I-Shou University Institutional Repository:Item 987654321/18747
61
0
0
全文
(2) 雷射隱形切割藍寶石基板研究. An Investigation on Laser Stealth dicing cut on Sapphire Substrates 研 究 生:黃 建 翔. Student:Jian-Siang Huang Advisor:Hsiang-Chen Hsu. 指 導 教 授:徐 祥 禎. 義 守 大 學 機械與自動化工程學系 碩士論文 A Thesis Submitted to Department of Mechanical and Automation Engineering I-Shou University in Partial Fulfillment of the Requirements for the Master degree in Mechanical and Automation Engineering July , 2015 Kaohsiung, Taiwan, Republic of China. 中華民國一百零四年七月.
(3)
(4) 雷射隱形切割藍寶石基板研究 摘要 本研究目的在於使用皮秒雷射切割藍寶石基板(Sapphire Substrate),包含 隱形切割 LED 使用之藍寶石晶圓(Sapphire Wafer)和智慧手持裝置的藍 寶石玻璃(Sapphire Glass),探討雷射的基礎研究與應用開發。雷射切割 實驗的參數設計是以切割功率 (power)、脈衝重複率(pulse repetition rate)、切割速度(speed)、焦距位置(defocus)、指數(index)組合搭配,並 使用掃描式電子顯微鏡(SEM)觀察皮秒雷射對於藍寶石材料加工後的切 割道線寬(kerf width)、切割深度(depth)、深寬比(aspect ratio)與熱影響 (heat effect)。實驗結果顯示功率與脈衝重複率對藍寶石基板的深寬比有 較重要的影響,焦距位置、指數則較無關聯。切割速度在特殊情況下, 尤以翹曲的藍寶石晶圓,需要特別設計的夾治具來固定與平整,發現切割速 度影響隱形切割的結果。本研究進行系列的實作實驗,得到最佳化的製程參 數,提供產業界應用。. 關鍵字:皮秒雷射、藍寶石基板、參數設計、深寬比、夾治具. I.
(5) An Investigation on Laser Stealth dicing cut on Sapphire Substrates Abstract In this research, an advanced picosecond Laser has been applied to machine sapphire substrate, such as sapphire wafer and sapphire glass, to investigate the fundamental theorem as well as industrial application on Laser technique. Parameters used on design of experiment (DOE) are power, pulse repetition rate, speed, defocus and index.. The quality of machined surface, such as. kerf width, depth, aspect ratio as well as heat effects has been carefully investigated by scanning electron microscope (SEM). Among those DOE parameters power and pulse repetition rate play important roles in lasering sapphire substrate and the cutting speed is the key factor in stealth dicing (SD) in warped sapphire wafer with special self-designed fixture. Parameters of defocus and index show irrelevant to depth of cut and kerf width. The insight of pico second Laser technology has been explored in this paper. A series of comprehensive experiments has been conducted and the results can be easily applied to the optimal design rules. Keywords: picosecond Laser, sapphire substrate, design of experiment, stealth dicing. II.
(6) 謝. 誌. 在義守大學機械與自動化工程學系碩士班兩年日子裡,感謝徐祥禎博士 給於論文上的資源協助,引導我正確的研究方向,使我受益良多並完成論文 研究。在研究生涯中,老師給於我產學合作的機會,讓我了解接到案子時, 如何發現問題,面對問題時如何找出關鍵的鑰匙,找出對的方式解決問題。 在生活上老師分享他的人生經驗,對於人生方向與做事態度給我上了一課, 告訴我們做人要飲水思源。 也要感謝吳士傑老師、陳水源老師對於研究上的資料提供,協助我完成 雷射加工之研究,使我論文更加嚴謹與完整。 時間飛逝,這段時間感謝簡日新、賴建元、王紹袁三位學長,教導我實 務上的經驗,在我有困難時給於我幫助。從大學時期到碩士班,同班六年的 偉中、鵬翔、敬能,以及學弟品傑、柏超,還有系助鐘姊和翊儒,有你們的 陪伴,讓我在學業上有任何難題時不會感到無助,也要感謝材料系孝忠同學, 沒有你的協助我的實驗無法完成,謝謝你們。 最後,謝謝家人的支持與感謝。. III.
(7) 總目錄 摘要 ...........................................................................................................................I Abstract .................................................................................................................... II 誌 謝 .................................................................................................................... III 總目錄 .................................................................................................................... IV 圖目錄 .................................................................................................................... VI 表目錄 ................................................................................................................. VIII 第一章 緒論 ............................................................................................................ 1 1-1 前言 ............................................................................................................. 1 1-2 研究目的 ..................................................................................................... 1 1-3 文獻回顧 ..................................................................................................... 3 1-4 論文架構 ..................................................................................................... 9 第二章 雷射原理 .................................................................................................. 10 2-1 雷射 ........................................................................................................... 10 2-1-1 雷射的歷史 .................................................................................... 10 2-2 雷射光的基本現象 ................................................................................... 11 2-3 雷射光的特性 ........................................................................................... 12 2-4 原子的能階[18] ........................................................................................ 13 2-4-1 原子的結構 .................................................................................... 13 2-4-2 原子能階 ........................................................................................ 13 2-5 居量反轉 ................................................................................................... 15 2-6 共振腔[19] ................................................................................................ 16 2-6-1 共振腔基本結構 ............................................................................ 16 2-6-2 雷射振盪的過程 ............................................................................ 17 IV.
(8) 2-6-3 共振腔穩定條件 ............................................................................ 18 2-7 活性介質 ................................................................................................... 20 2-8 雷射的運作與分類 ................................................................................... 21 2-9 Q 開關(Q switch) ...................................................................................... 22 2-10 鎖模技術(Mode locking) ........................................................................ 22 第三章 皮秒雷射與雷射加工 .............................................................................. 23 3-1 皮秒雷射[21] ............................................................................................ 23 3-2 雷射加工條件 ........................................................................................... 25 3-3 雷射切槽加工(Laser grooving process)................................................... 26 3-4 隱形切割加工(Stealth dicing process) ..................................................... 27 3-5 測量儀器 ................................................................................................... 28 3-6 實驗步驟與實驗流程 ............................................................................... 29 第四章 實驗結果與討論 ...................................................................................... 31 4-1 前言 ........................................................................................................... 31 4-2 能量實驗(Energy experiments) ................................................................ 31 4-3 脈衝重複率實驗(Pulse repetition rate experiments ) .............................. 34 4-4 隱形切割實驗(Stealth dicing experiments) ............................................. 37 4-4-1 解決材料翹曲問題 ........................................................................ 39 4-4-2 切割速度對 Sapphire wafer 的影響.............................................. 40 4-5 藍寶石玻璃(Sapphire Glass) .................................................................... 43 第五章 結論與未來展望 ...................................................................................... 46 5-1 結論 ........................................................................................................... 46 5-2 未來展望 ................................................................................................... 47 文獻參考 ................................................................................................................ 48. V.
(9) 圖目錄 圖 1-1 不同發數加工圖[10] ................................................................................ 3 圖 1-2 不同脈衝下加工圖[11]............................................................................. 4 圖 1-3 355nm 與 266nm 之能量密度與燒蝕速率關係圖[12] ........................... 5 圖 1-4 355nm 與 266nm 不同材料的能量密度與加工精度關係圖[12] ........... 5 圖 1-5 孔洞加工圖[13] ........................................................................................ 6 圖 1-6 能量密度與孔洞深度關係圖[13] ............................................................ 6 圖 1-7 不同脈衝能量搭配得到的深度與寬度關係圖[14] ................................ 7 圖 1-8 脈衝能量與重疊率的深度關係圖[15] .................................................... 7 圖 1-9 藍寶石基板厚度與殘餘應力關係圖[16] ................................................ 8 圖 2-1(a)受激吸收(b)自發發射(c)受激輻射[17] .............................................. 11 圖 2-2 波茲曼正則分佈律 ................................................................................. 14 圖 2-3 激發介質的工作模式 ............................................................................. 15 圖 2-4 光學共振腔 ............................................................................................. 16 圖 2-5 雷射運作過程 ......................................................................................... 17 圖 2-6 光腔幾何結構與反射鏡幾何參數 ......................................................... 18 圖 2-7 光學共振腔穩定條件區域圖 ................................................................. 20 圖 2-8 連續式雷射與脈衝式雷射示意圖[20] .................................................. 21 圖 2-9 各類雷射製作簡易圖 ............................................................................. 22 圖 3-1 不同照度與時間尺度下雷射對於材料產生的作用..............................24 圖 3-2(A)長脈衝(>1ns)及(B)超快雷射加工過程產生各現象的比較示意圖.24 圖 3-3 重疊率示意圖 ......................................................................................... 25 圖 3-4 切割兩道痕,再進行中間全切割加工示意圖[1] ................................ 26 VI.
