國立臺灣大學工學院機械工程學研究所 碩士論文
Department of Mechanical Engineering College of Engineering
National Taiwan University Master Thesis
沖壓製程對電磁鋼片加工硬化區之研究
Work Hardening Zone of Electrical Steel in Punching Process
黃金通
Kim-Thong Bong
指導教授:蔡曜陽 博士 Advisor:Yao-Yang Tsai, Ph.D.
中華民國 104 年 7 月
July, 2015
I
II
誌 謝
在台灣求學的這段日子,首先要感謝我的恩師蔡曜陽博士。從工具機這門課 開始認識老師,被老師推薦到恩德科技股份有限公司實習增廣知識和實作經驗,
後來還幫我寫了研究所的推薦信以及推薦我到佳能企業實習。老師給了我許多歷 練、學習的機會。甚至於,在我研究所一年級對電動機製程還沒有什麼想法時,
恩師不惜辛苦的帶我到處拜訪廠商以及相關專業人士,我才對該領域有更進一步 的了解。兩年的研究求學期間,恩師都給予我最大的自由去執行自己應該要完成 的事,但每次當我鑽牛角尖時,也多虧有恩師在旁指點及給予我許多正確的想法 和意見,教導我處事和分析事情的態度。在此,學生獻上最深的感激及謝意。
在電動機領域與沖壓製程領域的研究中,感謝口試委員陽毅平教授、李貫銘 教授以及協易機械工業股份有限公司的陳國民副總經理對本研究的殷切指導,提 供專業與寶貴的建議,使得本論文的內容更加完整。
研究執行期間相當不易,得到許多人的幫助,在此感謝麗鋼工業股份有限公 司的范揚鋒總經理、陳朝熙學長和鄭宇宏專員,提供電磁鋼片樣品以及電動機定 子沖壓製程的指導;感謝集盛工業有限公司的吳堯峯老闆,義不容辭的協助實驗 模具的製作、測試和後續沖壓技術的指導;感謝協易機械工業股份有限公司的陳 國民副總、李忠霖先生和吳玉龍先生,給予沖壓技術的指導以及協助沖壓實驗模 具的安裝;感謝中國鋼鐵股份有限公司的郭士綱博士和蕭一清博士,教導我許多 電磁鋼片電磁特性的量測知識;感謝台大機械系廖運炫教授實驗室以及陳永傳教 授實驗室,一路走來多虧你們的協助,才能使實驗順利進行。
在研究所的這段日子,感謝陪我一起做實驗、趕論文的同學們哲維、諺柏、
光立、昱勝、富程、嘉瑋、春祥,共患難共享樂的瘋狂日子好棒!還有很罩的實 驗室學弟們旻江、愷傑、政龍、侑璋,謝謝你們幫忙實驗室的大小事;感謝親切 的實驗室學長彥碩、仕承、鴻鈞,我們是跟隨你們的步伐走過來的啊!再來是一 直陪伴我吃飯、做運動、遊玩以及分享心事的朋友們立權、振良、淨仁、傑勝、
III
敬康、家賢、宣宇、冠融、詩凱、昱廷、鈺婷、嘉宏、嫚琳、德克、林真、孟育 等人,你們是我在台灣最好的朋友了!
最後,感謝讓我工讀那麼多年的兩位親切好主管昕馨姐姐和化瑜助教、新卡 莎素食餐廳的余章程師傅和林謙如姐姐,你們就像我在台灣的家人,給予我無微 不至的關心和照顧;感謝父母、奶奶的養育之恩和對我的期望;感謝兄弟姐妹在 我離開家裡那麼多年,仍然包容我,沒有怨言的分擔家務。感謝我的女友沁怡,
陪著我從碩一到碩二到找到工作到畢業,信任我並且鼓勵我堅強面對困難。
在此僅以本文獻給摯愛的親人、師長、同學、好友及所有關心或幫助過我的 人,感謝您們陪我一同經歷人生中的酸甜苦辣,有您們真好!
IV
摘 要
電磁鋼片在加工過程中會因為殘留應力以及塑性應變的產生造成電磁特性惡 化進而影響馬達的整體效率。直到現在,電磁鋼片的電磁特性在加工過程中惡化的 情況仍然無法預估及掌握。這是造成電動機生產後實際效率與設計效率產生落差 的原因之一。
為了更加了解電磁鋼片在沖壓加工製程中造成的影響,本研究設計了一套定 子槽形沖壓模具,包括了 82°、86.7°、88°的夾角角度以及 0.25mm、1mm、2mm、6mm 的倒角半徑。
在固定槽形的條件下,分析沖頭速度、壓料板壓力、反壓板壓力以及沖頭行程 模式對加工硬化面積的影響。
實驗結果顯示提高沖頭速度、沖頭行程模式為振動模式、在適當的壓料板壓力 及反壓板壓力下,電磁鋼片沖壓切邊於直線部位的加工硬化面積相較於其他沖壓 參數明顯降低。本實驗的最佳沖壓參數相較於本實驗的其他沖壓參數,最大可減少 0.0379mm2的加工硬化面積,相當於減少 56%。
另外在固定沖壓製程參數的條件下,分析定子槽夾角角度與倒角半徑對加工 硬化區的影響,實驗結果顯示倒角半徑越大在倒角部位會造成越小的加工硬化面 積,最大減少 1.340mm2的加工硬化面積,相當於增加 92%;夾角角度越大則有減 小加工硬化區的效果,最大減少 0.5202mm2的加工硬化面積,相當於減少 36%
關鍵字:沖孔、定子槽形、鐵損、伺服沖床、倒角半徑、夾角角度
V
Abstract
In the punching process, the iron loss of the electrical steel sheet will increase dramatically due to the plastic strain. So far, the iron loss effect of electrical steel sheet in the punching process may be difficult to predict and control. This effect also reduces the overall efficiency of the motor.
In this research, the plastic strain of electrical steel in the punching process is determined by the working hardening theory.
In order to create the plastic strain, a punching mold of stator slot was designed, including 82.0°, 86.7°, 88.0° angle between two lines and 0.25mm, 1mm, 2mm, 6mm fillet radius. Under the fixed geometry, the influence of punching speed, blank holder pressure, counter punch pressure and punching mode on hardening area are measured.
The results show that the hardening area is reduced by raising the punching speed, punching with vibration mode, and punching with appropriate blank holder and counter punch pressure.
In addition, under the fixed punching parameters, the influence of the angle between two lines and the fillet radius of the stator slot on hardening area are analyzed.
The hardening area decreases along with the larger fillet radius and the larger angle between two lines.
Keywords: Work hardening, Stator slot, Iron loss, Servo press, Fillet radius, Angle between two lines
VI
目 錄
口試委員會審定書……….I 誌 謝 ... II 摘 要 ... IV Abstract ... V 目 錄 ... VI 圖目錄 ... IX 表目錄 ... XIII
第一章 緒論 ... 1
1.1 研究背景 ... 1
1.2 文獻回顧 ... 3
1.3 研究動機與目的 ... 6
1.4 論文大綱 ... 8
第二章 相關技術理論介紹 ... 9
2.1 電動機的基本構造 ... 9
2.2 電動機的耗損分類 ... 9
2.2.1 定子與轉子繞組耗損(Stator Losses And Rotor Losses) ... 10
2.2.2 定子及轉子鐵心耗損(Core Losses) ... 11
2.2.3 雜散耗損(Additional Load Losses) ... 13
2.2.4 風磨耗損(Windage and Friction) ... 13
2.3 電動機定子製程特性分析 ... 14
2.3.1 電磁鋼片單片切割 ... 16
2.3.2 疊層鉚合及焊接 ... 17
2.3.3 退火熱處理 ... 17
2.3.4 繞線製程 ... 18
VII
2.3.5 固定封裝 ... 18
2.4 沖壓理論 ... 18
