行政院國家科學委員會補助專題研究計畫成果報告
※※※※※※※※※※※※※※※※※※※※※※※※※
※ ※
※ 析出硬化型鋁合金 2219 與 7003 之銲接性研究 ※
※ ※
※※※※※※※※※※※※※※※※※※※※※※※※※
計畫類別:█個別型計畫 □整合型計畫
計畫編號:NSC 89-2216-E-009-011
執行期間:88 年 08 月 01 日至 89 年 07 月 31 日
計畫主持人:周長彬 教授
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
執行單位:國立交通大學機械工程學系
中 華 民 國 89 年 10 月 10 日
行政院國家科學委員會專題研究計畫成果報告
析出硬化型鋁合金 2219 與 7003 之銲接性研究
計畫編號:NSC 89-2216-E-009-011
執行期限:88 年 08 月 01 日至 89 年 07 月 31 日
主持人:周長彬 教授 國立交通大學機械工程學系
一、中文摘要 鍛造用鋁合金 2XXX(Al-Cu 合金)系與 7XXX (Al-Zn-Mg 合金)系主要特點為具有較高的機械 強度,因此多應用於航空材料上。然而其銲接性不 佳使其在應用上受到了極大的限制。2XXX 系耐腐 蝕性不佳也使得其在應用上受到了一些限制,而 7XXX 系則有較優良的耐腐蝕性。 鋁合金 2219 與 7003 為這兩系中少數易銲的材 料之一,然而在強度上也就稍稍的犧牲了一點。鋁 銅合金 2219 應用於高溫使用構件與銲接構件,而 7003 則應用於車體構件與低溫容器。 本文係選用 2219-T31 與 7003-F 及 7003-T5 等 三種中高強度鋁合金為實驗之材料,以惰氣金屬電 弧銲(GMAW)來進行不開槽填料銲接。填料選用 ER2319、ER4043 及 ER5356 等三種銲線。本文主 要探討在異種鋁合金在對接下尋找最佳銲接參數 與適當填料,並探討不同熱處理條件下對銲件機械 強度之影響。熱處理條件包括自然時效、人工時效 及全程熱處理等。 銲接性分析方面包括有拉伸試驗、彎曲試驗、 微硬度試驗、孔隙率分析、金相顯微組織觀察、 SEM/EDS 分析及破斷面破裂型態分析等。 實驗結果顯示:經由適當的熱處理條件之銲 件,可使其拉伸強度達到甚至於超越 7003-F 母材 的強度。在銲後僅施行自然時效處理,其中使用填 料 ER2319 可得到較佳的銲後機械性質。若於銲後 施行 T4 處理則以 ER4043 較佳。固溶處理溫度則 以 535℃為佳。析出溫度則以較低的溫度可得到較 佳的機械性質。 關鍵詞:銲接性、熱處理、惰氣金屬電弧銲、析出 硬化型鋁合金 Abstr actBecause the characteristic of high strength, aluminum alloys 2XXX and 7XXX are mainly used in the airplane industry. The major problem for wide use of these materials is the weldability.
The aluminum alloys used in this research were 2219-T31, 7003-F, and 7003-T5. Gas metal arc welding process was used with filler metals of ER2319, ER4043, and ER5356. The purpose of this investigation was to determine the optimum welding conditions and filler metal. The best post weld
treatment for the dissimilar base metal was also evaluated.
Tensile test, bending test, microhardness test, optical metallographic examination, and SEM/EDS were conducted.
The experimental result showes that the tensile strength reduced by welding can be recovered through proper heat treatment. For the filler metal ER2319, natural aging can give better mechanical properties. T4 heat treatment can be use to achieve good mechanical properties for the weldment with filler metal ER4043. The solution temperature 535℃ plus low temperature precipitation is used to obtain maximum tensile strength of dissimilar weld joint of aluminum alloys 2219 and 7003.
