覆晶封裝在熱壓合製程中構裝元件之應力與變形分析
楊文芳、黃世疇 國立高雄應用科技大學 機械工程系 E-mail: [email protected]摘 要
本文主要針對COG(Chip On Glass)製程中,對於熱壓合時晶片凸塊所受到的應力做分析與探討。由於 凸塊的應力狀況與分佈會直接影響導電粒子的破裂情形,使得凸塊、導電粒子及玻璃導電膜三者之間的電氣 特性受到影響。本文使用 Ansys 有限元素軟體模擬製程中參數條件與凸塊應力分佈之間的關係,再進行參數 條件的變更分析以及實驗樣本的比較對照,以探討在不同參數條件下凸塊應力分佈狀況。 由研究結果顯示,改變熱壓合的壓著時間,對於凸塊應力值及應力分佈影響程度較小;而在改變壓著溫 度時,則對凸塊的應力有一定程度的影響。對於晶片的翹曲,係受構裝元件材料的熱膨脹係數不匹配所導致, 同樣在經由有限元素分析後,可以得到在不同的溫度條件下晶片的翹曲量。 關鍵詞:覆晶封裝、COG 製程、有限元素分析、凸塊1. 前 言
液晶雖早在1888 年就被發現,但是因為液晶在兩次大戰中對軍事用途的幫助不大,直到 1968 年,美國 無線電公司(RCA)科學家 G. H.Heilmeier 根據液晶分子受到電壓影響而改變其分子的排列狀態,並且可以讓 入射光線的極化產生改變的現象原理,利用液晶的動態散射效應(dynamic scattering)製造了世界第一台使用 液晶顯示的螢幕。美國企業雖然是液晶顯示器技術的原始推動者,並擁有眾多研究人才與技術專利,但長久 以來一直以國防需求為主要發展重點,並不很重視產品的大量生產技術。日本反而是最先把這項技術商品化 的國家,1970 年代日本的 Sharp 與 Seiko 兩家公司對液晶顯示技術全面開發與應用,讓液晶顯示器能成功地 融入現代的電子產品之中。 由於液晶顯示器是以液晶分子材料為基本要素,將這白濁的液晶分子夾在經過配向處理的兩片玻璃板之 間,即可組合成目前熱門而且與我們日常生活息息相關的液晶顯示器件。這個介於固態與液態之間的中間態 分子,不但具有液體易受外力作用而流動的特性,亦具有晶體特有的光學異方向性質,所以能夠利用外加電 場來驅使液晶的排列狀態改變至其他指向造成光線穿透液晶層時的光學特性發生改變,此即是利用外加的電 場來產生光的調變現象,我們稱之為液晶的光電效應。利用此效應可製作出各式的液晶顯示器,如扭轉向列 型液晶顯示器、超扭轉向列型液晶顯示器、及薄膜電晶體液晶顯示器等。圖 1 為扭轉向列型液晶顯示器之工 作原理;利用外加電壓來改變液晶分子排列狀態,進而達到亮暗對比的顯示效果。圖 2 則為薄膜電晶體液晶 顯示器的結構示意圖,在兩片玻璃基板間夾有一定排列方向的液晶分子層,利用間隙子控制液晶盒的均勻厚 度[1]。圖1 扭轉向列型液晶顯示器[1] 圖2 薄膜電晶體液晶顯示器[1] (a) 未加電壓時 (b) 加電壓時 隨著數位家庭與行動生活概念的日益普及化,以及全球暖化議題彰顯之下,更輕薄短小、省電、畫素更 多且畫質更佳、反應速度更快的液晶顯示器是未來的發展趨勢,因而使得液晶顯示器在可攜帶式電子產品中, 扮演著越來越重要的角色。為了讓液晶顯示器的畫質效果更佳,勢必在整體的畫素亦必須隨之增加,增加畫 素則須提高驅動晶片的接腳數(I/O),在不改變晶片的數目之下,則必須縮減凸塊之間的間距以容納更多的 線路分佈,相對的在細腳距的情形下,凸塊的配置及尺寸勢必影響到熱傳導與應力的分佈。
2. COG(Chip On Glass)
2.1 COG 技術COG 接合技術是將長有金凸塊(Gold Bump)的驅動晶片其接合點,使用異方性導電膠(ACF)做為接 合材料,在經過畫像系統的對位校準後,直接與LCD 面板上的導電端子先經過預壓合,再經過加熱加壓的熱 壓合製程,圖3 為 COG 製程之完成品。 因為COG 製程是直接安裝驅動晶片,與零件的接合點較少,製品可靠度較高而且成本較低為其優點,由 於無法在COG 製程完成後,直接先對驅動 IC 做測試,而必須做到後一製程後才能做點燈測試,增加重工的 困難度。此外,為了將輸入訊號傳送到晶片晶片與LCD 端子做連接,因而必須設置 FPC(軟性基板)連接器, 產生了邊框變寬的缺點,因此在中小型模組使用的場合較多。 液晶面板玻璃 驅動IC 晶片 異方性導電膠(ACF) 圖3 COG 完成品
2.2 異方性導電膠