2.4.1 沖壓參數的意義 ... 18
2.4.2 精密下料的工作原理 ... 20
2.4.3 沖壓斷面之分析 ... 20
2.4.4 沖壓過程中金屬的塑性變形 ... 22
2.4.5 沖壓過程中金屬的加工硬化 ... 24
第三章 實驗步驟與方法 ... 25
3.1 實驗規劃流程圖 ... 25
3.1.1 沖壓製程參數對電磁鋼片的影響 ... 26
3.1.2 定子槽幾何變化對電磁鋼片的影響 ... 32
3.1.3 電磁鋼片的評估方法 ... 33
3.2 實驗材料、實驗設備與量測儀器 ... 35
3.2.1 實驗材料 ... 35
3.2.2 實驗設備 ... 36
3.2.3 量測儀器 ... 43
3.3 實驗方法與步驟 ... 45
3.3.1 建立塑性應變與電磁特性關係實驗步驟 ... 45
3.3.2 建立塑性應變與加工硬化關係實驗步驟 ... 47
3.3.3 沖壓製程參數對電磁鋼片的影響實驗步驟 ... 48
3.3.4 定子槽幾何變化對電磁鋼片的影響實驗步驟 ... 49
第四章 實驗結果與討論 ... 50
4.1 建立塑性應變與電磁特性關係 ... 50
4.2 建立塑性應變與加工硬化關係 ... 50
4.3 沖壓製程參數對電磁鋼片加工硬化區的影響 ... 52
4.3.1 假設與定義 ... 52
VIII
4.3.2 沖頭速度對加工硬化面積之影響 ... 56
4.3.3 壓料板壓力對加工硬化面積之影響 ... 62
4.3.4 沖頭行程模式對加工硬化面積之影響 ... 67
4.3.5 小結 ... 71
4.4 定子槽形幾何變化對電磁鋼片加工硬化區的影響 ... 72
4.4.1 定子槽寬度對加工硬化面積之影響 ... 72
4.4.2 定子槽倒角半徑對加工硬化面積之影響 ... 75
4.4.3 定子槽夾角角度對加工硬化面積之影響 ... 77
4.4.4 小結 ... 79
4.5 不同沖壓製程參數與定子槽形幾何對電磁鋼片加工硬化區之影響80 4.6 討論 ... 82
4.6.1 電磁特性分佈圖的推估 ... 82
4.6.2 本研究可能出現的誤差 ... 82
4.6.3 最大加工硬化距離的統計 ... 83
第五章 結論與未來展望 ... 91
5.1 結論 ... 91
5.2 未來展望 ... 92
參考文獻 ... 94
作者簡歷 ... 98
IX
圖目錄
圖 2.1 電動機基本構造與各耗損示意圖 ... 9
圖 2.2 磁滯曲線 ... 12
圖 2.3 渦流損示意圖 ... 13
圖 2.4 電磁鋼片在不同測試頻率下電磁特性之變化 ... 14
圖 2.5 電動機定子製造程序與製程中造成的損耗 ... 15
圖 2.6 定子在各製造程序的鐵損變化 ... 15
圖 2.7 壓延方向與垂直壓延方向退火熱處理前後的電磁密度-真實應變圖 ... 17
圖 2.8 傳統下料與精密下料示意圖 ... 20
圖 2.9 沖壓斷面示意圖 ... 22
圖 2.10 沖壓間隙與斷面品質 ... 22
圖 2.11 精密沖壓時剪切區的塑性流動照片 ... 23
圖 2.12 精密沖壓剪切區的變形 ... 24
圖 2.13 沖裁面及其內部各層的硬度分佈曲線 ... 24
圖 3.1 實驗規劃流程圖 ... 25
圖 3.2 沖壓製程參數實驗試片示意圖 ... 31
圖 3.3 定子槽幾何變化實驗試片示意圖 ... 33
圖 3.4 用於建立塑性應變與電磁特性關係之 45 度軋延方向拉伸試片 ... 34
圖 3.5 用於建立塑性應變與加工硬化關係之 45 度軋延方向拉伸試片 ... 35
圖 3.6 實驗沖壓模具組合圖 ... 37
圖 3.7 實驗模具沖頭設計圖 ... 37
圖 3.8 實驗沖壓模具爆炸視圖 ... 38
圖 3.9 協易機械工業伺服沖床 SD1-200 外觀 ... 39
圖 3.10 伺服沖床 SD1-200 之沖頭行程模式 ... 40
圖 3.11 伺服沖床 SD1-200 振動模式設定 ... 40
X
圖 3.12 靜態材料試驗機 CRITERION MODEL 42 ... 42
圖 3.13 維克氏微硬度試驗機 AKASHI HM-113 外觀 ... 43
圖 3.14 單片電磁鋼片鐵損測試儀 ... 44
圖 3.15 將試片塗黑劃線 ... 46
圖 3.16 貼上反光貼紙以利非接觸式應變量測器量測反光貼紙之間距離 ... 46
圖 3.17 沖壓製程參數實驗的試片切割示意圖 ... 48
圖 3.18 定子槽幾何變化實驗的試片切割示意圖 ... 49
圖 4.1 塑性應變與鐵損關係圖 ... 50
圖 4.2 塑性應變與加工硬化之關係圖 ... 52
圖 4.3 實驗編號 1 硬度量測示意圖 ... 54
圖 4.4 實驗編號 1 之加工硬化分佈圖(沖頭速度 8.3MM/S、曲柄沖頭行程模式、 壓料板壓力 6.9MPA、反壓板壓力 3.3MPA) ... 54
圖 4.5 實驗編號 1 之加工硬化區域示意圖 ... 55
圖 4.6 實驗編號 1 之加工硬化區簡化圖 ... 55
圖 4. 7 反壓板壓力 3.3 MPA 時沖頭速度-加工硬化面積圖 ... 59
圖 4. 8 反壓板壓力 6.1 MPA 時沖頭速度-加工硬化面積圖 ... 60
圖 4.9 反壓板壓力 18.4 MPA 時沖頭速度-加工硬化面積圖 ... 61
圖 4.10 反壓板壓力 3.3MPA 曲柄模式時壓料板壓力-加工硬化面積圖 ... 64
圖 4.11 反壓板壓力 3.3MPA 沖頭速度 415MM/S 時壓料板壓力-加工硬化面積圖 64 圖 4.12 反壓板壓力 6.1MPA 曲柄模式時壓料板壓力-加工硬化面積圖 ... 65
圖 4.13 反壓板壓力 6.1MPA 沖頭速度 415MM/S 時壓料板壓力-加工硬化面積圖 . 65 圖 4.14 反壓板壓力 18.4MPA 曲柄模式時壓料板壓力-加工硬化面積圖 ... 66
圖 4.15 反壓板壓力 18.4MPA 沖頭速度 415MM/S 時壓料板壓力-加工硬化面積圖 ... 66
圖 4.16 反壓板壓力 3.3MPA 壓料板壓力 6.9MPA 時振動振幅-加工硬化面積圖 .. 68
圖 4.17 反壓板壓力 3.3MPA 沖頭速度 415MM/S 時振動振幅-加工硬化面積圖 .... 68
XI
圖 4.18 反壓板壓力 6.1MPA 壓料板壓力 6.9MPA 時振動振幅-加工硬化面積圖 .. 69
圖 4.19 反壓板壓力 6.1MPA 沖頭速度 415MM/S 時振動振幅-加工硬化面積圖 .... 69
圖 4.20 反壓板壓力 18.4MPA 壓料板壓力 6.9MPA 時振動振幅-加工硬化面積圖 70 圖 4.21 反壓板壓力 18.4MPA 沖頭速度 415MM/S 時振動振幅-加工硬化面積圖 .. 70
圖 4.22 定子槽倒角半徑 0.25 MM、夾角角度 86.7°時 不同槽寬對加工硬化面積 之比較 ... 73
圖 4.23 定子槽倒角半徑 0.25MM,不同夾角角度及槽寬 對加工硬化面積之比較 ... 73
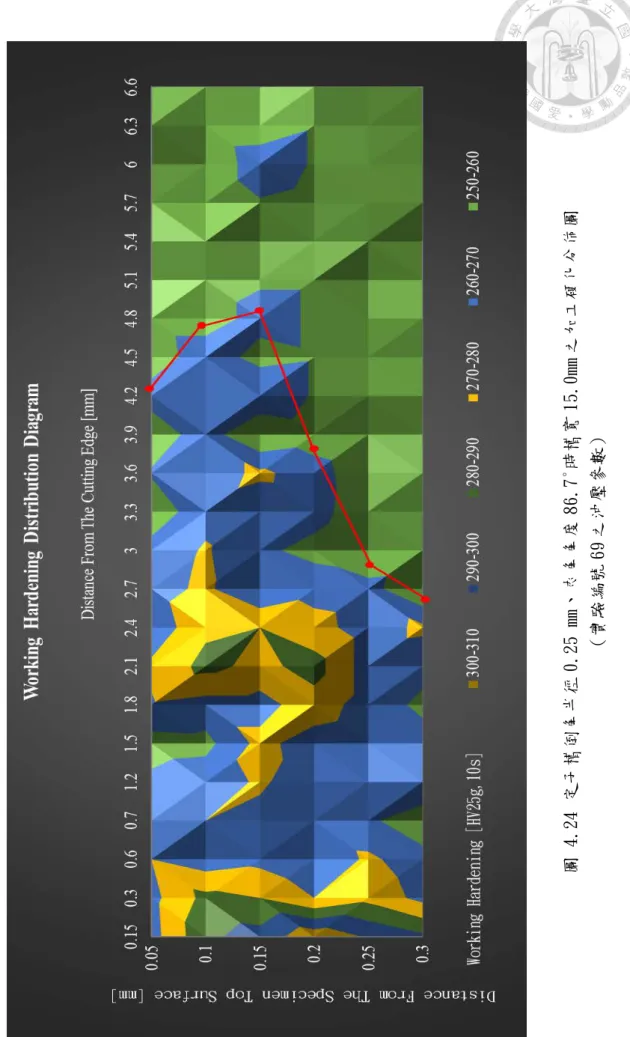
圖 4.24 定子槽倒角半徑 0.25 MM、夾角角度 86.7°時槽寬 15.0MM 之加工硬化分 佈圖 (實驗編號 69 之沖壓參數) ... 74
圖 4.25 定子槽夾角角度 86.7°時倒角半徑對 0.5%應變量加工硬化面積之影響 76 圖 4.26 定子槽倒角半徑對 0.5%應變量加工硬化面積之影響 ... 76
圖 4.27 定子槽倒角半徑 6MM 時夾角角度對 0.5%應變量加工硬化面積之影響 ... 78
圖 4.28 定子槽夾角角度對 0.5%應變量加工硬化面積之影響 ... 78
圖 4.29 定子槽倒角半徑 6MM 時不同沖壓製程參數與定子槽夾角角度對 0.5%應變 量加工硬化面積之影響 ... 81
圖 4.30 定子槽夾角角度 86.7°時不同沖壓製程參數與定子槽倒角半徑對 0.5%應 變量加工硬化面積之影響 ... 81
圖 4.31 實驗編號 1 之加工後鐵損變化圖 ... 85
圖 4.32 反壓板壓力 3.3MPA 時沖頭速度對最大加工硬化距離之影響 ... 86
圖 4.33 反壓板壓力 6.1MPA 時沖頭速度對最大加工硬化距離之影響 ... 87
圖 4.34 反壓板壓力 18.4MPA 時沖頭速度對最大加工硬化距離之影響 ... 88
圖 4.35 定子槽夾角角度對最大加工硬化距離之影響 ... 89
圖 4.36 定子槽倒角半徑對最大加工硬化距離之影響 ... 89
圖 4.37 定子槽倒角半徑 6MM 時不同沖頭製程參數與定子槽夾角角度對 0.5%應變 量最大加工硬化距離之影響 ... 90
XII
圖 4.38 定子槽夾角角度 86.7°時不同沖壓製程參數與定子槽倒角半徑對 0.5%應 變量最大加工硬化距離之影響 ... 90
XIII
表目錄
表 1.1 各國電動機驅動設備的實施政策 ... 2
