Copolyester With Poly(Ethy1ene Terephthalate)
SHINN-JEN CHANG’s2 and FENG-CHIH CHANG**’’Institute of Applied Chemistry
National
Chiao-Tung University
Hsinchu, Taiwan
2Unwn Chemical
Laboratories
Industrial
Technology Research Institute
Hsinchu, Taiwan
High molecular weight phosphorus-containing copolyesters, poly(ethy1ene tereph-
thalatel-co-poly(ethy1ene DDP) (PET-co-PEDDP)s, were prepared and characterized with the objective of producing a non-halogen flame retardant system for practical applications. The phosphorus-containing copolyester with 30 wt?! phosphorus (P30 copolyester) was blended with PET to evaluate their characteristics and flame re- tardancy. Higher phosphorus content results in lower crystallinity and higher char formation after thermal degradation. The rheological behavior remains similar to that of PET. The P30/PET blend possesses higher crystallization rate than the cor- responding phosphorus-containing copolyester containing equal phosphorus con- tent. Thermal and rheological behaviors of P30/PET blends are similar to PET or the phosphorus-containing copolyesters. The P30/PET blends are miscible or com- patible base on single Tgs detected by DSC or DMA. The SEM/EDX phosphorus mapping image of the P30/PET blend shows uniform distribution of the phospho- rus moieties within the P30/PET matrix, another indication of a compatible or mis- cible blend between the phosphorus-containing copolyester P30 and PET. Flame re- tardancy of the P30/PET blend is identical to that of the phosphorus-containing copolyester with identical phosphorus content. Blending of high phosphorus con- tent copolyester with virgin PET provides a feasible method to obtain a flame resist- ant PET with u 3 I greater than 28.
INTRODUCTION Polyesters are usually extruded into filaments at a n recent years, emphasis has been placed on the ne-
I
cessity for rendering flame retardant products from the standpoint of human importance, and much effort has been directed to this purpose (1-4). Flame retard- ant polyesters can be obtained by blending flame re- tardants before they are fabricated into shaped articles (2). This method has the advantages of convenience and low manufacturing cost. However, organic flame retardants usually cannot endure normal processing conditions at elevated temperatures, and therefore a great portion of the organic flame retardants in the blend may eventually be lost as a result of vaporiza- tion or decomposition. In addition, poor compatibility between polymers and flame retardants often causes the migration of flame retardants when the blend in processing or use.temperature higher than 290°C and thus often cause degradation of the organic flame retardant and result in breakage of filaments. If the polyesters are blended with inorganic flame retardants, the spinnerets will be blocked during spinning and affect the pack pressure in spinning. In addition, the presence of a flame retar- dant is usually detrimental to the physical properties of the polyester and the flame retardant
migrating
to surface of the fabricated products also results in re- duced flame-retarding efficiency (5-8).Recently, flame retardants of phosphorus-contain- ing large molecules have been developed to replace conventional halogen-containing flame retardants to meet the requirements of low toxicity, low smoke, and low migration in view of environmental and health considerations. These phosphorus-containing flame retardants usually possess degree polymerization of around 15 and molar mass of about 2000. However, the heat stability of these phosphorus-containing flame T o whom correpondence should be addressed.
Shinnden Chang and Feng-Chih Chang retardants is still unsatisfactory, only suitable to be
processed at relatively lower temperatures.
In order to improve the poor heat resistance, low compatibility, and migration problems of conventional retardants, we have developed a high molecular weight copolyester flame retardant by importing a phospho- rus-containing diacid into the main chain of the co- polyester. When the flame retardant comonomer is chemically incorporated into the polyester backbone with high molar ratio, it functions as a compatible
high
molecular flame retardant. When this compatible high molecular flame retardant is blended with polyester, it will not migrate to the surface during melt processing such as extruding, injection molding, and spinning, and thus the efficiency of the flame retardancy can be retained. Therefore, the blended polyesters are expected to possess better physical properties and permanent flame retardancy than those conventional flame retard- ants.For this study, phosphorus-containing copolyesters, poly(ethy1ene terephthalate)-co-poly(ethy1ene DDP)s (PET-co-PEDDPs), with phosphorus contents of 0.7, 2.0 and 3.0 wt% were synthesized by polyconden- sation of terephthalic acid, ethylene glycol and phos- phorus-containing comonomer (9, lo-dihydro- 10-[2,3- di(hydroxycarbony1) propylj-9-oxa- 1 O-phosphaphenan- threne-10-oxide, hereinafter referred to as DDP). The purpose of this study is to identify and characterize
H
I
0-P-0
+
these phosphorus-containing copolyesters and P30/ PET blends. Furthermore, we also want to compare the performance of the phosphorus-containing copoly- ester with P30/PET blends and PET in terms of its thermal, flammable, morphological, rheological, and mechanical properties.
