能,且經過剖面確認,銲墊破裂已損壞到底下的線路,為了改善銲墊受損 異常,所以本研究將針對銅線打線封裝製程改善銲墊下線路型(CUP)晶片銲 墊受損異常,在第一銲點(First Bond)做製程參數研究,期望找出銅線打線製 程的最佳作業參數範圍,防止異常發生。 目前 IC 晶片封裝製程中,銲線材料由金線改成銅線,本研究將針對轉 換銅線線材後,藉由銅線打線封裝參數,進行多組實驗,蒐集各項試驗數 據,並使用藥劑去除金屬分層實驗(Delayer Test)、金屬共金實驗(IMC Test)、 橫切面檢驗(Cross Section)、電性檢驗(Open/Short Test)及可靠度實驗
(Reliability Test)產出最佳化的參數及規格。
調整銅線打線封裝製程參數,確認不適當的銅線打線作業參數,會對 銲墊下方線路區域造成損傷,透過不同的參數組實驗設計與驗證分析,並
確認改善銲墊受損,尋找最佳的銅線打線製程參數範圍,期望有效解決改 善銅線打線封裝製程所造成的銲墊損傷。 1.2 文獻回顧 : 吳[16]曾使用田口式 DOE 手法研究分析金線打線製程參數與墊下線路 (CUP)的最佳參數;莊[14]也曾針對銅線打線製程與墊下線路(CUP)做過分析 研究,不過只評估材料披覆技術,在銲墊上鍍鎳膜及鍍鈀膜,以此來降低 銅球對銲墊的衝擊。 上述文獻是針對金線打線及 IC 材料面改善,但目前封裝製程已使用銅 線降低成本,自然不想再增加成本改善銲墊製程,本研究將針對銅線打線 製程面對墊下線路(CUP)結構晶片,使用田口式 DOE 手法,尋找銅線打線製 程的最佳參數,改善銅線打線製程。
第2章 銅線封裝與 CUP 理論介紹
2.1 電子封裝與打線製程技術簡介簡介 以薄膜製程技術所製成的 IC 元件非常的脆弱,需要一種方法將整個 IC 元件包覆起來,防止物理性與化學性的損壞,這將 IC 元件包裝起來的 方法被稱做是電子封裝[4]。電子封裝的過程常以四個不同的層級來區分, 各個封裝層級的定義如下: (1) 第一層封裝:對一顆裸露的積體電路晶片黏結於一封裝體中,以給予裸 露的積體電路晶片密封保護的製程。 (2) 第二層封裝:將第一層封裝好的元件黏著到印刷電路板上。 (3) 第三層封裝:將所有第二層封裝好的印刷電路板組裝到一個主機板 (Mother Board)上,組裝成一個次系統。 (4) 第四層封裝:結合第三層封裝的次系統組合成為一個完整的電子產品。 然而在這四個封裝層級中,第一層的封裝最為關鍵也是最困難的封裝 技術。在這個封裝層級中,主要包含了晶圓切割、晶片黏結、聯線技術、 封膠、印字、檢測等步驟。其中聯線技術是將 IC 元件與封裝基板的導線架 進行電路聯結以發揮傳輸電子訊號的關鍵步驟。在目前的聯線技術中,以 打線接合、捲帶自動接合、覆晶接合為主要三種方法。其中打線接合是這 三種接合技術中最被廣泛使用的一個聯線技術。打線接合是將細金屬線連接晶片上的晶粒與導線架上的引腳,如圖 2-1[a]所示,其主要的優點是不需要整合晶片組且成本較其他兩種聯線技 術低,聯結合的可靠度也比較高,因此是現在 IC 封裝的主要聯結方式。 打線接合依接合方式可以分為以下三種: (1) 超音波接合(Ultrasonic Bonding):超音波接合是以接合楔頭(Wedge) 引導金屬線至連接點並加壓於銲墊上,再輸入頻率約 25~60kHz,振幅 20~200nm 的超音波,藉由超音波震動與加壓產生冷銲效應完成接合。輸入 的超音波主要功能是可以消除銲墊表面的氧化層與汙染,並促進接合面的 共晶結合 (2) 熱壓接合(Thermocompression Bonding):熱壓接合是將金屬線穿過一 高溫耐火材料所製成的瓷嘴(Capillary),而在金屬的末端加溫至金屬熔點 以進行放電結球,再將瓷嘴移動到基板銲墊上後以瓷嘴加壓於金屬球進行 接合。在熱壓接合中通常會將瓷嘴與基板同時加溫,瓷嘴加溫約攝氏 300~400 度,基板加溫約攝氏 200~300 度。 (3) 熱超音波接合(Thermosonic Bonding):熱超音波接合是結合了上述兩 者的結合技術。在熱超音波結合中,結合的工具並沒有被加溫,只有基板 維持在攝氏 150~250 度做接合。由於接合的溫度較低,因此在結合的過程 中,可以抑制結合介面的介金屬氧化物的生成,進而提高封裝後 IC 元件的 可靠度。
一般的打線接合製程分成第一銲(First Bond),與第二銲(Second Bond);在晶粒上的接點為第一銲點,而導線架上的接腳接點則為第二銲 點。打線接合之流程如圖 2-1[b]所示,在第一銲點中,對穿過瓷嘴的金屬 線末端以電極瞬間放電的方式對金屬線加熱至金屬熔點,由於表面張力及 重力的緣故,金屬線末端將受高溫融化成球狀,稱為銲球(Free Air-Ball, FAB),如圖 2-1[e]所示,此過程稱為放電結球(Electrical Flame-Off, EFO),此時瓷嘴將金屬線移到第一銲點利用瓷嘴下壓,對金屬線末端的金 屬球施加壓力而銲在銲墊或基板上,此過程稱為球形接合(Ball Bond);在 第一銲結束後,瓷嘴升起並將金屬線引導到第二銲點進行第二次下壓並且 截斷金屬線,此過程稱為楔形接合(Wedge Bond),在截斷金屬線此時,會 預留一小段金屬線,已完成下一條線的放電結球,如此隨打線作業循環。 本研究會針對打線接合中的第一銲點,也就是球形接合中對銲墊造成損 傷,做改善銲墊損傷的打線製程參數研究。 在銅線打線封裝製程中,如圖 2.1.[b]中的步驟 8,銅線末端在放電結 球的過程中,會加入氮氣(N2)與氫氣(H2)的混合氣體,如圖 2-1[e]所示, 銅線在放電結球的過程中,如果沒有氮氣與氫氣的混合氣體保護及助燃, 將無法得到穩定的球型,其中氮氣與氫氣的混合比例為氮氣:90%~95%與氫 氣:5%~10%,氮氣的作用在於阻絕空氣中的氧氣,避免銅球氧化,氫氣的 作用在於利用氫氣燃燒時產生的高溫,使放電結球形成更圓的球體,氫氣