表 2.1 電動機各耗損所佔比例及影響因素 ... 10
表 3.1 沖壓製程實驗的參數設定 ... 27
表 3.2 沖壓製程的實驗組合 ... 27
表 3.3 定子槽幾何變化實驗中倒角半徑及夾角角度設定 ... 32
表 3.4 定子槽幾何變化實驗中倒角半徑及夾角角度的交叉組合 ... 32
表 3.5 電磁鋼片 35CS250 之機械性質 ... 36
表 3.6 電磁鋼片 35CS250 之機械性質 ... 36
表 3.7 伺服沖床 SD1-200 之標準規格 ... 40
表 3.8 線切割放電加工機參數設定與範圍 ... 41
表 4.1 電磁鋼片 35CS250 平均硬度值 ... 51
表 4.2 塑性應變對應加工硬化值之量測 ... 52
1
第一章 緒論
1.1 研究背景
電動機被喻為工業心臟,促使許多工廠將生產集中至單獨特定的區域大量生 產,引發了第二次工業革命。此後電動機不斷發展,直到現在各式各樣的電動機已 經廣泛應用在工廠的生產設備、交通運輸載具和生活中的家電產品,成為人類生活 中不可或缺的重要元件。
電動機除了實質產生動力的之外,它的耗能也居工業設備之冠。依國際能源總 署分析,電動機與其動力機械設備用電量占全球終端用電近一半,工業動力系統若 使用高效率電動機可以節省百分之 4.35 至百分之 11.1 的用電量,再結合系統進 行妥善設計,最高可節省百分之 29 的工業用電。根據經濟部能源局統計,101 年 我國工業部門用電占全國百分之 55,其中電動機用電佔工業總用電量高達百分之 70,因此推動高效率電動機設備及其節能技術的應用刻不容緩。[1]
除了工業用電動機之外,最近這幾年由於石化能源逐漸短缺,世界各先進國紛 紛投入油電混合車以及純電動車的研發,除了為石化能源枯竭前作準備,更期待未 來電動車在交通運輸上使用率可以增加,減少二氧化碳的排放,降低地球暖化的危 機。電動車增加了電動機的使用率,更加凸顯出電動機對能源消耗的影響,各研究 團隊無不設法開發更輕、效率更高的電動機。
對於日趨重要的電動機,如何提升電動機效能已是國際間工業界推動節能的 主要方向。國際電工委員會(IEC)於是制訂電動機驅動設備管理方法,將電動機 能源效率參考指標分為 IE1(Standard)、IE2(High)、IE3(Premium)和 IE4(Super Premium)。為響應高效電動機的推行,各國也開始對電動機的進出口進行管制,如 表 1.1 所示為 2014 年各國電動機驅動設備的實施政策。為應對各國逐漸提高的電 動機管制政策的標準,電動機廠商及研發人員將努力提升電動機的設計以及製造 技術,生產出更高門檻的電動機,以利日後內銷及出口。
電動機在設計階段的設計效率常常與實際生產出來的電動機效率有落差,產
2
生落差的原因之一是電動機的定子、轉子在加工時容易在電磁鋼片留下殘留應力、
塑性應變、差排等缺陷,造成電磁鋼片鐵損的上升,進而影響電動機效率。這是電 動機在設計階段難以計算的非預期損耗。
綜合以上,提升電動機工作效率並且實現更高效能的電動機量產技術,在環境、
節能以及經濟上皆可獲利。在眾多提升電動機工作效率的方法之中,本研究以電磁 鋼片的沖壓製程作為出發點對電動機逐步了解分析。
表 1.1 各國電動機驅動設備的實施政策[2]
效能等級
(3 相感應電動機)
能源效率標準指標
各國實施規範 IEC 60034-30-1
Global Classes IE-Code 2014*
超優級效能電動機 IE4 -
優級效能電動機 IE3
加拿大 (< 150 kW) 墨西哥 (< 150kW) 美國 (< 150kW)
高級效能電動機 IE2
澳洲 巴西
加拿大 (> 150 kW) 中國
歐洲聯盟 (EU 28) 墨西哥 (> 150kW)
南韓 紐西蘭
瑞士 土耳其 美國 (> 150kW)
標準效能電動機 IE1
台灣 哥斯大黎加
以色列
*)適合輸出功率介於 0.12kW-1000kW;頻率 50-60Hz;2,4,6,8 極電動機
3
1.2 文獻回顧
B.Szpunar 等學者[3]於 1984 年使用穿透式電子顯微鏡觀察不同應變程度下電 磁鋼片的差排變化。在應變大的情況下,電磁鋼片的差排明顯增加。提出當電磁 鋼片受到應變時,晶格的扭曲和差排的出現是影響電磁特性的主因。
T.Nakata 等學者[4]於 1992 年建立局部磁通密度的量測方法並量測切邊對磁通 密度的影響。結果顯示剪切加工會在 10mm 以內的地方造成電磁鋼片磁通密度的 影響,若在剪切過的材料上重複剪切,電磁鋼片的磁通密度不會進一步惡化。若對 剪切過的材料在充滿氮氣的環境下進行 2 小時 750°C 的退火處理,則可以完全消 除剪切加工對磁通密度的不良影響。
C.K.Hou 等學者[5]於 1994 年利用愛普斯坦測試(Epstein test)不同應變下鐵 損的變化,結果鐵損會依應變平方根的關係增加。導磁性則會依應變平方根的倒數 增加。
F.J.G.Landgraf 等學者[6],[7]於 1997 年對電磁鋼片施加拉應力使其產生 0.5%
至 8%的塑性變形,並探討塑性變形與電磁特性之間的關係。發現電磁特性對塑性 變形非常敏感,微量的塑性變形如 0.5%的伸長量,就會使電磁特性大大降低。
F.Ossart 等學者[8]於 2000 年使用維氏微小硬度試驗量測電磁鋼片沖孔加工後 切邊的硬度值,再由維氏硬度值計算得等效應變,并建立電磁鋼片沖孔加工的機械 -電磁有限元素模型,結果在電磁鋼片切邊 0.4mm 以內的地方具有很大的塑性應變,
並且塑性應變區對電磁特性的影響顯著。
M.Emura 等學者[9]於 2003 年比較沖孔、剪切、雷射、光腐蝕四種不同的加工 方法及四種不同熱處理對電磁鋼片造成的電磁特性影響。其中沖孔和剪切加工會 造成電磁鋼片大約 0.3mm 的塑性應變;光腐蝕雖然不會造成塑性應變,但仍有不 規則斷面的出現。並且,這四種加工方式對軋延方向的影響不大。對於加工製程,
沖孔和光腐蝕對電磁特性的影響最小。光腐蝕加工後電磁鋼片在回火的過程中會 因為氮氣和氧氣的滲入破壞晶界,反而造成電磁特性惡化。
4
V.Maurel 等學者[10]於 2003 年分析沖孔製程所受的力,並將應變分成三個分 量,建立一套有限元素模型計算切邊距離與殘留應力、磁場強度的關係。結果顯示 沖孔加工造成的塑性應變會造成切邊 0.8mm 的材料電磁特性嚴重惡化;0.8mm 以 外電磁特性惡化的區域是由殘留應力造成,雖然殘留應力對電磁特性的影響小,但 影響範圍大,無法忽視。
同年,P.Baudouin 等學者[11]實驗不同剪切間隙對不同類型電磁鋼片的剪切斷 面、物理特性以及電磁特性的影響。推論出剪切過程不只產生了局部的塑性應變,
還造成大範圍的加工硬化區,即使只有少量的塑性應變也會衝擊材料大面積的電 磁特性。剪切間隙不是一味的要求越小越好,只要剪切間隙小於一門檻值,斷面品 質和電磁特性的惡化會維持穩定,不同材料的門檻值略有不同。物理特性方面,因 為大變形會有加工硬化的現象,所以使用微硬度量測的方式可量測加工硬化區的 範圍,結果顯示加工硬化範圍將超過 8mm 以外,並且剪切間隙的增加將會造成加 工硬化區域的擴大,並且材料矽含量不同,剪切間隙對加工硬化區的影響程度不同。
同年,A.Pulnikov 等學者[42]使用數值模擬的方法實驗壓料板壓力對加工硬化 區的影響範圍,結果沒有使用壓料板相較於使用壓料板壓力 10MPa,可使加工硬 化距離從 10mm 降至 1mm。
V.E.Iordache 等學者[12]於 2004 年對電磁鋼片逐漸施加應力並分析應力釋放前 後電磁鋼片的導磁率特性。當施加應力低於彈性限,應力釋放後不會影響電磁鋼片 的導磁率;但是當施加應力超過彈性限,應力釋放後電磁鋼片的導磁性將會大大降 低。這是因為當材料超過彈性限進行塑性變形時,材料內部差排密度的增加以及動 性硬化,影響了電磁鋼片的電磁特性。
M.Takezawa 等學者[13]於 2006 年以磁光柯爾效應儀觀察電磁鋼片電磁特性的 方法并確認沖孔加工造成電磁特性劣化。
Y.Kurosaki 等學者[14]於 2008 年比較電磁鋼片在沖孔加工、雷射切割和線放 電加工三種切割方式的斷面品質、金相組織、切邊硬化情況、斷面表面粗糙度和電 磁特性。電磁鋼片在沖孔加工或雷射切割後,切邊附近的區域會造成相當大的鐵損;
5
在線放電加工後的鐵損值則比退火後的標準鐵損值差不多。另外,沖孔加工會在距 切邊邊緣 300 微米的範圍內造成最大 Hv80 的切邊硬化;雷射切割和線放電加工在 切邊附近造成的加工硬化則只有 Hv20 以內。
O.Nakazaki 等學者[15],[18]於 2010 年建立環形定子損耗量測模型並且分析 電動機定子在沖孔、疊層、焊接、繞線、組裝製造中造成的鐵損損耗。其中電磁 鋼片在沖孔製程後鐵損值增加了 17%。
K.Yamamoto 等學者[16]於 2011 年施加垂直於電磁鋼片表面方向的壓應力,當 壓應力小於 8Mpa 時電磁鋼片的電磁特性優化(導電率上升、磁滯損耗下降);但 是當壓應力超過 16Mpa 以後電磁鋼片的電磁特性開始惡化(導電率下降、磁滯損 耗上升),並且越大的磁通密度這個現象越嚴重。
