第四章 實驗結果與討論 4-1 多孔性陽極氧化鋁模板結構與研究
本研究製備多孔性陽極氧化鋁模板為奈米級的孔洞,以此做為基板,再 利用脈衝電壓電鍍法固定其電流,電鍍銅填入 AAO 奈米孔洞製成奈米線 材、電鍍銅填入 AAO 奈米孔洞製成奈米線材,其主要過程為:先準備純度 為 99.7%的鋁基板,是 2 ㎝2×0.3mm、經過熱處理、電解拋光、第一階段草 酸及硫酸的陽極處理、移除 AAO、第二階段草酸及硫酸的陽極處理、移除 鋁基材及移除阻障層、AFM 及 SEM 觀察奈米孔洞、然後再將試片放在異丙 酮內用超音波震盪做清洗。經由草酸溶液進行陽極處理所得的氧化鋁模板完 成圖,如圖 4-1 所示,其孔洞大小約為 80mm,與文獻中草酸溶液的孔徑大 小 50-90mm 相符合。不同的陽極處理溶液,所形成的孔洞直徑大小不同,
分別為硫酸(15-35mm)、草酸(50-90mm)、磷酸(180-250mm),草酸 所製得的孔洞大小介於硫酸與磷酸之間。
4-1-1 微結構分析
如圖4-2(a)、(b)所示,本研究利用99.7%與99.9﹪純度之鋁片,在退火後 再進行機械拋光,而退火之目的為了是要消除鋁基材之內應力,讓陽極處理 後的孔洞排列整齊,孔徑大小均勻,本研究將進行兩個不同鋁試片的金相圖 比較,使用光學顯微鏡拍攝,其圖示中,可清楚看到其純度較低之99.7﹪鋁 試片表面是非常粗糙,而純度較低之99.9﹪鋁試片表面較為平坦。
本研究再進行純度99.7%與純度99.9%的鋁片之退火後,在依據所得之 鋁試片,分別進行一小時之10℃、42V的電解拋光,而其電解拋光之目的乃 是去除表面雜質和得到較好的表面均勻度,且運用光學顯微鏡拍攝鋁試片表 面,如下圖4-3(a)、(b)所示。
本研究採用經成本上之考量選擇較低之99.7%純度的鋁片,進行完退火 與機械拋光後,在依據所得之鋁試片,分別進行如10秒與20分鐘之10℃、42V 的電解拋光,而其電解拋光之目的乃是去除表面雜質和得到較好的表面均勻 度,且運用光學顯微鏡拍攝鋁試片表面,如下圖4-4(a)、(b)所示。與 圖4-2(a)99.7%純度未經電解拋光之鋁片比較起來,其經由電解拋光處理 後之表面已是非常光滑。
圖 4-2(a)99.7%機械拋光之鋁試片
圖 4-2(b)99.9%電解拋光之鋁試片
圖4-3(a)99.9%電解拋光之鋁試片 圖4-3(b)99.7%電解拋光之鋁試片
圖 4-4(a)10 秒之 10℃、42V 的電解拋光之微結構
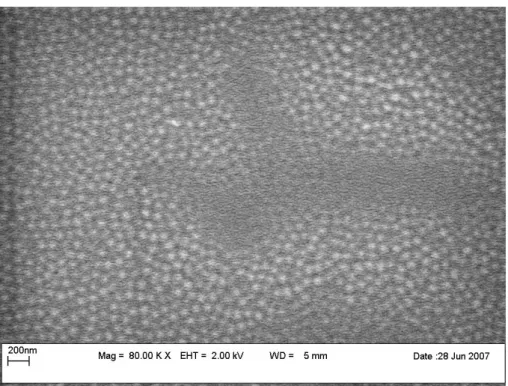
有鑑於此,本研究採用99.7%純度試鋁片進行日後之研究實驗,如圖4-5 為第一次陽極處理後的情形,並運用掃瞄式電子顯微鏡拍攝。此時可以看到 孔洞的排列是非常規則的,因為在電解拋光後,鋁基材的表面非常光滑,在 第一次陽極處理,成長氧化鋁模時,並無成長的基座,所以長出的氧化鋁模,