含量越高,燒球就越圓,如圖 2-1[e]所示,在結球過程中,在一般常態環 境下放電結球,結球形狀不良,與在氮氫混合氣體中放電結球,所得到的 結球形狀相比,使用氮氫混合氣體,可得到漂亮且穩定的球形,但是氫氣 屬於易燃性氣體,使用上須非常小心注意,所以建議氫氣控制在 5%~10%。 [4] 圖 2.1[c]為使用金線時的放電棒,而圖 2.1[d]為使用銅線時的放電 棒,金線放電棒為裸露,無導管覆蓋,銅線放電棒則有氮氫混合氣體的導 管覆蓋,可在放電結球的過程中,將氮氫混合氣體集中,穩定結球形狀。 圖 2.1.a 基本銲線成型
圖 2.1.b 循環銲線成形
圖 2.1.d 為銅線放電棒,有氣體導管覆蓋
2.2 金線與銅線封材料特性比較
銅線結球在第一銲點(First Bond)接觸到鋁銲墊,因為硬度較硬,因 此會將較軟的鋁層擠開形成鋁擠現象,如圖 2.2[a]所示。圖 2.2[b]為移除 銅球後之銲墊鋁擠現象。金線與銅線在材料特性比較上,因為銅線硬度與 機械特性均高於金線,所以在封裝製程上,第一銲點會發現材質較軟的銲 墊材料鋁層鋁擠出現象,如圖 2.2[a]及圖 2.2[b]所示,尤其在區間窄小的 產品,需要特別控制銲線參數管控鋁擠,避免銲墊與銲墊之間短路。但是 銅線比金線在線長能力及抗封膜沖線能力,具有更佳的能力。如圖 2.3[c] 所示,在相同線長及線角度的產品上,使用銅線跟金線分別比較,銅線比 金線具有更佳的抗膜流表現。 由材料特性來看,文獻[8]得知銅的各項參數,例如楊氏系數銅線 130Gpa 高於金線 80Gpa,且銅線阻抗值比金線低約 25%,因此銅線有更佳 的導電性能,可以提供更快的訊號傳遞速度,此外銅線硬度較大,因此能 有更穩定的弧型表現,銅線的價電子數,原子數也大於金線,金線與銅線 的比較表如表 2.2.1。 圖 2.2a 銅球鋁擠出現象
圖 2.2b 移除銅球後之鋁擠出
表 2.2.1 金線與銅線材料比較表
2.3 銲線銲接基本理論:
我們目前所使用的銲接方法為固態銲接,所謂的固態銲接是指金屬未 達熔點時的一種銲接手法[7],固態銲接有四大基本要素: A.震盪電流(Bond Current) B.壓力(Bond Force) C.銲接時間(Bond Time) D.銲接溫度(Temperature) 在打線製程中,較高的作業溫度,對於銲接有較好的幫助,但在本實 驗中,所使用的導線架材質為銅,在其他實驗報告中[19],銅導線架在經 過溫度高於攝氏 200 度,在後段封膜製程後會產生銅層脫離,造成封膜膠 體與導線架中間出現孔隙空洞,容易造成空氣中的水氣及雜質滲入,降低 產品使用壽命。我們可在 IC 完成膠體封膜後,使用超音波掃描(Scanning Acoustic Tomography,SAT)檢出。 圖 2.3[a]與圖 2.3[b]分別為溫度高於 200℃及 180℃所檢出圖像,高 於 200℃ SAT 掃出紅色異常區域,溫度 180℃ SAT 並無掃出異常。根據此 實驗結果,本改善研究將導線架溫度固定在 180℃。圖 03.a 銲線溫度高於 200°C SAT 反射異常 圖 0.b 銲線溫度 180°C SAT 反射無異常 四大基本要素中固定銲接溫度在 180 度。 接下來介紹其餘三大基本要素的作動原理: A.震盪電流(Bond Current):(mA) 在銅球銲接時,以左右(X/Y 方向)超音波震盪輸出,如圖 2.3[c] B.壓力(Bond Force):(g) 在銅球銲接時,以下壓(Z 方向)力量輸出,如圖 2.3[d] C.銲接時間(Bond Time):(ms)
在銅球上震盪電流與壓力輸出的總和時間,如圖 2.3[e]
圖 0.c 超音波震盪電流輸出示意
圖 0.d 銲黏時作下壓輸出示意
2.4 銲墊受損(Pad Crack):
如圖 2.4[a]所示,為銲線打線時造成銲墊受損的示意圖,容易發生在 銅線打線製程,在第一銲點(First Bond)銲接過程中,來自銲接所產生的 震盪(Bond Current)及壓力(Bond Force),造成墊下線路(CUP)受損,導致 IC 產品功能電性異常。 而當我們在電性測試開短路測試(O/S Test)及功能測試(Function Test)檢測 IC,該測試屬於製程後段的檢測站點,IC 已經屬於成品,一但 發現測試異常是因為銲墊受損所造成,IC 已無其他方法可以補救,已經生 產的成品 IC 也只能報廢處理,這不但會造成公司的損失,也會影響客戶對 公司的觀感,影響商譽,所以為了避免良率上的損失,如何改善銅線打線 技術造成銲墊受損的問題,已經是當務之急要解決的要項。 圖 2.4[a]銲墊受損發生示意圖
2.5 檢測銲墊受損(Test Pad Crack)手法:
將開短路測試異常的 IC,以破壞性的實驗手法處理表面,使用強酸溶 液王水,將銲墊結構上方的鋁層及銅球去除後(Delayer Test),以高倍率 的顯微鏡或電子顯微鏡的側視圖觀看銲墊區域,若是異常 IC 是因為銲墊受 損,我們可以經由檢測手法偵出異常點。2.7 銲墊受損原因:
IC 銲墊的材質決定銲墊的強度,好的材質銲墊不容易受損,差的材質 銲墊容易受損,上述是材料面。在製程面,造成銲墊受損的原因,主要在 銅線固態銲接時,三大主要輸出參數過大,造成銅線打線在第一銲點,銅 球與銲墊接觸後,銲墊下的線路結構,無法承受接觸後產出的壓力,導致 結構損傷,本實驗將用三大主要輸出參數(Bond Current、Bond Time、Bond Force)評估製程參數,改善銅線打線製程在銲墊下線路型(CUP)IC 的良率, 提供三大製程參數適合的作業範圍。2.8 銲墊下方線路(CUP):