(10) 圖 3-5 雷射切槽加工實例圖[1] ........................................................................ 26 圖 3-6 隱形切割示意圖 ..................................................................................... 27 圖 3-7 隱形切割加工實例圖 ............................................................................. 27 圖 3-8 掃描式電子顯微鏡(SEM) ...................................................................... 28 圖 3-9 雷射機台配置示意圖 ............................................................................. 29 圖 3-10 實驗流程圖 ........................................................................................... 30 圖 4-1 深度與寬度數據 ..................................................................................... 32 圖 4-2 深寬比 ..................................................................................................... 32 圖 4-3 深度與寬度數據 ..................................................................................... 35 圖 4-4 深寬比 ..................................................................................................... 35 圖 4-5 Sapphire wafer ......................................................................................... 37 圖 4-6 翹曲的 Sapphire wafer............................................................................ 38 圖 4-7 隱形切割完的成果 ................................................................................. 38 圖 4-8 平面高低不平的翹曲的材料 ................................................................. 39 圖 4-9 治具 ......................................................................................................... 40 圖 4-10 慢速切割的斷面 ................................................................................... 40 圖 4-11 提高切割速度的結果 ........................................................................... 41 圖 4-12 切割寬度平均-1.................................................................................... 42 圖 4-13 切割寬度平均-2.................................................................................... 42 圖 4-14 裁切好的 Sapphire Glass 試片 ............................................................. 43 圖 4-15 試片 1 號的 SEM 照片 ......................................................................... 44 圖 4-16 試片 2 號的 SEM 照片 ......................................................................... 44 圖 4-17 試片 3 號的 SEM 照片 ......................................................................... 45. VII.
(11) 表目錄 表 1-1 藍寶石切割方式與優缺點表[7] .............................................................. 2 表 4-1 能量實驗,實驗參數 ............................................................................. 31 表 4-2 能量實驗,量測數據 ............................................................................. 31 表 4-3 脈衝重複率實驗,實驗參數 ................................................................. 34 表 4-4 脈衝重複率實驗,量測數據 ................................................................. 34 表 4-5 實驗參數表 ............................................................................................. 37. VIII.
(12) 第一章 緒論 1-1 前言 隨著十八世紀工業革命之後,工業技術發展快速,直到近幾十年來,雷 射這項技術受到矚目,雷射應用領域極廣,從生活中常見的商品,手機、電 腦、電視......等,隨著人們生活需求提高,工業加工技術不斷追求更上一層樓, 在工業上,雷射加工材料有金屬、電子元件、玻璃......等,加工條件也盡不相 同。雷射加工優點加工快速、降低生產成本之外,重要的是能夠提高產品品 質。從電子元件來說,除了產品極小之外,加工條件更為嚴苛,雷射加工是 解決工業上技術需求方法之一。. 1-2 研究目的 本研究目的於皮秒雷射對於藍寶石基板(Sapphire Substrate )切割,進行基 礎研究以及隱形切割藍寶石晶圓(Sapphire Wafer)和藍寶石玻璃(Sapphire Glass) 全切割。 現代工業中,由於微小尺寸的產品關係,傳統加工方式慢慢無法負荷於 現代產品,雷射改變了以往的思維與加工方式。隨著全球暖化的問題日趨嚴 重與「京都議定書」對溫室氣體排放之全球管制因素下,先進國家不斷尋求 替代能源,比如太陽能、風能以及低汙染能源等逐漸被積極開發。 最為被注目的 LED 產業,LED 具有耗電量小、體積小、壽命長等優點, 符合節能減碳的概念,因此應用廣泛,如路燈、汽車照明、手機背光、節能 檯燈、LCD、家庭燈光設計......等。 LED 製造是利用砷、鎵、磷等 III-V 族[1][2]的元素磊晶成長出發光層, 常用的基板有 GaAs 基板、GaP 基板、藍寶石基板、碳化矽(SiC)基板[3],其 中高亮度 LED 以藍寶石材料為主流,雷射切割藍寶石基板會影響 LED 的發 1.
(13) 光效率[4],影響 LED 發光效率也有其它方法,對藍寶石進行圖形化藍寶石襯 底(PSS)[5][6],讓發光效率提高,提高效率方法還有 NPSS(Nanometer-scaled Patterned Sapphire Substrate),NPSS 採用納米壓印式接觸方式,對奈米模板與 襯底平行度有極其苛刻的要求,所以加工藍寶石是影響 LED 發光效率的關鍵 技術。 藍寶石基板加工方法有鑽石輪刀、雷射等方法,其中輪刀加工切割寬度 有所侷限,遇到太薄的產品無法精密加工以及刀具的磨耗迅速,導致成本提 高;雷射加工的優點在於快速、又可達到加工精密要求,對於特殊材料也較 於優勢,但雷射的缺點在於會產生熱影響區、脆裂等。 Disco[7]日本公司也有對於藍寶石基板的切割方式與優缺點整理出表格, 如表 1-1 所示,從表格中可看出燒蝕加工與鑽石輪刀切割相較下,亮度與初 期成本較差以外,其它項目皆有較佳的成效。. 表 1-1 藍寶石切割方式與優缺點表[7] 雷射切割機 (燒蝕加工) Excellent Good Good Excellent Good Excellent. 鑽石劃片機 生產率 成品合格率 亮度 操作人員負擔 初期成本 運轉成本. Fair Fair Excellent Fair Excellent Fair. 2. 雷射切割機 (隱形切割) Excellent Excellent Excellent Excellent Fair Good.
(14) 1-3 文獻回顧 過去前人都有使用過奈秒(Nano Seconds)、皮秒(Pico Seconds)、飛秒 (Femto Seconds)雷射加工,本研究使用皮秒等級雷射,之間的差異在於脈衝 寬度(Pulse Width)的長短與加工後的熱影響區(Heat Affect Zone)[8]範圍,皮秒 雷射脈衝與奈秒雷射相比,皮秒雷射脈衝較短,能快速到達加工所需的頂峰 功率,忽略熱對於切割材料的影響。在實驗和理論的證明大約 10ps(pico seconds)持續時間的雷射脈衝對於加工應用較為理想[9]。 1998 年 H. Varel 等人[10],使用 Ti:Sapphire 飛秒雷射,波長 790nm、脈 衝 200fs 進行藍寶石基板雷射加工,加工條件為能量密度 5J/cm2、脈衝重複率 3Hz、真空度 10-6mbar、加工物件直徑 10mm、厚度 1mm 之下,脈衝發數 20~25 發以上才有明顯的燒蝕效果,如圖 1-1 所示。. 圖 1-1 不同發數加工圖[10]. 2000 年 R. Stoian 等人[11],使用皮秒和飛秒雷射對藍寶石基板進行雷射 加工,從兩種雷射得知較短脈衝雷射加工表面有較佳的品質,由於短脈衝雷. 3.
(15) 射時間很短,使熱效應沒有足夠時間擴散。此外增加發數(N)可以降低藍寶石 基板加工的燒蝕門檻值較低,如圖 1-2 所示。. 圖 1-2 不同脈衝下加工圖[11]. 2008 年 Tai-Chang Chen 與 Robert B. Darling 兩人[12],使用紫外線雷射 Nd:YAG(波長 355nm)雷射和 Nd:YAG(波長 266nm)之奈秒雷射對藍寶石基 板進行燒蝕表面材料,其 266nm 脈衝燒蝕速率比 355nm 來的高,原因為 266nm 雷射較偏光化學加工,加工反應若為光化學加工,能避免產生翹曲、脆裂等 現象發生。如圖 1-3 至圖 1-4 所示。. 4.