非常的不規則。但是當延長第一階段陽極處理時間,可以讓孔洞穩定成長達 到超高規則性排列。圖4-6為第一次陽極處理後,將氧化層移除後的情形,
用掃瞄式電子顯微鏡拍攝。可看到不規則的氧化模去除後,成長孔洞的基 座,等第二次陽極處理時,就會依照這此基座成長為較為規則排列的孔洞。
為了移除氧化鋁障壁層,將第一次陽極處理過的試片用鉻酸與磷酸混合 的溶液溶解氧化鋁60℃,五分鐘後,我們可以從圖看到完整且明顯的孔洞。
這些孔洞幾乎呈現正六邊形的特徵,每一個孔洞大小約80~100nm,因此可 以推知第一次陽極處理的電化學反應是將鋁轉變成氧化鋁。因為電場的效應 使其有均勻的孔洞性,也將鋁轉變成氧化鋁的過程,氧化鋁會往上堆積最後 會覆蓋整個孔洞。圖4-6為AAO經一次陽極處理後殘留於鋁基材上之六角型 印花。圖4-7為第二次陽極處理,用掃瞄式電子顯微鏡拍攝。且比較圖4-5第 一次陽極處理,其生成之孔洞較為規則排列。圖4-8為二次陽極處理後,初 期為六角形慢慢隨時間變成圓孔,進行擴孔處理,將圓孔形的洞整成更規則 的陣列式奈米孔洞,用掃瞄式電子顯微鏡拍攝。而圖4-9為多孔性陽極氧化 鋁模板之側邊圖,相同的電壓,時間不同的兩種模板厚度,分別為57.05μm、
65μm,以及圖4-9是多孔性陽極氧化鋁模板的內部管壁情形,可看的出來管 壁之間排列相當規則。圖4-8為二次陽極處理後,初期為六角形慢慢隨時間 變成圓孔,進行擴孔處理,將圓孔形的洞整成更規則的陣列式奈米孔洞,用
多孔性陽極氧化鋁模板的內部管壁情形,可看的出來管壁之間排列相當規 則。圖4-11為去除鋁基材所拍攝的,利用鹽酸和氯化銅去除之,沒有時間限 制,但實驗中為了加快速度可以用超音波震盪,可加速反應,其中剩下圓形 的部份是多孔性陽極氧化鋁模板之背部阻障層。圖4-12為進行去除阻障層,
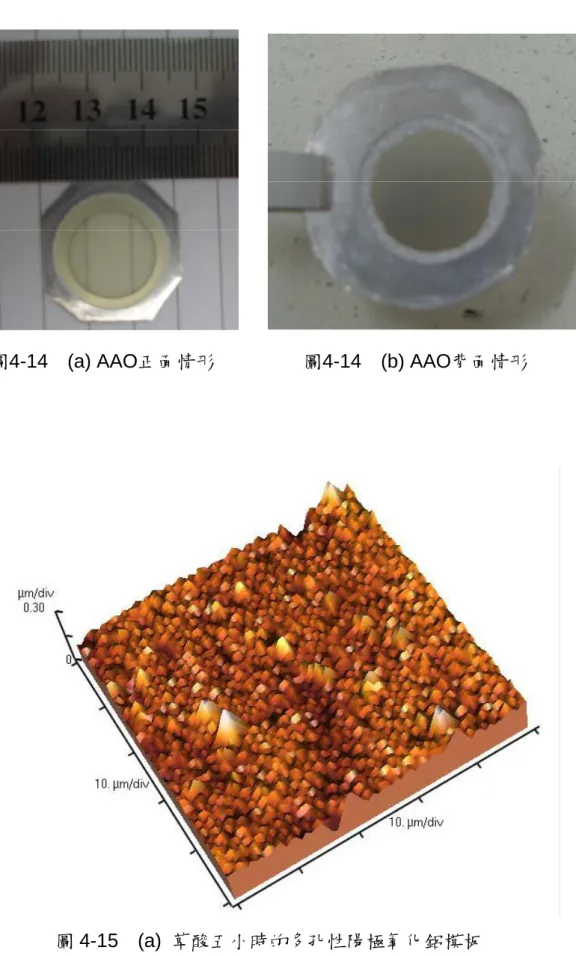
時間相當久,最佳時間為90分鐘。而圖4-13為背面阻障層後的試片,是兩面 通孔。圖4-15(a)~(c)為草酸AAO的AFM表面型態,孔洞的密度為0.5×109/㎝2, 圖4-16(a)~(c)為硫酸AAO的AFM表面型態,孔洞的密度為3.5×109/㎝2,兩者 都是六角柱狀排列,規則並且相當緻密,圖4-15(d)和圖4-16(d)為草酸和硫酸 AAO的XRD圖。
圖 4-5 第一次陽極處理
圖 4-6 移除第一階段陽極處理的 AAO
圖 4-7 第二次陽極處理
圖 4-8 擴孔處理
圖 4-9 (a)多孔性陽極氧化鋁模板之側邊圖,模板厚度約為 65.29μm
圖 4-9 (b)多孔性陽極氧化鋁模板之側邊圖,模板厚度為 57.05μm
圖 4-10 多孔性陽極氧化鋁模板之內部邊視圖
圖 4-11 多孔性陽極氧化鋁模板之背部阻障層