近年來行動裝置興起,帶動電子產品追求輕、薄、短小、功能多樣, 半導體製造商也不斷地更新製程,滿足電子產品的需求,研發出新的技術, 將導線的線寬縮短,增加金屬導線層的層數,並使用低介電材料改善電 性....等,在這當中為了縮小電子元件體積,開發出的其中一種製程,就 是將內部線路設計在銲墊下方。如圖 2.8[a]為 CUP 結構與非 CUP 結構的 IC 正面示意圖,一般 CUP 結 構的 IC 會比非 CUP 結構的 IC 較小,原因在於半導體製造商為縮小 IC 體積, 將電子線路佈植在銲墊下方。
如圖 2.8[b]為 CUP 與非 CUP 晶片經過橫切(Cross Section)的 SEM 圖 片,是 CUP 晶片的橫切 SEM 圖,經由照片可以看到銲墊下方有線路經過, 若銲墊受損影響到銲墊下方的線路,則會造成 IC 電性及功能異常。非 CUP 晶片的橫切 SEM 圖,經由照片可以看到銲墊下方沒有線路經過,若銲墊受 損,並不會影響到線路,所以不會造成 IC 電性及功能異常[6]。
圖 2.8[a] 非 CUP 與 CUP 晶片正面示意圖 圖 2.8[b] 晶片結構橫切面示意圖
2.9 墊下線路(CUP)結構分層分類:
圖 2.9[a]為一般墊下線路(CUP)的基本結構示意圖,經由示意圖,我 們可以看到: 導通層(VIA):黃色柱狀的導通層(VIA),連接上下金屬層的柱狀結構,其 作用是用來導通上下金屬層,一般導通層的材料為鎢(W)。金屬填充層(Metal Layer):黃色長方形狀的金屬填充層(Metal Layer), 一般金屬填充層的材料為鋁(Al)或銅(Cu)。 內金屬介電層(IMD):一般內金屬介電層的材料為氟矽玻璃。 上述三層,在半導體製程內,均不屬於線路層,也就表示若銲墊受損 狀況,發生在這三層的區域,並不影響整個 IC 的電性及功能,但是若銲墊 受損狀況嚴重,受損區域延伸到更下方的線路區域,就會使的整個 IC 電性 異常及功能失效。
第3章 實驗方法與裝置
本實驗將以實驗手法,以此次改善專案的車用 IC 產品做為實驗體,並 以銲線打線三大銲線參數(Bond Current、Bond Time、Bond Force),使用 田口實驗分析手法尋找最佳參數,並以銲墊受損來做為參數的上限、下限, 完成後進行 IC 成品的開短路測試及可靠度測試,做為最後的實驗結果驗 證。 3.1 實驗標準配備 如表 3.1.1 所示為本實驗中,我們會使用到的裝置: 表 3.1.1 實驗裝置表
3.2 實驗方法與流程
本實驗為改善車用 IC 產品良率,銅線線材選用線材直徑為 20um 的銅 線,以期最後評估得到 20um 的銅線製程參數,可以適用在其餘的銲墊下線 路型(CUP)產品。
3.2.1尋找三大銲線參數的上限、下限:
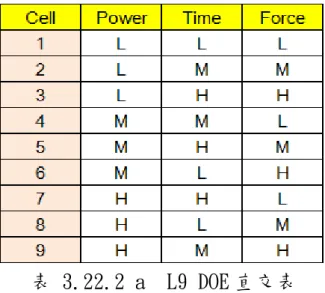
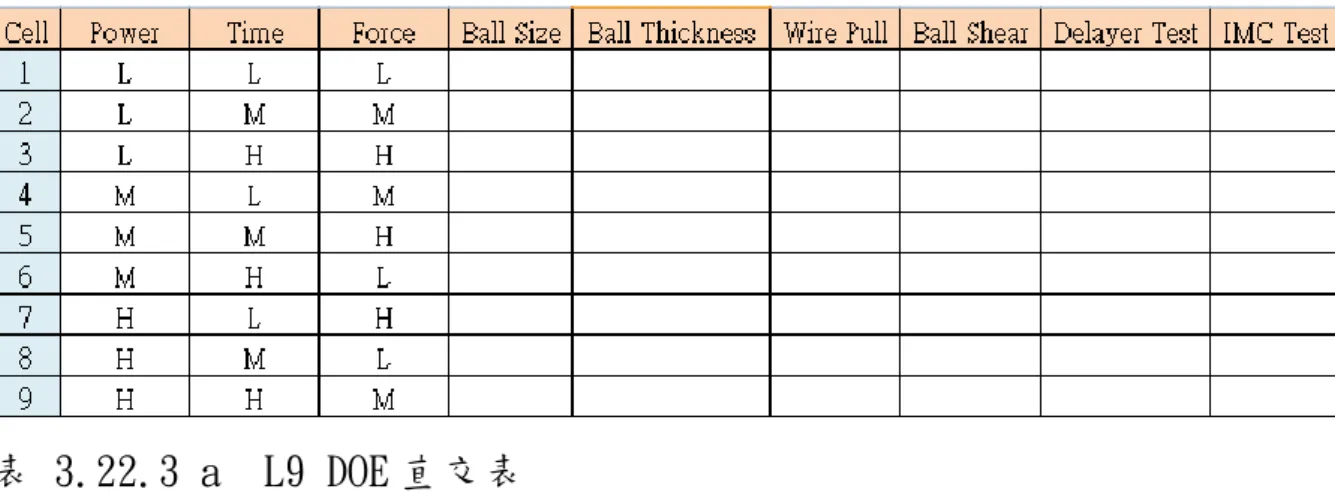
三大銲線參數(Bond Current、Bond Time、Bond Force)為避免參數間 的交互影響,造成最後的參數範圍有誤,所以僅變化單一參數做為可變參 數,另外兩個參數皆限制固定數值在最低值。將可變參數上下調整數值實 驗,並以第一銲點(First Bond)發現的各項異常缺點做指標確認,尋找可 變參數的上限、下限,例如:銲線參數過大發現第一銲點(First Bond)銅 球變形或銲墊受損、銲線參數過小發現第一銲點(First Bond)銅球銲接不 良。因為實驗為改善銲墊受損,因此以銲墊受損為主要確認指標。 3.2.2 L9 DOE 直交表: 將得到的三大銲線參數的上限、下限整理,並整理成表。例如:震盪 電流(Bond Current)上限數值標註為 H(High),下限數值標註為 L(Low), 中間值標註為 M(Middle)。同理整理銲接時間(Bond Time)、壓力(Bond Force)。三組銲線參數各有三個數值(H/M/L),可形成 3X3 的 Window 表, 交互搭配可得到 9 組參數,以此建立 L9 DOE 直交表,如表 3.2.2[a]所示。
表 3.22.2 a L9 DOE 直交表
3.2.3 L9 DOE 回應表:
將得到的 9 組參數,蒐集每組的測試結果,測試指標須包含:球形大 小量測(Ball Size)、球厚量測(Ball Thickness)、拉力強度測試(Wire Pull)、推球強度測試(Ball Shear)、去金屬層實驗(Delayer Test)、共金 屬生成實驗(IMC Test),如表 3.2.3[a]所示。每一組實驗需要兩個樣本, 由單一人員執行資料蒐集,避免人為造成蒐集數據異常,並將得到的數據 整理成 L9 DOE 回應表。 拉力強度測試須大於 4g,推銅球強度測試須大於 10g,銅球大小量測 需符合 46um~51um,避免球形過小或擠鋁超出銲墊造成異常,所以本次實 驗也需要管制銅球的球形大小,銅球厚度量測須符合 8um~14um,避免球型 異常及銲墊受損發生。
表 3.22.3 a L9 DOE 直交表
3.2.4 L3 DOE 直交表:
將 L9 DOE 回應表的數據輸入 JUP 分析軟體,可得到最佳建議參數值, 以得到建議值展開,震盪電流(Bond Current)設定為正負 5 毫安培(mA), 銲接時間(Bond Time)設定為正負 2 毫秒(mS),壓力(Bond Force)設定為正 負 1 克(g),可得到三組銲線參數,分別為 H(High)參數、M(Middle)參數、 L(Low)參數,以這三組參數作為 L3 DOE 直交表,如表 3.2.4[a]所示。
表 3.22.4 a L3 DOE 直交表
3.2.5 L3 DOE 回應表:
將得到的 3 組參數,蒐集每組的測試結果,測試指標須包含:球形大 小量測(Ball Size)、球厚量測(Ball Thickness)、拉力強度測試(Wire Pull)、推球強度測試(Ball Shear)、去金屬層實驗(Cratering