Y.Kai 等學者[17]於 2012 年使用 X 光繞射的方式量測定子在製程造成的殘留 應力,結果殘留應力主要集中在齒部和軛部,並且這些區域都會造成定子導磁率的 降低。
L.Vandenbossche 等學者[19]於 2013 年以數值模擬搭配實際的實驗方法建立出 一套預測電磁鋼片經過沖孔或剪切加工後切邊的電磁特性。並且實驗出電磁鋼片 經過沖孔加工後切邊對電磁鋼片鐵損的影響可達到 34%。
同年,Y.Kashiwara 等學者[21]建立應變、應力與磁通密度的資料庫並以此套用 在有限元素模擬沖孔過程造成的應變、應力以及磁通密度。壓應力會造成電磁特性 的惡化、拉應力則會改善電磁特性。即使在沒有塑性應變的區域,電磁特性仍會因 壓應力惡化。
此外,K. Senda 等學者[20]也在 2013 年實驗不同的矽含量和晶粒大小的電磁 鋼片,並對電磁鋼片施加拉應力、壓應力和彎曲應力,觀察在不同應力下電磁鋼片 的電磁特性和柯爾磁光效應。結果顯示矽含量小於 0.8%的電磁鋼片在 5000A/m 以 上的強磁場中受拉應力會降低磁極化、受壓應力會上升磁極化。這和 Y.Kashiwara 等學者的認知不同,原因是在拉應力下殘留的 180 度磁場區,雖然在弱磁場時有 利磁通,但在強磁場的環境下,拉應力殘留的 180 度磁場區會有線條區域(Striped
6
domain)出現,影響該區域的電磁特性。
S.K.Kuo 等學者[22]於 2014 年開發三探針的電磁特性量測方法以非破壞的方 式量測電磁鋼片沖孔後切邊的電磁特性,並以此量測設備比較不同沖壓間隙以及 電磁鋼片晶粒大小對電磁鋼片沖孔後的切邊電磁特性。結果發現使用越大的沖壓 間隙加工電磁鋼片造成的晶粒扭曲程度大,所以需要更大的激磁電流驅動,這時反 而使得電磁鋼片的銅損(I2R)大大的增加。而晶粒越大的電磁鋼片,沖壓間隙對 電磁特性的影響越靈敏。
1.3 研究動機與目的
由 1.2 節的論文回顧可知電動機在沖壓、鉚接、焊接、繞線、組裝等製程都 會因為電磁鋼片的擠壓、變形、受力等因素造成非預期的電磁損耗,這無疑是電 動機無法近一步提升效率的原因之一,也是電動機設計者在設計電動機時無法準 確評估的因素。
一般上電動機生產單位的品質管理主要關注在電磁鋼片的外形品質如斷面品 質與毛邊是否合乎標準、電磁鋼片疊層後的總高度是否在標準範圍、電磁鋼片鉚 接後強度是否足夠等等。但對於電動機的製造而言,電動機的好壞不是只有定、
轉子之間精密的搭配,能在不影響電磁特性的情況下將電磁鋼片加工成定、轉子 才更重要。
目前,電動機設計者面對這項損耗有兩種方式:一為在設計階段就依據經驗 先行把製造過程中可能會產生的電磁損耗設計與計算在內;二為在定、轉子的加 工結束後進行退火處理,使電磁鋼片在加工時造成的晶粒扭曲、差排密度增加和 內部殘留應力等缺陷在退火後得到消除釋放[4],以達到定、轉子的電磁特性恢復 至設計值的效果。但是,依據經驗估算電動機在製造過程中造成的電磁鋼片損 耗,往往準確度欠佳;另外,電動機進行退火處理需要在充滿氮氣環境下進行將 近一天的熱處理,這無疑造成了電動機成本的提升。
7
因此,本研究在電動機製程之始的電磁鋼片沖壓製程上做研究,期望能改善 沖壓製程對電磁鋼片的影響,並且探討沖壓時各項沖壓參數如沖頭速度、壓料板 壓力、反壓板壓力以及冲頭行程模式對電磁鋼片鐵損的影響。
除此之外,回顧眾多論文時學者們在沖壓製程上做的研究多數以直線及圓形 冲剪為主,鮮少提到定子槽的幾何形狀在沖壓加工後對電磁鋼片的影響,故本研 究也將探討電磁鋼片經過沖壓後,定子槽的幾何形狀是否會對電磁鋼片造成不一 樣的影響。
8
1.4 論文大綱
本論文的研究主題為利用自行設計之沖壓模具,分析沖壓加工時沖壓參數對 電磁鋼片的影響,並且探討電磁鋼片經過沖壓加工後,定子槽的倒角半徑和夾角角 度變化對電磁鋼片的影響。本文架構可分為六大章節,其分類如下:
第一章為緒論,說明研究背景、相關的研究文獻之重點回顧以及研究動機與目的。
第二章為相關技術理論介紹,文中將介紹電動機的基本構造、電動機的耗損、定子 製程特性分析、精密沖壓理論。
第三章將說明本研究的實驗方法與步驟,包括實驗目的、實驗流程規劃、實驗方法、
相關儀器與材料。
第四章為實驗結果與討論,第一部分分析沖壓加工時的沖壓參數對電磁鋼片的影 響;第二部分則探討定子槽的倒角半徑及夾角角度對電磁鋼片之影響。
第五章為結論,將本研究做出總結
第六章為未來展望,檢討未來本研究可繼續深入探討之處。
9
第二章 相關技術理論介紹
2.1 電動機的基本構造
以最常使用的鼠籠式感應電動機為例,如圖 2.1,電動機的基本構造主要有 定子(Stator)和轉子(Rotor)。所謂定子就是在電動機運轉時提供周圍磁場並且 靜止不動的部分;而轉子則是電動機運轉時旋轉的部分,由軸承支撐,與定子之 間有一定距離的間隙以確保轉子能感應定子的磁場產生力矩並且能自由轉動。一 般常見的電動機定子與轉子皆是由鐵芯材料如電磁鋼片疊層鉚接固定而成。定子 和轉子之間依佛萊明左手定則透過磁場變化驅動轉子旋轉。
圖 2.1 電動機基本構造與各耗損示意圖[24]
2.2 電動機的耗損分類
電動機的耗損依序主要為定子繞組耗損(Stator Losses)、轉子繞組耗損
(Rotor Losses)、定子及轉子鐵心耗損(Core Losses)、雜散耗損(Additional Load Losses)以及風磨耗損(Windage and Friction),他們占電動機總耗損的比例以及主要 影響因素如表 2.1 及圖 2.1 所示[24],[25],[26]。
10
表 2.1 電動機各耗損所佔比例及影響因素[24]
2.2.1 定子與轉子繞組耗損(Stator Losses And Rotor Losses)
繞組耗損俗稱銅損,是因為電流通過導體時因導體的電阻造成的熱能損失。
當電流 I(A)通過具有電阻 R(Ω)的導體時,繞組耗損 We 如 Eq.2. 1 所示,跟 電流成平方比,跟電阻成正比。繞組耗損可因繞線的位置細分定子繞組耗損及轉 子繞組耗損。
(1) 定子繞組耗損
由於定子繞組一般上由銅線繞線而成,因此提升繞線技術和銅線的利用率來 降低繞組電阻是有效降低定子繞組耗損的方法。例如增加定子疊層長度以減少定 子端部繞組比例、減少銅線絕緣層厚度以增加銅線比例、選用最佳的繞線方式以 提高槽滿率。另外減少定子和轉子之間的間隙,使用較少的電流達到電動機相同 的功率,繞組的耗損也會大大降低。
We = I2 R Eq.2. 1
11
(2) 轉子繞組耗損
和定子繞組不同的是,轉子繞組一般利用壓鑄或塞入的製程安裝導條。導條 的電阻是影響轉子繞組耗損的關鍵。因此電阻較低的導體如銅,將會比其他材料 的導體耗損來的低。另外選用截面積較大的轉子槽形以容納截面積較大的導體也 能減少繞組電阻。在壓鑄製程時使用較純的金屬熔液,以及注意避免氣孔和雜質 的滲入可避免繞組因電阻造成耗損增加。
2.2.2 定子及轉子鐵心耗損(Core Losses)
定子及轉子鐵芯耗損俗稱鐵損(Iron Loss),是指當磁場通過鐵芯材料時造成 的耗損。鐵損包括磁滯損(Hysteresis Loss)和渦流損(Classical Eddy Current Loss)。其主要受鐵芯材料品質、電磁材料厚度和輸入電壓、輸入頻率等影響。
(1) 磁滯損
磁滯損是改變磁極時能量的損失。在電動機不停變化磁極來誘使鐵芯材料經 歷每一次變動的磁通時,鐵芯材料的磁極也會跟著改變。但鐵芯材料在磁極改變 的過程中,如圖 2.2 所示,磁通密度 B 會落後磁場強度 H 而形成一個磁滯循 環,即鐵芯材料由南極轉變為北極與北極轉變為南極的 B-H 曲線是不同路徑的,
故每當經歷一次磁極轉換,便有一定能量的損失,損失的大小跟磁滯曲線圍成的 面積成正比。這種因鐵芯材料磁滯現象所引起的損失即為磁滯損 Ph。如 Eq.2. 2 所示,磁滯損 Ph與磁滯損係數 Kh、最大磁通密度 Bm(Wb/m2)、電氣頻率 f
(Hz)有關。其中 G 是鐵芯材料重量(Kg)、x 是司坦麥茲指數介於 1.5 到 2.5 之 間。
磁滯損受鐵芯材料的品質影響,但鐵芯材料容易在加工製程增加磁滯耗損。
所以降低磁滯耗損的方法除了使用高品質的鐵芯材料外,也可優化沖壓製程或採 用退火製程消除材料加工後的應力及應變,恢復鐵芯材料的磁化能力[15],[18]。
12
圖 2.2 磁滯曲線
(2) 渦流損
渦流損是鐵芯材料通磁時的環電流損失。如圖 2.3 所示,當磁通通過鐵芯材 料時,鐵芯材料內部也會因磁場感應產生循環電流,此電流稱為渦電流。渦電流 的能量會因為鐵芯材料的電阻造成耗損。這種因渦電流的產生引起的耗損即為渦 流損 Pe。如 Eq.2. 3 所示,渦流損 Pe 與渦流係數 Ke、鐵芯材料厚度 t(m)、最大 磁通密度 Bm(Wb/m2)、電氣頻率 f(Hz)有關。其中 G 是鐵芯材料重量
(Kg)。
渦流耗損受鐵芯材料品質和厚度影響很大,如圖 2.3 所示,降低鐵芯材料厚 度可以有效的降低渦流耗損。
Ph = Kh·Bmx·f·G Eq.2. 2
Pe = Ke·t2·Bm2·f 2·G Eq.2. 3
13
圖 2.3 渦流損示意圖[27]