圖 4-12 開始除去阻障層情形
圖 4-13 (a)去除阻障層之背面 AAO 情形
圖 4-13 (b)去除阻障層之背面 AAO 情形
圖4-14 (a) AAO正面情形 圖4-14 (b) AAO背面情形
圖 4-15 (a) 草酸五小時的多孔性陽極氧化鋁模板
圖 4-15 (b) 草酸五小時的多孔性陽極氧化鋁模板
圖 4-15 (c) 草酸五小時多孔性陽極氧化鋁模板,掃描面積 50μm×50μm
圖 4-15 (d) 草酸五小時的多孔性陽極氧化鋁模板
圖 4-16 (a) 硫酸五小時的多孔性陽極氧化鋁模板
圖 4-16 (b) 硫酸五小時的多孔性陽極氧化鋁模板
圖 4-16 (c) 硫酸五小時的多孔性陽極氧化鋁模板,掃描面積 50μm×50μm
圖 4-16 (d)硫酸五小時的多孔性陽極氧化鋁模板
4-2 多孔性陽極氧化鋁輔助電鍍法製備一維奈米線
在電鍍實驗的部份,利用的是草酸所做的多孔性陽極氧化鋁模板,因其 孔徑為 60nm,這樣其的孔徑大小是最容易拿來應用的大小,硫酸製得的孔 洞太小,則會增加電鍍的困難度,磷酸製得的孔洞太大,大過於 100mm 則 失去奈米尺度的意義,所以本實驗的電鍍部份皆以草酸之多孔性陽極氧化鋁 模版為實驗部份。多孔性陽極氧化鋁模板背面先濺鍍ㄧ層金作為導電電極、
製備電鍍液(0.2M 硫酸銅和 0.1M 硫酸混合液)及(0.059M 硝酸銀和 0.063M 硫 代硫酸鈉和 0.259M 醋酸銨混合液)、組裝脈衝設備進行電鍍、微結構分析,
本節將探討兩種的電鍍方式對於奈米線各項性質的影響。其脈衝參數如表 4-1:
表 4-1 電鍍使用參數
脈衝電壓電鍍法 脈衝電壓+超音波電鍍法 直流電壓電鍍法 脈衝電壓:30 V 脈衝電壓:30 V 電壓:30 V 電流:120 mA 電流:120 mA 電流:120 mA 波形:脈衝方波 波形:脈衝方波 波形:直流 工作周期:20%,80% 工作周期:20%,80% 工作周期:無 頻率:100Hz、200Hz 頻率:100Hz、200Hz 頻率:無
溫度維持:30 ℃ 溫度維持:30 ℃ 溫度維持:30 ℃ 時間:1、3、10 min 時間:1、3、10 min 時間:1、3、10 min
4-2-1 微結構分析
電鍍是一種電沉積( electrodeposition )過程,利用電解體 electrolysis)在電 極(electrode)沉積金屬,它是屬於電化學之應用的一支。電化學是研究有關電 能與化學能交互變化作用及轉換過程。草酸(H2C2O4)經陽極處理所得之 AAO,為陣列式奈米孔洞結構,其孔洞直徑 80nm,管壁長度大約 60μm,以 此模板輔助製備氧化銅奈米線、奈米銀線,不僅可達到 100 nm 以下的奈米 線結構,還可以獲得規則性相當好的奈米線陣列。組裝設備如圖 4-17,可進 行脈衝電壓電鍍法、直流電壓電鍍法,脈衝產生器為一個 AB 類的放大器,