Test/Delayer Test)、共金屬生成實驗(IMC Test)。每一組實驗需要兩個 樣本,由單一人員執行資料蒐集。 3.2.6 烘烤可靠度測試: 測試 L3 的三組參數,每組實驗兩個樣本,將樣本送入烤箱以 180 度烘 烤 24 個小時,執行拉力強度測試,測試結果不得有銅球脫離銲墊的缺點。 3.2.7 全實驗可靠度測試: 將樣本封裝完成,做實驗可靠度測試,此測試結果可得知半導體封裝 後電子元件壽命的使用可靠度,主要測試項目必須經過 JEDEC 標準之環境 測試條件: 1.Pre-Condition MSL 3(30 度/60%RH/192Hr) 2.PCT 168 3.TCT 200/500/1000 4.HTST 168/500/1000 5.Open/Short Test
3.3 鍍鈀銅線
本實驗將使用線材為直徑 20um 的 CuPD 銅線,銅線成分為 99.99%銅, 及其他微量金屬(Ag 12ppm/S 6ppm/Fe 5ppm/Ni 2ppm/Mn 3ppm)[15],如表 3.3.1 所示,單捲銅線線長為 500m。 銅線有氧化問題,依據銅線製造商 NIPPON[15]提供的銅線保存期限報 告,出廠銅線會以真空包裝並內充氮氣,可以在常溫環境底下置放 200 天, 無氧化問題且結球良好,無異常。若銅線已開封,僅可以在常溫環境底下 置放 10 天,無氧化問題,放電結球良好且發現無異常。 未開封銅線,200 天內可以正常放電結球,超過 200 天會因為氧化, 造成放電結球不穩定。圖 3.3[a]為 SEM 1500 倍率觀察評估。 開封銅線,10 天內可以正常放電結球,超過 10 天會因為氧化,造成 放電結球不穩定。圖 3.3[b]為 SEM 1500 倍率觀察評估。 為了避免銅線氧化問題,造成品質異常,訂有銅線使用管制規範,未 開封銅線,以真空包裝內充氮氣,有效使用期限為 180 天,已開封銅線, 有效使用期限為 7 天。
Main Metal Purity (%)純度 99.99(min) %
Element Content (ppm) (Match with C of C) 元素成份 Ag <=12 S <=6 Fe <=5 Ni <=2 Mn <=3 Non Cu Total Max 100 表 3.3.1 銅線主要成分[15]
圖 3.3.a 銅線未開封銅線可使用期限評估
3.4 銲針外觀尺寸 圖 3.4[a]為銲針外觀示意圖,圖 3.4[b]為銲針尖端外觀示意圖。 銲針是銲線打線製程內很重要的間接材料,銅線打線需要銲針尖端的 幾何構造,來完成第一銲點(First Bond)所需的球形,及第二銲點(Second Bond)的魚尾外觀,形成一條完整的銲線[8]。 圖 3.4.a 銲針基本尺寸示意圖 [8] 圖 3.4.b 銲針前端幾何示意圖[8]
3.5 銲針在第一銲點(First Bond)的球形關係 如圖 3.5[a]左所示,為銲針在第一銲點,銲針與銅球成型的示意圖。 如圖 3.5[a]右所示,為第一銲點,銅球與銲墊,完整銲線的 SEM 圖。 搭配銲針結構圖 圖內 H(Hold)為銲針內徑大小,可決定使用線徑大小。 圖內 CD(Chamfer Diameter)為銲針內銲針孔徑,可決定銅球大小。 圖內 CA(Cone Angle)為銲針內錐體角度,可決定銲針在銅球上的應力 角度。 3.6 銲針在第二銲點(Second Bond)的魚尾外觀 如圖 3.5[b]左所示,為銲針在第二銲點,銲針與銅線魚尾成型的示意 圖。 如圖 3.5[b]右所示,為銲針在第二銲點,銅線與導線架,魚尾外觀的 SEM 圖。 圖內 T(Tip)為銲針內銲針頂部寬度,可決定第二銲點成型長度。 圖內 OR(Outer Radius)為銲針外部半徑,可決定第二銲點成型角度。 圖內 FA(Face Angle)為銲針表面角度,可決定第二銲點成型厚度。
圖 3.5.a 銲針與第一銲示意[8] 圖 3.5.b 銲針與第二銲示意[8] 表 3.5.1 本實驗使用銲針規格表[9]
3.7 光學顯微鏡 本實驗使用 Nikon 550 光學顯微鏡,可操作倍率 100 倍到 500 倍,並 可量測三軸 X/Y/Z 數值,跟一般的光學顯微鏡比較起來,量測倍率更高, 並且具備拍攝彩色圖像的功能,可檢查更微小的缺點,並拍照記錄。 圖 3.6[a]為 Nikon 550 光學顯微鏡。 表 3.6.1 為 Nikon 550 光學顯微鏡的規格表。 圖 3.7.a Nikon 550 光學顯微鏡
型號 NIKON 550 鏡筒 三目絞縺式,瞳間距 55-75 目鏡 10X 物鏡 5X / 10X / 20X / 50X 尺寸 535x625x320mm 重量 50Kg 表 3.7.1 Nikon 550 型號規格表
3.8 拉力強度測試(Wire Pull Test)
人員會將受測樣本固定在夾具上,輔以 100 倍率到 300 倍率的光學顯 微鏡確認勾針位置,後勾針勾住銲線向上移動直到銲線斷裂,系統為自動 記錄拉力測試數據,數值越大表示拉力強度越大[18]。 圖 3.8a 右為拉力強度測試機,型號為 AC-889。 圖 3.8a 左為拉力機勾針與受測銲線拉力位置示意圖。 檢驗標準: 拉力測試合格斷裂點需要在銅球上方,稱為斷球頸。拉力測試若有銅 球脫落或第二銲點斷裂,皆算是不合格。
如果銲線在第一銲點及第二銲點銲黏強度足夠,在拉力測試時,銲線 斷裂點會在銅球上方。相反的,若第一銲點及第二銲點銲黏強度不足夠, 在拉力測試時,銲線會在第一銲點發生銅球脫落,第二銲點發生銲線斷裂。 圖 3.8.a 拉力機外觀及操作示意圖 圖 3.8.b 拉力斷裂點需在球上方算合格[18] 圖 3.8.c 拉力測試有球脫落及第二銲點脫落判拒收[18]
