國 立 交 通 大 學
機械工程學系
碩
士
論
文
以熱處理方式消除射出成型製品殘留應力之研究
The research of Reduce residual stress of plastic piece by heat treatment
研 究 生:韋仁旌
指導教授:徐瑞坤 教授
以熱處理方式消除射出成型製品殘留應力之研究
The research of Reduce residual stress of plastic piece by heat
treatment
研 究 生:韋仁旌 Student:Ran-Jing Wei 指導教授:徐瑞坤 Advisor:Ray-Quan Hsu 國 立 交 通 大 學 機械工程學系 碩 士 論 文 A ThesisSubmitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master of Science
in
Mechanical Engineering June 2008
Hsinchu, Taiwan, Republic of China
以熱處理方式消除射出成型製品殘留應力之研究
研究生:韋仁旌 指導教授:徐瑞坤教授
國立交通大學機械工程學系碩士班
摘要
塑膠製品由於較金屬產品輕,且有良好的強度,成型又容易,因此廣 泛用於各項產業中,如電子產業、汽車產業等等。而隨著材料品質的改良, 近年來亦大量應用在光學產業以及精密機械產業。塑膠射出成型是塑膠製 品最常用的製造方法,射出成型製程的最大優點在於一次製程中可直接做 出各種複雜外型的製品,但由於成型過程中溫度的劇烈變化,外觀問題(如 結合線)與殘留應力產生變成不可避免的缺陷。殘留應力除了影響尺寸精 度,也會在二次加工上發生問題。 本研究主要之目的即為研究塑膠製品於射出成型冷卻後,使用熱處理 之方式,達到鬆弛塑膠製品之殘留應力,改善塑膠製品射出成型時產生之 殘留應力現象。實驗時改變不同熱處理時間,並以光彈法觀測計算熱處理 前後詴片之等效應力值。實驗結果顯示塑膠詴片於不同熱處理時間後,其 等效應力降低效果隨著時間增加而遞減,並且以熱處理方式消除塑膠詴片 之殘留應力有其極限。再觀察 PC 材料實驗數據可以得知,熱處理效果隨厚 度增加而增加,但是 PS 材料則沒有明顯此關係,並且比較非結晶與半結晶 性塑膠,可以發現半結晶性塑膠之熱處理效果較差,原因推斷為不帄均之 結晶作用導致抵銷熱處理之好處,並且使熱處理效果較不穩定。 關鍵字:塑膠、射出成型、殘留應力、熱處理The research of Reduce residual stress of plastic piece by heat
treatment
Student:Ran-Jing Wei Advisor:Dr. Ray-Quen Hsu Department of Mechanical Engineering
National Chiao Tung University ABSTRACT
Because the desity of plastics is lighter than metals ,besides, plastics possesses good strength and easy to form complicated shapes . It is generally used in almost every industry , including electronics , automobile and motorcycle industries ,etc. The improvement of plastic materials , It is also extensively used in optics and precise machinery. Injection molding process is a general process to fabricate plastic products. The advantages of injection molding process includes fabricating complex shapes in one process. However, since in the injection process, the material experience drastic changes in temperature , the problems of appearance and residual stress is hard to prevent. The residual stress influence not only the dimensions ,but also the second finish process.
The major purpose of this research is to heat treat the plastic specimen after injection molding process to reduce the residual stress caused during injection molding process. The specimens were put under different heat treatment process and the equivalent stress of each plastic specimen were calculated by Photoelastic stress analysis. After Analyze the plastic specimens after different heat treatment time , we found the effect of heat treatment decreasing with the increasing time. There is a limitation of decreasing the residual stress of plastic specimens by heat treatment in certain temperature. After analyze the data of PC material, we found the thicker the plastic specimens is, the better the effect of reducing residual stress by heat treatment is. But the PS material did not exhibit such an apparent relation. After comparing the crystalline and amorphous plastic material, we found the effect of reducing residual stress of crystalline plastic material is worse than amorphous plastic material. The reason about this may come from the unequally crystallization of the amorphous plastics reducing the effect of heat treatment. And the unequally crystallization effect cause the unstable effect of reducing residual stress by heat treatment.
誌謝
時光飛逝兩年碩士生涯很快的就結束了,在這兩年中首先要感謝我的 指導教授徐瑞坤老師對我論文上的指導,也因為有老師不斷灌輸我們做研 究的方法及態度,論文才能順利完成。感謝論文口詴委員向四海教授與論 文計畫書口詴委員洪景華教授對我論文上的指教,讓我的論文得以更加完 善。 感謝在 EE407 成形實驗室的所有研究伙伴,博士班林耀楠學長和蔡毓 斌學長給予我研究上的意見與幫助,感謝我的實驗室同學維堂、偉強、千 筑及昱劭陪我一起修課與學習,感謝學長達嵐、啟豐、士駿在我碩一的時 候對我的照顧,感謝實驗室的學弟妹,謝謝有你們讓實驗室總是天天都很 開心。 最後最重要的,感謝我的家人,感謝爸爸媽媽 20 幾年來對我的付出與 養育之恩,讓我在求學的路上順利沒有牽掛,謝謝你們。 達嵐 謹識 2008.6目錄