Keywor ds: Weldability, Heat treatment, Gas metal arc welding, Precipitated-hardening aluminum alloy 二、計畫緣由與目的 析出硬化型鋁合金 2XXX 系與 7XXX 系均屬 高強度的鋁合金,主要應用於航空工業上,然而其 銲接性不佳則成了其最大的使用限制。 鋁合金 2219 與 7003 則屬 2XXX 系與 7XXX 系中少數易銲的材料之一。2219 鋁合金在強度上比 7003 高,可應用於高溫的使用構件,然而耐蝕性不 佳卻又成了其最大的致命傷。而 7003 鋁合金的耐 腐蝕性則為 2219 鋁合金所不能相提並論。 現今的材料要求愈來愈高,單種的合金已經漸 漸的不能適用於特殊場合中,而鋁合金 2219 與 7003 銲接,在 2219 方面可提供較高的機械強度與 高溫性質,而 7003 則可提供較佳的耐腐蝕性。兩 者銲接則可視其所使用的環境而決定該以何者為 外部材料,如此便可減少因單種材料不適用的問題 發生,而增加材料在應用上的選擇。 三、實驗方法 3.1. 實驗材料 本實驗 所使用 的材料 為鍛造 用鋁合 金 7003-F、7003-T5及2219-T351,厚度3mm,施行對接; 所使用之填充金屬為直徑1.2mm的銲線,其種類為 ER2319、ER4043及ER5356。母材與銲線成分如表1 所示。試片尺寸為200×55×3mm。 3.2. 銲接實驗
本實驗係採用惰性金屬極電弧銲(Gas Metal Arc Welding),並使用pulsed current來施銲。 銲接參數主要包括電流、電壓、銲接走速、送 線速度、電弧長度及保護氣體之流量。而最佳參數 之判定,係依據銲道表面狀況與熔透情形為參考基 準。銲接參數如表2所示。 3.3. 銲後熱處理 銲後熱處理可以改善母材熱影響區之機械性 質。本實驗以下列四種熱處理方式進行: (1)自然時效(natural 自然時效為將銲好之試片,停放於室溫85天, 然後進行測試,即T1處理。 (2)人工時效(artificial 將銲好之試片未經固溶處理即進行130℃與 190℃之人工時效,並持溫18小時,即T5處理。 (3)固溶熱處理(solution heat
將銲好之試片置於爐中進行465℃與535℃之 固溶處理,並持溫1小時後淬火,再置於室溫中85 天自然時效,即T4處理。
(4)全程熱處理(full heat
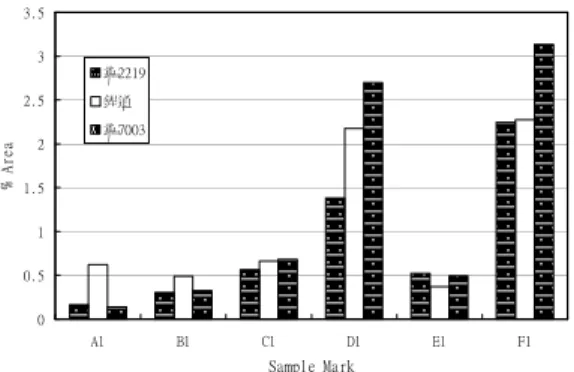
固溶處理+淬火處理+人工時效處理,即T6處理。 全程熱處理為將銲好之試片進行固溶與時效 處理,因2219與7003之固溶溫度、時效溫度及處理 時間皆不相同,其固溶處理及析出熱處理之溫度、 時間如表3所示。 本實驗全程熱處理採用折衷之方式,固溶溫度 為535℃與465℃,固溶時間35分鐘與1小時;析出 時效溫度為190℃、175℃、130℃及120℃,時效時 間為18小時與24小時。 3.4. 孔隙率分析量測 本實驗是將銲好之試片經冷鑲、研磨及拋光後 在金相顯微鏡下觀察,並經由電腦的連結,藉由 OPTIMAS影像處理軟體,經由不同的色階判斷來 判斷孔隙率。 3.5. 拉伸試驗 將銲好之試片切割取樣,作成標準拉伸試片。 拉伸後可算出銲件的最大抗拉強度、降伏強度及伸 長率等。拉伸試驗的試片,經冷鑲埋後在金相顯微 鏡(OM)與掃瞄式電子顯微鏡(SEM)下觀察破 斷面附近的組織,以判斷其破斷原因。 3.6. 微硬度量測 本 實 驗 之 硬 度 量 測 方 式 為 Vickers 硬 度 試 驗 法,試片經由研磨拋光後,再使用Keller之腐蝕液 腐蝕腐蝕。然後利用MATSUZA WASEIKI微硬度試 驗機做定點硬度量測。 3.7. 