國
立
交
通
大
學
機械工程學系
添加活性助銲劑對 6061 鋁合金 MIG 銲件影響
Effect of Flux on MIG Welding Process for 6061
Aluminum Alloy
研 究 生:顏佳慶
指導教授:周長彬 教授
添加活性助銲劑對 6061 鋁合金 MIG 銲件影響
Effect of Flux on MIG Welding Process for 6061 Aluminum Alloy
研究生:顏佳慶 Student:
Jia-Cing Yan指導教授:周長彬 Advisor:
Chang-Ping Chou國立交通大學 機械工程學系
碩士論文
Submitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University In partial Fulfillment of the Requirements
For the Degree of Master
In
Mechanical Engineering
May 2012
Hsinchu, Taiwan, Republic of China 中 華 民 國 一 百 零 一 年 五 月
i
添加活性助銲劑對 6061 鋁合金 MIG 銲件影響
研究生:顏佳慶 指導教授:周長彬 國立交通大學 機械工程所摘要
本研究之目的主要在探討活性助銲劑對 6061 鋁合金 MIG 銲件之影響, 實驗材料選用 6061-T651 鋁合金,活性助銲劑之選用分別為 ZnO、CaF2、MoS2、Fe2O3、MgO、SiO2、MnO2、MoO3、TiO2、Na2CO3、NiO、MgCO3、
Cr2O3等 13 種。銲接方法採用惰性氣體金屬極電弧銲接(Metal inert gas,MIG)
來進行 Flux bounded-MIG 實驗。以金相實驗來觀察微觀組織,利用微硬度 測定機來瞭解銲道機械性質,以實驗顯微鏡來量測銲道熔深及寛度。之後 根據所量測之銲道熔深,取最佳之前四種活性助銲劑,以各 50%的比例來
調配成 6 種混合型活性助銲劑,分別為 ZnO+MgO、ZnO+MoS2、ZnO+MoS2、
ZnO+Na2CO3、MgO+ MoS2、MgO+Na2CO3及 MoS2+Na2CO3,並探討不同
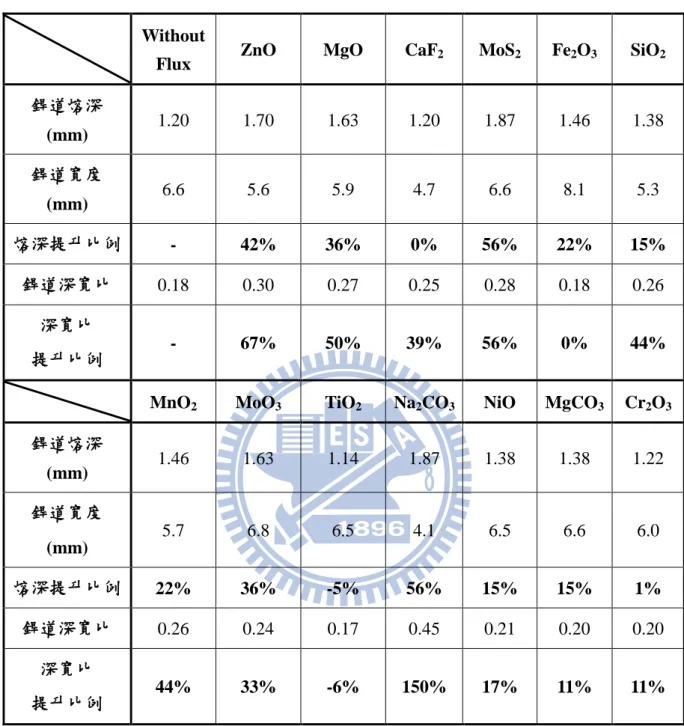
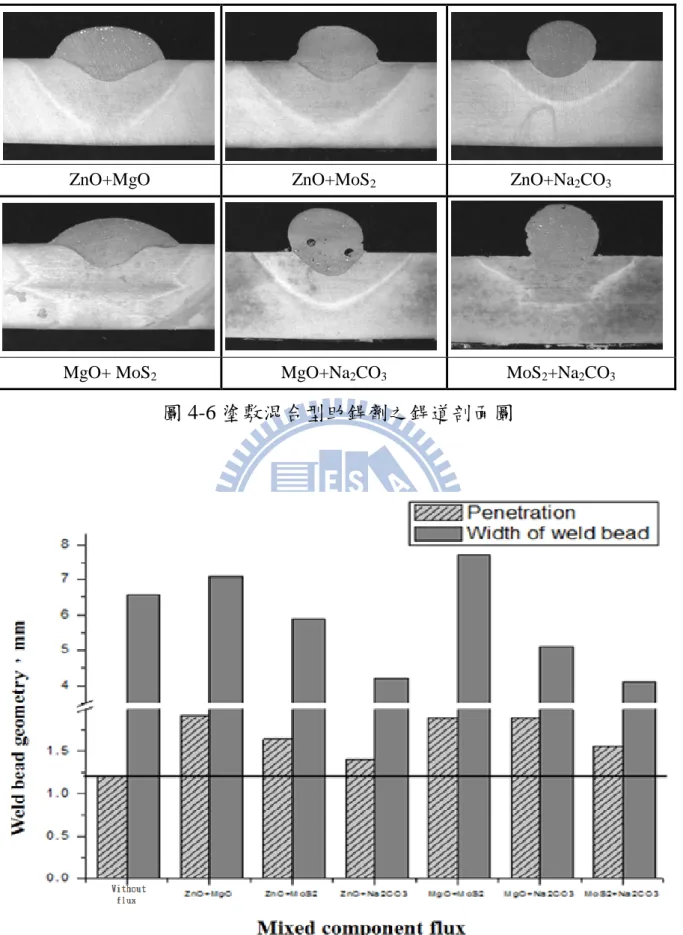
的混合助銲劑對銲道熔深與深寛比之影響。實驗中發現在相同銲接參數下 MoS2、Na2CO3、ZnO、MgO 及 MoO3 之單一型活性助銲劑,與未塗敷助銲
劑試片之平均熔深 1.2mm 相比,能有效提升 6061 鋁合金之銲道熔深達 36%~56%。在相同銲接參數下 ZnO+MgO、MgO+MoS2及 MgO+Na2CO3之
混合型活性助銲劑,能有效提升 6061 鋁合金之銲道熔深達 58%~60%。並 且於熱裂敏感性實驗中發現添加 ZnO、MoS2、Fe2O3、SiO2、MnO2、MoO3、
TiO2、NiO 及 Cr2O3之單一型活性助銲劑可降低 6061 鋁合金之熱裂敏感性。 最後應用田口方法與灰關聯分析來進行 6061 鋁合金 Flux bounded-MIG 對接 最佳化參數實驗,以銲接電壓、銲槍走速、氬氣流量之三種銲接製程參數, 配合不同混合比例之活性助銲劑來最佳化銲接製程參數,最佳化之參數可 使 6061 鋁合金於 Flux bounded-MIG 對接時銲道平均熔深達 6.18(mm),與 未最佳化且未塗敷助銲劑之對照組銲道平均熔深 4.15(mm)相比提升了 49%。 關鍵字:6061 鋁合金、活性助銲劑、惰性氣體金屬極電弧銲接
ii
Effect of Flux on MIG Welding Process for 6061 Aluminum Alloy
Student: Jia-Cing Yan Advisor: Chang-Ping Chou
Department of Mechanical Engineering National Chiao Tung University
Abstract
The purpose of this study was to investigate the effect of activating fluxes to the welding penetration of 6061 Aluminum. The activating fluxes used in the experiment were ZnO , CaF2 , MoS2 , Fe2O3 , MgO , SiO2 , MnO2 , MoO3 , TiO2 ,
Na2CO3 , NiO , MgCO3 and Cr2O3. Flux bounded-MIG(Metal Inert Gas) welding
process was made on 6061 Aluminum with filling metals. The microstructure and morphology of the weldments were examined by the optical microscope. Furthermore, the Vickers hardness test was used to determine the mechanical properties of the weldments. According to the measurement results of the width and penetration of the weld bead. Based on the highest depth, four fluxes were selected to mix with each other using 50% weight percent each. The mixed fluxes were ZnO+MgO, ZnO+MoS2, ZnO+MoS2, ZnO+Na2CO3, MgO+ MoS2,
MgO+Na2CO3 and MoS2+Na2CO3, and the fluxes were used for investigating
the effect to the welding penetration and the depth to width ratio (D/W ratio). Under the same welding conditions, the results indicated that the fluxes MoS2,
Na2CO3, ZnO, MgO and MoO3 did enhance the welding penetration of 6061
Aluminum by 36%~56%. Moreover, the mixed fluxes ZnO+MgO, MgO+MoS2
and MgO+Na2CO3 did enhance the welding penetration of 6061 Aluminum by
58%~60%. Finally, by employing the Taguchi Methods and Grey Relational Analysis to achieve optimized welding penetration , D/W ratio and Melting area, four major welding parameters were determined, which were welding voltage, torch moving speed, argon flow rate and the weight ratio of MgO and ZnO. The confirm experiment analysis demonstrated that the welding penetration was enhanced 49%.