ExPERxMEmAL
Xatedalrn
Terephthalic acid ( P A ) and ethylene glycol (EG) were obtained from Tuntex Distinct Corp. of Taiwan. The compound 9.10-dihydro-9-oxa- lo-phosphaphen- anthrere-lO-oxide (DOP) and itaconic acid were pur- chased h m the Sank0
Ltd.
of Japan. Tetrabutyl ortho-titanate was purchased from Merck Schuchardt Ltd. The compound 9,lO-dihydro-lO (2,3- di (hydroxycar- bonyl) propyll- 1 O-phosphaphenanthrene- 1 O-oxide (DDP) was prepared by an addition reaction of DOP with itaconic acid (9) as shown in Scheme 1 .
The phosphorus-containing copolyesters of phos- phorus contents of 0.7, 2.0. and 3.0 wt?? were synthe- sued through co-condensation of DDP with TPA and EG catalyzed by tetrabutyl orthotitanate. The prepara- tions were made according to a method previously de- scribed by Chang
et
aL
(10) (as shown in Scheme 2). The copolyester with phosphorus content of 0.7 wt?? is denoted as PO7, 2.0 wt% is denoted as P20 and 3.0CH,=CH
-
C O O H
I
DOP
150°C
DDP
Scheme 1 . Preparation of DDP.CH,
- C O O H
Itaconic acid
0
0
HO-
C-CH-C&-C-OH
I
I
I
QI,I
0 - P - 0
0 0 0 0
I
I
HO- C-CH-CHZ-C-CE
HO-!-@!-OH
f
HO-CH2--CH2-OH f ITPA
EG
DDP
Ti(OBu), c*
esterification at 2300C polycondensation at 275°C CH,I
PET-CO-PEDDP
Scheme 2. Preparation ofPET-cePEDDPpolymer.
wtYo is denoted as P30. Nature grade PET
(IV
= 0.635) was obtained from Shin-Kong Synthetic Fibers Corpo- ration of Taiwan.solution. The melting temperature (Tm), heating crys- tallization temperature (Tk) and glass transition tem- perature
(To)
of the phosphorus-containing copoly- Melt Blending and Sample PreparationThe blends of the copolyester P30 with PET were pre- pared by using a counter-rotating 20 mm twin-screw extruder (L/D = 48, Welding Engineers Instruments Model 8 HT) with a rotational speed of 250 rpm. Vacuum was applied in the decompression zone. The barrel temperatures were set from 150 to 250°C. All materials were vacuum dried a t 65°C for 15 hours prior to the extruder blending. The P30/PET blend with phosphorus content of 0.3 wtYo is denoted as BP03,
0.4 wF!! is denoted as BP04, and so on. The detailed processing conditions for extrusion and injection molding are listed in Table 1 and Table 2.
CharPcterizatiolls
esters and their blends were determined on a DuPont 910 DSC a t a heating rate of lO"C/min under nitro- gen atmosphere. The cooling crystallization tempera- ture (T,) was obtained by cooling the sample from 300°C also at a cooling rate of lO"C/min. The thermo- gravimetric analysis was carried out using a DuPont Model 951 TGA with a heating rate of 2O"C/min under oxygen and nitrogen atmospheres, respectively. Rheological characterizations were performed using a Goettfert 2001 CapiUary Rheometer at 270°C. The flam- mability test was based on the limiting oxygen index (LQI) measurement by following the ASTM D2863-87 method. The crystallinity was determined by a
Rig&
D/MAX-RC X-ray diffractometer using the Ni-filtered Cu Kcl radiation at 100 A, 40 kV, and 28 ranging from 5" to 45".
The intrinsic viscosities of copolyesters were deter- mined by an Ubbelohde viscometer a t 30°C in t h e phenol/ 1.1 ',2,2'-tetrachloroethane (60/40 wtYo/wt%)
Dynamic mechanical analysis (DMA) was carried out on a DuPont DMA Model 983 a t temperatures ranging from - 150 to 150°C under nitrogen atmos-
ShinnJen Chang and Feng-Chih Chang
Table 1. Processing Conditions for Extrusion.