金相顯微組織觀察 材料的顯微組織分為巨觀與微觀顯微組織,巨 觀之顯微組織則採用實體顯微鏡做低倍率的觀 察,可觀看破斷面或是銲後之外觀組織。微觀顯微 組織通常則是指經光學顯微鏡觀察到的結果。 本實驗所使用之腐蝕液為 Keller(2ml HF + 3ml HCl + 5ml HNO3 + 190ml H2O),腐蝕時間 2219 約 20-50 秒,而 7003 則約 4-7 分鐘,依熱處理情況而 加減腐蝕時間。將腐蝕好之試片用清水與酒精沖淨 並吹乾,最後再使用 OLYMPUS 光學顯微鏡觀察並 照相。比較在各種填料與各種不同熱處理條件之顯 微組織的變化。 3.8. 電子顯微鏡破斷面分析 將拉伸後的試片,將其破斷部份取下,以清水 與酒精經超音波震盪器清洗。使用高倍率之掃瞄式 電子顯微鏡來觀察試片之破斷面。 四、結果與討論 4.1. 孔隙率分析 圖 1 所示為三種不同填料之不同位置的孔隙率 分 析 結 果 。 由 圖 中 可 看 出 使 用 母 材 7003-F 比 7003-T5 可得到較低的孔隙率。而使用填料 ER4043 則不管母材是 F 料或是 T 料均可得到較低的孔隙 率。此因使用填料 ER4043 含有較高的 Si,而使得 熔池在銲接時流動性較佳,在凝固時可使孔洞癒 合,故能得到較低的孔隙率。 4.2. 拉伸試驗分析 鋁 合 金 擁 有 較 高 的 機 械 強 度 與 良 好 的 延 伸 率,但經由銲接後則其抗拉強度與延伸率均明顯的 下降,由表3可看出經由適當的熱處理可使其性質 大幅改善。 圖2(a)為比較三種填料在銲後經85天自然時效 的最大抗拉強度,由圖2(a)可看出使用填料ER2319 可得到最佳的銲後機械性質,ER4043次之,而 ER5356最差。圖2(b)為三種不同填料在銲後經由 535℃的固溶溫度持溫1小時,淬火再經85天自然時 效的機械性質。由圖2(b)中可看出使用填料ER4043 可得到較佳的強度。 圖3為填料ER4043在母材2219-T31與7003-F對 接下經各種熱處理後的最大抗拉強度。由圖中可看 出以B2的85天自然時效有最佳的抗拉強度﹔而固 溶溫度部份則以535℃固溶溫度有較佳的機械性 質,而以465℃持溫35分鐘的性質最差,此係因為 其固溶持溫時間不足,所以無法將原本的析出物完 全溶解於基地內,故其性質不但無法提昇,反而還 降低。 整體而言,人工時效的析出溫度以120℃持溫24 小時比175℃持溫18小時可得到較佳的機械性質。 4.3. 微硬度試驗分析 圖 4 所示為母材 2219-T31 與 7003-F 在三種填 料銲線銲後經 85 天自然時效之微硬度。由圖中可 看出銲後在銲道與熔融線部份的硬度值明顯的比 母材低,再經由拉伸試驗得知銲後的試片拉伸破斷 均在銲道與熔融線上,故可證實銲後在銲道的強度 明顯的比母材低。 圖 5 所示為填料 ER2319 之銲件在各種時效溫 度下之微硬度。由圖中可看出銲後經由自然時效與 人工時效在銲道部份之硬度並沒有明顯的提昇。在 靠近母材 2219 之熱影響區則會明顯的提昇。而靠 近母材 7003 之熱影響區在使用 130℃的人工時效 其硬度值會明顯提昇,但使用 190℃之人工時效則 反而因晶粒粗大而降低其硬度值。 圖 6 所示為填料 ER2319 之銲件在不同固溶溫 度下之微硬度。由圖中可看出使用 535℃之固溶溫 度其銲件硬度值變的較為均勻。母材 2219 之硬度 值並沒有明顯的降低,但銲道之硬度值均大幅提 昇。而使用 465℃之固溶溫度則除了 7003 母材外其
