國 立 交 通 大 學
工學院產業安全與防災學程
碩 士 論 文
鋼構箱型樑製程危害分析
及職災預防之研究
The Study On Steel Structural Box-Girder Processes
Hazard Analysis And Disaster Prevention
研 究 生:廖哲楨
指導教授:陳春盛 教授
鋼構箱型樑製程危害分析及職災預防之研究
The Study On Steel Structural Box-Girder Processes
Hazard Analysis And Disaster Prevention
研 究 生:廖哲楨 Student:Jer-Jan Liao
指導教授:陳春盛
Advisor:Chun-Sung
Chen
國 立 交 通 大 學
工學院產業安全與防災學程
碩 士 論 文
A Thesis
Submitted to Degree Program of Industrial Safety and Risk Management
College of Engineering
National Chiao Tung University
In Partial Fulfillment of the Requirements
for the Degree of
Master of Science
in
Industrial Safety and Risk Management
May 2009
Hsinchu,Taiwan,Republic of China
鋼構箱型樑製程危害分析及職災預防之研究
學生:廖哲楨 指導教授:陳春盛 博士
國立交通大學工學院產業安全與防災學程
摘 要
鋼結構之橋樑由於自重較輕、施工迅速、材質均勻、構材強度一律、造型多樣美 觀,非常適合大跨距、市區內興建及災橋快速復建,故展望未來鋼結構橋樑尤以箱型 樑在土木工程佔有重要地位,有鑑於此,鋼結構箱型樑於製程中一定潛藏許多危害因 子,而本研究目的即探討鋼結構箱型樑製程中使用之機具、設備、原物料及操作程序 等危害之分析、評估及提出預防對策。 本研究應用工作安全分析方法,辨識出鋼結構箱型樑製程危害有二十種類型,其 中割擦傷、撞傷、物體飛落、灼傷、感電、墜落等六類佔比例最高,由此可知此六項 危害是箱型樑製程發生職業災害之主要因素,作業勞工及事業單位雇主不可不慎。 另運用風險矩陣方法進行風險評估分析結果,得到鋼結構箱型樑製程風險等級列 為極高風險與高度風險合計為 149 件,其中墜落、物體飛落,撞傷及感電四項危害所 佔比例最高,因此應將此四項危害列為最優先改善之風險。 最後本研究利用本質較安全設計策略,提出多項取代、減弱對策,供事業單位參 考使用,希將鋼結構箱型樑製程風險降至可接受範圍,以確保勞工作業安全與健康。 關鍵詞:鋼結構箱型樑、工作安全分析、本質較安全設計The Study On Steel Structural Box-Girder Processes Hazard Analysis And
Disaster Prevention
Student:Jer- Jan Liao Advisor:Dr. Chun- Sung Chen
Degree Program of Industrial Safety and Risk Management
National Chiao Tung University
Abstract
As steel structural bridge weighs lighter,makes construction faster. Also, evenness in material quality, constructional material of the same intensity, and the variety of models and appearance,makes it most suitable for great span, for construction in urban district and also, quick restoration of damaged bridges.Therefore, we look forward to the future construction of steel structural bridge, especially the box-girder, to become an important position in civil engineering, In view of this, the process in the construction of steel structural box-girder certainly involves of many hidden harmful factors, but the goal of this research is to analyze the use of tools, equipment, the original material & operational sequence,etc. risk analysis; to evaluate and propose of prevention countermeasures.
This research applies the job safety analysis measure, to identify of 20 different types of risk in the construction of steel structural box-girder, and which from among, cuts & abrasion, bruises, falling objects, burns, electrification, crashes and etc. 6 categories, account for the highest proportion. Thus, knowing hereby that these 6 harms are the primary factors of job injury in the construction of box-girder, and which both the laborers and employers should be careful of.
In addition, having carried out of risk assessment based on risk matrix measure, found a total of 149 cases to have graded the construction of box-girder to be of the greatest risk, and among which, crashes, falling objects, bruises and electrification, to being the 4 harms that account for the highest proportion of risk. Henceforth, should have listed these 4 harms as risks for improvement first.
Finally, this research utilized of the inherently safer design strategy in nature, proposed of many substitutions, weakened of countermeasures, for reference by the institution. Hoping to reduce the risk in the construction of steel structural box-girder to an acceptable range, in order to ensure of laborers’ health and job safety.
Key words:Steel Structural Box-Girder;Job safety analysis:JSA; Inherently Safer Design,ISD
誌 謝
工作與求學總是跌跌撞撞許多年,在一個偶然的機緣受勞安達人黃金銀名師鼓勵 下,考上擁有美麗校園及豐厚學術氣息的理工名校交通大學,於交大這些求學的日子 裡,除了努力在課業研習外,亦享受著校園生活帶來的美好點滴,感謝學校給我這一段 人生旅途上最豐碩學習經歷。 在求學的日子及論文研究期間,承蒙恩師陳春盛教授悉心指導及鼓勵,及論文口試 委員林國安教授與王維志教授的審閱匡正與提供寶貴意見,方得完成本論文,在此表達 至高謝忱。同時,也要感謝授課陳俊瑜校長、陳俊勳教授、陳建忠教授、趙文成教授、 石東生所長的教導及學長林松吉、吳昌益、翁仁成、施昭宏、丁春能,在求學上的關心 及意見的提供,還有專班戰凌雲小姐行政上的協助,亦表達崇高的謝意。 個人求學及論文撰寫期間承蒙同窗其怡、文輝、學穎、偉民、義松、浩浰等人互相 切磋砥礪;駐廠期間承蒙台灣世曦林枝水及蔡易勳顧問專業上指點;榮重鋼構的忠訓、 晉平、智華、克融、龍星、金益、振榮、茂村及中鋼構的福利、穎川、國雄、榮州等前 輩多方協助與提供資料,另感謝中正大學王一奇教授、弘林補習班陳錦紅老師在論文撰 寫上的指正與協助,還有許許多多的同學及朋友所給予鼓勵與關心,使我得以完成碩士 學業。 最後僅以此文獻給生育我劬勞的父母、平日對我們關懷倍至的岳父母、以及最摯愛 的家人端媚、笠婷、笠媛及關心、幫助我的所有人,沒有你們大家的支持與關懷,無以 完成此論文。 廖哲楨 謹誌於交大 中華民國九十八年五月目 錄
中文摘要………...
英文摘要………
誌謝………
目錄………
表目錄………
圖目錄………
第一章 緒論………
1.1 研究動機………
1.2 研究目的……….……
1.3 研究範圍與方法……….……
1.3.1 研究範圍……….
1.3.2 研究方法……….
1.4 研究架構……….………
第二章 文獻回顧與實務觀察……….……..
2.1 鋼鋼構構鋼鋼橋橋介介紹紹……….…………
2.1.1 鋼構橋樑的演進………....…
2.1.2 鋼構橋樑之特性………....…
2.1.3 鋼構橋樑之種類………....…
2.2 鋼構廠概況………
2.2.1 鋼構廠組織架構………....…
2.2.2 營造業與鋼構廠運作模式………....…
2.2.3 鋼構廠廠內製程運作模式………....…
2.3 製造業職災類型與統計………....………
2.3.1 職業災害類型………....…
2.3.2 勞動災害種類及危害因子………....…
2.3.3 國內製造業職業災害統計………....……
2.4 職災發生理論模式………..……
2.5 安全評估方法……….……
2.6 風險矩陣………
2.7 本質較安全設計………
2.8 小結
………
第三章 鋼構箱型樑簡介……….……
3.1 鋼構箱型橋樑基本組成元件………..……
3.2 鋼構箱型樑製程簡述………
3.2.1 鋼鈑進場與預塗……….
i ii iii iv vi viii 1 1 1 2 2 2 2 4 4 4 5 5 6 6 7 7 8 8 11 15 19 20 21 21 22 23 23 23 243.2.2 一次加工
……….……
3.2.3 二次加工……….……
3.2.4 假安裝
………
3.2.5 塗裝………
3.3 小結………
第四章 鋼構箱型樑製程危害之辨識、風險評估及預防策略………
4.1 製程危害辨識………
4.1.1 製程危害辨識步驟流程………
4.1.2 製程危害辨識步驟說明………
4.2 製程危害風險評估………
4.2.1 定義嚴重度………
4.2.2 定義危害事件發生可能性………
4.2.3 風險等級………
4.2.4 製程危害風險評估說明………
4.3 製程危害預防策略………
4.4 小結………
第五章 鋼構箱型樑製程危害研究結果、分析與預防對策………
5.1 製程危害辨識結果與分析………
5.1.1 危害辨識結果分析………
5.1.2 製程危害類型剖析………
5.2 製程危害風險評估結果與分析………
5.2.1 危害嚴重度結果分析………
5.2.2 危害風險等級結果分析………
5.3 製程危害預防對策………
5.3.1 本質較安全設計取代策略……….
5.3.2 本質較安全設計減弱策略………
5.4 小結………
第六章 結論與建議………
6.1 結論………
6.2 建議………
6.3 學術建議………
參考文獻………
附錄………
附錄一………
附錄二………
24 25 25 26 26 28 29 29 29 32 32 33 34 36 37 37 38 38 38 40 42 42 44 48 48 52 53 55 55 55 56 57 59 59 94表 目 錄
表 2-1 台灣省 86-97 年鋼橋累計長度統計表...
5 表 2-2 職業災害類型分類表...
8 表 2-3 職業災害類型分類說明表...
9 表 2-4 勞工保險局 94-97 年製造業勞工職業傷害類型統計表...
15 表 2-5 勞工保險局 94-97 年製造業勞工職業病成因統計表...
17 表 2-6 製程各階段之危害分析適用方法...
21 表 4-1 工作安全分析表...