Sample' BP03 BP035 BPO4 BP05 BP06 BP07 BP12 Barrel Temperature ("C) Pb P3WETC (Wt"W ( M O/ W h ) stage: 1 2 3 4 5 6 0.30 10190 150 250 250 250 245 245 0.35 12 I 8 8 150 245 245 245 240 230 0.40 13.3 186.7 150 250 250 250 245 250 0.50 16.6 I 83.4 150 250 250 250 245 250 0.60 20 I 8 0 150 245 245 245 240 245 0.70 23177 150 245 245 245 240 245 1.20 40 I 6 0 150 245 245 245 240 245
*BPI33 is the P3OiPET blended polyester with 0.3 W% phosphorus content, BPO35 is the PWPET blended polyester with 0.35 W196 of phosphorus content, BPO4 is the P3WPET blended pdysster with 0.4 W t X phosphorus content, BP05 is the P30iPET blended polyester with 0.5 wt% phosphorus content, BP06 is the W E T blended polyester with 0.6 W% phosphorus content, BP07 is the F30iPET blended polyester with 0.7 wph phosphorus content, BP12 is the P3WPET blended polyester with 1.2 W196 phosphorus content.
bwl% phosphorus content base on total polymer.
'PET is poly(ethylene terephthalate). P30 is phosphorus-containing copolyester with 3.0 wt% phosphorus content.
phere. The dimension of the DMA specimen was 50 mm x 12.7 mm X 3.2 mm. The morphologies of the injection-molded specimens were examined by scan-
ning electron microscopy (SEM) using a CAMSCAN SEM Series 4 microscopy at an accelerating voltage of 20
kV
and 0" tilt angle. The specimen was prepared by fracturing under liquid nitrogen, followed by sput- ter coating with gold on the fractured surface before observation. The spatial dispersion of the phosphorus moieties in the blended polyester was examined by means of energy dispersive X-ray analysis(EDX)
(CAM- SCAN EDX W9 lOO/ClO) using an elemental mapping technique based on phosphorus element. The phos- phorus dispersion of the blended polyester fiber cross section was analyzed by the EDX using phosphorus elemental linescanning
technique. The specimen was prepared by embedding with epoxy, followed by cross section and sputter-coating with gold on the surface before observation.The tenacities of the polyester fibers were measured at a crosshead speed of 30 cm/min according to the JIS Standard, L1070-1964. The fiber was obtained by melt spinning from a single screw extruder equipped with a spinneret, an air cooling system and a pair of
take-up rollers. The temperature profile in the extruder along with the spinneret was set around 285-292°C. The as-spun fibers were then subjected to hot-draw-
ing to various extent at 100°C.
Tensile properties were performed by using an In-
stron universal testing machine Model 420 1 according to the ASI'M D638 with a crosshead speed of 5 mm/ min. Impact properties are performed by using
TMI
impact tester according to the ASTM D256 method. The testing specimens were prepared on a Toshiba I s 55 EPN injection molding machine. The temperature profile was set to range from 150 to 250°C.
RESULTS
AND DISCUSSIONThe phosphorus-containing copolyesters of P07,
P20, and P30 were obtained through co-condensation of DDP with ' P A and EG as shown in Scheme 2. The charged monomer fraction of DDP is 4.5 molYo, 13.0 mo1Yo and 22.6 molYo, respectively. P30 copolyester with
high
DDP molar ratio is a high molar mass poly- ester type flame retardant. We intend to use the P30 copolyester as a high molar m a s flame retardant to blend with PET to give various phosphorus content P30 /PET blends.Table 2. Processing Conditions for Injection Molding.
Sample' PET PO7 P20 P30 BP03 BP035 BPO4 BP05 BPO6 BP07 BP12 Barrel Temperature ("C) Pb P W E F Mold Temperature ("C) wph (wt%/wt%) stage: 1 2 3 Nozzle 0.00 0/100 245 250 245 245 50 0.70
-
235 245 240 245 50 210 210 205 205 50 2.00-
3.00-
200 180 180 150 50 0.30 10190 235 245 240 245 50 0.35 121aa 235 245 240 245 50 0.40 13.3 186.7 235 245 240 245 50 0.50 16.6 I 83.4 235 245 240 245 50 0.60 20 I 8 0 235 245 240 245 50 0.70 23177 235 245 240 245 50 I .20 40160 235 245 240 245 50'PO7 is phosphorukcontaining copolyester with 0.7 Wph phosphorus wntent, WO is phosphoruscontaining copolyester with 2.0 wph phosphorus content.
bwPh of phosphows content based on total polymer. O T h e ratio of P30 blend with PET.
Table 3. The Phosphorus Content, Phosphorus Comonomer Molar Fraction, Thermal Properties and Intrinsic Viscosity of PET and Phosphorus-Containing Copolyesters.