(16) 圖 1-3 355nm 與 266nm 之能量密度與燒蝕速率關係圖[12]. 圖 1-4 355nm 與 266nm 不同材料的能量密度與加工精度關係圖[12]. 2009 年 Jiecai Han 與 Changqing Li 等人[13],使用 Nd:YAG(波長 1064nm) 雷射,利用藍寶石吸收率(約 5.4%)較低和長脈衝雷射(ms),同時搭配氬氣冷 卻進行孔洞加工,如圖 1-5 所示。此外也有能量密度與孔洞深度的關係圖, 如圖 1-6 所示。. 5.
(17) 圖 1-5 孔洞加工圖[13]. 圖 1-6 能量密度與孔洞深度關係圖[13]. 2014 年 1 月 R. Vilar 和 S.P. Sharma 等人[14],使用 560fs 的飛秒雷射脈衝 重複率 1kHz,搭配不同的脈衝能量,得到深度與寬度的關係圖,如圖 1-7 所 示。明顯看出隨著脈衝能量提高,深度與寬度隨著趨勢而增加。. 6.
(18) 圖 1-7 不同脈衝能量搭配得到的深度與寬度關係圖[14]. 2014 年 2 月 Guillaume Savriama 等人[15],將重複率固定在 40kHz 切割 藍寶石玻璃,對於不同重疊率(overlap)和脈衝能量的搭配所切割出來的深度關 係研究。如圖 1-8 所示。. 圖 1-8 脈衝能量與重疊率的深度關係圖[15]. 7.
(19) 2014 年 12 月 Wael Z. Tawfik 等人[16],對於藍寶石基板的厚度變化,進 行殘餘應力的研究,如圖 1-9 所示,得知較薄的基板殘餘應力較低。. 圖 1-9 藍寶石基板厚度與殘餘應力關係圖[16]. 8.
(20) 1-4 論文架構 第一章緒論: 隨著科技的進步,環保條件與製造加工條件變得越來越嚴苛,對於半導 體產業來說,除了品質要提高以外,切割寬度與切割速度,也是各家企業互 相比較高下的條件之一。 第二章雷射原理: 從雷射發展歷史來看,雷射基礎理論推導的開始,進而發展出世界第一 台雷射器出來,了解到雷射整個架構是如何建構的。 第三章皮秒雷射與雷射加工: 簡述皮秒雷射的加工資訊,雷射加工時有幾個重要參數,焦距、切割速 度、脈衝重複率、能量大小以及切割刀數;隱形切割是如何加工的。 第四章實驗結果與討論: 對於能量與脈衝重複率兩項基礎實驗研究,找出藍寶石基板較佳切割參 數,再利用掃描式電子顯微鏡(SEM),進行分析與討論。 第五章結論與未來展望: 對於本研究論文所進行的實驗分析結果做總結,並提出未來發展研究之 方向。. 9.
(21) 第二章 雷射原理 2-1 雷射 雷射(Laser)是受激輻射的光放大,英文原意是“Light Amplification by Stimulated Emission of Radiation”,與普通光源不相同,普通光源是以自發輻 射為主,各個發光中心發出的光波,無論方向、相位或者偏振態均不相同。 雷射的光發射則是以受激輻射為主,各個發光中心發出的光波,都具有相同 的頻率、方向、偏振態和嚴格的相位關係。. 2-1-1 雷射的歷史 受激輻射概念是由愛因斯坦(Albert Einstein)在 1917 年發表《關於輻射的 量子理論》中提出的,文中提到物質與輻射的作用有三個過程,即是受激吸 收、自發發射、受激發射,是對物理學家普郎克(Planck)所發表的輻射理論進 行修正得到的。1928 年,蘭登伯(Ladenberg) 與克布夫曼(Kopfmann)透過實驗 證明了愛因斯坦所提出的受激輻射現象。1950 年 E. M. Purcell 與 R. V. Pound 兩人,實驗出居量反轉(Population inversion)現象的存在。1953 年 Charles H. Townes 和 James P. Gordon 以及 Herbert J. Zeiger 製造出第一台微波激發器, 名稱為“MASER”,它是“Microwave Amplification by Stimulated Emission of Radiation”的縮寫。1958 年,物理學家 Arthur L. Schawlow 與 Charles H. Townes 發現了一種現象,當他們將氖光燈泡所發射的光照在一種稀土晶體上時,晶 體的分子會發出鮮艷又始終聚在一起的強光。根據這一現象,他們提出了雷 射原理,即物質在受到與其分子固有振盪頻率相同的能量激發時,都會產生 這種不發散的強光。在 1960 年美國科學家梅曼(Maiman)獲得人類有史以來第 一束雷射光並製造出第一台雷射器,其原理是利用紅寶石實現光與共振腔產 生雷射光,1961 年科學家 Ali Javan 發明第一台氣體雷射,即 He-Ne 氣體雷射。. 10.
(22) 2-2 雷射光的基本現象 雷射是一種光的能量,產生過程就是物質與輻射場的相互作用過程,物 質是指原子或分子,輻射場則是指光子或電磁波,每一種原子都有特定的能 階,物質與輻射場相互作用時,某一能階能跳躍於另外一個能階,其中軌道 越靠近原子核的能量越低,稱為基態,離原子核較遠的,能階相對地越大, 並非所有的原子能階都可以相互跳躍。雷射與物體接觸時,形成交互作用可 分為三種:受激吸收、自發發射、受激輻射。 以下為三類說明: 1. 受激吸收:當光照射至物質表面時,物質部分吸收光的能量,由基態跳躍到 激發態,亦即光被原子吸收。原子要從光獲得能量,必須是光子的能量恰 為兩能階的能量差,吸收過程才會產生,稱之為受激吸收。如圖 2-1(a)所 示。 2. 自發發射:物質吸收光的能量後,電子跳躍到激發態,當入射光消失時,電 子經過一小段時間後,會自然回到穩定的基態,能量將以光子方式釋放, 且朝各方向放射機率相同,稱之為做自發放射。如圖 2-1(b)所示。 3. 受激輻射:某一特定頻率的入射光場的作用下,處於激發狀態的原子被迫地 或受激地放射出一個特定頻率的光子,而跳躍到較低的能階,稱之為受激 輻射,為產生雷射光的重要機制。如圖 2-1(c)所示。. 圖 2-1(a)受激吸收(b)自發發射(c)受激輻射[17]. 11.
(23) 2-3 雷射光的特性 雷射具有普通光的反射、折射、干涉、洐射、偏振等性質外,還具有普 通光所不具備的優異特性,即高方向性、高單色性、高干涉性、高強度。 以下為四大特性敘述: 1. 高方向性:光是直線傳播,發光面發出的光朝各方向傳送,因此擴散角很大, 雷射是受激輻射,共振腔對光束方向性的限制,雷射光束的擴散角很小, 一般是毫弧度數量級,擴散角很小說明雷射光束有良好的方向性。 2. 高單色性:單色性是指光的頻率或波長的程度,理想單色光是不存在的,原 子吸收或發射所產生的譜線,其頻率或波長都在一定的範圍內,即有一定 的寬度,稱為譜線寬度,是衡量光的單色性好壞的量度。雷射器發出的雷 射是工作物質中的粒子,在有限的高低能階之間原子數反轉,因此雷射振 盪只發生在一條或幾條譜線中,雷射譜線的寬度很窄,表示單色性佳。 3. 高干涉性: 雷射光擁有較佳的平行度與同調性,由於同調性佳,所能產生 的光束擴散角相較比較小,相位集中,如此一來在於平時的觀測之下,都 會發生干涉現象。相干性可分為時間相干性與空間相干性,雷射所擁有的 高相干性。 4. 高強度:一束光匯聚後的溫度,取決於光源發出光的強度,光強度定義為單 位時間通過單位面積的能量,單位為 W/cm2。對於普通光源來說方向性很 差,所以光強度很低,但對於雷射來說,被共振腔的條件限制,擴散角很 小,所以光強度很高。. 12.