iii 致謝 本論文得以順利,要先特別感謝指導教授周長彬的殷切指導,使我學 習到更多的專業知識,謹在此致上誠摰的敬意與謝意。 研究所期間,感謝陸軍專科學校林玄良副教授,在研究方向、論文撰 寫的指導與建議;研究所同學們的互相砥礪,讓我得以精進;高中同學們 的陪伴讓我在研究所的壓力之下得以放鬆;大學同學們的打氣給予我勇氣; 音樂、餅乾、飲料、糖果、巧克力給了我好心情;在此特別感謝你們。 最後感謝我的父母,感謝你們多年來無私的奉獻和關懷,無論我做何 決定總是給予我支持;弟弟及妹妹,謝謝你們總是在我背後給我支持、打 氣。
iv 目錄 摘要……….ⅰ Abstract……….ii 致謝………..…iii 目錄……….……….…iv 表目錄………...………..…vii 圖目錄………...………..….ix 第一章 緒論 ... 1 1-1 研究動機及背景 ... 1 1-2 研究方法及目的 ... 3 第二章 文獻探討 ... 4 2-1 鋁合金 ... 4 2-1-1 鋁合金的簡介 ... 4 2-1-2 鋁合金的分類 ... 4 2-1-3 鋁合金的銲接特性 ... 9 2-1-4 鋁合金銲接常見之缺陷 ... 10 2-2 惰性氣體金屬極電弧銲接 ... 16 2-2-1 惰性氣體金屬極電弧銲接簡介 ... 16 2-2-2 惰性氣體金屬極電弧銲接之主要銲接參數 ... 17 2-2-3 惰性氣體金屬極電弧銲接之優缺點 ... 22 2-3 活性助銲劑 ... 24
v 2-3-1 活性助銲劑介紹 ... 24 2-3-2 活性助銲劑增加銲道熔深之機制 ... 25 2-3-3 活性助銲劑之種類 ... 27 2-4 銲道熔透深度變異之原因 ... 30 2-5 田口方法 ... 33 2-5-1 田口方法基本原理與目的 ... 33 2-5-2 SN 比之基本定義 ... 33 2-5-3 田口方法之實驗步驟 ... 35 2-5-4 確認實驗 ... 36 2-6 田口方法整合灰關聯分析 ... 37 2-6-1 灰關聯分析基本原理 ... 37 2-6-2 田口方法與灰關聯分析整合之應用 ... 38 第三章 實驗方法與程序 ... 40 3-1 實驗流程 ... 40 3-2 銲接試片準備 ... 41 3-3 助銲劑之選擇與配製方法 ... 41 3-4 銲接參數之配置 ... 43 3-5 銲接熱裂敏感性實驗 ... 44 3-6 銲道外觀拍攝 ... 45 3-7 金相實驗 ... 45 3-8 銲道深寬比量測 ... 47
vi 3-9 微硬度試驗 ... 47 3-10 拉伸實驗 ... 48 3-11 田口方法之直交表與實驗參數配置 ... 48 第四章 結果與討論 ... 50 4-1 助銲劑對銲道外觀之影響 ... 50 4-2 助銲劑對銲道形態之影響 ... 53 4-2-1 單一型助銲劑對銲道熔深、寛度與深寛比之影響 ... 53 4-2-2 混合型助銲劑對銲道熔深、寛度與深寛比之影響 ... 57 4-3 助銲劑對銲道微硬度之影響 ... 60 4-4 助銲劑對銲接熱裂敏感性之影響 ... 67 4-5 助銲劑對銲道顯微組織之影響 ... 69 4-6 應用田口方法最佳化銲接參數 ... 74 4-6-1 田口實驗參數對銲道型態之影響 ... 74 4-6-2 田口實驗 SN 比之計算與結果分析 ... 78 4-6-3 確認實驗 ... 81 4-6-4 變異數分析與實驗再現性 ... 83 4-6-5 確認實驗結果分析 ... 85 第五章 結論 ... 97 第六章 參考文獻 ... 99
vii 表目錄 表 2-1 美國鋁業協會之鍛造鋁合金規格 ... 5 表 2-2 鋁合金加工與熱處理條件記號表 ... 8 表 2-3 銲接氣體的比重... 19 表 2-4 銲接氣體的游離能 ... 21 表 3-1 6061 鋁合金之合金元素成份表 ... 41 表 3-2 6061 鋁合金的機械性質 ... 41 表 3-3 助銲劑種類 ... 42 表 3-4 Er4043 銲線之合金元素成份表 ... 44 表 3-5 銲接參數 ... 44 表 3-6 田口實驗之銲接參數的控制因子及水準值 ... 49 表 3-7 L9(34)直交表與銲接參數配置 ... 49 表 4-2 單一型助銲劑對銲道形態之影響 ... 54 表 4-3 混合型助銲劑對銲道形態之影響 ... 57 表 4-4 田口實驗試片不同取樣位置之銲道深寛比、熔深及寛度與熔融面積 ... 77 表 4-5 田口實驗銲道深寛比之 S/N 比 ... 78 表 4-6 銲道深寛比之各因子水準的平均 SN 比 ... 79 表 4-7 田口實驗銲道熔深之 S/N 比 ... 79 表 4-8 銲道熔深之各因子水準的平均 SN 比 ... 80 表 4-9 田口實驗銲道熔融面積之 S/N 比 ... 80
viii 表 4-10 熔融面積之各因子水準的平均 SN 比 ... 81 表 4-11 實驗數據正規化處理 ... 82 表 4-12 多重品質特性之各因子水準的平均 SN 比 ... 82 表 4-13 確認實驗參數配置 ... 83 表 4-14 變異數分析表... 84 表 4-15 最佳參數 SN 比的 95%信賴區間範圍預測 ... 85 表 4-15 確認實驗試片之銲道深宽比、熔深及宽度與熔融面積 ... 87 表 4-16 確認實驗之塗敷助銲劑與未塗敷助銲劑之銲道形態比較 ... 88 表 4-17 試片斷裂位置、最大抗拉強度及延伸率 ... 92
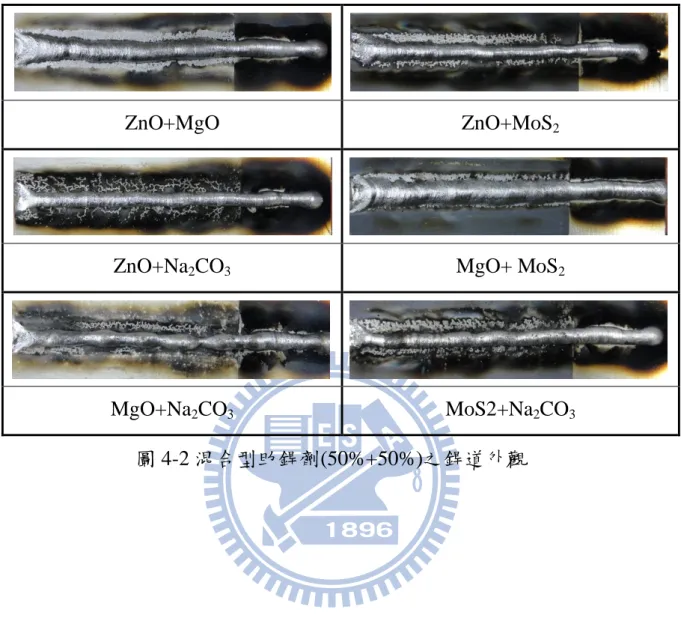
ix 圖目錄 圖 1-1 鋁合金車體結構... 2 圖 2-1 鋁在不同溫度下對氫氣的固溶量 ... 10 圖 2-2 氣孔對抗拉強度的影響 ... 11 圖 2-3 氣孔對降伏強度的影響 ... 12 圖 2-4 銲道氣孔對疲勞強度的影響 ... 12 圖 2-5 合金元素與熱裂敏感性的關係 ... 14 圖 2-6 析出物析出理論示意圖 ... 15 圖 2-7 MIG 銲接設備示意圖 ... 16 圖 2-8 直流正極性電弧示意圖 ... 17 圖 2-9 同一電流值下電弧電壓與銲道表面形狀和熔深之關係 ... 17 圖 2-10 電極伸出量示意圖 ... 18 圖 2-11 銲接氣體的熱傳導性 ... 20 圖 2-12 保護氣體對銲道截面之影響 ... 20 圖 2-13 MIG 電弧開槽對銲接示意圖 ... 23 圖 2-14 在熔池中的 Marangoni 對流 ... 26 圖 2-15 助銲劑吸附電子造成電弧收縮示意 ... 26 圖 2-16 驅動熔池流動的四種力量 ... 32 圖 3-1 實驗流程圖 ... 40 圖 3-2 助銲劑配製、塗敷之工具 ... 42 圖 3-3 銲接母材尺寸及助銲劑塗敷位置 ... 43
x 圖 3- 4 銲接機、自動送線機及工作台。 ... 43 圖 3-5 銲接熱裂敏感性實驗試片尺寸 ... 44 圖 3-6 多功能可調應變試驗設備 ... 45 圖 3-7 熱鑲埋機………..….……46 圖 3-8 研磨機………...46 圖 3-9 拋光機………46 圖 3-10 腐蝕完成之試片………...46 圖 3-1 光學顯微鏡……..………46 圖 3-12 實驗顯微鏡………...46 圖 3-13 銲道形態量測示意圖 ... 47 圖 3-14 微硬度機 ... 47 圖 3-15 場發射掃描式電子顯微鏡、萬能試驗機與拉伸試片尺寸示意圖 . 48 圖 4-1 單一型助銲劑之銲道外觀 ... 51 圖 4-2 混合型助銲劑(50%+50%)之銲道外觀 ... 52 圖 4-3 塗敷單一型助銲劑之銲道剖面圖 ... 55 圖 4-4 單一型助銲劑對銲道形狀之影響 ... 56 圖 4-5 單一型助銲劑之銲道深寛比 ... 56 圖 4-6 塗敷混合型助銲劑之銲道剖面圖 ... 58 圖 4-7 混合型助銲劑對銲道形狀之影響 ... 58 圖 4-8 混合型助銲劑之銲道深寛比 ... 59 圖 4-9 微硬度分佈曲線 – 未銲接之母材 ... 60 圖 4-10 微硬度分佈曲線 – 未塗敷助銲劑 ... 61
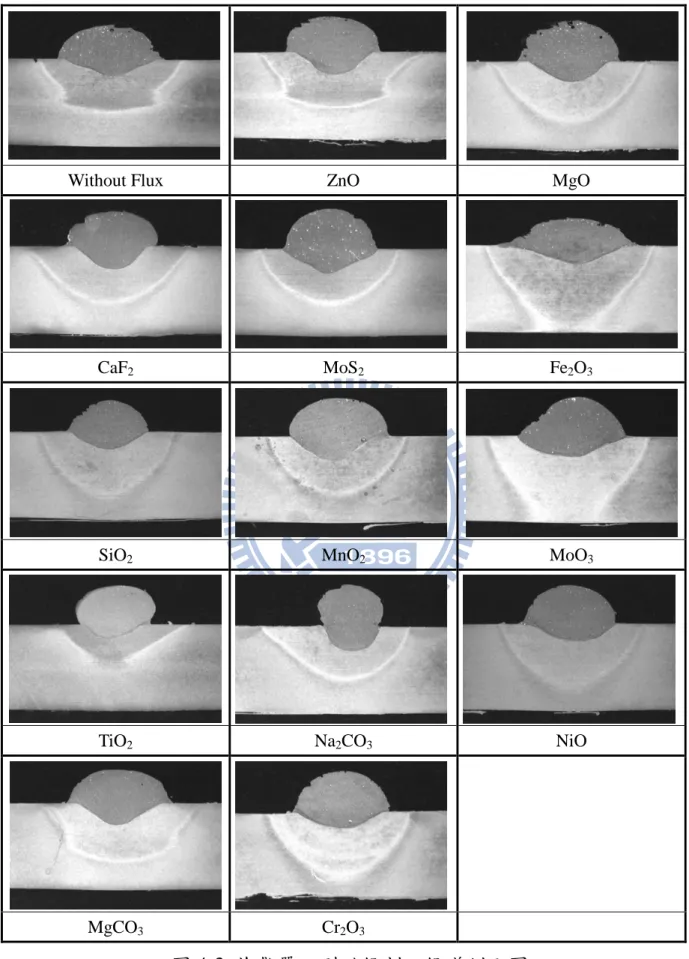
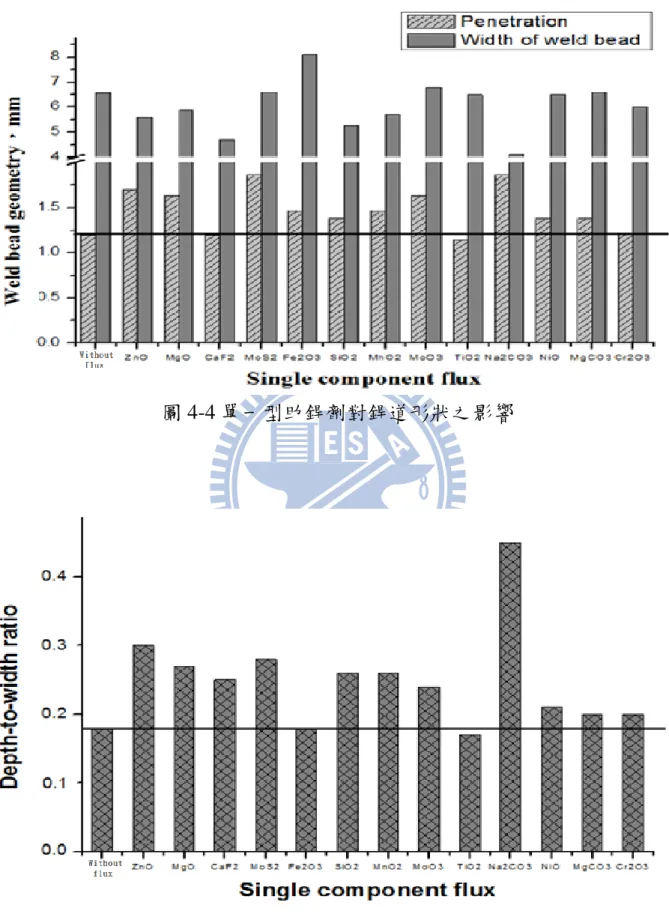
xi 圖 4-11 微硬度分佈曲線 – ZnO ... 61 圖 4-12 微硬度分佈曲線 – MgO ... 61 圖 4-13 微硬度分佈曲線 – CaF2 ... 62 圖 4-14 微硬度分佈曲線 – MoS2 ... 62 圖 4-15 微硬度分佈曲線 – Fe2O3 ... 62 圖 4-16 微硬度分佈曲線 – SiO2 ... 63 圖 4-17 微硬度分佈曲線 – MnO2 ... 63 圖 4-18 微硬度分佈曲線 – MoO3 ... 63 圖 4-19 微硬度分佈曲線 – TiO2 ... 64 圖 4-20 微硬度分佈曲線 – Na2CO3 ... 64 圖 4-21 微硬度分佈曲線 – NiO ... 64 圖 4-22 微硬度分佈曲線 – MgCO3 ... 65 圖 4-23 微硬度分佈曲線 – Cr2O3 ... 65 圖 4-24 單一型助銲劑微硬度分佈曲線 ... 66 圖 4-25 單一型助銲劑之微硬度平均值 ... 66 圖 4-26 活性助銲劑添加對熱裂敏感性之影響 ... 67 圖 4-27 未銲接之母材試片金相觀察 ... 69 圖 4-28 塗敷單一型助銲劑之試片金相觀察 ... 70 圖 4-29 銲接試片取樣位置示意圖 ... 74 圖 4-30 田口實驗試片之銲道剖面圖 ... 75 圖 4-31 銲道深寛比之因子效果圖 ... 79