Sample (wt%) (mol%) ("C) ("C) ("C) ("C) (dllg) Pa DDPb TEE" Thcd Tm' T, (DSC)' IVS PET 0 0 1 a8 1 58 257 81.7 0.635 PO7 0.7 4.5 176 165 236 77.2 0.633 P20 2.0 15.0 148
-
1aa
77.0 0.640 P30 3.0 22.6 - --
76.8 0.638Bwt% of phosphorus content based on total polymer
bDDP is the phosphoNS-COntaining diacid, mol% of DDP is based on diacid
J, is the cooling clystallization temperature
T,, is the heating clystallization temperature
J, is the melting temperature IV IS the tntnnsic viscosity
f JB is the glass transition temperature measured by DSC
Characterizations of Pbosphorus-ContPinipb
c o ~ e s t e r s
The charged monomer fraction of the phosphorus- containing diacid (DDP), intrinsic viscosity ("), melt-
ing
temperature (T,,,) , glass transition temperature(Tg), heating crystallization temperature (Tk) and cool-
ing
crystallization temperature (Tee) of the synthesized phosphorus-containing copolyester PO7 and P30 are summarized inTable
3. All the intrinsic viscosities are around 0.633 to 0.640 as shown in Table 3. These in- trinsic viscosities indicate that the molecular weights of those phosphorus-containing copolyesters are com- parable, so that the effect of molecular weight on the characteristic can be neglected. The DSC thermograms of PET, phosphorus-containing copolyesters (PO7 and P30) and blends (BP04 and BP07) are shown in Flg. 1 .The PO7 copolyester exhibits a similar thermal behav- ior to that of the PET with a relatively lower T, (236OC vs. 257°C) but a higher ThC (165°C vs. 158"C), a n indi- cation of slower rate of crystallization. As can be seen
Fg. 1 . Dsc heating scans thermo-
grams of various phosphorus-con-
taining polyesters.
from Fig. I , the P30 copolyester possesses only the glass transition while the crystallization does not occur under this scanning. The presence of the bulky pen- dent phosphorus side groups in this copolyester tends to decrease structural regularity and retard its crys- tallization. The X-ray diffraction patterns of PET and copolyesters (PO7 and P30) are shown in Fig. 2. The intensity of scattering is plotted as a function of 28.
The relatively sharp peaks are due to scattering from the crystalline regions and the broad regions are due to scattering from non-crystalline areas. The results of
WAXD also demonstrate that the crystalline region of
copolyester decreases qualitatively with the increase of the phosphorus content. However, all copolyesters demonstrate similar diffraction patterns. The sharp peaks of all copolyesters are at the same 28, implying that the crystal lattices of all copolyesters do not change with the incorporation of the phosphorus-con-
taining
comonomer in the polyester backbone.The thermogravimetric curves of PET and the phos- phorus-containing copolyesters under nitrogen atmos-
I
1 I I I 1
5 0 I00 I50 260 2 5 0 360
("c
ShinnJen Chang and Feng-Chih Chang 100
-
80-
60-
4 0-
20-
5 10 15 20 25 30 35 40 4 5 Diffraction angle ( 29 )F@. 2. X-ray
dtf-action
patterns of m7, P30, and PET.phere are shown in Rg. 3. It is clearly shown that an increase in the phosphorus content results in a lower-
ing
of the initial degradation temperature but an in- crease in the residual char. The flame retardancy of a phosphorus-containing polymer and the correlation with its phosphorus content have been previously studied (1 1-13). Table 4 shows LO1 values and the cor- responding char residuals of the PET and phosphorus- containing copolyesters. Both LO1 value and residual char increase as the phosphorus content is increased. Table 5 reveals that PET has the highest thermal de- composition temperature (T, = 442°C) under nitrogen atmosphere, followed by PO7 copolyester (Td = 431°C).1476
Table 4. The Residual Char and Limiting Oxygen Index (LOI) Values of PET and Phosphorus-Containing Polyesters.
Sample P (wt%) Residual Char. ( W h ) LO1
PET 0 4.2 23.7
PO7 0.7 10.0 33.3
P20 2.0 12.4 35.0
P30 3.0 12.5 35.2
*wt% of residual char at 850°C.
P 2 0 copolyester (T, = 419°C) and P30 copolyester
(Td
= 413°C). Lower thermal stability with higher phosphorus content is due to more P - 0 bond cleavage of the phosphorus-containing copolyester. However, under oxygen atmosphere, the trend of thermal de- composition temperatures has been reversed, as shownin
Table 5. The formation of a protected char layer (3, 14) for the copolyester (P07, P20 and P30) raises the decomposition temperature of the copolyester under oxygen atmosphere higherthan
that of the PET.The melt viscosity as a function of shear rate for PET and phosphorus-containing copolyesters at 270°C is delineated in Fig. 4.
AU
copolyesters demonstrate shearTable 5. The Decomposition Temperature of PET and Phosphorus-Containing Copdyebters Under
NitrogenlOxygen Atmosphere.