(24) 2-4 原子的能階[18] 2-4-1 原子的結構 原子由原子核和電子組成,每個原子裏有一個帶有正電荷的原子核和若 干個帶有負電荷的電子,這些電子在有限個可能的軌道上圍繞核旋轉。電子 繞核旋轉有一定的動能,電子被核吸引有一定的位能,兩者之和就是電子的 內能。若由於外界的作用,使電子與核的距離增大,則內能增大,距離縮小, 則內能減少。. 2-4-2 原子能階 波爾假說指出,原子存在某些定態,在這些定態中不發出也不吸收電磁 輻射,原子定態能量只能採取某些分立值 E1、E2、E3…,這些定態能量的值 稱為能階。只有當原子從一個定態跳遷到另一個定態時,才發出或吸收電磁 輻射。 電子通過能階躍遷可以改變其軌道,當它從離核較遠的軌道(高能階) 跳遷到離核較近的軌道(低能階)上時就發射光子,而從離核較近的軌道躍 遷到離核較遠的軌道上時,則需要吸收光子。每個躍遷對應一個特定的能量 和波長。與躍遷對應的高能階能量 E2 和低能階能量 E1 滿足關係式: 𝐸2 − 𝐸1 = ℎ𝜈 =. ℎc. (式 2-1). 𝜆. 式中,c 為真空中的光速,c=3×108m/s,λ為波長,ν 為頻率,h 為普朗克常 數,h=6.62×10-34J.s。 物質結構在熱平衡狀態下,各能階上原子的數目遵從一定的規律。設原 子體系的熱平衡溫度為 T,在能階 En 上的原子數為 Nn,則有 𝑁𝑛 ∝ 𝑒. −𝐸𝑛 𝑘𝑇. (式 2-2). (式 2-2)中,k 為波茲曼常數,該統計規律稱為波茲曼正則分佈律,表示隨著. 13.
(25) 能量 En 的增高,原子數 Nn 依指數規律遞減。若設 E1 和 E2 分別為任意兩個低 能階和高能階,由波茲曼正則分佈律,兩能階上原子數之比為 𝑁1 𝑁2. =𝑒. −𝐸2 −𝐸1 𝑘𝑇. <1. (式 2-3). 在熱平衡狀態下,低能階上的原子數 N1 總是高於高能階上的原子數 N2。 原子能階中,能量最低的能階稱為基態,其他的能階稱為激發態。如圖 2-2 所示。. 圖 2-2 波茲曼正則分佈律. 14.
(26) 2-5 居量反轉 光通過一介質時,受激輻射和受激吸收會同時存在,在一般熱平衡下, 低能階上的原子數,高於高能階上的原子數。所以當光通過介質時,受激吸 收會佔優勢,光子數減少,通常產生的現象為光的吸收。 高能階上的原子數大於低能階上的原子數狀態時,稱為居量反轉。但是 熱平衡下實現居量反轉是不可能的,只有當外界提供介質能量時,使介質處 於非平衡狀態時,才能產生居量反轉。 常用的能階有二能階系統、三能階系統、四能階系統。二能階系統含有 E1 和 E2 兩個能階,一般在能階 E2 的壽命很短,所以很難產生居量反轉。三 能階系統,如圖 2-3(a)所示,具有 E1、E2 和 E3 三個能階,如摻鉻離子的紅寶 石晶體,能階 E1 受激發躍升於 E3,很快地躍遷至亞穩態 E2,原子在亞穩態 E2 與基態 E1 之間實現居量反轉。四能階系統,如圖 2-3(b)所示,是在亞穩態 能階 E3 和低能階 E2 兩個能階間達到居量反轉,由於熱平衡狀態下低能階 E2 上停留很短,所以很快躍遷至基態 E1,因此四能階比三能階系統更容易產生 居量反轉。. 圖 2-3 激發介質的工作模式. 15.
(27) 2-6 共振腔[19] 2-6-1 共振腔基本結構 如圖 2-4 所示,為簡單的光學共振腔構造,是由兩塊平面反射鏡所組成 的,活性介質在腔內,R1 為全反射鏡,R2 為部分反射鏡,沿兩鏡面公共的法 線往返進的光,可以多次通過活性介質來誘發在介質內處於激發狀態的原子, 使得光能屢次增強。當鏡的透射損耗時就可以形成持續的振盪。而由部分反 射鏡 R2 透射出的振盪光能,稱之為雷射光。. 圖 2-4 光學共振腔. 16.
(28) 2-6-2 雷射振盪的過程 活性介質經由幫泵過程後,其內部原子處於居量反轉狀態,其受激輻射 的放大作用通常不需要外部輸入特定的信號,而是藉著活性介質內部的自發 發射光子作為「誘發信號」。. ○受激發的原子●未受激發的原子 (a)未受激發的原子(b)受外界激發,並開始自發發射(c)自發發射頻譜經過光腔 篩選(d)受激發輻射開始(e)繼續放大達臨界值輸出雷射光 圖 2-5 雷射運作過程. 17.
(29) 如圖 2-5 所示,自發發射通過活性介質時,經受激輻射作用而導致放大, 自發發射光子一次通過活性介質時,其受激輻射的增益作用是有限的。由於 活性介質是置放在光學共振腔內,使得一定方向的光子多次往返介質之間, 則由經多次受激大放的結果而使得沿該方向往返的光子獲得雪崩式的增大。. 2-6-3 共振腔穩定條件 如圖 2-6 所示,為光學共振腔的幾何結構與反射鏡幾何參數,以平面鏡、 凹曲面鏡、凸曲面鏡之組合而成的兩鏡面,目的為腔內來回振盪的光束能涵 蓋所有的活性介質,以及光腔的穩定性。. R1、R2 分別為兩鏡面的曲率半徑,L 為兩鏡面的間距 圖 2-6 光腔幾何結構與反射鏡幾何參數. 雷射光傳播的方向是在接近於光軸的方向,即近軸光線(paraxial),且θ 角度非常小,則穩定光腔的條件為 g 值必須小於 1,即 0 < g1g2 < 1. 18.
(30) L R1. g1 = 1 − ,g2 = 1 −. L R2. (式 2-4). (式 2-4)表示光腔內任意光線均可以往返無限次,而不會有橫向偏折腔外。相 反地,如果 g1g2 < 0 , g1g2 > 1. (式 2-5). 表示光腔非穩定腔。而 g1g2 = 0 , g1g2 = 1. (式 2-6). 表示介穩定腔(marginally stable resonator)。 因此利用 g1 和 g2 的因子,可以用來判斷由兩塊反射鏡組成的一般球面光 腔的穩定性。(式 2-4)至(式 2-6)三個條件的函數區域圖(如圖 2-7 所示)以 g1g2=0 兩座標和 g1g2=1 雙曲線為界線,區分光腔是否穩定。當組成光腔的幾何參數 L、R1 和 R2 確定後,可以根據 g1 和 g2 因子為座標變量的穩區圖,可以來判斷 任何一種的光腔穩定性。角度的穩定性是由鏡片組成的振盪形式決定的,以 圖 2-6 來看,曲率半徑 R1 的鏡片轉一個角度θ,而所對應的曲率中心ψ角度。 因為θ、ψ角度皆為很小,所以 𝑅1 𝜃 = (𝑅1 + 𝑅2 − 𝐿)𝜙. (式 2-7). 鏡片的位移為 x=. 𝑅1 (𝑅2 −𝐿)𝜃 𝑅1 +𝑅2 −𝐿. ,y =. 𝑅1 𝑅2 𝜃. (式 2-8). 𝑅1 +𝑅2 −𝐿. 19.
(31) 圖 2-7 光學共振腔穩定條件區域圖. 2-7 活性介質 一般材料都會吸收入射光波,使得光強度因而減弱,這種材料為被動材 料,但有些材料適當的給於能量激發後,會將入射光波放大,稱為活性介質 (gain medium),依活性介質的種類分為氣體雷射、液體雷射、固體雷射以及 半導體雷射等。. 1. 氣體雷射:常見的有氦氖雷射與二氧化碳雷射,其活性介質有 He-Ne 混 合氣、氫離子、CO2-He-N2 混合氣等。. 2. 液體雷射:使用的活性介質有染料 RB(Rhodamine B)、染料 Rhodamine 6G、 染料 Arcidine red 等。. 3. 固體雷射:常見有紅寶石雷射、Nd:YAG 和 Nb:YAG 雷射,使用的活性 介質有稀土族、紅寶石、釹石榴石晶體、釹玻璃等。. 4. 半導體雷射:使用的活性介質有 GaAs、InGaAsp、GaAlAs 等。. 20.