異方性導電膠(Anisotropic Conductive Film, ACF)[2]的組成主要包含導電粒子及絕緣膠材兩部分,上下 各有一層保護膜來保護主成分。使用時先將上膜撕去,將 ACF 膠附至 Substrate 的電極上,再把另一層 PET 底膜也撕掉。在精準對位後將上方物件與下方板材壓合,經加熱及加壓一段時間後使絕緣膠材固化,最後形 成垂直導通、橫向絕緣的穩定結構,如圖4 所示。 圖4 ACF 使用及導通原理[2] ACF 的絕緣膠材為高分子材料,主要可分為熱固性(Thermal-Setting)及熱塑性(Thermal-Plastic)樹脂 兩大類。膠材中的導電粒子扮演垂直導通的關鍵角色,導電粒子數目越多或導電粒子的體積越大,垂直方向 的接觸電阻越小,導通效果也就越好。然而,過多或過大的導電粒子可能會在熱壓合的過程中,在橫向的電 極凸塊間彼此接觸連結,而造成橫向導通的短路,使得電氣功能不正常。隨著驅動晶片的腳距(Pitch)持續 微縮,橫向腳位電極之凸塊間距(Space)也越來越窄,於是增加了 ACF 在橫向絕緣的難度。 2.3 COG 製程說明 COG 製程主要可分為三個步驟:
(1) ACF 貼附:將 ACF 貼附在驅動晶片搭載部位,經過熱壓著頭施以加熱及加壓後,再將 ACF 上層的保護 膜撕除,將ACF 黏著在 ITO 導電層(晶片搭載部),如圖 5(a)所示。
(2) 晶片預壓:驅動晶片與 ITO 導電層兩者經由畫像系統對位校正後,施以預壓合將晶片搭載於 ITO 導電 層,如圖5(b)所示。 (3) 晶片本壓:經由熱壓著頭對晶片進行最後的熱壓合動作完成 COG 製程,如圖 5(c)所示。 ITO 金屬導電層 ACF 導電粒子 IC 晶片 圖 5(a) ACF 貼附 圖 5(b) 晶片預壓 玻 璃 基 板 凸塊 (Bump) 玻 璃 基 板
圖 5(c) 晶片本壓 在每個步驟中都包括有壓力、溫度、時間三個參數條件,其中在晶片本壓著過程,導電粒子的變形量與 COG 製品的電氣特性息息相關,以壓力而言,若壓力越大則導電粒子的破裂程度也越大,這使得導電粒子與 ITO 導電層的接觸面積跟著變大,所以接續抵抗值則變低,但也不宜過低;反之壓力越小,粒子破裂程度及 接觸面積跟著變小,接續抵抗值則變高而造成導電不良[3、4]。另外,溫度與時間條件則與 ACF 膠材受熱後 的流動特性,溫度的分佈及產生的熱應力有關。由此可知,這些參數條件關係著COG 製程品質的良窳,而這 也是本文的研究重點與方向。
3. 研究內容與方法
3.1 研究內容 導電粒子的接續電阻與粒子的變形量有關,而粒子的變形量則與所受到的壓力大小有密切關係。本文在 有限元素法的分析中,係以凸塊所承受到的應力,作為導電粒子變形量的依據;亦即凸塊承受到較大的應力 值時,則作用在導電粒子的壓力也隨之增加。依據此推論,所研究的問題內容如下: (1) 在壓力與溫度兩者條件固定的情形下,改變壓著時間以確認時間變數對於凸塊的應力值影響程度。 (2) 把壓力條件固定,然後以不同的壓著溫度做為實驗分析的條件,藉以探討在壓著溫度提昇之後,凸塊所 承受到的應力變化關係。 (3) 探討晶片在承受不同的熱負荷下,對於翹曲程度的影響。 (4) 以有限元素法模擬分析之後,再用實驗的方式進行驗證。將所分析的條件作成樣本以後,以壓痕外觀檢 查機實施導電粒子的壓痕強度檢測,其目的是為了將導電粒子的變形量以數據化的方式呈現,以方便作 為實驗結果的比較。 3.1.1 Ansys 假設條件 (1) 假設異方性導電膠在 COG 熱壓合時不承受壓力,而導電粒子的破裂狀況與凸塊所承受的應力有關。 (2) 由於 ITO 金屬導電膜僅有 0.2 μm 之厚度,故模型忽略不計。 (3) 為了減少元素的數目及縮短運算時間,模型中玻璃基板的長度只略大於晶片,並非實際長度。 (4) 玻璃基板底部實際上還有一壓著承載平臺,為減少運算時間,故直接以玻璃基板底部作為固定端。 (5) 由晶片表面直接施予外部壓力負載及熱負荷;壓力為均佈壓力,熱負荷則為均勻熱源(固定溫度邊界)。 (6) 假設凸塊與玻璃基板在熱壓合之前為完全接合。 (7) 由於熱壓合機構位於設備內部,故不考慮空氣對流係數。 (8) 不考慮材料的潛變行為。 (9) 不考慮熱壓合中元件的接觸行為。 (10)假設各材料的性質不隨著時間而改變。 玻 璃 基 板 IC 晶片 加熱&加壓3.1.2 選用元素、材料性質及模型建立
本 文 所 選 用 的 元 素 為 SOLID 98(Scalar Tet 98)是 一個 3-D 10 個節 點的四 面體 耦合場 實體 元素 (Tetrahedral Coupled-Field Solid)如圖 6 所示[5]。每一個節點具有六個自由度,元素具有二次疊代的性能, 其不規則的網格適用於各種模型。節點(Nodes):共有 I、J、K、L、M、N、O、P、Q、R 十個節點。自 由度(Degrees of freedom):共有 UX、UY、UZ、TEMP、VOLT、MAG 六個自由度。