表 4-2 接鈑電銲製程單元作業拆解表...
表 4-3 接鈑電銲製程之點銲打底作業工作安全分析表...
表 4-4 嚴重度評估表...
65 表 4-5 作業暴露等級評分表...
66 表 4-6 鋼構箱型樑製造時程表...
66 表 4-7 危害發生機率等級分類表...
67 表 4-8 危害發生機率等級類型表...
67 表 4-9 風險等級矩陣表...
68 表 4-10 風險等級分類及改善行動對策表...
68 表 4-11 接鈑電銲製程之點銲打底作業危害風險評估表...
表 5-1 鋼構箱型樑製程危害類型統計表... ...
表 5-2 鋼構箱型樑製程危害嚴重度統計表...
99 表 5-3 鋼構箱型樑製程危害風險等級統計表...
1 表 5-4 鋼構箱型樑製程高度風險危害類型表...
表 5-5 鋼構箱型樑製程極高風險作業表...
表 5-6 主要可燃性氣體之性狀表...
表 A-1 鋼構箱型樑製程工作安全分析表-進料預塗...
0 表 A-2 鋼構箱型樑製程工作安全分析表-接鈑電銲... ...
表 A-3 鋼構箱型樑製程工作安全分析表-落樣切割... ...
表 A-4 鋼構箱型樑製程工作安全分析表-冷作加工... ...
表 A-5 鋼構箱型樑製程工作安全分析表-小組合電焊... ...
表 A-6 鋼構箱型樑製程工作安全分析表-大組合電焊... ...
表 A-7 鋼構箱型樑製程工作安全分析表-假安裝...
表 A-8 鋼構箱型樑製程工作安全分析表-塗 裝...
表 B-1 鋼構箱型樑製程危害風險評估表-進料預塗...
70 表 B-2 鋼構箱型樑製程危害風險評估表-接鈑電銲...
72 表 B-3 鋼構箱型樑製程危害風險評估表-落樣切割...
75 表 B-4 鋼構箱型樑製程危害風險評估表-冷作加工...
76 5 8 9 15 17 21 30 30 31 32 33 33 34 34 35 35 36 39 43 44 45 46 52 59 62 67 69 73 78 84 92 94 96 99 100表 B-5 鋼構箱型樑製程危害風險評估表-小組合電焊
...
表 B-6 鋼構箱型樑製程危害風險評估表-大組合電焊...
表 B-7 鋼構箱型樑製程危害風險評估表-假安裝...
表 B-8 鋼構箱型樑製程危害風險評估表-塗 裝...
103 107 110 115圖 目 錄
圖 1-1 研究架構圖...
3 圖 2-1 鋼構廠組織架構示意圖...
7 圖 2-2 職業災害的起因、對象及結果關聯圖...
19 圖 2-3 災害發生理論模式...
19 圖 3-1 鋼構箱型樑製造流程圖...
24 圖 3-2 鋼構箱型樑製造流程圖示...
27 圖 4-1 本研究內容及步驟流程圖...
28 圖 4-2 製程危害辨識步驟流程...
29 圖 5-1 鋼構箱型樑製程危害類型統計百分圖...
94 圖 5-2 鋼構箱型樑製程危害嚴重度分布圖...
99 圖 5-3 鋼構箱型樑製程危害風險等級分布圖...
100 圖 5-4 鋼構箱型樑製程高度風險危害類型百分圖...
01 圖 5-5 封閉式箱型樑端口示意圖...
104 圖 5-6 U 型箱型樑端口示意圖...
104 圖 5-7 下翼鈑與加勁鈑先行潛弧銲接...
105 圖 5-8 大組合順序變更...
105 圖 5-9 門型吊車...
106 圖 5-10 架空式天車...
106 圖 5-11 人員使用超高爬梯...
107 圖 5-12 剪刀式高空作業車...
107 圖 5-13 人員於箱型樑上從事噴砂作業...
107 圖 5-14 曲臂式高空作業車...
107 3 7 19 19 24 27 28 29 38 43 44 45 48 48 49 49 50 50 51 51 51 51第一章 緒 論
1.1 研究動機
「橋樑」為兩地交通必要之路徑,是人們為了解決跨越溪河山谷的地形障礙,以架 空形式的通道來溝通兩地,使兩地住民能藉由橋樑毫無阻礙的暢通往來,橋樑縮短了兩 地時空距離,增進人類感情,更帶動世界文明的發展。 依郭長成(2005)【1】所述,早期先民搭建橋樑,限於材料、工具及地理環境,大 多只能因陋就簡就地取材,利用竹、木、籐枝或石塊而建造。在平地多是木石橋,在兩 山之間則為索橋(或稱吊橋)。但隨著文明的進步,商業的發達,在橋樑必須承載重量 更重、體積更大貨物時,鋼筋混凝土橋樑的發明,適時提供此一需求,但要達成橋樑長 跨距、自重輕、材質均一及建造快速等要求時,鋼構橋樑唯不二之選擇。 雖然鋼構橋樑的型式有所不同,但其製作流程卻是大同小異,且工序是相當繁雜, 就以鋼構箱型樑製程為例,從鋼鈑材料進場預塗、落樣切割、冷作加工到箱型樑組合電 焊、假安裝、人工噴砂除銹及塗裝噴漆等,都須要使用大量機械的裁剪、高溫氣體切割、 各種電焊方式組合、危險性機械吊運、高壓噴砂作業及有機溶劑的噴塗等,若在此製造 過程中某個環節只要有所疏忽,將使從業勞工身陷危險囹圄之中。 所以希望藉由本次研究將箱型樑鋼橋製程中勞工可能遭受危害加以辨識與分析,使 作業勞工及相關業者,了解本身作業危害的認知與危害風險管控,並以本質較安全設計 之策略提供箱型樑鋼橋製造業者對於職災預防之相關建議,對於本產業職災減災有所貢 獻。1.2 研究目的
鋼構箱型樑的製造,在每個製程中皆因人為、物質、環境不安全而潛伏危害因素, 這些危害因素若不能一一消除或減弱,將使勞工處於一個高危險性工作場所作業,於是 本研究即針對作業勞工、原物料及製造程序等深入分析,俾能提出預防對策,故本研究 目地有二: 1.對於鋼構箱型樑製程中使用之機具、設備、原物料及操作程序等,致勞工可能遭 受危害加以辨識,提供勞工對作業環境危害因素之認知。 2.提出消除製程危害因素之對策,提供業主改善製程之參考。1.3 研究範圍與方法
1.3.1 研究範圍
本研究主要在於探討鋼構箱型樑於鋼構廠內自材料進廠至塗裝完成之製程危 害分析及預防對策,對於廠內品質管理作業將予以忽略如材料取樣試驗、焊工考 試、非破壞性檢驗(NDT)、各項業主查驗及量測工作等。1.3.2 研究方法
1.文獻分析及實務觀察法 搜集有關本研究主題產業報導、各項危害產生之成因、消除及降低職業災 害方法的研究報告等文獻,並借由個人駐廠之實務觀察經驗加以分析、整理與 歸納,來瞭解本研究主題之基本材料。2.工作安全分析法(Job safety analysis:JSA)
經由製造過程的觀察、與從業人員的訪談及文獻所得的資料 ,將其分為若 干製造程序,在每項製造程序下分解若干作業項目,而從每項作業項目再細分 若干步驟,在每一步驟中,從不安全、衛生狀態(原物料、機具、設備)及不 安全行為(操作/作業方法),進而分析作業中可能發生危害的類型且分析其產 生原因。 3.風險矩陣 採用「風險矩陣」進行風險評估,即經由定義事故之嚴重度與危害事件發 生可能性,使用矩陣組合方法得到該項作業步驟風險危害等級。
4.本質較安全設計(Inherently Safer Design,ISD)
應用本質較安全設計之取代(substitution)與減弱(attenuation)兩項 策略,再與工程相關技術、物料及行政管理等進行結合,而運用於各項製程中, 以達到移除或減低製程危害因子的量或作業人員暴露的頻率,使該製程之危害 風險降到最低。
研究動機及目的 文獻回顧與實務觀察 鋼構箱型樑製程 危害產生類型與理論 製程危害辨識與分析 製程危害風險評估 製程危害預防策略 結論與建議 圖 1-1 研究架構圖
第二章 文獻回顧與實務觀察
2.1 鋼構橋樑介紹
2.1.1 鋼構橋樑的演進