餘硬度值均大幅降低。顯示不當的固溶溫度不但無 法提昇銲件之強度,反而還會使其強度大幅下降, 甚至於比銲後未經任何熱處理的機械性質還差。 圖 7 所示為使用填料 ER2319 銲件在 535℃的 固溶溫度下持溫 1 小時後淬火,再經不同時效溫度 之微硬度分佈圖。由圖中可看出在母材 2219 部份 硬度並沒有明顯的不同。此係 2219 之強化相為 GP Zones 及θ_(CuAl2)相,而其軟化相為θ相。當溫 度達到 250℃以上時θ’相形成,415℃時θ相溶解, 經由固溶處理後形成α固溶體,再經由淬火則可得 到 GP Zone,故可經時效而強化。時效溫度 190℃ 並未達到θ_相形成的溫度,此時硬度並未達到最高 峰,故其硬度值不會下降。而 465℃之固溶溫度則 因固溶溫度不足故反而生成安定之θ相,此為造成 硬度變軟的緣故。而 7003 則因其θ_相在 170℃則已 經形成,此時硬度值已經達到高峰,隨著溫度的增 加或時間的增長,硬度均開始走下坡,故經由 190 ℃之時效溫度反而會使其硬度大幅降低。而 130℃ 之時效溫度則可明顯提昇其強度。 綜合言之,異種合金銲接時,其固溶溫度必須 採用較高的溫度值。而在時效部份,若不考慮時間 因素,則採用較低之時效溫度可得到較佳之機械性 質。若考慮時間因素則可採用兩階段之時效溫度, 先經由較高之時效溫度施行一小段時間使其硬度 達到或快達到第一次硬度的高峰後,再施行較低時 效溫度之熱處理。 4.4. 金相顯微組織觀察 本實驗採用 Keller 為腐蝕液,並用光學顯微鏡 觀察。觀察不同填料之銲道、熱影響區及母材等之 顯微組織。 圖 8 所示為 C1 試片之顯微組織。圖中包括母 材 2219-T31、填料 ER5356 及母材 7003-F。(b)圖中 在晶界處的小黑點為 Al-Cu 合金的主要析出物 (CuAl2)。由(f)中可明顯看出在母材 7003 之熱影 響區中有許多偏析物(可能為 MgZn2)的聚集,因 而造成熱影響區強度降低。經由拉伸試驗的結果顯 示,使用填料 ER5356 的銲件,其破斷幾乎都在此 區域(靠近 7003 之熱影響區)。此亦證實此區域 由於偏析物的聚集,使得此區域強度大幅降低。 4.5. SEM 分析 將經由拉伸破斷之試片做 SEM 觀察圖 9 所示 為 C1 試片之孔洞。圖 10 所示為 C2 試片之孔洞。 由圖 10 中可清楚看出經由固溶處理後,經自然時 效析出,孔洞內部出現了許多的析出物,這也是造 成銲件強化的主要因素。 五、結論 1.鋁合金 2219-T31 與 7003-F 或 7003-T5 對接時, 在孔隙率方面可發現母材 7003-F 擁有較 7003-T5 為低的孔隙率,此說明在較軟的材料下可得到較 低的孔隙率。 2.填料銲線 ER4043 因含有大量的 Si,流動率較 佳,故在銲接時,母材材質之軟硬對孔隙率的影 響不明顯。 3.異種鋁合金銲接後,施行固溶處理時,其固溶溫 度必須以較高固溶溫度之母材固溶溫度為主,否 則無法達到完全之固溶效果。 4.時效溫度若不考慮時間因素,則以較低之時效溫 度可得到較高的硬度值。 5.析出溫度若太高(如 175℃以上),對鋁合金 7003 不但無法提昇強度,反而因晶粒粗化而使其硬度 值降低。 6.銲後如不須經任何熱處理,使用填料 ER2319 可 得到較佳的機械性質。 7.銲 後 如 經 由 固 溶 處 理 後 之 銲 件 , 使 用 填 料 ER4043 可得到較佳的機械性質。 8.鋁合金銲接,填料 ER4043 雖屬非熱處理型,但 由於銲接時填料與母材重新融合,藉由母材中可 熱處理元素(如 Zn)的融入而改變銲道合金成 分。由於稀釋的緣故使得使用填料 ER4043 能藉 由熱處理的方式來提高的強度。 六、參考文獻
1.W. F. Smith, “Structure and Properties of Engineering Alloys”, Second Edition, Mcgraw-Hill International Editions, 1993, pp. 176-226.