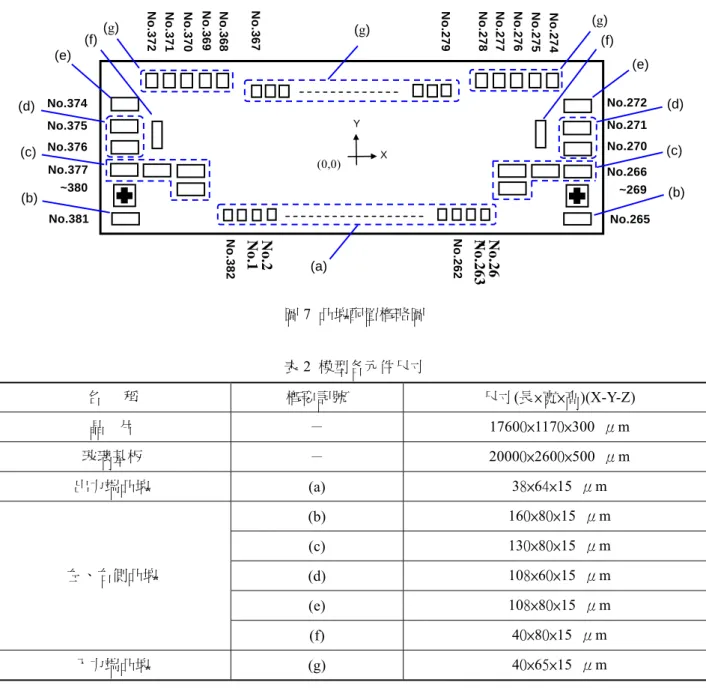
在進行製程分析之前,需先收集COG 製程構裝元件之相關材料資料。以下所選用的晶片與玻璃基板, 皆為國內液晶模組製造廠所使用之構裝元件。各元件之材料性質如表1 所示[6];晶片採用 66343BG 液晶顯 示器驅動晶片,該晶片之凸塊配置概略圖如圖7 所示;表 2 為模型中各元件的尺寸;圖 8(a)為有限元素模 擬所使用之模型,包括晶片、凸塊及玻璃基板;圖8(b)為晶片與凸塊之網格分割圖。 圖6 SOLID 98 3-D 四面體耦合場實體元素[5] 表1 材料性質表[6] 晶 片 凸 塊 玻璃基板 密度 (kg/m3) 2330 19300 2180 熱傳導係數 (W/m-℃) 80 301 0.6 熱傳性質 比熱 (J/kg-℃) 702 132 750 楊氏係數 (N/mm2) 1.12×105 7.72×104 7.0×104 蒲松比 0.28 0.42 0.39 機械性質 熱膨脹係數 (m/m-℃) 2.49×10-6 14.4×10-6 17.6×10-6
圖7 凸塊配置概略圖 表2 模型各元件尺寸 名 稱 概要記號 尺寸(長×寬×高)(X-Y-Z) 晶 片 - 17600×1170×300 μm 玻璃基板 - 20000×2600×500 μm 出力端凸塊 (a) 38×64×15 μm (b) 160×80×15 μm (c) 130×80×15 μm (d) 108×60×15 μm (e) 108×80×15 μm 左、右側凸塊 (f) 40×80×15 μm 入力端凸塊 (g) 40×65×15 μm 圖8(a) 模型 (晶片、凸塊、玻璃基板) 圖8(b) 網格分割圖 (晶片、凸塊) 3.2 研究方法 1. 時間條件變更 壓力(83.3MPa)與溫度(170℃)兩者條件固定不變,將時間條件由原本的 15 秒變更為 10 秒,方法 (0,0) Y X (g)
No.382 No.1 No.2 No.262 No.2634 No.26
No.367 No.279 No.278 No.277 No.276 No.275 No.274
No.368 No.369 No.370 No.371 No.372 No.381 No.377 ~380 No.376 No.375 No.374 No.265 No.266 ~269 No.270 No.271 No.272 (a) (b) (c) (d) (e) (f) (g) (g) (f) (e) (d) (c) (b)
1 之條件對照如表 3 所示。藉由改變壓著時間以探討時間條件對於凸塊應力值的影響程度;對於製程能力 而言,較短的製程時間能提高設備的生產數量。 表3 方法 1、時間條件變更對照 實驗條件 壓 力 溫 度 時 間 1 83.3 MPa 170℃ 15 秒 2 83.3 MPa 170℃ 10 秒 2. 溫度條件變更 由方法1 所得到的結果顯示,變更時間條件對於凸塊承受的應力變化影響程度很小,所以在方法 2 中 採用較短的壓著時間做為實驗條件;壓力(83.3MPa)條件固定不變。而溫度條件設定則是參照該液晶模組 製造廠所使用的製程條件,分別有180℃及 200℃兩種不同的溫度,方法 2 之條件對照如表 4 所示。藉由不 同的壓著溫度做為實驗分析的條件,藉以探討在壓著溫度改變之後,凸塊所承受到的應力變化關係。 表4 方法 2、溫度條件變更對照 實驗條件 壓 力 溫 度 時 間 3 83.3 MPa 180℃ 10 秒 4 83.3 MPa 200℃ 10 秒 3. 溫度及時間條件變更 由方法1 及 2 的實驗結果顯示,溫度(200℃)及時間(10 秒)的條件對於凸塊的平均應力值變化量 最大,然而在模擬分析的過程中發現壓著時間在第 9 秒時,凸塊與玻璃基板皆已相當接近 200℃;因此在 方法3 中採用溫度(200℃)及時間(9 秒)的條件,搭配壓力條件(83.3 MPa)進行模擬分析,並將所得 到的結果與方法1 中的實驗條件 1 做比較,藉以探討最終實驗條件與先前條件的差異性,方法 3 的相關條 件對照如表5 所示。 表5 方法 3、溫度條件變更對照 實驗條件 壓力 溫度 時間 1 83.3 MPa 170℃ 15 秒 5 83.3 MPa 200℃ 9 秒 4. 實驗樣本製作及檢測 依照實驗條件製作樣本,並藉由壓痕外觀檢查機對樣本中導電粒子的壓痕強度,實施檢測後再與有限 元素法所模擬分析的結果做一驗證與比較。該設備主要是由光學顯微鏡與分析軟體所組成,係利用光學顯 微鏡自動檢測導電粒子的壓痕狀況,其檢查結果與畫像經由分析軟體運算後,將導電粒子的壓痕、數目及 其他檢查項目以數據化的方式呈現。