Tda
rc)
Tdbrc)
Sample Under N, Under 0,
PET 442 382
PO7 431 386
P20 41 9 394
P30 41 3 397
.Onset decomposition temperature under n i t w n . decomposition temperature under oxygen.
I20
o ! I 1 I I
2 0 0 4 0 0 600 8 0 0 I 1
Q. 3. TCA thermograms of various phospbrus-contdning polyesters under nitrogen atmosphere.
A BP07
(7 PO7
Tenpmtum = 27OC
1E+2 1E+3 1E+4
Shear Rate (Vsec)
Fig. 4 . Melt viscosity asfunction of shear rate for various phasphanwcontaining polyesters.
1 E+l
I
thinning behaviors similar to PET. The melt viscosity decreases slightly with the increase of the phosphorus content because of the lower melting temperature of phosphorus-containing copolyesters.
Characterizations of Phosphorurn-Containing
Copolyeater/PET Blends
The phosphorus content, P30/PET blending ratio, T,. Tg, Tk, Tcc, and intrinsic viscosity of BP04 and BP07 are listed in Table 6. As can be seen in Fig. I , both BP04 and BP07 blended polyesters exhibit single Tg and single T,. Furthermore, Tg of these P30/PET blended polyesters is located between the Tg of P30 and PET. Therefore, these polyester blends can be considered to be miscible. T , of the blended polyester decreases with a n increase of phosphorus content. The PO7 copolyester has substantially lower
T,
than that of the BP07 blend (236°C vs. 251"C), although both have equal phosphorus content.Tg
also shows a similar trend (77.2"C vs. 78.8"C). T, and Tg of the PO7 copolyester are the lowest among all since PO7 is a random phosphorus-containing copolyester (1 5). Rela- tive to PET, the PO7 copolyester has higherTk
(165°C) and lower TCc (1 76°C) while the blended polyesters BP04 and BP07 have lower Tk (138°C and 143°C) and higher T, (198°C and 196°C). These results imply that the P30 in these blends is able to act as a nucleation agent in accelerating the rate of PET crystallization. Presence of a foreign surface will reduce the free en- ergy barrier for nuclei formation (16). Thus, nucle- ation will occur more easily for those blended poly- esters through heterogeneous nucleation. Since thePO7 copolyester is a random copolyester, it will nucle- ate and grow crystals through a homogeneous matrix at a slower rate than would be expected. In addition, the PO7 copolyester possesses bulky phosphorus side groups that tend to retard crystallization relative to
the virgin PET. The P30 copolyester does not crystal-
lize during the heating scanning because it contains too many bulky phosphorus side groups. Thus, Tk of PO7 copolyester is higher than that of PET while its T, is lower than that of PET.
As illustrated in Q. 3, all polymers investigated are degraded in a one-step process. A one-step degraded process implies that the blended polyester is well mixed. By comparison, the PO7 copolyester has a higher thermal decomposition tempemture (Td =: 431°C) than
those of the blended polyesters of BP04 ITd = 410°C) and BP07 (Td = 407°C) under nitrogen atmosphere.
This can be interpreted as the blended polyesters con- taining less thermally stable P30 copolyester that is able to exert a flame retarding effect. When the phos- phorus content is increased, Td shifts to lower tem- peratures. However, the PO7 copolyester is a random copolyester containing relatively weaker phosphorus linkages as pendant groups. When the thermal deg- radation occurs through the P-0 bond cleavage, the copolyester backbone can still be maintained and de- grades at a higher temperature. Therefore, the PO7 co- polyester has a higher Td.
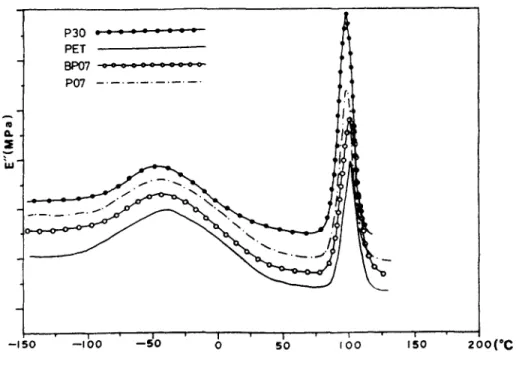
Curves of loss modulus (E") versus temperature from the dynamic mechanical analyses (DMA) of PET, P07, BP07, and P30 are illustrated in
3.