2.2.3 雜散耗損(Additional Load Losses)
雜散耗損指上述耗損未能包括的損失,例如漏磁通通過定子繞線產生的耗損 及其他形成原因不明確的耗損。一般上雜散耗損較小且難以量測。
若明確知道產生原因可針對問題改善雜散耗損。例如在設計階段進行電磁模 擬以確保槽配合,保證效率和啟動性能;對轉子壓鑄製程後的外徑嚴格要求,避 免不平衡及與定子摩擦的情況發生;使用斜槽的設計也被認為能有效抑制高次諧 波磁場產生的附加轉矩和噪音。
2.2.4 風磨耗損(Windage and Friction)
風磨耗損包括馬達運轉時的風阻和摩擦損耗。風損包括風扇及轉子產生的風 阻。摩擦損耗除了發生在軸承外,電刷與整流子的接觸也會產生摩擦損耗。優化 電動機內流體的流動性、提高散熱風扇效率和採用優質軸承都是改善風磨耗損的 方法。
上述耗損的比例關係是以 50Hz 或 60Hz 的標準電源頻率建立的,僅能當作參 考值使用,若應用在電源頻率高的電動機,耗損比例將會改變。以鐵損為例,針
14
對電動車用電動機,一般標準電源頻率(50Hz 或 60Hz)測得的鐵損已無法用於 評估馬達性能,而是需要在較高的頻率如 400Hz 下進行鐵損測試。如圖 2.4 所 示,在低頻率時鐵損以磁滯損為主,當電源頻率超過 400Hz,渦流損佔總鐵損的 比例會增加,鐵損以渦流損為主。
此外,若電動機使用在電動車上,則要考慮到電動機的使用環境,若電動車 常使用在起步或爬坡時,電動機扭力需求大,此時電動機需要較大的電流量來增 強電磁鋼片的磁場強度,以提高轉子與定子的磁場作用力。這時通過導體的電流 會增加,導致銅損較大;若電動車常使用在高速行駛的環境,電動機的扭力需求 小,而且電磁鋼片的磁極變化週期更頻繁,期間所產生之鐵損將是電動機損耗的 主要因素[28]。
圖 2.4 電磁鋼片在不同測試頻率下電磁特性之變化[28]
2.3 電動機定子製程特性分析
電磁鋼片是傳統鼠籠式感應電動機的最主要材料,其中最主要的組件定子、
轉子都是由電磁鋼片堆疊而成。如圖 2.5 所示是電動機定子的標準製程及其在製 程中對定子造成的損耗示意圖。在製造定子/轉子的過程中將從電磁鋼片開始經過 單片切割、疊層鉚合及焊接、退火熱處理、繞線和固定封裝,以上每一道製程如 圖 2.6 所示都會對材料造成破壞而影響原來的電磁特性。可見定子在製造程序發
15
生的劣化是造成電動機的實際效率比馬達設計效率要低的原因之一。
以下將以定子為例,從電磁鋼片沖壓製程開始到定子的組裝做製程特性分 析。
圖 2.5 電動機定子製造程序與製程中造成的損耗[29]
圖 2.6 定子在各製造程序的鐵損變化[18]
16
2.3.1 電磁鋼片單片切割
導磁材料大部分使用電磁鋼片,使用薄片堆疊是為了減少渦流損。理論上電 磁鋼片愈薄對渦流損的抑制愈有效。n 片電磁鋼片取代整塊電磁鋼時,鐵損可降 低為 1/n2。但對加工面來說,愈薄的電磁鋼片,沖壓模具精度要求越高,因此,
鐵心沖片模具的開發便占有非常重要地位,且需要精密加工技術才能滿足。此外 電磁鋼片在加工時造成的應力及應變的區域鐵損會增加、磁通量密度會降低,這 是加工時需要注意的地方。為應付電磁鋼片加工速度、品質與數量的需求,業界 常用的電磁鋼片的切割方式主要有以下兩種:
(1) 連續沖孔下料
全自動化的連續沖孔下料生產速度快,精密度高,適合大量生產,是業界最 常使用的電磁鋼片切割方法。但是在此製程中,由於電磁鋼片受到沖頭擠壓產生 彈-塑性力,使得電磁鋼片表面不平整、切邊有毛邊、塑性變形以及殘留應力等等 加工缺陷影響其電磁特性,降低馬達效率。
(2) 放電加工切割
最常用於切割電磁鋼片的放電加工是線切割放電加工(EDM)。EDM 乃是利用 間歇性火花放電生成的熱能,熔融或氣化被加工物,以不接觸材料的方式將材料 去除來達到切削的目的。因此利用放電加工切割的定、轉子電磁鋼片品質優良,
塑性變形、殘留應力、毛邊和電磁鋼片表面不平整等問題的影響小。由於放電加 工在加工時不用製作模具,適合用於在量產前配合電腦控制路徑生產樣品。但是 放電加工普遍加工速度慢,若要利用放電加工達到量產仍有困難。
17
2.3.2 疊層鉚合及焊接
疊層製程是由一定數量冲剪後的電磁鋼片經整理、疊裝、壓緊和固定成一 體,如定子。疊層有不同的固定方法如扣片、焊接及鉚接。疊層製程對於電磁鋼 片的重量、疊層厚度、壓緊力都有一定要求,在判斷疊層合格與否的同時也再次 確定了單片沖壓時毛邊和平坦度的品質。定子疊層會直接影響到電動機後續製程 的品質效率,若電磁鋼片疊層之間含有空隙或齒槽不平整,繞線後定子將無法有 效的感應磁通,造成耗損;若疊層的壓力不足,會造成繞線端部壽命降低。
2.3.3 退火熱處理
本章 2.2.2 節有提到加工製程會造成電磁鋼片的電磁特性下降。為了消除電 磁鋼片在加工過程中造成的晶粒變形、殘留應力、塑性應變、差排等缺陷,疊層 完後的定子將可視需求進行應力消除退火熱處理。如圖 2.7 所示,在 700°C 含氮 環境下,退火熱處理可以恢復電磁鋼片整體的電磁特性[30]。
圖 2.7 壓延方向與垂直壓延方向退火熱處理前後的電磁密度-真實應變圖[30]
18
2.3.4 繞線製程
電動機的繞線製程將視定子槽形和繞線方式選擇不同的繞線機和製程,一般 上都會經過漆包線、入絕緣槽紙、入線、槽楔片塞入、綁線固定、凡立水固型等 步驟。此外繞線需考慮漆包線絕緣層比例、排線能力、表面粗度、繞線張力 [31]。
2.3.5 固定封裝
目前固定封裝已經使用自動化組裝,首先借助機械手臂及液壓裝置把已疊層 繞線好的定子安裝進入已加熱好的電動機座內,裝配好的定子冷却後壓裝軸承并 填充潤滑脂,安裝端蓋、散熱風扇和已壓入中心軸的轉子等製程。
2.4 沖壓理論
本研究所使用的沖壓模具參考精密下料模具的設計。精密下料製程又稱光邊 切料(Fine Blanking),是從普通沖壓技術發展而來的一種沖壓技術,一般使用在 下料製程,如圖 2.8 所示,一般具有 V 形壓料板。但 V 形壓料板會破壞工件表 面,不適合使用在本實驗的沖孔製程。參考余俊德先生的研究[32],在使用平壓 料板及壓料力足夠的情況下,沖壓斷面品質不亞於 V 形壓料板的使用。以下將介 紹沖壓參數的意義、精密下料的工作原理、沖壓斷面之分析、冲壓過程中金屬的 塑性變形、沖壓過程中金屬的加工硬化[33]。
2.4.1 沖壓參數的意義
本研究使用伺服沖床進行精密沖壓可以調整的沖壓參數有模具間隙、母模與 沖頭倒角半徑、壓料板壓力、反壓板壓力、沖頭行程模式和沖頭速度。以下將對 各沖壓參數的定義做解釋:
19
(1) 模具間隙
所謂間隙,既母模與沖頭工作部分的尺寸差。一般上間隙與板厚成固定比 例。間隙適合則沖壓品質佳、間隙太小也會降低模具壽命。
(2) 母模與沖頭倒角半徑
一般上,母模與沖頭的刀刃皆成 90 度的直角,若在母模的刀刃部位故意製 造一倒角半徑,則材料的硬化梯度、光亮面、破裂位置將會隨之改變。
(3) 壓料板壓力
壓料板主要功能是在沖壓的過程中給予固定工件的力量,這個壓力稱為壓料 板壓力。適當的壓料板壓力可以抑制材料在沖壓過程中扭曲翹曲,改善材料的斷 面品質。
(4) 反壓板壓力
反壓板主要的功能是給予材料和沖頭方向相反的壓力,這個壓力稱為反壓板 壓力。反壓板壓力、壓料板壓力和沖頭壓力可形成 3 向靜水壓力,延伸材料的塑 性變形,但壓力太大會增加母模側向負荷及造成沖頭負擔,影響母模及沖頭壽 命。
(5) 沖頭行程模式
沖頭行程模式為沖頭一個週期行程中的運動模式。傳統沖床因為由飛輪帶 動,沖頭行程模式為曲柄模式。但伺服沖床的沖頭是由直驅伺服馬達所驅動,可 任意控制沖頭的位置和速度,進行不同沖頭行程模式。
20
2.4.2 精密下料的工作原理
精密下料製程跟普通沖壓製程最大的差異是多了反壓板給予工件與沖頭方向 相反的靜水壓力,防止材料在剪切區內撕裂和金屬的橫向流動,使精密下料比傳 統沖壓可以使用更小的模具間隙。如圖 2.8 所示,精密下料時壓料板將工件壓 緊,在沖頭壓入材料的同時反壓板也給予工件足夠的壓縮靜水壓力,材料因為受 三向壓應力而延伸了沖壓時工件的塑性變形區,達到沖壓零件尺寸公差小、形狀 精度高、沖壓斷面品質佳的目的。
2.4.3 沖壓斷面之分析
沖壓斷面之品質如圖 2.9 所示因材料變形階段不同可分為 4 個區塊。彈性區
(Roll over zone)、光亮面(Burnish zone)、破斷面(Fracture zone)和毛邊
(Burr)。以下將對各區塊的生成原因逐一說明[32]:
(1) 彈性區(Roll over zone)
沖頭接觸工件表面後,開始對工件施加壓力,此時工件受到沖頭和母模的作 用力產生彈性變形。
a. 傳統下料 b. 精密下料
圖 2.8 傳統下料與精密下料示意圖[34]
21
(2) 光亮面(Burnish zone)
工件在彈性變形區受到沖頭的作用力超過材料的降伏點,開始塑性變形流 動,形成光亮面。光亮面在沖壓斷面品質中精度最好,一般沖壓加工希望增加材 料的塑性變形區來增加光亮面的比例。
(3) 破斷面(Fracture zone)