4. 結果與討論
4.1 溫度模擬分析結果 在實際製程中 COG 本壓著溫度,係針對異方性導電膠的作用溫度而設定,但本文之研究並未考慮異方 性導電膠材料,因此在溫度的實驗測量中,是將熱電耦(Thermo-couple)直接置於晶片與玻璃之間做量測。 圖9(a)為實驗條件 1(170℃、15 秒)Ansys 的溫度分析曲線,圖 9(b)則為實驗測量度曲線;兩者比較後的溫 度變化幾乎相近,並無太大的差異。 圖10(a)~(d)分別為凸塊在 1 秒、2 秒、10 秒及 15 秒時的溫度反應。由於凸塊的熱傳導係數約為晶片的 3.8 倍,所以晶片受到熱負荷以後,在不到 2 秒的時間之內便將溫度傳導至凸塊。 圖11(a)~(d)分別為玻璃基板在 1 秒、2 秒、10 秒及 15 秒的溫度反應。加熱溫度經由凸塊傳遞至玻璃基 板,由圖 11(a)可發現到玻璃基板在與凸塊接觸的部位,溫度上升最快(紅色),其餘部位則是由與凸塊接觸 的部位慢慢將熱擴散至整個玻璃基板,直到第10~15 秒時,玻璃基板整體才達到均勻的溫度(170℃)。 由於玻璃基板的熱傳導係數相當低(0.6),當溫度由晶片傳達至凸塊後,便在凸塊與玻璃基板之間慢慢 積熱,而在此空間則有異方性導電膠的存在,這些熱便可提供成為異方性導電膠的加熱溫度,將其溶化產生 黏性然後冷卻固化晶片於玻璃基板之上。 圖9(a) Ansys 溫度分析曲線 圖9(b) 實驗測量溫度曲線 30 40 50 60 70 80 90 00 10 20 30 40 50 60 70 80 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 TIME (sec) TEMP(℃) 170℃、15 秒 TIME(sec) TEMP(℃) 170℃、15 秒 圖10(a) 凸塊 1 秒溫度 圖11(a) 玻璃基板 1 秒溫度圖10(b) 凸塊 2 秒溫度 圖11(b) 玻璃基板 2 秒溫度 圖10(c) 凸塊 10 秒溫度 圖11(c) 玻璃基板 10 秒溫度 圖10(d) 凸塊 15 秒溫度 圖11(d) 玻璃基板 15 秒溫度 4.2 應力分佈模擬分析結果 4.2.1 入力端及出力端凸塊應力分析 在作分析之前,我們發現到本文中所研究的驅動晶片,其凸塊在入力端及出力端的數目與配置位置皆 不相同且相差甚多,雖然在單顆凸塊的壓著面積上來說,入力端及出力端兩者差異性並不大;但是對於整 體驅動晶片而言,應力的分佈將會受到這些凸塊的數目及配置位置的影響而產生應力不均的情形。 由表6 入力端與出力端凸塊的平均應力值比較結果顯示,該驅動晶片在入力端(89 顆)與出力端(264 顆)兩者凸塊的數目相差將近3 倍,對壓著總面積而言亦同樣相差 3 倍。在經由實驗條件 1(83.3MPa、170 ℃、15 秒)Ansys 的模擬分析結果,以應力的平均值來看,入力端凸塊大於出力端凸塊約有將近 2.3 倍, 由此看來這與我們先前所預期的結果相同。 圖12 為入力端與出力端凸塊之應力分佈,圖 13 為入力端與出力端凸塊之應力比較圖。由以上的應力 分佈和應力值的比較結果顯示,以凸塊的配置位置來看,入力端凸塊又區分成兩個區塊,這將使得入力端 凸塊的應力分佈不均,最大應力出現在各區塊的最左、右兩個凸塊。而出力端凸塊雖然是單一區塊,但受 到出力端兩區塊配置的影響,最大應力出現在最左、右兩個凸塊,以及與出力端兩區塊所對應的邊界位置 凸塊。
表6 入力端與出力端凸塊平均應力值比較 功能區分 凸 塊 尺 寸 數 目 Bump NO. 平均應力值 入力端 40×65×15 μm 89 顆 NO.01 ~ 30 346.31 MPa 出力端 38×64×15 μm 264 顆 NO.01 ~ 30 150.03 MPa A A 部放大圖(入力端) B 部放大圖(入力端) C 部放大圖(出力端) D 部放大圖(出力端) E 部放大圖 圖12 入力端與出力端凸塊之應力分佈 B C D E
0 100 200 300 400 500 600 700 800 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 Bump NO. Stress(MPa)