5. All the sam- ples give two transition temperatures. The lower tem- perature (around -50°C) corresponds to the second-ary transition (17, 18) owing to the rotation of ester (-COO-) and methylene (-CH2-), while the higher tem- perature (around 100°C) corresponds to a
glass tran-
sition result in the main chain motion of the amor- phous region. P07, P30 copolyesters and the BP07 blended polyester demonstrate a similar dynamic me- chanical behavior to that of the virgin PhT (19) with slightly lower Tg transition temperature, at around 97-102°C (E" is usually higher than t a n s ) . In terms of micro-scale, PET is a homopolymer with homogenous sequence. On the contrary, these phosphorus-con- taining copolyesters are random copolyesters with heterogeneous sequential lengths
(G
= 1.3 13 for P30 copolyester andG
= 1.025 for Po7 copolyester) (15). The width of transition peak has the trend of P30 >Po7 > PET owing to longer of the P30. The amor- phous region of the copolyester increases with the in- crease of the
G.
The shape of transition peak of the BP07 blended polyester is similar to that of the PO7 copolyester. Peaks of BP07 and PO7 shift slightly toTable 6. Phosphorus Content, Thermal Properties, and Intrinsic Viscosity of P3WET Blends.
P P30lPET TCC T k Tnl T, (DSC) IV
Sample (wt%) (wt% I W h ) ("C) ("C) ("C) ("C) (dug)
BP04 0.4 13.3 186.7 198 138 255 79.2 0.634
BP07 0.7 22.6 196 143 251 78.8 0.632
ShinnJen Chang and Feng-Chih Chang
Q. 5. The loss modulus (E3 us.
temperaturefrom DlMA spectra of Po?, BPO7, P30, and PET.
A
1
I
I I I I I I-I 5 0 -I00 -50 0 5 0 I 0 0 I50 2
lower temperatures than that of PET. The order of transition temperature is: PET
>
BP07 blend>
PO7 copolyester>
P30 copolyester. This observed DMA re- sult again emphasizes that the P30 copolyester is compatible or miscible with PET.As seen in Fig. 4, the melt viscosity of the BP07 blend is close to the PO7 copolyester but is slightly
lower than the
PET
within the shear rate range of l@-104 l/sec. Therefore, the BP07 blended polyester, phosphorus-containing copolyester pO7, and PET havesimilar rheologid characteristics.
The
limiting
oxygen index (LOI) value can be used as an indicator to evaluate polymer flame-retardancy (11-13).Table
7 lists the LO1 values and phosphorus contents of various P30/PJ3T blends. Rgwe 6 depicts the relationship between Lo1 and total phosphorus contents of P30/PET blends and various copolyesters (pO7, P20. and P30). These P30/PET blends were pre- pared byusing
P30 copolyester as a flame retardant. Q u r e 6 demonstrates that a higher LO1 value is ob- tained by increasing phosphorus content in both co- polyesters and blends. However, it reaches a plateau when the phosphorus content approaches 0.7 wt%. From an economic viewpoint, in the blended polyesterTable 7. Limiting Oxygen Index (LOI) Values and Various
Phosphorus Contents of P W E T Blends.
~~~ ~ BP03 0.3 BP035 0.35 BPQ4 0.4 BP05 0.5 BP06 0.6 BP07 0.7 BP12 0.7 ~~~ ~ ~ - 10190 26.2 12/88 27.8 13.3 I 86.7 29.4 16.6 163.4 31.2 20 I 8 0 32.4 2 3 1 n 33.4 23/77 34.0
with as little as 0.4 wt% of phosphorus, the Lo1 can reach 28 to meet the flame retardant criterion. A ma- terial with LO1 of 28 or higher is rated as a flame re- tardant material.
Stannett et d (20, 21) reported that a reactive
type
flame retardant is more effective than that of an addi- tive type because a reactive flame retardant can react and be attached to the polymer backbone to yield a more homogeneous system.
As
illustrated in Flg. 6, the LO1 of PO7 copolyester is almost equal to the LO1 of the BP07 blended polyester. This result indicates that the same flame retardancy can be achieved either through copolymerization or blending provided that the blend is compatible or miscible.Q u r e 7 shows the SEM/EDX micrograph of the fractured surface of the BP07 blended polyester. No
28 0 I
I
P
~ ~
:$24
[#
, , , ,I;;,-
b,kn:PO,,;;
BPI
~ E 3 copolyester . . ~ . .
PO7
- . . . . 20 0 I 2 3‘I‘otal I’hosphorus Coiilciit (x)
FYg. 6. Limiting oxygen indew (LOO us. total phosphorus w n - tent in P30/PET Mmds.