破斷面是由裂縫所造成的粗糙面。當工件在光亮面發生塑性變形直到沖頭超 過工件材料的最大強度,材料開始產生裂縫。如圖 2.10 所示,裂縫與模具間隙 有著很大關係。沖頭和母模之間的間隙為材料的剪切區,當材料受沖頭和母模的 擠壓作用力超過材料的強度後,材料靠近沖頭刀刃尖端及母模邊緣開始產生裂縫 並成長,直到兩端裂縫重合則材料斷裂。如圖 2.10(a)所示,若間隙過小,材 料塑性提高並且兩端裂縫成長的角度過小導致材料二次剪切,使得破斷面在兩層 光亮面之間。圖 2.10(b)所示為間隙適合,裂縫將沿著沖頭刃邊及母模邊緣的 對角線方向成長,兩端裂縫成長重合後材料斷裂。圖 2.10(c)所示為間隙過大 時,兩端裂縫成長的角度過大導致裂縫無法重合而造成撕斷,破斷面斜度增大,
斷面垂直度差,表面粗糙並且有毛邊的產生。
(4) 毛邊(Burr)
當沖壓間隙過大或過小時,材料在破斷面產生的裂縫無法重合而被撕斷,形 成毛邊。
22
圖 2.9 沖壓斷面示意圖[35]
圖 2.10 沖壓間隙與斷面品質[36]
2.4.4 沖壓過程中金屬的塑性變形
電磁鋼片在沖壓加工之後留有部分的塑性應變和殘留應力以至於影響其電磁 特性。分析沖壓過程中金屬的塑性變形和受力狀況是本研究分析的基礎。由於沖 壓變形屬於非穩態問題,以下將對沖壓過程作一定程度的簡化以利分析。
一般沖壓加工將會經過彈性變形、塑性變形和破斷三個階段。如 2.4.3 節所 提到的會呈現三個特徵帶。但是在精密沖壓時,因為工件材料受三相靜水壓力,
控制得宜的話材料將一直處在塑性變形狀態,使工件沖壓後沖壓斷面都是光亮
23
面。
當沖頭壓入材料一定深度時,剪切區的材料產生了強烈的塑性流動。如圖 2.11 所示,剪切區的材料貫串著塑性伸長。參考圖 2.12 所示模型,沖壓時位於 壓料板及沖頭邊緣之間的材料纖維 ab 不斷被塑性拉長達到最大值,直到材料斷 裂為止。以此類推,剪切區內材料的塑性流動將如纖維 ab 一般,在沖孔時,沖 頭側面的材料纖維將留在工件內;相對的,在母模刃口側面的材料纖維則破裂為 廢料。這些材料纖維因為受到很大的塑性流動,將影響剪切區及剪切區周圍的材 料發生加工硬化、差排、晶界扭曲等變化[33]。
圖 2.11 精密沖壓時剪切區的塑性流動照片[33]
24
2.4.5 沖壓過程中金屬的加工硬化
在沖壓過程中,材料經受了大量的塑性變形,使得材料晶界扭曲,硬度增 高,發生加工硬化現象。圖 2.13 所示為典型的沖裁面及其內部各層的硬度分佈 曲線。其中沖壓剪斷表面的硬度最高,並且依不同材料將會造成數毫米深的硬化 層。加工硬化影響的程度將受材料的基體強度、組織結構和工件厚度而異[33]。
圖 2.13 沖裁面及其內部各層的硬度分佈曲線[33]
a. 變形前 b. 變形後 圖 2.12 精密沖壓剪切區的變形[33]
25
第三章 實驗步驟與方法
3.1 實驗規劃流程圖
本研究將進行兩部分實驗探討沖壓製程對電磁鋼片的影響。流程圖如圖 3.1 所示,第一部分實驗探討沖壓製程參數對電磁鋼片的影響;第二部分實驗探討定 子槽幾何形狀變化對電磁鋼片的影響。電磁鋼片的評估方式以沖壓切邊的加工硬 度為主,而後配合額外的硬度與塑性應變關係實驗和塑性應變與電磁特性關係實 驗,並量測加工硬化的程度,推算出沖壓加工對電磁鋼片的影響區域。
圖 3.1 實驗規劃流程圖 矽鋼片單片分析
沖壓切邊硬化區域量測
建立塑性應變與電磁特性關係
建立塑性應變與加工硬化關係 定子槽形幾何參數實驗
沖壓製程參數實驗
實驗結果與分析討論
26
3.1.1 沖壓製程參數對電磁鋼片的影響
回顧前人研究,模具間隙越小,電磁特性惡化的程度和材料加工硬化程度越 小,並且此模具間隙不是一味的要求越小越好,只要剪切間隙小於一門檻值,斷 面品質和電磁特性的惡化就會維持穩定[11]。另外,沖頭刀刃設定成圓弧倒角形 狀會使工件的加工硬化集中在廢料,適合使用在沖孔加工;母模刀刃設定成圓弧 倒角形狀會使工件的加工硬化集中在工件端,適合使用在下料加工[41]。何況模 具間隙、沖頭刀刃倒角與母模刀刃倒角的沖壓參數必須要改變模具設計才能達 成,實驗的模具設計更動不易,模具製作費用高,故本研究在這裡不做這方面的 探討。
本研究探討的沖壓製程參數將著重在沖頭速度(Punching Speed)、沖頭行程 模式(Punching Mode)、壓料板壓力(Blank Holder Pressure)和反壓板壓力
(Counter Punch Pressure)這四個參數因子。四個參數因子進行各三個條件的全 模型交叉實驗。如表 3.1 所示,沖頭速度條件的設定有 8.3mm/s(低速)、
207.5mm/s(中速)和 415mm/s(高速);沖頭行程模式條件的設定有傳統沖床的 曲柄模式(Crank Mode)、伺服沖床的振幅 10µm(小振幅)和振幅 80µm(大振 幅)振動模式(Vibration Mode);壓料板壓力條件的設定有 6.9MPa(低壓力)、
12.8MPa(中壓力)和 50.9MPa(高壓力);反壓板壓力條件的設定有 3.3MPa(低 壓力)、6.1MPa(中壓力)和 18.4MPa(高壓力)。以上實驗條件規劃如表 3.2 所 示,將探討各沖孔製程參數之間的交互影響。本實驗固定使用倒角半徑 1mm、夾 角角度 82°的槽形,探討的位置在槽形直線部位的中點剖面位置,如圖 3.2 所 示,以避免不同槽形幾何、沖壓間隙或其他條件造成的實驗誤差。
27
表 3.1 沖壓製程實驗的參數設定
表 3.2 沖壓製程的實驗組合
Level
Punching Speed [mm/s] 8.3、207.5、415
Punching Mode
Crank Mode Amplitude 0µm Vibration Mode Amplitude 10µm Vibration Mode Amplitude 80µm Blank Holder Pressure [MPa] 6.9、12.8、50.9
Counter Punch Pressure [MPa] 3.3、6.1、18.4
Specimen No
Punching Speed [mm/s]
Punching Mode Blank Holder Pressure [MPa]
Counter Punch Pressure [MPa]
1 8.3 Crank Mode
Amplitude 0µm 6.9 3.3 2 207.5 Crank Mode
Amplitude 0µm 6.9 3.3 3 415 Crank Mode
Amplitude 0µm 6.9 3.3 4 8.3 Vibration Mode
Amplitude 10µm 6.9 3.3 5 207.5 Vibration Mode
Amplitude 10µm 6.9 3.3 6 415 Vibration Mode
Amplitude 10µm 6.9 3.3 7 8.3 Vibration Mode
Amplitude 80µm 6.9 3.3 8 207.5 Vibration Mode
Amplitude 80µm 6.9 3.3 9 415 Vibration Mode
Amplitude 80µm 6.9 3.3 10 8.3 Crank Mode
Amplitude 0µm 12.8 3.3 11 207.5 Crank Mode
Amplitude 0µm 12.8 3.3
28
12 415 Crank Mode
Amplitude 0µm 12.8 3.3 13 8.3 Vibration Mode
Amplitude 10µm 12.8 3.3 14 207.5 Vibration Mode
Amplitude 10µm 12.8 3.3 15 415 Vibration Mode
Amplitude 10µm 12.8 3.3 16 8.3 Vibration Mode
Amplitude 80µm 12.8 3.3 17 207.5 Vibration Mode
Amplitude 80µm 12.8 3.3 18 415 Vibration Mode
Amplitude 80µm 12.8 3.3 19 8.3 Crank Mode
Amplitude 0µm 50.9 3.3 20 207.5 Crank Mode
Amplitude 0µm 50.9 3.3 21 415 Crank Mode
Amplitude 0µm 50.9 3.3 22 8.3 Vibration Mode
Amplitude 10µm 50.9 3.3 23 207.5 Vibration Mode
Amplitude 10µm 50.9 3.3 24 415 Vibration Mode
Amplitude 10µm 50.9 3.3 25 8.3 Vibration Mode
Amplitude 80µm 50.9 3.3 26 207.5 Vibration Mode
Amplitude 80µm 50.9 3.3 27 415 Vibration Mode
Amplitude 80µm 50.9 3.3 28 8.3 Crank Mode
Amplitude 0µm 6.9 6.1 29 207.5 Crank Mode
Amplitude 0µm 6.9 6.1 30 415 Crank Mode