入力端
出力端
圖13 入力端與出力端凸塊之應力比較圖 4.2.2 左、右側凸塊應力分析 由表7 左、右側凸塊平均應力值比較結果顯示,左、右側凸塊的平均應力值約相差 7.2 MPa。這是因為 左、右側凸塊是呈現對稱分佈,不論是凸塊的尺寸、總壓著面積及配置位置皆相同,所以左、右側凸塊的 應力分佈較均勻,如圖14 所示。而平均應力值的差異亦不大,如圖 15 所示。 表7 左、右側凸塊平均應力值比較 功能區分 凸 塊 尺 寸 數 目 擷取配置代號 平均應力值 左 側 依配置位置不同 14 顆 L -01 ~ 08 174.08 MPa 右 側 依配置位置不同 14 顆 R -01 ~ 08 181.27 MPa (左側) (右側) 圖14 左、右側凸塊應力分佈0 50 100 150 200 250 300 350 1 2 3 4 5 6 7 8 Bump NO. Stress (MPa) 左側 右側 圖15 左、右側凸塊應力比較圖 4.3 時間條件變更之應力分析結果 由觀察實驗條件1(170℃、15 秒)的模擬分析結果,在溫度曲線方面,發現到當加熱溫度到達第 10 秒 的時候,玻璃基板的溫度已經相當接近於170℃。於是在實驗條件 2 當中,將壓著時間由 15 秒變成 10 秒, 並將應力分析結果與實驗條件1 做比較,以探討時間變數對於凸塊的應力值之影響程度。 由實驗條件1 和 2 的分析結果顯示,不論是入力端、出力端凸塊與左、右側凸塊,兩個實驗條件在平均 應力值方面的變化並無太大的差異,由此可知,凸塊應力的變化與壓著時間無直接的影響關係,表 7 為實驗 條件1、2 的平均應力值比較。 表7 實驗條件 1、2 平均應力值比較 功能區分 實驗條件 壓 力 溫 度 時 間 平均應力值 變化量(條件 2-1)1 1 83.3 MPa 170℃ 15 秒 346.31 MPa 入力端
2 83.3 MPa 170℃ 10 秒 346.22 MPa -0.09 MPa 1 83.3 MPa 170℃ 15 秒 150.03 MPa
出力端
2 83.3 MPa 170℃ 10 秒 149.97 MPa -0.06 MPa 1 83.3 MPa 170℃ 15 秒 174.08 MPa
左 側
2 83.3 MPa 170℃ 10 秒 173.98 MPa -0.1 MPa 1 83.3 MPa 170℃ 15 秒 181.27 MPa
右 側
2 83.3 MPa 170℃ 10 秒 181.19 MPa -0.08 MPa 註1:係指實驗條件 2 - 實驗條件 1 之平均應力值的變化量,例如:入力端的平均應力值變化量 = 346.22 - 346.31 = - 0.09 (MPa),其餘項目依此類推。 4.4 溫度條件變更之應力分析結果 在壓著時間由15 秒改變為 10 秒的模擬分析中,從分析的結果得知,凸塊的平均應力值與應力分佈,並 不會隨著壓著時間的改變而產生太大的變化。接著將探討的是改變壓著參數中的另一個條件─溫度。在壓力 與時間條件固定的情形下,將壓著溫度由170℃分別變更為 180℃及 200℃兩個實驗條件,並將分析結果與實
驗條件 2 作比較。所得到的比較結果,在應力分佈方面,3 個實驗條件並無明顯的差異性;而在平均應力值 方面所作的說明如下:
(1) 入力端凸塊
當溫度由 170℃提昇至 180℃時,其平均應力值由 346.22MPa 上升至 367.16MPa,平均增加約 20.94 MPa。而當溫度再提昇至 200℃時,其平均應力值則上升至 407.96MPa,平均增加約 61.74 MPa。
(2) 出力端凸塊
當溫度由170℃提昇至 180℃時,其平均應力值由 149.97MPa 上升至 159.12MPa,平均增加約 9.15 MPa。 而當溫度再提昇至200℃時,其平均應力值則上升至 176.81 MPa,平均增加約 26.84 MPa。
(3) 左側凸塊
當溫度由 170℃提昇至 180℃時,其平均應力值由 173.98MPa 上升至 185.35MPa,平均增加約 11.37 MPa。而當溫度再提昇至 200℃時,其平均應力值則上升至 205.96 MPa,平均增加約 31.98 MPa。
(4) 右側凸塊