xii 圖 4-32 銲道熔深之因子效果圖 ... 80 圖 4-33 銲道熔融面積之因子效果圖 ... 81 圖 4-34 多重品質特性之因子效果圖 ... 83 圖 4-35 控制因子貢獻度... 84 圖 4-36 確認實驗試片之銲道剖面圖 ... 86 圖 4-37 確認實驗試片之微硬度平均值 ... 89 圖 4-38 金相拍攝位置示意圖 ... 89 圖 4-39 確認實驗試片金相 ... 90 圖 4-40 拉伸實驗試片斷裂圖 ... 93 圖 4-41 初始條件拉伸試片破斷面(Without flux) ... 94 圖 4-42 初始條件拉伸試片破斷面(50%+50%) ... 94
圖 4-43A1B1C1D3參數拉伸試片破斷面(Without flux) ... 95
圖 4-44A1B1C1D3參數拉伸試片破斷面(With flux) ... 95
圖 4-45A2B1C1D3參數拉伸試片破斷面(Without flux) ... 96
1
第一章
緒論
1-1 研究動機及背景 汽車輕量化是汽車產業的發展方向之一,也是一個汽車廠商和國家技 術先進程度的重要標誌。汽車的輕量化,就是在保證汽車的強度和安全性 能的前提下,盡可能地降低汽車的整備品質,從而提高汽車的動力性,減 少燃料消耗,降低排氣污染。經由實驗證明,若汽車整車重量降低 10 %, 燃油效率可提高 6 %至 8 %;汽車整備品質每減少 100 公斤,每一百公里油 耗可降低 0.3 至 0.6 公升。目前,由於環保和節能的需要,汽車的輕量化已 經成為世界汽車發展的潮流[1]。以較輕的鋁合金材料取代傳統的鋼鐵材料, 已經是當前汽車工業致力於汽車輕量化的主要手段之一。1990 年歐、美、 日之小汽車平均用鋁量,為 61 kg/輛,到 2006 年已達 127 kg/輛,相較於之 前成長一倍。其中歐洲鋁協(EAA)預測 2015 年前,歐洲小汽車用鋁量將增 至 300 kg/輛,可見鋁合金之運用在現今與未來的使用趨勢是持續地成長。 如圖 1-1 為鋁合金在汽車車體發展使用之實例[2]。惰性氣體金屬極電弧銲接(Metal inert gas,MIG),在銲接製程中加入適 當保護氣體,可運用於單一材料及異種材料銲接。在材料厚度方面,最薄 約 1mm,最厚則不受限制,在銲接位置方面,可操作於平銲、橫銲、立銲 及仰銲,銲接效率比手工電弧銲佳,在銲接品質方面,銲道為連續性,可 減少起銲、收尾所造成之銲道缺陷,且具有銲速快、變形少、熱影響區窄 與銲道含氫量低等優越之銲接特性,故為一可用在汽車輕量化中的技術 [3]。 只是 MIG 在銲接較厚的工件時,需要使用開槽、填料、多道銲接等方 式來克服熔深不足,也造成了工時和成本增加的問題。且在重覆銲接及銲 銲補後尚需做銲後處理,造成銲接品質難以控制。因此為提高效率,可事 先在銲件母材上塗敷一層活性助銲劑,增加銲道熔深,此銲接製程稱為 MIG-Flux。
2
在 1990 年代,由於人們對提高銲接效率和降低銲接成本的追求,引起 學者的注意而進一步研究及發表活性助銲劑於銲接上的應用。因而發展出 MIG-Flux 銲接製程技術,其中主要的關鍵技術在於活性助銲劑成份的調配, 目前助銲劑的成份可分為氧化物及鹵素化合物兩大類型。早期由 Paton Electric Welding Institute(PEWI)所研發並使用鈦合金材料銲接的活性助銲劑 是以氧化物與氯化物為主;後期由 Edison Welding Institute (EWI)所發展並 應用於碳鋼、不銹鋼及鎳基合金等材料銲接的活性助銲劑則以氧化物為主 [4]。此技術目前可用於銲接碳鋼、不銹鋼、鈦合金、鋁合金、鎂合金與鎳 基合金等材料上。 (a) 整體式鋁合金車體結構 (b) 前端鋁化之鋼/鋁混合車體 (c) 鋼/鋁混合之火車車體 圖 1-1 鋁合金車體結構[2]
3 1-2 研究方法及目的 本研究主要目的,在探討惰性氣體金屬極電弧銲接(MIG)塗敷活性助銲 劑對 6061 鋁合金銲道熔深能力之影響,其探討的範圍包含下列幾項: (1) 活性助銲劑對 6061 鋁合金銲道形態的影響。 (2) 活性助銲劑對 6061 鋁合金微硬度的影響。 (3) 活性助銲劑對 6061 鋁合金銲接熱裂敏感性的影響。 (4) 活性助銲劑對 6061 鋁合金顯微組織的影響。 為研究活性助銲劑對 6061 鋁合金之熔深能力之影響,實驗材料選用尺 寸為 100 mm ×60 mm × 6.35 mm 的 6061 鋁合金;活性助銲劑之選用以常見 的氧化物 ZnO、CaF2、MoS2、Fe2O3、MgO、SiO2、MnO2、MoO3、TiO2、
Na2CO3、NiO、MgCO3、CuCl2等 13 種助銲劑,先進行銲接參數評估試驗, 確定參數後,進行添加單一型助銲劑實驗。其中銲接的方法採用 Er4043 銲 線當填料以及使用氬氣為保護氣體的惰性氣體金屬極電弧銲接(MIG)來進 行 Flux bounded-MIG 銲接實驗。以實體顯微鏡來量測銲道形態,並記錄銲 道熔深及寬度以計算深寬比;利用微硬度測定機來暸解銲道機械性質,以 金相實驗來觀察銲道微觀組織。之後再依據所量測之銲道深寛比與熔深, 取最佳的前 4 種活性助銲劑,以各 50%的比例來調配成 6 種混合型活性助 銲劑,以進行第二階段的混合型助銲劑銲接實驗。並探討混合型活性助銲 劑對銲道外觀、熔深、深寛比及熔融面積之影響。 另外為研究活性助銲劑對 6061 鋁合金之銲接熱裂敏感性之影響,實驗 材料選用尺寸為 240 mm ×50 mm × 3 mm 的 6061 鋁合金;使用 SOB (Spot-on-bead)的方式進行評估,使用實體顯微鏡來拍攝試片之熱裂情況, 並量測試片之裂縫總長度。 最後應用田口方法結合灰關聯分析來最佳化銲接參數,調整不同比例 的混合型助銲劑、電壓值、氬氣流量、銲接速度,以期能達到最佳之銲道 深宽比、熔深及熔融面積。並根據結果分析來探討影響深宽比、熔深及熔 融面積最大之實驗因子。
4
第二章
文獻探討
2-1 鋁合金 2-1-1 鋁合金的簡介 鋁之比重2.7g/cm3、熔點在660℃,其晶格為面心立方結構(FCC)。鋁重 量輕,質軟加工容易,延展性及抗蝕性佳且無毒性,同時具有高的重量強 度比,故在工業上應用極為廣泛。而在鋁中添加銅、鎂、錳、矽及鋅等元 素成為鋁合金。其具備重量輕、比強度(強度/比重)高、良好阻絕性、高熱 傳導性、高導電性及異的抗腐蝕能力,富延展性,加工成型性良好,且是 可回收重熔使用之再生(Recycle)材料,重熔時僅須治煉初生鋁 1/10 的能 源,故成為航空工業、車輛工業及建築業上不可缺少之重要材料。 2-1-2 鋁合金的分類 鋁合金一般分為兩大類:鍛造型(Wrought )及鑄造型(Casting)鋁合金; 鍛造用鋁合金一般而言都是用於加工成品應用,如板、管、箔、線等。而 鑄造用鋁合金則是用各種鑄造法製成鑄件加以應用,如砂模法、壓鑄法、 永久模法及精密鑄造法等。不論是鑄造鋁合金或鍛造鋁合金,依其材料性 質 又 可 分 為 兩 大 類 : 熱 處 理 型 (Heat treatable) 與 非 熱 處 理 型 (Non-heat treatable)兩大類。熱處理型鋁合金係指其可作析出硬化處理者,非熱處理型 合 金 則 不 能 做 析 出 硬 化 處 理 , 其 強 化 方 法 僅 能 靠 固 溶 強 化 (Solution strengthening) , 散 佈 強 化 (Dispersion hardening) 以 及 加 工 硬 化 (Strain hardening)。目前鍛造用鋁合金之代號係依據美國鋁業協會 (American aluminum association, A.A.)所規定,依鋁合金所含之合金元素區分為九大類,並以四 位數字來編號,其中第一位數字為代表合金系列,第二位數字用來區別原 合金(Original alloys)與改良合金(Modification of the original alloys)或不純物 之上限。最後兩位數字用於區別不同鋁合金之成分或純鋁之純度,如表 2-1 所示。而 1XXX、3XXX、4XXX 及 5XXX 系列鋁合金,係屬於非熱處理型
5 合金;2XXX、6XXX 及 7XXX 系列則是屬於熱處理型合金。以下將各類鋁 合金作一簡介。 表 2-1 美國鋁業協會之鍛造鋁合金規格[5][6] 編號 主要合金成份 熱處理情況 1xxx 2xxx 3xxx 4xxx 5xxx 6xxx 7xxx 8xxx 9xxx 鋁含量 99%以上 銅(Cu) 錳(Mn) 矽(Si) 鎂(Mg) 鎂(Mg)和矽(Si) 鋅(Zn)及鎂(Mg) 其他元素 尚未應用之系列 無法時效 可時效硬化 無法時效 無法時效 無法時效 可時效硬化 可時效硬化 1XXX 系列 - 純鋁及高純度鋁 此系列之鋁合金其含鋁量均超過 99%,其主要之合金成分為鐵與矽, 因其屬於非熱處理型合金,所以只能以加工應硬化方式來提高其強度。此 系列鋁合金之用途頗為廣泛,主要是運用它們極佳之耐蝕性、高導性及加 工性,常應用於化學工業設備、電子工業的電容器、熱交換器、電器配件、 裝飾品等用途。本系列中之 1100 鋁合金為純鋁中強度最高者,退火狀態之 抗拉強度度為 5000Psi,適用於一般加工品,但通常是以應變硬化(H)之型態 應用。 2XXX 系列 - 鋁-銅及鋁-銅-鎂合金 此系列合金之主要合金元素為銅,屬於熱處理型合金。經析出硬化後,