Amplitude 0µm 6.9 6.1
29
31 8.3 Vibration Mode
Amplitude 10µm 6.9 6.1 32 207.5 Vibration Mode
Amplitude 10µm 6.9 6.1 33 415 Vibration Mode
Amplitude 10µm 6.9 6.1 34 8.3 Vibration Mode
Amplitude 80µm 6.9 6.1 35 207.5 Vibration Mode
Amplitude 80µm 6.9 6.1 36 415 Vibration Mode
Amplitude 80µm 6.9 6.1 37 8.3 Crank Mode
Amplitude 0µm 12.8 6.1 38 207.5 Crank Mode
Amplitude 0µm 12.8 6.1 39 415 Crank Mode
Amplitude 0µm 12.8 6.1 40 8.3 Vibration Mode
Amplitude 10µm 12.8 6.1 41 207.5 Vibration Mode
Amplitude 10µm 12.8 6.1 42 415 Vibration Mode
Amplitude 10µm 12.8 6.1 43 8.3 Vibration Mode
Amplitude 80µm 12.8 6.1 44 207.5 Vibration Mode
Amplitude 80µm 12.8 6.1 45 415 Vibration Mode
Amplitude 80µm 12.8 6.1 46 8.3 Crank Mode
Amplitude 0µm 50.9 6.1 47 207.5 Crank Mode
Amplitude 0µm 50.9 6.1 48 415 Crank Mode
Amplitude 0µm 50.9 6.1 49 8.3 Vibration Mode
Amplitude 10µm 50.9 6.1
30
50 207.5 Vibration Mode
Amplitude 10µm 50.9 6.1 51 415 Vibration Mode
Amplitude 10µm 50.9 6.1 52 8.3 Vibration Mode
Amplitude 80µm 50.9 6.1 53 207.5 Vibration Mode
Amplitude 80µm 50.9 6.1 54 415 Vibration Mode
Amplitude 80µm 50.9 6.1 55 8.3 Crank Mode
Amplitude 0µm 6.9 18.4 56 207.5 Crank Mode
Amplitude 0µm 6.9 18.4 57 415 Crank Mode
Amplitude 0µm 6.9 18.4 58 8.3 Vibration Mode
Amplitude 10µm 6.9 18.4 59 207.5 Vibration Mode
Amplitude 10µm 6.9 18.4 60 415 Vibration Mode
Amplitude 10µm 6.9 18.4 61 8.3 Vibration Mode
Amplitude 80µm 6.9 18.4 62 207.5 Vibration Mode
Amplitude 80µm 6.9 18.4 63 415 Vibration Mode
Amplitude 80µm 6.9 18.4 64 8.3 Crank Mode
Amplitude 0µm 12.8 18.4 65 207.5 Crank Mode
Amplitude 0µm 12.8 18.4 66 415 Crank Mode
Amplitude 0µm 12.8 18.4 67 8.3 Vibration Mode
Amplitude 10µm 12.8 18.4 68 207.5 Vibration Mode
Amplitude 10µm 12.8 18.4
31
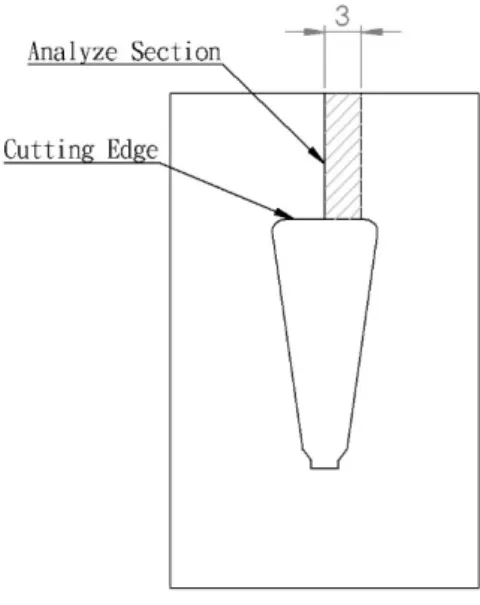
圖 3.2 沖壓製程參數實驗試片示意圖 69 415 Vibration Mode
Amplitude 10µm 12.8 18.4 70 8.3 Vibration Mode
Amplitude 80µm 12.8 18.4 71 207.5 Vibration Mode
Amplitude 80µm 12.8 18.4 72 415 Vibration Mode
Amplitude 80µm 12.8 18.4 73 8.3 Crank Mode
Amplitude 0µm 50.9 18.4 74 207.5 Crank Mode
Amplitude 0µm 50.9 18.4 75 415 Crank Mode
Amplitude 0µm 50.9 18.4 76 8.3 Vibration Mode
Amplitude 10µm 50.9 18.4 77 207.5 Vibration Mode
Amplitude 10µm 50.9 18.4 78 415 Vibration Mode
Amplitude 10µm 50.9 18.4 79 8.3 Vibration Mode
Amplitude 80µm 50.9 18.4 80 207.5 Vibration Mode
Amplitude 80µm 50.9 18.4 81 415 Vibration Mode
Amplitude 80µm 50.9 18.4
軋延方向
32
3.1.2 定子槽幾何變化對電磁鋼片的影響
參考沖壓製程參數的實驗結果,選用最佳的沖壓製程參數沖壓不同定子槽形 狀包括倒角半徑(Fillet Radius)和夾角角度(Angle Between Two Lines)的沖壓 實驗。如表 3.3 所示,倒角半徑條件的設定有 0.25mm、1mm、2mm、0.25mm
(加寬槽形)和 6mm(加寬槽形);夾角角度條件的設定有 82°、86.7°和 88°。
倒角半徑和夾角角度的交叉組合如表 3.4 所示,探討在固定的沖孔製程參數下,
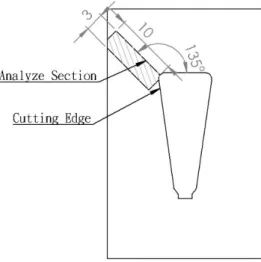
槽形的幾何特性如何影響沖壓加工後的電磁鋼片。本實驗的探討位置如圖 3.3 所 示,以倒角半徑中點 135°方向的剖面為探討平面。
表 3.3 定子槽幾何變化實驗中倒角半徑及夾角角度設定
表 3.4 定子槽幾何變化實驗中倒角半徑及夾角角度的交叉組合
Condition
Fillet Radius [mm] 0.25、1、2、0.25(Width)、6(Width) Angle Between Two Lines [deg] 82、86.7、88
Slot No. Fillet Radius [mm] Angle Between Two Lines [deg]
1 0.25 82
2 1 82
3 2 82
4 0.25(Width) 82
5 6(Width) 82
6 0.25 86.7
7 1 86.7
8 2 86.7
9 0.25(Width) 86.7
10 6(Width) 86.7
11 0.25 88
12 1 88
13 2 88
14 0.25(Width) 88
15 6(Width) 88
33
圖 3.3 定子槽幾何變化實驗試片示意圖
3.1.3 電磁鋼片的評估方法
電磁鋼片在沖壓加工時產生的差排、晶界扭曲、殘留應力和塑性應變等缺 陷,將造成電磁鋼片電磁特性的下降[3]-[22]。電磁鋼片的評估方法最直接有效的 方法是以電磁原理為基礎量測電磁鋼片沖壓後切邊的電磁特性如磁滯曲線、磁通 密度等變化。但是沖壓加工後電磁特性的惡化範圍小至 1mm 以內,對量測技術 的解析度要求高。目前台灣現有的切邊鐵損量測技術,最適合量測切邊電磁特性 的方法為三探針電磁量測法(Needle Probe),但單單探針的直徑就 2mm 大,而 且還需要一定長度的激磁及量測,電場在切邊會轉彎並非保守場[22],導致目前 沒有適合用於本研究的電磁量測方法。故電磁特性的評估方法將由沖壓加工產生 的加工硬化反推而得,反推的步驟和方法如下。
(1) 建立塑性應變與電磁特性關係
根據 F.J.G.Landgraf 等學者[6][7]的研究,電磁鋼片的電磁特性對塑性應變的 軋延方向
34
敏感度大,即使 0.5%的應變量也會造成電磁鋼片的電磁特性大大降低。本研究以 拉伸試驗的方式,使電磁鋼片試片具有已知之應變量後進行 SST 電磁特性量測,
以此建立塑性應變與電磁特性(鐵損)之關係。
配合塑性應變與電磁特性的研究,需使用長寬為 30mm x 60mm 之標準試片 進行 SST 測試(Single-Sheet Magnetic Test Device)。首先如將圖 3.4 之拉伸試片 沿電磁鋼片的 45 度軋延方向以線放電加工切割後,使用材料試驗機和非接觸式 應變量測器分別將試片拉伸達到 0%、0.5%、1%、1.5%、2%、3%、5%、7%、