當溫度由170℃提昇至 180℃時,其平均應力值由 181.19MPa 上升至 192.89MPa,平均增加約 11.7 MPa。 而當溫度再提昇至200℃時,其平均應力值則上升至 214.34 MPa,平均增加約 33.15 MPa。 由以上的比較結果分析,當壓著溫度增加 10℃時,出力端與左、右側凸塊的平均應力值約上升 9 ~ 12 MPa,反觀在入力端則上升約 21MPa,大約是其他凸塊的 2.3 倍,這點與之前的分析結果相同,入力端與出 力端因為凸塊的數目與配置位置上相差甚異的關係。而當壓著溫度增加30℃時,出力端與左、右側凸塊約上 升26 ~ 33 MPa,入力端則上升約 62MPa。 由表8 將實驗條件 2、3、4 的平均應力值結果比較顯示,壓著溫度的改變對於凸塊應力值的影響關係為: 當溫度每增加10℃時,入力端凸塊的平均應力值約上升 20 ~ 21MPa,而出力端與左、右側凸塊的平均應力值 則約上升9~12 MPa。 表8 實驗條件 2、3、4 平均應力值比較 功能區分 實驗條件 壓 力 溫 度 時 間 平均應力值 變化量 備 註 2 83.3 MPa 170℃ 10 秒 346.22 MPa -
3 83.3 MPa 180℃ 10 秒 367.16 MPa +20.94 MPa (條件 3-2)2 入力端
4 83.3 MPa 200℃ 10 秒 407.96 MPa +61.74 MPa (條件 4-2)3 2 83.3 MPa 170℃ 10 秒 149.97 MPa -
3 83.3 MPa 180℃ 10 秒 159.12 MPa +9.15 MPa (條件 3-2) 出力端
4 83.3 MPa 200℃ 10 秒 176.81 MPa +26.84 MPa (條件 4-2) 2 83.3 MPa 170℃ 10 秒 173.98 MPa -
3 83.3 MPa 180℃ 10 秒 185.35 MPa +11.37 MPa (條件 3-2) 左 側
4 83.3 MPa 200℃ 10 秒 205.96 MPa +31.98 MPa (條件 4-2) 2 83.3 MPa 170℃ 10 秒 181.19 MPa -
3 83.3 MPa 180℃ 10 秒 192.89 MPa +11.7 MPa (條件 3-2) 右 側
4 83.3 MPa 200℃ 10 秒 214.34 MPa +33.15 MPa (條件 4-2) 註2:係指實驗條件 3 - 實驗條件 2 之平均應力值的變化量,例如:入力端的平均應力值變化量 = 367.16 -
346.22 = + 20.94 (MPa),其餘項目依此類推。
註3:係指實驗條件 4 - 實驗條件 2 之平均應力值的變化量,例如:入力端的平均應力值變化量 = 407.96 - 346.22 = + 61.74 (MPa),其餘項目依此類推。
4.5 溫度及時間條件變更之應力分析結果 由之前實驗條件分析的結果得到,凸塊的應力值受到溫度條件的改變會產生一定程度的變化,而改變時 間條件對於應力的變化則較少。 在觀察實驗條件1 的溫度曲線時我們發現到,當加熱時間到達第 9 秒的時候,玻璃基板的溫度已經相當 接近於 170℃,此現象同樣發生在其他的實驗條件中,於是我們在實驗條件 5 所做的分析內容則是以條件 4 的溫度200℃加上時間 9 秒。再以此條件 5 所得到的分析結果與條件 1 做為實驗前、後之對照比較,表 9 為 實驗條件1、5 的平均應力值比較。 表9 實驗條件 1、5 平均應力值比較 功能區分 實驗條件 壓 力 溫 度 時 間 平均應力值 變化量(條件 5-1)4 1 83.3 MPa 170℃ 15 秒 346.31 MPa 入力端
5 83.3 MPa 200℃ 9 秒 406.4 MPa +60.09 MPa 1 83.3 MPa 170℃ 15 秒 150.03 MPa
出力端
5 83.3 MPa 200℃ 9 秒 175.77 MPa +25.74 MPa 1 83.3 MPa 170℃ 15 秒 174.08 MPa
左 側
5 83.3 MPa 200℃ 9 秒 203.88 MPa +29.8 MPa 1 83.3 MPa 170℃ 15 秒 181.27 MPa
右 側
5 83.3 MPa 200℃ 9 秒 212.38 MPa +31.11 MPa 註4:係指實驗條件 5 - 實驗條件 1 之平均應力值的變化量,例如:入力端的平均應力值變化量 = 406.4 -
346..31 = + 60.09 (MPa),其餘項目依此類推。
4.6 晶片翹曲模擬分析結果