(32) 2-8 雷射的運作與分類 雷射的運作方式可分為連續式雷射(continuous wave laser)以及脈衝式雷 射(pulsed laser),早期加工多數以連續式雷射為主流,後因加工材料和品質需 求的原因,現今以脈衝式雷射為主。 1. 連續式雷射:指增益介質連續被激發,雷射器連續輸出且穩定的雷射光。 2. 脈衝式雷射:透過 Q 開關(Q switch)與鎖模技術(Mode locking)的作用,使 得輸出變為脈衝波雷射光。如圖 2-8 所示。. 圖 2-8 連續式雷射與脈衝式雷射示意圖[20]. 21.
(33) 2-9 Q 開關(Q switch) 脈衝式雷射中有兩大重點,Q 開關(Q switch)與鎖模技術(Mode locking), Q 開關是指共振腔的 Q 值依需求不同的程序變化,雷射器開始工作時,先讓 腔體處於高損耗、低 Q 值狀態,雷射無法振盪,但原子不斷地被激發到亞穩 態,讓亞穩態上的原子數足夠高時,使腔體的 Q 值突然增大,如同高速開關, 腔體內迅速又強的振盪,在極短時間內輸出很強的脈衝波。. 2-10 鎖模技術(Mode locking) 若想獲得窄脈寬、高峰值功率的超短脈衝雷射,則必須採用鎖模技術。 在共振腔內加入脈衝壓縮方法,使得共振腔內的雷射光穩定成長,而形成超 短脈衝波。脈衝壓縮乃是強迫雷射震盪器同時工作在許多頻率上,且鎖定在 不同頻率之間的相位,因此稱脈衝壓縮為「鎖模」 。但是經過鎖模後的雷射不 能直接加工,必須經過一個放大器輸出才能加工。如圖 2-9 所示。. 圖 2-9 各類雷射製作簡易圖. 22.
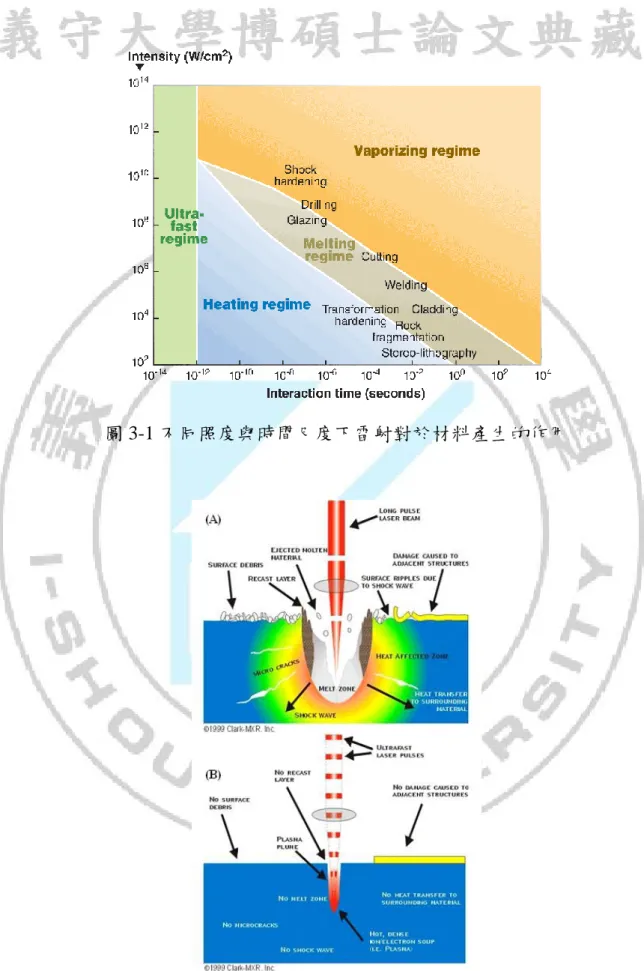
(34) 第三章 皮秒雷射與雷射加工 3-1 皮秒雷射[21] 皮秒雷射(Picosecond Laser)脈衝介於 1ps(10-12Second)與數拾 ps 的脈衝雷 射 , 其 常 與 飛 秒 雷 射 歸 類 於 超 快 雷 射 (Ultrafast Laser) 或 超 短 脈 衝 雷 射 (Ultrashort Laser)。它可以提供上至 100GHz 重複率(Repetition Rate)的乾淨脈 衝,波長範圍可由 IR 到 UV,輸出功率則依設計可從數拾 mW 甚至到數佰瓦。 以 往 只 見 於 小 功 率 的 Excimer 雷 射 或 鈦 藍 寶 石 皮 秒 雷 射 (Ti:Sapphire Picosecond Laser),其材料處理只侷限於極微細的加工。 依據不同照度(intensity)及時間尺度下,雷射對於加工材料所產生的作用 也有所不同,如圖 3-1 所示,從圖中看到脈衝寬度大於皮秒(10-12s)熱效應是無 法避免的,其包含升溫(Heating)、熱融(Melting)及高功率的汽化區(Vaporization) 也會產生其它效應,同時破壞加工品質。當脈衝寬度低於皮秒(10-12s)時,其 熱效應可達最小化,加工品質自然提升,更適合於高精密度的電子細微加工 (Micromachining),屬於超快雷射的最大優勢。 如圖 3-2 所示,長脈衝(>1ns)及超快雷射加工過程產生的各現象的比較, 長脈衝雷射加工時,全部或少部分的材料經由熱融產生液化,少部分會回流 或回濺到表面重新凝固(Recast)和殘渣,因為快速膨脹冷縮在內部會產生壓力 震波(Shock Wave)及微小裂縫(Microcrack),對於非照射區也有相當的影響 (Heat-Affected Zone,HAZ),而超快雷射加工只有分解破壞及電離化的氣體分 子(電漿 Plasma)產生。. 23.
(35) 圖 3-1 不同照度與時間尺度下雷射對於材料產生的作用. 圖 3-2(A)長脈衝(>1ns)及(B)超快雷射加工過程產生各現象的比較示意圖 24.
(36) 3-2 雷射加工條件 在雷射切割材料時,焦距、切割速度、脈衝重複率、能量大小、切割刀 數是雷射加工極為重要的條件。首先焦點必須先為考量的因素,因為雷射必 須找到良好的焦點位置,才能達加工需求及滿足加工品質,以上幾個條件都 是雷射加工時不可或缺考量的因素。 其中切割速度、光斑大小以及重複率三個參數,關係到重疊率(overlap) 的大小,從重疊率數值中可了解到打樣後產品的熱影響大小。如圖 3-3 所示。 Overlap = 1 −. Speed(mm⁄s) Spot Size(mm)×Repetition rate(Hz). 圖 3-3 重疊率示意圖. 25. (式 3-1).
(37) 3-3 雷射切槽加工(Laser grooving process) 在電子產品元件上,逐步採用低介電常數(Low-k)材料及銅(Cu)材料,由 於難以使用普通鑽石刀片進行切割加工,所以有時無法達到電子元件廠家所 要求的加工品質,雷射切槽加工技術解決了此問題。 如圖 3-4 所示,先將切割道內切割兩條道痕,然後再使用切割兩條道痕 中間區域進行全切割加工,其兩條道痕有如傳統加工的排屑槽。這項加工方 法能夠提高生產效率、減少甚至解決因崩裂、分層等不良因素造成的加工品 質問題。 如圖 3-5 所示,左邊為切割道斷面圖,右邊為 Low-k 層和線路的放大圖, 從圖中可看出電子元件只出現微小的崩裂和剝落現象,由此可見這項技術可 解決低介電常數(Low-k)材料及銅(Cu)材料所出現的加工問題。. 圖 3-4 切割兩道痕,再進行中間全切割加工示意圖[1]. 圖 3-5 雷射切槽加工實例圖[1] 26.