鋼構橋樑的歷史依陳生金(2005)【2】論述,始於西元 1779 年英格 蘭 Coalbrookdale 在塞文河(Severn river)上建造世界上首座鑄鐵橋樑。1823 年 George Stephenson(蒸汽機火車頭之發明者)建造了第一座鑄鐵造之鐵路 橋樑。十八世紀的 50 年代隨著平爐煉鋼法的問世,鋼結構得以迅速發展,例 如西元 1874 年美國 Saint Louis 市由 J.B. Eads 設計之 Eads bridge 是世界 上第一座鋼桁橋,跨徑達 152 公尺橫跨 Mississipi 河。1889 年英國福斯灣 (Firth of Forth)上之福斯橋(Forth Bridge)採用懸臂式桁架橋樑,其懸 臂桁架採用直徑 3.66 公尺之鋼管。 十九世紀末期,各種型鋼的生產進展快速,與各種不同寬厚度的鋼鈑組合 可製任何規格和強度的鋼結構組件。1885 年生產最重的型鋼每英呎還不到 100 磅,但到了二十世紀 60 年代已超過每英呎 700 磅之厚型型鋼斷面(板厚在 10 公分以上)。 第一次世界大戰後,摩天大樓由於鋼材之進步與鋼結構理論的發展而迅 速蓬勃起來,二十世紀 20 年代又出現爭向高度發展的趨勢,1931 年紐約建造 的 102 層 381 公尺高的帝國大廈(Empire state building)保持了 40 年最高 樓的紀錄,這座大樓短短的一年又四十五天內完成,說明鋼結構設計和施工技 術均有很大的進步。 第二次世界大戰後,廣泛採用銲接代替螺栓和鉚釘。戰後以來各種鋼材在 不同載重下的應力狀況,包括極限強度的研究,有了長足的進展,因而能對鋼 結構作更為精確和系統的分析,且可依不同的需要應用不同強度的鋼材,鋼結 構已成為工業化國家土木或建築物的主要建材,如日本採用鋼結構或鋼骨鋼筋 混凝土結構之建築物佔 80%以上,而鋼橋的比例亦佔 50%以上。 在台灣最早使用鋼橋是鐵路橋樑如 1899 年台灣鐵路南港溪橋、1901 年台 灣鐵路鳳山溪橋。而最先運用於公路橋樑為 1954 年由美援建造之西螺大橋, 1957 年由西德贈送鋼材所建於東西向橫貫公路之長春橋。而 1984 年完工之國 道一號八堵交流道橋,為台灣高速公路使用鋼構箱型樑橋之濫觴。 本研究依交通部公路總局歷年公路橋樑統計資料,從民國 86 年到 97 年建 造鋼構橋樑累計長度如表 2-1,在民國 92 年以後有顯著成長,其主要原因有 三: 1.鋼構橋樑具有施工迅速、造型優美及可在工廠預製等特性,故非常適合於都會
區高架道路、跨高速公路及河川段建造。 2.民國 88 年 921 地震後,為了快速恢復災區交通,亦運用了鋼構橋樑自重較輕、 施工迅速及構材強度均勻等特性,適合建造於災區跨河段之交通。 3.近年來國內砂石日漸短缺,混凝土之價格也日漸高漲,鋼構橋樑的優勢逐漸增 大,因此被更廣泛採用。 年別 86 87 88 89 90 91 92 93 94 95 96 97 累計 座數 29 30 30 30 31 34 41 58 61 69 79 83 累計 長度 〈M〉 2748.7 3702.4 4092.2 4092.2 4417.2 4958.2 7116.1 9992 11487.5 12582.6 13407.6 14093.6 資料來源:交通部公路總局
2.1.2 鋼構橋樑之特性
依陳建祥(1994)【3】指出鋼構橋樑有以下九點特性: 1.構造物自重輕,基礎承載及地震受力相對減小。 2.結構各部份連接容易,尤以焊接為甚。 3.可事先裝配再運往工地安裝架設,不必在現場整體建造,減少施工腹地。 4.結構物擴建容易,對橋樑日後之加寬較易。 5.施工迅速,可一氣呵成,非如混凝土結構須立模、拆模、養生等繁雜步驟。 6.壽命長,新開發之特種鋼料,配合防鏽材料之研發,其抗候性特強。 7.具有剩餘價值,舊橋拆除後,若干部份可再利用,廢料則可重新回爐煉新鋼。 8.符合環保需求:鋼構於工廠內製作,現場架設,不似混凝土結構均需於現場 澆置,養生,易於形成噪音與廢水污染。 9.構材如因意外受損,補強容易。 綜合以上敘述可知鋼構橋樑有自重輕、施工迅速、壽命長、可製成多樣 美觀造型及符合「綠建築」的精神等優點與特性。2.1.3 鋼構橋樑之種類
鋼構橋樑依設計者理念、工址現況及業主需求等,可有不同的樣貌,但大 概不出以下幾種: 1.工型鈑樑鋼橋 此鋼橋之主樑呈工型,其基本組成是三片鋼鈑(即最上方之上翼鈑、中間 部位的腹鈑及最下方之下翼鈑)相互焊接、栓接或鉚接而成,如 1967 年第一 表 2-1 台灣省 86-97 年鋼橋累計長度統計表次改建的台北大橋、最近正在興建中八里新店線快速道路橋等。 2.箱型樑鋼橋 此鋼橋之主樑呈箱型,其基本組成是四片鋼鈑(即最上方之上翼鈑、中間 部位左右兩邊各一片腹鈑及最下方之下翼鈑)相互焊接、栓接或鉚接而成,國 內大部份市區橋樑、快速道路高架段及高速公路匝道皆採用此型式鋼橋結構施 工,如公路局於 1994 年興建十八王公橋及新竹客雅溪橋等。 3.桁架式鋼橋 橋梁隨著跨徑增大,樑高亦隨之提高,為避免樑太高,一般多採用桁架式 鋼橋,其基本是由下弦構材、上弦構材、垂直構材、斜構材、橋端柱、縱樑、 橫樑等構材組合成桁架型式見林樹柱(2005)【4】論述。如建於 1954 年西螺 大橋及 1957 年建於東西向中部橫貫公路之長春橋。 4.拱型鋼橋 用石材建造拱橋有兩千年以上的歷史,而拱橋是利用拱圈結構將載重傳遞 至基礎,行車之橋面如設於拱橋頂部為上路式拱橋,設於拱圈之下為下路式拱 橋及自拱圈中間部位穿過謂之中路式拱橋,如臺北關渡大橋、麥帥二橋、稚暉 橋等。 5.斜張鋼橋 斜張鋼橋是自橋塔以鋼索斜向吊掛橋面載重,其基本構造為橋塔、鋼索、 橋面鈑及基礎。斜張鋼橋的工程技術,目前在台灣尚屬於初級階段,位於第二 高速公路跨高屏溪斜張鋼橋,其跨距約 331 公尺,為目前國內跨距最長之斜張 鋼橋。 6.吊索鋼橋 俗稱吊橋,因其建造具高難度性與高技術性,所以國內僅有簡單之人行吊 索鋼橋,並無使車輛通行之吊索鋼橋。
2.2 鋼構工廠概況
2.2.1 鋼構廠組織架構
據林偉凱(2007)【5】統計,我國台灣地區鋼結構廠商大都集中於中部地 區,以台中、彰化、南投地區的廠商數最多,其次為桃園、新竹、苗栗地區。 從員工數分佈來看,1 至 5 人的小型鋼構廠數目最多,100 人規模以上的鋼構廠 只有 15 家,本研究概以具有規模鋼結構廠商示意其組織架構如圖 2-1。2.2.2 營造業與鋼構廠運作模式
現今國內公共工程發包制度,道路橋樑工程仍歸屬於土木建築工程範疇,依 政府採購法及 2003 年 7 月獲得立法院三讀通過完成立法的營造業法內容,鋼構 橋樑仍由政府公開發包給營造業者承攬再交由鋼構工廠製造。 依林啟文(2007)【6】調查統計結果顯示,營造業者選擇鋼構廠以地域性考 量為主,52.5%的受訪者在工程招標前會與鋼構廠有標前協議之動作,在雙方的 合作模式上,綜合營造業者最認同「長期合作關係」模式,乃雙方存在著非正式 策略聯盟的關係。在選擇與鋼構廠合作上,以經驗為優先考量因素,其次才為品 質、成本。 日前國內鋼構橋樑製造工廠較具規模者有中國鋼鐵結構股份有限公司,該 公司每月生產(各種)鋼構產品 15,000 公噸,增產時可達月產 20,000 公噸;榮重 鋼構股份有限公司,該公司每月生產(各種)鋼構產品亦達 15,000 公噸。其他鋼 橋製造廠尚有振健產業股份有限公司、榮聖機械工程股份有限公司、世紀鋼鐵結 構股份有限公司、東鋼鋼結構股份有限公司等等。2.2.3 鋼構廠廠內製程運作模式
在較具規模鋼構廠是提供廠房,甚至設備及原物料,然後依製程需要招專 業包商駐廠,借重小包專業能力,再運用鋼構廠的資源與管理制度,而形成密 圖 2-1 鋼構廠組織架構示意圖 決策及管理 高 層 管理部門 業務部門 廠務部門 製 造 股 設 計 股 材 料 股 設 備 股 品 管 股 生 管 股 財 務 股 總 務 股 業 務 股 工 程 股不可分的運作模式。 依長期駐廠經驗觀察結果,鋼構箱型樑的製程概分為進鈑預塗、一次加工、 二次加工、假安裝及塗裝,在鋼構廠可分為三種運用小包製造模式: 1.橫向製造模式 即進鈑預塗交給 A 小包噴塗,一次加工交給 B 小包製作,二次加工交給 C 小包承製,假安裝交給 D 小包負責,最後塗裝交給 E 小包施工,如中國鋼鐵結 構股份有限公司官田廠概以此方式運作。 2.縱向製造模式 將進鈑預塗與塗裝交由 A 小包施工,一次加工到假安裝則全交給 B 小包負 責,較小型鋼構廠大都是此方式運作。 3.混合型製造模式 鋼構箱型橋樑是由一個接一個 BLOCK 組合而成,當此橋樑的規模較大時, 其箱型樑可切割為數眾多 BLOCK,在工期壓力下,可將鋼構箱型橋樑依不同 LINE、部位或小包設備工藝能力,交由不同小包承製,其彈性運用橫向與縱向 製造模式。如榮重鋼構股份有限公司新營廠概以此方式運作。 本小節所述鋼構箱型樑製程於鋼構廠承製模式,為本研究創見,可提供後 學研究者進一步從事其模式優劣比較、執行效能評估等研究。