6 其降伏強度可達 40Ksi。本系列中常用之鋁合金有 2011,2024,2025 等。 本系列之鋁合金其抗蝕性較其他系列之鋁合金為差,所以常會發生沿晶式 腐蝕破壞(Intergranular corrosion)。為改善此一現象,可以應用夾層之方式, 在其外面披覆一層 1xxx 系列之高純度鋁或 6XXX 系列之鋁-鎂-矽合金, 以增加其耐蝕性。本系列合金適用於需要高強度重量比之結構,如卡車和 飛機的輪子,飛機的機身和機翼外皮、越野機車等,同時由於其高溫強度 大,因此也常用於需要高溫強度之元件。 3XXX 系列 - 鋁-錳及鋁-錳-鎂合金 此系列合金其主要成份為 1.0~1.5%之錳,0.8~1.3%之鎂,0.7%以下之 鐵,0.2~0.5%之銅,0.25%以下之鋅,係以冷作加工及加工後加熱溫度決定 材料強度的非熱處理型合金,比純鋁之強度為高,其他性質都非常接近, 所以用途廣泛。其應用包括烹飪用具、加工成型品、容器等日常用品。本 系中之 3004 擠製型鋁合金經 H12 為經 20%常溫加工硬化(1/4 硬質)其降 伏強度可達 27kg/mm2以上,抗拉強度可達 18kg/mm2以上,其主要是靠散 佈強化(MnAl6顆粒),其他性質如耐蝕性等皆與純鋁差不多,常用於一般之 加工成型品、容器等日常用品。 4XXX 系列 - 鋁-矽合金 此系列合金之主要成份為矽,鋁合金中添加矽元素會有(1)改善其流動 性,(2)提高鑄造性,(3)減少顯微冷縮,(4)降低熱膨脹係數及(5)增加耐磨耗 性及耐腐蝕性等優點。本系列合金之熔點較其他鋁合金為低,通常被用來 作為銲線與填料來銲接,屬非熱處理型合金,但若用於銲接熱處理型合金 時,可以由母材處獲得一些合金元素,而使其具有些許熱處理型合金之特 質。 5XXX 系列 - 鋁-鎂合金 此系列合金之主要成份為鎂,對鋁合金而言,鎂是最廣用也最有效之 合金元素。鋁合金中添加鎂或錳,可以得到中強度的非熱處理型鋁合金。 而鎂的強化效果比錳還好,約 0.8%的鎂可以等於 1.25%錳的強化效果,而
7 且鎂的添加量可以增加到很高。此系鋁合金隨著其鎂含量的增加,固溶強 化之效果也更大,其降伏強度和抗拉強度較純鋁皆有明顯之增加。鋁鎂合 金具有極佳之耐蝕性及機械性質,所以用途十分廣泛。包括化學船艦等結 構材料、啤酒、果汁等飲料罐以及裝潢材料等。 6XXX 系列 - 鋁-鎂-矽合金 此系列合金,也是本研究中所選用之實驗材料6061。此系列合金之主 要成分為矽和鎂,它們的添加量以可以形成Mg2Si矽化物的比例為準。因為 鎂-矽金主要是靠其Mg2Si之過渡相來達到析出強化的效果,當Si含量比形 成Mg2Si所需還多時,過量的矽也能有效提高強度。此系列合金之強度在鋁 合金中屬於中強度等級,雖然比不上2XXX及7XXX系列合金,但因其具備 頗佳之成型性、銲接性、加工性及耐蝕性,所以廣泛地應用於銲接結構材 料、建築材料、運輸工具及裝飾材料。如鋁門窗、管路、踏板、傢具等, 為目前鋁合金銲接所使用的重要材料之一。本系列中之6061擠製型鋁合金 經T6(人工時效)處理後其降伏強度可達25 kg/mm2以上,抗拉強度可達 30kg/mm2以上,屬於中強度等級,由於陽極處理光澤度好,耐蝕性佳,銲
接性也甚佳,尤其具極優良的抗應力腐蝕裂縫(Stress corrosion cracking, SCC) 能力。常用於一般之結構材料如運輸工具、家具、管路銜接之轉接頭等, 其主要成份為0.4~0.8%之矽,0.7%以下之鐵,0.15~0.4%之銅,0.15%以下 之錳,0.8~1.2%之鎂,0.04~0.35%之鉻,0.25%以下之鋅及0.15%以下之鈦。
6061 鋁合金的固溶熱處理(Solution heat treatment)溫度為 530℃(985°F); 人工時效溫度(Artificial aging temperature):滾軋或抽製品為 160℃(320°F), 保持 18 小時;擠製或鍛造為 175℃(347°F),保持 18 小時。 7XXX 系列 - 鋁-鋅-鎂和鋁-鋅-鎂-銅合金 此系列主要之合金元素為鋅和鎂,有些則添加銅。此系列合金是鋁合 金中強度最高的合金。但含有銅的鋁-鋅-鎂-銅系列合金,如 7050、7075 等耐蝕性差,使用於腐蝕環境時,必須做充分防蝕處理。另外由於延性較 低,可添加銅及 Zr 元素來提高其延性,阻止再結晶或再結晶微細化,讓有
8 害延性的析出化合物減少。含銅的本系合金銲接性差,接合時宜採鉚釘、 螺栓等機械方式。不添加銅的鋁-鋅-鎂擠壓合金如 7003、7N01、7N11 等銲接性較優,而且熱影響區的常溫時效回復也較佳,所以適合作為高強 度銲接構造用材,常應用於鐵路車輛、陸運車輛、硬質轉接頭、螺栓以及 陸上構造物、航太等。 另外由於鋁合金熱處裡使用數種不同的方式,國際命名系統(Internation alloy designation system, IADS),在合金四位數字之後再加上一個英文字母 來代表其所受的熱處理狀況,其代表意義如表 2-2 所示。 表 2-2 鋁合金加工與熱處理條件記號表 符號 意 義 F 表示未行熱處理或冷加 O 表示退火狀態(僅限於鍛造) H-xn(xn 為數字) 表示加工硬化 x: 1 表示只有加工應化 2 表示加工硬化後部份退火 3 表示加工硬化後穩定處理 n: 2 為 1/4 硬質 4 為 1/2 硬質 6 為 3/4 硬質 8 為全硬 9 為特別硬
9 表 2-2 鋁合金加工與熱處理條件記號表(續) T-x(x 為數字) 表示穩定熱處理 x: 1 表示部份固溶後自然時效 2 表示退火(僅限於用鑄造品) 3 表示固溶後加工硬化 4 表示固溶後自然時效 5 表示僅作人工時效 6 表示固溶後人工時效 7 表示固溶後穩定處理 8 表示固溶後加工硬化再人工時效 9 表示固溶後人工時效再加工硬化 2-1-3 鋁合金的銲接特性 (1) 鋁合金在常溫常壓下容易與氧反應,在其表面形成一層緻密的氧化膜 (Al2O3),厚度約 20~25Å 。融點高達 2050℃左右,遠比純鋁融點 660℃ 高出甚多,會阻礙填料的融入與母材的融合,同時使銲接時電弧的穩定 性變差,因此在銲前需先將其去除。銲接進行中,若氧化鋁的粒子滲入 銲道將影響銲道品質,造成延性降低、熔透不佳或銲接龜裂等現象[7] (2) 鋁合金之比重小,氧化物容易熔入銲道中。 (3) 鋁合金由固態熔化至液態無色澤變化,不易判斷。 (4) 鋁合金之熱傳導係數非常高,導致熱量無法集中在銲道上,熱量會擴散 開來,銲道熱影響區也會變大。 (5) 鋁合金之熱膨脹係數為23.5x10-6/℃,凝固時體積收縮率為6.5%,所以在 凝固過程中容易因收縮應力而造成熱裂,使銲道產生裂紋。因此在銲接 加工時,必須有正確的銲接程序及預留裕度,否則將造成較大的變形或 因拘束而產生龜裂[8][9]。
10 (6) 鋁從固態至液態對氫的溶解度遽增,一旦氫溶入後,凝固時不易排出, 容易生成氣孔。於下一節有更詳細之介紹。 (7) 對鋁合金而言,無論是熱處理型或非熱處理型鋁合金,在受到銲接高溫 影響後,銲道熱影響區(HAZ)均會產生組織上的變化且會有明顯硬度降 低之現象。熱處理型鋁合金可經由銲後熱處理來使其硬度上升。 2-1-4 鋁合金銲接常見之缺陷 (1) 氣孔: 在鋁合金銲件上,造成氣孔的主要原因為氫氣的存在。氫氣最初來源 是由於母材或填料金屬表面的氫氧化合物以及碳氫化合物的薄膜,或是遮 蔽氣體所提供,並且由於鋁合金對氫氣的固溶量在液態及在固態的差異將 近20倍,如圖2-1所示[10],所以在銲道凝固過程時未能完全排出而殘留在 銲道內形氣孔。而Mg含量高的合金以及低銲接速度(高輸入熱量)會造成氣 孔數目的增加[11]。在高銲接速度時氫原子的擴散(Diffusion)和小氣泡合併 的時間是被限制的故不易生成氣孔;低銲接速度時小氣泡和外部氣體逸散 (Escape)的時間是足夠的,所以容易生成氣孔。 圖 2-1 鋁在不同溫度下對氫氣的固溶量[10]
11 銲件中氣孔的存在對機械性質的影響甚大,以下分為4點來討論: 靜強度(Static strength): 在Rudy[12]、Shore[13]的研究結果顯示,當氣孔的數目增加時,抗拉強 度和伸長率明顯下降,降伏強度則無此現象,如圖2-2、2-3所示。 疲勞強度: 當氣孔數目增加會降低疲勞強度,如圖2-4所示。 裂縫(crack):
氣孔形成之時,氣孔本身有極大的內壓力(Internal gas pressure),此內壓 力會助長裂縫的形成。
腐蝕性:
微小氣孔有毛細作用,因而吸附水氣並形成濃度電池(Concentration cell)。
12 圖 2-3 氣孔對降伏強度的影響[13] 圖 2-4 銲道氣孔對疲勞強度的影響[13] 由於氣孔對於銲件品質有不良的影響,根據文獻、學者研究,可得以下之 幾種解決方法: 銲接前母材表面及銲線先行清潔。 適當的接頭設計。