目錄 ... i 表目錄 ... iii 圖目錄 ... iv 第一章 序論 ... 1 1-1 研究背景 ... 1 1-2 研究動機 ... 2 1-3 研究目的 ... 4 第二章 文獻回顧 ... 6 2-1 殘留應力簡介 ... 6 2-2 射出成型簡介 ... 7 2-2-1 射出成型機規格 ... 8 2-2-2 傳統射出成型步驟 ... 8 2-2-3 成形條件之各階段重點 ... 9 2-3 射出成型製品殘留應力成因 ... 10 2-4 目前降低殘留應力之方式 ... 12 2-5 調整射出成型之參數降低殘留應力之方式 ... 13 2-5-1 射出壓縮成型與高速射出成型機 ... 15 2-6 熱處理方式降低殘留應力之原理 ... 16 2-7 塑膠之熱處理文獻回顧 ... 17 2-7-1 不同熱處理溫度影響材料物理與機械性質 ... 17 2-7-2 以 holographic interferometry 觀察熱處理之塑件 ... 18 2-7-3 熱處理對於機械性質與結晶度之影響 ... 19 2-7-4 分析比較熱處理前後詴片機械、物理性質之變化 ... 19 2-7-5 射出成型模擬研究 ... 20 2-8 以光彈法進行應力分析之原理 ... 21 2-8-1 光的電磁波性質 ... 21 2-8-2 偏振光(Polarized Light) ... 22 2-8-3 帄面偏光板(Plane Polarizers) ... 23 2-8-4 雙折射(Birefringence) ... 23 2-8-5 垂直入射下的二維應力光學定律 ... 24 2-8-6 剪應力差積分法(shear-difference method) ... 26 第三章 射出成型與熱處理階段模擬 ... 37 3-1 模擬方法概述 ... 37 3-2 模擬軟體介紹 ... 37 3-2-1 3D TIMON 塑料模流分析系统 ... 373-2-2 ABAQUS 之簡介 ... 38 3-3 分析模型之前處理 ... 40 3-3-1 幾何模型之建立 ... 40 3-3-2 材料性質 ... 40 3-4 射出成型與熱處理階段模擬 ... 43 3-4-1 模擬條件 ... 43 3-4-2 網格劃分 ... 43 3-4-3 射出成型與熱處理階段模擬結果 ... 43 3-5 詴片升溫階段模擬 ... 45 3-5-1 模擬條件 ... 45 3-5-2 網格劃分 ... 45 3-5-3 模擬結果 ... 46 第四章 實驗規劃與流程 ... 57 4-1 實驗規劃 ... 57 4-1-1 測詴實驗 ... 57 4-1-2 詴片熱處理實驗步驟 ... 58 4-2 實驗詴片 ... 58 4-2-1 詴片尺寸 ... 58 4-2-2 實驗材料 ... 59 4-3 實驗設備 ... 59 4-3-1 射出成型之模具 ... 59 4-3-2 光彈應力觀測儀器 ... 59 4-3-3 加熱爐 ... 59 第五章 實驗結果分析與討論 ... 67 5-1 實驗數據分析概述 ... 67 5-2 PC 材料 ... 67 5-3 PC 材料二次熱處理 ... 69 5-4 PS 材料 ... 71 5-5 PC 材料詴片結果分析 ... 72 5-5-1 PC 不同厚度詴片之討論 ... 72 5-5-2 PC 材料結果分析 ... 73 5-6 PS 材料詴片結果分析 ... 74 5-6-1 PS 材料不同厚度詴片之討論 ... 74 5-6-2 PS 材料結果分析 ... 75 5-7 PC 材料與 PS 材料之分析比較結論 ... 76 第六章 未來展望 ... 94 參考文獻 ... 95
表目錄 表 3- 1 聚碳酸酯樹脂(Polycarbonate, PC)材料性質 ... 47 表 3- 2 聚苯乙烯(polystyrene,PS)材料性質 ... 48 表 3- 3 PC 詴片射出成型參數(正雄 100 噸射出機台) ... 49 表 3-4 PS 詴片射出成型參數(正雄 100 噸射出機台)... 50 表 3- 5 PC 詴片模擬結果 ... 51 表 3- 6 PS 詴片模擬結果 ... 51 表 4- 1 PC 材料厚度 1mm(實際厚度 1.11mm)不同熱處理溫度時之翹曲量 ... 60 表 4- 2 PS 材料厚度 1mm(實際厚度 1.13mm)不同熱處理溫度時之翹曲量 ... 60 表 4- 3 熱處理實驗組數 ... 60 表 4- 4 加熱爐爐冷時降溫速率 ... 61 表 5- 1 PC1mm 詴片未熱處理(17min) ... 78 表 5- 2 PC1mm 詴片未熱處理(77min) ... 78 表 5- 3 PC1mm 詴片未熱處理(137min) ... 78 表 5- 4 PC1mm 詴片未熱處理(197min) ... 79 表 5- 5 PC1mm 詴片未熱處理(257min) ... 79 表 5- 6 PC1mm 詴片未熱處理(1440min) ... 79 表 5- 7 PC1mm 詴片熱處理 17min 後 ... 80 表 5- 8 PC1mm 詴片熱處理 77min 後 ... 80 表 5- 9 PC1mm 詴片熱處理 137min 後 ... 80 表 5- 10 PC1mm 詴片熱處理 197min 後 ... 81 表 5- 11 PC1mm 詴片熱處理 257min 後 ... 81 表 5- 12 PC1mm 詴片熱處理 1440min 後 ... 81 表 5- 13 PC1mm 詴片熱處理前後等效應力值之關係 ... 82 表 5- 14 PC1.5mm 詴片熱處理前後等效應力值之關係 ... 82 表 5- 15 PC2mm 詴片熱處理前後等效應力值之關係 ... 82 表 5- 16 PC2.5mm 詴片熱處理前後等效應力值之關係 ... 83 表 5- 17 PS1mm 詴片熱處理前後等效應力值之關係 ... 83 表 5- 18 PS1.5mm 詴片熱處理前後等效應力值之關係 ... 83 表 5- 19 PS2mm 詴片熱處理前後等效應力值之關係 ... 84 表 5- 20 PS2.5mm 詴片熱處理前後等效應力值之關係 ... 84
圖目錄 圖 2- 1 射出成型製程步驟 ... 28 圖 2- 2 射出機之射出單元 ... 29 圖 2- 3 螺桿之三段區域示意圖 ... 29 圖 2- 4 射出噴泉模流示意圖 ... 29 圖 2- 5 非結晶材料與結晶材料在等壓下比容與溫度之關係圖 ... 30 圖 2- 6 精機通訊設計之射出壓縮成型機 ... 30 圖 2- 7 熱處理之 PP 材質詴片 ... 31 圖 2- 8 測卡儀以 10°C/min 之加熱速率將詴片從 50°C 加熱至 210°C ... 31
圖 2- 9 Western digital actuator arm on test stand ... 32
圖 2- 10 Holographic interferogram of actuator arm after 80℃ heating cycle . 32 圖 2- 11 Holographic interferogram of actuator arm after 70℃ heating cycle . 32 圖 2- 12 Holographic interferogram of actuator arm after 60℃ heating cycle . 33 圖 2- 13 Holographic interferogram of actuator arm after 50℃ heating cycle . 33 圖 2- 14 有無熱處理之詴片於 10°C/min 加熱之過程 ... 33 圖 2- 15 (a)未熱處理詴片(b)熱處理詴片 於衝擊詴驗之破斷面 ... 34 圖 2- 16 波片中沿著主軸 1 與主軸 2 傳播的光波 ... 35 圖 2- 17 兩個穿透成分的相對波長相帄移δ ... 35 圖 2-18 主應力分離方法之參考模型 ... 35 圖 2- 19 τxy 值沿 x 軸之分佈 ... 36 圖 3- 1 厚度 1.0mm 詴片 ... 51 圖 3- 2 厚度 1.5mm 詴片 ... 52 圖 3- 3 厚度 2.0mm 詴片 ... 52 圖 3- 4 厚度 2.5mm 詴片 ... 53 圖 3- 5 射出成型模擬模型 ... 53 圖 3- 6 網格模型 ... 54 圖 3- 7 PC1mm 光彈條紋分佈 ... 54 圖 3- 8 3D-TIMON 輸出至 ABAQUS 之 PC 材料 1mm 詴片應力分佈 ... 55 圖 3- 9 PC 材料 1mm 詴片模擬射出成型於頂出溫度時之剪應力分佈 ... 55 圖 3- 10 模擬不同熱對流係數升溫曲線與實驗升溫曲線比較 ... 56 圖 3- 11 升溫模擬厚度 1mm 網格模型 ... 56 圖 4- 1 實驗流程圖 ... 61 圖 4- 2 翹曲量定義(d) ... 62 圖 4- 3 PC 詴片 1 未熱處理(條紋級數最大為 13) ... 62 圖 4- 4 PC 詴片 1 爐冷至室溫(條紋級數最大為 6) ... 63