2.3 製造業職災類型與統計
2.3.1 職業災害類型
依我國勞工委員會之職業災害類型分類如表 2-2,可將職業災害類型分為二 十七種類型,並分別說明如表 2-3。 分 類 編 號 職業災害類型 分 類 編 號 職業災害類型 分 類 編 號 職業災害類型 1 墜落、滾落 10 溺斃 19 無法歸類者 2 跌倒 11 與高溫、低溫之接觸 21 公路 3 衝撞 12 與有害物等之接觸 22 鐵路 4 物體飛落 13 感電 23 船舶、航空器 5 物體倒塌、崩落 14 爆炸 上 下班 交通 事故 29 其他 6 被撞 15 物體破裂 31 公路 7 被夾、被捲 16 火災 32 鐵路 8 被切、割、擦傷 17 不當動作 33 船舶、航空器 9 踩踏 18 其他 非上 下班 交通 事故 39 其他 資料來源:勞工委員會 https://injury.cla.gov.tw/unit_main.aspx 表 2-2 職業災害類型分類表分 類 編 號 職業災害類型 內 容 說 明 01 墜落、滾落 指人體從樹木、建築物、機械、車輛、梯子、樓梯、斜面 等墜落而言,包括所乘坐之場所崩壞動搖而墜落之情況及 碗狀沙坑埋沒之情況並包括與車輛系機械一起墜落之情 況,但交通事件除外,因感電而墜落時歸類於感電。 02 跌倒 指人體在近於同一平面上跌倒而言。即因拌跤或滑溜而跌 倒之情況之稱。包括與車輛系機械一起跌倒之情況,交通 事故除外。因感電而跌倒時,歸類於感電。 03 衝撞 除指墜落、滾落、跌倒外,以人體為主體碰撞靜止物或動 態物體而言,及人體碰撞吊舉物、機械之一部分跳下之情 況之謂,包括與車輛系機械一起碰撞之情況,交通事故除 外。 04 物體飛落 指以飛來物、落下物等為主體碰撞人體之情況而言,包括 研磨砂輪破裂、切斷片、切削粉等之飛來及包含自己所提 攜物體掉落腳上之情況之謂,起因於容器之破裂,歸類於 破裂。 05 物體倒塌、崩塌 指堆積物(包含積垛)施工架、建築物等崩塌而碰撞人體 之情況而言,包含豎立物體倒下之情況及落磐、崩雪、地 表滑落之情況。 06 被撞 除指飛來、落下、崩塌、倒塌外,以物體為主碰撞人體之 情況而言,交通事故除外。 07 被夾、被捲 指被物體夾入狀態及捲入狀態而被擠壓、撚挫之情況而 言,起因於沖床模型、鍛造機槌等之挫傷等歸於本類型, 包含被壓輾之情況,交通事故除外。 08 被切、割、擦傷 指被擦傷的情況及以被擦的狀態而被切割等之情況而 言,包含刀傷、使用工具中因物體之割傷、擦傷之情況。 09 踩踏(踏穿) 指踏穿鐵釘、金屬片之情況而言。包含穿踏地板、石棉瓦 之情況,踏穿而墜落時歸屬於墜落。 10 溺斃 包含墜落水中而溺斃之情況 11 與高溫、低溫之接觸 指與高溫或低溫物體接觸而言。包含暴露於高溫或低溫之 環境下之情況。 (高溫之情況) 指與火焰、電弧、熔融狀態之金屬、開水、水蒸氣等接觸 之況而言。包含爐前作業中暑病等暴露於高溫環境下之情 況。 表 2-3 職業災害類型分類說明表
(低溫之情況) 包含暴露於冷凍庫內等低溫環境下之情況。 12 與有害物等之接觸 包含起因於被暴露於輻射線、有害光線之障害、一氧化碳 中毒、缺氧症及暴露於高氣壓、低氣壓等有害環境下之情 況。 13 感電 指接觸帶電體或因通電而人體受衝擊之情況而言。 (與媒介物之關係) 以金屬護蓋金屬材料為媒體而感電之情況之媒介物,歸類 於此等物體所接觸之各該設備、機械設備。 14 爆炸 指壓力之急激發生或開放之結果,帶有爆音而引起膨脹之 情況而言。破裂除外。包含水蒸氣爆炸。在容器、裝置內 部爆炸之情況。容器、裝置等本身破裂時亦歸屬於本類。 (與媒介物之關係) 在容器、裝置等內部爆炸時之媒介物,應歸類於各該容 器、裝置等。 自容器、裝置等取出內容物或在洩漏狀態而各該物質爆炸 之情況之媒介物不歸類於各該容器、裝置而應歸屬於各該 內容物。 15 物體破裂 指容器、裝置因物理的壓力而破裂之情況而言。包含壓壞 在內。研磨機砂輪破裂等機械的破裂之情況應歸類於物體 飛落。 (與媒介物之關係) 媒介物計有鍋爐、壓力容器、鋼瓶、化學設備等。 16 火災 (與媒介物之關係) 在危險物品之火災時以危險物品為媒介物,在危險物品以 外之情況以作為火源之物品為媒介物。 17 不當動作 指不歸類於上述之情況,舉重而扭腰等起因於身體動作不 自然姿勢,動作之反彈,引起扭筋、撚挫、扭腰及形成類 似狀態而言。失去平衡而墜落、攜帶物品過重而滾落時雖 與不當動作有關,亦應歸類墜落、滾落。 18 其他 指不能歸類於上述任何一類的傷口之化膿、破傷風等而 言。 19 無法歸類者 指欠缺判斷資料而分類困難之情況而言。 21 上下班公路交通事 故 指上下班發生之交通事故中適用公路交通法規之情況而 言。 22 上下班鐵路交通事 故 指上下班發生之交通事故中由公共運輸列車、電車等引起 事故而言。 23 上下班船舶、航空器 指上下班發生之交通事故中由船舶、飛機等引起事故而
交通事故 言。 29 上下班其他交通事 故 指上下班發生之交通事故中,除公共運輸列車、電車外, 在事業單位工作場所內之交通事故應歸類於各該項目。 31 非上下班公路交通 事故 指非上下班發生之交通事故中適用公路交通法規之情況 而言。 32 非上下班鐵路交通 事故 指非上下班發生之交通事故中由公共運輸列車、電車等引 起事故而言。 33 非上下班船舶、航空 器交通事故 指非上下班發生之交通事故中由船舶、飛機等引起事故而 言。 39 非上下班其他交通 事故 指非上下班發生之交通事故中,除公共運輸列車、電車 外,在事業單位工作場所內之交通事故應歸類於各該項目 資料來源:勞工委員會 https://injury.cla.gov.tw/unit_main.aspx
2.3.2 勞動災害種類及危害因子
依羅文基(1992)【7】將工業災害依危害因子的性質分類,及鄭世岳等 (2006)【8】論述,歸納說明如下: 1.物理性災害:包括高低溫、高低壓、音波、振動、紫外線、紅外線、α,β,γ 射線、X 射線及中子輻射線等造成的傷害。 (1)高低溫危害:在作業場所由氣溫、輻射熱等因素造成不正常或不適人體之 溫度,其高溫環境可能導致傷害有熱疹、熱衰竭、中暑、熱痙攣、昏厥、 熱疲勞等,而長期接觸低溫環境,易生凍傷。 (2)高低壓危害:人已適應一大氣壓約 760mm-Hg 之環境,當作業環境是在一個 高壓下(潛水、加壓環境)作業時,因人體未按減壓程序,以致溶解於體 液的氣體產生氣體氣泡(大都為氮氣),存於組織及血管中,引起人體不適 即所謂的潛水伕病。其症狀有關節疼痛、皮膚搔癢,有時會嘔吐暈眩,再 沒有及時處理,將導致關節壞死,嚴重者可能致命。 (3)照明及採光不足:工作因性質不同,所需之照明程度也各異,照明不足, 最常見的危害是近視,但作業場所極易因視線不良而導致人員跌倒、碰撞 等意外發生。 (4)游離與非游離輻射線 ○1 游離輻射線:為輻射能量大到能夠將被照射物質,使其中的電子產生游離, 其種類有α粒子、β粒子、γ射線、X 射線及中子輻射線等,X 射線、γ射 線過度曝露易得皮膚癌或生殖機能障害,β粒子、中子輻射線則會引起消 化器及呼吸器的障害。 ○2 非游離輻射線:其輻射能量無法使被照射物質產生電子游離,其包括紫外 線會造成色素沈著、灼傷紅腫、皮膚老化和皮膚癌,對眼睛會造成白內障、 角膜發炎;強光會引起灼傷和皮疹;雷射會造成灼傷、損害角膜、造成白內障,甚至失明;紅外線會引起灼傷及白內障;射頻和微波會造成頭痛、 頭暈及記憶力減退。 (5)噪音及超音波:曝露於高噪音作業環境中,會使聽力減損或工作效率減 低 ,更進而引起職業性耳聾及重聽等永久性傷害;超音波會使人有頭痛、 耳朵痛的病症。 (6)振動:在作業場所中由於操作機具產生衝擊力、不平衡力磨擦、不穩定機 械相互作用力所造成。而全身性振動會使人消化不良、背痛、頭痛失眠等; 局部性振動,若發生於手部,則手部之神經、血管會受傷害,使的手部血 液流量減少,常有疼痛、麻木與針刺的感覺,可能致手指有發白現象,稱 白指病(vibration-induced white finger)。