3.9 推球強度測試(Ball Shear Test) 圖 3.9[a]為推球機外觀及人員操作圖,將樣本固定在夾具上,後使用 100~300 倍率的光學顯微鏡確認推刀與銅球的位置,將推刀下降到晶片表 面,為避免推直接推到晶片表面造成推球數值異常,推刀會距離晶片表面 3~5um,推刀水平移動推動銅球,推球機會自動記錄數值,而使銅球脫離銲 墊所需的作動力為推球克數,亦即推球機記錄的數值,數值越大表示銅球 附著力越好[18]。圖 3.9[b]右為正常推球後銲墊照片。圖 3.9[b]左為異常 推球後銲墊照片,因為銲墊已破損,推球數據異常,樣本拒收。 圖 3.9.a 推球機外觀及操作示意圖 圖 3.9.b 推球後銲墊照片
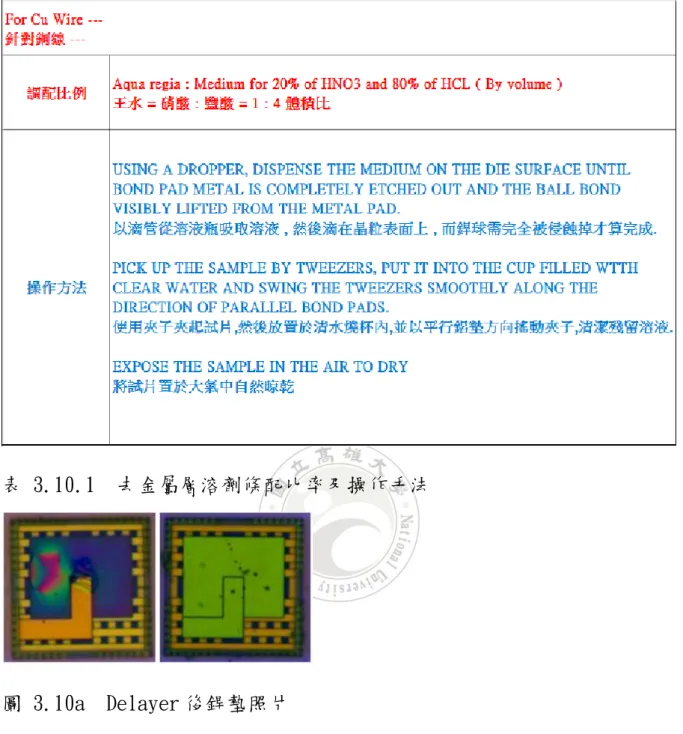
3.10 去金屬層實驗測試 (Delayer test) 去金屬層實驗測試的主要目的為確認銲墊下線路是否受損,先使用王 水去除銅球及銲墊最上方的鋁層,如表 3.10.1 所指示作業,然後以光學顯 微鏡確認銲墊是否受損,無受損再使用 Delayer 溶劑去除剩下的金屬層, 確認線路區是否受損。去金屬層實驗會使用強腐蝕性液體,須依照規定配 戴完整防護器材,避免人員受傷。 Delayer 溶劑為雙氧水與硫酸以 1:2 的比例調配。我們將 Cratering Test 後正常的樣本放置在燒杯內,取適量的雙氧水與硫酸依照比例(此實 驗為雙氧水 5ml 及硫酸 10ml),一起加入燒杯內,此時會造成劇烈的化學 反應,釋放熱能與濃煙,因此 Delayer Test 需要在具備強抽氣的密閉平台 實驗,將雙氧水與硫酸加入燒杯後,靜置 15 分鐘[18],後將樣本以清水洗 淨,再以氣槍將晶片表面吹乾,最後放在高倍光學顯微鏡下確認銲墊下線 路區域。圖 3.10[a]右所示,為去金屬實驗後無破損銲墊照片。圖 3.10[a] 左所示,為去金屬實驗後銲墊受損的銲墊照片。
表 3.10.1 去金屬層溶劑條配比率及操作手法
圖 3.10a Delayer 後銲墊照片
3.11 IMC Test
IMC Test 主要目的為確認銅球與銲墊的共金附著狀況,IMC 溶劑為硝 酸。我們將樣本放置在盛放盤上,以滴管吸取約 3~5ml 的硝酸劑量,將硝 酸溶劑滴在晶片表面約 10 秒,後將樣本以清水洗淨,再以氣槍將晶片表面 吹乾,最後放在高倍光學顯微鏡下確認。
3.12
開短路測試(Open/Short Test) 圖 3.12[a]是開路/短路測試示意圖,半導體製程後段檢測 IC 成品, 用來確認產品的電性狀況[10]。主要是確認 IC 晶片信號引腳經由銲線連接 到 IC 晶片內,電路電性是否異常。我們測試時實驗以送電流量電壓方式量 測,不加工作電壓,所送的電流非常小,約 0.1~0.3mA,不會傷害 IC 晶片。 主要目的在確認 IC 晶片封裝時,銲線打線是否異常。開路/短路測試也可 偵出 CUP 晶片是否銲墊受損,測試時每個引腳都有一對保護二極體,在測 試過程中觀察二極體是否發生箝位電壓,以此來判定引腳是否正常,快速 鑑別 IC 晶片的電性及功能是否正常。 圖 3.12a 開路及短路測試示意圖[10]3.13
可靠度驗證項目
如表所示,為國際標準環境可靠度測試,本實驗將根據聯合電子設備 工程委員會(Joint Electron Device Engineering Council,JEDEC)所制 定的國際標準環境可靠度測試條件,如表,依照制定的國際標準環境可靠 度測試條件,模擬實際產品的使用情形,例如:加速產品老化、產品在極 端(極寒/極熱)環境下使用、產品經過海運/陸運/空運等[17]。
根據聯合電子設備工程委員會(Joint Electron Device Engineering Council,JEDEC)所制定的國際標準環境可靠度測試,分別依照 JEDEC 22-A102-C 模擬產品在高溫水蒸氣壓力測試(Pressure Cook Test,PCT)、 JEDEC 22-A103-C 模擬產品在高溫儲存測試(High Temperature Storage Test,HTST)、JEDEC 22-A104-B 模擬產品在溫度循環測試(Temperature Cycling Test,TCT)等測試條件環境,檢驗半導體 IC 晶片內的銲線強度是 否符合使用壽命的標準[17]。
3.14 JMP 分析軟體 本實驗使用的 JMP 分析軟體為來自 SAS 的統計分析軟體,以問題為中 心的工具,將數據結構化分析資料,以尋求數據最佳化及發現問題。JMP 能支援各種作業視窗(Windows/Linux/Macintosh 等),擁有個性化的智慧 功能表引導使用者進行分析,並自動將複雜的數據統計分析圖形化,幫助 使用者觀看資料的分布模式及數據最佳化[7]。 圖 3.14[a]為 JMP 操作介面。 3.15
實驗設計 DOE(Design Of Experiment):
DOE 主要設計的實驗目的為用最少的成本、最小的變異,找到一組最 佳或最適合的數據組合。田口方法是先用直交表,以少量的實驗蒐集數據,完成更可靠的效果因子評估。在製程工程中,使用田口方法進行實驗尋找 最佳化參數,是公認最有效的實驗手法。 參數實驗設計是由外側直交表及內側直交表所組成,經過直交表,配 置各個因子的組合,以各組合來進行實驗蒐集數據,是現代工業常用的實 驗設計手法。 本實驗研究將以"田口品質工程法(Taguchi)"為手法,實驗設計因子數 為 2~8 個,且為連續型因子,每個實驗因子需要有三水準(3 Level)。[7] 3.16
田口品質工程介紹:
在西元 1949 年,田口玄一(Genichi Taguchi)博士在日本電信實驗室 工作時,發展了"品質工程"的基本原理。田口博士所發展的方法是透過實 驗設計,進行系統參數最佳化,特色為具備實際的應用性,而非以複雜的 統計為依歸。田口博士的實驗方法是一種用來改善品質的工程方法,在日 本已被認為是一種重要系統化的品質工程手法,不只在日本,目前深受各 國工業及學術界的認同,且大量應用[7]。3.17
設計 DOE 直交表:
如圖 3.17[a]左所示,田口手法利用直交表配置的參數組合蒐集資料, 圖 3.17[a]右為 3X3 的直交表設計,主要讓我們以較少的實驗組來獲得更 可靠的效果因子,利用直交表進行實驗是被認為最穩健的的實驗技巧。 參數實驗設計是由外側直交表及內側直交表所組成,經過直交配置不同水 準的參數組合來進行實驗[7]。 圖 3.17a 直交表設計[7] 3.18品質函數的型式:
圖 3.18[a],[b],[c]視為特性望目、望大、望小,以下說明三者特性 望目特性:當發現品質特性越靠近單一目標值,品質就越佳時,這種品質 特性即具備望目特性,如圖 3.18[a]。 望大特性:當發現品質特性越大,品質就越佳時,這種品質特性即具備望 大特性,如圖 3.18[b]。望小特性:當發現品質特性越小,品質就越佳時,這種品質特性即具備望 大特性,如圖 3.18[c]。 圖 3.18.a 望目特性 [7] 圖 3.18.b 望大特性 [7] 圖 3.18.c 望小特性 [7]
第4章 實驗結果與討論
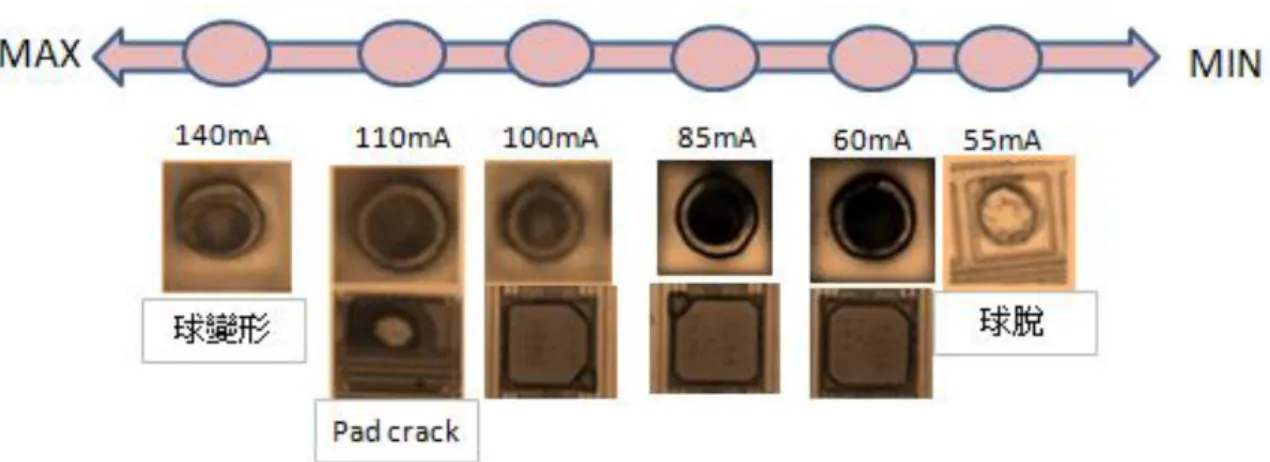
本章節將之前所設計的 DOE 實驗方式研究,將實驗蒐集的數據及測試 結果分析整理,以期找出最佳的參數範圍,降低 CUP 晶片銲墊受損問題。 4.1 銲線打線參數上限/下限範圍設定: 4.1.1 震盪電流(Bond Current)設定: 圖 4.1[a]是在不同震盪電流值設定下,將銲線時間(Bond Time)及壓 力(Bond Force)值分別固定為 5ms 及 2g,使用溶劑去除銅球後,檢測墊下 線路是否受損(參考章節 3.10),並以高倍光學顯微鏡觀察紀錄,不同的震 盪電流值對銲墊所造成的變化及影響: 圖 4.1[a]中圖 a 隨著電流值增加到 140mA,發現銲球有球變形缺點。 圖 4.1[a]中圖 b 隨著電流值下降到 110mA,銅球球形正常,但是發現 有銲墊受損缺點。 圖 4.1[a]中圖 c 隨著電流值下降到 100mA,銅球球形正常,且沒有發 現銲墊受損缺點。 圖 4.1[a]中圖 d 隨著電流值下降到 60mA,銅球球形正常,且沒有發現 銲墊受損缺點。 圖 4.1[a]中圖 e 隨著電流值下降到 55mA,發現銲墊表面有銅球脫離缺 點。根據實驗可得知,震盪電流值在 60~100mA 區間,銅球球形正常,且銲 墊正常沒有受損。
圖 4.1a 電流值評估參數範圍 4.1.2 銲線時間(Bond Time)設定:
圖 4.1[b]是在不同銲線時間值設定下,將震盪電流(Bond Current)及 壓力(Bond Force)值分別固定為 50mA 及 2g,使用溶劑去除銅球後,檢測 墊下線路是否受損(參考章節 3.10),並以高倍光學顯微鏡觀察紀錄,不同 的銲線時間值對銲墊所造成的變化及影響: 圖 4.1[b]中圖 a 隨著銲線時間值增加到 30ms,發現銲球有球變形缺點。 圖 4.1[b]中圖 b 隨著銲線時間值下降到 25ms,銅球球形正常,但是發 現有銲墊受損缺點。 圖 4.1[b]中圖 c 隨著銲線時間值下降到 23ms,銅球球形正常,且沒有 發現銲墊受損缺點。
圖 4.1[b]中圖 d 隨著銲線時間值下降到 15ms,銅球球形正常,且沒有 發現銲墊受損缺點。 圖 4.1[b]中圖 e 隨著銲線時間值下降到 10ms,發現銲墊表面有銅球脫 離缺點。 根據實驗可得知,銲線時間值在 15~23ms 區間,銅球球形正常,且銲 墊正常沒有受損。 圖 4.1.b 時間值評估參數範圍 4.1.3 壓力(Bond Force)設定: 圖 4.1c 是在不同壓力值設定下,將震盪電流(Bond Current)及銲線時 間(Bond Time)值分別固定為 50mA 及 5ms,使用溶劑去除銅球後,檢測墊
下線路是否受損(參考章節 3.10),並以高倍光學顯微鏡觀察紀錄,不同的 銲線時間值對銲墊所造成的變化及影響: 圖 4.1[c]中圖 a 隨著壓力值增加到 20g,發現銲球有球變形缺點。 圖 4.1[c]中圖 b 隨著壓力值下降到 15g,銅球球形正常,但是發現有 銲墊受損缺點。 圖 4.1[c]中圖 c 隨著壓力值下降到 9g,銅球球形正常,且沒有發現銲 墊受損缺點。 圖 4.1[c]中圖 d 隨著壓力值下降到 5g,銅球球形正常,且沒有發現銲 墊受損缺點。 圖 4.1[c]中圖 e 隨著壓力值下降到 3g,發現銲墊表面有銅球脫離缺點。 根據實驗可得知,壓力值在 5~9g 區間,銅球球形正常,且銲墊正常沒 有受損。 圖 4.1.c 壓力值評估參數範圍
4.2 L9 DOE 直交表建立
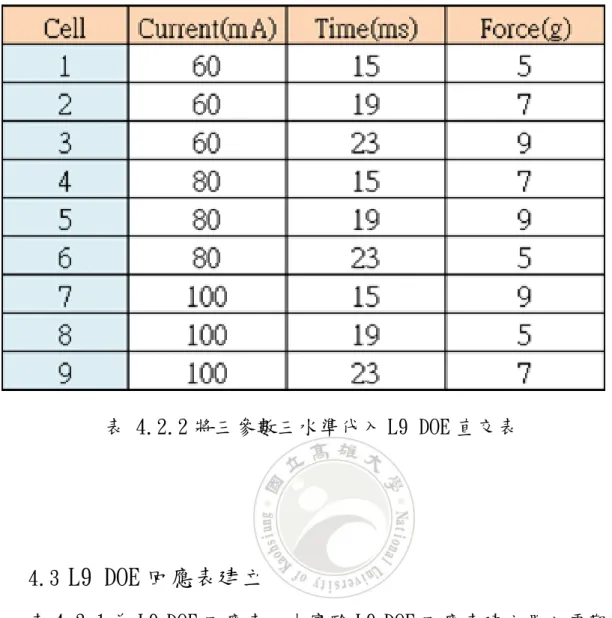
表 4.2.1 為 3 參數 X3 水準直交表,根據(章節 4.1)將實驗所得到的三 大參數:震盪電流(Bond Current)、銲線時間(Bond Time)、壓力(Bond Force)。將每組上限填入表內 H,將下限填入表內 L,將中間值填入表內 M。整理成表 4.2.2,可觀察出針對 CUP 晶片使用 20um 銅線,得到參數範 圍為:震盪電流 60~100mA,銲線時間 15~23ms,壓力 5~9g。 將 3 參數 X3 水準直交表代入 L9 DOE 直交表,再將參數根據直交表填入(參 考章節 3.2.2) 表 4.2.1 三參數三水準表
表 4.2.2 將三參數三水準代入 L9 DOE 直交表
4.3
L9 DOE 回應表建立
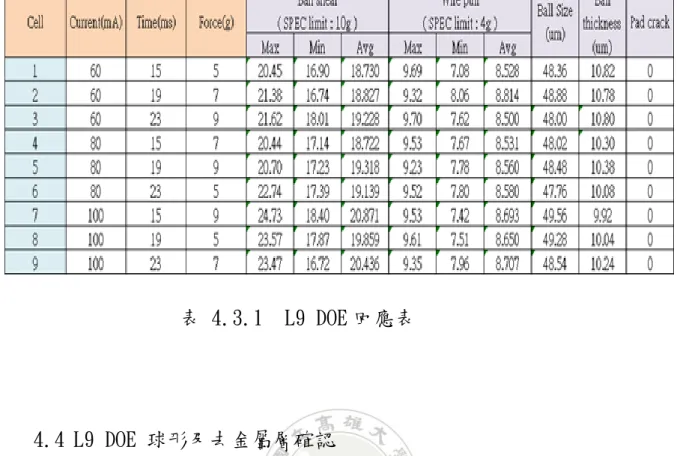
表 4.3.1 為 L9 DOE 回應表,本實驗 L9 DOE 回應表建立置入需觀察回應 項目:拉力強度(Wire Pull)需大於 4g,推球強度(Ball Share)需大於 10g, 銅球型大小量測(Ball Size ),需符合 46um~51um,避免球型異常, 銅 球厚度量測(Ball Thick),需符合 8um~14um 避免球型異常,及銲墊受損 發生率。