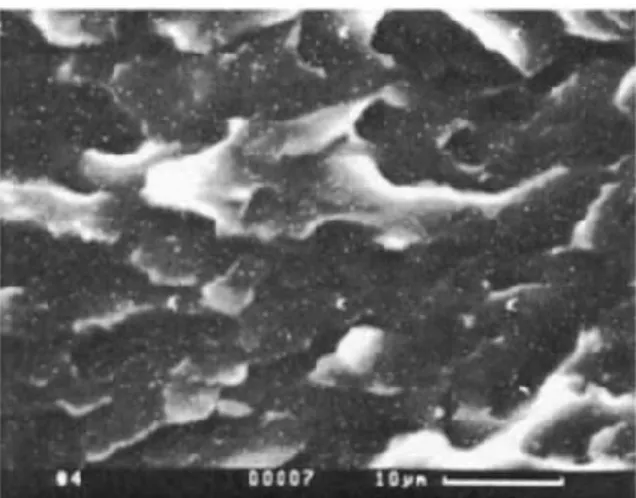
Fig. 7. SEM/EDX micrograph of thefracture surface of the
injection molded BPO7.
Q. 9. The SEM/EDX phosphorus elemental line scanning image of the BFQ7_fiber cross section
Q. 8. EDX elemental mapping image of the injection molded
BPO7 blend based on element phosphorus.
obvious phase separation can be observed at this specified magnification. This result indicates that the phosphorus-containing copolyester P30 and PJ5T are fairly compatible, if not totally miscible. The EDX phos- phorus mapping image of the BP07 blend at a higher magnifxation of the cross section from an injection molding specimen is shown in Fig. 8. Again, these phosphorus moieties (white points) disperse quite uni- formly throughout the cross section of the BP07 ten- sile specimen. Figure 9 shows the SEM/EDX phos- phorus elemental line scanning image throughout the cross section of a BP07 fiber (the circle drawn dashed line represents the cross section of the BP07 fiber). The phosphorus intensities within the diameter (a-b) of the fiber are quite uniform and higher than outside of the diameter (which is the base line). That means the phosphorus moiety of the BP07 fiber is also uni- formly distributed. This result indicates that regard- less of the material being processed or fabricated, the phosphorus component can be dispersed quite uni-
formly throughout the cross section of the products. This result also suggests that the phosphorus-con-
taining
copolyester P30 is compatible or miscible with PET. If the P30/PET blend is incompatible, the lower melt viscosity component (P30 copolyester) should concentrate more on the outer layer. The extent of the transesterification reaction between two polyesters de- pends on the blending time, temperature, composi- tion, residual polyester catalysts, and the added cata- lyst (22). In this study, the lapse of blending time is too short (about 2 minutes) for detectable transesteri- fication, which was confirmed by proton NMR. The BP07 was separated by a continuous extraction hot chloroform for 36 hours in a Soxhlet extraction appa- ratus. Proton N M R spectra of the Soxhlet extraction solid part (PET) and liquid part (P30) did not show any product from transesterification.The tenacity and elongation at break are shown in Figs. 10 and 11, respectively. The tenacities of the as- spun fibers of PET, PO7 copolyester, and P30/PET blends are approximately at 0.4 g/d. At a drawing ratio of 3, the tenacities of the P3O/PET blended fibers (BP04 and BP07) are around 1.5 to 1.7 g/d, higher than that of the PO7 copolyester (1.25 g/d). The tenac- ity increases with the increase of PET content because the PET has higher tenacity. A similar trend was also observed for the measured elongation-to-break (Fig. 11). The tenacity of PO7 copolyester fiber tows was measured as a function of different drawing ratios: the results are shown in Fig. 12. The tenacity increases gradually from 0.4 g/d for the as-spun fibers to about 2.8 g/d for fibers with a drawing ratio of 5. A higher
ShinnJen Chang and Feng-Chih Chang
_ _
3 2 5 B3 2
0 I 0 5 0 UTake Up R a l i ~ 2 0 0 (As-Spun) .Take Up R a t 1 ~ 2 0 0 (Hot hawmg=3)PET mi BH)4 BWl
Rg. 10. The tenacity
offibers
of various phosph0rus-contain-ing polyesters. 70 60
-
50 C f 40 30 20 10 OD 0 - 80,
I - - 1 m7 BFQ4 BFQ7Rg. 11. ?he elongation 0f-s of various phosphonrscon-
taining polyesters.
e
B
2.0 1.o
0.0 I 2 3 4 5 Draw RatioRg. 12. Tenacity us. dmwing ratio ofjiberFW7.
Table 8. The Tensile Strength and lzod Impact
of PET, BW4, BP07, PO7 and P30.
Tensile impact
P P30 I PET Strength Strength
Sample (Wh) (WhIwt%) (MPa) (JIM)
PET 0 0 I100 60 20.9
BPO4 0.4 13.3 186.7 52 22.7
BP07 0.7 23/77 44 23.6
PO7 0.7
-
41 24.3P30 3.0 100/0 30 27.6
tenacity with a higher drawing ratio is due to higher orientation of fibers.