2.化學性災害:包括粉塵、燻煙、有害氣體、蒸氣、霧滴、可燃或易燃性物質所 造成的火災或爆炸等所發生的災害。 (1)粉塵:係指有機和無機物質,因爆破、壓碎、衝擊或研磨而產生懸浮於空氣 中固體微粒。其可分為可吸入性粉塵是指粒徑小於 100μm 之粉塵,可吸入 人體鼻腔,但不一定進入氣管;而可吸入氣管者,其粒徑須小於 10μm,即 所謂可呼吸性粉塵,此類粉塵危害較大。 粉塵引起的危害,主要是引起塵肺症,而塵肺症中又以矽肺症 (silicosis)最嚴重,矽肺症是由於吸入之粉塵含有非結晶型二氧化矽 (SiO2)而導致肺部之纖維化失去彈性,致呼吸困難而喪命。 (2)燻煙:氣態凝結之固體微粒。燻煙主要是金屬於高溫時產生之粒徑非常微小 之粒狀物。其危害會引發呼吸道發炎、氣喘、過敏性肺炎等呼吸道疾病。在 暴露當時,會引起金屬燻煙熱,其症狀似感冒,有發燒、頭痛、流鼻涕等現 場,但若暴露劑量過高,亦可能造成死亡。 (3)有害氣體 ○1 單純窒息性氣體:此氣體本身不具毒性,如氮、二氧化碳等,但由於其存在 會使氧氣含量降低,造成缺氧環境。 ○2 化學窒息性氣體:當吸入該氣體後,會與人體內某物質發生化學變化,使人 體失去攜氧能力而產生窒息。如一氧化碳對血紅素之親和力超過氧對血紅素 之親和力,一旦吸入過多一氧化碳,即會窒息死亡。 ○3 有毒氣體:此氣體對人體具有刺激性或毒性。如氯氣具刺激性,吸入過多會 引起肺水腫。 (4)蒸氣:在常態下為液體或固體型態,經揮發、昇華所產生之氣態物稱之。 蒸氣對人體危害的大小,依其本身毒性大小與揮發性高低而有不同。毒性 愈大物質,其蒸氣毒性越高。容易發揮為蒸氣,危害愈大。如苯會引起血 癌、四氯化碳會引起肝炎、鉛危害有關節痛、肌肉痛、頭痛、疲勞,嚴重 的話可能貧血、腹痛,甚至影響腎臟、神經和生殖系統。 (5)霧滴:由氣體凝聚或液體經噴射作用而懸浮於空氣中之微小液體點滴,如 鹽酸(HCI)、硫酸(H2SO4)霧滴。
(6)可燃或易燃性物質:即在適當之濃度範圍,特別是氣體或蒸氣,在一定能 量下引發之燃燒或爆炸危害之物質。火災及爆炸之危害是多重且劇烈的, 如火災發生伴隨熱、濃煙、有毒物質等危害發生。依我國勞工委員會制定 「勞工安全衛生設施規則」第十條將危險物分為爆炸性物質、著火性物質、 氧化性物質、引火性液體及可燃性氣體,並於第十一至十五條列出。 3.機械性災害:包括各種製程機械的切刺、割削、壓傷、衝撞、脫軌、振動、斷 裂、挾捲等造成的災害。 (1)一般常見機械傷害 ○1 割傷和刺傷:係指被鋒利或尖銳的刀具及物料所割裂或刺破,輕微的割傷和 刺傷可能僅傷及皮膚或肌肉的表層,但嚴重時則會深至人體骨骼,更甚使身 體某一部份斷裂而造成殘廢。 ○2 擦傷及磨傷:舉凡人體與旋轉或運動中的機件和物料接觸時,常會造成擦傷 及磨傷。 ○3 壓傷、撞傷及夾傷:身體或其中的任何部位受到重物的壓迫、撞擊或被夾 軋在兩個運動體之間,均會造成某程度傷害。常見的如:車子將人撞傷或壓 至牆面、重物掉落打到腳上、手被齒輪或運轉中的皮帶夾傷等。嚴重的壓傷、 撞傷及夾傷,往往會使身體的某部份永久失能或殘廢。 ○4 切傷和剪傷:操作切割或剪切機械如:剪床、動力裁紙機,可能因疏忽或 使用不當,使身體的某些部位受到傷害。機械的切傷和剪傷經常會造成手 部的殘廢。 ○5 擊傷:操作高壓噴砂機時,若誤擊未受保護人體時,輕者皮膚表皮受傷, 重者可能傷至真皮層,甚至骨骼與內臟。 ○6 扭傷和用力過度:肌肉扭傷或用力過度亦是機械操作人員經常會發生的一 種傷害,通常是因為工作人員由於估計錯誤,而希望在瞬間舉起或扳動某 一機件或重物所引起。 ○7 骨頭斷裂:身體的某些部位往往亦會因為受到重物的強烈壓迫、撞擊或扭 曲而造成骨頭斷裂。 (2)機械危害的部位 要做好機械的安全防護,必須要了解機械危害的部位。一般而言,機械 經常會對人體造成傷害的部位,主要為操作點、動力傳輸裝置、捲入點、運 動機件以及飛屑、火花和斷裂的零件等。 ○1 操作點:大部分的機械傷害都是發生在操作點。操作點又稱為工作點,係指 工作件或物料與機械上的加工裝置接觸的部位,如常見的切割、衝壓、剪裁 和彎曲等動作均屬之。 ○2 動力傳輸裝置:機械的動力傳輸裝置如滑輪、齒輪、鏈條和皮帶輪等亦是機 械經常發生危害的部位。雖然這些部位比操作點較易做好防護工作,但亦不 可不慎。 ○3 捲入點:凡機械設備上旋轉或相對運動的機件如:相互銜接的齒輪、緊密接
觸的滾筒、動力傳動帶、鍊條和有輪輻或手輪與飛輪等,均會形成捲入點。 機械的捲入點不僅會直接傷害到人體的某些部位,亦極易夾進寬鬆的衣物或 及其他配件,而間接地造成一些無謂的傷害。 ○4 運動的機件:旋轉、往復和直線運動的機件本身,亦會對人體造成傷害。尤 其一些作間歇性運動的機件最為危險,因為當它們停止不動時,常常會使人 們忘記它亦是運動的機件,因此必須特別提醒注意,以免一時疏忽而造成嚴 重的傷害。 ○5 飛屑、火花和斷裂的零件:大部份加工的機械都會在操作點的部位產生飛屑 和火花,有時亦會因為加工不當而使工件或機械本身的零件斷裂,傷及附近 的操作人員。 4.電氣性災害:由電氣所造成的災害主要可分為感電、電氣火災、電氣爆炸及靜 電災害等五種。 (1)感電災害:電擊感電是由於電流流經人體神經系統所產生的一種突然而意 外的刺激,見蔡永銘(1999)【9】論述。而其感電原因主要原因有接觸到正 常情況下帶電的裸導線、接觸到絕緣已衰減或已破壞而無保護作用的一個帶 電導線、設備損壞而造成開路或短路現象、靜電放電或雷擊等。 通常人體大約在受到 1 毫安的交流電時,即會有輕微感電的感覺。當電 流逐漸增大至 5 毫安左右,就會有驚愕的肌肉反應,至 10 毫安時則會產生 肌肉痙攣。當 20 毫安或更高的交流電流經人體時,肌肉會產生嚴重的收縮, 呼吸器官亦會有麻痺的現場,此時即有可能致人於死。如果流經人體的電流 超過 70 毫安,心肌即會發生不規則的收縮,而擾亂心臟的規律跳動,通常 會使人致命。 (2)電氣火災:如果電氣使用不當產生高熱,如常見的電線走火,即會造成嚴 重的火災。此外,像高壓線路產生的電弧、靜電放電發生的火花等,均可能 引燃外物而造成災害。而人體直接接觸電氣火花或電弧,亦會造成熱灼傷。 (3)電氣爆炸:由電氣設備引起的火災,如果是在存有危險物料的工作場所中 發生,即會造成爆炸,導致人員傷亡。 (4)靜電災害:因靜電產生的電擊,雖然不常造成直接傷亡,但卻極易引發間 接事故,或影響生產效率,而靜電火災則是經常導致火災或爆炸的發火源, 其潛在危害亦不可輕忽。 5.設施性災害:包括梯子、施工架及作業架等的墜落、翻倒;構築物的倒塌、崩 塌;坑道的落磐、下陷等所形成的災害。 6.搬運性及重複性骨骼肌肉傷害: (1)人工提舉與下背傷害:人工物料搬運為工業界常見的物料運送方法,然而 由於人體先天限制,人工搬運之效率有限,過度與不當的人工物料搬運, 更是造成人體下背傷害的主要因素之一,因此,物料搬運自動化在工業界 極受重視。然而,由於自動化設備的昂貴,各類物料運送過程不同,包裝 方法迥異,以及作業空間限制等因素,物料搬運自動化仍存在著許多瓶頸,
致使人工物料搬運仍為企業間最普遍的物料運送方法,見中華民國工業安 全衛生協會勞工安全衛生教育訓練教材(2001)【10】論述。 以致於從事搬運作業人員若以不正確的姿勢,或搬運超過人體負荷物 品,或長時間擔任搬運工作,皆可能因搬運行為之提舉、運送、卸下、傳 遞等造成手部、臂部、腰部和運動肌肉之拉傷及下背部疼痛或坐骨神經的 疼痛傷害。 (2)重複性骨骼肌肉傷害:一般重複性骨骼肌肉傷害又稱為累積性傷害
(Cumulated Trauma Disorders:CTDS)。因工作所產生之重複性骨骼肌肉傷