接受信號產生器的波形訊號,也接受電源供應器的直流電壓,A類放大器:
工作電流處於高檔的位置,即使沒有信號輸入機器仍然在消耗功率,所以機 器會很燙,放大效率較低,失真率較低。單端即可放大整個訊號,B類放大 器:工作電流處於0的位置,放大效率很高,小小一台機器往往就有很高的 功率輸出。常用於PA廣播系統、汽車音響。只能放大正半週或負半週的訊 號,所以需作推挽的設計,AB類放大器:綜和以上兩種的優點,工作電流 處於較低點,工作電流會隨著訊號大小而改變。因為電鍍工作電流可考量,
所以不需要很大功率,且因為要求脈衝信號皆能一同放大,所以本實驗利用 AB 類來做脈衝電鍍的功率放大器。此外本實驗又外加超音波震盪,讓其攪 拌,覆蓋性較佳,溫度調比市溫高是為了加速反應的速率。利用示波器是為 了觀察在電鍍時的變化。至於使用硫酸銅溶液是因為硫酸銅的電鍍槽的配 製、操作及廢液處理都很經濟,其化學成份簡單,鍍液有良好導電性,均一 性差,但目前有特殊配方及添加劑可以改善。氰化銅電鍍液配方,雖然鍍層 細緻、均一性良好、但是毒性強、廢液處理麻煩、電流密度小、生產效率低、
在大部份的情況下,陰極不一定會有 100%的效率,因為一部份的電流將會 消耗在氫的放出,電流密度過小也是不採用的原因,所以本實驗採用硫酸銅 的電鍍槽。圖 4-20~圖 4-22 是為了建立良好的導電,所以背面電鍍金,此步 驟為電鍍銅線前最重要的步驟,鍍金的目的是在必須要控制銅金屬,有效的 沉積在模板上,所以此步驟的製程要極為穩定,銅線沉積在模板上的效率一 定是鍍金覆蓋的模板較好,沉積的速率較快且較好。比較表 4-2 可以得到最 好的覆蓋參數,為 90 min。圖 4-20~圖 4-22 是為了了解鍍金的膜厚,AFM 的 3D 圖與 SEM 都顯示,利用鍍金機的電鍍速率,在 90 min 分鐘時可得到 全面的覆蓋,膜厚為 195nm。
脈衝電壓電鍍銅與直流電壓電鍍銅的比較,由表 4-3 所示鋅奈米線成功 地鑲嵌在以草酸(H2C2O4)AAO 為模板的奈米孔洞,且其直徑跟孔洞的直徑相 同,顯示出多孔性陽極氧化鋁模板(AAO)是左右鋅奈米線的直徑尺寸大小。
其最佳參數為脈衝電壓:30 V、電流:120 mA、波形:脈衝方波、工作周期:
20%、頻率:100Hz、電解液溫度維持在 30 ℃、電鍍時間為:10 min,可得 到 5000nm 的奈米線,另外文獻中有提到,陰極電壓對鋅奈米線的關係,是 隨著電壓的增加,奈米線長度是呈現拋物線的變化,所以本實驗預測,電鍍 銅的部份,脈衝電壓:60 V、電流:120 mA、波形:脈衝方波,可獲得最佳 長度 10 μm 的奈米線,時間再拉長,但是電鍍效率趨勢平緩,原因是由於 孔徑變小,造成後來的原子不易填到孔洞中,在表面堆積成長成銅或是銀的 結晶。在 XRD 分析中,奈米線由 x-ray 繞射譜圖分析得知試片成分為氧化 銅,其結構為面心立方,2θ為 43°、51°與文獻相同,證明確實是銅的奈米 線。文獻也有說到呈現銅為形狀為複雜的多晶結構,但尚無確切的證實,希 望未來可以利用高解析穿透式電子顯微鏡(HRTEM)做進一步的分析。