在電子構裝技術,由於構裝體組成材料的熱膨脹係數(Coefficient of Thermal Expansion, CTE)的差異, 當操作元件受熱負載時,熱膨脹係數的不匹配將造成構裝體產生翹曲,而這也正是複合結構體受熱影響而產 生的互制行為。 本文所研究的驅動晶片,其晶片與凸塊的熱膨脹係數相差將近有 6 倍之多,而且在晶片外形的長寬比更 高達有15:1,這些因素都將造成晶片在熱壓合製程中,產生翹曲的不利因素。雖然如此,由於實際的製程中, 異方性導電膠(ACF)在受熱後會產生黏性,而將晶片固化於玻璃基板上,所以異方性導電膠的黏性將對晶 片的翹曲產生抵制的作用。圖16 為模擬分析後的 Z 軸位移向量,由圖中可看到左、右兩側的位移量最大,這 表示晶片的翹曲是以U 字型(中間較低,左右較高)的方式呈現。這是因為凸塊的熱膨脹係數要比晶片來得 大,所以受熱後凸塊的伸長量較大。
圖16 Z 軸位移向量 表10 為各實驗條件中晶片左、右側的翹曲量,當溫度增加 10℃時,翹曲量約增加 6.92 μm(約 7 μm), 而溫度增加30℃時,翹曲量則增加 13.85 μm(約 14 μm)。 表10 各實驗條件的晶片翹曲量 實驗條件 壓 力 溫 度 時 間 左 側 右 側 1 83.3 MPa 170℃ 15 秒 118.2 μm 118.2 μm 2 83.3 MPa 170℃ 10 秒 117.9 μm 117.9 μm 3 83.3 MPa 180℃ 10 秒 124.8 μm 124.8 μm 4 83.3 MPa 200℃ 10 秒 138.7 μm 138.7 μm 5 83.3 MPa 200℃ 9 秒 138.7 μm 138.7 μm 4.7 樣本驗證結果 樣本實驗部份是以條件1 和條件 5,做為製程參數變更之前、後比較,各條件製作 3 枚樣本,再經由壓 痕外觀檢查機做粒子壓痕強度的檢測。由於出力端的凸塊受到製品彎曲線路的影響,此部分壓痕外觀檢查機 無法做檢測,其餘的入力端及左、右側則是採用擷取凸塊作為壓痕強度值的比較,表11 為凸塊的平均壓痕強 度比較,圖17 ~ 22 為樣本凸塊壓痕對照圖。 由實驗樣本所得到的結果顯示,當溫度由原本的170℃提昇到 200℃時,異方性導電膠受到溫度升高的影 響,樹脂的流動性增加,相對地這將造成樹脂對於導電粒子的拘束力減少,而使得導電粒子更容易受到外在 的壓力所壓迫而增加變形量。
表11 凸塊的平均壓痕強度比較 Bump NO. 實驗條件 參 數 內 容 平均壓痕強度5 對照圖片 1 83.3MPa、170℃、15 秒 335 圖6-28(a) IN-01 5 83.3MPa、200℃、9 秒 369 圖6-28(b) 1 83.3MPa、170℃、15 秒 333 圖6-29(a) IN-263 5 83.3MPa、200℃、9 秒 353 圖6-29(b) 1 83.3MPa、170℃、15 秒 280 圖6-30(a) L-374 5 83.3MPa、200℃、9 秒 304 圖6-30(b) 1 83.3MPa、170℃、15 秒 351 圖6-31(a) L-380 5 83.3MPa、200℃、9 秒 403 圖6-31(b) 1 83.3MPa、170℃、15 秒 272 圖6-32(a) R-266 5 83.3MPa、200℃、9 秒 352 圖6-32(b) 1 83.3MPa、170℃、15 秒 247 圖6-33(a) R-273 5 83.3MPa、200℃、9 秒 278 圖6-33(b) 註5:平均壓痕強度:壓痕外觀檢查機的一項檢測功能,該數字代表導電粒子的變形量,數字越大表示導電 粒子的變形量越大。
圖17(a) IN-01 (條件 1) 圖17(b) IN-01 (條件 5)
圖19(a) L-374 (條件 1)
圖20(a) L-380 (條件 1) 圖20(b) L-380 (條件 5)
圖21(a) R-266 (條件 1) 圖21(b) R-266 (條件 5) 圖19(b) L-374 (條件 5)
圖23(a) R-273 (條件 1) 圖23(b) R-273 (條件 5)
5. 結 論