害,是指工作時暴露於人因工程相關危險因子之下,所引起或加重之骨骼 肌肉、週邊神經與血管的傷害或疾病。其中重複性係指身體某部位經年累 月且頻率很高的不斷執行某種動作。而人因工程相關危險因子包括,使用 不良的工作姿勢、重複性的施力,又缺乏適當的休息所造成的。在這些狀 況下,身體組織因工作所產生的輕微傷害會慢慢累積而形成重複性傷害。
2.3.3 國內製造業職業災害統計
依行政院勞工委員會勞工保險局(http://www.bli.gov.tw)94 至 97 年給 付製造業職業傷害及職業病件數,本研究整理統計如表 2-4 及表 2-5: 94 年 95 年 96 年 97 年 小 計 災害人 次合計 百分 比(%) 傷病 1140 1118 1064 1226 4548 殘廢 69 75 80 57 281 墜落、滾落 死亡 39 28 28 30 125 4954 6.96 傷病 1335 1412 1435 1469 5651 殘廢 35 28 38 22 123 跌倒 死亡 1 3 4 6 14 5788 8.13 傷病 240 180 214 209 843 殘廢 11 6 13 8 38 衝撞 死亡 2 0 0 3 5 886 1.25 傷病 847 737 886 826 3296 殘廢 41 44 45 39 169 物體飛落 死亡 3 6 9 5 23 3488 4.90 傷病 302 325 256 213 1096 物體倒 塌、崩塌 殘廢 20 25 23 18 86 1212 1.70 表 2-4 勞工保險局 94-97 年製造業勞工職業傷害類型統計表 年別 人次 類型死亡 4 6 7 13 30 傷病 605 600 555 631 2391 殘廢 31 23 20 21 95 被撞 死亡 6 3 7 8 24 3722 5.23 傷病 5918 5830 5396 5579 22723 殘廢 1621 1475 1272 1272 5640 被夾、 被捲 死亡 17 17 11 14 59 28422 39.94 傷病 3455 3751 3770 3838 14814 殘廢 142 198 179 170 689 被刺、割、 擦傷 死亡 2 0 0 1 3 15506 21.79 傷病 69 39 23 26 157 殘廢 4 3 1 1 9 踩踏 死亡 0 0 1 0 1 167 0.23 傷病 1 2 2 1 6 殘廢 0 0 0 0 0 溺水 死亡 2 2 1 3 8 14 0.02 傷病 533 578 542 526 2179 殘廢 17 30 20 25 92 與高溫、低 溫之接觸 死亡 2 3 3 0 8 2279 3.20 傷病 109 125 164 113 511 殘廢 17 10 9 8 44 與有害物 等之接觸 死亡 3 1 5 4 13 568 0.80 傷病 61 75 42 29 207 殘廢 3 4 6 8 21 感電 死亡 14 11 5 7 37 263 0.37 傷病 66 39 32 35 172 殘廢 7 16 6 8 37 爆炸 死亡 3 10 4 2 19 228 0.32 傷病 26 10 22 16 74 殘廢 3 3 5 4 15 物體破裂 死亡 2 2 1 1 6 95 0.13 傷病 17 27 23 12 79 殘廢 7 6 8 4 25 火災 死亡 3 4 4 3 14 118 0.18 傷病 308 333 320 554 1515 殘廢 8 10 8 4 30 不當動作 死亡 0 0 1 0 1 1546 2.17
傷病 188 344 450 271 1253 殘廢 43 56 30 15 144 其他 死亡 2 1 2 0 5 1402 1.98 傷病 170 75 33 206 484 殘廢 5 6 0 3 14 無法歸類 者 死亡 1 0 0 0 1 499 0.70 94 年 95 年 96 年 97 年 小 計 災害人 次合計 百分比 (%) 傷病 0 0 0 0 0 殘廢 0 0 0 0 0 眼睛疾病 死亡 0 0 0 0 0 0 0 傷病 0 0 0 0 0 殘廢 0 0 0 0 0 游離輻射 死亡 0 0 0 0 0 0 0 傷病 0 0 0 0 0 殘廢 0 0 0 0 0 異常氣壓 死亡 0 0 0 0 0 0 0 傷病 0 0 0 0 0 殘廢 0 0 0 0 0 異常溫度 死亡 0 1 0 0 1 1 0.16 傷病 1 0 0 0 1 殘廢 5 0 0 3 8 噪音引起之 聽力損失 死亡 0 0 0 0 0 9 1.47 傷病 17 21 35 31 104 殘廢 0 0 3 4 7 職業性下背 痛 死亡 0 0 0 0 0 111 18.17 傷病 1 0 0 0 1 殘廢 0 0 0 0 0 振動引起之 疾病 死亡 0 0 0 0 0 1 0.16 傷病 23 32 28 61 144 殘廢 1 0 1 1 3 手臂頸肩疾 病 死亡 0 0 0 0 0 147 24.06 表 2-5 勞工保險局 94-97 年製造業勞工職業病成因統計表 年別 人次 類型 資料來源:本研究整理統計勞工保險局給付資料
傷病 0 0 0 0 0 殘廢 0 0 0 0 0 缺氧症 死亡 0 0 0 0 0 0 0 傷病 0 1 0 0 1 殘廢 0 0 0 0 0 鉛及其化合 物 死亡 0 0 0 0 0 1 0.16 傷病 0 0 0 0 0 殘廢 0 0 0 0 0 其他重金屬 及其化合物 死亡 0 0 0 0 0 0 0 傷病 1 1 1 0 3 殘廢 0 0 0 0 0 有機溶劑或 化學物質氣 體 死亡 0 0 0 0 0 3 0.49 傷病 0 0 0 0 0 殘廢 0 0 0 0 0 生物性危害 死亡 0 0 0 0 0 0 0 傷病 0 0 0 0 0 殘廢 0 0 0 0 0 職業性氣 喘、過敏性 肺炎 死亡 0 0 0 0 0 0 0 傷病 3 2 4 1 10 殘廢 155 32 44 28 259 礦工塵肺症 及其併發症 死亡 1 1 1 1 4 273 44.68 傷病 1 0 0 0 1 殘廢 0 1 1 1 3 矽肺症及其 併發症 死亡 0 0 0 0 0 8 1.32 傷病 0 2 0 2 4 殘廢 0 1 0 1 2 石綿肺症及 其併發症 死亡 0 0 0 0 0 6 0.98 傷病 0 0 0 0 0 殘廢 0 0 0 0 0 職業性皮膚 病 死亡 0 0 0 0 0 0 0 傷病 0 1 0 0 1 殘廢 1 0 0 0 1 職業相關癌 症 死亡 1 0 0 0 1 3 0.49 傷病 4 1 2 1 8 殘廢 2 0 0 0 2 其他可歸因 於職業因素 者 死亡 6 6 1 2 15 25 4.09 腦心血管疾 傷病 無資料 2 3 3 8 23 3.77
殘廢 無資料 2 2 2 6 病 死亡 無資料 0 4 5 9
2.4 職災發生理論模式
何謂「職業災害」,依我國勞工安全衛生法第二條的定義,係指勞工就業場所之建 築物、設備、原料、材料、化學物品、氣體、蒸氣、粉塵等或作業活動及其他職業上原 因引起之勞工疾病、傷害、殘廢或死亡如圖 2-2。 因此袛要有 (A) 之任何之一項致使 (B) 造成 (C) 之任何之一結果均應為「職業 災害」,含「執行職務」所發生之交通事故。 然而災害的發生是具因果關係的,為瞭解災害發生的原因,可從災害發生理論模式 中如圖 2-3,利用作業安全分析真正找出危害發生的原因,再利用工程技術、作業程序 變更等方法使危害源消除。 (A)起 因 (B) 對象 (C)結果 1. 就業場所之設施(包括 建築物、設備、原料、 材料、化學物品、氣體、 蒸氣、粉塵等) 2. 作業活動 3. 其他職業上原因 勞工 1.疾病 2.傷害 3.殘廢 4.死亡 基本原因 間接原因 直接原因 管 理 缺 陷 管理單位 不重視、未 實施承攬 管理、未實 施教育訓 練及自動 檢查、未訂 定工作守 則 不 安 全 狀 況 不 安 全 行 為 高處作業未防護、 機具設備缺陷未改 善、作業方法缺 陷、照明不足、環 境高溫 未使用或未正確使 用防護具、不當使 用工具、未按正確 方法操作機具設備 能 量 或 加 害 物 勞工疾病、傷害、 殘廢、死亡 設備損毀 財務損失 資料來源:本研究整理統計勞工保險局給付資料 圖 2-3 災害發生理論模式 圖 2-2 職業災害的起因、對象及結果關聯圖2.5 安全評估方法