9%、11%、13%、15%的塑性應變後,使用線放電加工把拉伸試片中間的平行部 切割成 30mm x 60mm 以符合 SST 標準試片的大小。對相同大小、材料以及不同 應變量的電磁鋼片做 SST 測試後,即得塑性應變與電磁特性(鐵損)之關係。
圖 3.4 用於建立塑性應變與電磁特性關係之 45 度軋延方向拉伸試片
(2) 建立塑性應變與加工硬化關係
根據 D. Tabor [37][38]的研究,當材料受到塑性應變時,材料硬度會隨著塑性 應變的指數倍增長。圖 3.5 所示為 ASTM E8M 標準規格的拉伸試片,沿電磁鋼 片的 45 度軋延方向以線放電加工切割拉伸試片,使用材料試驗機和非接觸式應 變量測器分別拉伸試片達到 2%、4%、5%、12%、14%的塑性應變後,將試片切
軋延方向
35
割適當大小進行鑲埋、研磨、拋光後,使用維克氏微小硬度試驗機量測各塑性應 變所對應的硬度變化。
圖 3.5 用於建立塑性應變與加工硬化關係之 45 度軋延方向拉伸試片
(3) 沖壓切邊硬化區域量測
由於沖壓製程屬於非穩態問題,無法準確的計算沖壓後材料的應變和應力,
而且切邊應變、應力的影響範圍小至 1mm 以內,對量測技術的解析度要求高,
以現有的量測技術如 XRD,其最小的量測光束直徑為 2mm,且有軋延材料有織 構的影響,一樣難以應用於本研究。故本研究從材料的冷加工硬化特性著手,當 材料受到沖頭和母模的擠壓產生應變時,就會有加工硬化現象。量測加工硬化的 區域範圍即可由塑性應變與加工硬化的關係、塑性應變與電磁特性的關係反推出 該區域的電磁特性。
3.2 實驗材料、實驗設備與量測儀器
3.2.1 實驗材料
本實驗所使用的材料大小為 150mm x 150mm x 0.35mm,為中鋼出產的方向 性電磁鋼片 35CS250,材料的機械性質如表 3.5 及表 3.6 所示,適合使用在中 小型馬達及變壓器。本研究探討的電磁鋼片是厚度較薄的 0.35mm 電磁鋼片,相 較於市面上常見的厚度 0.5mm 電磁鋼片,有渦流損較低的優點,而且厚度較薄的 電磁鋼片沖壓的難度更高。
軋延方向
36
表 3.5 電磁鋼片 35CS250 之機械性質[40]
Thickness Density Max Iron Loss Min Density Magnetic Flux [mm] [kg/dm3] [W/kg] [T]
W15/50 B50
0.35 7.6 2.5 1.6
表 3.6 電磁鋼片 35CS250 之機械性質[40]
Yield Strength Tensile Strength Elongation [N/mm2] [N/mm2] [%]
軋延方向 垂直軋延方向 軋延方向 垂直軋延方向
389 400 515 536 21
3.2.2 實驗設備
(1) 實驗沖壓模具
本實驗所使用之沖壓模具由沖頭(Punch)、母模(Die)、上模座、下模座、
下夾料板、壓料板(Blank Holder)與反壓板(Counter Punch)組成,沖壓模具之 示意圖如圖 3.6 及圖 3.8 所示。模具沖頭與母模之間固定間隙 14 µm,相當於 4%板厚。壓料板及反壓板之壓力由彈簧控制,考慮到反壓板彈簧的長度,於是多 加了一塊上模座以容納壓料板彈簧。另外為了排除廢料及安裝模具的方便性,本 研究模具將模具設計為沖頭在下、母模在上,但這樣的設計不影響沖壓過程。模 具槽形的幾何形狀設計參照 3.1.2 節之條件設定,如圖 3.7 所示,由左至右改變 倒角半徑;由上至下改變夾角角度。
沖壓過程中,沖床的直驅伺服馬達運轉帶動母模下降,首先母模及壓料板將 工件壓住後,工件及壓料板繼續被往下壓直到碰到沖頭,接著工件受到母模往下 及沖頭往上的剪力,使得沖頭將工件壓入母模並帶動反壓板。反壓板被壓入母模 的同時給予工件反方向的壓力。母模繼續往下壓,直到沖壓行程結束,工件斷 裂。
37
圖 3.6 實驗沖壓模具組合圖
圖 3.7 實驗模具沖頭設計圖 上模座
下模座 反壓板彈簧 反壓板 母模 沖頭 壓料板 壓料板彈簧 夾板
38
圖 3.8 實驗沖壓模具爆炸視圖 上模座
上模座
上模座
下模座 反壓板彈簧
反壓板
母模
沖頭
壓料板
壓料板彈簧
夾板
39
(2) 直壁式直驅伺服沖床(Straight Side Direct Drive Servo Press)
本實驗所使用之沖壓設備為台灣協易機械工業股份有限公司所生產之伺服沖 床 SD1-200,其基本規格如表 3.7 所示。與一般機械式沖床最大的不同是,伺服 沖床使用直驅伺服馬達,可任意控制沖頭行程,內建的沖頭行程模式有 9 種,如 圖 3.10 所示,沖頭行程的精度可控制在 0.01mm 以內,可精確控制沖頭行程的 速度與位置。其中曲柄模式為傳統沖床之模式;Link、Hold 模式適合使用在鍛造 成形,在指定行程低速成形,並維持高壓減少回彈現象;Vibration 模式適合使用 在厚工件沖壓,設定沖頭往下振動以獲得較好的斷面品質;Pendulum 模式適合使 用在大量生產,在下死點附近週期運動減少沖頭每次沖壓回到上死點的時間。
本實驗所使用的沖壓行程模式為曲柄模式(Crank)與振動模式
(Vibration),以振動模式振幅 10µm、沖頭速度 415mm/s 為例,模式設定如圖 3.11 所示,下死點為 0mm、上死點為 250mm,沖頭位置在 250mm 以 50 S.P.M.
的速度往下降到下死點 50mm 時降低沖頭速度到 10 S.P.M,到達下死點 2.5mm 時 開始以 50 S.P.M.的沖頭速度進行往下 0.03mm、往上 0.02mm 的振動 99 次後經過 下死點回到上死點。沖床外觀如圖 3.9 所示。
圖 3.9 協易機械工業伺服沖床 SD1-200 外觀
40
表 3.7 伺服沖床 SD1-200 之標準規格
噸數 行程 行程數 閉合工作高度 沖頭調整量
[tf] [mm] [S.P.M.] [mm] [mm]
200 250 50 450 110
圖 3.10 伺服沖床 SD1-200 之沖頭行程模式
圖 3.11 伺服沖床 SD1-200 振動模式設定
Vibration 1 Vibration 2
41
(3) 線切割放電加工機(Wire-EDM Machine)
為了盡量降低切割時造成的加工硬化影響實驗誤差,本實驗切割試片皆使用 工研院所生產之線切割放電加工機,其中主要裝置包括:等能量放電波形電源供 應系統、水過濾系統、CNC 控制器及 X、Y、Z、U、V 五軸伺服系統(精度達
1µm)、繞線機構及機械本體結構。其可調參數及切割時參數設定如表 3.8 所示。
表 3.8 線切割放電加工機參數設定與範圍
項目 範圍 參數設定
放電時間 1 ~ 19 Steps(單位為 0.05µs) 2 放電休止時間 8 ~ 50 Steps(單位為 1µs) 14 電弧放電時間 1 ~ 12 Steps(單位為 0.05µs) 1 電弧放電休止時間 9 ~ 50 Steps(單位為 1µs) 25
伺服參考電壓 10 ~ 70V 50
進給遮罩
0 ~ 200% 5
(Feedrate Override)
線極進給速率 1 ~ 20 m/min(15 steps) 4 線極張力 10 ~ 2500 gf(15 steps) 8
加工液沖水壓力 0 ~ 20 kg/cm2 3
(4) 材料試驗機
本實驗所使用的拉伸試驗機有兩台,圖 3.4 用於建立塑性應變與電磁特性關 係之拉伸試片使用 MTS 公司的動態材料試驗機 Landmark Servohydranlic Test System,該試驗機最大可拉伸 25KN;圖 3.5 用於建立塑性應變與加工硬化關係 之拉伸試片使用 MTS 公司的靜態材料試驗機 Criterion Model 42,該試驗機最大 可拉伸 5KN,如圖 3.12。
![表 2.1 電動機各耗損所佔比例及影響因素[24]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9603322.629704/24.892.134.789.93.492/表21電動機各耗損所佔比例及影響因素24.webp)
![圖 2.3 渦流損示意圖[27]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9603322.629704/27.892.266.786.90.560/圖23渦流損示意圖27.webp)
![圖 2.8 傳統下料與精密下料示意圖[34]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9603322.629704/34.892.173.704.467.732/圖28傳統下料與精密下料示意圖34.webp)
![表 3.6 電磁鋼片 35CS250 之機械性質[40]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9603322.629704/50.892.139.776.102.835/表36電磁鋼片35CS25之機械性質4.webp)