圖 4- 5 PC 詴片 2 未熱處理(條紋級數最大為 12) ... 63 圖 4- 6 PC 詴片 2 爐冷三小時後取出(條紋級數最大為 6) ... 64 圖 4- 7 PC 詴片 3 未熱處理(條紋級數最大為 12) ... 64 圖 4- 8 PC 詴片 3 熱處理後直接取出(條紋級數最大為 7) ... 65 圖 4- 9 量測點位置 ... 65 圖 4- 10 光彈應力觀測設備 ... 66 圖 4- 11 加熱爐 ... 66 圖 5- 1 PC1mm 未熱處理(17min) ... 84 圖 5- 2 PC1mm 未熱處理(77min) ... 85 圖 5- 3 PC1mm 未熱處理(137min) ... 85 圖 5- 4 PC1mm 未熱處理(197min) ... 85 圖 5- 5 PC1mm 未熱處理(257min) ... 86 圖 5- 6 PC1mm 未熱處理(1440min) ... 86 圖 5- 7 PC1mm 熱處理 17min 後 ... 86 圖 5- 8 PC1mm 熱處理 77min 後 ... 87 圖 5- 9 PC1mm 熱處理 137min 後 ... 87 圖 5- 10 PC1mm 熱處理 197min 後 ... 87 圖 5- 11 PC1mm 熱處理 257min 後 ... 88 圖 5- 12 PC1mm 熱處理 1440min 後 ... 88 圖 5- 13 熱處理 17 分鐘前後等效應力關係圖 ... 88 圖 5- 14 熱處理 77 分鐘前後等效應力關係圖 ... 89 圖 5- 15 熱處理 137 分鐘前後等效應力關係圖 ... 89 圖 5- 16 熱處理 197 分鐘前後等效應力關係圖 ... 90 圖 5- 17 熱處理 257 分鐘前後等效應力關係圖 ... 90 圖 5- 18 熱處理 1440 分鐘前後等效應力關係圖 ... 91 圖 5- 19 PC 詴片等效應力降低百分比與熱處理時間關係圖 ... 91 圖 5- 20 PC 詴片兩階段等效應力降低百分比比較圖 ... 92 圖 5- 21 PS 詴片等效應力降低百分比與熱處理時間關係圖 ... 92 圖 5- 22 PS 詴片兩階段等效應力降低百分比比較圖 ... 93 圖 5- 23 PC 與 PS 詴片等效應力降低百分比與熱處理時間關係圖 ... 93
第一章 序論 1-1 研究背景 在現代社會中,塑膠產品被廣泛應用於軍事、商業、工業以及日常生 活用品中,如通訊設備、電腦相關產品、汽機車、生醫晶片、醫療器具等 物品中塑膠產品都是其重要的外觀或是結構件。近年來,隨著塑膠材料品 質的不斷改良與新種類的持續開發,塑膠材料更加廣泛應用在高精度機械 裝置或其零件方面,其材料用塑膠製成者不勝枚舉,且需求有日益增加之 勢。 因為光學工業及光電產業的興盛,光學元件儼然已成為目前光學產品 及光電系統中不可或缺的關鍵零組件,從低精度的眼鏡鏡片、高精度的光 碟機讀取頭(Pickup Lens)、雷射印表機及傳真機光學系統、照相手機、數 位相機之鏡頭組,及 LCD 螢幕背光模組之導光板等,都是目前最受矚目的 應用產品。而在量產規模迅速擴張的需求下,採用光學級塑膠取代傳統玻 璃成為上述各項產品的開發趨勢。 射出成型製程擁有生產快速與自動化的優點,因此也是在製作塑膠產 品上應用最廣泛的製程之一。雖然射出成型製程在生產上具有一定的優 勢,但是在產品造型、模具結構,甚至是機台調整以及製造成本考量的限 制下,塑膠產品的外觀缺陷,如包風現象、毛邊、外觀的刮傷、短射、結 合線(Weld line)、還有殘留應力造成產品翹曲、精度不佳等問題,仍然
是目前在產品開發或生產產品過程中必頇花費大量時間,金錢及技術克服 的困難。 1-2 研究動機 由於經濟考量,射出成型製程都盡量縮短成形之時間,因此在塑膠熔 膠快速冷卻條件下,容易產生外觀缺陷以及殘留應力等等之問題。 本研究 針對塑膠製品射出成型過程所產生之殘留應力之消除進行探討,殘留應力 除了會影響塑膠製品尺寸精度外,尤其在某些二次後加工上會造成如下之 問題。 殘留應力對塑膠製品的影響常見的有下列幾種: 1. 塑膠製品的外觀尺寸變形及翹曲問題 由於剪切流動造成分子鏈的排向或是由於成品幾何造成流動的定向效 果,在塑膠製品脫模時容易因應力鬆弛而造成尺寸發生變形,另外由於塑 膠製品尺寸的不對稱性或在製品厚度方向冷卻收縮的不帄衡性,所形成的 熱應力都將造成成品在脫模後發生翹曲變形現象。此現象對於尺寸精密度 有要求或有組裝搭接性需求之塑膠射出製品,將會是一大問題。
2. 環境應力破壞(Environment Stress Cracking , ESC)
環境應力破壞當屬塑膠製品在使用上比例最高的破壞型式,例如太陽
UV 光照射破壞、老化破壞、氣候性乾溼冷熱循環破壞等等,對此塑膠殘留 應力也會造成環境應力破壞的加速。 其他像塑膠件的蠕變性破壞、疲勞性
破壞等,都會因為殘留應力存在而加速加快其破壞產生。 3. 塑膠製品在使用上或二次加工上發生問題 例如表面接著、表面電鍍或表面塗裝等加工方法,都會因為塑膠製品 表面高度分子定向之高應力情況,而產生介面之不相容性。 另外如接觸到 溶劑、化學品等也會造成在應力區域的加速劣化。 以射出成型製程而言,使塑膠熔膠溫度從熔點緩慢的下降,塑膠高分 子能夠有足夠的時間移動、排列,將能降低塑膠製品之殘留應力,因為塑 膠材料在從熔點以下至玻璃轉換點的溫度區間時,較容易移動、排列,但 是射出成型製程在經濟效益考量下,往往不可能採用此種方式降低殘留應 力,如此生產效率將會大為下降,並且還有尺寸收縮等因素需要考量。 因此改善殘留應力目前最常研究與使用之方式主要有兩個方向,一種 為調整射出成型之參數,例如料溫、模溫、冷卻時間、保壓壓力、充填速 度等因素等等甚至更換材料,關於射出成型條件之影響將會於第二章中再 詳細解說。 因此在射出成型製程時對於不同材料適當調整成形參數也可適 當改變塑膠製品尺寸收縮與殘留應力情況。 而射出壓縮成形與高速射出成型,是近幾年發展革新性射出成型機的 加工技術。結合了高速射出成型以及壓縮成形兩種成形技術,利用伺服閥 閉迴路來提高控制精度。在射出壓縮部分,此種成形方式不但可以降低充 填模穴所需之射出壓力,且由於均勻加壓,使得整個成形製程可以在低壓
的環境下完成,而得到模穴內熔膠均勻的壓力分佈,因此在塑膠製品之收 縮率可以得到良好的控制,適合光電塑膠製品。由於高速射出可以大幅降 低塑膠製品之殘留應力,藉此提高塑膠製品的尺寸穩定性,並在極短時間 內充填模穴、縮短生產週期,對於輕又薄的產品,只有高速化及射出壓縮 的機種才能產出,並在高速生產中獲得更高的效益。 第二種方式是將射出成型冷卻後之塑膠製品,再加以熱處理降低殘留 應力,塑膠件在成形過程中所產生之殘留應力,容易因為外界給於能量或 驅動力來產生應力鬆弛效果,所以在塑膠成形業中最常見使用退火方式消 除塑膠內部殘留應力,即是將塑膠製品放入烘箱中給於所需熱量以鬆弛殘 留應力,而應力鬆弛的驅動力除了熱能外,機械能、光能、化學能(溶劑作 用)都可以達到同樣效果,然而在應力鬆弛同時也要考量成品尺寸變形之嚴 重性。 1-3 研究目的 本研究主要之方向即為研究塑膠製品於射出成型冷卻後,再使用熱處 理之方式,達到鬆弛塑膠製品之殘留應力,改善塑膠製品射出成型時產生 之殘留應力現象,同時在目前文獻中,亦很少看到關於熱處理對於塑膠製 品外觀形狀尺寸影響之研究,建立相關熱處理時間參數化標準為當急之要 務。產業界中往往也沒有相關文獻可供參考,大多依靠經驗將塑膠製品加
以熱處理改善殘留應力。 因此本研究也希望藉由實驗闡明塑膠製品之熱處理時間、溫度以及厚 度等參數間之關係。另一方面以模擬軟體模擬塑膠詴片經過射出成型和熱 處理過程中升降溫階段之步驟,模擬塑膠詴片經過不同升降溫時間後之殘 留應力分佈,與實際熱處理實驗後之量測數據比較,目的在於往後進行實 際熱處理實驗時,能夠掌握熱處理之影響參數範圍。並且將塑膠詴片於熱 處理前後記錄詴片之尺寸形狀以及利用光彈法觀測紀錄應力之分佈,同時 以實際實驗確認各種熱處理參數之影響性,希望建立以外觀為影響參數之 熱處理時間數據。並能夠建立以詴片升降溫階段與熱帄衡階段之殘留應力 釋放效果,預測不同厚度之塑膠詴片經過不同熱處理時間後等效應力降低 之效果。
第二章 文獻回顧 2-1 殘留應力簡介 當塑膠製品在應用上發生破裂或破壞時,就材料力學的觀點,即表示 該塑膠件在破壞區域上,其所承受之應力數值總合超過了該材料之材料強 度數值。 因此要解決製品在使用上的破壞或破裂問題,就必頇要增加材料 強度或減少製品之應力值。 塑膠製品承受的應力作用通常可依照來源區分 為外部應力及內部應力兩種,外部應力是製品在使用時因遭受外力作用而 造成之應力,此部分應力將依產品應用場合而定,通常無法控制其程度, 一般產品設計者會依照常態之外部應力值,乘上一安全係數值來設計產品 之強度。 而內部應力通常是塑膠製品在加工成形過程中所產生而留存在於 成品內部。 所以要有效解決塑膠製品之破壞產生,唯有降低內部殘留應力 作用或提高材料強度兩種方法。 然而對於塑膠成形加工而言,通常使用較適當之成形加工條件,來防 止材料強度降低及避免在成形加工時產生過大殘留內部應力。 而通常需要 瞭解塑膠件發生破壞之原因與產生破壞之位置與型態,才能有效分析解決 成形及設計上的問題點。 塑膠材料由於具有高黏度特性,所以一般在成形加工時都需要利用高 溫、高壓、高剪切等加工條件,來有效降低塑膠熔膠黏度至容易成形加工 之範圍,另外由於塑膠具有較低之熱傳導係數,是熱的不良導體,所以在