由 L9 DOE 回應表結果可觀察得:
a.每一組 cell-1~cell-9 均無發現銲墊受損。
b.每一組 cell-1~cell-9 均能符合拉力,推球,球型大小及球厚度規格。 c.參數越大,拉力、推球 數據越高且球型越大、球厚度越薄。
表 4.3.1 L9 DOE 回應表 4.4 L9 DOE 球形及去金屬層確認 圖 4.4.a 為 Cell-1~Cell-9 球型及去金屬層確認結果,以高倍光學 電子顯微鏡 500 倍率檢查 Cell-1~Cell-9,每組檢查 40 顆球形,每組均 無發現銲球缺點,以高倍光學電子顯微鏡 500 倍率檢查 Cell-1~Cell-9 每 組檢查 40 顆球,檢測結果每一組均無銲墊受損缺點。 圖 4.4.a Cell-1~Cell-9 球型及去金屬層確認結果
4.5 L9 DOE IMC Test 確認
圖 4.5[a] 為 Cell-1~Cell-9 IMC Test 確認結果,以高倍光學電子 顯微鏡 500 倍率檢查 Cell-1~Cell-9,每組檢查 40 個鋁墊共金,每組均 無發現共金不良缺點。
圖 0.a Cell-1~Cell-9 球型及去金屬層確認結果
4.6 L9 DOE 橫切面及 SEM 確認
圖 4.6[a]為 Cell-1~Cell-9 橫切面 SEM 結果確認,每組取 20 顆球做 橫切面確認 Cell-1~Cell-9 的狀況,再以 1500 放大倍率檢查發現每一組 均無銲墊受損的缺點 。
圖 4.6a Cell-1~Cell-9 橫切面及 SEM 結果 4.7 回應參數輸入 JMP 軟體
圖 4.7[a] 回應數據輸入 JMP 軟體,拉力強度(Wire Pull) 輸入平均值, 推球強度(Ball Share)輸入平均值,並輸入九組球大小及球厚度。
4.8 JMP 得出建議最佳參數
圖 4.8[a] 為 JMP 建議最佳參數結果,其中拉力強度(Wire Pull) 調整
為望大特性,越高越佳,推球強度(Ball Share)調整為望大特性,越高越 佳,球型大小調整為望目特性,期望球大小為 46~51um,球厚度調整為望 目特性,期望球厚度 8~14um,依據圖 4.4 中 Desirability 各項參數可取 最佳峰值區,得出 JMP 最佳參數分別為:
銲接電流(Bond Current) 得 85.37mA 以四捨五入取 85mA。 銲接力量(Bond Force) 得 7.02g 以四捨五入取 7g。 銲接時間(Bond Time) 得 20.43ms 以四捨五入取 20ms。 圖 0.a JMP 建議最佳參數結果 4.9 窄化 JMP 建議最佳參數 表 4.9[1] 為 L3 DOE 窄化參數,為了避免有機台的誤差,窄化參數是 必需再確認的誤差值依據 K&S 自動銲線機機台能力定義[13]
銲接力量(Bond Force) : 7g 正負 1g = (6g~8g) 銲接時間(Bond Time) : 20ms 正負 2ms =(18ms~22ms) 表 4.9.1 L3 DOE 窄化參數 4.10 L3 DOE 回應表 由表 4.9.1 L3 DOE 回應表結果可得 : a.每一組 cell-1~cell-3 均無發現銲墊受損。 b.每一組 cell-1~cell-3 均能符合拉力,推球,球型大小及球厚度規格。 c.參數越大,拉力,推球 數據越高, 球型越大, 球厚度越薄。 表 4.10.1 L3 DOE 回應表 4.11 L3 DOE 球型及去金屬層確認 圖 4.10.a 為 Cell_Min~Cell_Max 球型及去金屬層確認結果,以高倍 光學電子顯微鏡 500 倍率檢查 Cell_Min~Cell_Max,每組檢查 40 顆球形, 每組均無發現銲球缺點,以高倍光學電子顯微鏡 500 倍率檢查 Cell_Min~
Cell_Max 每組檢查 40 顆球,每組均無銲墊受損缺點。
圖 0.a Cell-1~Cell-3 球形及去金屬層結果
4.12 L3 DOE 橫切面確認
圖 4.11[a]為 L3 DOE Cell_Min~Cell_Max 橫切面以 SEM 檢測結果, 每組檢查 40 顆球形,以 1500 倍率檢查,均無發現銲墊受損缺點。
4.13 可靠度測試結果 表 4.13.1 所示,將使用 DOE 產品後做 PCT 168Hours,TCT 200/500/1000 Cycle,HTST 168/500/1000 Hours,都沒有任何異常,及無 電性缺點。 測試項目 測試條件 測試次數 外觀檢測 (不良品/總數) O/S 測試 (不良品/總數) Pressure Cooker Test (PCT) JEDEC 22-A102-C 121℃/100%RH 29.7PSIA 168 hours 0/77 0/77 Temperature Cycling Test (TCT) JEDEC 22-A104-B -65℃~150℃ 200 cycles 0/77 0/77 500 cycles 0/77 0/77 1000 cycles 0/77 0/77 High Temperature Storage Test (HTST) JEDEC 22-A103-C 150℃ 168 hours 0/77 0/77 500 hours 0/77 0/77 1000 hours 0/77 0/77 表 0.1 可靠度測試
4.14 針對不同銅線線徑及封裝型態可靠度測試在 CUP 鋁墊結構實驗 表 4.14.1 為不同銅線線徑及不同的封裝型態在 CUP 鋁墊結構實驗結 果,我們以相同實驗手法針對不同銅線線徑(15um/18um/20um/23um/25um) 及不同封裝型態進行 DOE 實驗,均能通過可靠度測試 。 表 4.14.1 不同銅線線徑通過可靠度測試 4.15 CUP 第一銲點參數標準化 表 4.15.1,不同銅線線徑在 CUP 鋁墊結構,使用 DOE 方法得出主要參 數區間並將實驗結果標準化。