13 避免在潮濕的環境下施銲。 避免過快的冷卻率,使得熔池內的氣體來得及逸除而不致形成氣孔;在 寒冷的地方施銲,則需適當的預熱。 銲接時採用電磁振盪法(Eletronmagnetic stirring)[14],幫助氫氣從銲道熔 池中脫離。 (2) 熱裂縫 裂縫為銲接常遇到之問題,且是所有銲接缺陷中最嚴重的缺陷。鋁件 的裂縫主要可分為兩大類:(一)銲道金屬熱裂縫、(二)母材熱影響區(HAZ) 熱裂縫。 (一)銲道金屬熱裂縫: 銲接金屬熱裂縫的主要原因是由於熔點較低的共晶物出現及溶池凝固 收縮時晶粒被瞬間撕裂。凝固之過程約可分為四個階段,階段一其數枝狀 結構生成,並自由分佈在熔融金屬液中;階段二其數枝結構互相連結,此 時液態金屬還能移動,若裂縫產生,液態金屬仍能補充,使其痊癒;階段 三其晶界開始發展,液態金屬的活動被限制住,裂縫產生後便無法痊癒; 階段四其殘留的液態金屬完全凝固。Chihoski[15]建議使用較低的銲接速度 以增加溶池的拖曳抗拉強度。 除了凝固過程外,外力也是影響熱裂縫的一主要原因,外力的主要來 源有下列三點: 機械因素(mechanical factor):接頭設計、材料厚度、銲珠大小及形狀、 夾持等。 熱效應(thermal effect):輸熱入量與冷卻速率。 治金因素(metallurgical factor):晶粒大小、偏析、成份。
14 因此想要減少銲道熱裂縫有下列幾個方法: 減少熱輸入量。 先適當的預熱,特別是較厚的材料。 適當的接頭設計以及減少夾持力,以減少其熱變形。 選用適當的填料,可使初期的裂縫藉由豐富的共晶溶液回填和復原,降 低熱裂敏感性。如加入Ti、Zn等元素之填料,可使晶粒細化而降低熱裂 敏感性。而由幾項研究結果顯示出[16]~[18],二元合金熱裂敏感性的增 加到達巔峰值的原因是由於溶質的成份在1~3 wt%,如圖2-5所示[19]。 因此如欲降低熱裂敏感性,需加入適當的填料使其合金元素含量上升超 過3%。 圖 2-5 合金元素與熱裂敏感性的關係[19] (二)母材熱影響區(HAZ)熱裂縫: 母材熱影響區的熱裂縫產生,其原因可由液化理論及析出物理論來解 釋[20]。
15 液化理論可解釋銲道旁邊部份溶解區的熱裂縫;是因母材受到超過共 晶溫度的熱影響導致晶粒邊界液化[21]而導致熱裂,其來源有 晶界的液化 低熔點的偏析物(如含Si、P、S之偏析物) 夾渣(Inclusion)的液化 析出物析出理論可以解釋母材熱影響區的熱裂縫;在此以圖2-6說明之。 在某一溫度條件下,晶粒周圍處的析出物往晶界聚集,在晶粒周圍處形成 一窄且強度低的析出物缺乏區(Precitate depleted zone)。由於強度低無法承 受因溫度下降所產生的收縮應力而產生裂縫。 圖 2-6 析出物析出理論示意圖[20] 降低母材熱影響區熱裂之方法有下列幾種: 以較低的熱輸入量施銲,以減少母材熱影響區的部份固溶區大小,並且 減少母材停留在高溫的時間,避免析出物過度析出。 降低夾持約束力,減少外力的影響。 鋁合金本身添加少量的Cr,增加晶粒穩定或加入Ti、Co、V、Zn等晶粒 細化元素,減緩析出物過量析出。
16 2-2 惰性氣體金屬極電弧銲接(MIG) 2-2-1 惰性氣體金屬極電弧銲接(MIG)簡介 惰性氣體金屬極電弧銲接,使用銲線當電極,與工件間產生電弧,電 弧之熱量將母材之銲槽表面及銲線頂端熔化,端部熔化後之金屬滴點,將 穿越電弧落入銲池中,熔融之銲接金屬能將銲接區加熱,並以惰性氣體保 護銲道免於氧化,此銲接法所產生之熱能更集中。如圖 2-7 所示。並採用定 電壓方式銲接,以防止因電壓改變而影響電弧長度以導致銲出不均勻銲道 之缺點。 圖 2-7 MIG 銲接設備示意圖[22] 電弧是由電流經過離子化之氣體層所發生。氣體之分子或原子被電力 擊散,發生遊離;即失去電子,留下正電荷。帶正電荷氣體之離子,由正 極流向負極,而電子則由負極流向正極。總熱量 95%係由電子傳送,其餘 部份由正離子傳送,如圖 2-8 所示。
17 圖 2-8 直流正極性電弧示意圖[23] 2-2-2 惰性氣體金屬極電弧銲接(MIG)之主要銲接參數 (1) 銲接電壓: 電弧電壓是影響銲道外觀形狀的最大原因,電壓低則銲道表面成凸形 且窄,熔入深;電壓太高銲道寛且扁平,熔入淺,而且電壓太高,噴渣(Spatter) 情形嚴重,容易造成銲道有氣孔缺陷產生。如圖 2-9 所示。 圖 2-9 同一電流值下電弧電壓與銲道表面形狀和熔深之關係[24] (2) 銲接速度: 由 Q(熱輸入量)=V × I × S (單位:焦耳/公分),其中 S 為銲接走速,因 此可得知銲接速度會影響熱輸入量的大小、母材熱影響區的寛度和氣孔的
18 形成。速度過慢,會使熔池金屬在銲池中堆集愈高,銲道角隅過度堆疊, 產生大型熱影響區(HAZ)以及氣孔生成。速度過快,會使傳導至母材的熱量 滅少,熔透率下降,銲珠之寛度與高度亦減少。 而在 William L. Burch 研究[25]中指出較快的銲接走速能減少母材停留 在 570~700℉區的時間,能提高銲件的抗拉強度;但是過快的銲接速度易造 成銲接過程中電弧的不穩定性。 (3) 送線速度: 送線速度會影響銲道填料的多寡,影響電弧起弧的穩定度。其中在定 電壓式的 MIG 銲接中,送線速度和電流成正比關係,電流增加相對的會增 加電極熔融效率,而電流值必須達到填料的臨界電流,才會產生噴灑式 (Spraying)銲滴傳遞,否則仍屬於球滴傳遞。 (4) 銲接電極長度: 銲線伸出長度,是指銲線從銲槍內導電火嘴起至銲線之最前端之間的 距離,如圖 2-10 所示。其會影響電弧的安定性、熔融量。銲線太短,噴渣 (Spatter)容易附著噴嘴口。銲線太長,保護氣體壓力降低容易使空氣混入, 使電弧發生不穩定現象。因此需視情況調整銲線伸出長度,以因應根隙過 大或過小。遇根隙太大時,可增加銲線伸出長度,以滅少滲透,增加金屬 熔填量。反之,根隙太小時,則需減少銲線伸出長度,以增加滲透。 圖 2-10 電極伸出量示意圖
19 (5) 銲線尺寸: •銲線直徑較大者:可供電流較大時使用,此情況下可以產生較高的熔填 率與較深之滲透率。如電流保持不變,則電流密集度因直徑較大而減少, 銲線熔化速度也因此下降。 •銲線直徑較小者:如電流保持不變,銲線熔化速度較快,有較大之熔填 率與較深之滲透率。 (6) 保護氣體流量: 保護氣體的作用是在銲接時隔絕銲道與大氣的接觸以及擔負起銲接時 熱能的傳遞。在 MIG 銲接時,保護氣體流量大小與電弧穩定度以及熔融滲 透有很大的關係,流量大時電極容易受擾流干擾變的不穩定,若流量太低 時,則熔融滲透率會降低。 因此如何選用適當的保護氣體為一重要課題,以下將就保護氣體的特 性及如何選用適當的保護氣體作一簡單描述: 保護氣體的特性:
(a) 比重(Specific gravity)
一般而言,比重大的銲接氣體較適用於平銲。相對地,比重小的銲接 氣體則較適用於立銲或仰銲。一般銲接氣體的比重如表 2-3 所示。
表 2-3 銲接氣體的比重
Gas Ar He CO2 O2 N2 H2
20 (b) 熱傳導性(Thermal conductivity) 銲接氣體的熱傳導性可視為氣體將電弧熱量傳遞到銲件的能力。圖 2-11 為保護氣體的熱傳導性之比較。Ar 的熱傳導係數較低,其電弧結構 可分成內外兩區,一為較窄且熱的電弧內核及相較之下較冷的電弧外核。 故熱能較為集中且電弧密度較高,因此會形成窄而深的漏斗銲道截面; He 為熱傳導性較高的保護氣體,其電弧的核心較寬,且熱量較高,可傳遞較 多的電弧熱量到銲件上,因此會形成寬而淺的碗碟狀銲道截面,如圖 2-12 所示。 圖 2-11 銲接氣體的熱傳導性[4] 圖 2-12 保護氣體對銲道截面之影響 (c) 游離能(Ionization potential) 游離能的單位為電子伏特(Electron volts),其定義為從氣體原子移去一 個原子所需的能量而使氣體分子成為離子或帶電的氣體原子。銲接氣體的
21 游離能可視為氣體形成穩定電弧的難易度,也就是解離電壓值較低的氣體, 將較容易形成穩定的電弧。銲接氣體的游離能如表 2-4 所示。 表 2-4 銲接氣體的游離能(單位:eV) Gas Ar He CO2 O2 N2 H2 Ionization potential 15.7 24.5 14.4 12.5 45.6 45.5 保護氣體之選擇:
一般常用的銲接氣體有氬氣(Ar)、氮氣(N2)、二氧化碳(CO2)、氧氣(O2)、
氫氣(H2)及氦氣(He)等六種氣體,其中氬氣、氦氣、二氧化碳及氮氣可單 獨使用或與其他氣體互相混合使用,至於氧氣與氫氣則需與氬氣互相混合 使用。在此僅將氬氣、氦氣、二氧化碳及氮氣做一簡單介紹: A.氬氣(Argon) •屬於惰性氣體。 •起弧較氦氣容易(因為氬氣的解離電壓值較氦氣低)。 •適用於平銲(因為氬氣比空氣重)。 •適合薄鈑材料的銲接(因為氬氣的熱傳導性較氦氣低)。 •銲池的流動性較差(與氦氣相比較)。 •會形成較窄而深的銲道截面形狀(與氦氣相比較)。 •在氬氣中加入約 5%氫氣可提高銲接熱量並增加熔深。 B. 氦氣(Helium) •屬於惰性氣體。 •起弧較氬氣困雞(因為氦氣的解離電壓值較氬氣高)。