安全評估方法有甚多選擇,依據我國勞委會訂定之「危險性工作場所審查暨檢查辦 法」規定,屬於危險性工作場所應實施初步危害分析(Preliminary Hazard Analysis) 以分析發掘工作場所重大潛在危害,並針對重大潛在危害實施下列之一之安全評估方 法: 1.檢核表(Checklist) 本方法為工業安全界以檢查作業場所的危害行之已久,本表以制式化的檢查 項目,提供檢查人員於作業現場逐項檢查,再將檢查結果加以處理分析。 2.如果…會怎麼樣(What-if) What-if 是一種腦力激盪分析法,即由一些熟悉廠內製程及富實作經驗人員 組織評估小組,再由小組成員以各自專長針對某一製程或操作上以「如果…會怎 麼樣?」提出問題,使研討出可能發生的事故情況、事故的後果、現有的安全措 施、建議替代方法或改善措施。
3.危害及可操作性分析(Hazard and Operability Studies:HAZOP)
依黃清賢(2000)【11】論述,危害及可操作性分析是鳩集各種不同經驗、 知識和專業訓練的人,在小組會議中相互研討設計及操作上問題,這些問題通常 是與設計的預期目標發生其歧異之情事。分析小組設法找出偏差或偏離的原因, 以及其可能造成的後果,並提出建議改善對策。
4.失誤樹分析(Fault Tree Analysis:FTA)
失誤樹分析是屬於一種演繹(Deductive)的安全評估方式,主要是針對一 特定之意外事件或系統失誤,抽絲剝繭地找出其基本原因。是屬於定性與定量之 方式,一般之失誤樹為樹狀之圖形,藉由圖形中之數學與統計邏輯關係,描繪出 意外事件中的人為錯誤與設備失效之組合。
5.失誤模式及影響分析(Failure Modes and Effects Analysis:FMEA)
失誤模式及影響分析通常由各具不同專業領域的小組共同實施,透過由下而 上的歸納式系統分析或流程分析方法,用來評估潛在性的錯誤。包含找出什麼會 造成錯誤,以及會發生錯誤的方法(失效模式),決定每個失效模式對系統的影 響。 本研究參考勞委會製程安全評估危害分析方法如表 2-6,選擇適合分析鋼構工廠機 械設備及作業活動為主危害分析方法,以運用檢核表(Checklist)或工作安全分析(Job safety analysis:JSA)為最佳分析方法,但檢核表是依設定檢查項目進行製程危害 檢核,較沒有彈性且容易疏漏其他潛伏危害,故本研究運用較具彈性工作安全分析方 法,以辨識鋼結構箱型樑於鋼構工廠製造過程中有何不安全的因素及潛在危險。
本表引用勞委會製程安全評估教材
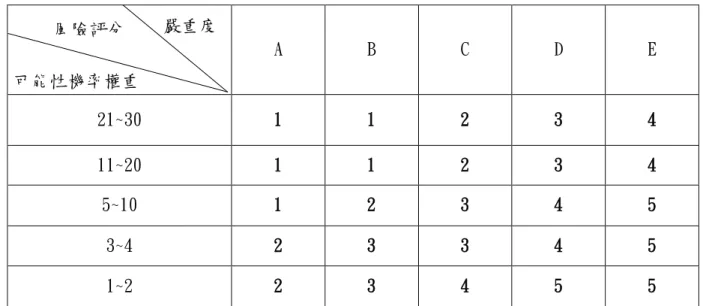
2.6 風險矩陣
目前業界在進行危害辨識與風險評估時,常使用工作安全分析(Job safety analysis:JSA)、初步危害分析(Preliminary hazard analysis:PHA)等方法,再配 合風險矩陣或風險因子評估方式來進行製程風險評估,而這些搭配方法各有其優缺點及 適用製程時機,其中以工作安全分析搭配風險矩陣為最普遍之評估方式。 「風險矩陣」為半定量風險評估方法,是以相對風險方式表示之,即以決定風險之 嚴重度及危害發生之可能性兩大變數,以相對的方法,大略分成數個不同等級;一般大 略區分成 3~5 個等級,而經由交叉相乘即得到一個 9~25 個欄位的風險矩陣,再將不同 欄位風險簡化為 5 個風險等級,並定義之。
2.7 本質較安全設計
從適切有效的危害分析方法,辨識出每一製程有何危害或甚至產生危害的原因,依 傳統安全設計概念,所採取方法是對於產生危害機器外加各樣設備阻擋操作人員接觸危 害源,或在操作人員身體加諸各項防護具與危害源隔離。但這些做法對於危害產生並不 能完全消除,萬一阻隔危害之設備或個人防護具失效,則將現場作業人員推向危險的萬 丈深淵。 製 程 研 發 基 本 設 計 試 驗 工 廠 細 部 設 計 建 廠 階 段 試 車 階 段 正 常 運 轉 擴 廠 或 修 改 停 廠 卸 除 文獻 Survey ● 如果…會怎麼樣 ● ● ● 初步危害分析 ● 檢核表& 工作安全分析 ● ● ● ● ● ● 相對危害等級分析 ● ● 危害及可操作性分析 ● ● ● ● ● 失誤模式及影響分析 ● ● ● ● 失誤樹分析 ● ● ● 工廠巡查 ● ● 安全稽核 ● 製程階段 評估方法 表 2-6 製程各階段之危害分析適用方法而本質較安全設計(Inherently Safer Design,ISD)是運用工程相關技術及行政 管理制度等方法,以移除、減低製程危害因子的量或作業人員暴露的頻率,使該製程之 危害風險降至最低的策略方法。 本質較安全設計的策略依王世煌(2002)【12】論述有十一種: 1.強化(intensification)策略。 2.取代(substitution)策略。 3.減弱(attenuation)策略。 4.限制影響(limitation of effects)策略。 5.簡單化(simplification)策略。
6.避免骨牌效應(avoiding knock-on effects)策略。
7.防愚設計(making incorrect assembly impossible)策略。 8.狀態清晰(making status clear)策略。
9.容忍(tolerance)策略。 10.易於控制(ease of control)策略。 11.軟體(software)策略。
2.8 小結
本章經由鋼構橋樑介紹,了解鋼構橋樑的歷史演進、材料特性及型式種類;經由鋼 構廠概況介紹,認識鋼構廠組織架構、與營造業及廠內分包運作模式;本章更對於職災 類型、災害種類及危害因子詳加描述,並針對國內製造業職業災害給付加以統計,以建 立本研究危害評估之危害發生機率評分之依據。 最後針對職災發生理論模式及本研究運用危害辨識之工作安全分析法、危害評估之 風險矩陣與危害預防之本質較安全設計策略,加以描述、說明及比較。第三章 鋼構箱型樑簡介
3.1 鋼構箱型橋樑基本組成元件
鋼構箱型樑通常分為兩種橫斷面,即矩形與梯形斷面,其通常用在跨距比傳統預力 樑較長之橋樑路段,而絕大部份用於公路鋼構箱型樑均與混凝土橋面版組合而成,不論 是直線形或曲線形箱型樑,其主要基本組成有以下部份: 1.箱型鋼樑 上有一片與下方對稱之上翼鈑或兩片較窄之左右上翼鈑,上翼鈑下連接垂直 或傾斜之左右腹鈑,樑最下方則有下翼鈑與腹鈑相連接。在了解箱型鋼樑之基本 構造可清楚看出,箱型鋼樑大可看成兩個 I 型鋼樑將其下翼鈑連貫而成。在箱樑 腹鈑內側可能焊有橫向加勁鈑是為了增強橫斷面之抗剪能力;而為了提高支承處 抗反作用力,必須於箱樑支承處之內橫隔樑加設支承加勁鈑;而為了使下翼鈑避 免受壓力造成挫屈,亦必須加焊縱向加勁鈑。 2.剪力釘 為了達到鋼樑與橋面版之複合作用,在上翼鈑上植焊剪力釘與橋面版連結。 3.橫隔粱系統 箱型鋼樑之橫隔樑系統可分為內、外兩大類。外橫隔樑裝設於兩個獨立箱型 鋼樑之間,使外載重能均勻分布於整個橋樑上部結構;而內橫隔樑則分佈於箱型 鋼樑長向之內部與支承處,其主要目的在增強箱型鋼樑之扭曲勁度與畸變勁度。 4.上側支撐 在未澆置混凝土橋面版之前,為了增強箱型鋼樑之扭曲勁度,通常在上翼鈑 下緣,腹鈑上緣處裝設上側支撐。3.2 鋼構箱型橋樑製程簡述
鋼構箱型樑製造流程大致分為進鈑預塗、一次加工、二次加工、假安裝及塗裝,最 後成品出廠如圖 3-1 流程圖所示,以下依各製造階段說明之。3.2.1 鋼鈑進場與預塗
依陳純森(2004)【13】論述,鋼構箱型樑之主要材料分為三種,即為結構用
鋼料、結合材料及防護材料。在結構用鋼料上,目前以美規 ASTM〈American Society for Testing & Materials 美國材料試驗協會〉所定出一種專門作為橋樑工程使用 的鋼種 ASTM A709 為主要鋼材。此鋼材除強度符合需求外,尚有良好的加工性、 熔接性、甚至低溫韌性。本階段於製程方面為防止進料與製程時間過久而生銹, 以自動噴砂機配合人工施作除銹及噴塗 15μm 之無機鋅粉底漆。