本文主要分析覆晶封裝在不同的熱壓合製程參數下,凸塊的應力分佈與晶片受力變形的狀況。首先以有 限元素法做為製程參數改變後,各種不同條件下的應力分佈與變化量的模擬分析;其次是以實驗樣本的製作, 做為參數改變後的驗證比較,以下是本研究所得到的結論。 1. 玻璃基板與晶片之間的溫升曲線,與實際測量比較後相當接近,證實模擬分析的溫度變化與實際製程相 同。 2. 在熱壓合製程中凸塊的應力狀況與接觸面積有關,整體的接觸面積較大者,其單一凸塊所承受的應力值 則小。 3. 凸塊的配置位置將影響應力的分佈狀況,本文所研究的 IC 晶片,其出力端凸塊又分成兩個區塊,這使得 應力的最大值出現在兩區塊的最左、右端凸塊,而入力端的凸塊雖然只有單一區塊,但受到出力端凸塊 配置的影響,應力的分佈也出現四個較大的應力值。 4. 熱壓合製程參數中,時間條件對於應力的影響關係較少,這表示製程中當受力達到平衡以後,即使時間 再增加,對於凸塊的應力並無太大的改變。 5. 溫度條件的改變對於凸塊的應力值具有一定的影響,當溫度增加 10℃時,入力端凸塊的平均應力值約上 升20~21 MPa,而出力端與左、右側凸塊的平均應力值則約上升 9 ~ 12 MPa。 6. 晶片的翹曲是因為受到晶片與凸塊,兩種材料的熱膨脹係數差異甚多所導致的,由於凸塊的熱膨脹係數 大於晶片,因此在受到熱負荷後凸塊的伸長量多於晶片,而使得晶片的左、右端向上翹曲。 7. 晶片的翹曲量與溫度的關係,當溫度增加 10℃時,翹曲量約增加 6.92μm(約 7 μm),而溫度增加30℃時, 翹曲量則增加13.85 μm(約 14 μm)。 8. 經由實驗樣本驗證的結果,熱壓合製程的溫度增加,會增加異方性導電膠樹脂的流動性,減少對於導電 粒子的拘束力,而使得導電粒子更容易受到外在的壓力所壓迫而增加變形量。 9. 本文所研究的縮短熱壓合每回的壓著時間,有助於降低 COG 的整體製程時間,對於生產量的提昇更是一 大助益。參考文獻
[1] 黃素真,「液晶顯示器」,科學發展,349 期,pp.32-33,2002。[2] 王志方,「異方性導電膠膜(ACF) 驅動 IC 在 Fine Pitch 潮流下的關鍵材料」,EE WATCH,2006。
[3] Yim, M. J. and Paik, K. W., “Design and Understanding of Anisotropic Conductive Films(ACF’s) for LCD Packaging,” IEEE Transactions on Components, Packaging, and Manufacturing Technology-Part A, Vol.21, No.2, pp.226-234, June, 1988. [4] Dudek, R., Meinel, S., Schubert, A., Michel, B., Dorfmüller, L., Knoll, P. M. and Baumbach, J., “Flow Characterization and
Thermo-Mechanical Response of AnisotropicConductive Films,” IEEE Transactions on Components and Packaging Technology, Vol.22, No.2, pp.177-185, June, 1999.
[5] Ansys Release 10.0 Documentation 3.2. Pictorial Summary, 2005. [6] MatWeb, Online Available: http://www.matweb.com, 1996.
[7] Xu Chen, Jun Zhang and Yanmin Liu, “Effects of different bonding parameters on the electrical performance and peeling strengths of AC Finter connection,” Elsevier, pp.774-785, 2005.
![圖 1 扭轉向列型液晶顯示器[1] 圖 2 薄膜電晶體液晶顯示器[1] (a) 未加電壓時 (b) 加電壓時 隨著數位家庭與行動生活概念的日益普及化,以及全球暖化議題彰顯之下,更輕薄短小、省電、畫素更 多且畫質更佳、反應速度更快的液晶顯示器是未來的發展趨勢,因而使得液晶顯示器在可攜帶式電子產品中, 扮演著越來越重要的角色。為了讓液晶顯示器的畫質效果更佳,勢必在整體的畫素亦必須隨之增加,增加畫 素則須提高驅動晶片的接腳數(I/O),在不改變晶片的數目之下,則必須縮減凸塊之間的間距以容納更多的 線路分](https://thumb-ap.123doks.com/thumbv2/9libinfo/8825647.233756/2.892.110.808.136.381/薄膜電未加電因而器在帶式電子產品扮演著越來越重要數目塊之間.webp)