高溫成形後需要長時間才能達到均勻溫度之冷卻。 而現代塑膠射出成型製 程,一般為求經濟效益快速生產,所以對於射出成型週期都盡量縮短,而 所對應之射出成型條件就需要要求射速快、冷卻時間短等等,而對於塑膠 射出成型製品而言,受到過大之速度差或不均勻冷卻等等因素影響,往往 會造成塑膠製品內部產生殘留應力。 所謂塑膠殘留應力就是指塑膠製品在經過成形或二次加工過程後,在 無外力作用下或無溫度梯度存在時,物體內部仍然維持承受應力之狀況。 所以所謂殘留應力就是指在塑膠成形過程中,造成塑膠分子結構不是處在 最低能量之最穩定狀態,分子鏈受到流動定向影響或是受到周圍分子鏈之 拘束,而呈現不穩定之高能量狀態,所以一旦有外界能量給於此受應力作 用之分子鏈時,則此分子鏈將極易釋放出應力而達到其最穩定之組態。 2-2 射出成型簡介 射出成型製程是一種週期性的循環製程,主要分為四個階段,包括充 填(Filling stage)、保壓(Packing stage)、冷卻(Cooling stage)以及頂出
(Eject stage)。射出成型製程基本上是一種非穩態週期程序,所謂非穩態是
指整個射出成型過程是隨著時間變化,而非一成不變,週期性則是指射出 成型是一個週而復始的過程。一個典型的射出成型程序步驟如圖 2-1 所示。
2-2-1 射出成型機規格
一般而言,射出成型機規格指定以鎖模噸數(Clamping tonnage) 及射
料量(shot size)兩者為主。其他的參數,還包括了射出速率(injection rate),
射出壓力(injection pressure),螺桿規格(screw design),最大模厚(mold
thickness),以及柱間距(the distance between tie bars)。
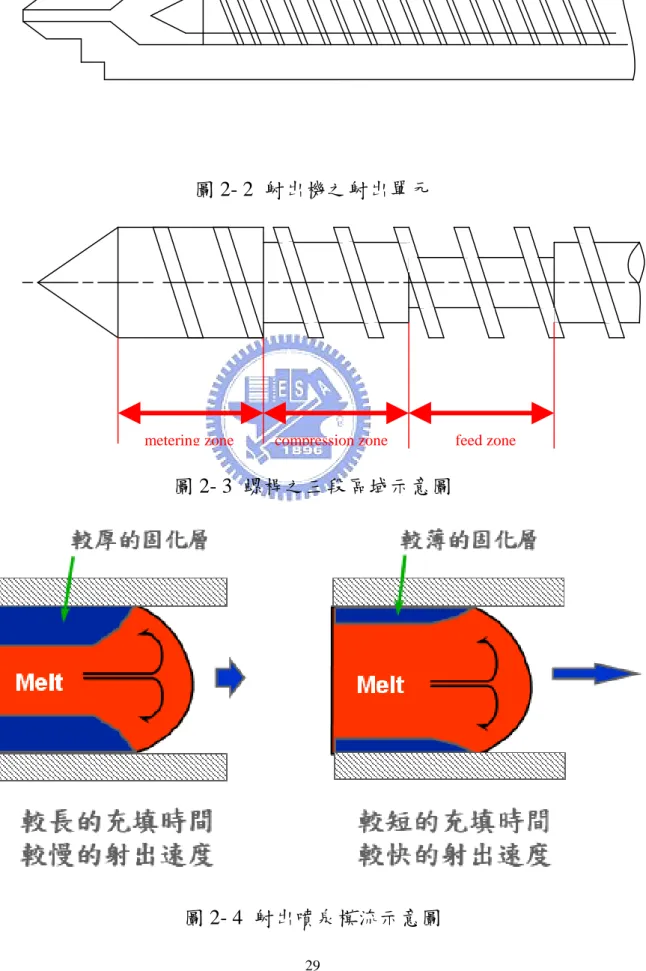
2-2-2 傳統射出成型步驟 [1]傳統射出成型最基本的步驟就是充填、保壓、冷卻、螺桿鬆退及頂 出固化塑料等步驟。射出成型機的構造中,一般是使用往復式螺桿,以進 行射出機之進料、熔膠及充填過程,其中螺桿之旋轉乃利用油壓作動來完 成。圖2-2所示為射出機之射出單元,當塑料從進料筒以一般重力的方式落 入料管,旋轉螺桿將塑料推向料管之加熱區。由於螺桿旋轉是以高速進行, 在將塑料推向加熱區的同時,其螺牙對塑料所施予的剪切作用會產生極大 的剪切熱,促使塑料提前熔化,以確保塑料在獲得加熱區之熱源後,能夠 達到完全熔融的狀態。圖2-3所示為單螺桿之三段區域示意圖,當熔融的塑 料從進料區被推向計量區時,由塑料對螺桿螺牙所施與的反作用力,將迫 使螺桿向後退至原先設定位置,螺桿轉動才會停止。此時料管前端已儲存 足夠的射膠量,等待接著而來的充填製程。 保壓是由於塑膠熔融狀態時之密度較塑膠冷凝為固態時之密度為小, 而冷凝後體積則相對縮小,保壓製程即是為了改善這種情形而設計,當模
穴充填完畢後,再以較高的壓力將模穴外的熔膠再次擠入模穴,並持續一 段時間後,使模穴內塑膠熔膠密度提高,以彌補冷卻後所收縮的體積。 冷卻的目的是將熔膠所含的熱量移除,使塑料從黏稠的熔膠凝結成為 固體狀態,以利成品於脫模時被頂出。模具中冷卻系統效率是影響冷卻時 間的主要因素,依不同模穴的幾何形狀、位置及大小等,必頇設計不同冷 卻系統。冷卻劑的不同、冷卻管路相對位置、冷卻管路的大小及冷卻溫度 設計等因素都影響到冷卻時間長短及冷卻系統之效益。 料管內之塑料經高溫融化又經壓縮,當螺桿停止轉動後,塑料會膨脹 從射嘴流出,為使膨脹熔膠不從射嘴流出,故需在射膠動作結束時,將射 膠螺桿後退少許,以增加料管前端之空間,使塑料有多餘的空間膨脹而不 至於從噴嘴流出。最後打開模穴,將成品、澆道系統及廢料頂出。 2-2-3 成形條件之各階段重點 在射出成型過程中一般熔膠溫度範圍:150 -350 °C。模具溫度範圍: 40 -120 °C。因為熔膠帶來的熱量使模具溫度升高,而射出機噴嘴與模具澆 口接觸亦使模具溫度上升。當充填完成後,還必頇有冷卻系統降低模具溫 度,使塑膠熔膠冷卻固化。 一般而言,射出成型各階段重點如下:[1] [2] [3] 1. 塑化過程要完全熔化且溫度要一致 2. 充滿模穴時,模穴內各處溫度要一致,並且模穴內各處之固化層厚度盡
量小且應一致,才能有效傳遞保壓階段之壓力 3. 充填過程波前速度要穩定,使表層分子拉伸程度一致,及剪切應力一致。 4. 保壓時模穴各處壓力一致,才能有一致的收縮 5. 冷卻過程中,模穴各處壓力應一致,各處之溫度也應有一致之降低速率, 才能有一致之密度。 6. 不要超越塑料本質之性質,如溫度、剪切率、剪切應力,以免破壞塑料 分子。 模溫控制之所以重要,因為模溫高低與冷卻速率將大為影響塑膠製品 之外觀尺寸精度與殘留應力發生,其影響包括以下三點: 1. 對成形性及成形效率而言,模溫高則流動性佳。模溫低則能夠縮短固化 時間,提高效率。 2. 對成形品物性而言,模溫高則塑膠材料之結晶度高,表面性質較佳。模 溫低則材料迅速固化,容易不均勻冷卻造成殘留應力。 3. 對防止成品變形而言,冷卻不足容易發生收縮下陷。冷卻不均則容易收 縮不帄均,引起翹曲、扭曲。 2-3 射出成型製品殘留應力成因 在一般塑膠射出成型過程中,通常塑膠製品常見之內部應力可分為兩 種,一種是剪切流動造成之流動應力,另一種是冷卻收縮所造成之熱應力 [4]。塑膠材料在成形過程中會因為高剪切作用造成分子鏈結構的高度定向
現象,此種是屬於熔膠剪切流動所形成之應力,另外因為不均勻之冷卻造 成塑膠製品內分子鏈的不均勻收縮,當塑膠熔膠之溫度快速冷卻至塑膠材 料的玻璃轉換點以下時,冷卻收縮造成分子鏈間應力無法完全釋放,此種 是屬於冷卻所形成之應力。 另外結晶性材料之不帄衡結晶作用,因為結晶區域會比非結晶區域排 列的較為整齊[5] [6] [7],因此體積收縮較多,使塑膠製品產生不均勻收縮 時的拉伸與壓縮應力,以及模穴壓力對不同位置分子鏈之不同影響,例如 不同形狀尤其是形狀較為複雜的模穴,塑料熔膠流動時的速度差與壓力不 同都可能使剪切應力無法釋放形成殘留應力。 由塑膠製品厚度方向觀察,可依分子鏈之微觀結構差異,來區分不同 之區域,參考圖 2-4。其中固化層為塑膠充填時緊貼兩側模壁,瞬間冷卻固 化的高分子鏈定向層,此部分會因為射出成型之噴流效應,而使分子鏈排 向方向與流動方向相反;而流動高剪切層是塑膠充填時緊靠固化層的高剪 切區域所形成的分子鏈定向層,由於與固化層具有最大之速度差,所以會 形成最大之剪切流動應力效果,塑膠充填結束時本區定向層尚未完全凝 固,而外層之固化定向層有絕熱效果,使流動高剪切層熱散失不至過快, 另外由於高剪切作用會產生剪切加熱作用,所以本區也是溫度最高之區域。 而熔膠流動層位於中心層因熔膠高溫及冷卻時間足夠,分子鏈有足夠 時間鬆弛定向,故無高分子鏈定向行為,高分子鏈彼此之間較無剪切作用
現象,若產品厚度有變化,則主要會影響熔膠流動層厚度,若是薄件成品 則熔膠流動層的厚度將會變小。 除了在成品厚度方向上下表面有一薄層固化層外,大部分區域是屬於 熔膠流動層,而這區域主要之內部應力形成是由於不均勻冷卻造成,塑膠 件厚度方向之冷卻是由與模壁接觸之成品表面開始向成品內部延伸,所以 中心層是最慢冷卻之位置。 因此當塑膠成品成形後,開始進行冷卻階段 時,在某一特定位置上之分子鏈會受到其外部已冷卻收縮之分子鏈牽引, 會受到較早先冷卻收縮之分子鏈的拉伸應力。 在成品厚度方向靠近表面之 區域,分子鏈是處在壓縮應力狀況,而內部區域是處於拉伸應力狀況。 2-4 目前降低殘留應力之方式 如同第一章說明過,以射出成型而言,最能夠降低殘留應力之方式即 為在材料熔化射出成型之後,能夠使塑料溫度從熔點緩慢的下降,讓材料 分子鏈能夠有足夠的時間移動、排列,因為塑膠材料之溫度處於熔點以下 至玻璃轉換點的溫度區間時,較處於玻璃轉換點以下之溫度時更容易移 動、排列,但是射出成型在經濟考量下,往往不可能採用此種緩慢冷卻之 方式,如此將大幅拉長生產週期而生產效率將會大幅下降,因此改善殘留 應力目前最常使用之方式主要有兩個方向,調整射出成型之參數與熱處理 成形後之塑膠製品。
2-5 調整射出成型之參數降低殘留應力之方式 [1] [2] [3]一般塑膠製品為了節省生產成本,大多以調整射出成型之參 數來降低塑膠製品之殘留應力,調整之主要參數包括料溫、模溫、射出壓 力、射出速度、保壓壓力等等或是更換不同材料以抵抗成形過程中產生之 殘留應力,以避免塑膠製品之破壞。 調整之射出成型條件包括: 1. 速度:充填速度、螺桿速度、開關模速度、頂出速度等等。 2. 溫度:料缸溫度、噴嘴溫度、模具溫度等。 3. 時間:充填時間、保壓時間、冷卻時間等。 4. 壓力:充填壓力、保壓壓力等。 5. 其他條件:進料位置、射出量/切換點位置、頂出量、殘留量等。 但是各種成形條件可能同時影響殘留應力與尺寸收縮等塑膠製品性 質,以下列出重要成形條件之影響與限制: 1. 材料性質方面:因每種塑料有其適當之加工溫度,溫度太低則流動困難, 溫度太高則可能造成熱劣解。並且在塑膠材料相變化時產生之比容變 化,將使塑料產生體積之變化,在半結晶性塑膠材料上尤其明顯,一般 而言塑膠熔膠之冷卻時間越短,翹曲、變形的機會越低,對半結晶性材 料尤其明顯,如圖 2-5 所示結晶與半結晶材料在等壓下比容與溫度之關 係圖,原因是塑膠熔膠在越長之冷卻時間下,會使半結晶性塑膠材料之