2.Metals Handbook, ASM, Ninth Edition, Volume 4, “Heat Treating”, pp. 675-718.
3.J. E. Hatch, “Aluminum Properties and Physical Metallurgy”, ASM, May 1984, pp. 25-197.
4.周長彬, “高強度鋁合金 2XXX 係之銲接研究”, 電子 與資訊研究中心技術報告, pp. 8-14. 5.張復萌, “熱處理對鋁合金銲接熱影響區之研究”, 國 立台灣師範大學, 碩士論文, 1992, pp. 14-16. 6.黃振賢, “金屬熱處理”, 14 版, 文京圖書, 1992, pp. 544-555.
7.J. M. Papazian, “A Calorimetric Study of Precipitation in Aluminum Alloy 2219”, Metallurgical Transactions A, February 1981, pp. 269-280.
8.E. S. Tankins and W. E. Frazier, “Differential Scanning Calorimetric Studies of the Corrosion-Resistant Behavior in the 7000 Series Aluminum Alloys”, Materials Performance, June 1987, pp. 37-44.
9.J. M. Papazian, “Calorimetric Studies of Precipitation and Dissolution Kinetics in Aluminum Alloys 2219 and 7075”, Metallurgical Transactions A, May 1982, pp. 761-769. 圖表彙整 表1 母材與銲線成分 合金 Cu Zn Mg Si Mn Cr Fe Al 2219 6.3 - - - 0.3 - - Bal 7003 0.2 7.0 2.8 0.3 0.2 0.25 0.35 Bal ER2319 6.3 0.1 0.02 0.2 0.3 - 0.30 Bal ER4043 0.3 0.1 0.05 4.8 0.05 - 0.8 Bal ER5356 0.1 - 4.5 0.25 0.1 0.1 0.4 Bal
表 2 試片銲接參數 填料 電流 (A) 電壓 (V) 銲接 走速 (mm/min) 送線 速度 (mm/min) 輸入 能量 (KJ/min) A ER2319 80 19.1 400 2640 0.229 B ER4043 85 19.1 450 2600 0.216 C ER5356 92 19.0 500 2670 0.210 D ER2319 80 19.1 400 2640 0.229 E ER4043 85 19.1 450 2600 0.216 F ER5356 92 19.0 500 2670 0.210 附註: 1.其中試片編號 A、B、C 代表母材 2219-T31 與 7003-F 對接。 2.其中試片編號 D、E、F 代表母材 2219-T31 與 7003-T5 對接。 3.脈衝參數如下: a. Pulse amplitude : 260 A b. Pulse rate : 60 pulse/sec c. Pulse width : 1 milli·sec
表 3 試片之拉伸性質測試 編號 最大抗拉強度 (MPa) 伸長率 (%) 破斷處 2219-T31 415.6 17.64 7003-F 315.3 16.93 7003-T5 346.9 11.54 A1 266.6 6.61 銲道 A24 249.9 5.35 銲道 A25 324.2 17.05 2219 母材 A3 272.7 8.98 7003 HAZ A4 300.6 0.71 7003 母材 A5 289.3 6.34 2219 HAZ A6 308.8 6.93 銲道 B1 249.1 6.61 銲道 B2 356.1 17.48 7003 母材 B3 309.7 15.04 7003 母材 B4 318.9 8.39 7003 HAZ B5 221.6 4.49 銲道 B6 277.9 7.28 銲道 C1 209.9 1.34 7003 HAZ C2 316.8 10.51 7003 HAZ C3 320.5 13.54 7003 母材 C4 347.2 6.69 7003 HAZ C5 247.0 6.06 7003 HAZ C6 262.7 6.14 7003 HAZ D1 266.3 10.47 7003 HAZ D2 332.1 15.98 7003 母材 E1 248.7 7.48 銲道 E2 336.5 20.83 7003 母材 F1 222.3 3.19 7003 HAZ F2 311.3 15.63 2219 母材 附註: 1.