3.2.2 一次加工
本階段製程概分為以下幾個項目: 1.接鈑電銲 由於鋼箱樑製造長度非鋼材製造工廠規格品,以及依設計有相異鈑厚接 合,另一方面可能考慮運輸材料之困難,本階段需將鋼鈑以全滲透電銲方式進 行鋼鈑相接作業。 2.落樣切割 依陳純森(2004)【13】論述,在規劃設計時每塊鋼鈑使用不同,在鋼鈑表 面繪製記號以供製造時使用均稱為落樣,早期落樣以人工放樣,近來由於電腦 圖 3-1 鋼構箱型樑製造流程圖 鋼鈑進場 一次加工 二次加工 假安裝 塗 裝 除 銹 預塗底漆 接鈑電焊 落樣切割 構件冷作 加工 小組合 電焊 整 形 大組合 電焊 整 修 吊運安裝 量 測 引 孔 植剪力釘 卸 裝 表面處理 塗 漆 裝運出廠軟體發達,而利用 NC 切割機直接放樣,依鋼鈑落樣線工廠利用 NC 切割機、輕 便型瓦斯切割機、人工氧氣乙炔切割等進行切割。 3.構件冷作加工 本製程是利用各式鑽床進行各箱樑端部翼鈑、腹鈑、縱向加勁鈑及連接鈑 之鑽孔作業;以及運用各式加工機械進行切削、彎曲成型作業。 4.小組合電焊 本作業將上翼鈑、下翼鈑、左右腹鈑各單片鋼件與加勁鈑進行組立、電銲; 另其他如單片隔鈑、人孔蓋鈑之組立與銲接,在本階段完成單片構件,即可進 行大組立電焊作業。 5.整型作業 各構件經接鈑、小組合電焊後,依林東豐(1997)【14】論述因焊接部位受 到局部性之急熱及急冷之交替作用,發生不均勻之熱膨脹變形,即高溫加熱部 位發生塑性變形,熔著金屬亦自身收縮,以致焊接部位附近處有殘留應力及發 生變形之情形。 而本作業即是要消除焊接所發生應變之工作,其方法者眾,但常用者為加 熱法,可分為局部加熱冷卻法及加熱加壓法。
3.2.3 二次加工
本階段製程概分為兩個項目: 1.大組合電焊作業 將已完成小組合及鑽孔之鋼鈑,放在構台並以冶具固定之,通常組合是依 下翼鈑、內隔鈑、左右腹鈑、上翼鈑之順序先點銲假固定之。 再將組合妥善之箱型樑利用螺栓接合及電銲等方式,可以緊密將箱型樑各 單元構件結合在一起,而電銲的方法包括填角銲、部分滲透電銲及全滲透電銲 等;電銲依操作方式可分為人工電銲、半自動電銲、全自動電銲等。 2.整修作業 組合完成之單元箱型鋼樑,一定有許多焊接瑕疵如 undercut、overlap 等、 瓦斯切割瑕疵如切割面粗糙、翻轉時構件受傷、甚至局部變形等,都需要以人 工使用各式工具加以焊補、磨平、拋光、整形等。3.2.4 假安裝
鋼橋屬於精密、複雜、現場施工困難之結構物,故需要在工廠內進行「假安 裝」作業,以利即時修改,避免徒增運輸成本及不必要之困擾,本階段製程概分 為以下項目: 1.吊運安裝與卸裝 各單元箱型鋼樑於大組電銲、整修完成後,即將每個箱型鋼樑依設計無載重之高程、位置、方位角等運用各式起重機具進行組合安裝,借此可修正其製造 誤差,在完成假安裝後即進行卸裝作業。 2.量測與引孔 各單元箱型鋼樑完成假安裝後,即進行各項量測工作如跨徑、拱度、各項尺 寸等,在各量測尺寸合格後,便依連接鈑之孔位利用簡易鑽孔機,將孔引入箱 型鋼樑另一端部,使箱型鋼樑真正連接起來。 3.植焊剪力釘 爾後於上翼鈑與混凝土接觸面,使用植釘機銲植入剪力釘。
3.2.5 塗裝
依陳純森(2004)【13】論述,箱型鋼樑為鋼鐵材料其主要化學成份為鐵〈Fe〉 元素,由於自然之化學反應,鐵元素很容易與空氣中之氧氣〈O2〉結合,成為氧化 鐵化合物,即為鐵銹。經過長時間的化學作用,鐵銹會自然掉落,甚至於產生針 孔麻點,逐漸侵蝕鋼鈑之厚度,而降低鋼樑結構之安全性,所以有效的塗裝是延 長鋼橋使用壽命必須之製程。 1.表面處理 再進行油漆塗裝前,首先要將鋼樑各構件表面進行除銹作業,一般是將鋼 砂或矽砂以高壓空氣噴擊箱型樑外露面及內部生銹與銲道處,其潔淨度達到規 範要求,其目的使之鋼材表面與第一道防蝕油漆緊密黏合。 2.油漆塗裝 將已表面處理完畢之鋼樑,在兩小時內必須實施油漆塗裝,一般是利用幫 浦產生之壓縮空氣,直接加壓於塗料,將塗料透過噴鎗嘴,霧化均勻噴於箱型 樑之表面,而產生與水氣隔絕作用,保護箱型樑。3.3 小結
本章首先對鋼構箱型橋樑基本組成元件給予介紹,而鋼材也不只運用於橋樑之主 樑,凡上部結構之橋面版,下部結構之帽樑、橋柱等都可以選擇使用鋼構系統。 而第二節即針對鋼構箱型樑之廠內製程加以敘述,共概分五大製作階段,每一製作 階段又分若干製程如圖 3-2,使本研究能掌握各製程作業特性、製程順序、製作工法, 俾利運用工作安全分析法,進行鋼構箱型樑製程危害辨識。鋼鈑進場 一次加工 二次加工 假安裝 塗 裝 除 銹 預塗底漆 接鈑電焊 落樣切割 構件冷作加工 小組合電焊 整 形 大組合電焊 整 修 吊運安裝 量 測 引 孔 植剪力釘 卸 裝 表面處理 塗 漆 圖 3-2 鋼構箱型樑製造流程圖示
第四章 鋼構箱型樑製程危害之辨識、風險評估及預防策略
本研究主要標的物為鋼構箱型樑製程,其研究之目的是建立及執行該製程工作環境 及作業危害之辨識、評估及防範對策,故擬定本鋼構箱型樑製程研究之步驟如圖 4-1 所 示: 危害辨識 使用工作安全分析法: 在製程每一步驟中,從不安全、衛生狀態 (原物料、機具、設備)及不安全行為的 檢出(操作/作業方法),進而分析作業中 可能發生危害的類型。 風險評估 採用「風險矩陣」進行風險評估: 即經由定義事故之嚴重度與危害事件發生 機率,使用矩陣組合方法得到該項作業步 驟風險危害等級。 預防策略 應用本質較安全設計之取代與減弱兩項策 略,再與工程相關技術、物料及行政管理 等進行結合,而運用於各項製程中,以達 到移除或減低製程危害因子的量或作業人 員暴露的頻率,使該製程之危害風險降低 最低。 圖 4-1 本研究內容及步驟流程圖
4.1 製程危害辨識
4.1.1 製程危害辨識步驟流程
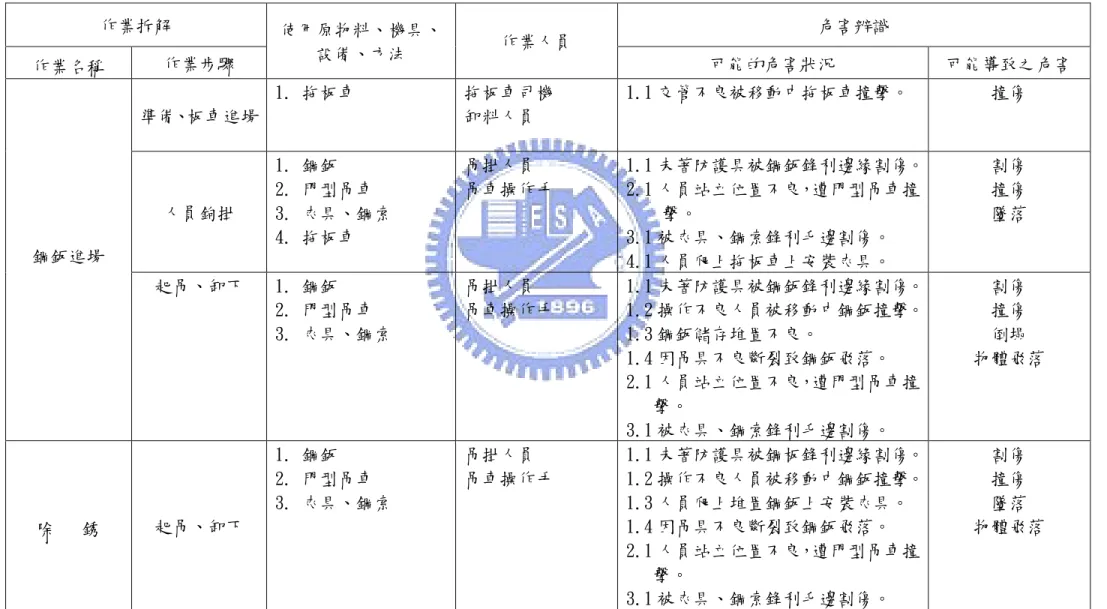
本製程危害之辨識乃採工作安全分析法進行作業中不安全、衛生狀態及不安 全行為檢出,而運用結果論導出危害類型,所以在進行工作安全分析時,將按以 下步驟流程執行如圖 4-2:4.1.2 製程危害辨識步驟說明
工作安全分析是檢出本製程作業內不安全狀況及作業人員不安全的行為,而 導致危害類型之有效方法,所以本研究參考相關文獻設計適用本製程之工作安全 分析表如表 4-1,依前述危害辨識步驟,鑑別出該步驟可能導致之危害,故以下分 別依危害辨識步驟之操作一一說明。 選定分析製程作業單元 單元作業拆解 該步驟可能的危害狀況 該步驟使用之原物料、機具、 設備、方法及作業人員 該步驟可能導致之危害 圖 4-2 製程危害辨識步驟流程圖1.選定分析製程作業單元 依本研究第三章將鋼構箱型樑製程區分為進料預塗、接鈑電銲、落樣切割、 冷作加工、小組合電焊、大組合電焊、假安裝及塗裝等八項製程作業,進行危 害辨識之製程單元。 2.單元作業拆解 依本研究參考相關鋼構橋樑製作流程文獻及實地鋼構工廠製程觀察,將各 製程單元進行作業拆解至每一作業步驟,如表 4-2 本研究將「接鈑電銲」製程 單元拆解為七個作業名稱(流程),再依每個作業名稱(流程)共拆解為二十項 作業步驟,故其他七項(進料預塗、落樣切割、冷作加工、小組合電焊、大組 合電焊、假安裝及塗裝)製程單元亦是依按此方式進行作業拆解。 作業名稱 (流程) 鋼鈑進場 鋼鈑開槽 點銲打底 潛弧銲接 (第一面) 背 剷 潛弧銲接 (第二面) 整 型 準備、 板車進場 準 備 對 鈑 準 備 鋼鈑翻面 準 備 準 備 人員鉤掛 點 火 電銲作業 潛弧銲接 背剷作業 潛弧銲接 火燄整型 起吊、 卸下 切 割 除 渣 除 渣 --- 除 渣 --- 作業步驟 --- 研 磨 --- --- --- --- --- 3.該步驟使用之原物料、機具、設備、方法及作業人員 本操作重點是依該項作業步驟所使用之原物料(半成品)、機具、設備、方 作業拆解 危害辨識 作業名稱 作業步驟 使用原物料、 機具、設備、 方法 作業 人員 可能的危害狀況 可能導致之危害 表 4-1 工作安全分析表 表 4-2 接鈑電銲製程單元作業拆解表