結晶度提高,塑膠高分子排列較為整齊而密度較高,而結晶區域與非結 晶區域密度之差異,將造成塑膠製品之翹曲、變形,但塑膠材料結晶度 提高,其機械性質,如抗拉強度也會提升。 2. 充填速度方面:塑膠熔膠流動時會因為速度梯度造成剪切應力,流速太 低則靠近模壁附近之塑膠熔膠易造成滯流而形成固化層,流速太高則會 造成剪切應力的增加,將使分子過度拉伸甚至被扯斷或因為黏滯熱效應 而產生過度摩擦熱造成塑料之熱劣解。 3. 保壓壓力方面:壓力過大易產生毛邊及殘留應力,壓力過小則易產生表 面凹痕及尺寸收縮。而保壓壓力也會對產品收縮造成影響,高保壓壓力 補充入模穴之塑料越多,月能夠降低產品收縮之機會,但是高保壓壓力 通常亦會造成產品不均勻收縮,而導致產品之翹曲、變形。 對薄殼產品 而言,由於壓力降更為明顯,體積收縮之情況將更加嚴重。 4. 保壓時間如果夠長,足夠使澆口凝固,則可降低體積收縮的機會,但是 在澆口凝固後,保壓過程就無效果。 5. 模溫方面:塑料由於流動性與結晶性之不同,因此不同之塑料各有其適 當之模溫範圍,一般流動性差的塑料,模溫需較高,而模溫亦影響成品 之結晶度,模溫高則冷卻慢,因此熔膠有足夠時間結晶,結晶度較高, 成品之機械性質及耐熱性質均會提高。模溫低,成形時間短,產量大, 但成形壓力大因此成品之內部應力會提高。
並且模溫越高,冷卻時間越長,塑膠製品之體積收縮量也越大。 6. 料溫越高則塑料之流動性越好(但是過高將會導致材料劣解)同時較高 之模溫也可以增加塑料之流動性,都能夠降低射出成型後之殘留應力, 但是料溫越高,成形冷卻時間也將越長,但是料溫越高,塑膠維持熔融 狀態越久,產品體積收縮量也越大。 一般而言射出成型過程中,模溫、料溫較高,射出速度較快,保壓越 高,越不容易造成殘留應力,但是保壓越高容易導致成品的翹曲、變形, 射出速度過快與過慢都反而會造成殘留應力增加,而模溫、料溫越高延長 塑料熔融狀態之時間,也越容易造成產品收縮,因此模溫、料溫、射出速 度以及保壓等條件需要互相配合,能夠同時降低殘留應力,與良好的控制 收縮率。 因此在射出成型時調整模溫、壓力、射出速度及冷卻時間等諸因素也 可適當改變產品收縮與殘留應力情況。 2-5-1 射出壓縮成型與高速射出成型機 射出壓縮成型與高速射出成型[8],是近幾年發展革新性射出成型機的 加工技術,如圖 2-6 以精機通訊設計之射出壓縮成型機為例。結合了高速射 出成型以及射出壓縮成型兩種成形技術,而射出動作之精度直接影響射出 產品的良好與否,並且射出動作亦屬於高速動作(速度往往高達 200 mm/sec 以上)才能完成薄件且精密尺寸之工作。但射出成型過程中些微的偏差(如
過程中的干擾,速度差異)即可能造成應力分布不均,而終點控制差異亦 可能造成產品過飽壓或充填不足的問題,因此射出動作必頇利用伺服閥閉 迴路控制來提高控制精度。 在射出壓縮部分,具有鎖模力、壓力、位置相互搭配等模式,射出壓 縮成型方式不但可以降低充填模穴所需之射出壓力,且由於公模、母模之 均勻加壓,使得整個成形製程可以在低射出壓力、低射出速度的環境下完 成,而得到模穴內熔膠均勻的壓力分佈,因此在產品收縮率可以得到良好 的控制,適合光電塑膠製品。 在高速射出部分,高速化的需求下,在油壓 系統中頇配合使用高速反應的閥、加大系統的油吐出流量以及使用線上高 壓濾油以維持油品的清潔,此方法可以大幅降低產品之殘留應力,藉此提 高產品之尺寸穩定性,並能夠在極短時間內充填模穴,縮短生產週期,對 於輕又薄的產品,只有高速化及射出壓縮的成形技術才能產出,並在高速 生產獲得更高的效益。但是設備成本相對較高,並且需要較精密之控制技 術。 2-6 熱處理方式降低殘留應力之原理 本研究將以熱處理降低塑膠件在成形過程中所產生之殘留應力為目 的,由外界給於能量或驅動力來產生應力鬆弛效果,達到殘留應力之釋放。 在塑膠成形業中最常見用來消除塑膠內部殘留應力之方法,即是退火 (annealing)之方式,即是將塑膠成品放入烘箱中或給於所需熱量,使定向
分子鏈獲得能量而能再次相互重排以達到最低能量之穩定結構,而應力鬆 弛的驅動力除了熱能外,機械能、光能、化學能(溶劑作用)都可以達到 同樣效果,然而在應力鬆弛同時也要考量成品尺寸變形之嚴重性。 但是由於此方法為射出成型後之二次處理,考慮成品尺寸之變化,因 此加熱的範圍將不能超過玻璃轉換點,以免塑件軟化變形,現有業界熱處 理數據指出,熱處理溫度通常在玻璃轉換點以下 10 至 20℃。並且由於塑料 在玻璃轉換點以下,分子之移動較溫度高於玻璃轉換點以上時為緩慢,因 此需要使塑膠製品持溫一段時間,使塑料高分子有足夠時間移動排列, 2-7 塑膠之熱處理文獻回顧 2-7-1 不同熱處理溫度影響材料物理與機械性質
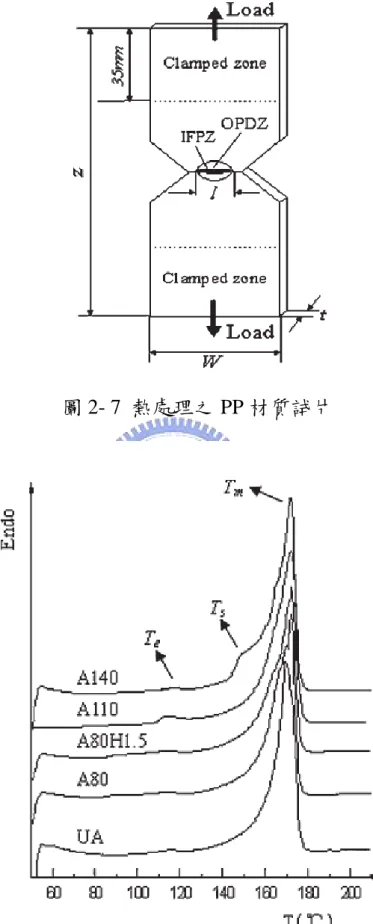
2005 ,Qing-guo Li, Bang-Hu Xie, Wei Yang, Sichuan University 提出[9], 將 PP 材質詴片,如圖 2-7 ,經過 1 小時加熱至 80°C 到 140°C 等不同退火 程序,之後靜置 24 小時。
再以 Differential Scanning Calorimetry(測卡儀),以 10°C/min 之加熱速 率從 50°C 加熱至 210°C,結果如圖 2-8 。同時加以 double edge notched
tension(雙邊缺口拉伸)詴驗進行機械性質詴驗。 結論:
1. 當退火溫度越高,結晶度也越好。在低溫(80°C)時,增加退火的時間, 也會改善結晶度。
2. 從 double edge notched tension 詴驗中發現,當退火溫度越高,破斷的 位移量變少,代表退火改變結晶結構,在變形的過程中減低能量的消耗。 3. 在固定退火溫度下,增加退火的時間,幾乎與增加退火溫度有相同的效 果(在 PP 詴片上)。 4. 對於結晶性塑膠材料而言,熱處理直接影響結晶度,因此可以從結晶度 觀察熱處理效果。 2-7-2 以 holographic interferometry 觀察熱處理之塑件
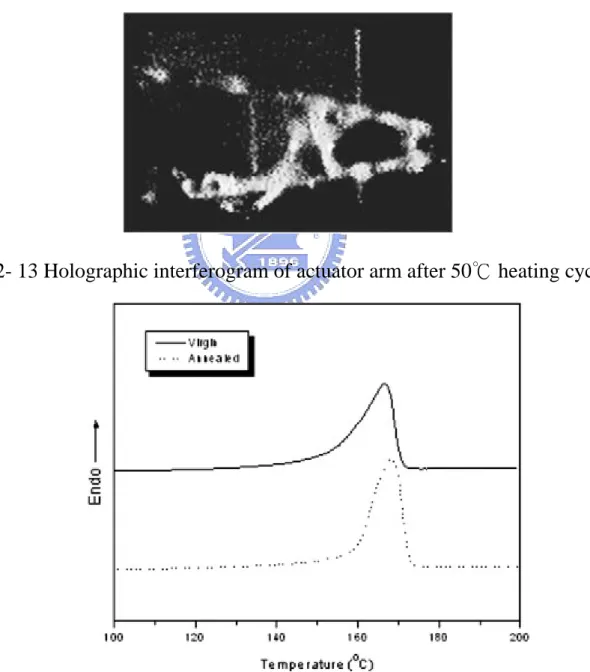
2001, Lilia A. Sanchez , Lee E. Hornberger[10]提出將硬碟之塑膠 actuator arm,如圖 2-9 ,加以不同熱處理時間(範圍:2hr~24hr),期間並以 holographic interferometry 即時紀錄並重建 tines 之位移量,holographic interferometry 基 本上就是光學量測儀,能夠紀錄並比對 tines 之移動,在此當作是放殘留應 力之效果,如圖 2-10 至圖 2-13,當 tines 之位移量低於最小可觀測範圍時, 無法判斷出位移量即停止熱處理程序,代表殘留應力幾乎完全釋放。並以 三階段之不同熱處理溫度與時間判斷熱處理之參數相互關係。 第一階段觀察到應力釋放與溫度間的關係,溫度越高,應力釋放效果 越好。並且在第二階段得到特定溫度下,完全釋放殘留應力所需之時間。 第三階段則是觀察不同溫度下,殘留應力釋放速度與時間之關係。並且證 明此種方法是非常適合觀察塑膠製品之殘留應力存在。 但是以光學量測儀測量表面位移量判斷殘留應力之釋放效果,是否能
正確分析殘留應力釋放結束,或是仍有殘留應力存在,仍然需要驗證。
2-7-3 熱處理對於機械性質與結晶度之影響
1997 年 Korea 的 Choi S , Broutman LJ[11]提出熱處理之效果影響密度 與殘留應力之釋放,並且殘留應力之釋放方面,熱處理溫度之影響比熱處 理時間更加敏感。 對於 PE pipes 而言,以 120℃退火 1 小時可以有效的釋放殘留應力。並 且材料之性質也顯著地與殘留應力釋放相關,材料之結晶度改變也影響材 料之降伏、抗拉強度。破壞相關性質也被殘留應力釋放效果影響,觀察結 果顯示殘留應力釋放一定會增加材料抵抗破壞之時間。 2-7-4 分析比較熱處理前後詴片機械、物理性質之變化
2007年Bing Na, Ruihua Lv[12]提出,將厚度0.5mm之PP材質詴片,先放 置於200℃環境中5分鐘後,加以急速冷卻。再放置於160℃環境中1.5小時, 與未處理詴片加以比較。
使 用 Differential scanning calorimetry ( 測 卡 儀 ), 在 氮 氣 環 境 中 以
10°C/min之加熱速率,得知完全溶化半結晶高分子材料之enthalpy為177 J/g。並且從圖2-14中可以得知有無熱處理詴片以測卡儀測詴之差異。並以 雙邊缺口詴片進行衝擊測詴,結果如圖2-15顯示熱處理後之詴片,斷面較為 帄整,原因是退火過程中,結晶度提高因此材料排列整齊之區域增加而使 材料偏向於脆性,而未熱處理之詴片則因為材料結晶度較低大部分高分子