(38) 3-4 隱形切割加工(Stealth dicing process) 如圖 3-6 所示,雷射聚焦於工件内部,使得工件内部形成變質層,通過 熱擴散分割晶粒的切割法。 現代微小尺寸元件的關係,MEMS(Micro Electro Mechanical Systems)元件 的晶粒及存在中空結構的晶粒,通常晶粒對清水及加工負荷的承受力能力不 強。而隱形切割在加工清洗時不使用水,且對於晶粒正反面基本上無損傷, 因此可以期待高品質的加工。如圖 3-7 所示,為隱形加工實例圖,從圖中可 看到只有切割於元件內部,並無傷害元件表面。. 圖 3-6 隱形切割示意圖. 圖 3-7 隱形切割加工實例圖. 27.
(39) 3-5 測量儀器 測量儀器為義守大學貴儀中心的,掃描式電子顯微鏡機型為 Hitachi-S3400,EDS 機型:HORIBA,電子光源為鎢絲,使用加速電壓為 15kV 操作模式,放大倍率為 X 35 ~ X 50k,EDS 分析:92≧原子序≧ 5。如圖 3-8 所示。. 圖 3-8 掃描式電子顯微鏡(SEM). 28.
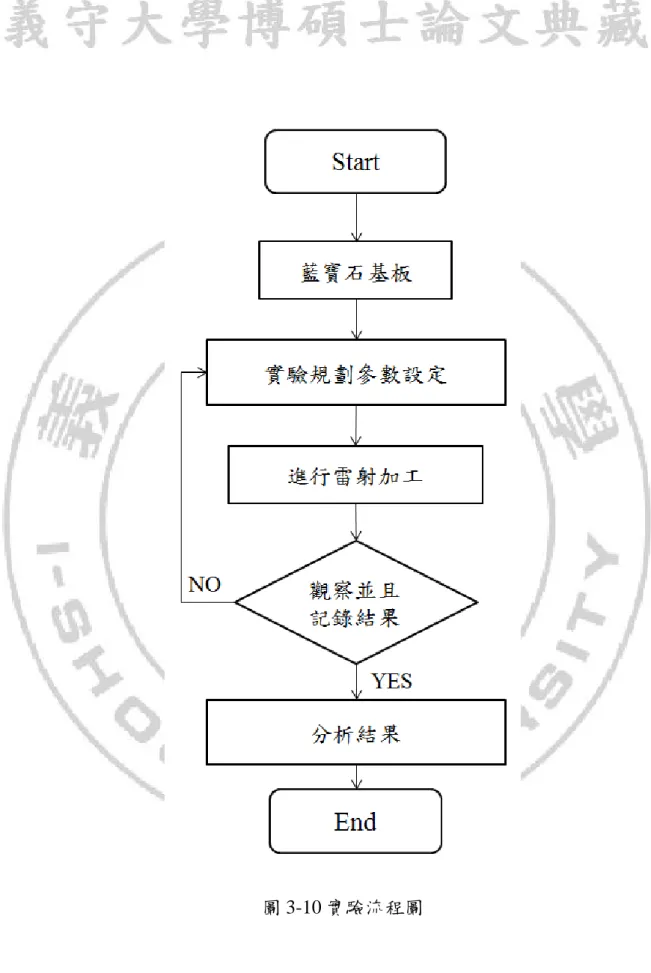
(40) 3-6 實驗步驟與實驗流程 實驗步驟是先將實驗試片放在載台上固定好,再用控制系統移動載台, 將要打得試片之位置移至雷射擴束鏡底下,最後再到控制系統中設定好每個 參數後,雷射開始加工,如圖 3-9 所示。 實驗流程是先選擇好試片,規劃實驗參數設定,將每一種參數執行多次 實驗,最後量測數據後切割數值誤差是否在 5μm 以內,若符合則有重現性; 若不符合則調整機台再重新執行實驗。最後將有重現性的試片進行量測及分 析,如圖 3-10 所示。. 圖 3-9 雷射機台配置示意圖. 29.
(41) 圖 3-10 實驗流程圖. 30.
(42) 第四章 實驗結果與討論 4-1 前言 論文研究實驗結果,因與公司產學合作且簽約保密條款,所以實驗機台 規格與本章 4-2 至 4-3 小節實驗結果圖片無法出現於此論文。. 4-2 能量實驗(Energy experiments) 此實驗想要探討不同的能量切割出的深度、寬度以及造成的熱影響範圍 的大小。 表 4-1 能量實驗,實驗參數 能量實驗(Energy experiments) Repetition rate 60 kHz 1、3、5 W Power Speed 70 mm/s. 表 4-2 能量實驗,量測數據 Power(W) Kerf width(μm) Depth(μm). 1 7.63 23.16. 3 8.45 53.24. 31. 5 9.29 73.57.
(43) 100 73.57. 80 53.24. 60. μm. Kerf width. 40 23.16 20. Depth 9.29. 8.45. 7.63. 0 0. 1. 2. 3. 4. 5. Power(W) 圖 4-1 深度與寬度數據. 深寬比. 8. 8 6 6. 數 值 比. 4. 3. 2 0 0. 1. 2. 3. Power(W) 圖 4-2 深寬比. 32. 4. 5.
(44) 如圖 4-1 所示,可看出功率越高,切割深度越深,且著功率提高深寬比 越高,如圖 4-2 所示,這是本實驗想要的結果。結果得出功率達 5W 時,表面 應力產生裂痕,與 1W 相比,有明顯的熱影響現象,有過多得熱使得藍寶石 基板變質。總結看出 Power 越低,熱融渣越少,顯示大部分雷射能量都為熱 汽化作用。. 33.
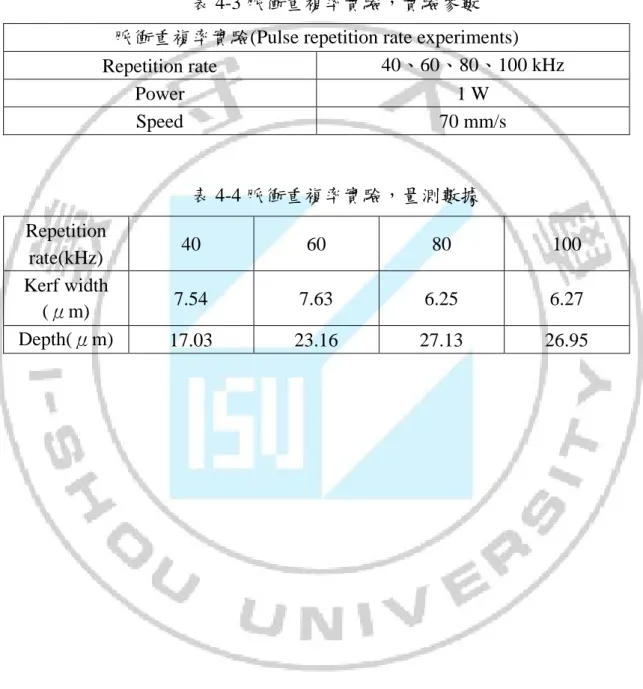
(45) 4-3 脈衝重複率實驗(Pulse repetition rate experiments ) 此實驗想要探討不同的脈衝重複率切割出的深度、寬度的大小影響。. 表 4-3 脈衝重複率實驗,實驗參數 脈衝重複率實驗(Pulse repetition rate experiments) 40、60、80、100 kHz Repetition rate Power 1W Speed 70 mm/s. 表 4-4 脈衝重複率實驗,量測數據 Repetition rate(kHz) Kerf width (μm) Depth(μm). 40. 60. 80. 100. 7.54. 7.63. 6.25. 6.27. 17.03. 23.16. 27.13. 26.95. 34.
(46) 30. 27.13. 26.95. 23.16. 24 17.03. μm 18. Kerf width Depth. 12 7.54. 7.63. 40. 60. 6.25. 6.27. 80. 100. 6 20. Repetition rate(kHz) 圖 4-3 深度與寬度數據. 深寬比. 4. 4. 80. 100. 4 3. 數 值 比. 2 2. 0 20. 40. 60. Repetition rate(kHz) 圖 4-4 深寬比. 35.