22 •適用於立銲或仰銲(因為氦氣此空氣輕)。 •適合厚鈑材料的銲接(因為氦氣的熱傳導性較氬氣高)。 •銲池的流動性較佳(與氦氣相比較)。 C.二氧化碳(Carbon dioxide) •屬於活性(氧化性)氣體。 •電漿電弧的能量分佈較為集中。 •一般用於低碳鋼材料的銲接。 •容易產生煙霧與飛濺物。 •氣體價格較低廉。 D.氮氣(Nitrogen) •屬於活性(高溫反應性)氣體。 •電漿電弧的能量分佈亦較集中。 •一般用於銅及銅合金材料的銲接。 •容易形成氣孔。 •容易造成鎢電極的損耗與污染。 2-2-3 惰性氣體金屬極電弧銲接(MIG)之優缺點 優點: (1) 銲接時間隙預度範圍大:MIG 銲接採用可消耗性的電極,絕大部分的 熱量集中在電極上,在銲接過程中將熔融的電極滴落在銲道上完成銲接 的工作,因此在對銲兩銲件時,可使兩銲件預留空隙,讓熔滴滴落填補 空隙,好處就是可提深銲接熔融深度,提高深寬比,間隙大小依線徑大 小適時調整。如圖2-13所示
23 圖 2-13 MIG 電弧開槽對銲接示意圖 (2) 應用範圍廣泛:由於MIG 銲接機體積小不佔空間,銲接操作簡便,參 數設定簡潔,成本低廉,且品質均勻,銲接效率高,不但可銲接碳鋼、 高合金鋼,還可以銲接許多活性高的金屬及其合金,因此應用非常廣 泛。 (3) 噴渣(Spatter)較少:由於電弧穩定,其電弧對溶滴的排斥作用較小,因 此噴渣(Spatter)情況較輕。 缺點: (1) 銲接熔融滲透率低:由於大部分的銲接熱量集中在電極上(熱量分佈70% 集中在電極,30%熱量集中在銲件),因此使得銲接熔融滲透率降低,若 是要對銲接必須要在銲件上方開槽,也必須要預留間隙,才能使銲件對 銲。 (2) 銲接時銲件變形量大:若是要提升銲道入熱量,必然可使得銲接滲透率 提深,但是會使得熱影響區變大,導致銲件變形。例如,銲接像是鋁合 金這種的低熔點導熱性大的銲件時,由於導熱性大因此能量較不易集中 在銲道上,若是強行提升入熱量時,由於低熔點的特性,會使得銲道熱 影響區變大,因此增加銲件變形量,嚴重會使銲道完全熔融。 (3) 銲接速度慢:銲接速度的快慢取決於銲件板厚、銲接電極的直徑、銲接 電流與送線速度這幾種因素,一般銲接速度最大約為1000 mm/min ,銲 接速度太快會導致電弧放電不穩定,添料不完全。
24 2-3 活性助銲劑 2-3-1 活性助銲劑介紹 一般銲接為了克服銲道熔深淺,會行開槽、填料等多道手續來解決。 而另一種可以克服銲道熔深不足的方法為在銲件母材上塗上一層活性助銲 劑,其將促進電弧收縮,使電流密度及功率密度較高,造成銲道的熔深增 加。 在惰性氣體鎢極電弧銲(TIG)、惰性氣體金屬極電弧銲(MIG)上使用活 性助銲劑最早發展於1960年代,是由烏克蘭 PEWI 研究群所研發並應用於 鈦合金的銲接上,該助銲劑可將鈦合金之熔深提升至5 mm以上,但因此助 銲劑成份中含有氯化物,施銲時所產生的氣體會對人體健康造成危害,而 未受各界重視。直到1990年代,由於人們對提高銲接效率和降低銲接成本 的追求,才引起學者的注意而進一步研究及發表,包括有 EWI及United Kingdom Welding Institute (UKWI)及日本大阪熔接研究所等大型研發中心。 而助銲劑除了增加熔深外還有以下作用: (1) 溶解被銲母材表面的氧化膜; 在大氣中,母材表面總是被氧化膜覆蓋著,其厚度大約為 2×10-9~ 2×10-8m。在銲接時,氧化膜必然會阻止銲料對母材的潤濕,銲接就不能正 常進行,因此可在母材表面塗敷助銲劑,使母材表面的氧化物還原,從而 達到消除氧化膜的目的。 (2) 防止被銲母材的再氧化; 母材在銲接過程中需要加熱,高溫時金屬表面會加速氧化,因此助銲 劑覆蓋在母材和銲料的表面可防止它們氧化。 (3) 降低熔融銲料的表面張力; 熔融銲料表面具有一定的張力,由於液體的表面張力會立即聚結成圓 珠狀的水滴。熔融銲料的表面張力會阻止其向母材表面流動,影響潤濕的 正常進行。當助銲劑覆蓋在熔融銲料的表面時,可降低液態銲料的表面張
25 力,使潤濕性能明顯得到提高。 (4) 保護銲接母材表面的作用; 被銲材料在銲接過程中已破壞了原本的表面保護層。好的助銲劑在銲 完之後,可迅速恢復到保護銲材的作用。 (5) 合適的助銲劑還能使銲點美觀; 2-3-2 活性助銲劑增加銲道熔深之機制 目前發表的文獻上有數種解釋來說明添加活性助銲劑製程中,能增加 銲道熔深的物理機制,說明如下[26]: 第一個解釋是由Heiple et al.[27]於1982年所提出的Marangoni效應。由 於活性助銲劑能改變熔池的表面張力,融化在熔池中的表面活性劑有可能 使對溫度梯度相依的表面張力係數∂γ/∂T由負轉正,將熔池的Marangoni對流 逆轉,對流從放射狀往上往外,轉由往內往下。在鋼中的表面活性劑有S、 O、 Se及Te等元素。在圖2-14(a)-(c)表面活性劑較低的鋼中,靠近熔池中央 表面張力較低且溫度較高的液態金屬,被靠近熔池邊緣張力較高且溫度較 低的液態金屬往外拉;在圖2-14(d)-(f)表面活性劑較高的鋼中,靠近熔池邊 緣表面張力及溫度皆較低的液態金屬,被靠近熔池中央表面張力及溫度皆 較高的液態金屬往內拉,因此造成銲道熔深增加。
第二個被提出來的機制是為Simonik et al.在1976及Howse et al.在2000 所提出的電弧收縮理論[29][30]。他們認為氣化的活性助銲劑能使電弧收縮, 是藉由捕捉電弧外圍的電子,使外圍負責傳遞電流的電子數量減少所造成。 收縮的電弧之所以增加陽極的溫度,是由於電流密度的增加與較高的電弧 電壓造成,如圖2-15所示。
26 圖 2-14 在熔池中的 Marangoni 對流[28] 圖 2-15 助銲劑吸附電子造成電弧收縮示意[26] 由於氣化的助銲劑中可能含有氧,有時也可能包含了氟。已知此類的 蒸氣會吸附電子,被吸附的電子在電弧邊緣產生較電子移動慢之氧或氟的 負離子,因此,在給定的電流下,電弧中心的電流密度就會增加,因此就 有可能會造成熔深的增加。被吸附的電子與氣化分子及解離原子形成負電 荷粒子,會對電子的吸收作用造成影響。電子吸附僅能發生在較低溫的外 圍區域,因電子能量較低且電場較弱;接近電弧中央的區域,其電場較強
27 且溫度較高,所以電子有非常高的能量,故電離作用為主要的支配力量。 因此,收縮的電弧流場使得在電漿中及陽極上,靠近電弧中央區域的電流 密度增加,所以造成緊縮的電弧及較深的銲池。活性助銲劑的組成分子或 原子若有較大的電子吸附截面積,則會促進電弧收縮的現象。如當鹵素化 合物解離時,因其有較大的電子吸附截面積,故對電子有較佳之親和力。 其它的化合物,如金屬化合物,雖然有較小的電子吸附截面積,但是因其 有較高的解離溫度,故能等效地收縮電弧,就如同他們能在電弧外圍偍供 較大量的氣化分子與原子一般。 另一解釋電弧收縮理論是由 Lowke et al.[26]在2005所提出,一種有可 能的機制來解釋活性助銲劑所扮演的角色。其解釋電弧收縮理論是由於活 性助銲劑為絕緣體所造成。一般而言,活性助銲劑是金屬的氧化物,故為 電的絕緣體,雖然氧化物的阻抗隨著溫度的增加而降低,但仍顯著大於液 態的熔池,如 TiO2在 2123K時的阻抗為107 ohm-cm,因此助銲劑的效用為 在熔池的外圍區域增加一層高電子阻抗區。所以,在熔池中央因為有較高 的電流密度及表面熱能,所以助銲劑很有可能揮發,造成較深之銲道。 2-3-3 活性助銲劑之種類 助銲劑中的化學性質決定了助銲劑的冶金性能,助銲劑鹼度及活性是 常 用 來 表 示 助 銲 劑 化 學 性 質 的 指 標 。 根 據 國 際 銲 接 學 會 (International Institute of Welding,IIW)將助銲劑鹼度以 鹼性指數(Basicity Index B.I.) 作為說明,B.I.計算公式為:[31][32]
28 上式中所列為銲劑中的重量百分比。根據計算結果作如下的分類: (1) 酸性銲劑(B.I.<1.0): 通常酸性銲劑具有良好的銲接性、銲道成形美觀,但是銲道金屬含氧量 高,耐衝擊韌性較低。 (2) 中性銲劑(B.I.=1.0~1.5): 熔融金屬的化學成份與銲絲的化學性質相近,銲道金屬含氧量有所降 低。 (3) 鹼性銲劑(B.I.>1.5): 通常鹼性銲劑之熔接金屬的含氧量較低,可以獲得較高的衝擊強度,但 是銲接性較差。 銲劑中的B.I.值愈大,則熔接金屬之Mn分佈較均勻,同時P及S的含量 減少。氧含量隨著B.I.值的增加而減少。B.I.值愈小,銲渣愈偏酸性渣系。 此時銲劑的耐火性愈高。熔融速度可提高,銲道比較寛及平整。 此外,相對化學活性係數(Af)可以把各種成份的助銲劑分為高活性助 銲劑( Af≧0.6 ),活性助銲劑( Af=0.3~0.6 ),低活性助銲劑( Af=0.1~0.3 ) 和惰性助銲劑( Af≦0.1 )。助銲劑在銲接過程中,是以液態熔渣形式覆蓋 在銲接金屬表面以保護銲接熔池(Weld pool)不受大氣的污染,並可改善銲 接金屬的化學成份、機械性質及微觀組織等,因此茲將助銲劑中成份之 功用分述如下:[31]~[38]
(1) 銲劑中屬於鹼性銲劑的成份有:CaO、MgO、FeO 及MnO。而屬於酸 性的則有SiO2,P2O5,TiO2,及Al2O3。鹼性銲劑具有去硫及磷的能力,
因此衝擊韌性及延性較佳。酸性銲渣則是在銲接過程中容易控制及去 除銲渣容易。但銲接金屬中含有較多的介在物(Inclusion),因此韌性較