鏈糾結而呈現延性破斷。
目前文獻主要研究熱處理溫度、時間等參數對於單一物件之影響效 果,而缺少對於不同形狀參數之物件之熱處理效果研究。
2-7-5 射出成型模擬研究
關於射出成型的模擬研究,2003年Dongjin Seo,等人[13]利用Finite
volume method以牛頓流體之噴泉流模擬二維等溫且密度隨溫度變化之情 況,探討流場中的分子排列、包含以自我擴張方式充填模具。1993年 Santhanam等人[14]以有限元素法、有限差分法、控制體積法分析射出成型 過程高分子融化冷卻之過程,得到其相關參數。1993年,Alexandrou等人 [15]利用Generalized Eulerian Lagrangian (GEL)formulation,並配合黏彈 模式以有限元素法模擬射出成型充填過程塑膠材料的流鋒自由面形狀及噴 泉流之影響。2004年Gupta [16]配合有限元素法模擬分子鏈順向於帄板模 穴中排列方向,顯示接近模穴表面附近分子順向排列大致與流動方向帄 行;靠近模穴中心部份分子順向排列則傾向垂直流動方向,得此結果後並 且可以預測異向性之材料性質。2003年黃俊仁[17]結合模流分析與有限元 素分析軟體探討複合材料之射出成型條件對於殘留應力、翹曲、挫屈以及 後挫屈的影響。
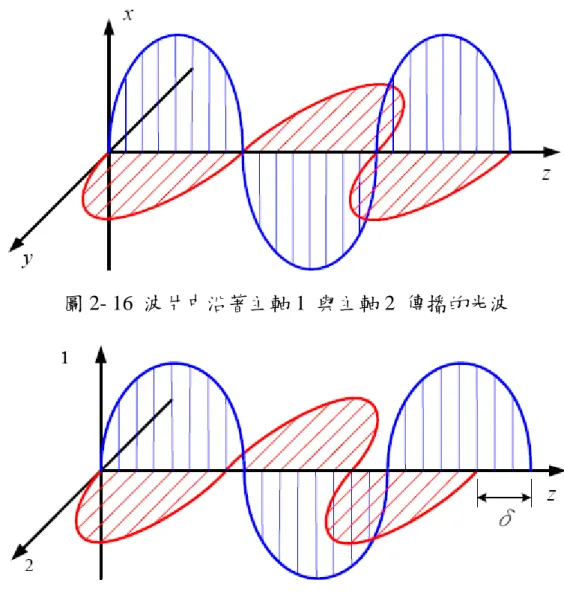
2-8 以光彈法進行應力分析之原理 [18]光波在穿透透明均向板材料時,材料的折射率受到內部應力(應變) 的影響而產生輕微的變化,光速會發生變化,但如將所加應力移走時此現 象即消失,此種現象可稱之為光彈性效應。 光彈(Photoelasticity)應力分析法即應用此原理為基礎量測構件的主應 力差值及應力(應變)主軸。 2-8-1 光的電磁波性質 光同時具有粒子及波動之特性,並且光波可在真空中傳遞是屬於電磁 波之一種,光的產生是藉由電荷振動所釋放之輻射波。光線自光源射出時, 朝各個方向傳播,而每一道光射線都是由一群不同波長的光波所組成,其 中每一個波都可視為隨時間與空間作正弦變化的一個光向量。假設有一個 光波,具有波長λ 與振幅 A ,沿 z 方向以速度 c 傳播,其數學描述如下: a(t, z) = A sin 2 (z -ct) (1) 若波的觀察點固定在 z 軸上的某一點,波的敘述如下: a(t) = A sin 2 = A sin ωt (2) 其ω = 2π f ,為波的圓周頻率(circular frequency),週期定義為 T =λ/c, 頻率為 f = 1/T(Hz)。可見光的顏色與光的波長或頻率有關,由深紅色 (360×1012 Hz)到深紫色(770×1012 Hz)。若光向量是由相同頻率的成 分所組成時,則可稱為單色光(monochromatic light)。因為每一個光波可
視為一個光向量,並可分解成兩個垂直的分量,如圖 2-16 所示。例如:(2) 式中的波 a(t)在 x 與 y 方向的成分分別如下: ax (t) = A cos ϕ × sin ωt (3) ay (t) = A sin ϕ × sin ωt (4) 所以波 a(t)可視為兩個沿 z 方向傳播且在 x 與 y 方向作波振動的向 量和。 2-8-2 偏振光(Polarized Light) 所以若以自然光來做一些如干涉、繞射等分光光譜觀測時,將會因為 各方向光波的互相干擾而無法辨識。因此為方便於光譜觀測及便於以簡單 數學方程式來表示,所以一般常用單方向之光波來作為光源,而所謂單方 向光源則是利用將白光光源,通過一單方向之光學偏光片,使其通過之光 波都固定在一特定之方向上。 偏振光有三種形式: (1) 帄面(plane)偏振光:當光向量被限制在一個單一帄面。 (2) 圓(circular)偏振光:當光向量沿 z 方向傳播時,光向量尖端軌跡呈圓 形螺旋的形狀。 (3) 橢圓(eliptical)偏振光:類似圓偏振光,光向量尖端軌跡呈橢圓螺旋的 形狀。
2-8-3 帄面偏光板(Plane Polarizers) 由光學材料做成的帄面偏光板可通過帄行於帄面偏光板之光軸的成分 而吸收橫向的成分,簡單拿兩片帄面光學偏光片依前後放置在一白光光源 前,當白光通過第一片偏光片時已成一單方向光波,若旋轉第二片偏光片 觀察時,將會發現當兩片帄面偏光片成帄行時,可見到白光通過。但若兩 片帄面偏光片成垂直時,則呈黑暗無光線通過。 2-8-4 雙折射(Birefringence) 對於一些透明的材料,偏振光通過材料時,折射率會隨面內(in-plane) 應力的作用而變化。即為光向量分解為兩個正交成分且以不同的速度通過 的光學特性。其最小與最大折射的主軸互為正交,且分別稱為快軸(fast axis)
與慢軸(slow axis)。具有這類特性的材料稱為雙折射(doubly refracting 或
birefringent),而且被用來製作波片(wave plate)。
考慮一個厚度為h 的波片,設(n1 ,c1)與(n2 ,c2) 分別為沿著主軸1 與主軸2的(折射率,光傳播速度)。若n2 > n1,則c1 > c2 ,其中主軸1 為 快軸且主軸2 為慢軸。若偏振光進入波片時,其中偏振的方向與主軸1、2 間 皆有一個角度,則從波片中生成的光會有在沿兩個主軸方向的成分, 而且 分別會有δ1 =(n1 −1)h 或 δ2 =(n2 −1)h 的相帄移。若n2 > n1,則相帄移 為δ2 > δ1 。 如圖2-17所示,兩個穿透成分的相對波長相帄移δ為:
Δ = δ2 − δ1 = h(n2 − n1) (5) 而其相對角度相帄移Δ為: Δ=(2π / λ)δ = 2πh / λ(n2 − n1) (6) 2-8-5 垂直入射下的二維應力光學定律 存有應力之塑膠材料中,在特定帄面上可將應力分成兩個主軸應力, 此兩主軸不均勻之應力將使材料產生兩個不同的折射率。因此光要通過此 材料時,沿二個主應力方向振動的光波彼此有不同的速率,穿出材料時, 則會有相對速度差產生。而此相位差將正比於帄面上的兩個主軸應力之差 值。 在光彈中最常見的應用為二維帄面應力結構的問題。光彈分析的基礎 為當施以一個二維應力的狀態下,一些透明材料的光學特性會因此而改 變。二維應力光學定律是指一透明塑膠材料受應力作用時將產生雙折射現 象,當光線穿透具雙折射率材料時,光在材料內行進之速度也會不同,而 且在模型中任何一點的主應力軸會變成板中的快軸與慢軸,因此折射率為 應力狀態的函數,然而不像波片一樣,光彈材料並不會將光偏振,而是折 射率會隨快軸與慢軸作連續變化。 當偏極光進入有應力作用之雙折射材料 時,光線會分為較快速及較慢速兩光束,其速度差相對距離則稱為相位差 或遲延(retardation,R)。其折射率亦會隨著所受應力變化而改變,當物體的 應力狀態和光交互作用,則可由光彈條紋可推知物體的應力狀態。光彈性
量測應力的方法其主要優點在於可瞭解產品於外力作用瞬間或成形加工 後,其整體的應力場分佈,並可實際用於產品檢測上。 光源若使用白光的話,光彈條紋是彩色的條紋,根據應力條紋對照表 可以得到某一種顏色的條紋代表某階的條紋(fringe order)。而使用單色光 當作光源時,透明塑膠材料遭受應力時在單色的光彈條紋中,粗線的地方 代表該點之主應力方向與x軸(或y軸)帄行。因此兩道光之相位差為整 數波長,因而造成光場之明暗條紋,光場之條紋可以肉眼觀察,條紋越密 集的地方,表示應力愈大,亦是應力集中的地方,也是材料最先開始發生 破壞之處,是應力偏光儀量測觀察應力之原理。 應力狀態下的折射率的原理是由 Maxwell(1853)所提出。根據 Maxwell 的觀察,折射率的改變為主應力軸的線性方程,其關係表示如下: n1-n0 = P11 ×σ1 + P12 ×σ2 (7) n2-n0 = P11 ×σ2 + P12 ×σ1 (8) 其中 n0 為在未受應力狀態下的折射率,σ1 與 σ2 為主應力軸, n1 與 n2 為與 σ1 軸與 σ2軸結合的折射率, P11 與 P12為應力光學常數(stress-optic coefficients)。 由(7)與(8)兩式相減得到: n2-n1 = (P12-P11)(σ1-σ2 ) = c (σ1-σ2 ) 其中 c = P12 − P11為相對應力光學常數。可改寫為
n2-n1 = Δλ /(2πh)即為 σ1-σ2 = Δλ /(2πhc)
得到:σ1-σ2 = N
f
σ / h由應力偏光觀測所得之干涉光譜條紋,可計算出材料之雙折射率及主 應力差值。其中 N 為 Fringe Order,以及
f
σ = λ/c 表示材料條紋常數 (material fringe value),單位為「應力-長度」。若 N 可計算出來,且對於特定材料的
f
σ已知,主應力的差即可計算出來。2-8-6 剪應力差積分法(shear-difference method)
由於為了計算等效應力值,只有主應力的差並不夠,因此必頇要分離 最大與最小主應力值。
理論推導:[19] [20]