(47) 如圖 4-3 所示,可看出脈衝重複率越高,雷射點的間距越近,則切割深 度越深;脈衝重複率達 80kHz 之後,切割深度不再增加的趨勢;如圖 4-4 所 示,深寬比也是如此。結果得出脈衝重複率越高,單點雷射能量越低,切割 寬度越小,側蝕刻越輕微。 以上實驗,找到了對於切割藍寶石基板的較佳參數,就是以 80kHz 的脈 衝重複率、能量在 5W、切割速度 70mm/s,可以切割出較佳的切割道。. 36.
(48) 4-4 隱形切割實驗(Stealth dicing experiments) 本實驗對藍寶石晶圓(Sapphire wafer)的隱形切割,如圖 4-5 所示。利用第 四章 4-2 及 4-3 小節所得到的較佳實驗參數進行切割,如表 4-5 所示。. 圖 4-5 Sapphire wafer. 表 4-5 實驗參數表 實驗參數 Repetition rate Power Speed. 80 kHz 5W 70 mm/s. 如圖 4-6 所示,為翹曲的藍寶石晶圓及圖 4-7 為隱形切割完的成果。看出 藍寶石晶圓有翹曲的現象,導致雷射聚焦無法精準,造成隱形切割後,粗糙 面與光滑面在切割道上交替出現。. 37.
(49) 圖 4-6 翹曲的 Sapphire wafer. 圖 4-7 隱形切割完的成果. 38.
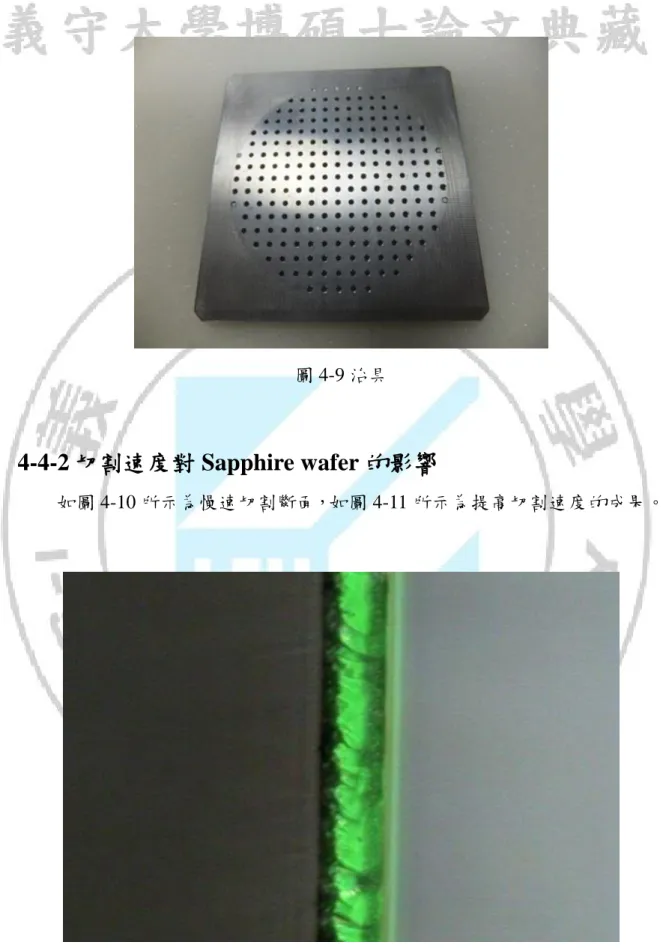
(50) 4-4-1 解決材料翹曲問題 為了解決材料翹曲問題,製作吸附治具解決此問題,但因吸嘴過大,仍 造成平面高度不同結果,如圖 4-8 所示。 解決方案:將治具的吸附孔徑,由直徑 5mm 改為 1mm 解決此問題,如 圖 4-9 所示。. 圖 4-8 平面高低不平的翹曲的材料. 39.
(51) 圖 4-9 治具. 4-4-2 切割速度對 Sapphire wafer 的影響 如圖 4-10 所示為慢速切割斷面,如圖 4-11 所示為提高切割速度的成果。. 圖 4-10 慢速切割的斷面. 40.
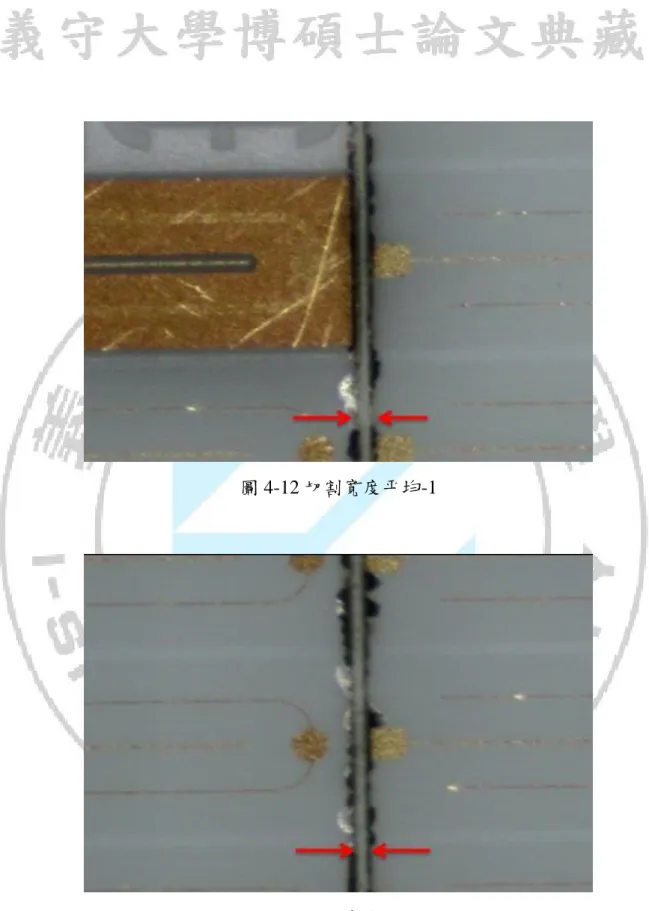
(52) 圖 4-11 提高切割速度的結果. 從圖 4-10 至圖 4-11 中,提高切割速度,使熱來不及反應就已經切割下去, 讓切割斷面完整許多,有如第三章 3-1 小節提到,脈衝寬度低於皮秒(10-12s) 時,其熱效應可達最小化,提高切割速度有如這效果一樣。 最後經由以上實驗結果得到很好的切割道,切割寬度很平均。如圖 4-12 至圖 4-13 的結果。. 41.
(53) 圖 4-12 切割寬度平均-1. 圖 4-13 切割寬度平均-2. 42.
(54) 4-5 藍寶石玻璃(Sapphire Glass) 本實驗對藍寶石玻璃進行全切割。如圖 4-14 所示,為將切割好的玻璃利 用鑽石刀筆裁切下來的試片,試片厚度為 300μm。 如圖 4-15 至圖 4-17 所示,為試片 1 號至 3 號切割的結果,其照 SEM 的 位子選擇,為切割直線的部分,選擇一段拍攝左、中、右三個位子,確保直 線切割的狀況是否一致。從 1 號試片中看到,切割相當完整,然而 2、3 號試 片中,有明顯白色的物質,為切割好得試片保存不當,感染到試片的結果。. 圖 4-14 裁切好的 Sapphire Glass 試片. 43.
(55) 圖 4-15 試片 1 號的 SEM 照片. 圖 4-16 試片 2 號的 SEM 照片. 44.
(56) 圖 4-17 試片 3 號的 SEM 照片. 45.