試片編號 A 代表母材 2219-T31 與 7003-F 對接, 填料 ER2319。 2.試片編號 B 代表母材 2219-T31 與 7003-F 對接, 填料 ER4043。 3.試片編號 C 代表母材 2219-T31 與 7003-F 對接, 填料 ER5356。 4.試片編號 D 代表母材 2219-T31 與 7003-T5 對接, 填料 ER2319。 5.試片編號 E 代表母材 2219-T31 與 7003-T5 對接, 填料 ER4043。 6.試片編號 F 代表母材 2219-T31 與 7003-T5 對接, 填料 ER5356。 0 0.5 1 1.5 2 2.5 3 3.5 A1 B1 C1 D1 E1 F1 Sample Mark % Area 靠2219 銲道 靠7003 圖 1 不同填料及不同位置之孔隙率分析 Sample Mark 0 100 200 300 400 T e n s ile a n d Y ie ld S tr e n g th (M P a ) 0 5 10 15 20 E lo n g a ti o n (% )
Ultimate Tensile Strength
Yield Strength
Elongation
ER2319 ER4043 ER5356
圖 2(a) 三種不同填料在母材 2219-T31 與 7003-F 對 接,銲後 85 天自然時效的機械性質
Sample Mark 0 100 200 300 400 T e n s ile a n d Y ie ld S tr e n g th (M P a ) 0 5 10 15 20 E lo n g a ti o n (% )
Ultimate Tensile Strength
Elongation
ER2319 ER4043 ER5356
Yield Strength 圖 2(b) 三種不同填料在母材 2219-T31 與 7003-F 對接,銲後經由 535℃的固溶溫度持溫 1 小時,淬火再經 85 天自然時效的機械性質 Sample Mark 0 100 200 300 400 T e n s ile a n d Y ie ld S tr e n g th (M P a ) 0 5 10 15 20 E lo n g a ti o n (% )
Ultimate Tensile Strength
Yield Strength Elongation B1 B2 B3 B4 B5 B6 圖 3 使用填料 ER4043 在各種熱處理條件下之機械 性質 40 50 60 70 80 90 100 110 120 -20 -16 -12 -8 -4 0 4 8 12 16 20 Distance (mm) Hardness (Hv) ER2319 ER4043 ER5356 2219-T31 FusionZone 7003-F 圖 4 母材 2219-T31 與 7003-F 在三種填料銲後經 85 天自然時效之微硬度 40 50 60 70 80 90 100 110 120 130 140 -20 -16 -12 -8 -4 0 4 8 12 16 20 Distance (mm) Hardness (Hv) 室溫 190℃ 130℃ 2219-T31 ER2319 7003-F 圖 5 填料 ER2319 之銲件在各種時效溫度下之微硬度 40 50 60 70 80 90 100 110 120 130 -20 -16 -12 -8 -4 0 4 8 12 16 20 Distance (mm) Hardness (Hv) 535℃ 465℃ 2219-T31 ER2319 7003-F 圖 6 填料 ER2319 之銲件在不同固溶溫度下之微硬度 40 50 60 70 80 90 100 110 120 130 -20 -16 -12 -8 -4 0 4 8 12 16 20 Distance (mm) Hardness (Hv) 室溫 190℃ 130℃ 2219-T31 Fusion Zone 7003-F 圖 7 填料 ER2319 銲件在 535℃的固溶溫度淬火後 經不同時效溫度之微硬度 圖 8(a) E1 試片金相選取位置示意圖 圖 8(b) A 區 2219-T31 母材金相 圖 8(c) B 區靠 2219-T31 之熱影響區金相
圖 8(d) C 區填料 ER4043 之銲道金相 圖 8(e) D 區靠 7003-T5 之熱影響區金相 圖 8(f) E 區 7003-T5 母材金相 圖 9(a) C1 試片之孔洞 圖 9(b) C1 試片孔洞內部放大圖 圖 10(a) C2 試片之孔洞 圖 10(b) C2 試片孔洞內部放大圖