Table 8 delineates the tensile strength and Izod im- pact of the injection molded specimens for the blended polyesters (BPO4, BP07), copolyesters (W7, P30) and PET. The general trend shows lower tensile strength with higher phosphorus content. However, the Izod impact increases with the increase of the phosphorus content. The presence of phosphorus-containing co- polyester P30 in PET matrix tends to reduce PET crys-
tallinity and results in lower tensile strength but hgher impact toughness.
coIIIcLusIo1116I
For a phosphorus-containing copolyester, the incor- poration of phosphorus moieties into its molecular chain has a significant effect on its crystallization and flame retardancy behavior. Higher phosphorus con- tent results in lower crystallinily and higher char for- mation after thermal degradation. The rheological be- havior remains similar to that of
PET.
The P30/PET blend possesses a higher crystallization ratethan
the corresponding copolyester with equal phosphorus con- tent. Thermal and rheological behaviors of P30/PET blends are similar to PET or the phosphorus-contain-ing
copolyesters. The P30/PET blends are miscible, asa single 'T was observed by DSC or DMA. The SEM/
EDX phosphorus mapping image of the P30/PET blend shows uniform distribution of the phosphorus moi- eties within the P30/PET matrix, another indication of a compatible or miscible blend between the phospho- rus-containing copolyester P30 and PET. The flame retardancy of the P3O/PET blend is identical to that of the phosphorus-containing copolyester if the total phosphorus contents are equal. Blending of high phos- phorus content copolyester with virgin PET provides an easy and feasible way to obtain a flame resistant PET with LQI greater
than
28.ACKNOWLEDGHEENT
The authors would like to express our gratitude to Professor P. D. Hong of Department of Textiles and Polymer Engineering, National Taiwan Institute of Technology for conducting experiments on X-ray dif-
!?action analyses.
REFERENCES
1. SRI International, Flame Retardants, in Specialty Chem- icals-A Multiclient Report (1993).
2. S. R. Sandler and W. Karo, Polymer Synthesis Academic, Vol. I. p.367, New York (1974).
3. C. F. Cullis and M. M. Hirscher, The Combustion of Or- ganic Polymers, 241, Clarendon Press, Oxford, England
(1981).
4. W. C. Kuryla a n d A. J. Pappa, name Retcudcmcy of Poly-
mer Materials, Vol. 1, Marcel Dekker. New York (1975).
5. I. S. Toyama. M. S . Uoza, and A. K. Toyama, U.S. Patent
5,026.757.
6. I. S. Toyama, M. S . Uoza, a n d A. K. Toyama, U.S. Patent 5.04 1,490.
7. L. S. Cohen a n d R. W. Stackman, Be 769,229.
8. K. Helmut, H. Walter, and C. Haraid. DE 2,148,348.
9. S. Endo. K. Kashihara, A. Osako, T. Shizuki, a n d T.
Ikegami. U.S. Patent 4,127,590.
10. S. J . Chang, Y. C. Sheen, R. S. Chang, a n d F. C. Chang, Polyrn Degrad Stab., 54, 365 (1996).
11. M. Sato, H. Kondo. and M. Yokoyama, J. AppL Polyrn
S c i ,
2s.
299 (1984).12. C. P. Yang and S . S . Wang, J . Polyrn Sci, -7, 3351
( 1989).
13. C. J. Hilado, Flame Retardants, p. 1, Technomic, West-
14. M. Bank, J. R. Ebdon, and M. Johnson, Polymer, 34, 15. S . J. Chang and F. C. Chang. Polymer, to appear.
16. R. J. Young and P. A. Lovell, Introduction to Polymers,
2nd Ed., p. 204, Chapman & Hall, London (1991). 17. I. M. Ward, lYans. Faraday Soc.. 56, 648 (1960). 18. K. H. Iller and H. J. Breuer. C o b i d Sci, 18, 1 (1963). 19. H. F. Mark, N. M. Bikales, C. G. Overberger, G . Menges, and J. I. Kroschwitz, Encyclopedia of Polymer Science
and Engineering, 2nd Ed., Vol. 12., p.24, J o h n Wiley & Sons. Inc., New York (1988).
20. R. Liepins, J. R. Surles, N. Morosoff. a n d V. T. Stannett, J. AppL Polyrn Sci, 21,2529 (1977).
21. R. Liepins, J. R. Surles, N. Morosoff, V. T. Stannett, J.
J. Du@, and F. H. Day, J. AppL Polyrn Sci, 22, 2403
(1978).
22. S. C. Lee. K. H. Yoon, L. H. Park, H. C. Kim, and T. W.
Son, Polymer, 38,4831 (1997).
port, Corn., (1973).
4547 (1994).
Received July 12,1997 Revised Nouember 1997