(57) 第五章 結論與未來展望 5-1 結論 本論文一開始進行能量與脈衝重複率實驗,從能量實驗中,功率越高切 割深度越深,切割寬度沒有明顯變化,最後從深寬比(如圖 4-2 所示)中得到功 率 1W 時,有較佳的實驗參數。接下來脈衝重複率實驗,當脈衝重複率越高 時,切割深度越深,切割寬度有降低趨勢,且在脈衝重複率 80kHz 時,切割 深度明顯沒有再變化,最後得到了較佳參數,來進行藍寶石基板切割。. 雷射切割製程的重要參數為以下: 1. 工件材料特性:加工以前,應考慮材料的光譜是否接近雷射光譜或者有無 反射物質。 2. 焦距:雷射加工當中焦距位置很重要,如要在工件表面加工,應將焦距點 位置於工件表面;若要隱形切割則要將焦距點位置於工件表面以下。找出 最佳焦距位置的方法,即找出切割寬度最窄與最深即為最佳焦距位置。 3. 能量與脈衝重複率:若工件較硬應選用較高的脈衝重複率來切割,在高脈 衝重複率下應以較低的能量開始往上增加。 4. 切割速度:在高切割速度下,有效能讓熱效應降低或排除。. 46.
(58) 5-2 未來展望 1. 皮秒雷射對於藍寶石基板有不錯的切割效果,若能使用更高功率或脈衝重 複率更高的雷射,甚至使用飛秒等級雷射,搭配不同的參數進行雷射切割, 來探討對於藍寶石基板的熱影響區。 2. 本論文實驗研究只有對於雷射切割造成的熱影響區探討,未來能朝向殘餘 應變分析,更詳細研究雷射切割影響藍寶石基板的研究。. 47.
(59) 文獻參考 [1] K. Koyama,H. Aida,S.W. Kim,K. Ikejiri,T. Doi,T. Yamazaki. 2014 .“Growth of thick GaN layers on laser-processed sapphire substrate by hydride vapor phase epitaxy”,Journal of Crystal Growth,Volumes 403,pp.38-42 [2] H. Aida,N. Aota,H. Takeda,K. Koyama. 2012 .“Control of initial bow of sapphire substrates for III-nitride epitaxy by internally focused laser processing”,Journal of Crystal Growth,Volumes 361,pp.135-141 [3] M.S. Akselrod,F.J. Bruni. 2012 .“Modern trends in crystal growth and new applications of sapphire”, Journal of Crystal Growth,Volumes 360,pp.134-145 [4] L. Kuna,C. Sommer,F. Reil,J.R. Krenn,P. Hartmann,P. Pachler,H. Hoschopf,F.P. Wenzl. 2012 .“Femtosecond laser processing as a versatile tool for advanced solid state lighting sources: From efficacy enhancement to colour temperature control”,Applied Surface Science,Volumes 258,pp.9213-9217 [5] S. Zhou,B. Cao,S. Liu,H. Ding. 2012 .“Improved light extraction efficiency of GaN-based LEDs with patterned sapphire substrate and patterned ITO”,Optics & Laser Technology, Volumes 44,pp.2302-2305 [6] H. Park,K.J. Byeon,J.J. Jang,O. Nam,H. Lee. 2011 .“Enhancement of photo- and electro-luminescence of GaN-based LED structure grown on a nanometer-scaled patterned. sapphire. substrate”,. Microelectronic. Engineering,. Volumes. 88,pp.3207-3213 [7] http://www.disco.co.jp/ [8] A. Shamir,A.A. Ishaaya. 2013 .“Large volume ablation of Sapphire with ultra-short laser pulses”,Applied Surface Science,Volumes 270, pp.763-766 [9] F. Dausinger,H. Hügel,V. Konov. 2002 .“Micro-machining with ultrashort laser pulses : From basic understanding to technical applications, International Conference on Advanced Laser Technologies,Volumes 5147 [10]. H.. Varel,M.. Wähmer,A.. Rosenfeld,D.. Ashkenasi,E.E.B.. Campbell.. 1998 .“Femtosecond laser ablation of sapphire: time-of-flight analysis of ablation. 48.
(60) plume”,Applied Surface Science,Volumes 127-129,pp.128-133 [11] R. Stoian, H. Varel,A. Rosenfeld ,D. Ashkenasi,R. Kelly,E.E.B. Campbell. 2000 .“Ion time-of-flight analysis of ultrashort pulsed laser-induced processing of Al2O3”,Applied Surface Science,Volumes 165,pp.44-45 [12] T.C. Chen,R.B. Darling. 2008 .“Laser micromachining of the materials using in microfluidics by high precision pulsed near and mid-ultraviolet Nd:YAG lasers”, journal of materials processing technology,Volumes 198,pp.248-253 [13] J. Han,C. Li,M. Zhang,H. Zuo,S. Meng. 2009 .“An investigation of long pulsed laser induced damage in sapphire”, Optics & Laser Technology,Volumes 41,pp.339-344 [14] R. Vilar,S.P. Sharma,A. Almeida,L.T. Cangueiro,V. Oliveira. 2014 .“Surface morphology. and. phase. transformations. of. femtosecond. laser-processed. sapphire”,Applied Surface Science,Volumes 288,pp.313-323 [15] G. Savriama,V. Jarry,L. Barreau,C. Boulmer-Leborgne,N. Semmar. 2014 .“A novel patterning effect during high frequency laser micro-cutting of hard ceramics for. microelectronics. applications”,Applied. Surface. Science,. Volumes. 302,pp.163-168 [16] W.Z. Tawfik,S.J. Bae,S.W. Ryu,T. Jeong,J.K. Lee. 2014 . “Effect of residual compressive. stress. on. near-ultraviolet. InGaN/GaN. multi-quantum. well. light-emitting diodes” Optical Materials,Volumes 38,pp.131-136 [17] 陳柏勳,「皮秒雷射應用於硬脆材料切割之探討」,義守大學機械與自動化 工程學系碩士論文,民國一 O 一年七月。 [18] 張國順,”現代雷射製造技術”,新文京開發出版股份有限公司,初版, 2008/01。 [19] 楊國輝、黃宏彥,”雷射原理與量測概論”,五南文化事業機構,2008/12 [20] 榮伯鈞,「先進雷射技術應用於半導體之劃線製成研究」,義守大學機械與 自動化工程學系碩士論文,民國一 O 三年七月。 [21] 吳士傑、趙偉克、周毓麒,「皮秒雷射與電子材料微加工之應用」,機械工. 49.
(61) 業雜誌 323 期,2010/02。 [22] 閻吉祥,”雷射原理與技術”,新文京開發出版股份有限公司,初版,2007/09。 [23] 杜聰敏,”超快雷射應用於玻璃切割之探討”,義守大學機械與自動化工程學 系碩士論文,2010/07。 [24] 吳宗憲,”CO2 雷射加工藍寶石基板之研究”,國立雲林科技大學機械工程系 碩士論文. 50.
(62)
數據
![圖 1-2 不同脈衝下加工圖[11]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8957098.276632/15.892.129.767.249.924/圖12不同脈衝下加工圖11.webp)
![圖 1-3 355nm 與 266nm 之能量密度與燒蝕速率關係圖[12]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8957098.276632/16.892.114.777.103.934/圖13355nm與266nm之能量密度與燒蝕速率關係圖12.webp)
![圖 1-9 藍寶石基板厚度與殘餘應力關係圖[16]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8957098.276632/19.892.127.767.256.973/圖19藍寶石基板厚度與殘餘應力關係圖16.webp)
+7


相關文件
In the third paragraph, please write a 100-word paragraph to talk about what you’d do in the future to make this research better and some important citations if any.. Please help
Simulation conditions are introduced first and various characteristics in three defect designs, such as single mode laser wavelength shift and laser mode change, are analyzed.
For ASTROD-GW arm length of 260 Gm (1.73 AU) the weak-light phase locking requirement is for 100 fW laser light to lock with an onboard laser oscillator. • Weak-light phase
Dudley Surveyors Limited (“Dudley”) was commissioned, as an independent party, by the Education Bureau (“EDB”) to conduct this Survey on the expenditure on
The IEC endeavours to ensure that the information contained in this presentation is accurate as of the date of its presentation, but the information is provided on an
This research is focused on the integration of test theory, item response theory (IRT), network technology, and database management into an online adaptive test system developed
This research applied the modeling approach of Grey relational analysis to establish the relations among the factors, such as service seniority, education, experience,
This research of the installation service of telecom carry on integrating sex valuation, and take the operation of Chunghwa Telecom Hsinchu as an example and inquire in