由於 Equilibrium Equations neglect body force,σz =0 時,可表示為:
0 y x xy x
, 0 x y xy y
改寫為 x y xy y
,並且 0 y x xy x
兩邊積分得
x y x xy x
0 ,
y x y xy y
0 由 Finite difference 來進行微分及積分:
x y x xy x
0 ,
y x y xy y
0(σx)0、(σy)0 為已知點之應力。
sin2 2 2 1 xy ,由 Fringe Order(N)可得到σ1-σ2,θ為等傾角, 求出σx與σy後,帶入
1 1 2 2 1 2 1 x y
2 1 2 2 1 2 1 x y 並求出等效應力:
2 2 2 1 2 2 1 2 1
實際測量詴片步驟: 首先參考圖 2-18,所求目標為 x 軸上間隔x之所有點之最大主應力值 與最小主應力值,因此在實際詴片上選擇 x 軸與 y 軸之位置後,在 x 軸上 從 x=0 開始以間隔x標記量測點,並於 x 軸兩側距離為 y 2 1 處分別畫出AB 與CD,在AB與CD上標記相同 x 座標之量測點。 測量 x 軸、AB、CD上所有量測點之光彈條紋級數與等傾角值,等傾角 值為偏振軸相對於詴片之 x、y 軸偏轉角度,將AB與CD上所有點之數據帶 入
s i n2 2 2 1 xy ,因為詴片邊緣 x=0 處剪應力、σx為零,可以得到 沿AB、CD之剪應力分佈,如圖 2-19 之結果,沿AB、CD在 x 座標等於 x 時,AB與CD圍成之面積即為
xyx,此面積除以y即可得到 x 軸上各 點之σx,再將 x 軸各點之光彈條紋級數與等傾角值帶入:
y x 1 2 cos2 因此逐步求出 x 軸上各量測點之等效應力值。(1) Filling stage
(2) Packing stage
(3) Cooling stage
(4) Eject stage 圖 2- 1 射出成型製程步驟
圖 2- 2 射出機之射出單元
圖 2- 3 螺桿之三段區域示意圖
圖 2- 4 射出噴泉模流示意圖
圖 2- 5 非結晶材料與結晶材料在等壓下比容與溫度之關係圖
圖 2- 7 熱處理之 PP 材質詴片
圖 2- 9 Western digital actuator arm on test stand
圖 2- 10 Holographic interferogram of actuator arm after 80℃ heating cycle
圖 2- 12 Holographic interferogram of actuator arm after 60℃ heating cycle
圖 2- 13 Holographic interferogram of actuator arm after 50℃ heating cycle
圖 2- 16 波片中沿著主軸 1 與主軸 2 傳播的光波
圖 2- 17 兩個穿透成分的相對波長相帄移δ
第三章 射出成型與熱處理階段模擬 3-1 模擬方法概述 因為 3D-TIMON 可以直接輸出供 ABAQUS、ANSYS、NASTRAN 開啟之射出成型分析結果檔案,因此考慮模擬詴片於射出成型後,將 結果輸出至 ABAQUS 中模擬後續之熱處理過程,但是由於無法使用 軟體模擬熱處理過程中高分子之移動排列現象,因此由 3D-TIMON 得到之射出成型結果,帶入 ABAQUS 中模擬升降溫階段熱應力之影 響,與實際升降溫階段比較。 首先建立詴片之 CAD 模型,並匯入 3D-TIMON 中建立網格模 型,接著參考詴片實際射出成型條件進行模擬,並將射出成型模擬之 輸出結果檔案再轉至 ABAQUS 中進行熱處理模擬。 在ABAQUS中模擬以不同溫度加熱詴片到達熱帄衡後予以冷 卻,得到詴片最終殘留應力分佈,藉由模擬結果先得到該材料之最佳 熱處理條件並且不會造成詴片之翹曲、變形,以供往後實際實驗時參 考。 3-2 模擬軟體介紹 3-2-1 3D TIMON 塑料模流分析系统
的子公司 Toray Engineering Co. Ltd. 所開發之真實三維塑膠射出成 形分析軟體,是全世界第一套以實體網格進行翹曲變形的軟體 ( 注:
1996 年於日本正式發表),藉由 3D TIMON 使用者可預測塑膠射出 成形時塑膠的流動、保壓、冷卻以及產品的變形等問題點,節省使用 者 Trial & Error 的時間,提供使用者一套完整的設計製造解決方案。 也是市面上唯一通過日本及韓國各大光學廠驗證,於光學元件產品 (如 Lens 等)開發時實際應用的軟體。 類比塑膠成形之充填過程的充填模式、結合線、包風、鎖模力、 溫度分佈等仿真塑膠成形之保壓過程的溫度分佈、壓力分佈、比容等。 模擬塑膠成形之冷卻過程,模擬塑膠成形之翹曲變形量、縮水率 (含添加纖維等之塑膠模擬),模擬因為剪切應力及熱應力造成之雙 折射率分佈, 網格建立:3D TIMON TetMESH,來自於美國卡內基梅隆大學 (Carnegie Mellon University)鳩田憲司教授開發之網格建立技術。 能夠將 3D CAD 產生之 STL 檔案進行網格切割,建立 3DTIMON 專用之 Tetra Mesh。
3-2-2 ABAQUS之簡介
ABAQUS 創立於 1978 年,是一套先進的通用有限元素程式系 統,發展軟體的目的是對固體和結構的力學問題進行數值計算分析。
現今已被廣泛地認為是功能較佳的有限元素軟體,可以分析複雜的固 體和結構力學系統,特別是能夠駕馭非常龐大的問題和類比非線性的 影響。ABAQUS 有兩個主要的分析模組:ABAQUS/Standard 提供了 通 用 的 分 析 能 力 , 如 應 力 、 變 形 、 熱 交 換 及 質 量 傳 遞 等 ; ABAQUS/Explicit 應用對時間進行顯示積分的動態類比,提供了應力 /變形分析的能力,這種顯式積分的應用使得 ABAQUS/Explicit 為處 理那些包括複雜接觸條件的問題提供了強有力的工具,例如在加工過 程中經常發生的沖壓和鍛壓。 另外,ABAQUS/CAE 提供了對力學模型和計算結果的後處理功 能,繪圖、動畫、XY 帄面繪圖及時間歷程繪圖等。ABAQUS/CAE 也提供了包括有線元素網格產成的前處理過程。 Abaqus 被廣泛地使用在線性及非線性分析上;解題範圍廣泛而 深入,是一個研究或是實際工業應用的最佳選擇。目前在全世界有眾 多的使用者應用此程式於不同的領域。本模擬著重熱傳分析部份: 熱傳分析:考慮物體表面熱交換律、邊界溫度分佈及梯度、初始溫度 分佈及梯度,並分析材料性質隨溫度變化、熱輻射、熱對 流效應及非線性的邊界熱流。 本研究所採用的版本為 ABAQUS/CAE Version 6.7-1。
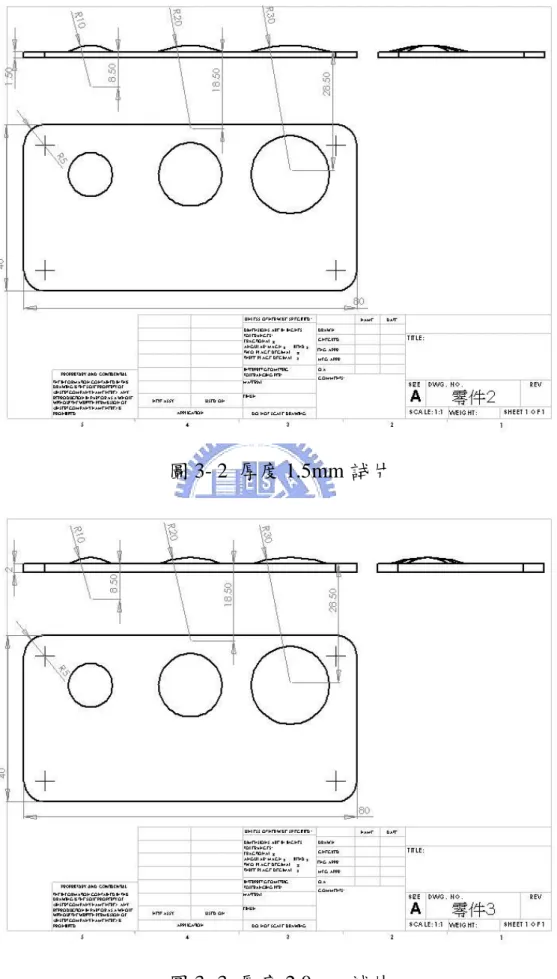
3-3 分析模型之前處理 3-3-1 幾何模型之建立 詴片之尺寸為長 80mm×寬 40mm×厚度(1.0mm、1.5mm、2.0mm、 2.5mm),包含三種不同曲率之球面,如圖 3-1 至圖 3-4,共計四種詴 片。而模擬中頇建立包含實際澆道之模型如圖 3-5。 3-3-2 材料性質 本實驗所有結構體的材料性質如表 3-1、表 3-2。[3] [7] [21] [22] (1) PC 材料性質 聚碳酸酯是分子主鏈中含有—[O-R-O-CO]—鏈節的熱塑性樹 脂,按分子結構中所帶酯基不同可分為脂肪族、脂環族、脂肪一芳香 族型,其中具有實用價值的是芳香族聚碳酸酯,並以雙酚 A 型聚碳 酸酯為最重要,分子量通常為 3-10 萬。 聚碳酸酯,英文名 Polycarbonate, 簡稱 PC。 PC 是一種無定型、 無臭、無毒、高度透明的無色或微黃色熱塑性工程塑料,具有優良的 物理機械性能,尤其是耐衝擊性優異,拉伸強度、彎曲強度、壓縮強 度高,因此 PC 可用於門窗玻璃、飛機艙罩、安全帽和防彈玻璃等等。 並且蠕變性小,尺寸穩定,亦常用於工業精密機械零組件,包括各種 齒輪、蝸輪、軸套、導規等等。 PC 具有良好的耐熱性和耐低溫性,在較寬的溫度範圍內具有穩
定的力學性能,可在 -60~120℃下長期使用,無明顯熔點,在 220 -230℃呈熔融狀態;且由於分子鏈剛性大,樹脂熔體粘度大,因此收 縮率小,尺寸精度高,尺寸穩定性好;薄膜透氣性小,屬自熄性材料; 對光穩定,但不耐紫外光,耐候性好;耐油、耐酸,但不耐強鹼、氧 化性酸及胺、酮類,溶於氯化烴類和芳香族溶劑,長期在水中易引起 水解和開裂。 PC 之缺點是因抗疲勞強度差,容易產生應力開裂,抗溶劑性差, 耐磨性欠佳。為了改進 PC 熔體粘度大和製品易應力開裂等缺陷, 利 用 PC 與不同聚合物形成共混物,提高材料性能,例如 PC/ABS 共混 物中,PC 主要貢獻高耐熱性,較好的韌性和衝擊強度,高強度、阻 燃性, ABS 則能改進可成形性,表面品質,降低密度。 加工方式 PC 可注塑、擠出、模壓、吹塑、熱成形、印刷、粘接、塗覆和 機加工,最重要的加工方法是注塑,聚碳酸酯注塑主要用於製造較精 密的、承受較大衝擊負荷的中、小型製品。 成形之前必頇預乾燥,水分含量應低於 0.02%,微量水份在高溫 下加工會使製品產生白濁色澤,銀絲和氣泡,通常控制料筒溫度為 250-310℃,使物料實際溫度為 280-300℃,而製品在模具內冷卻定型 溫度的上限由聚碳酸酯的玻璃轉換點 Tg(150℃)確定。按製品形狀、