29
低。
(2) Al2O3 及Cr2O3 會降低電弧穩定性。
(3) CaO 可改善電弧穩定性,並使銲渣(Slag)之粘度下降。
(4) 銲劑中的 SiO2 增加,可調整粘度並增加電流能量(耐高電流)。SiO2,
並可使銲渣中的MnO2 及FeO 含量增加,銲接金屬中的Si 及O 含量也
會增加。 (5) 增加 MnO 可增加電弧熔透性能(Penetration)以及減少對銹的敏感。 MnO 增加同時可增加銲接金屬中的Mn 及O 含量。 (6) 銲藥中加入 CaF2 的作用,是希望形成HF 的氣體以降低熔填金屬中的 擴散氫含量。此外,銲接時CaF2 大量的蒸發,產生的氣體有助於降低 氫的分壓,促使氫在液態金屬中的溶解度降低而達到脫氧的作用。CaF2 還有二個重要的作用,其一,為提高熔渣的透氣性,有助於熔池中氫的 逸出;其二,為銲劑中的CaF2 可促進CaO 的熔化,降低鹼性渣的粘度。 (7) Al2O3 在鹼性渣中可降低粘度,在酸性渣中則可增加粘度,但是無法提 升銲道的熔透深度。
(8) 銲劑中的 CaCO3、MgCO3 與BaCO3 經銲接後分解作用形成CO2,分解
的CO2 氣體可與氫原子直接作用生成OH,達到脫氧的作用。
30 2-4 銲道熔透深度變異之原因 對電弧銲接而言,驅動熔池中熔融金屬流動之因素有因銲池內流體密 度差異所形成之浮力、流過銲池表面的電流形成之電磁力、熱毛細作用所 引起的表面張力及銲池表面的電弧電漿等 4 種因素[28]。 (1) 浮力(Buoyancy force) 當溫度增加時,液體的密度降低。由圖 2-16(a)及(b)所示,由於熱源在 熔池的中央,所以在 a 點的溫度會較 b 點高。而由於物體熱漲冷縮之特性, 故在 b 點密度較高的液態金屬下沉,並沿著熔池邊緣下沉,並在熔池中心 軸上升,迫使中央的液態金屬向二側移動而形成寬而淺之銲道。 (2) 電磁力(Lorentz force) 由於電流會在靠近熔池中央傳遞並收斂。收斂的電場與所引發的磁場 會使電磁力往下往內推,造成液態金屬由熔池的中央往下流,並延著熔池 的邊界上升,可增加電弧銲接之熔深,進而形成窄且深之銲道。如圖2-16 (c) 及(d)所示。陽極斑點(Anode spot)愈小則電流流場會愈緊縮,因此較大的電 磁力將液態金屬由熔池中心往下推。陽極斑點為電流在熔池表面通過的區 域。 (3) 表面張力 根據 Heiple 等人[39][40]的研究結果顯示,銲道熔透深度與熔融液態 金屬之流動狀態有著極密切的關係。其中熔融液態金屬的流動方向主要是 受到銲池表面張力梯度之影響。至於銲池表面張力梯度效應主要則取決於 銲池表面張力之溫度係數(dγ/dT)。 如圖2-16 (e)所示,在純金屬或銲池中不存在活化元素時,銲池表面張 力一般隨溫度的升高而減小(亦即銲池表面張力之溫度係數為負值),在熔池 中央a點的溫度較高故表面張力低,所以被熔池邊緣b點溫度較低而表面張 力高的力量往外拉。換句話說,向外拉的剪力是由熔池表面張力的梯度所 造成。故液態金屬會從熔池中央向熔池外緣流動,並返回熔池的底端,造
31 成 寬 而 淺 的 銲 道 。 此 種 由 表 面 張 力 梯 度 造 成 的 對 流 稱 熱 毛 細 對 流 (Thermocapillary convection)或Marangoni對流。 但對於添加了活化元素,如硫(S)、氧(O)之金屬而言,銲池表面張力則 會隨溫度的升高而增加(亦即銲池表面張力之溫度係數為正值),如圖2-16 (d)、(e)及(f)所示。對添加了S及O等表面活性元素之銲池而言,由於表面張 力溫度係數是正的,所以在銲池中央之最熱點有較高的表面張力,而在銲 池二側有較低的表面張力,因此熔融液態金屬將會形成由銲池外緣向銲池 中央流動的表面張力流(Inward flow),形成窄而深之銲道。 (4) 電弧電漿 在電弧銲接的過程中,因為微量元素的影響,常常可以發現電漿電弧 柱會產生收縮現象,伴隨此一現象的發生可以發現銲道的熔透深度增加。 由於電漿電弧中心區域的溫度要遠高於分子解離溫度,因此微量元素在電 漿電弧的高溫作用下,微量元素中的原子將會被電離成電子與正離子。而 在相對溫度較低的電漿電弧柱外圍區域,微量元素中被蒸發的物質仍會以 分子或解離原子的形態存在,且解離原子將會大量地吸附電漿電弧柱周邊 區域中的電子而形成負離子,使得電漿電弧柱周邊區域中作為主要導電物 質的電子數急劇減少,亦即會降低電漿電弧柱之導電能力或縮小電漿電弧 柱之導電面積,進而迫使電漿電弧柱產生收縮現象。至於此現象將可有效 集中電弧熱量,進而使熔深增加。如圖2-16 (g)及(h)所示。
32
(a), (b)浮力;(c), (d)電磁力; (e), (f)表面張力 (g), (h)電弧電漿
33 2-5 田口方法(Taguchi methods)[41] 2-5-1 田口方法基本原理與目的 田口方法又稱田口式品質工程,是以工程的角度去了解品質問題,利 用社會損失成本作為衡量產品品質的依據,其目的為在產品的製程設計時 即考慮品質問題,並改善之。主要的工具為「直交表」和「SN 比」。 田口實驗分析法之基本原理,是經由降低變異原因的影響,來改善產 品的品質,而不是去除變異原因。參數設計之原理,是將控制因子配置於 直交表內來進行實驗,再依其品質特性之種類,由損失函數導引出 SN 比 (Signal to noise ratio,訊號雜音比),將實驗求得之品質特性轉成 SN 比進行 分析,經由統計上之推定,可評估在不同參數水準組合下的 SN 比。依照望 目、望大或望小之品質特性,預估出最佳 SN 比,即為最佳參數組合。在此 參數下製造之產品,其變異最小。最後再用最佳參數水準組合進行確認實 驗,由確認實驗所得之 SN 比與預估之 SN 比相互比較,評定此實驗是否成 功。 2-5-2 SN 比之基本定義 田口認為所謂好的品質必須符合: (1) 品質特性的平均值與目標值一致。 (2) 品質特性之變異性愈小愈好。 品質特性中可預測的部份,通常稱為信號(Signal);不可預測的部份, 通常稱為雜音(Noise)。田口所提出之 SN 比主要目的在同時考量品質特性的 平均值與變異數。並且最大化可預測部份以及最小化不可預測部份。 田口將通信工程中的 SN 比觀念應用到統計學上,並建議利用下列的方 式評估品質:SN=10.log10(信號/雜音),當信號因子為固定時,變為靜態問 題,因此 SN 比可定義為:
34 SN=10.log10 (MSD)···(2-2) 其中 MSD 為偏離目標值的均方差;SN 比的單位為(dB) (1) 望大品質特性 SN 比(Larger-the-better) 望大特性問題的主要特微為: A. 品質特性是連續且非負值,範圍為(0, ∞)。 B. 目標值為∞ (或最大的可能值)。 C. 不需要調整因子。 D. 望大特性問題是望小特性問題的倒數。 望大品質特性之 SN 比計算公式: SNLTB = -10.log10 (MSD) = -10.log10(
∑
n 1 = i 2 i y 1 n 1 )···(2-3) (2) 望小品質特性(Smaller-the-better) 望小特性問題的主要特微為: A. 品質特性是連續且非負值。 B. 目標值為零。 C. 不需要調整因子,望小特性的目標是同時要最小化平均值與變異。 望小品質特性之 SN 比計算公式: SNSTB = -10.log10 (MSD) = -10.log10(∑
n 1 = i 2 i y n 1 )···(2-4)35 (3) 望目品質特性(Nominal-the-Best) 望目特性問題的主要特微為: A. 品質特性是連續且非負值。 B. 目標值為一有限值且不為零。 C. 當平均值為零時,其變異數亦為零。 D. 需調整因子。 望目品質特性之 SN 比計算公式: SNNTB = -10.log10 (MSD) = -10.log10( 2 s y )···(2-5) 其中 y 為平均值, s 為標準差。 2-5-3 田口方法之實驗步驟 田口方法的參數設計的步驟可分為九大步驟: (1) 定義系統目標/範圍 (2) 選擇回應值 (3) 發展信號因子和雜音策略 (4) 辨認控制因子及其水準 (5) 設計實驗 (6) 準備及執行實驗,收集數據 (7) 資料分析(計算平均值、SN 比,因子效果圖、預估最佳 SN 比)
36 (8) 執行確認實驗 (9) 執行結果 2-5-4 確認實驗 在決定了最佳控制因子水準及其預估之 SN 比後,田口博士建議需在最 適參數設定下進行實驗,然後把觀察到的 SN 比與所預測的值做比較。如果 兩者非常接近,那麼我們可結論說“加法模式成立”,並隱含著再現性將會良 好。反之,如果所觀察的值和所預測的相差很多,那我們可以說加法模式 是不恰當的,因子間可能存有強烈的交互作用。為了有效估計各觀察值, 必須計算信賴區間(Confidence interval),依不同之目的,我們常需計算下列 二種形態的信賴區間:1.最佳條件下之預測平均值。2.確認實驗之期望平均 值。若確認實驗的結果其 SN 比之平均值落在上述的信賴區間範圍內,表示 我們所選取的顯著因子及其對應的水準是很恰當的。如果落在信賴區間之 外,表示加法模式不成立(實驗失敗),可能所選的控制因子或水準有問題, 必須重新再檢討。確認實驗之期望平均值計算公式如(2-6)所示。 CI = √Fα;1,ν2 × Ve× (n1 eff+ 1 r)···(2-6) 其中 Fα;1,ν2 = 具顯著水準 α 的 F 值 α = 顯著水準 = 0.05,信賴水準 = 1 − α ν2 = 合併誤差變異數之自由度