圖 4-17 脈衝電鍍的儀器設備,電鍍液為硫酸銅
圖 4-18 脈衝電鍍,脈衝波形:峰對蜂值 13.2V、
頻率 102.7Hz、平均值-2.95V、周期 9.74ms
圖 4-19 脈衝電鍍,脈衝波形:峰對蜂值 17.4V、
示波器
電源供應器 信號產生器 脈衝產生器 超音波震盪器
表 4-2 AAO 背面鍍金時間參數
鍍金時間 試片照片 SEM照片
6min
50min
90min
圖 4-22 背面鍍金後之正面 AAO
圖 4-24 SEM 圖之 AAO 背面鍍金,鍍金膜厚 195nm
圖 4-25 AFM 3D 圖之 AAO 背面鍍金的高深寬比,鍍金膜厚大約 200nm
表 4-3 直流電壓電鍍與脈衝電壓電鍍的比較
直流電壓電鍍銅 脈衝電壓電鍍銅
AAO 試片正面 脈衝 AAO 試片正面
SEM 圖:直流電壓電鍍 AAO 試片 側面管壁面:
奈米銅線線長 1000~2500nm
,深寬比為 1:12.5。
SEM 圖:脈衝電壓電鍍 AAO 試片 側面管壁面:
奈米銅線線長 5000nm
,深寬比為 1:68.5。
直流電壓電鍍銅 脈衝電壓電鍍銅
直流電壓電鍍 AAO 側面管壁 脈衝電鍍 AAO 側面管壁
直流電壓電鍍 AAO 正面微觀 脈衝電鍍 AAO 側面管壁
直流電壓電鍍 AAO 正面微觀 脈衝電鍍 AAO 正面微觀
圖 4-26 實驗結果整理
線長度:>5μm 孔徑:80nm
脈衝電壓:30 V 電流:120 mA 波形:脈衝方波
工作周期:20%,80%
頻率:100Hz、200Hz 溫度維持:30 ℃ 時間:1、3、10 min
線長度:3~4μm 孔徑:80nm
脈衝電壓:30 V 電流:120 mA 波形:脈衝方波
工作周期:20%,80%
頻率:100Hz、200Hz 溫度維持:30 ℃ 時間:1、3、10 min
線長度:1~2μm 孔徑:80nm
電壓:30 V 電流:120 mA 波形:直流 工作周期:無 頻率:無
溫度維持:30 ℃ 時間:1、3、10 min
脈衝電壓+超音波 脈衝電壓
直流電壓
圖 4-27 銅的 X 繞射分析圖
圖 4-28 直徑 80nm 銅金屬奈米線之 XRD 繞射圖譜,其中 2θ角度 43°正是 銅的信號,與圖 4-27 相符合
表 4-4 直流電壓電鍍奈米銀線 直流電壓電鍍銀
SEM 圖:AAO 試片側面管壁面:
奈米銀線線長 3000nm,深寬比為 1:37.5。
直流電壓電鍍銀
SEM 圖:AAO 試片表情形