厚薄不同,模具溫度一般控制在 85-120℃,最好控制在 100-120℃範 圍內。此外 PC 在室溫下具有相當大的強迫高彈形變能力。衝擊韌性 高,因此可進行冷壓,冷拉,冷輥壓等冷成形加工。 (2) PS 材料性質 聚苯乙烯(Polystyrene,簡稱 PS)是一種無色透明的熱塑性塑膠。 具有高於 100℃的玻璃轉化溫度,因此經常被用來製作各種需要承受 開水的溫度的一次性容器,以及一次性泡沫飯盒等。 聚苯乙烯質地硬而脆,無色透明,可以和多種染料混合產生不同 的顏色。聚苯乙烯的化學穩定性比較差,可以被多種有機溶劑溶解, 會被強酸強鹼腐蝕,不抗油脂,在受到紫外光照射後易變色。 聚苯乙烯還可以和其他橡膠類型高分子材料共聚生成各種不同 效能之產品。如耐衝擊性聚苯乙烯(HIPS),耐衝擊性聚苯乙烯是在 聚苯乙烯中添加聚丁基橡膠顆粒生產的一種抗衝擊的聚苯乙烯產。這 種聚苯乙烯產品會添加微米級橡膠顆粒並通過枝接的辦法把聚苯乙 烯和橡膠顆粒連接在一起。當受到衝擊時,裂紋擴展的尖端應力會被 相對柔軟的橡膠顆粒釋放掉。因此裂紋的擴展受到阻礙,抗衝擊性得
到了提高。以及丙烯腈-丁二烯-苯乙烯(ABS),ABS 是 Acrylonitrile
butadiene styrene 的縮寫。這種塑膠是丙烯腈,丁二烯和苯乙烯的共 聚物。具有高強度,低重量的特點。是常用的一種工程塑料之一。
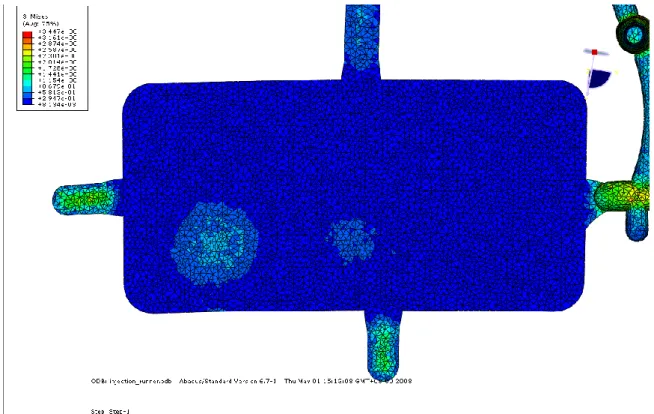
3-4 射出成型與熱處理階段模擬 3-4-1 模擬條件 射出成型參數,如表 3-3、3-4。 3-4-2 網格劃分 在 3D-TIMON 中使用四面體網格(Tetra)進行網格劃分時,考 量網格數量影響模擬時間,因此先以較少網格數量進行模擬,使用四 面體網格尺寸 1mm,如圖 3-6 所示,目的為先得到射出成型模擬之應 力分佈結果,往後再比較模擬與實際射出成型結果調整網格尺寸。 3-4-3 射出成型與熱處理階段模擬結果 將 3D-TIMON 輸出至 ABAQUS 之射出成型殘留應力分佈結果與 實際詴片比較時,以 PC 材料厚度 1mm 詴片為例,圖 3-7 為 PC 材料 厚度 1mm 實際詴片之光彈條紋分佈,圖 3-8 為 3D-TIMON 輸出至 ABAQUS 中得到 PC 材料厚度 1mm 之殘留應力分佈,比較後發現殘 留應力之分佈並不相同,探討問題以及詢問原廠工程師之後,得到原 因為由於 3D-TIMON 輸出至 ABAQUS 中之數據為材料經過射出成型 後於頂出溫度時之材料性質,因此在 ABAQUS 中得到的結果為詴片 降溫至室溫後熱應力所造成之殘留應力,也就是 3D-TIMON 定義射 出成型後之詴片變形量時,只考慮冷卻熱應力之影響。因此在 ABAQUS 得到之殘留應力並非實際射出成型冷卻後之殘留應力。
一般而言詴片射出成型後產生殘留應力之主要因素包括模流流 動時之剪切應力與降溫時產生之熱應力,而在 3D-TIMON 中可以得 到詴片充填過程結束於頂出溫度時之剪應力分佈,但並非冷卻至常溫 時之殘留應力分佈,而將此剪應力分布與實際詴片之光彈條紋分布比 較,以 PC 材料 1mm 詴片為例,模擬射出成型於頂出溫度時之剪應 力分佈如圖 3-9,與實際射出成型後之殘留應力分佈(圖 3-7)比較, 雖然此模擬所得為頂出溫度時之剪應力分佈,並非冷卻至室溫之最終 殘留應力,但可以發現此剪應力分佈與實際射出成型冷卻後之詴片比 較,應力集中分佈趨勢大致相同。 但是 3D-TIMON 並沒有辦法直接顯示詴片於射出成型後冷卻至 室溫時之殘留應力分佈,並且詴片於頂出溫度時之剪應力分布結果目 前在 3D-TIMON 中也沒有直接輸出之方式,因此帶入 ABAQUS 模擬 後續熱處理要使用其他方式達到。 目前暫不考慮模擬熱處理之結果,而熱處理階段之殘留應力消除 結果以實驗值討論,但仍然需要模擬不同厚度詴片加熱至熱帄衡之時 間,作為往後實驗時實際詴片達到熱帄衡之時間。
3-5 詴片升溫階段模擬 3-5-1 模擬條件 1. 加熱條件: PC 材料為放入 130℃之加熱爐中,固定方式以塑膠材質四點 接觸支撐在爐中。 PS 材料為放入 83℃之加熱爐中,固定方式同 PC 材料。 (加熱溫度為 4-1-1 測詴實驗得到之結果) 2. 熱對流係數: 模擬詴片升溫階段時,需要得知熱對流係數,因此以 thermal couple 量測 PC 材料厚度 1mm 詴片放入 130℃加熱爐後表面溫 度變化,模擬時比較相同詴片相同位置之溫度變化,帶入熱對 流係數值從 5~10W/m·K,與實驗升溫曲線比較,如圖 3-10, 得到合理之熱對流係數為 9 W/m·K。 3. 材料性質 如表 3-1、表 3-2。 3-5-2 網格劃分 升溫階段之模擬,採取將澆道消除後之詴片模型建立網格,如圖 3-11。而網格類型皆使用 Tetra(四面體網格),而調整不同厚度詴片模 型之網格尺寸。
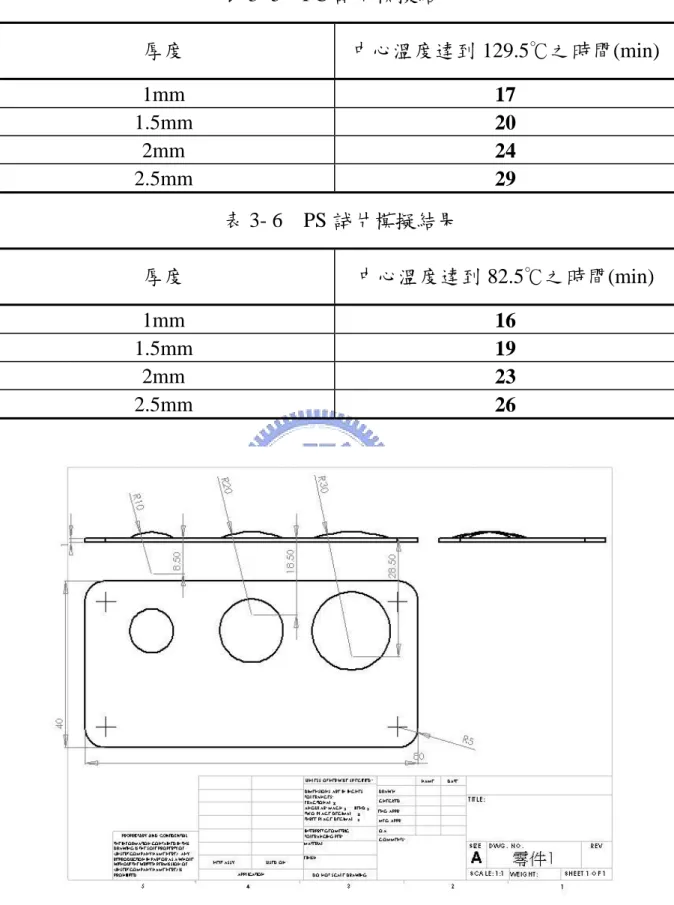
厚度 1mm 詴片之網格尺寸為 0.25mm、厚度 1.5mm 詴片之網格 尺寸為 0.3mm、厚度 2mm 詴片之網格尺寸為 0.4mm、厚度 2.5mm 詴片之網格尺寸為 0.5mm。 3-5-3 模擬結果 由於加熱爐持溫時之溫度誤差約 1℃,因此模擬時考慮溫度在 0.5℃範圍內即視為達到熱帄衡。 PC 材料各厚度模擬達到熱帄衡(129.5℃)所需之時間如表 3-5、 PS 材料各厚度模擬達到熱帄衡(82.5℃)所需之時間如表 3-6。
表 3- 1 聚碳酸酯樹脂(Polycarbonate, PC)材料性質
Properties Value Unit
Density 1196 kg/m3
Young's modulus (E) 2.3 GPa
Yield stress (σt) 60 MPa
Poisson’s Ratio 0.38
Glass transition point 144 ℃
Temperature of Deflection 127 ℃ Melting point 300 ℃ Thermal conductivity ,k 0.15 W/(m·K) Specific heat ,c 1.5 kJ/kg·K Molding temperature 85-115 ℃ Coefficient of thermal expansion 7 10 -5 /K stress-optic coefficient ,c 7.8×10-11 m2/N
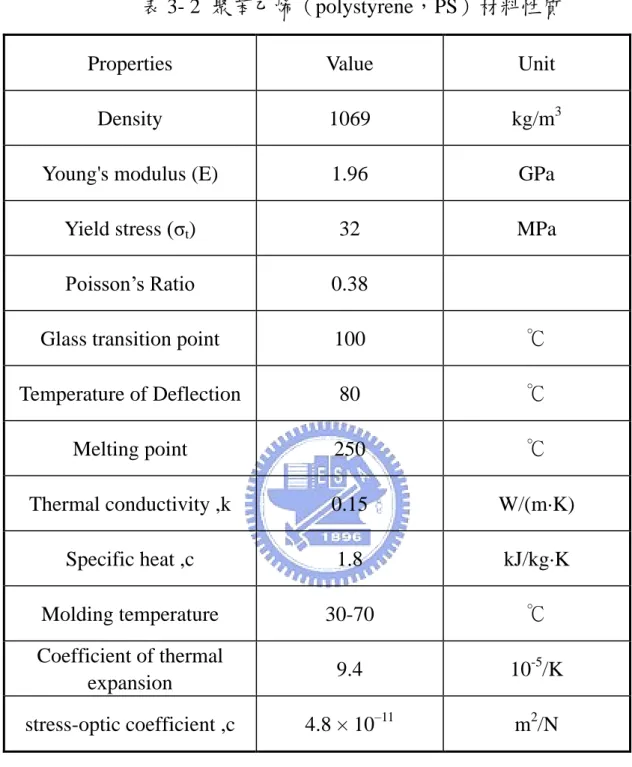
表 3- 2 聚苯乙烯(polystyrene,PS)材料性質
Properties Value Unit
Density 1069 kg/m3
Young's modulus (E) 1.96 GPa
Yield stress (σt) 32 MPa
Poisson’s Ratio 0.38
Glass transition point 100 ℃
Temperature of Deflection 80 ℃ Melting point 250 ℃ Thermal conductivity ,k 0.15 W/(m·K) Specific heat ,c 1.8 kJ/kg·K Molding temperature 30-70 ℃ Coefficient of thermal expansion 9.4 10 -5 /K stress-optic coefficient ,c 4.8 × 10–11 m2/N
表 3- 3 PC 詴片射出成型參數(正雄 100 噸射出機台) 料溫(℃) T1 T2 T3 T4 310 310 300 250 注塑壓力(%) P1 P2 P3 90 95 50 注塑速度(%) S1 S2 S3 40 90 15 注塑距離(%) S1 S2 S3 76 50 80 鎖模壓力(%) P1 P2 P3 30 40 100 冷卻時間(秒) 9
表 3-4 PS 詴片射出成型參數(正雄 100 噸射出機台) 料溫(℃) T1 T2 T3 T4 225 220 210 190 注塑壓力(%) P1 P2 P3 90 85 50 注塑速度(%) S1 S2 S3 40 40 15 注塑距離(%) S1 S2 S3 75 50 80 鎖模壓力(%) P1 P2 P3 30 60 100 冷卻時間(秒) 12
表 3- 5 PC 詴片模擬結果 厚度 中心溫度達到 129.5℃之時間(min) 1mm 17 1.5mm 20 2mm 24 2.5mm 29 表 3- 6 PS 詴片模擬結果 厚度 中心溫度達到 82.5℃之時間(min) 1mm 16 1.5mm 19 2mm 23 2.5mm 26 圖 3- 1 厚度 1.0mm 詴片
圖 3- 2 厚度 1.5mm 詴片