表 4.15.1 非 CUP 與 CUP 第一銲點參數標準化表 4.16 銲線參
數實驗結果
4.16.1 銲線振盪電流(Bond Current)參數趨勢 圖 4.16[a]是銲線震盪電流(C)對銅線線徑(D)的關係圖,在這個區域上 可得到銅線最佳接合效果,由此圖我們可以看到隨著銅線直徑(D)越大,銲 線電流(C)需設定越大,因此參數在這個區域上才有良好的製程結果,銅線 直徑(D)每增加 3um,振盪電流增加約 6%~10%,每種線徑的振盪電流呈線 性增加趨勢。圖 4.16.a 銲線電流(C)與銅線直徑(D)關係圖
4.16.2 銲線時間(Bond Time)參數趨勢
圖 4.16[b]是銲線時間(T)對銅線直徑(D)的關係圖,在這個區域上可得 到銅線最佳接合效果,線徑越大,銲線時間需設定越大,因此參數在這個 區域上才有良好的製程結果,線徑每增加 3um,銲線時間增加約 10%~20%。
圖 4.16.b 銲線時間(T)與銅線直徑(D)關係圖 4.16.3 銲線壓力(Bond Force)參數趨勢 圖 4.16[c] 是銲線壓力(F)對銅線線徑(D)的關係圖,在這個區域上可得 到銅線最佳接合效果,由此圖我們可以看到隨著銅線線徑越大,銲線壓力 (F)需設定越大,才有良好的製程結果,線徑每增加 3um,銲線壓力需增加 約 15%~22%。
第5章 結論與未來展望
5.1
結論
本研究主要是探討銲墊下線路型封裝打線製程改善方法,透過 DOE 手 法,由以上的結果可顯示三項主要銲線參數(振盪電流/壓力/銲接時間)可 以改善車用 IC(device:XKAA%)的 Pad Crack 問題,進而提升製程良率, 由 86.7%提升到 99.99%,如能標準化管控車用 IC 打線封裝製程參數,可有 效避免異常缺點發生,並增加車用 IC 產品的可靠度,得到客戶信心爭取到 訂單,除此之外本研究的結論且可歸納如下:
CUP 與非 CUP 的打線製程參數 window 比較結果可得,CUP 的打線參數 window 比較小。主要參數會依線徑增加而以類似線性趨勢增加:
a.由 DOE 實驗參數可得銅線線徑每增加 3um,振盪電流需增加約 6%~10% b.由 DOE 實驗參數可得銅線線徑每增加 3um,銲接時間需增加約 10%~20% c.由 DOE 實驗參數可得銅線線徑每增加 3um,壓力需增加約 15%~22%
d.每種銅線線徑均標準化第一銲接參數作業範圍,制定參數規格,可避 免 CUP 銲墊受損造成功能異常,也能達到良好的製程結果。
5.2
未來展望
未來半導體的市場,將會集中很大的一部分,在車用相關產品上,車用 產品不僅毛利率高,且訂單穩定大量,可長期獲利生產。但是也需要更嚴 苛的檢驗標準,萬一產出的異常產品到最終客戶端,所須賠償的金額將是 非常鉅額,因此訂立統一的規範標準及製程參數,才能有效管控,減少異 常發生,避免鉅額損失。 除此之外,未來半導體的趨勢只會隨著消費性電子產品的發展,不斷 地朝向輕、薄、小、功能強研發演進,唯有不斷地開發新的材料、新的封 裝製程、新的技術,滿足客戶的需求,才能在半導體封裝界掌握先機,持 續領先業界。第6章 參考文獻
[1] 倫敦貴金屬交易中心金價,12/15 2014 [2] 劉春松,民 98,鋁墊下電路型晶片銲線製程參數最佳化分析, 國立成 功大學工程科學系碩士班論文 [3] 桑希強 民 99,日月光 Wire Bond PE 訓練教材 第二版 [4] 三聯科技,民 99,銅線封裝技術,2012[5] 桑希強 民 103,日月光 Copper Wire Evaluation Report 第八版 [6] 宋元輔,民 101,日月光 PE CUP Wafer Instruction 第二版 [7] 林建榮,民 101,日月光統計教學 JMP 7.0 第四版
[8] 桑希強,民 100,銲針幾何結構說明,第二版
[9] Capillary Supplier : SPT GEOMETRY DATA SHEET,2013
[10] Properties and selection : Nonferrous Alloys and Pure Metal, Metal Handbook,Asm Intl,Ninth Edtion,Vol 2,1989
[12] 林東成,民 102,日月光開短路測試教材,第二版 [13] K&S,自動銲線機原廠操作教材,2013
[14] 莊昀達,民 101,材料披覆對 IC 封裝銅打線製程之影響,國立中山大 學,機電工程學系碩士班論文
[15]NIPPON Electron Co.Ltd. New Alternative Material for Bonding wire,2011 [16] 吳佳潁,“CUP 產品銲線製程能力改善與分析”,國立中山大學碩 士論文,2007。 [17] 賀先偉,民 101,日月光可靠度試驗教材,第二版 [18] 蓋永鋒,民 103,日月光銅線品質檢驗計畫,第三版 [19] 梁家倫,民 101,導線架產品銲線溫度對封膜製程影響評估,第二版 [20] K&S,自動銲線機原廠參數訓練教材,2012
附錄 1
銅球大小在電子光學顯微鏡下量測方法:
附錄 2
![圖 2.9.a 線路結構[6]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7411521.103860/28.892.125.668.113.391/圖29a線路結構6.webp)
![表 3.13.1 國際標準環境可靠度測試條件[17]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7411521.103860/46.892.105.714.871.1141/表3131國際標準環境可靠度測試條件17.webp)