Ve = 合併誤差變異數(pooled error variance) neff = 有效觀測數
= 總實驗次數
1 + 用來估計平均值之因子的自由度總和 r = 確認實驗之樣本數
37 2-6 田口方法整合灰關聯分析 2-6-1 灰關聯分析基本原理[42] 灰色系統理論是由著名學者鄧聚龍教授於 1982 年首創的一種系統科學 理論(Grey Theory),是研究系統於模型不確定、資訊不完全及數據運作不明 確之狀況下,透過灰關聯生成、權重灰關聯分析,求得灰關聯度方法,以 有效處理不確定性模型、多變量性資訊和離散數據。 其中的灰色關聯分析主要是用來分析離散序列間相關程度的一種預測 方法。其概念為使用一定的方法找出系統中各因素間的主要關係,並找出 影響最大的因素。是根據各因素變化曲線幾何形狀的相似程度,來判斷因 素之間關聯程度的方法。此方法通過對動態過程發展態勢的量化分析,完 成對系統內時間序列有關統計數據幾何關係的比較,求出參考數列與各比 較數列之間的灰色關聯度。與參考數列關聯度越大的比較數列,其發展方 向和速率與參考數列越接近,與參考數列的關係越緊密。灰色關聯分析方 法要求樣本容量可以少到 4 個,對數據無規律同樣適用,不會出現量化結 果與定性分析結果不符的情況。其基本思想是將評價指標原始觀測數進行 無量綱化處理,計算關聯繫數、關聯度以及根據關聯度的大小對待評指標 進行排序。 一般的灰關聯分析使用步驟如下: (1) 原始資料轉換 (2) 計算關聯數 (3) 求出關聯度 (4) 排列關聯序 (5) 列出關聯矩陣 在應用中是否進行所有步驟,可視具體情況而定。
38 2-6-2 田口方法與灰關聯分析整合之應用 雖然田口方法目前已廣範應用在各領域,但在應用時一次只能改善單 一品質特性是其一大缺點,且品質特性有望大、望小、望目之分別,無法 直接去整合在一起,因此近年來已有許多學者引用灰關聯分析來整合田口 方法,使其在研究分析時,可以同時考量多重品質特性,目前最常應用在 設計和製程上。 洪維宗[43]有鑒於食品工業製造上需要低成本、高效率、數量化,因此 必須考慮多重品質特性,但多重品質特性卻常常靠工程人員憑經驗判定, 且食品工業之生產線人員通常未必有數學與統計背景,便應用了灰色系統 理論中的灰色關聯分析且在保有田口方法的原始精神之下整合出多重品質 特性績效衡量指標,並建立成一套簡便又不失學理的演算模式,提供食品 業界面對多重品質特性要求時尋找製程最佳參數組合的實用品質工程技 術。 黃得誌[44]考慮到車削加工在金屬加工上為重要的一環,且隨著加工技 巧之進步,對於多重品特性的要求便日漸趨多,如表面粗糙度、刀具摩耗、 切削力、切削噪音等等都是品質特性的重要指標。因此在數位控制車床切 削上,根據田口直交表規劃實驗,並導入灰色系統理論中的灰關聯分析技 巧,同時衡量最佳方案與理想解及負理想解的特色,經過總灰關聯度的分 析,求出最佳參數值。且推論出權重對於灰關聯田口法是非常重要之因子。 陳俊智[45]考慮到手機外型設計上的多重品質要求,先透過焦點小組與 模糊層級分析法,求得美感準則項目和權重後,應用灰關聯分析結合田口 方法推論出美感多重品質之最佳化造形參數組合,並驗證結果證明了此方 法可達到整體美感積效的最大化與品質最小變異的目標。 陳宏佳[46]發現在壓鑄品雛型生成階段常發生缺陷,造成需要以人工補 銲方式修補,甚至需要報廢,且在傳統上大多以工程師自行判斷最佳因子 水準組合,容易產生認定標準不一之問題。因此應用主成份、灰關聯分析 以及田口方法建構出一套可以解決連續性參數且多品質特性的演算流程來
39 進行多重品質特性最佳化設計,先以田口損失函數來評估產品的品質特性, 接著利用主成份分析程序,使得這些品質特性之損失函數轉換成無相關的 主成份;透過灰關聯分析解決兩個以上的主成份,求得最佳參數組合。其 驗證結果也令人滿意且可達節省實驗成本與縮短新產品由實驗階段導入生 產階段之時程。 根據上述文獻可整理出一般在使用田口方法結合灰關聯分析時,需要 實行的步驟: (1) 使用田口直交表配置實驗 (2) 執行田口實驗 (3) 將實驗數據轉換為各品質特性之 S/N 比 (4) 將各品質特性之 SN 比正規化處理 (5) 依權重計算出灰關聯度 (6) 使用變異數分析,求出求各因子貢獻度,及最佳參數預測 (7) 執行確認實驗 (8) 分析結果
40
第三章
實驗方法與程序
3-1 實驗流程 圖 3-1 實驗流程圖 銲接設備與材料準備 銲接參數評估實驗 試片表面處理 銲接參數設計 助銲劑調配(13種) 第一次銲接實驗 (單一型助銲劑 13種) 銲道形態量測 銲道微硬度量測 金相實驗 第二次銲接實驗 (混合型助銲劑 4種) 銲道形態量測 配置田口方法之實驗參數 第三次銲接實驗 (田口方法 L9) 銲道形態量測 變異數分析 執行灰關聯田口確認實驗 銲道微硬度 量測 實驗結果分析與討論 熱裂敏感性實驗 銲道形態量 測 金相實驗 SEM拍攝 拉伸實驗41 3-2 銲接試片準備 本研究所使用的實驗材料為鋁合金 6061,其合金元素成份如表 3-1, 其機械性質如表 3-2 所示,試片尺寸為 100×60×6.35mm。在進行銲接實驗 前,先以鋼刷消除表面氧化層,用甲醇擦拭乾淨試片表面,再行銲接。 表 3-1 6061 鋁合金之合金元素成份表 成份 Si Fe Cu Mn Mg Cr Zn Ti 重量百分比 (wt%) 0.8 0.7 0.4 1.5 1.2 0.35 0.25 0.15 表 3-2 6061 鋁合金的機械性質 性質 材料 Tensile strength MPa (Ksi) Yield strength MPa (Ksi) Elongation % Hardness HV Shear strength MPa (Ksi) Fatigue strength MPa (Ksi) 6061-T6 290(42) 241(35) 12 110 152(22) 69(10) 3-3 助銲劑之選擇與配製方法 本實驗參考先前文獻及研究室資源,選擇 13 種單一型助銲劑作為 6061 型鋁合金的 MIG-Flux 製程來進行研究。助銲劑採用日本試藥工業株式會社 所生產,粉末粒度為#400 號。一系列實驗分別進行初期評估試驗(銲接電流 測試)、添加單一型助銲劑實驗、添加混和型助銲劑實驗,完成後將實驗結 果分析與討論。助銲劑種類如表 3-3 所示,其中混合型助銲劑是由單一型助 銲劑中熔深較好的 4 種助銲劑來做(50%+50%)混合。
42 實驗之助銲劑配製方式為以微量電子秤量取 2 克之單一成份助銲劑粉 末,置於砵內研磨均勻後(如圖 3-2 所示),加入 5 ml 的甲醇溶劑混合成糊 狀,接著再利用#10 號扁平水彩筆將此糊狀之助銲劑均勻塗敷於欲進行銲接 測試之處,塗敷範圍如圖 3-3 所示;塗敷厚度以能遮蓋待銲工件表面金屬 光澤為宜,中間留 2mm 區域不塗,其原因是考量到活性助銲劑是電的絕緣 體,會造成電弧異常偏移,使熔深不一致,故在活性助銲劑塗敷範圍中央 露出金屬以提供導電區,此作法稱為 Flux bounded-MIG,簡稱 FB-MIG[30]。 此方法也可降低銲道熔深對助銲劑塗敷量的敏感度[47],即使塗敷量增加也 不會造成熔深明顯下降,可防止因塗敷厚度不夠精準而導致實驗誤差發生, 待溶劑揮發後,助銲劑即附著於銲道上,然後再進行銲接實驗。 表 3-3 助銲劑種類 單一型 助銲劑
ZnO CaF2 MoS2 Fe2O3 MgO SiO2 MnO2
MoO3 TiO2 Na2CO3 NiO MgCO3 Cr2O3
混合型 助銲劑 ZnO MgO ZnO MoS2 ZnO Na2CO3 ZnO Na2CO3 MgO Na2CO3 MoS2 Na2CO3 圖 3-2 助銲劑配製、塗敷之工具
43
圖 3-3 銲接母材尺寸及助銲劑塗敷位置
3-4 銲接參數之配置
本 研 究 之 實 驗 設 備 採 用 惰 性 氣 體 金 屬 極 電 弧 銲 接 機 (HOBART MEGA-PULSE MPI-350)搭配 HOBART 2450 型自動送線機,使用 Er4043 銲 線,其成份如表 3-4 所示,並配合可控制走速的銲接檯車。銲接方法採取 FB-MIG 的方式,保護氣體為純氬氣(99.99%),如圖 3- 4 所示。本實驗的銲 接參數則如表 3-5 所示。
HOBART 2450 型自動送線機與工作台 HOBART MEGA-PULSE MPI-350 型銲接機
![圖 2-2 氣孔對抗拉強度的影響[13]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8581969.189396/25.892.151.790.470.1024/圖22氣孔對抗拉強度的影響13.webp)

![圖 2-16 驅動熔池流動的四種力量[28]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8581969.189396/46.892.200.724.119.868/圖216驅動熔池流動的四種力量28.webp)